
Abstract
The shift towards natural fiber reinforcements in thermoplastic composites is gaining momentum, replacing traditional synthetic fibers like glass fiber. Among inorganic fibers basalt fiber (BF) stands out for its superior mechanical properties and broad industrial applications. This study focuses on developing Acrylonitrile Butadiene Styrene (ABS)/cocoanut fiber (CF) blend reinforced with varying BF concentrations (0, 10, 20, and 30 wt%). The ABS/CF blend as the matrix (95:5 ratio) was compounded using a two roll mill, followed by NaOH treatment of BF and compression molding for the preparation of composites. Whie a 10 wt% of BF addition resulted in the decrease in performance, but higher BF concentrations led to significant improvements. Notably, the addition of 30 wt% of BF enhanced the tensile strength by 4.74% and the specific tensile strength by 18.25%. Flexural strength and modulus also increased by 13.71% and 51.36% respectively. Furthermore, the storage modulus exhibited notable improvement across 30 – 85°C, while the impact strength improved by 72.7%. The heat deflection temperature (HDT) raised from 83°C to 96.2°C, marking 15.9% enhancement in HDT. The findings of this research work underscore the potential of BF in enhancing the mechanical, viscoelstic, and the thermal properties of ABS based composites.
Introduction
Natural fibers (NF) are gaining increased popularity due to their environmentally friendly attributes and the increasing prevalence of environmental challenges. The demand for novel, environmentally suitable options has stemmed from mounting environmental apprehensions, updated environmental directives, and the inequitable consumption of petroleum derivatives. At present, petroleum by products are utilized to fulfill specific societal needs due to their higher cost and limited availability. Natural fibers sourced from flora and fauna can serve as alternatives to their synthetic counterparts. Glass and carbon fibers are used in the manufacture of polymer composites. Nevertheless, recent years have witnessed extensive research efforts aimed at exploring the feasibility of substituting glass and carbon fibers with natural fibers. BF, derived from basalt rock, has emerged as a viable alternative due to its cost-effectiveness compared to glass fiber. Furthermore, BF exhibits superior mechanical properties. However, BF is brittle in nature.
Composites comprised of ABS and carbon fiber, featuring an infill density of 80%, demonstrated notable enhancements in mechanical properties. 1 Reinforcement of cellulose fibers 2 by 30 wt% into the ABS matrix enhanced the mechanical properties by 20%. The impact and flexural strength of the ABS 3 matrix were reduced due to the reinforcement of CFs. ABS composites reinforced with natural fibers are widely used in various applications 4 especially due to their desirable tensile properties. The thermal and mechanical characteristics were enhanced through the incorporation of banana fiber 5 into the ABS/PA blend. The cost-efficient natural fiber composites, produced through the additive manufacturing method 6 using waste rice straw and ABS polymer, experienced a decrease in tensile properties as the fiber content increased.
Coconut coir fibers have shown promise as a viable option for the production of polymer composites. Utilizing a compression molding technique, composites combining coir fibers 7 with an LDPE matrix have demonstrated improved mechanical properties, with optimal outcomes achieved at a fiber loading of 20 wt%. CF-reinforced polypropylene composites 8 exhibited superior toughness, mechanical strength, and flexural properties compared to neat polypropylene. Bio-composites consisting of CFs and melamine-urea-formaldehyde (MUF) 9 were produced and analyzed to evaluate their mechanical and thermal properties. To enhance adhesion, the CFs underwent treatment with NaOH, while different ratios of MUF (8%, 10%, and 12%) were incorporated. Composites of PLA with coir fiber fabricated using the 3D printing technique exhibited enhanced tensile and flexural characteristics as a result of incorporating 0.1 wt% of fiber into the matrix. 10
The tensile strength of LDPE was improved by incorporating 15 wt% of BF 11 using the injection molding technique. Polyethylene and aluminum waste 12 were utilized as the base material, while chopped BFs were added to reinforce the composites. The outcomes indicated a notable enhancement in both stiffness and strength, with increases of 107% and 162%, respectively. Polydopamine 13 was employed to induce surface roughening of BF, which was then embedded in nylon to enhance its mechanical properties. This resulted in a notable increase of 51.7% in tensile strength, attributed to the improved interfacial adhesion between the fiber and matrix, consequently leading to enhanced thermal stability. The enhancement of high-density polyethylene (HDPE) mechanical properties experienced a 400% improvement as a result of incorporating BF 14 reinforcement. These composite materials have the potential to serve as suitable hull materials for wave energy devices. KH550-modified BF (KBF) 15 was utilized as reinforcement for polylactic acid (PLA) in order to create a sustainable material through 3D printing technology, resulting in enhancements in both tensile and flexural properties. A sustainable polymer composite was developed through the addition of BF to ABS polymer via fused filament fabrication, followed by specimen preparation using 3D printing. The enhanced ratio of 25 wt% BF 16 resulted in a significant improvement in various mechanical properties. Composites were fabricated through hot compression molding using BF in combination with PP and PC as matrix materials. Analysis of the composites indicated that the chemically altered BF exhibited superior stress transmission capabilities with polycarbonate in comparison to polypropylene. 17
The tensile strength of BF 18 is much higher than that of glass fibers at different temperatures. Glass fiber and carbon fiber have a limited maximum temperature threshold of 380°C and 500°C, respectively, in contrast to BF, 19 which exhibits a higher temperature resistance of up to 700°C. An amino-silane coupling agent 20 was employed to enhance the adhesion between BF and polyamide 66, resulting in improved mechanical properties. Among the various types of amino-silane, it was found that long-chain amino-silane was the most efficient in enhancing the interfacial bonding between BF and polyamide 66.
Research gap
Based on the above reviewed literatures in the domain of polymer composites, it seems no such investigations have been carried out regarding the preparation of hybrid sustainable composites using ABS, CF and BF via compression molding method. Although there are huge number of research carried out undertaken regarding the use of ABS as a composite matrix, integrating carbon fiber, glass fiber, cellulose, coconut, and banana fibers to improve its mechanical characteristics. Coconut and BFs are commonly utilized to create polymer composites for the automotive, aerospace, and marine industries. Despite extensive studies on ABS composites with various reinforcements, based on literature survey there is a notable lack of research on the impact of hybrid natural and mineral fiber reinforcements, particularly coconut and BFs, on the mechanical and dynamic properties of ABS composites. According to the literature and the author’s knowledge, no hybrid composites of ABS/CF/BF have been produced using the compression molding method.
Objective
This research aims to investigate the mechanical properties and viscoelastic characteristics of ABS/CF/BF composites. In this study, ABS/CF blend is used as the matrix, and BF, in weight percentages of 10, 20, and 30, is incorporated into the matrix through hot press compression molding. The tensile and flexural properties were measured using a universal testing machine. The viscoelastic characteristics were assessed using a dynamic mechanical analyzer, and the fracture surfaces of the tensile test specimens were investigated with scanning electron microscopy (SEM). Additionally, the research incorporated Fourier-transform infrared (FTIR) spectroscopy, heat deflection temperature (HDT) evaluation, and water absorption analysis.
Materials and methodology
Materials
The ABS polymer, procured in granular form (density: 1.15 g/cm3, tensile strength of 17.7 MPa, and MFI of 2.8 g/10 min) from Formulated Polymers in Chennai, India, is a non-crystalline tri-polymer consisting of acrylonitrile, butadiene, and styrene monomers. BF (density: 2.59 g/cm3, fiber length: approximately 10 mm, and thickness of 15 – 20 µm) for composite preparation was provided by Go Green Products, a natural fiber supplier based in Chennai, India. The CFs were collected locally and were cut into length of 10 mm (content of cellulose: 28%, Lignin: 30.5%, hemicellulose: 18%, and density of 1.25 g/cm3) and the diameters were approximately in the range of 20 – 25 µm. The neat ABS material in granule form, along with the natural coconut and BFs, is illustrated in Figure 1. Raw materials used for preparing composite.
Surface modification of CF and BFs
Initially, the coir fibers were collected and made into strands of specific length. Then, the fiber strands were dipped into the NaOH solution. The purpose of the surface treatment of fibers was to remove impurities and make the surface of the fibers rough. The CFs were immersed in a NaOH solution for a duration of 3 h followed by a 3-day period of drying under sunlight. Due to the low cellulose content in coir, the sodium ions present in caustic soda can easily penetrate the coir structure, facilitated by the polymeric solvents that can access the amorphous region of natural fibers. The use of a higher concentration of NaOH may lead to the deterioration of the cell walls of coir fibers.21–23 Therefore, it is advisable to employ an optimized alkali concentration (5%) when applying the traditional mercerization method to treat coir fibers in order to prevent any damage to the cellulosic structures.24,25 A comparable process involving the use of a NaOH solution was employed for the surface treatment of BFs. The surface modification cocoanut and the BFs is depicted in Figure 2. Surface modification of fibers (a) CF dipped in NaoH solution (b) CFs dried after removing from NaoH solution (c) BF surface modification using NaoH solution.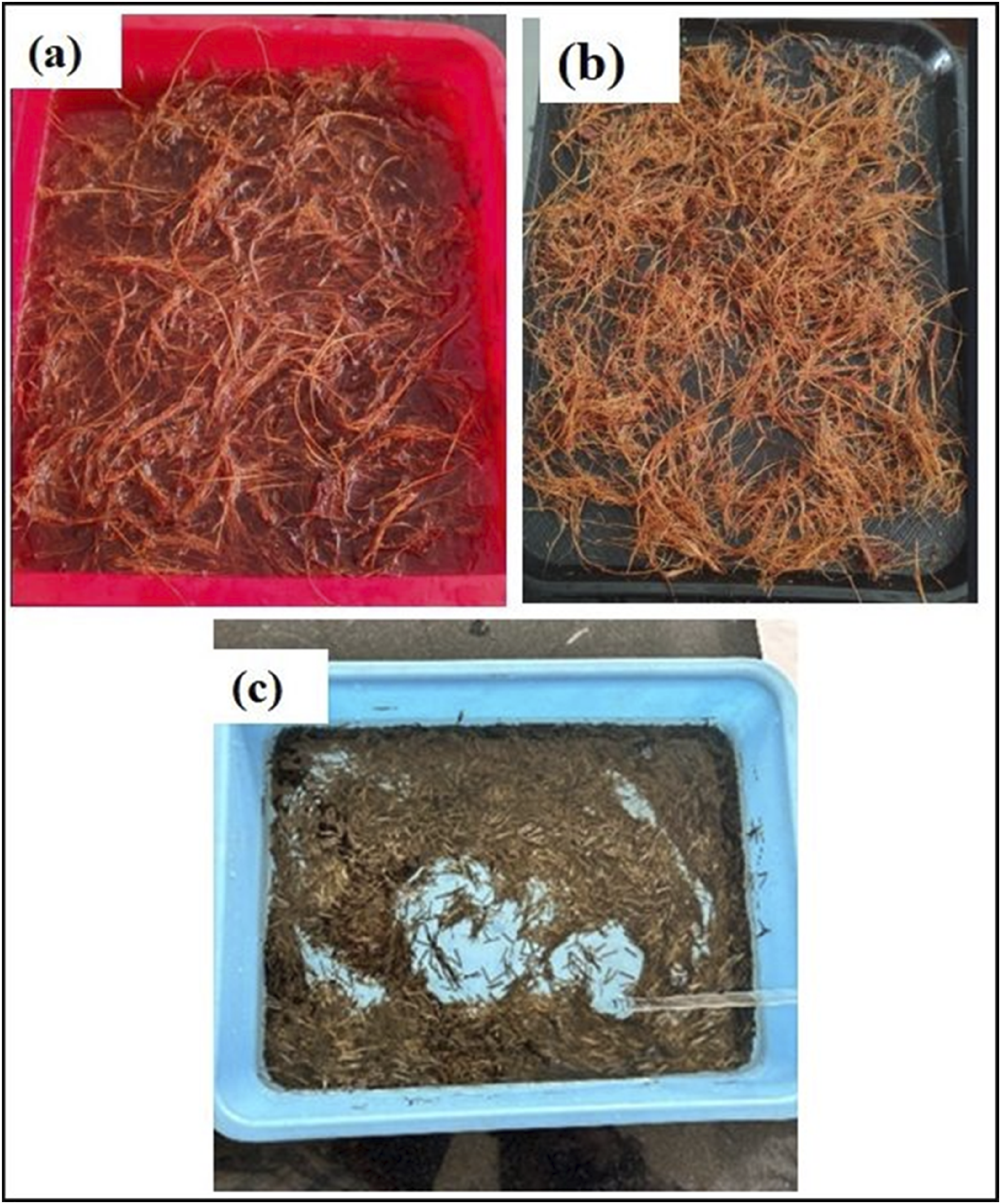
Compounding and sheet preparation
Designation for the composites.
