
Abstract
Sanctions aimed at reducing carbon emissions promote the adoption of sustainable materials, such as carbon fiber-reinforced polyetheretherketone (CF/PEEK) thermoplastic composites, in the aerospace sector due to their distinctive characteristics. The application of the secondary machining used in the production of functional components from CF/PEEK composite material in dry and wet cutting conditions causes performance and efficiency loss on the material and process. Therefore, in this study, the minimum quantity lubrication (MQL) and MQL using the multi-walled carbon nanotube-reinforced nanofluid (N-MQL) techniques were utilized for the first time in the milling of CF/PEEK, and the machining performance was evaluated in terms of cutting force, feed force, cutting temperature, surface roughness, surface topography, burr height, and dimensional error. In comparison to dry cutting, the N-MQL method achieved maximum improvements of 77.5%, 71.8%, 67.5%, 49.4%, 71.8%, 74.1%, and 90.4% in these machining outputs, respectively. Then, the optimum cutting parameters considering all machining responses were selected using TOPSIS, VIKOR, CoCoSo, and MOORA multi-criteria decision-making (MCDM) methods. MCDM results showed that to obtain optimum machining responses in CF/PEEK machining, the N-MQL cutting condition should be used as well as the low/average cutting speed and low feed values.
Introduction
Today, sanctions aimed at reducing carbon footprints encourage the use of more sustainable materials and processing methods in various industrial sectors. 1 Especially carbon fiber reinforced polyetheretherketone (CF/PEEK) thermoplastic composites have started to come to the fore in the automotive and aviation industry in terms of being a sustainable material due to their high shock resistance, weldability, thermostability, wear resistance, and recyclability.2,3 Due to these superior properties of CF/PEKK, it is suggested by Airbus and various national aerospace consortiums that it will be the best composite choice for primary and secondary structural components in aircraft, including wing spars and leading edges. 4 Although functional components from CF/PEEK composite material are produced close to the desired shape, secondary processes such as machining must be applied to ensure edge quality, geometric accuracy, and tolerances for the assembly of the component. 5 Generally, dry cutting conditions are used in machining CF/PEEK because the carbon fibers absorb the cutting fluid, causing a decrease in service performance. 6 However, machining the material under dry cutting conditions causes low machining efficiency due to the thermoplastic matrix having high ductility and poor thermal conductivity. 7
To overcome these problems, the majority of scholars have carried out intensive studies on optimizing the process parameters in the machining of CF/PEEK composite under dry cutting conditions and establishing mathematical and finite element models to understand the cutting mechanism in dry conditions. Guo et al. 8 determined that using a thin layer and raster angles of +45°/−45° when milling CF/PEEK composite under dry conditions would be good in terms of surface quality. Du et al. 9 evaluated the effect of different types of drill bits, such as dagger, twist, and brad, on machining under dry conditions in the drilling process in terms of burr formation, chips, temperature, force, and hole quality. An investigation on the impact of drilling and helical milling techniques on the quality of holes in CF/PEEK material was carried out by Ge et al. 4 They determined that helical milling causes higher cutting temperatures, resulting in delamination, while drilling causes matrix smearing. Liu et al. 10 found that the cutting temperature during the milling of CF/PEEK without any lubrication was primarily affected by the cutting speed and the orientation of the fibers. They also observed that the presence of surface defects on the machined surface was primarily attributed to the thermal impact of the elevated cutting temperature. In addition, Qin et al. 11 experimentally and numerically determined that fiber orientation affects the ductility of the matrix, chip formation, and surface quality. For the purpose of elucidating the cutting mechanisms and the impact of specific cutting energy distribution on surface integrity, Song et al. 12 developed a specific cutting energy prediction