
Abstract
The manufacturing of carbon fiber (CF) laminates with hybrid thermoset/thermoplastic matrix has been investigated following different routes. Hybridization has been carried out during lamination, by alternating epoxy matrix prepreg plies and polyamide (PA6) films. Compression molding has been performed for laminate agglomeration. Epoxy-matrix carbon-fiber prepregs have been cured before compression molding of the hybrid laminate (namely “pre-cured”) or simultaneously (namely “co-cured”). Pre-cured plies have been processed by hot pressing or in open air, i.e. in oven without applying any pressure. Pre-cured plies in oven showed a higher level of adhesion in the final hybrid composite. Neat laminates have been manufactured for comparison and both thermal and mechanical characterization have been carried out on hybrid and virgin composites. High mechanical performances have been achieved by the hybrid matrix composites with the one obtained by co-cured prepregs having a bending strength of about 430 MPa. Composites multi-functionality has been explored in terms of thermoformability; the hybrid laminates have been manufactured in flat configuration and have been thermoformed into a U-shape with a bending angle of 90°. This aspect represents an additional property of hybrid laminates since thermoset CF composites cannot change their shape after curing.
Keywords
Introduction
Carbon fiber reinforced (CFR) composite structures are manufactured mainly by stacking layers of pre-impregnated fibers into a mold before consolidation is carried out. Laminates with the highest quality are obtained by autoclave molding, but some out-of-autoclave technologies as hot pressing have become valuable alternatives as well. 1 CFR laminates are currently used in numerous high-valued applications thanks to their unique characteristics; in particular, many structural parts in Aeronautics and Space industries are made by this class of materials such as aircrafts fuselages and wings as well some parts of the rockets. Furthermore, the Automotive industry makes an extensive use of CF composites like in racing cars, in which frontal noses are obtained by composite laminates to take advantage from their ability to absorb energy during impact. 2 However, fibers impregnation remains a critical phase in laminates manufacturing since regions with a lack of resin behave as crack initiation sites in the composite structure. If partially impregnated prepregs are used, the void content is influenced by gas transport, fiber bed compaction, and resin infiltration. 3 In addition, the quality of the laminate structure is strongly dependent on the resin curing cycle since both the voids quantity and the mechanical performances depend on the selected manufacturing technology. 4 The effects of molding parameters are also evident on the friction resistance at the interface between two adjacent plies; in particular, since the resin matrix behaves as a lubricant, the thickness of the interlayer can be predicted as function of the forming pressure, temperature and velocity. 5
Usually, thermosetting (TS) resins are used as a matrix in composite structures with epoxy-CF being the most used in high-valued applications thanks to their excellent mechanical behavior. 6 On the other hand, recent studies have explored the use of thermoplastic (TP) composites in new applications such as in deep-sea, that have determined that the implosion pressure of carbon reinforced polyamide 6 (PA6) cylinders is over 600 bar that corresponds to a sea depth of 6000 m. 7 This analysis showed that replacing traditional TS-based pressure vessels with PA6-CF ones is a suitable solution. Indeed, PA is a engineering plastic with high mechanical performances and high chemical resistance; in particular, it decomposes at high temperatures, between 380–400°C, and its maximum mass loss rate has been recorded at 465°C. 8
From a manufacturing perspective a big difference between TS and TP laminates is related to the complexity of the geometries that can be obtained. Since TS cannot change their shape after that polymerization is completed, they must cure in the final configuration. Even though some complex parts have been already obtained, like a 2 layers ribs structure with bending strength of 366 MPa manufactured, 9 negative draft angles and undercuts should be avoided. On the other hand, TP composites can be formed each time the processing temperature reaches the matrix melting range and, once cooled, they retain the new shape. This difference has a significant impact on components manufacturing since, ideally, TP composites can be manufactured in a flat shape and then thermoformed in the desired geometry; in this way, the mold design as well as the molding process are simplified, and material shaping can be carried out faster in a separate fabrication step. However, TP composites thermoforming includes several challenges that are related to both the material itself and the processing conditions, as wrinkles formation. During materials shaping, the predominant phenomena that can be identified are intra-ply shear and fibers bending. A non-linear diffusion equation to model the behavior of CF-PA composites in bending that can be used to simulate the thermoforming process. 10 Moreover, the influence of non-isothermal out-of-plane conditions on the intra-ply shear behavior of CF-PA laminate has been investigated, which is a condition that is typically obtained in thermoforming since two composite plies are in direct contact with the mold surface. 11 It was shown that the highest quality is obtained when the mold temperature is minimized, and the laminate cooling began at the same time as the forming process. In this way, the forming process is non-isothermal, but each ply is above the crystallization onset point. The effect of the cooling rate has been evaluated also by; 12 they have shown that the longitudinal stiffness of a hat-shaped thermoformed CF-PA6 composite decreased with the increment of the cooling rate itself. In addition, the variation in the spring-in angle has been evaluated by changing the lamination sequence of unidirectional CF/polycarbonate laminates. 13 It was shown that for a 90-degree V-shape geometry the spring-in angle is 1.19° with a [(0/90)]6 stacking sequence, while 1.72° is obtained by using [±45]6. However, the definition of thermoforming parameters remains a challenging and time-consuming task. A machine learning approach based on artificial neural networks (ANN) can be used to improve the quality of the thermoformed component by image analysis. In particular, 14 have shown that by the optimization of process parameters through ANN it is possible to obtain a reduction of the split-path length of 17.4% and an increment of 31% of the forming shear angle coverage.
Alternative approaches have been developed to obtain high-quality thermoformed parts made by composite materials. Thermo-hydroforming has been investigated because of its higher production rate compared to traditional processes but, unfortunately, wrinkles and deformations are easily formed. 15 To overcome this issue, they used the preferred fiber orientation (PFO) analysis model at different forming speeds and promising results have been recorded. In addition, tin can be used as a medium to heat and lubricate a CF-PA6 composite during forming. 16 They have stacked tin sheets with pre-consolidated laminates, to obtain a hybrid structure, and then, induction heating has been used to melt the tin layer that, in turn, melted the PA6 matrix. Before consolidation the tin is removed and thus, a complex shape ripple geometry with a low content of residual tin has been obtained.
By using engineered polymers, like PA6 and epoxy resin, high-performance composites can be manufactured; however, to phase new technological challenges it is fundamental to take a step forward and find innovative solutions. In this context, the manufacturing of hybrid composite structures has become of primary importance since multi-functional structures can be obtained. Epoxy-CF laminates hybridization can be performed by following several routs but, traditionally, the most common method is to introduce different reinforcements into the composite matrix. In particular, an extensive bibliography can be found on the insertion of nano-reinforcements, like carbon nanotubes and graphene nano-platelets, into long-fibers composites, as well as on the mixing of CF with fibers having a different nature as glass, aramid and natural fibers. Nanofibers of PA66 have been introduced into an epoxy-based composite reinforced with glass fibers; in this way, the compressive strength and the interlaminar shear strength have been improved of 30% and 17%, respectively. 17 Moreover, the damping factor of CF-epoxy composite has been improved of 49% by adding immiscible PEEK microparticles. 18
Another hybridization strategy consists of using polymers of different nature with respect to the matrix resin in such a way that a TS-TP hybrid matrix composite is obtained. Laminated TS-CF composites are particularly suitable for this kind of hybridization since TP films can be easily placed among the composite plies and traditional molding technologies can be used.
Co-bonding is a suitable procedure to manufacture hybrid TP-TS laminates; in particular, co-bonding of acrylonitrile butadiene styrene thermoplastic and unsaturated polyester thermoset has shown that the interphase thickness strongly depend on the temperature at which co-bonding is carried out because it affects the resin gel time and viscosity. 19 The positive effect of the interaction between epoxy resin and PA6 on both mechanical and thermal properties has been shown by using vacuum infiltration to manufacture an epoxy matrix composite reinforced with PA6 nanofibers. Indeed, an increment of the tensile strength and of the Young’s modulus of 29% and 20.5%, respectively, has been obtained. 20
Furthermore, hybridization is not only a valuable solution to improve composite properties in terms of mechanical behavior, but it is also a suitable strategy to obtain laminates having additional properties. The multi-functionality of CF laminates plays a key role in boosting composite implementation in new industrial areas. 21 Hybrid matrix composites multifunctionality has been already investigated; 22 in this work recycled CF plies have been used and bonding mechanisms between the composite layers and the PA6 interlayers have been evaluated as a function of the molding parameters. Moreover, the authors analyzed the influence of the TP interlayer thickness on the laminate mechanical properties and on its damping behavior and first thermoforming attempts were performed. Starting from these promising results, a deeper investigation of these multifunctional behavior has been conducted. This study focuses on the manufacturing of high-performance hybrid CF-epoxy/PA6 composite. Hybrid laminates have been manufactured by using un-cured and pre-cured virgin prepregs and two pre-curing strategies have been implemented. Ply surface has been analyzed by contact profilometry and laminates thermal and mechanical properties have been evaluated. Finally, hybrid composites have been thermoformed and the quality of the manufactured part has been investigated.