Conversion of wt% of fibers into volume fraction.
Testing and characterization
Flexural and tensile testing
The tensile data for the hybrid composites were obtained following the testing standards outlined in ASTM D638, while the flexural data were collected in accordance with the specifications of ASTM D790. The Instron universal testing machine was used for these tests. Prior to the experiment, the samples underwent preconditioning at a temperature of 22°C and an ambient humidity level of 50% for a duration of 24 h. The results presented are based on the average values obtained from five separate tests.
Impact testing
The Izod impact strength of the composite specimens was assessed through an impact test instrument in accordance with the ASTM D-256 standard.
Water absorption test
A water absorption assessment was conducted according to ASTM D570 to determine the amount of water absorbed by the composite specimen prepared with varying weight percentages of BF in the ABS/CF matrix. This test, a gravimetric method, observes the level of water absorbed by the composites over a specific time frame. The specimen used for the water absorption evaluation had dimensions of 20 mm × 20 mm and was submerged in water for 48 h. Prior to immersion, the weight of the specimen was recorded, and after 48 hours of soaking, the weight was measured again.
FTIR analysis
Fourier-transform infrared spectroscopy (FTIR) plays a crucial role in the study of natural fiber composites for various reasons, some of which are outlined below. It aids in the identification of the chemical composition of natural fibers and enables the detection of functional groups, which are known to impact the properties of materials. FTIR is also instrumental in assessing the moisture content within composites to gain insights into their durability and degradation. FTIR analysis was conducted to analyze the changes occurring on the surface of ABS/CF/BF composites compared to the BFs and the ABS/CF matrix. FTIR spectra of ABS/CF, BF, and ABS/CF/BF composites were found with a resolution of 4 cm−1, starting from the range of 400 to 4000 cm−1.
Dynamic mechanical analysis
The measurement of storage modulus (E’), loss modulus (E″), and mechanical loss or damping factor (tan δ) was carried out using a DMA instrument. The storage modulus provides insight into the load-bearing capacity of the hybrid composites. The analysis was performed under bending mode with a heating rate of 3°C/min and a frequency of 1 Hz, ranging from 30 to 100°C.
Scanning electron microscopy (SEM)
The utilization of a SEM is common in the analysis of natural fiber composites at a microstructural level. The SEM images also play a crucial role in the detection of voids and cracks during the development of new polymer composites, offering valuable insights into the microstructure and properties of the materials. A scanning electron microscope was utilized to investigate the morphology of fracture surfaces of ABS/CF/BF composites following the tensile tests. Prior to analysis, a platinum coating was administered to the specimen.
Results and discussion
Flexural properties
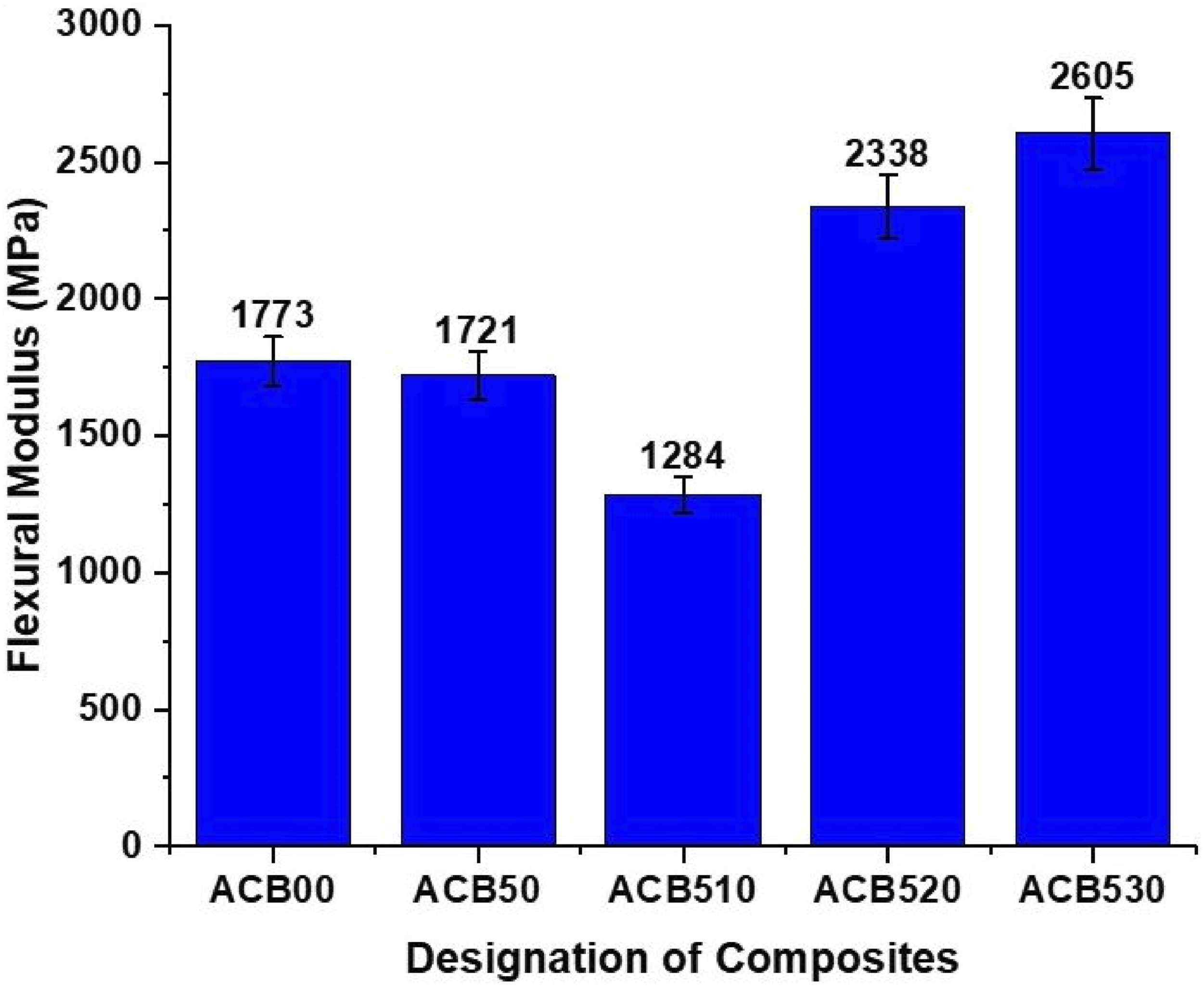
Figures 3 and 4 illustrate the impact of varying BF quantities on the flexural properties of the ABS/CF blend (95:05). The results obtained and presented in Figure 3 showed that when 5 wt% of CF was added to the neat ABS, the flexural strength reduced from 36.7 MPa (ACB00) to 35 MPa (ACB50). Then the reinforcement of BF on to the ABS/CF blend initially decreased with the addition of 10 wt% BF (ACB510) but subsequently rose as the fiber content reached 20 and 30 wt% (ACB520 and ACB530). At 30 wt% BF in the ABS/CF matrix, the flexural strength improved by 13.71%, while the flexural modulus experienced a 51.36% increase compared to the ABS/CF blend. At lower fiber content (10 wt%), the distribution of BF within the matrix may not be uniform. This inadequate dispersion could result in weak points, causing stress concentration when the specimen is under a bending load. A possible factor for this could be insufficient reinforcement, as the lower percentage of fiber may not offer enough support to transfer the load effectively. However, with a higher weight percentage of BF (30 wt%), the fibers could form a continuous and interconnected network in the matrix, thus enhancing the efficiency of load transfer. The interaction between the fiber and matrix also plays a role in influencing the flexural properties. Inadequate adhesion between the BF and the matrix, particularly at low fiber content, may hinder the development of strong interfacial bonding necessary for improving the flexural properties. Weak bonding between the matrix and fiber can result in fiber pull-out during stress, ultimately diminishing the flexural properties of the matrix. Conversely, a higher fiber content of 30 wt% in the matrix led to an increased bonding surface area and improved adhesion between the matrix and fiber (SEM image Figure 14). The impact of the microstructure on the composites that were prepared is another factor to consider. A decrease in the amount of fibers in the composite may result in the creation of small empty spaces or imperfections within the material. These imperfections can serve as starting points for cracks when the material is subjected to bending forces, consequently reducing its strength. On the other hand, an increase in the fiber content raises the chances of developing a more compact and consistent composite structure, which can reduce the occurrence of small empty spaces and imperfections. The flexural strength and modulus typically decrease with a lower fiber content; nonetheless, an increase is noticed at higher fiber content within thermoplastic polymer matrices. This trend is supported by studies on carbon fiber-reinforced plastics (CFRP) composites using ABS and PA matrices. Similar results are found in long fiber-reinforced composites and when wood flour is added to the HDPE matrix.26–28 Effect of fiber content on the flexural strength. Effect of fiber content on the flexural modulus.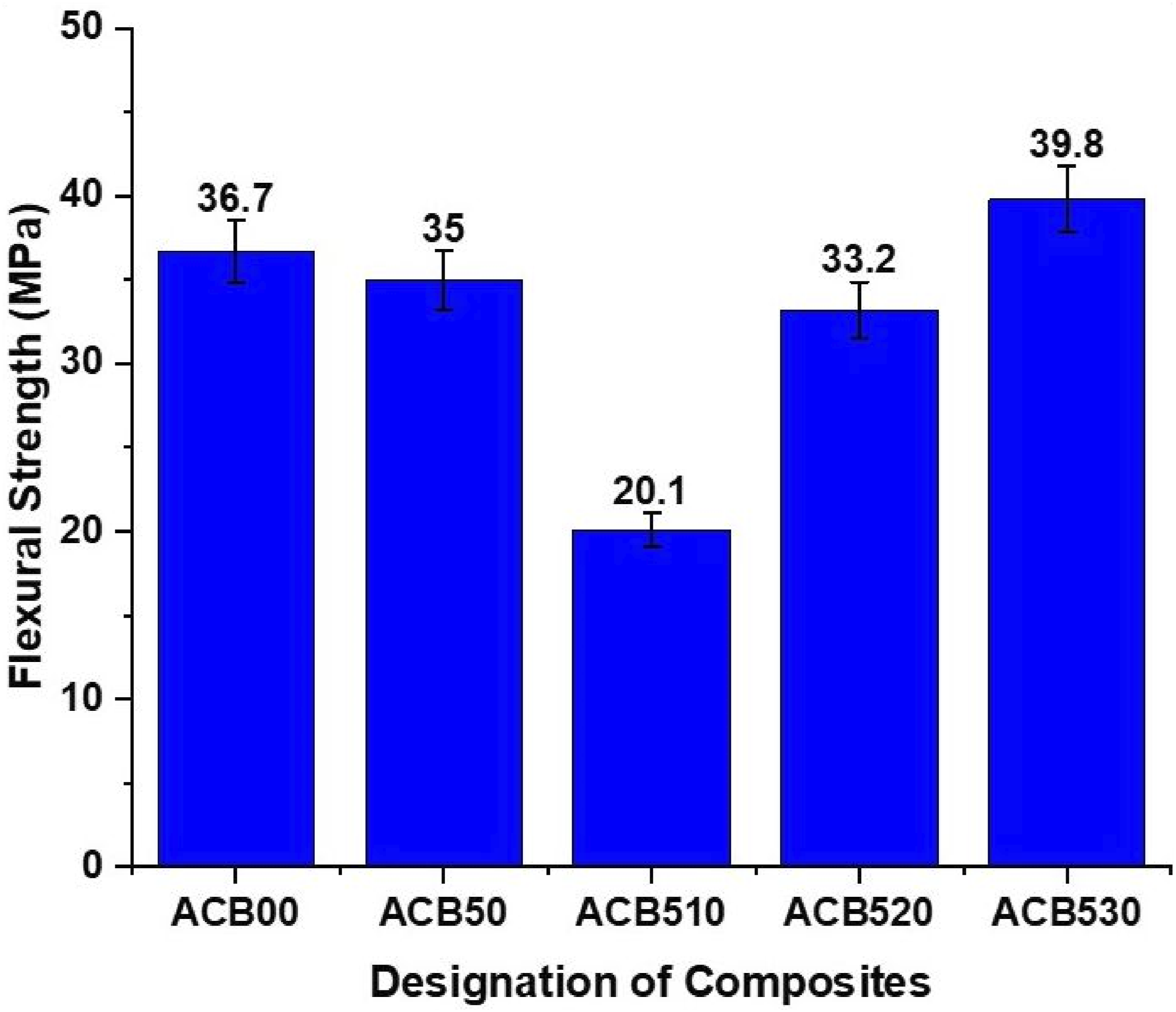
It is apparent from the SEM images (Figures 11–13) that the composite formulated with 10 wt% of BF in the matrix exhibited larger voids, fiber pull-out phenomena, and fiber aggregation (Figure 12). The SEM micrograph further indicated inadequate interfacial adhesion between the fiber and the matrix. Conversely, at elevated concentrations of BF (20 and 30 wt%) depicted in Figures 13 and 14, the size and quantity of voids diminished. The bonding between the fiber and matrix demonstrated enhancement, leading to a reduction in defects and the formation of a more robust interlocked structure. Consequently, the properties improved at increased concentrations of BF and diminished at 10 wt% of BF in the matrix.