model, which takes into account the impact and size effects. A comparison was performed between the machinability of CF/PEEK and CF/Epoxy composites by Wang et al., 13 who used both experimental and numerical methods, and it was determined that CF/PEEK caused higher cutting force than CF/epoxy composites in the 0°, 45°, and 135° fiber directions. In addition, it was revealed that when 0° and 45° fibers were cut in CF/PEEK, shorter cracks and longer chips were generally formed. Yan et al. 14 determined that the chips adhered easily to the surface of the sample and were challenging to detach. Additionally, chips with a high resin content tended to accumulate and were resistant to breaking. Gomez-García et al. 15 reported that increasing the fiber ratio increased the cutting temperature. Ge et al. 16 investigated the drilling performance of CF/PEEK and CF/Epoxy materials and found that higher thrust force, cutting temperature, and lower delamination occur in the CF/PEEK’s drilling. Comparing the milling performance of CF/PEEK and CF/Epoxy materials was another study that was conducted by Liu et al. 17 As a result, they determined that CF/PEEK has higher residual stress and offers better machining quality with down milling. As a result of side milling, Bao et al. 18 evaluated the effects of various fiber orientations and milling process parameters on the surface crystallinity and friction properties of CF/PEEK material. The crystallinity was found to be impacted by the cutting temperature and cooling rate, and it gradually reduced along the heat transfer direction, according to Yuan et al., 19 who evaluated the effect of tool geometries on the heat transfer and crystallization properties in drilling CF/PEEK composite. They discovered that the crystallinity was affected by the cutting temperature.
In addition to the studies carried out on understanding the physical mechanism in the machining of CF/PEEK material, numerous studies have focused on optimizing process parameters to enhance the machining performance of CF/PEEK. An example of this would be Zhang et al., 20 who conducted a multi-objective optimization study with the goal of lowering the surface roughness and increasing the rate of material removal. They achieved this by employing grey relational analysis (GRA) in conjunction with analysis of variance (ANOVA). Cao et al. 5 conducted a hybrid optimization based on a genetic algorithm (GA) and back propagation neural network (BPNN), using cutting speed, feed, cutting width, and fiber orientation as inputs and determining fractal dimension and surface quality as outputs. Ge et al. 21 optimized the thrust force, delamination, and material removal rate using a non-dominated sorting genetic algorithm (NSGA-II), a multi-criteria optimization method, and a technique for order of preference by similarity to ideal solution (TOPSIS), a multi-criteria decision-making method. Similarly, Liu et al. 10 determined the optimum cutting speed, feed, cutting width, and fiber direction in terms of surface roughness and cutting temperature by using the BPNN, NSGA-II and TOPSIS hybrid methods. Using the Taguchi and ANOVA statistical approaches, Liu et al. 22 investigated the magnitude of the impact that drilling parameters had on the difference in diameter.
In addition to all these, studies have been carried out on ultrasonic-assisted machining, which has gained popularity in recent years, to increase the machining performance of CF/PEEK. Du et al. 23 determined that CF/PEEK’s ultrasonic vibration-assisted drilling decreased the thrust force by 12.87%, surface roughness by 31.1%, delamination by 10.3%, and burr formation by 13.14% compared to conventional drilling. In order to investigate the impacts of fiber friction brought on by ultrasonic vibration and variations in fiber fracture mode during ultrasonic vibration-assisted CF/PEEK’s milling, Zhang et al. 2 developed a model. It was concluded that with the increase in feed, the shape of fiber fracture changed from shear-based fracture to tension and compression-based fracture. The performance of traditional and ultrasonic vibration-assisted milling of CF/PEEK was examined by Liu et al. 24 by both experimental and computational methods. The cutting force, temperature, burr height, chip size, surface roughness, and fiber damage were all reduced by ultrasonic vibration-assisted milling, according to the findings of the researchers.