Materials and methods
Supplied materials
Composite laminates have been manufactured by stacking 20 plies of a commercial plain-wave woven fabric prepreg (Solvay Cycom 132 977–2). Hybrid laminates have been obtained alternating composite plies to a PA6 film of 70 μm thickness recovered from an aeronautic factory after dismission; indeed, this material has been originally used for composites vacuum bagging during autoclave molding. The PA6 melting temperature (Tm) is 220°C and it was evaluated by differential scanning calorimetry (DSC) in the authors’ previous study. 22
Neat composite manufacturing
Compression molding has been used to manufacture the laminates, as shown in Figure 1. Prepreg plies have been placed into an aluminum mold with a square cavity of 200 × 200 mm2 for consolidation. Fluorinated ethylene propylene (FEP) films have been positioned at the top and at the bottom of the uncured laminate to favor the composite release from the mold. Molding has been performed with a hot parallel plate press at the pressure of 0.6 MPa and the temperature of 180°C for 30 min. Manufacturing procedure of neat and hybrid composite laminates.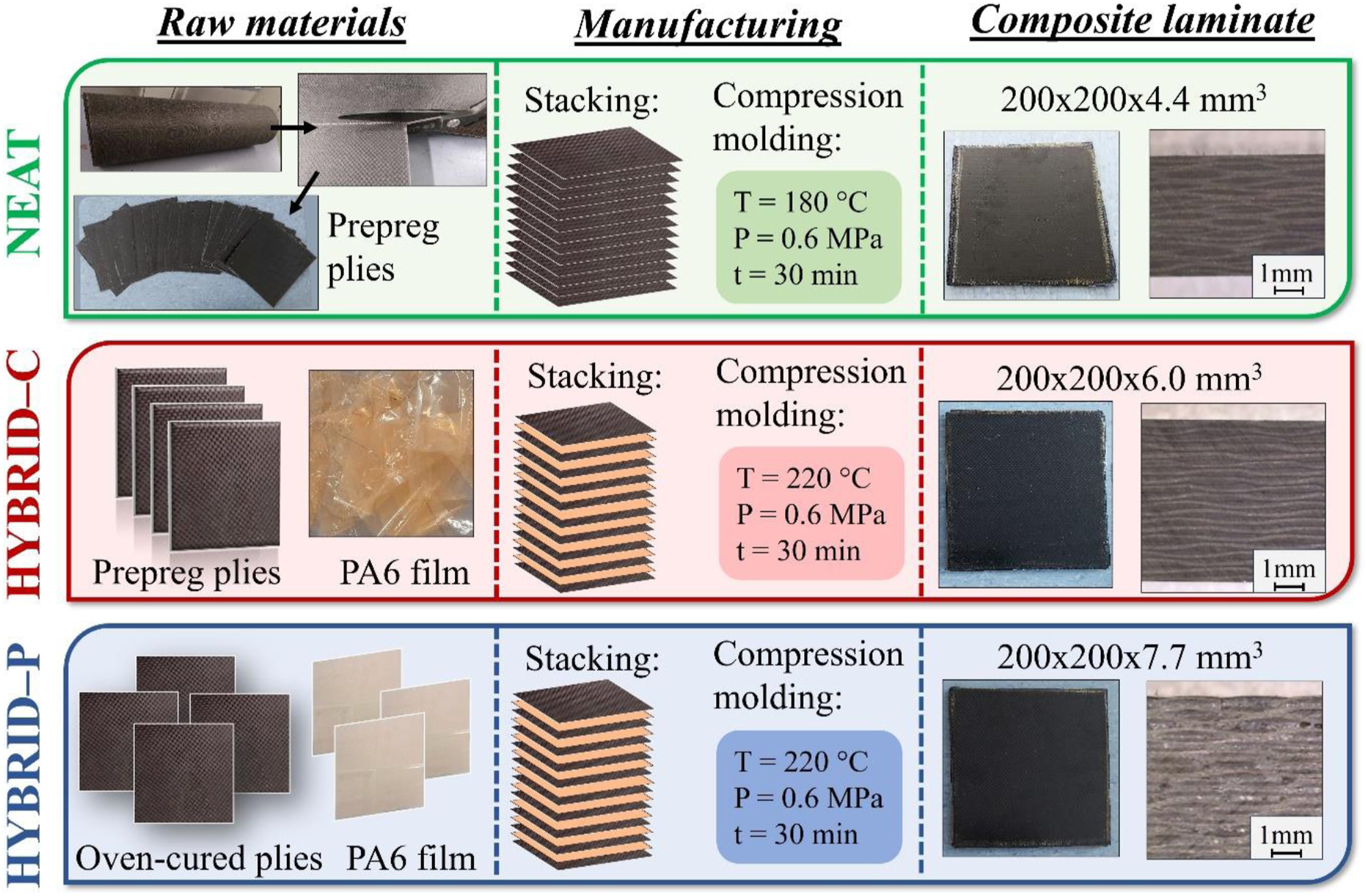
Co-cured hybrid composite manufacturing
The co-cured hybrid laminate, named hybrid-C from now on, has been manufactured by the interposition of a PA6 layer between two adjacent CF prepreg plies, as shown in Figure 1. In this way, the hybrid-C plate has been made by 20 CF-epoxy plies and 19 PA6 interlayers. The same aluminum mold and hot parallel press have been used for manufacturing and consolidation has been performed for 30 min at 0.6 MPa and 220°C, according to the Tm of the PA6 film. FEP has been used for releasing.
Pre-cured hybrid composite manufacturing
The second manufacturing strategy was to use already cured composite plies with the PA6 interlayer behaving as a binder. The curing strategy severely influences the adhesion mechanisms that take place between the TP interlayer and the CF-epoxy plies; indeed, both chemical and physical phenomena take place, with the latter being significantly influenced by the composite plies surface morphology. In this study, the composite plies have been pre-cured by two different methods, such as hot pressing and oven curing have been performed. The morphology of the cured layers has been evaluated by contact profilometry (Talysurf CLI 2 by Taylor-Hobson) and the prepreg has been tested for comparison. Subsequently, the hybrid laminate has been manufactured by stacking 20 pre-cured CF plies and 19 PA6 interlayers.
Prepreg plies curing by hot pressing
Composite plies have been stacked into the aluminum mold by placing the FEP releasing film between the layers and in contact with the mold, as shown in Figure 2(a). Then, curing has been performed in the same hot parallel plate press and molding parameter have been set according to the prepreg datasheet; indeed, consolidation was carried out at 0.6 MPa, 180°C and 1 h. Composite plies curing methods: (a) hot pressing, (b) oven curing.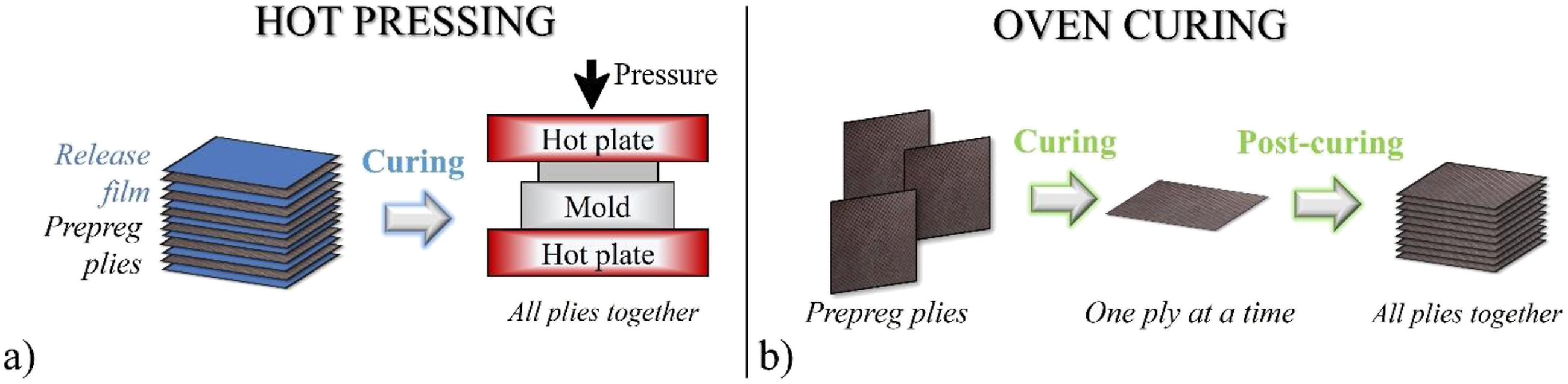
Prepreg plies oven curing
The second curing strategy has been conducted in oven (by Nabertherm) and composite plies of nominal size 200 × 200 mm2 have been used. A two steps procedure has been implemented to speed up the laminate manufacturing. At first, single CF plies have been processed at 180°C for 30 min and then, all plies simultaneously have been re-positioned into the oven at the same temperature for 3 h, Figure 2(b), in such a way those plies were fully cured. Pressure was not applied either in the first step or in the second and, releasing films were not necessary.