Impact strength
The impact strength of the neat ABS, ABS/CF blend and the composites prepared reinforcing BF as ABS/CF/BF composites is shown in Figure 5. Initially adding CF into the neat ABS decreased the impact strength, and upon adding 10 wt% of BF to the ABS/CF blend, the impact strength still decreased decreased from 469 J/m to 405 J/m. However, increasing the BF content beyond 10 wt% in the blend resulted in an enhancement of the impact strength to 810 J/m at 30 wt% (ACB530) fiber content, representing a 72.7% increase in impact strength. At a low fiber content, such as 10 wt%, the dispersion of BFs within the matrix may not be optimal. This deficiency can result in inadequate interfacial adhesion between the fibers and the matrix. Insufficient bonding hinders the fibers’ ability to effectively absorb energy during the impact, consequently reducing the impact strength. Another factor contributing to this issue could be the development of stress concentration regions within the composite, where the fibers are incapable of absorbing and dissipating impact energy efficiently, leading to a decline in impact strength. Once the fiber content exceeds 10 wt%, BFs tend to distribute more evenly throughout the matrix. This improved dispersion aids in better stress distribution and transfer within the composite material. Additionally, as fiber content increases, the reinforcing effects of BFs become more significant. These fibers can bridge cracks and hinder their growth, thereby boosting impact strength. In polymer matrix composites, there is often a critical fiber content level that optimizes the interaction between the matrix and the fibers. Below this critical level, fibers may not significantly enhance mechanical properties. However, surpassing this level improves the interaction, resulting in better mechanical performance, including enhanced impact strength. The impact strength of the LDPE/aluminum matrix improved by 45%, making it suitable for both indoor and outdoor decking applications.
12
Research has shown a significant increase in the impact strength of the HDPE matrix when reinforced with BF.
29
Adding 0.1%, 0.15%, and 0.2% volume of BF to polypropylene not only improved impact properties but also enhanced other mechanical properties.
30
Effect of BF on the impact strength of ABS/CF blend.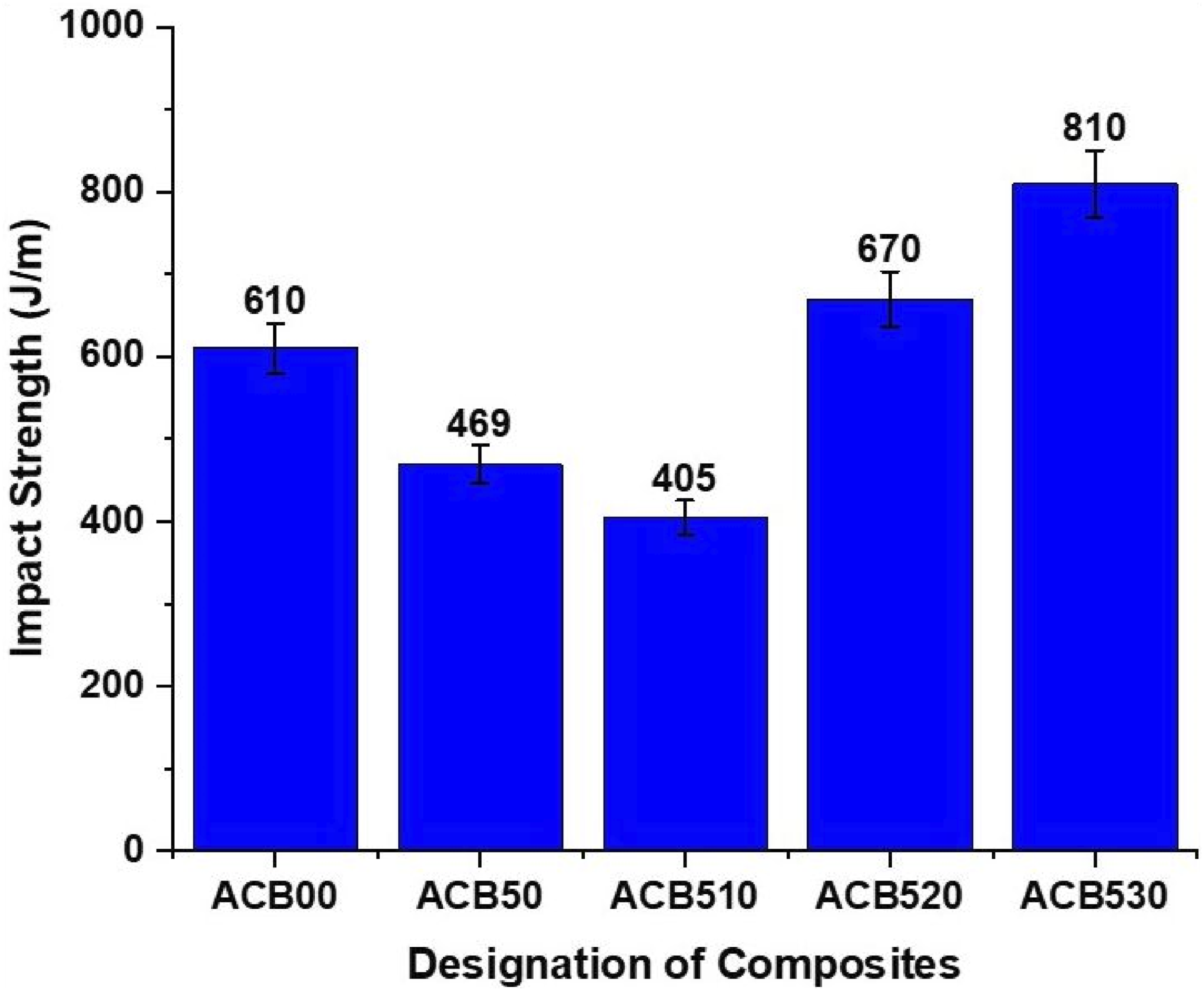
The impact strength of ABS/CF/BF composite with 30 wt% of BF in ABS/CF blend (ACB530) have significant improvement even compared to the neat ABS (ACB00). It improved from 610 J/m to 810 J/m (32.78% enhancement than the neat ABS).
Tensile strength and specific tensile strength
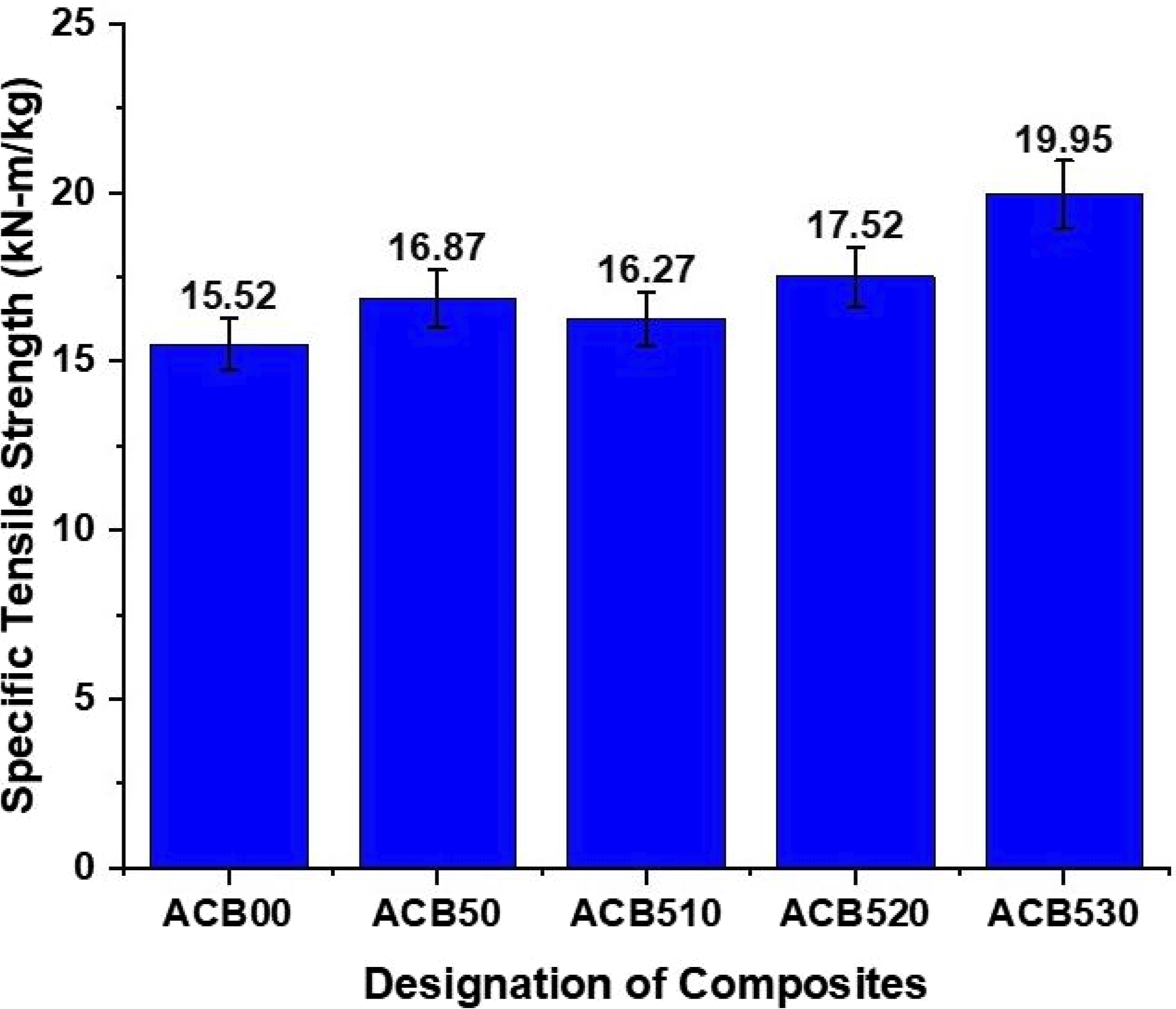
Figures 6 and 7 illustrate the impact of adding CF into the neat ABS and also the varying BF content on both the tensile strength and specific tensile strength of the ABS/CF matrix. The inclusion of CF into the ABS polymer increased the tensile strength from 17.7 MPa to 18.12 MPa. While the tensile strength of the matrix experienced a decline at lower weight percentages of BF within the matrix, it showed a steady improvement as the fiber content in the matrix increased. Even though the tensile strength rose from 18.12 MPa (matrix: ABS/CF blend) to 18.98 MPa with the incorporation of 30 wt% BF into the matrix, the specific tensile strength increased from 16.87 kN-m/kg to 19.95 kN-m/kg, marking an increase of 18.25%. The decrease in tensile strength detected at 10 wt% BF (ACB510) could be due to inadequate dispersion, poor interfacial bonding, or the inability to reach the necessary critical fiber volume fraction for effective reinforcement. When the fiber content increases to 20 and 30 wt%, these issues are resolved, leading to an improvement in tensile strength. The tensile strength initially exhibited a decline at reduced BF concentrations within the copper-matrix composites, subsequently experiencing an enhancement with the elevation of fiber content, reaching a maximum at 1.5 wt%.