Although several methods have been employed to enhance the efficiency of machining CF/PEEK, minimum quantity lubrication (MQL) and MQL with nanofluid (N-MQL) methods, which have recently come to the fore in increasing the machining performance of CF-reinforced thermoset composite materials,25,26 have not yet attracted attention in the machining of CF/PEEK material. In the presented study, MQL using vegetable-based cutting oil and multi-walled carbon nanotube (MWCNT)-reinforced N-MQL methods were utilized for the first time in the CF/PEEK’s milling, and the machining performance was assessed concerning cutting force, feed force, cutting temperature, surface roughness, surface topography, burr height, and dimensional error. Then, the optimum cutting parameters considering all machining responses were selected using TOPSIS (technique for order of preference by similarity to ideal solution), VIKOR (vlse kriterijumska optimizacija kompromisno resenje), MOORA (multiobjective optimization on the basis of ratio analysis) and CoCoSo (combined compromise solution) multi-criteria decision-making methods.
Materials and method
Experimental study
Workpiece material
In this study, carbon fiber reinforced polyetherketoneketone thermoplastic composite (CF/PEEK) material, which is preferred in the aerospace industry but has difficulties in machining,
7
was used as the workpiece. The design of the CF/PEEK composite material workpiece supplied by the manufacturer is given in Figure 1. The workpiece with dimensions of 5 × 100 × 170 mm has 16 layers and the placement angles of the fibers are −45°, 0°, 45° and 90°, respectively. The curing process was carried out using an autoclave at 385°C with gradual heating and cooling for 30 min dwell time. The physico-chemical and mechanical properties of the CF/PEEK composite material are given in Table 1. Design of the CF/PEEK composite material workpiece. Physico-chemical and mechanical properties of the CF/PEEK composite material.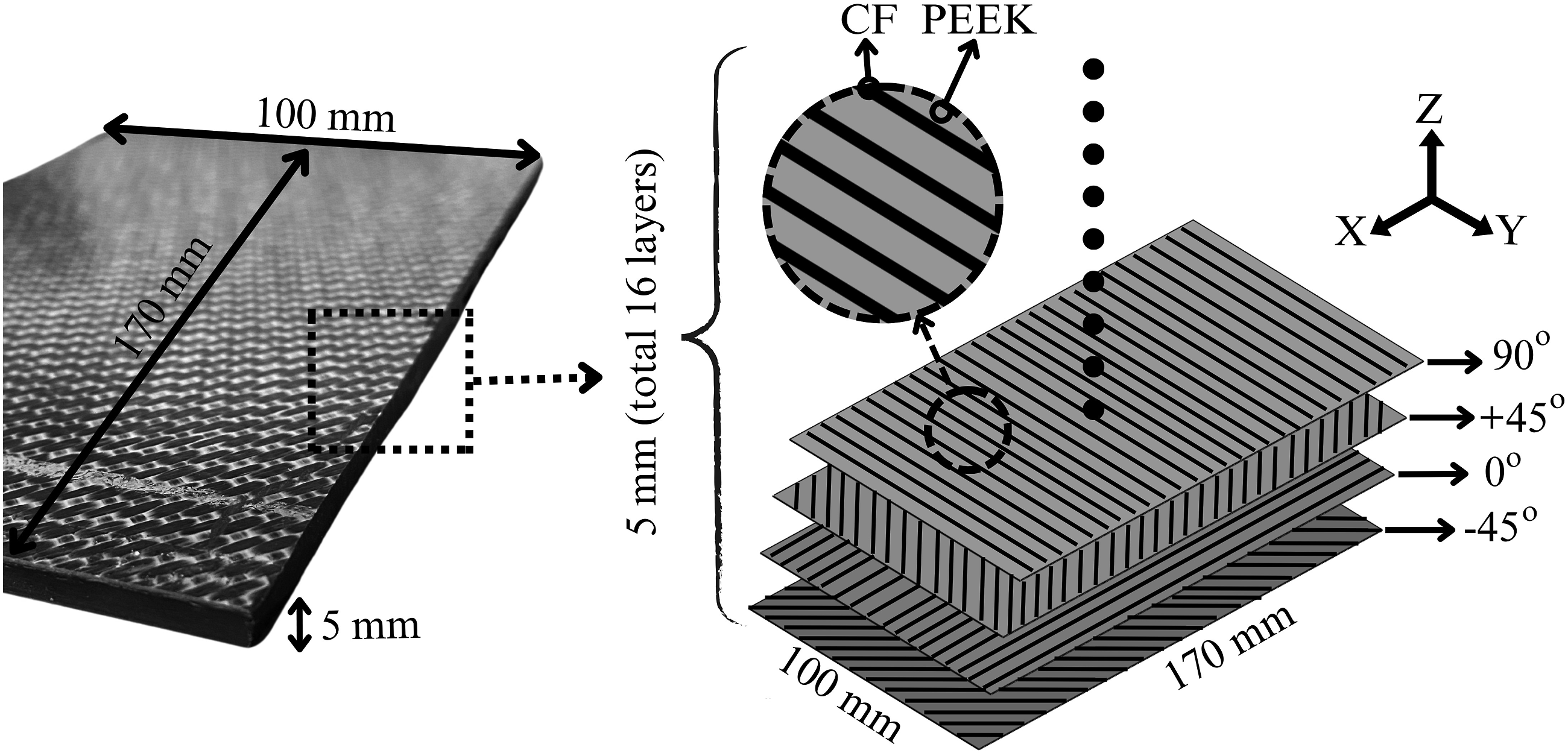
Preparation of nanofluids
In the presented study, nanofluid was prepared by adding 0.15% multi-walled carbon nanotube (MWCNT) by weight to Werte Fastcut commercial vegetable cutting oil. Werte Fastcut commercial vegetable cutting oil has a reddish color, a 0.85 g/cm3 density at 20°C, and an 11 cSt kinematic viscosity at 20°C. The MWCNT used is NANOCYLTM brand NC7000 series and was produced by catalytic carbon vapor deposition process with 90% purity. The average dimensions of the MWCNT particles are 9.5 nm for diameter, 1.5 μm for length, 250–300 m2/g for surface area, and approximately 3000 W/mK for thermal conductivity. To prepare homogeneous and stable nanofluids, MWCNT nanoparticles were first dried using a Termal brand oven to remove any possible moisture. MWCNTs were introduced into Werte Fastcut cutting fluid in accordance with the prescribed proportions, utilizing a Radwag PS 510R digital precision balance. Furthermore, a surfactant called Sodium Dodecyl Sulfate (SDS) was added to the cutting oil at a ratio of 0.1% of the weight of the MWCNT nanoparticles. This addition was made to