Laminates consolidation
After plies curing, compression molding has been carried out to obtain the hybrid laminates. The CF layers have been alternated with the PA6 film to obtain the same architecture of the hybrid-C laminate and the same hot parallel plate press as well as the same molding parameters that have been used for manufacturing.
The hybrid laminate with hot pressed CF plies didn’t show a good agglomeration as plies separation occurred at room temperature by simple handling and, consequently, couldn’t be used for testing. On the other hand, the hybrid laminate made up of plies pre-cured in oven didn’t exhibit any issue in terms of plies adhesion and so it was used for the next steps of the experimentation, being named from now on hybrid-P, as reported in Figure 1.
Laminates testing
At first plies agglomeration as well as the presence of voids and cavities have been investigated by stereomicroscopy (S9i by Leica) and both the interply distance and the plates density have been measured. Mechanical tests have been conducted on the neat, hybrid-C and hybrid-P laminates. Five samples of size 12 × 130 mm2 have been extracted from the plates and underwent 3-point bending tests; a universal material testing machine (MTS Insight 5) has been used for this purpose with a span length of 100 mm, a test speed of 3 mm/min, a preload of 10 N and an acquisition rate of 10 Hz. Fracture surfaces have been analyzed by stereoscopy (HRX-01 by Hirox) to investigate the fracture modes. Subsequently, the same testing machine has been used to perform transverse 3-point bending tests on 3 samples for each laminate architecture; in this bending condition, the specimens were loaded along the lamina plane, whereas in conventional bending tests they are loaded orthogonally to it. Sample size was 12 × 60 mm2 and testing conditions were the same as the previous bending tests, apart from the span length that was 50 mm.
Moreover, the laminates thermal transitions have been investigated by DSC using a DSC6 by Perkin Elmer. Triple scans have been carried out from 15°C to 250°C at 10°C/min.
Finally, both hybrid-C and hybrid-P laminate samples of size 70 × 120 mm2 have been thermoformed by preheating at 250°C and forming in molds at room temperature. After shaping, plies agglomeration has been investigated by macrography and the control of laminates thickness has been performed.
Results
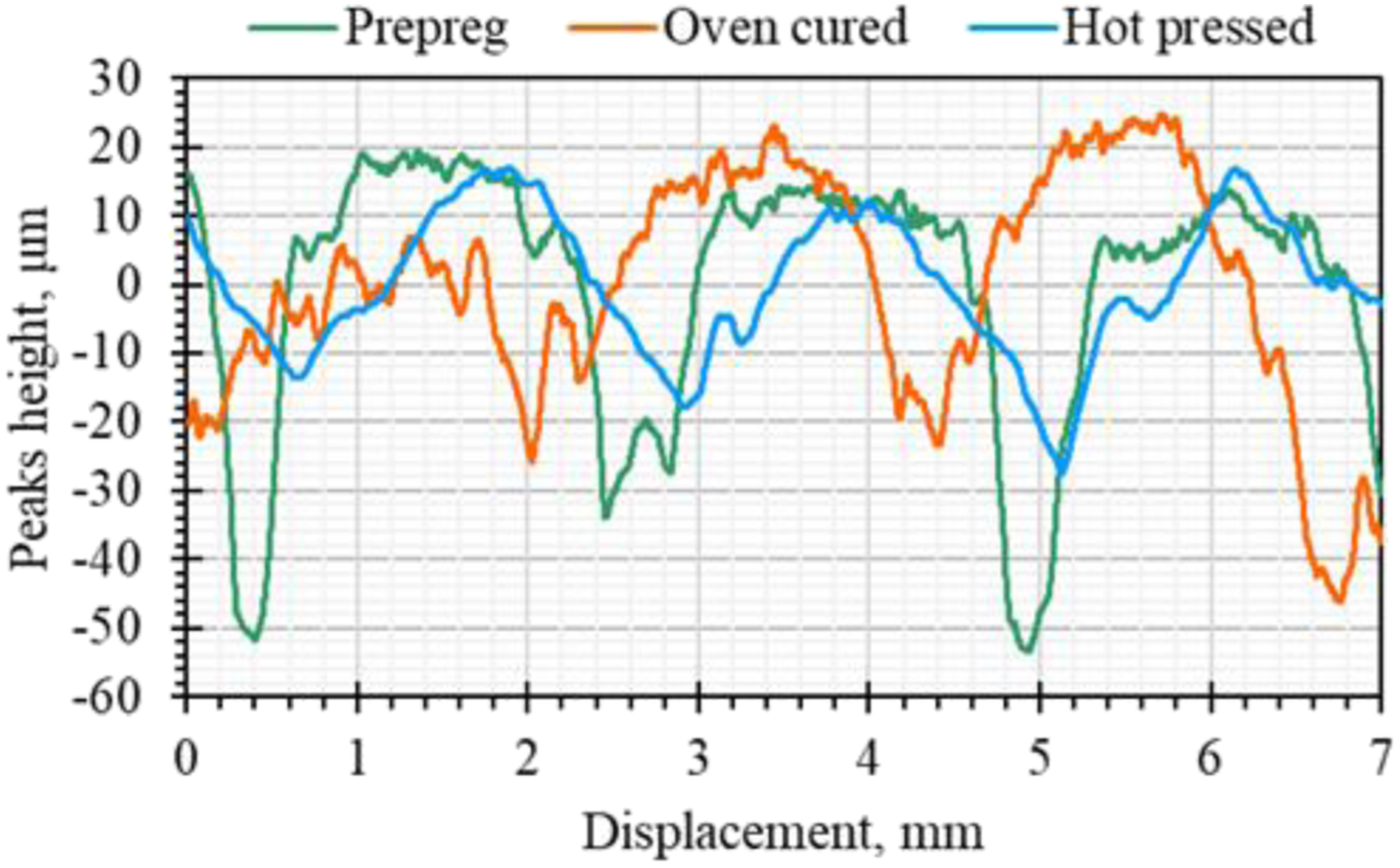