31
Similarly, in POM and PS based composites, tensile strength diminished at lower BF concentrations but improved with increased fiber content, particularly noted in HDPE-based composites.32–34 This observed pattern aligns with conclusions drawn from other fiber-reinforced composites, wherein insufficient fiber content can result in better mechanical properties, while moderate increments in fiber content facilitate superior strength through enhanced load transfer and fiber-matrix interactions.
35
The specific tensile strength of composite materials quantifies their tensile strength in relation to their density. This metric offers valuable information regarding the efficacy of the composite concerning its strength-to-weight ratio. It holds paramount importance in scenarios where minimizing weight without sacrificing strength is critical, particularly in the automotive and aerospace sectors. A high specific tensile strength indicates that the material can endure greater loads while maintaining a lower overall mass. In the realms of automotive and aerospace engineering, materials characterized by elevated tensile strength are favored as they enhance the overall efficacy of vehicles and aircraft, resulting in decreased weight and improved fuel efficiency. By concentrating on the design of components with high tensile strength, plastic product designers can refine the performance of composites, facilitating the creation of lighter components that exhibit superior strength while also lowering costs. Consequently, the specific tensile strength of polymer composites is of considerable importance, as it directly influences material performance in applications where weight is a critical factor, thereby informing material choices and aiding in the optimization of structural designs. The specific tensile strength of the composites with varying fiber ratios was derived from the tensile strength and density, representing a ratio between the tensile strength and the composite’s density. The computed results are illustrated in Figure 5, revealing that the specific tensile strength increased from 16.87 kN-m/kg to 19.95 kN-m/kg at a BF content of 30 wt%, despite a reduction at 10 wt% fiber content. This enhancement approximates 19%, and the augmentation of specific tensile strength influences both fuel consumption and the weight-to-strength ratio of the composite. The addition of 5 wt% CF and 30 wt% BF in the neat ABS improved the tensile strength from 17.7 MPa to 18.98 MPa (7.2% improvement). However, the specific tensile strength improved by 28.54% for the composite with 30 wt% BF(ACB530) compared to the neat ABS (ACB00). Effect of fiber content on the tensile strength. Effect of fiber content on the specific tensile strength.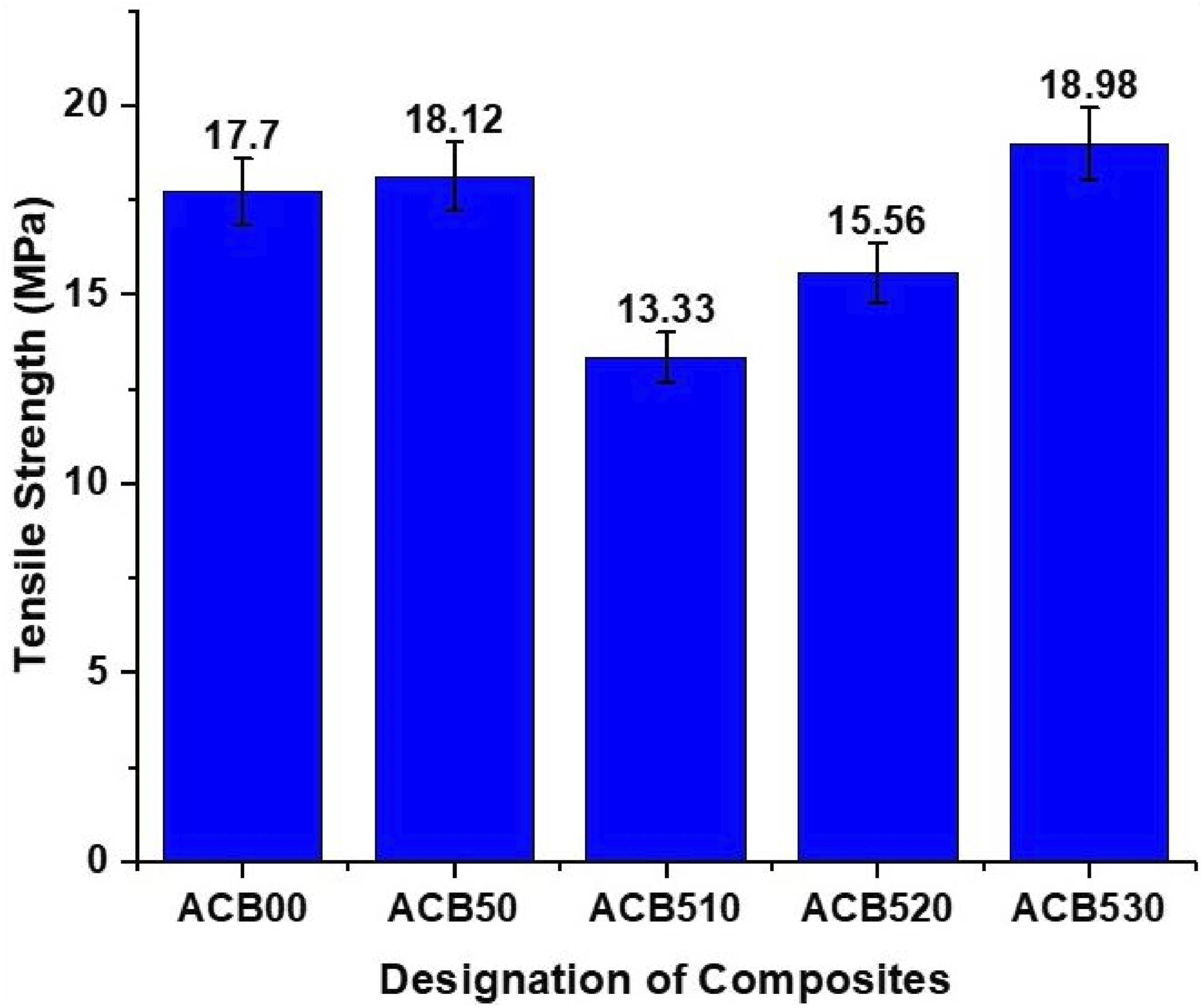
Micromechanics analysis
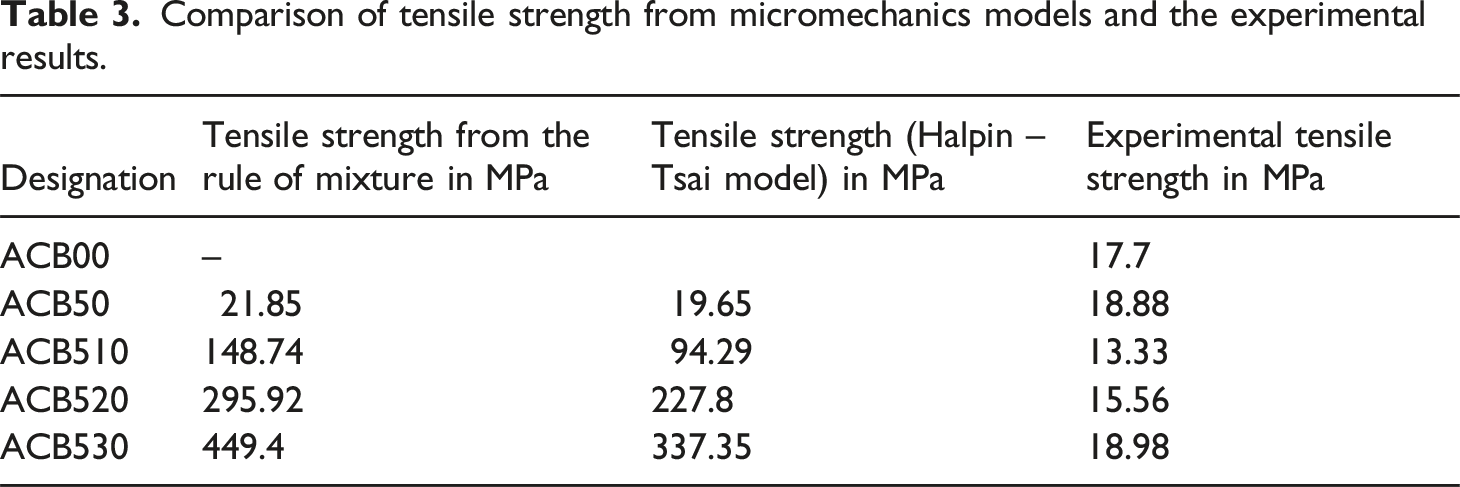
The following two micromechanical mathematical models are used to calculate the tensile strength and the densities of the composites and compared with the experimental values (Table 3).
36
1. Rule of Mixture 2. Halpin – Tsai Model Comparison of tensile strength from micromechanics models and the experimental results.
Rule of mixture
Tensile strength of composite
Density of composite
Halpin – Tsai model


Adding the fibers to the ABS polymer significantly boosts tensile strength according to the Rule of Mixtures and the Halpin–Tsai model, reflecting the high intrinsic strength of fibers. However, actual measurements show lower tensile strength, especially for ACB510, possibly due to weak bonding between the matrix and fibers, uneven fiber distribution, and voids from compression molding. Theoretical models assume ideal conditions, like perfect fiber-matrix bonding and uniform fiber alignment, which are not fully achievable in practice, leading to lower observed tensile strength at higher basalt concentrations. With 5 wt% CF in pure ABS (ACB50), predictions from both models match experimental results fairly well, with the Halpin–Tsai model being slightly more accurate. For composites with 10, 20, and 30 wt% BF in the ABS/CF blend (ACB510, ACB520, and ACB530), both models, particularly the Rule of Mixtures, tend to overestimate strength. The Halpin–Tsai model provides more realistic predictions by considering factors like fiber alignment and matrix dominance. Overall, the Halpin–Tsai model more accurately reflects experimental data compared to the Rule of Mixtures, though neither fully accounts for performance drops due to practical processing issues.