enhance the uniformity of the mixtures and prolong the time it takes for the particles to settle. Finally, the mixture of commercial vegetable-based oil, MWCNT, and SDS was completely mixed using a digital homogenizer of the Daihan WiseTis HG-15D brand for a period of 2 h at a speed of 5000 revolutions per minute. The nanofluid preparation workflow is schematically given in Figure 2. Preparation of MWCNT-reinforced nanofluid.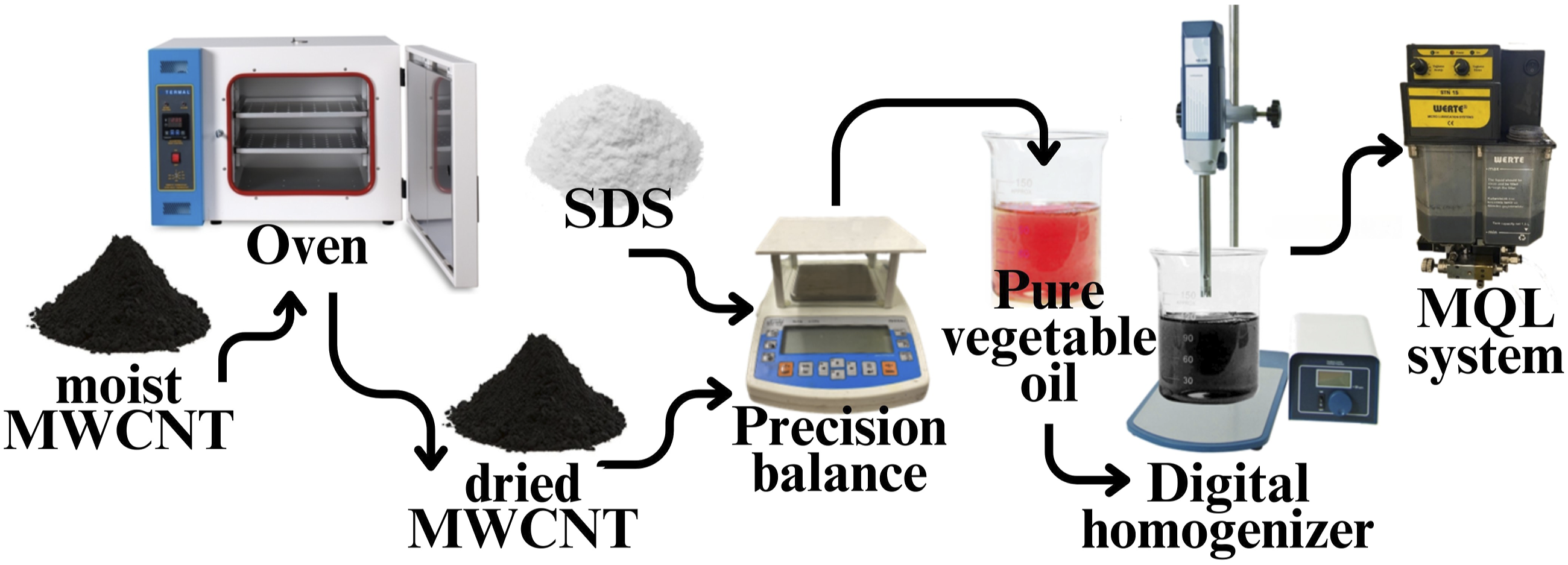
Machine tools and equipment
The experimental setup and measurements taken are shown in Figure 3. Experiments on slot milling were carried out with a CNC machining center of the First brand MCV-300 model, which enabled the spindle to reach a maximum speed of 8000 revolutions per minute. In the experiments, an OSG brand carbide end mill with a diameter of 8 mm and the code DIA-BNC-7FL, which is widely used in the trimming and plunging process for thin CFRP materials, was used. The end mill was attached to the milling machine spindle using a collet holder and BT40 Weldon holder. Experimental setup.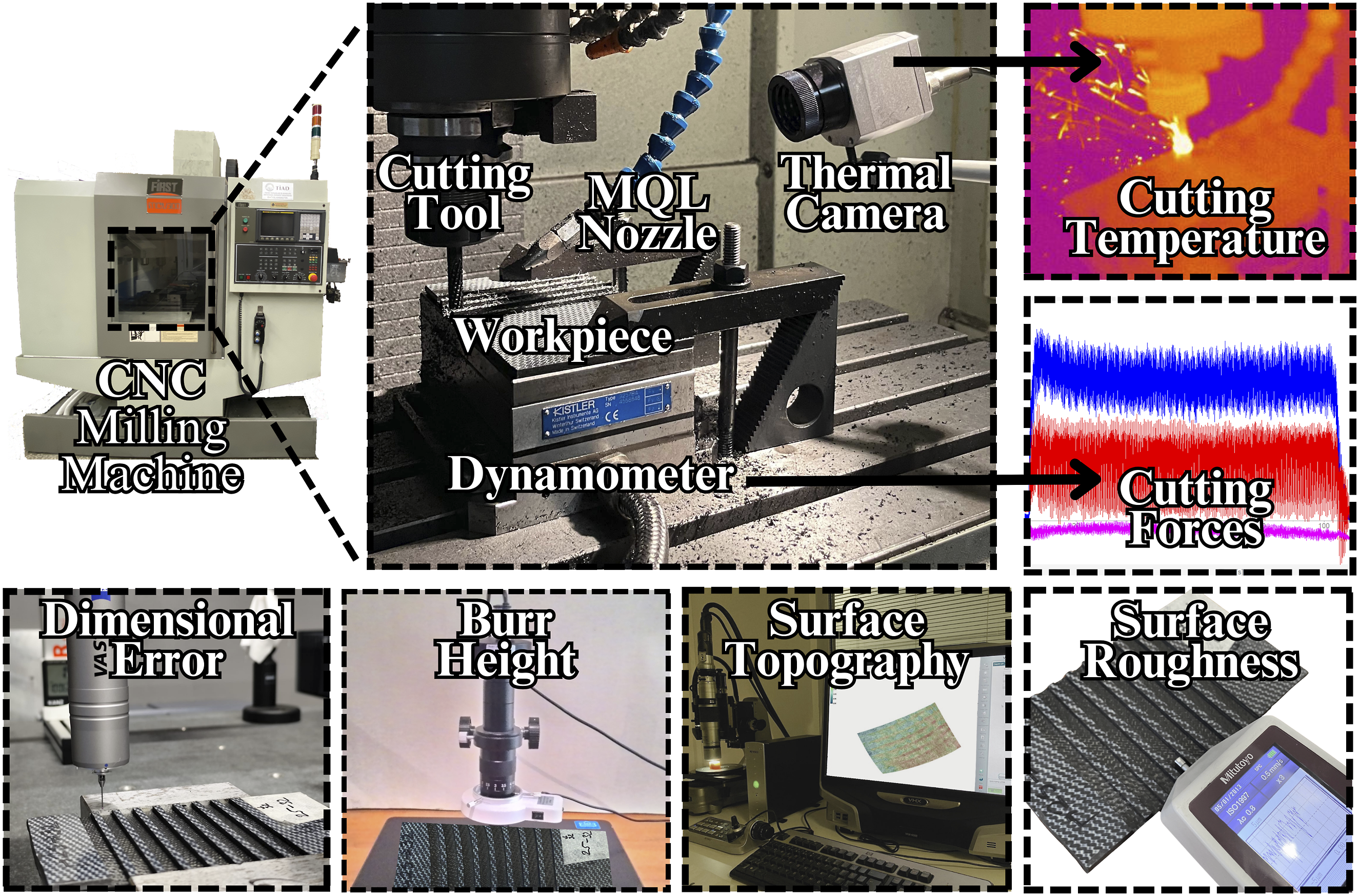
Werte DKN25 MQL system was used for MQL experiments with pure vegetable cutting oil and prepared nanofluids. The MQL nozzle was positioned at a constant 30-mm nozzle distance and an angle of 30° to the workpiece surface in the direction of the feed. The MQL nozzle has a diameter of 1 mm. 0.5 MPa air pressure was provided by using the Komsan brand VEK7.5 model compressor to pulverize the cutting fluid and deliver it to the cutting zone.