Contact profilometry has been used to investigate the surface roughness of the plies that have been used to manufacture the laminates. Both the neat and the hybrid-C composite have been obtained by prepregs, Figure 3(a), that showed an arithmetical mean height (Sa) of 23 μm, a maximum height (Sz) of 201 μm. The hybrid-P composite has been obtained by pre-cured composite plies; profilometry has been performed on both hot pressed and oven cured plies and maps of the surfaces’ morphology are reported in Figure 3(b) and (c), respectively. The former exhibited a Sa of 21 μm and a Sz 188 μm while the latter showed a Sa and Sz of 32 μm and 259 μm, respectively. Contact profilometry of composite layers: (a) prepreg, (b) oven cured plies, (c) hot pressed plies.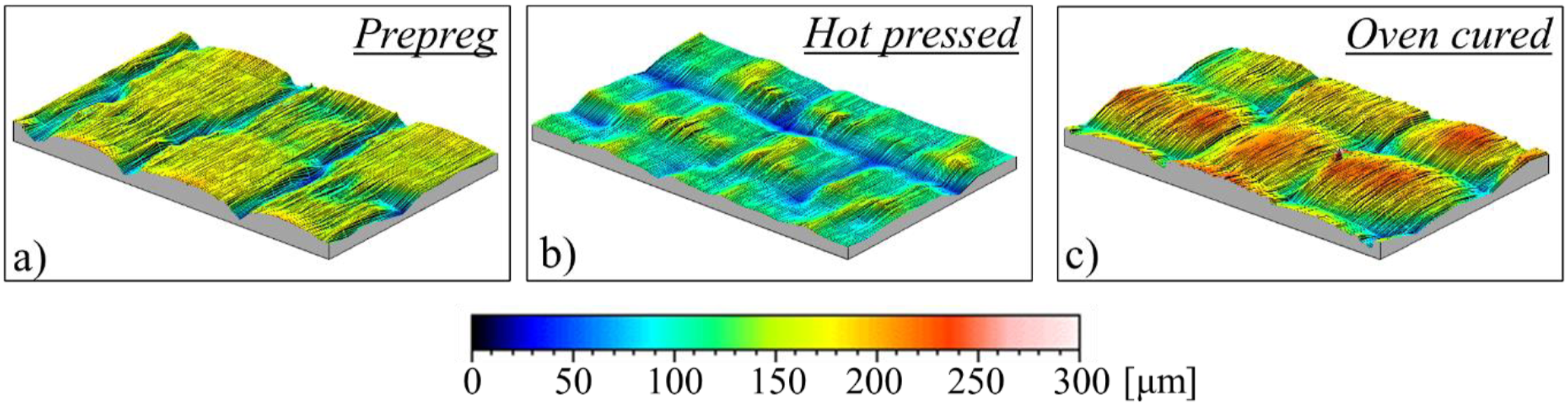
The stereomicroscopy of the manufactured plates has been performed on the laminates cross-section. This kind of analysis is particularly suitable to verify if voids and cavities have been generated during molding, since a reduction of the composite quality is due to their presence. The manufactured laminates exhibited good plies agglomeration and neither voids nor cavities have been seen, as shown in Figure 4. Moreover, the distance between the fibers of adjacent composite plies has been measured in order to determine the composite ply thickness as well as the interlayer thickness in the hybrid laminates. The average interply distance increased from 226 ± 70 μm of the neat plate to 302 ± 100 μm of the hybrid-C composite; a further increment has been obtained by measuring the hybrid-P laminate, which had an average interply distance of 388 ± 90 μm. On the other hand, it was observed that the plates density, Table 1, behaved in the opposite way since a decrement from 1.49 g/cm3, to 1.39 g/cm3 to 1.09 g/cm3 has been obtained by passing from neat, to hybrid-C and to hybrid-P materials. Stereomicroscopy of the composite laminates cross-section with the evaluation of the interply distance: (a) neat, (b) hybrid-C, (c) hybrid-P. Physical and mechanical properties of the composite laminates.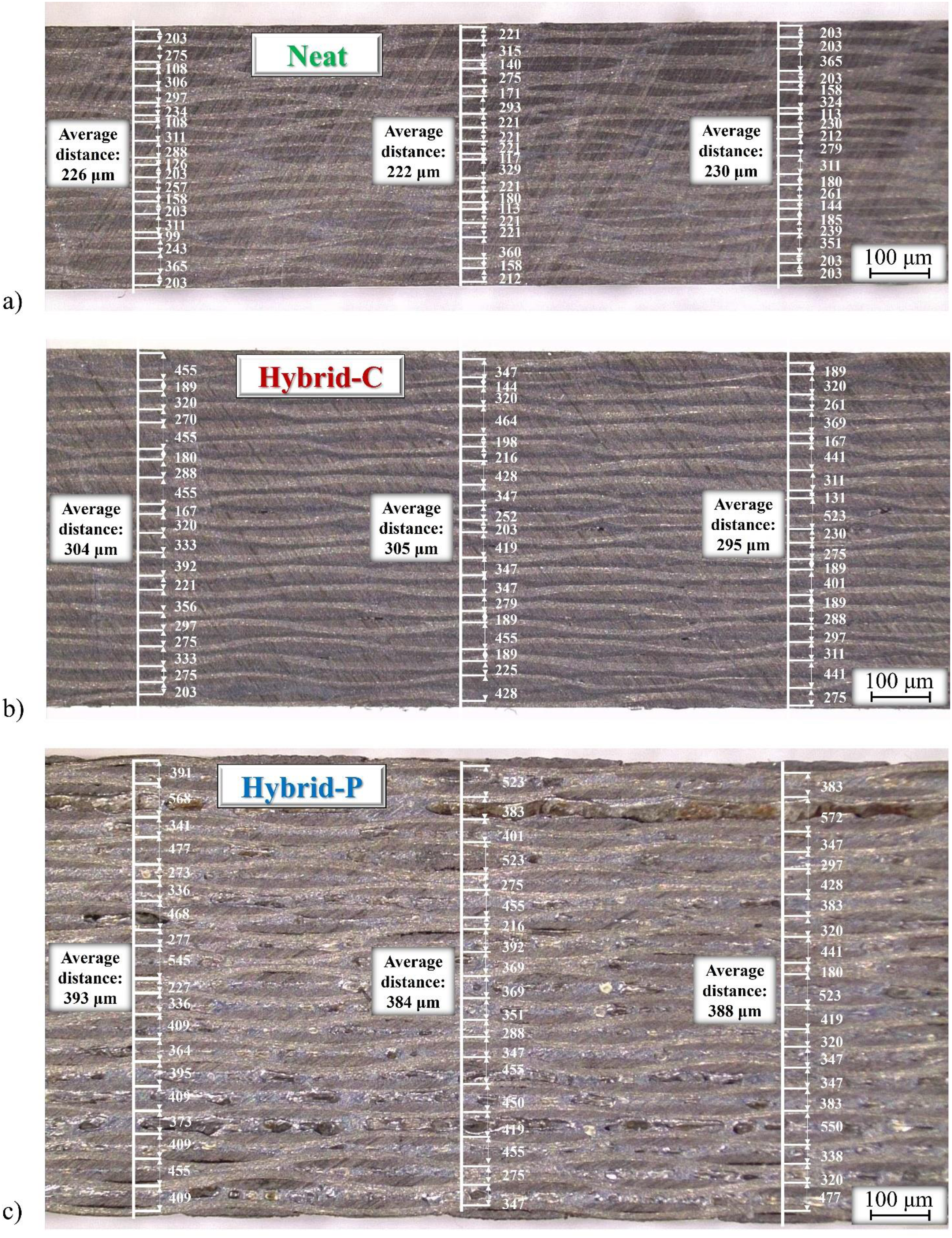
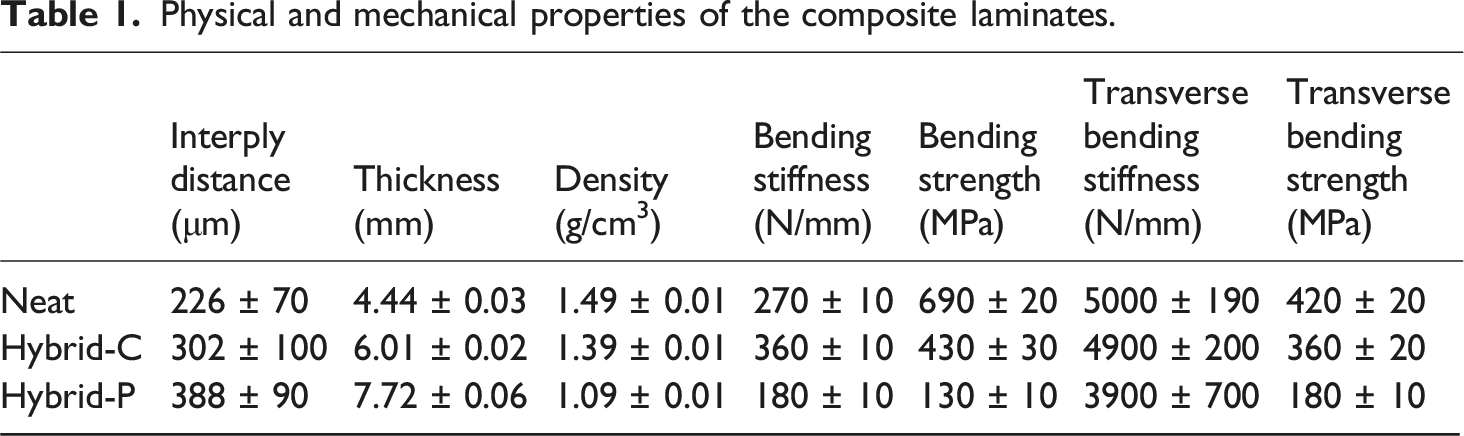