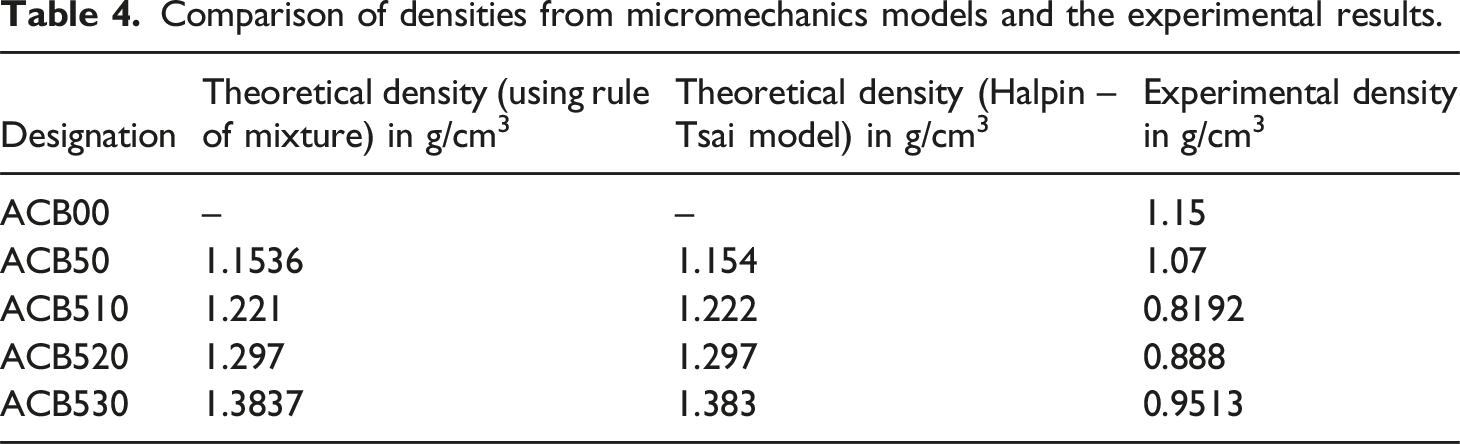
Comparison of densities from micromechanics models and the experimental results.
Water intake (%) of composites
The absorption of water represents a key characteristic of polymer composites derived from natural fibers. This property plays a vital role in understanding the materials’ mechanical behavior, dimensional integrity, and the assessment of moisture-induced deterioration. The correlation between the water intake percentage of composites and their tensile strength is evident. An increase in the water intake percentage is associated with a reduction in tensile strength. This occurrence can be linked to the reality that an increased percentage of water intake indicates a reduction in the interfacial strength between the fiber and matrix, leading to a drop in tensile strength. The impact of CF and BF concentrations on water absorption (%) is illustrated in Figure 8. The water absorption percentage of the ABS/CF/BF composites exhibited the highest value at 10 wt% of BF in the matrix. It progressively declined beyond 10 wt% of BF in the matrix as the fiber content increased, reaching 13.42% at 30 wt% of BF in the matrix. Effect of fibers on the water intake (%).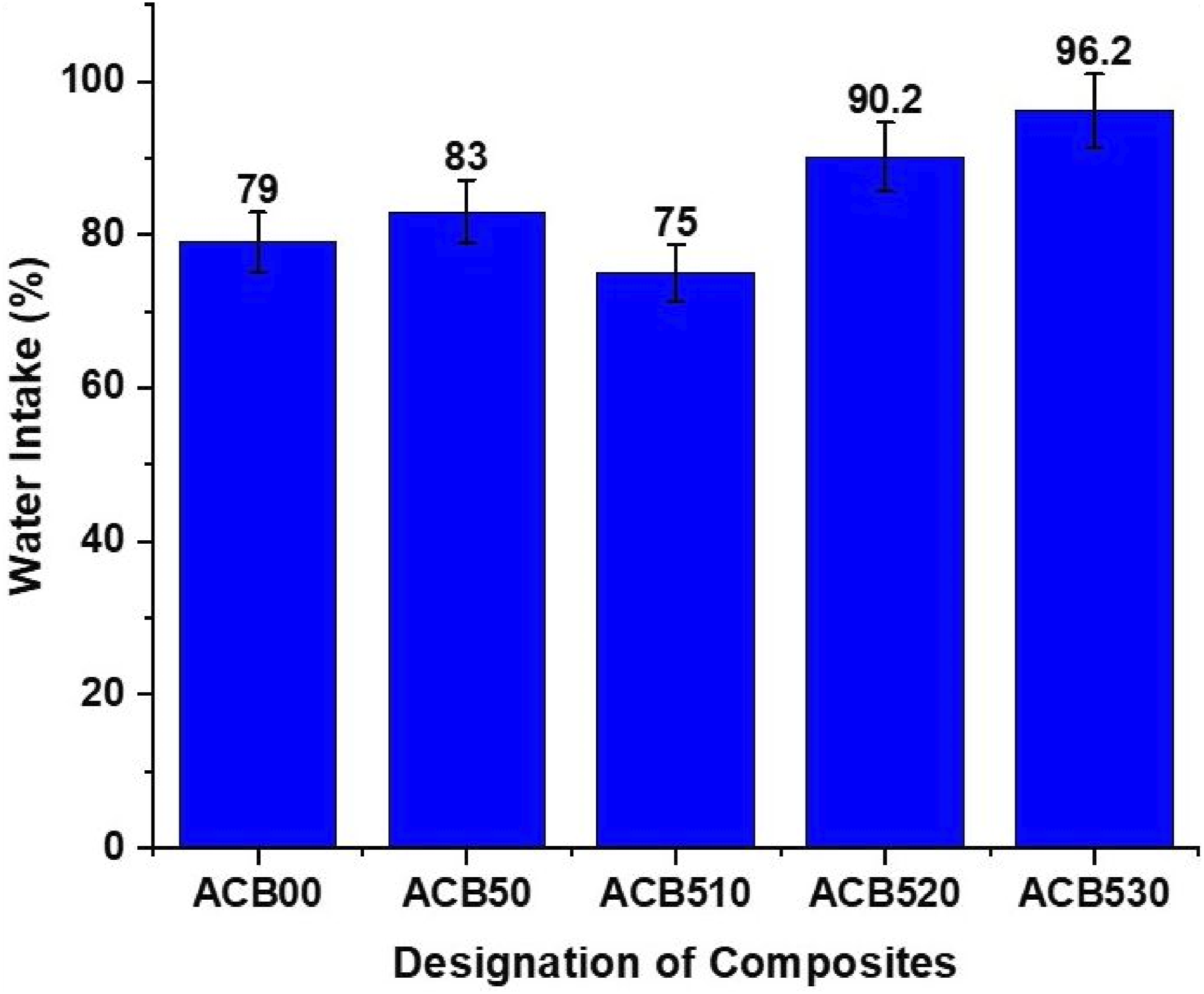
Heat deflection temperature (HDT)
The graphical representation of the influence of CF and BF on the heat deflection temperature of the ABS/CF matrix is presented in Figure 9. The heat deflection temperature (HDT) of the composite with 5 wt% CF on neat ABS increased from 79°C to 83°C. Then the HDT of the ABS/CF matrix initially decreased but subsequently increased with an increase in the wt% of BF in the matrix. These fibers are recognized for their notable mechanical strength and rigidity. Upon integration into the matrix, these fibers augment the overall mechanical characteristics of the composite material. This heightened rigidity aids in the material’s ability to withstand deformation at elevated temperatures. BF exhibit superior thermal stability compared to ABS. Their incorporation into the ABS matrix serves to enhance the thermal resistance of the composite, enabling the material to endure higher temperatures without deformation. BFs play a crucial role in effectively distributing stress within the composite structure. Under heat exposure, the fibers ensure a more uniform stress distribution throughout the material, thereby diminishing the localized deformation typically observed at increased temperatures. Numerous scholarly investigations have demonstrated that incorporating natural fibers into thermoplastic polymers results in an increase in the thermal properties including HDT.28,37,38 Effect of fibers on the heat deflection temperature (HDT).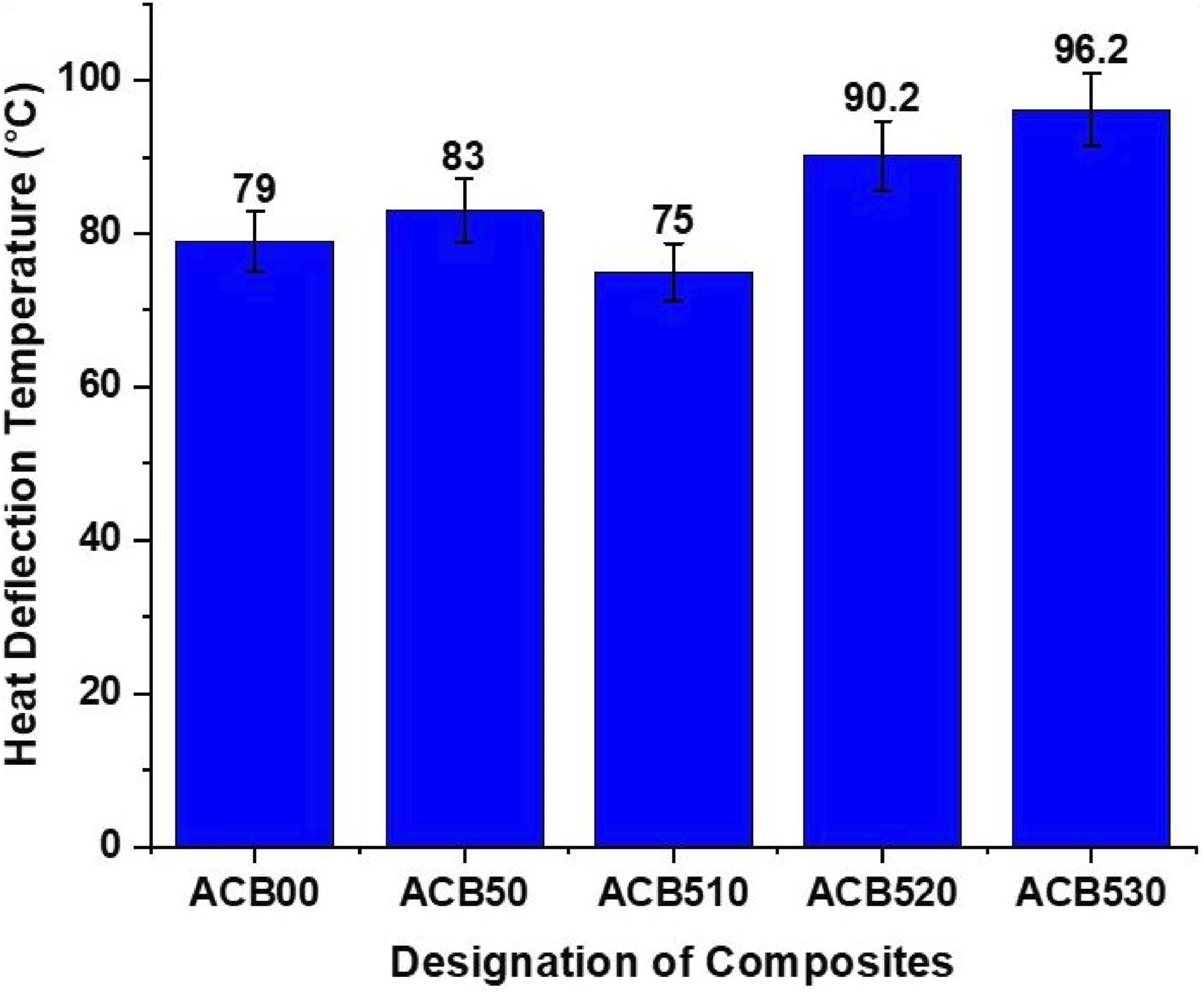
Dynamic mechanical analysis
Storage modulus
The storage modulus is a parameter that commonly signifies the elastic characteristics of materials and demonstrates their ability to store energy. 39 This parameter provides valuable insights into the resistance to deformation, stiffness, and the interaction between fibers and the matrix in composite materials. 40 When the temperature rises, the storage modulus (E′) can be categorized into three distinct regions: glassy, glass transition, and rubbery states. In the glassy region, a high storage modulus value suggests that the composite material is stiff due to the densely packed molecular chains of ABS. As the material transitions through the glass transition region, there is a noticeable drop in the storage modulus around the glass transition temperature, which can be attributed to the increased mobility of polymer chains. Within the rubbery region, the storage modulus undergoes slight changes as the polymer molecules exhibit higher mobility at elevated temperatures. 41 The internal movement of molecular chains within the composite materials has a significant impact on their viscoelastic properties and the bonding between the fiber and the matrix.
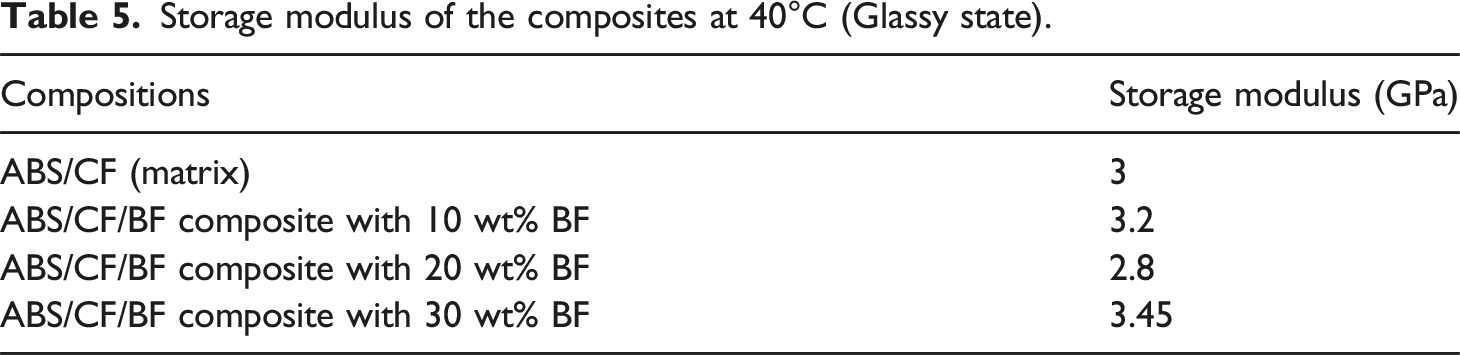
Figure 10 depicts the influence of the CF and BF content on the storage modulus of the ABS/CF blend. The enhancement of the storage modulus in the composites is directly correlated with the increase in BF content, showcasing a significant strengthening impact brought about by the incorporation of the BF. This observed enhancement can be attributed to the inherent rigidity exhibited by the BF. It is noteworthy that the escalation in fiber content leads to a corresponding elevation in the storage modulus primarily due to the constrained mobility of the ABS/CF chains, a phenomenon induced by the reinforcement provided by the fiber.41,42 In contrast, a progressive increase in temperature results in a reduction in the storage modulus of the fabricated ABS/CF/BF composites. In terms of polymer characteristics, with an increase in temperature, molecular activity is heightened, and the intermolecular forces are weakened, consequently causing a decrease in the bonding strength between the fiber and the matrix. The graphical representation illustrating the correlation between storage modulus and the weight percentage of BF in the ABS/CF blend reveals a notable trend. Specifically, it is observed that the storage modulus of the composites experiences a decrease when the fiber content is at 10 wt%; however, it shows a progressive increase at 20 and 30 wt% fiber content levels. This decline in storage modulus at lower fiber content concentrations can be attributed to the uneven distribution of BFs within the ABS/CF blend. This lack of uniform dispersion results in weak interfacial bonding, which subsequently diminishes the reinforcing efficiency and consequently reduces the storage modulus of the composites. Moreover, the initial lack of compatibility at lower levels of fiber content may lead to a decrease in the overall rigidity between the molecules of the fibers and the matrix. In contrast, with higher fiber contents (20 and 30 wt%), the fibers are presumed to be better dispersed within the matrix, thereby yielding improved reinforcement. The increment in fiber content enhances the load-carrying capacity, consequently elevating the storage modulus. BF, recognized for its superior strength and rigidity in comparison to ABS or CF, enhances the interaction between the fiber and the matrix as its weight percentage increases, thus enhancing the stiffness and storage modulus of the composites. The substantial reinforcing ability of BF plays a pivotal role in augmenting the storage modulus of the composites. Effect of fiber content on the storage modulus.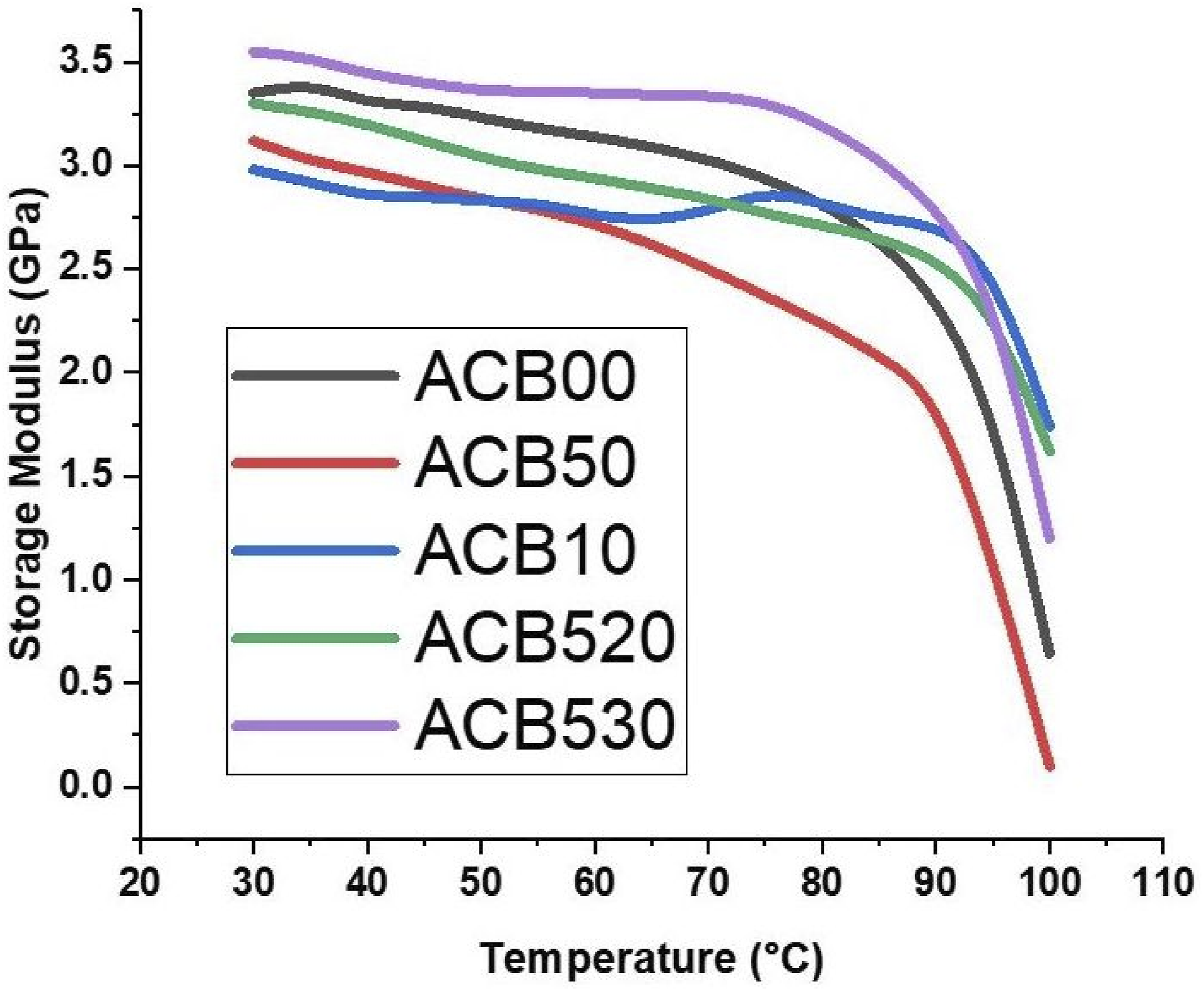
Effective coefficient (C)
Storage modulus of the composites at 40°C (Glassy state).
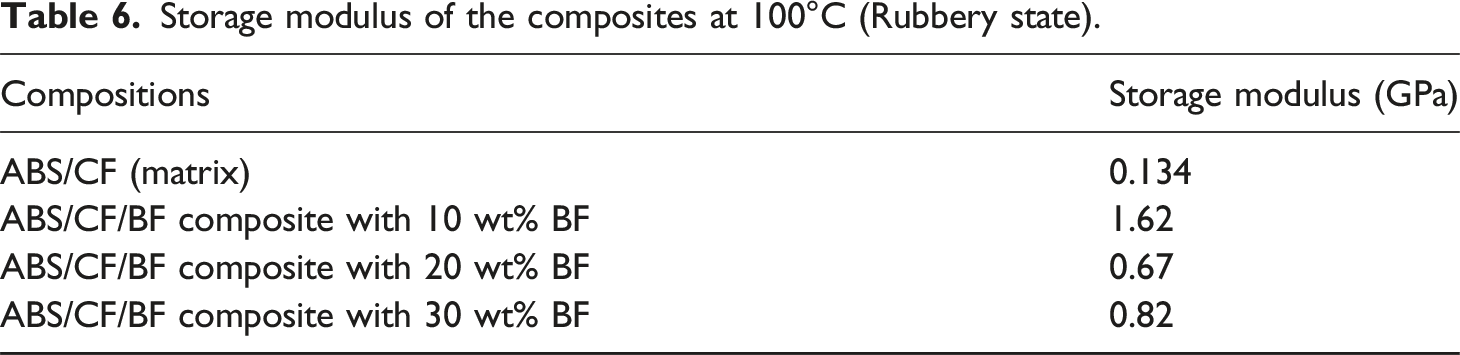
Storage modulus of the composites at 100°C (Rubbery state).
Effective coefficient (C) at different weight percentage of BF in the matrix.
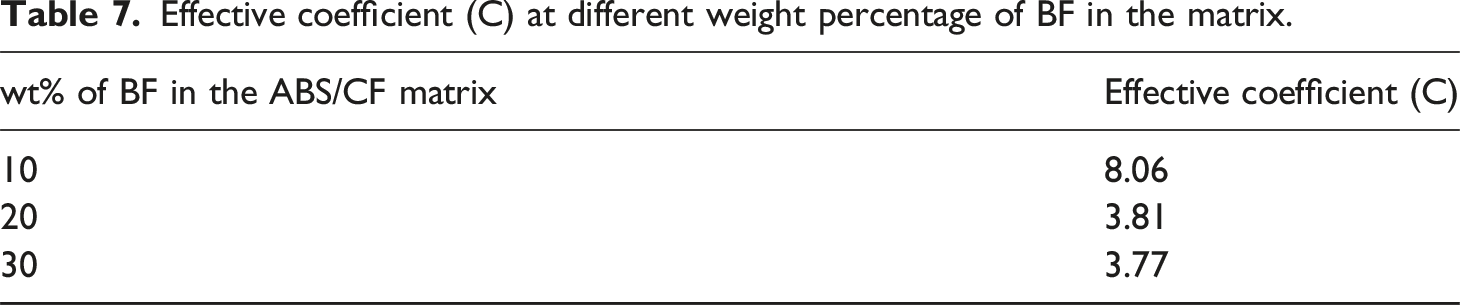
The effective coefficient is calculated using the following formula: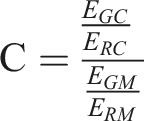
EGC and ERC are the storage modulus at glassy and rubbery state of composite.