Bending tests in 3-point bending configuration have been carried out to investigate the composites’ mechanical properties. The obtained bending curves are shown in Figure 5 while average bending stiffness and average bending strength are reported in Table 1. The neat composite showed the highest bending strength in both testing directions with a maximum of 690 ± 20 MPa in average that has been achieved. The presence of the TP interlayer caused a reduction of the bending strength because of the PA6 soft nature; the hybrid-C specimens showed a bending strength of 430 ± 30 MPa and a lower transversal bending strength of 360 ± 20 MPa. The opposite situation has been observed with the hybrid-P samples, which recorded a bending strength of 130 ± 10 MPa, and 180 ± 10 MPa in the transversal direction. In addition, the composite stiffness has been measured: the hybrid-C plate showed the highest average value of 360 ± 10 N/mm followed by 270 ± 10 N/mm and 180 ± 10 N/mm of the neat and hybrid-P plates, respectively. In transverse 3-point bending tests, a stiffness of 5000 ± 190 N/mm has been measured for the neat composite while 4900 ± 200 N/mm and 3900 ± 700 N/mm have been obtained for the hybrid-C and hybrid-P, respectively. Stress–strain curves of laminates mechanical tests: (a) three-point bending, (b) transverse three-point bending.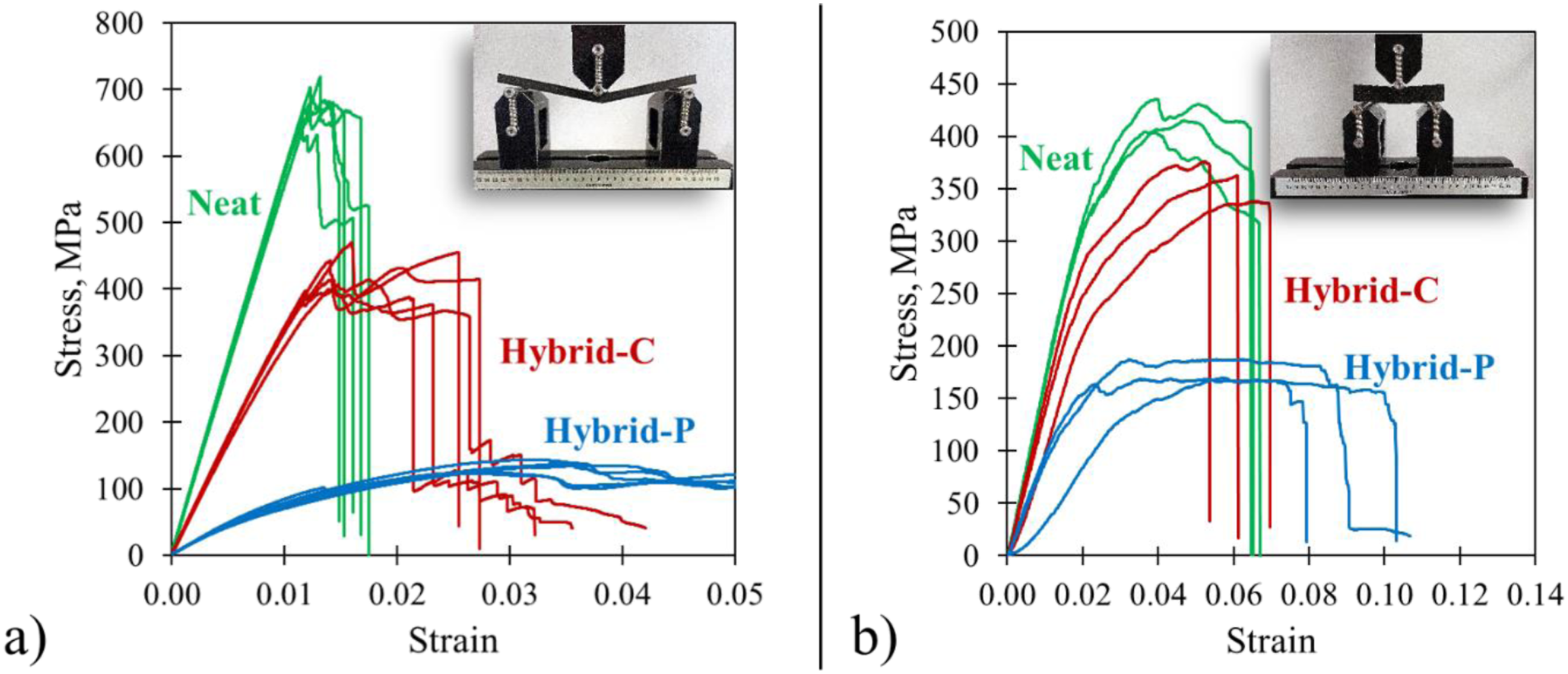
Composite laminates characteristic temperatures have been evaluated by calorimetry, which is shown in Figure 6 that reports the third scan of the tests; in the temperature-heat flow chart both glass transition temperature (Tg) and melting temperature (Tm) can be identified being a flex point and peak, respectively. A Tg of 202°C has been obtained for the neat composite that cannot be identified in the hybrid laminates calorimetry since it lies within the melting range of the PA6 interlayer. The hybrid-C exhibited a Tm of 215°C, while the slightly higher temperature of 225°C has been achieved by the hybrid-P. According to this difference, the melting ranges differed a little as well; the hybrid-C began to melt at 199°C and ended at 230°C, while the melting of the hybrid-P ranged between 205°C and 238°C. However, these differences could be related to unwanted dynamic effects during testing, because of the different masses and thermal diffusivity of the hybrid samples. Because of the large weight, heat transfer into the sample, during testing, could be partially affected. In this case, higher amounts of polyamide may exalt this problem with the effect of shifting the transitions toward higher temperatures. Composite laminates calorimetry.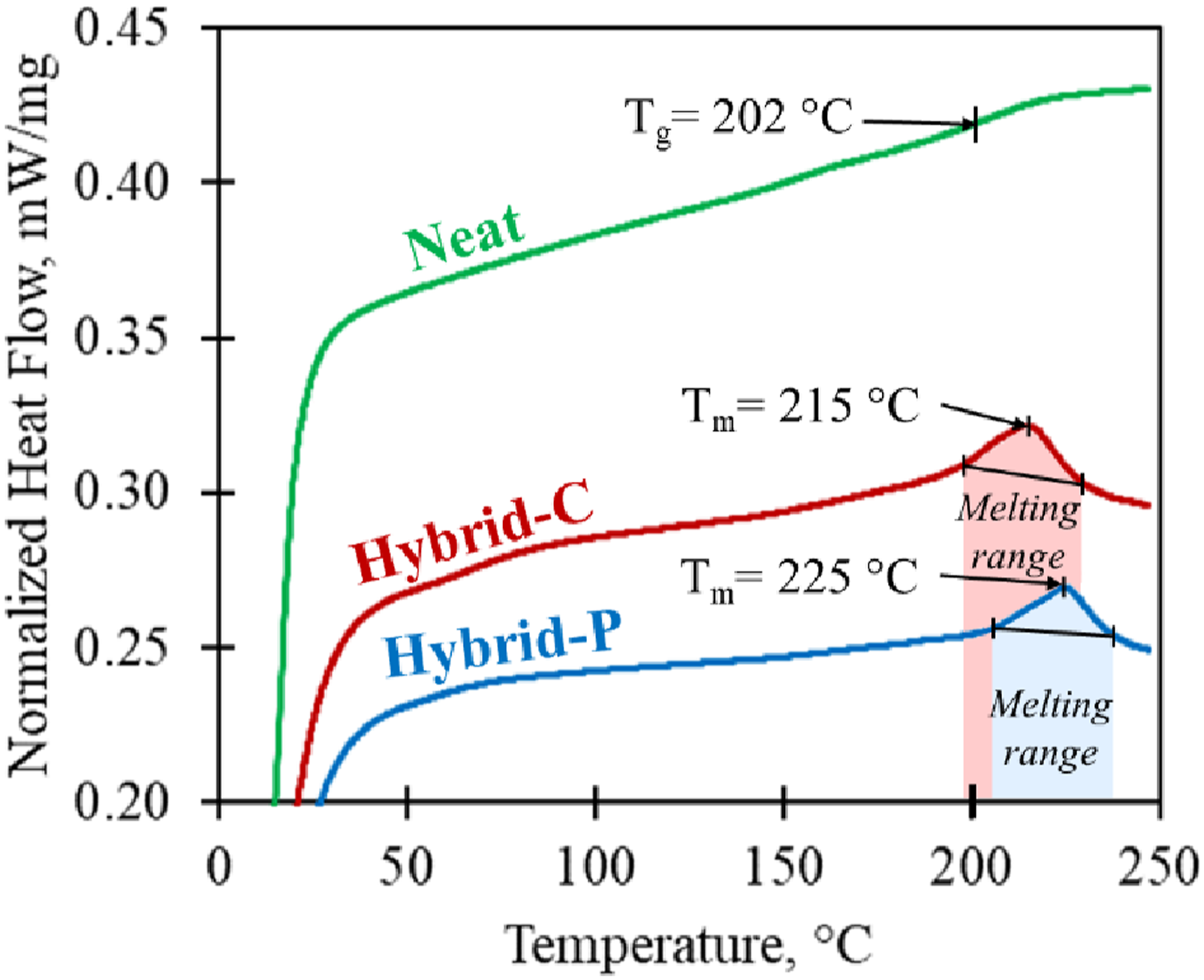
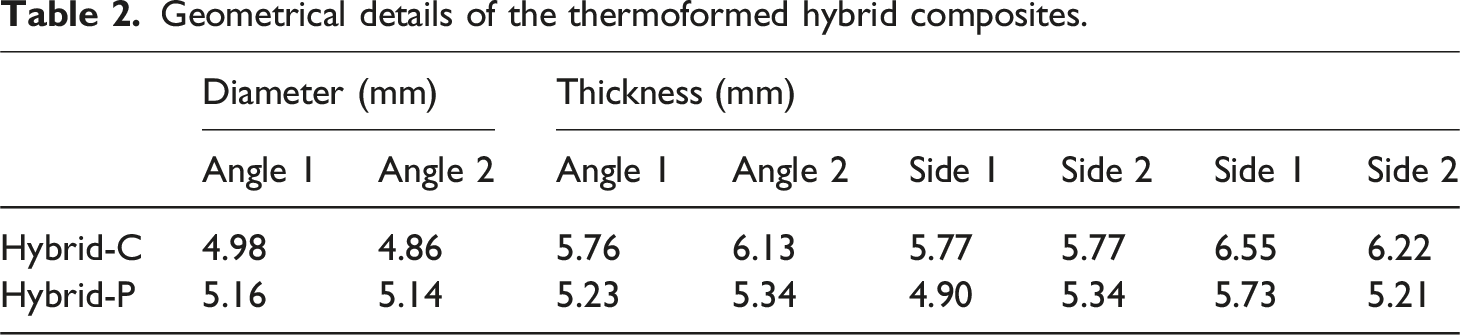
Geometrical details of the thermoformed hybrid composites.