EGM and ERM are the storage modulus at glassy and rubbery state of matrix
SEM analysis
The scanning electron microscopy (SEM) images of the compression-molded composites consisting of ABS/CF/BF at varying BF loadings (0, 10, 20, and 30 wt%) within the ABS/CF blend (matrix) were meticulously analyzed to elucidate the fiber morphology and the fiber-matrix interaction, with the corresponding SEM micrographs presented in Figures 11–14. (a) and (b) represents the SEM images of ABS/CF matrix with different magnifications. SEM images of ABS/CF/BF composites with 10 wt% BF in the matrix. SEM images of ABS/CF/BF composites with 20 wt% BF in the matrix. SEM images of ABS/CF/BF composites with 30 wt% BF in the matrix.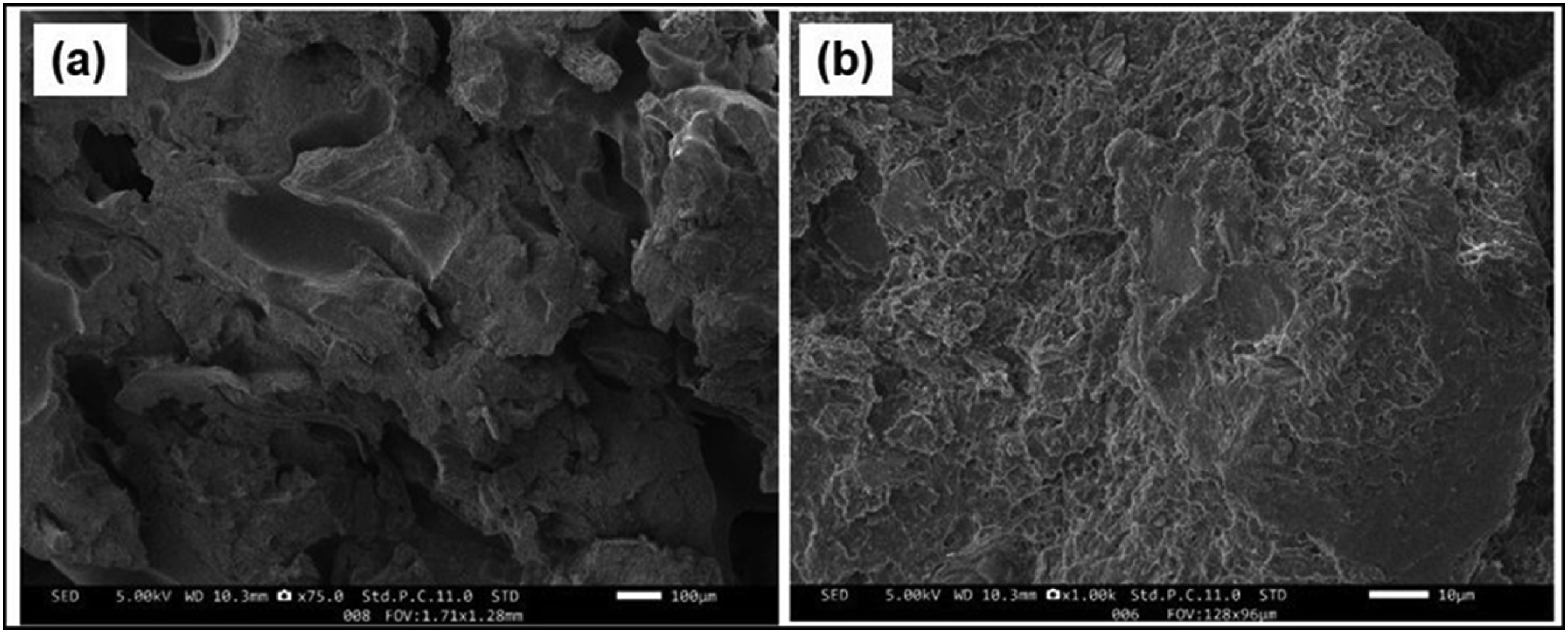
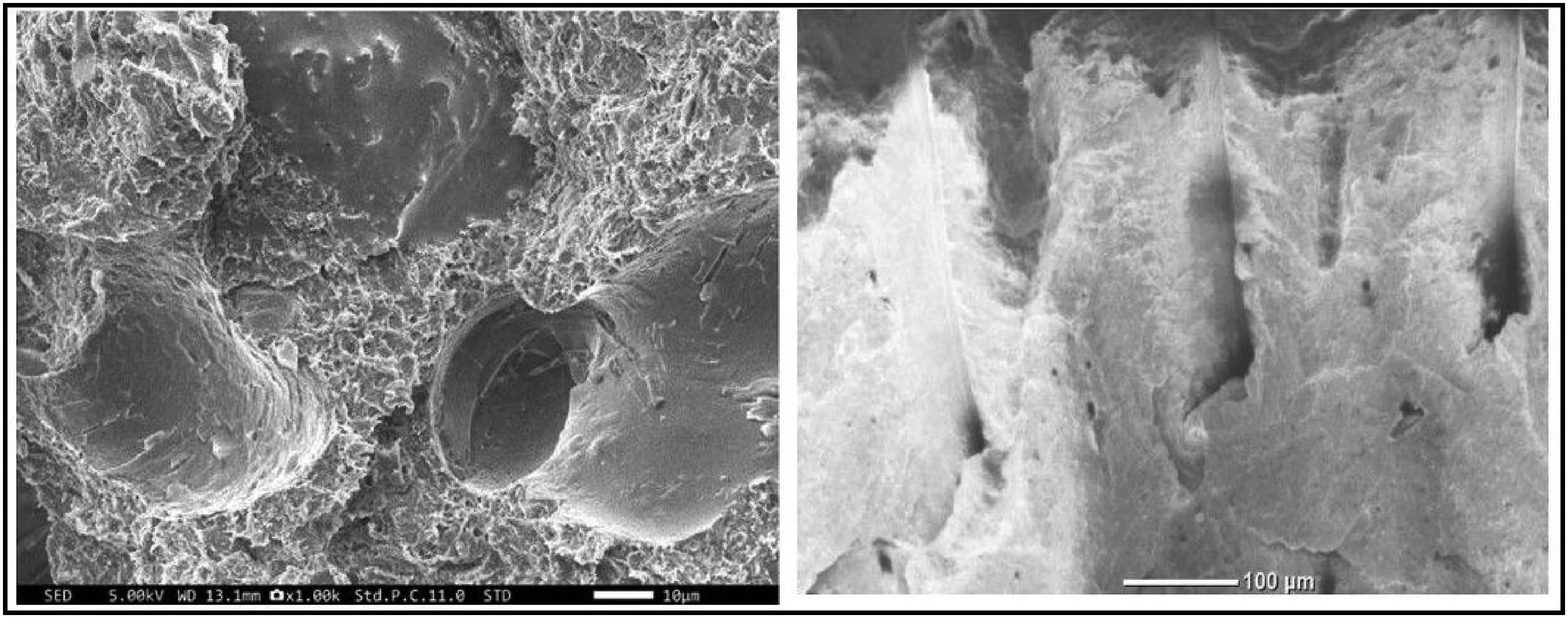
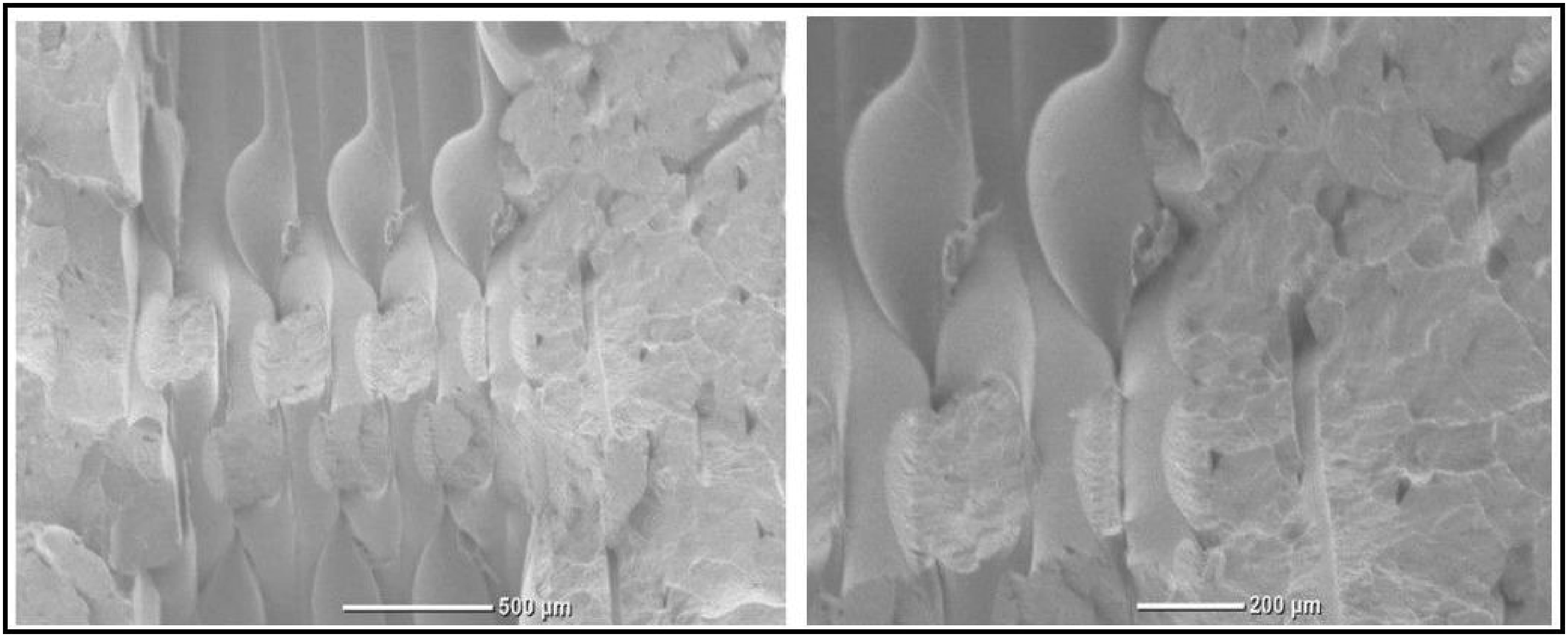
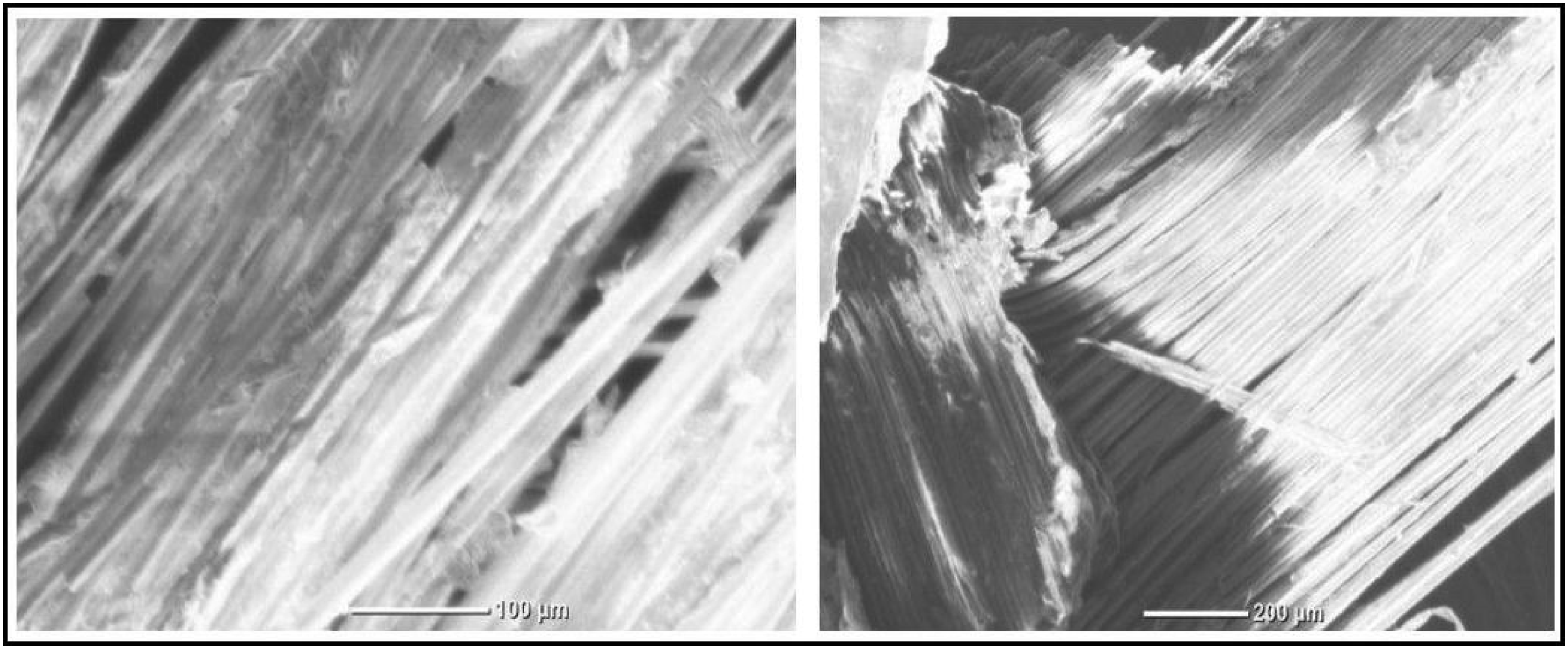
Figure 11 illustrates the SEM micrograph of the ABS/CF blend devoid of any BF addition, where the image reveals a rough and heterogeneous fracture surface indicative of a ductile fracture mode. The carbon fibers (CF) within the ABS material are discernible in the micrograph, thereby affirming the presence of CF in the ABS matrix. Moreover, the image indicates the occurrence of fiber pull-out and voids within the composite, suggesting that inadequate adhesion between the fiber and the matrix may adversely affect the mechanical performance. The fracture morphology of the composite containing 10 wt% of BF is depicted in Figure 12, revealing relatively larger voids, while also indicating that the BF is embedded within the ABS/CF matrix. The existence of these larger voids contributes to the degradation of the mechanical properties of the ABS/CF blend. The SEM image representing the composite formulated with 20 wt% of BF in the matrix is illustrated in Figure 13, where the micrograph demonstrates a more compact and uniform morphology. The fibers appear to be well integrated within the matrix, thereby minimizing the presence of voids and micro-cracks compared to the composite containing 10 wt% BF. This structural configuration suggests that the incorporation of BF significantly enhances the load transfer between the fiber and the matrix. The image further indicates reduced surface roughness, which points to improved fiber-matrix interaction. Additionally, the mechanical interlocking is distinctly evident in the SEM micrograph, thereby contributing to superior mechanical properties relative to the composite prepared with 10 wt% of BF in the matrix. Figure 14 presents the SEM micrograph of the composite with 30 wt% BF in the matrix, displaying a highly dense structure characterized by robust fiber-matrix bonding. The fiber pull-out phenomenon is minimal, with significantly fewer voids observable within the composite. Although some fiber agglomeration is apparent, the substantial presence of BF in the matrix suggests enhanced stress distribution.
The analysis of fracture surface morphology across all composites indicates an improvement in interlocking between the fiber and the matrix as the wt% of BF increases. The composite prepared with the ABS/CF blend, absent of BF reinforcement, demonstrates considerable fiber pull-out and cracks, whereas the composite with 30 wt% of BF exhibits a well-integrated fracture surface with minimal voids. The progressive enhancement in fiber-matrix interaction underscores the efficacy of basalt fiber reinforcement in augmenting the mechanical performance of ABS/coconut fiber composites. The SEM analysis confirmed that an increased basalt fiber content fortifies the structural integrity of the composite. The formulation with 30 wt% of BF in the matrix exhibits the most favorable interfacial bonding and diminished defect density, thereby rendering it the most promising composition in terms of mechanical performance. Nevertheless, meticulous dispersion and processing techniques remain imperative to mitigate fiber agglomeration at elevated reinforcement levels.
FTIR analysis
Fourier Transform Infrared Spectroscopy (FTIR) is a powerful tool for identifying functional groups and providing information about covalent bonds. The FTIR spectra of the composites is depicted in Figure 15. In FTIR spectroscopy image (Figure 15), a peak near 1449 cm−1 is often linked to the bending vibrations of C-H bonds in methylene (-CH2-) groups. This peak, commonly known as the “scissoring” vibration, involves the two hydrogen atoms in a -CH2- group moving towards and away from each other. The C–H stretching vibrations observed in FTIR provide insights into the molecular architecture and integrity of the matrix material. The mechanical characteristics of polymer composites exhibit a direct correlation with the C–H stretching phenomena.
43
A distinctly defined C–H peak indicates a robust polymer structure, which in turn contributes to an enhancement in tensile strength and modulus. Moreover, the presence of C–H bonding plays a pivotal role in augmenting the interfacial adhesion between the matrix and the fiber. This enhanced interfacial bonding facilitates a more efficient transfer of load between the matrix and the fiber. Additionally, a peak in this vicinity can also be ascribed to the asymmetric bending of -CH3 (methyl) groups. A peak around 698 cm−1 generally corresponds to the out-of-plane bending vibrations of C-H bonds in aromatic compounds, such as substituted benzene rings. This region is typically associated with the bending vibrations of C-H bonds in aromatic systems and can indicate the presence of mono or polysubstituted benzene derivatives. The peak around 2237 cm−1 in FTIR spectroscopy is usually linked to the stretching vibration of the carbon-nitrogen triple bond (C≡N) found in nitriles (cyanides). This peak is notable due to its sharp and often strong absorption band within the range of 2240–2210 cm−1, characteristic of nitrile groups. A peak near 3458 cm−1 in FTIR spectroscopy is typically associated with the O-H stretching vibration of hydroxyl groups (–OH). This region is indicative of alcohols and phenols and can also suggest the presence of water (H2O) if the sample is hydrated or has absorbed moisture. The peak is generally broad and strong due to hydrogen-bonding interactions among the hydroxyl groups or with water molecules. Peaks at 894 cm−1in the BF associated with stretching vibrations of Si – O. FTIR spectra.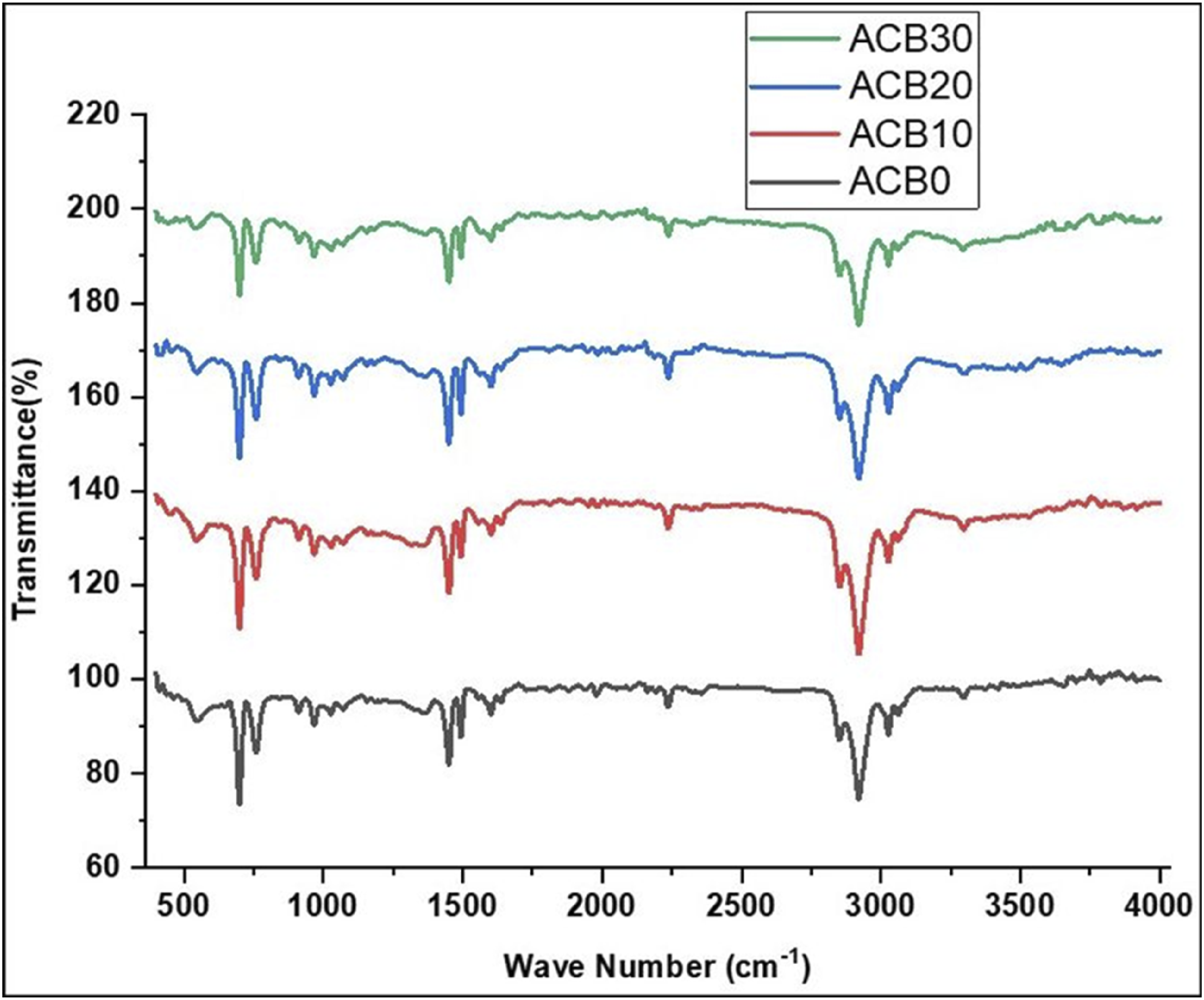
Conclusion
This study examines the mechanical, dynamic mechanical, and thermal properties of composites made from ABS, CF, and BF. The composites were prepared using a two roll mill and compression molding technique. Incorporating 10 wt% of BF into the ABS/CF matrix resulted in decreased tensile and flexural properties. However, increasing BF content to 20 wt% and 30 wt% led to a notable improvements:
Additionally, the storage modulus of composites with 30 wt% of BF showed significant enhancements over a broad temperature range, indicating the increased robustness. The HDT raised from 83°C to 96.2°C, highlighting improved thermal stability of composites.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.