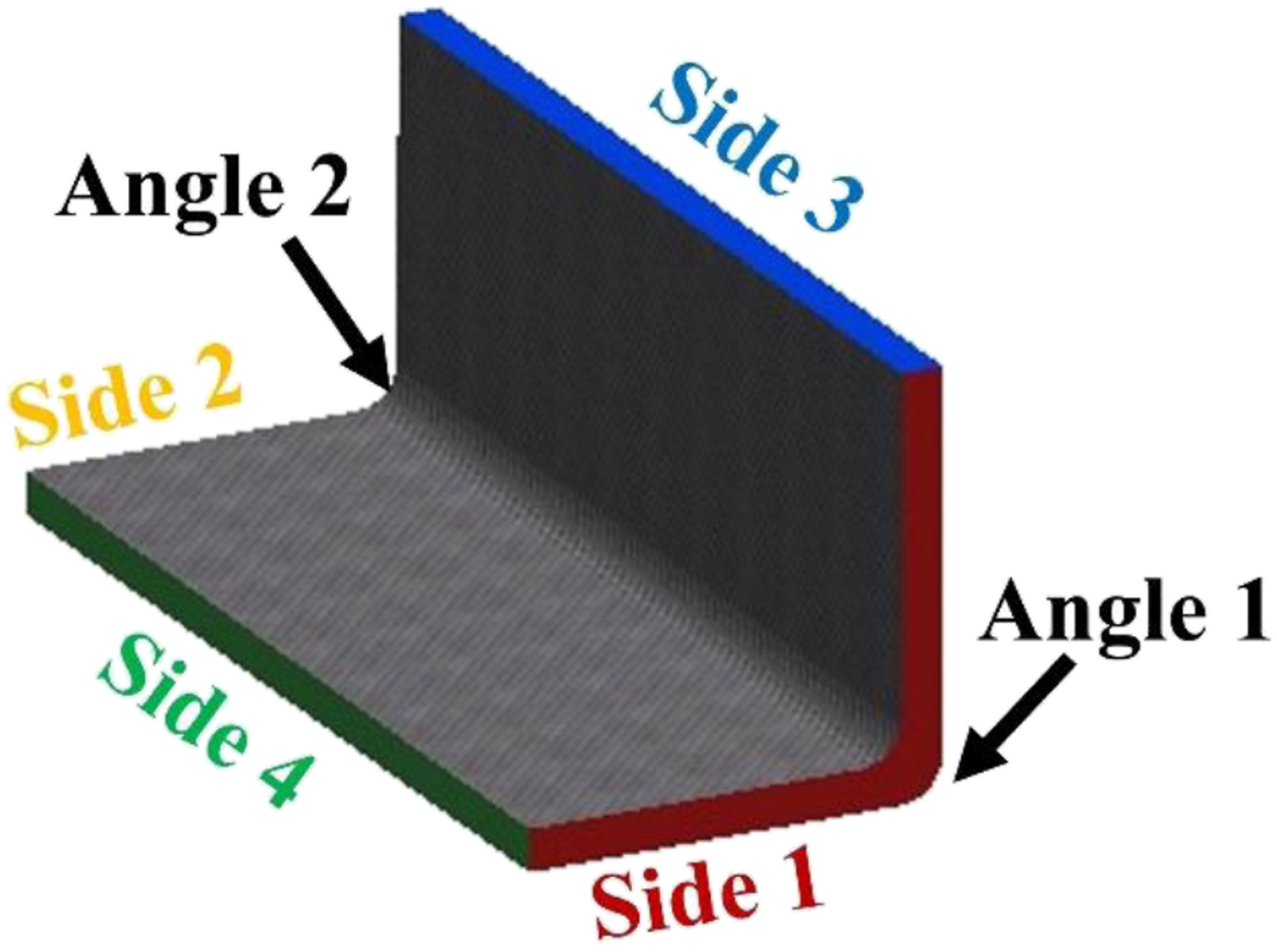
Nomenclature of the sides of the thermoformed hybrid laminates.
Discussion
The combination of polymers having a different nature within the same laminate structure represents a strong innovation in composite hybridization. Many studies investigate reinforcement hybridization by the insertion of various materials in the resin matrix. The use of carbon-based or TP nano-reinforcements as well as the mixing of carbon and glass fibers are among the most common hybridization methods. On the other hand, hybrid matrix laminates have still to be fully explored but promising results have been already obtained. The properties of hybrid TP-TS laminates are not only dependent on the materials themselves, but also on their interaction. The adhesion mechanism that takes place between the composite plies and the TP interlayer has a dual nature: chemical and physical. Indeed, a certain degree of chemical affinity is necessary for plies adhesion. The second mechanism is mostly related to the composite plies surface morphology and, consequently, to their roughness. Contact profilometry has been carried out for this purpose and 3D maps are shown in Figure 3. Prepregs have been used to obtain the neat composite by compression molding and a good adhesion between the plies has been achieved as shown by the stereomicroscopy reported in Figure 4(a). The hybrid-C laminate has been manufactured by using prepregs in the stacking sequence as well; the stereomicroscopy of the laminate cross section, Figure 4(b), showed a good level of agglomeration and voids and cavities weren’t present. Moreover, the presence of the interlayer can be clearly identified in comparison to the neat laminate, as pointed out in Figure 8. The manufacturing of hybrid-P laminates has been performed by following 2 precuring strategies: hot pressing and oven curing. The former manufacturing procedure didn’t permit laminate testing since a poor level of adhesion was achieved. During hot pressing, face and edge bleeding have occurred and the resin matrix, which has flown uniformly through the fibers, has reduced the initial roughness. On the other hand, oven cured plies had the highest surface roughness and the hybrid-P composite showed a very good level of adhesion among the layers. During hybrid laminate manufacturing, the involved bonding mechanism has a dual nature: physical and chemical. The first one can be associated with the surface roughness of the composite plies, since superficial asperities can be embedded by the molten thermoplastic interlayer, which additionally fills the valleys. Chemical affinity is instead related to the polymers’ nature and depends strictly on their composition and treatment. There is a slight chemical affinity between polyamide and epoxy resins. PA6 and epoxy blended matrices have been cured for CFR laminate production,
24
with good results in interlaminar toughening.
25
Good adhesion of PA on cured epoxy matrix composites have been also observed by cold spray coating.
26
In Figure 9, the mean profiles of the prepreg plies and the hot pressed and oven cured plies, which were used to manufacture the hybrid laminates, are shown. Since pressure was applied during curing, hot pressed plies had the smoother profile with less relative peaks and a lower distance between peaks and valleys. Consequently, the hybrid laminate manufactured by stacking hot pressed plies exhibited a poor consolidation and could not be tested. In Figure 4(c) the cross section of hybrid-P laminate is shown; the presence of the interlayer can be seen as well as the epoxy resin and the carbon fibers. In the hybrid-P laminate, only the thermoplastic PA was able to flow under molding, providing the necessary agglomeration. For this reason, the final thickness of the laminate was higher than the hybrid-C laminate where a combined flow of thermosetting resin and thermoplastic interlayer was possible. For this reason, a larger amount of voids are also visible at the interface between the cured plies and the PA interlayers in the hybrid-P. In the future, this occurrence could be reduced by using vacuum bagging if an autoclave molding would be applied. Plies consolidation has been obtained by compression molding with the materials that underwent high temperatures and moderate pressures. In these conditions, the epoxy resin of the composite plies softened but its flow is prevented since curing has been already carried out; consequently, the plies surface morphology is minimally affected by the processing conditions. Moreover, surface cavities are present and may be interested to the thermoplastic matrix interpenetration. In fact, the PA6 interlayer was able to melt during consolidation because of its TP nature; once melted, it began to flow in the valleys that are on the plies surface, that were filled, while the peaks were completely embedded. In this way, a physical bonding among the layers has been obtained, and its effect is combined to the one of materials chemical affinity in such a way that a strong joining mechanism at the TP-TS interface is established. Cross section enlargement of the neat and hybrid-C composite laminate. Composite plies mean profiles by profilometry.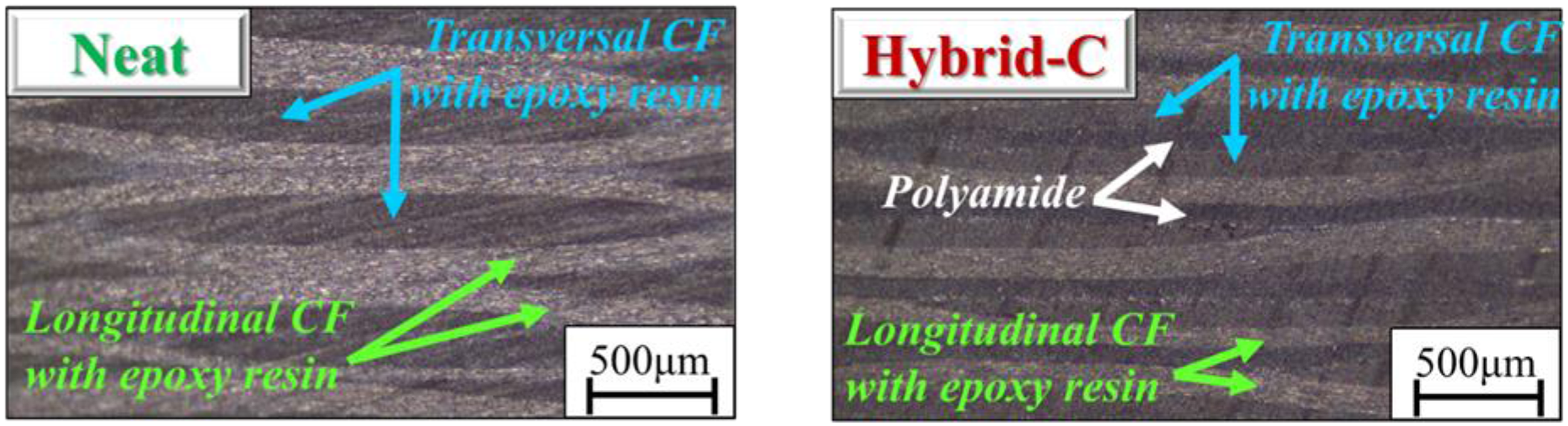
The presence of the TP interlayer in the hybrid structure distances adjacent CF plies by increasing the interply distance; consequently, the laminate density decreases since PA6 nominal density is 1.14 g/cm3, which is lower than the one of the composite, Table 1. Also, the coexistence of two polymers in the same hybrid structure is responsible for the mechanical performances of the hybrid laminates. By bending, the neat samples reach the ultimate strength with a small deformation and then, they exhibit a ductile fracture mode with fibers breaking beginning at the intrados with subsequent interlaminar crack propagation. When a sufficient deformation is reached, the cracks propagation is rapid and the composite breaks suddenly. The presence of the PA6 interlayer improves the ductile behavior thanks to the soft nature of the TP polymer that, in turn, exhibits a greater resilience, Figure 5(a). Because of the highest amount of thermoplastic polymer, it is expected that the hybrid-P laminate shows the lowest bending strength and modulus, as PA6 replaces stiffer CFs and epoxy matrix. Nevertheless, this reduction is amplified by the change of the material behavior, which is tougher than the other laminates. The analysis of the broken sample cross-section, Figure 10, clearly shows that the expected laminate failure under bending occurred, with fiber buckling at the intrados. The extent of the fiber protrusion depends on the amount of the PA6 interlayer as delamination is more easily produced in the neat laminate. The differences in the laminates’ resilience have been further explored by transverse bending. These tests, which have been reported in Figure 5(b), show that neat and hybrid-C laminates break at similar strains with the transverse bending strength of the latter being the 85.8% of the neat composite. Conversely, the hybrid-P laminate, which has the greatest interply distance as shown in Table 1, breaks at higher strains but the transverse bending strength is the 41.9% of the neat laminate. However, improvements in ductility due to thicker interlayers are confirmed by these tests. Crack path after 3-point bending tests: (a) neat, (b) hybrid-C, (c) hybrid-P.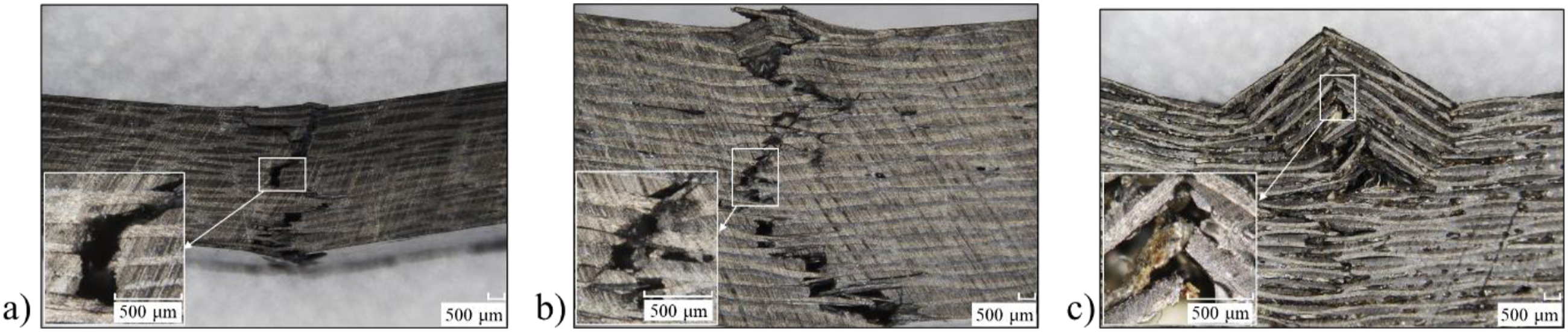
The use of two manufacturing strategies has been responsible for these differences in the interlayer thickness. Even though both hybrid laminates have been consolidated by using the same process parameters and the same equipment, the use of prepregs or cured composite plies had the strongest impact on the mechanical performances. When the polymerization of the epoxy resin is carried out at the same time of PA6 melting, as in the manufacturing of hybrid-C laminates, the applied pressure causes the bleeding of both polymers. Instead, the hybrid-P laminate has been manufactured using cured plies that had polymerized without any load; consequently, the composite plies didn’t show any bleeding. Microcracks could be formed during pre-curing because of stress relaxation; however, this condition does not seem to be an issue for hybrid laminates since during molding the thermoplastic interlayer can flow and fill these cracks. Hybrid laminates repairing ability has been already investigated on greater damages and only a small decrement in the mechanical properties was observed. 27 Consequently, it is reasonable that this principle can work also if microcracks are present. For this reason, only the PA6 interlayer has flown during consolidation and, therefore, the laminate had a higher interply thickness. Furthermore, by evaluating the thickness of the cured composite ply from the neat laminate, it was possible to infer the thickness of the interlayer. A thickness of 220 μm for the cured ply has been calculated by dividing the laminate thickness (4.4 ± 0.3 mm, Table 1) for the number of plies. Under the assumption that this value is similar for both hybrid laminates, it is possible to evaluate the thickness of the interlayer. In particular, the inferred interlayer thickness is 84 μm and 174 μm for hybrid-C and hybrid-P composites, respectively.
The laminate thermal transitions have been evaluated by DSC and the characteristic temperatures have been shown in Figure 6, even if they are affected by the sample masses. This is why the Tg of the neat laminate, which is 202°C, is slightly higher than expected. The calorimetry of the hybrid composite is affected by this issue as well, however the PA6 melting peak overlaps with the Tg of the epoxy resin and, thus it isn’t visible. Both hybrid-C and hybrid-P samples showed a melting peak close to the PA6 nominal value, which could be used for thermoforming.
The thermoformed hybrid laminates, shown in Figure 11, represent the first examples of a TS-TP CF composite shaped after curing. By heating the flat hybrid plate, it was possible to bend the composite, which is originally flat, of 90° with a small arc of nominal diameter 5 mm. The simultaneous melting of PA6 interlayer and softening of the epoxy resin permits to avoid CF breaking in the bent area, preserving their integrity. After cooling, the two polymers recovered their original rigidity and the laminates remained in the deformed configuration. The measurement of the dimensions of the shaped composites, Table 2, shows that only small thickness variations have been obtained. Initially, hybrid-C and hybrid-P composite showed a thickness of 6.01 ± 0.02 mm and 7.72 ± 0.06 mm respectively, as reported in Table 1, while after forming it was 6.03 ± 0.32 mm for the former and 5.29 ± 0.27 mm for the latter. Relevant changes of the laminate thickness have been measured only for the hybrid-P composite, since the thickness has been reduced by 31.2%; indeed, a greater bleeding of PA6 has been observed during thermoforming. However, it can be noticed that the standard deviation remained small and the macroscopies of the cross-section demonstrate that a good level of adhesion among the plies has been achieved, thus supporting the robustness of this manufacturing solution. The different thickness reduction under thermoforming is probably dependent on the different laminate thickness, as the same tools were used for both. In fact, the thermoforming tools were designed for a nominal laminate thickness of 5 mm. Thermoformed laminates: (a) hybrid-C, (b) hybrid-P.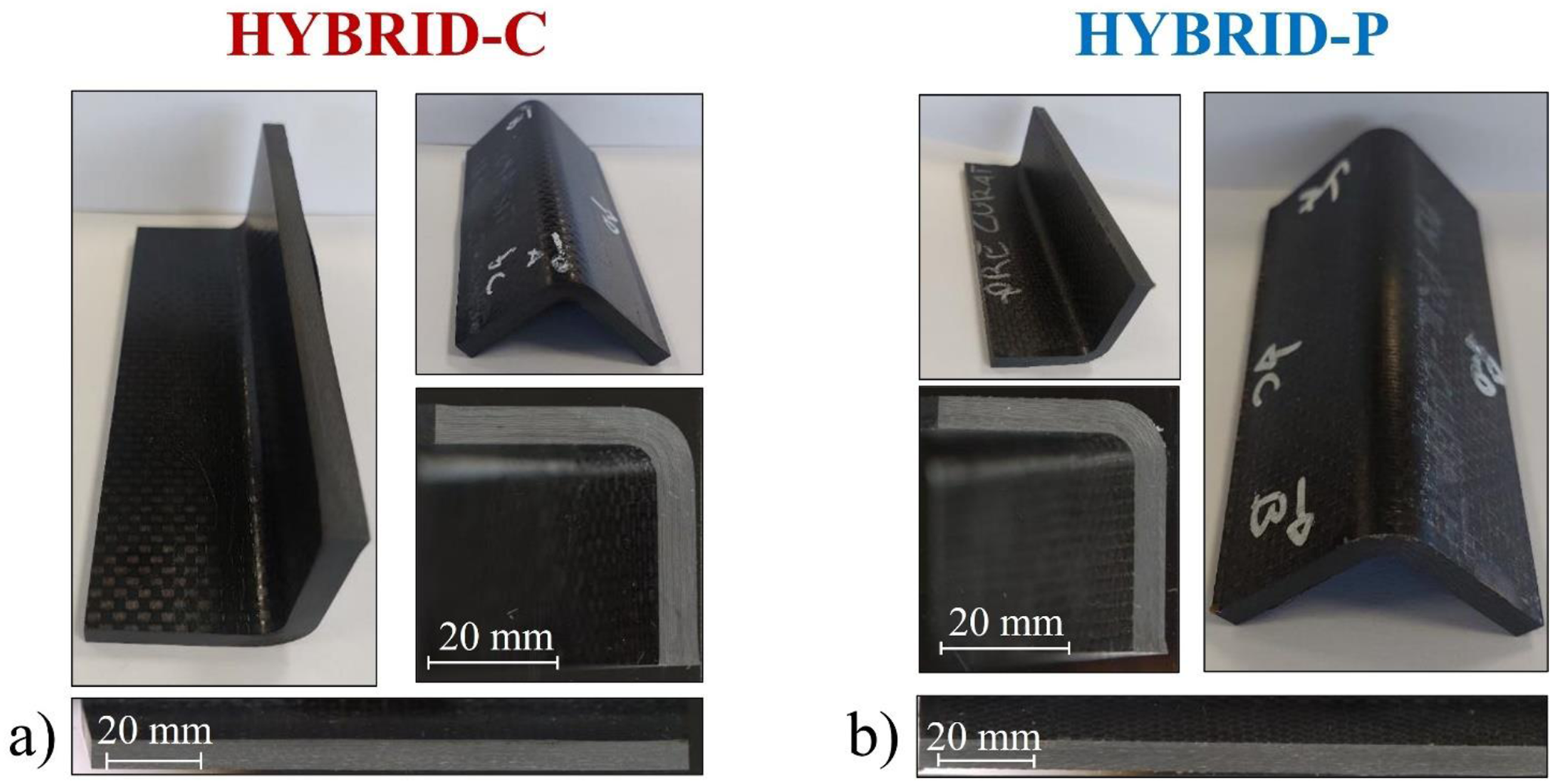
Conclusion
The need of light and multifunctional materials represents one of the most important necessities of the industrial word. The implementation of CF composite has already solved many issues related to structures own weight, thanks to their unique characteristic in terms of specific strength and stiffness. However, some problems related to their properties, manufacturability and cost still limit their application on a large scale. In this context, composites hybridization can be a valuable solution to push the use of this class of materials.
At the state of the art, CFR laminates hybridization has been explored in several directions, but most studies focus on the mixing of different reinforcements. Using polymers of different natures within the same laminate structures is a challenging strategy since adhesion depends on both materials chemical affinity and physical characteristics of the surfaces. Starting from this concept the aim of this work was to investigate different manufacturing strategies to obtain high-performance hybrid laminates with multi-functionality.
Compression molded hybrid composites have been obtained by using virgin prepreg and cured composite plies. Two curing procedures have been implemented, but changes in the plies surface morphology didn’t permit to test the laminate obtained with hot pressed layers. Oven-cured plies, instead, showed a higher roughness that favored the establishing of adhesion mechanisms in the hybrid architecture. A greater interply distance has been measured in the hybrid-P laminate that also showed the smaller density; this aspect affected its mechanical performances, which remains significant, with greater ductility than both neat and hybrid-C laminates. The hybrid-C composite exhibited bending strengths close to those of the neat laminate. The presence of the PA6 interlayer leads to a tougher laminate with the consequence of a reduction in strength. This effect is correlated with the density as the laminate density reduces by increasing the amount of PA6.
Laminates multi-functionality has been demonstrated in terms of thermoformability; both hybrid-C and hybrid-P have been manufactured in a flat shape and thermoformed into a U-shape. In this way hybrid TS-TP composite reinforced with long fibers has been thermoformed for the first time.
Mechanical tests have shown that the hybrid-C composite had the highest bending stiffness, 360 ± 10 N/mm, and a better bending strength than the hybrid-P; however, it was lower than the neat laminate that showed a bending strength of 690 ± 20 MPa. The same trend has been observed with transverse bending tests with the neat laminate having the best transverse bending strength and stiffness followed by the hybrid-C and the hybrid-P composites.
The proposed manufacturing solution can have a great impact on the industry since it is reasonable to think that a new supply chain could be established, in which specialized companies can produce flat laminates or shape them, alternatively. Consequently, composites molding and forming are completely separated processes that can be performed in different areas and times. Also, this solution can be integrated with the concepts of sustainability; indeed, recycled materials can be used like in this work, in which the TP interlayer consisted of waste PA6 bags from autoclave molding. Furthermore, recycled composite plies can be used as reported in the bibliography.22,23 Consequently, the environmental impact of CF laminates is reduced and, thus, hybrid matrix composites can be used to promote a transition toward a more sustainable future.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.