A Kistler brand 9257BA model piezoelectric multicomponent dynamometer with built-in charge amplifiers up to 10 kN and a Kistler brand 5233A1 model control unit were deployed in order to measure the cutting forces and feed forces. For the purpose of analyzing the data about cutting and feed forces, a Dynoware software implementation was utilized.
The cutting temperature occurring during the cutting processes was measured with an Optris brand PI400 model non-contact thermal camera. The temperature measurement range established set as 0 °C–250°C, and the emissivity value of CF/PEEK was set as 0.94 as suggested by Bao et al. 18 The recorded temperature measurements were analyzed using the Optris PI Connect program on a PC. During temperature measurements, the camera was focused on the cutting zone and measurements were taken from that zone throughout the process.
The surface roughness values of the milled surfaces were measured 10 times from different points of the machined surface using the Mitutoyo Surftest SJ-210 digital surface roughness measuring device. The average of 10 measurement results was calculated and presented in this study. Subsequently, a Keyence VHX-6000 optical microscope was employed to analyze the surface topography. Three-dimensional surface topography images were captured from the samples that exhibited the best and worst surface quality based on the two-dimensional surface roughness measurements obtained using a Mitutoyo Surftest SJ-210 mechanical profilometer. The imaging was conducted in regions near the exit zone of the machined slots.
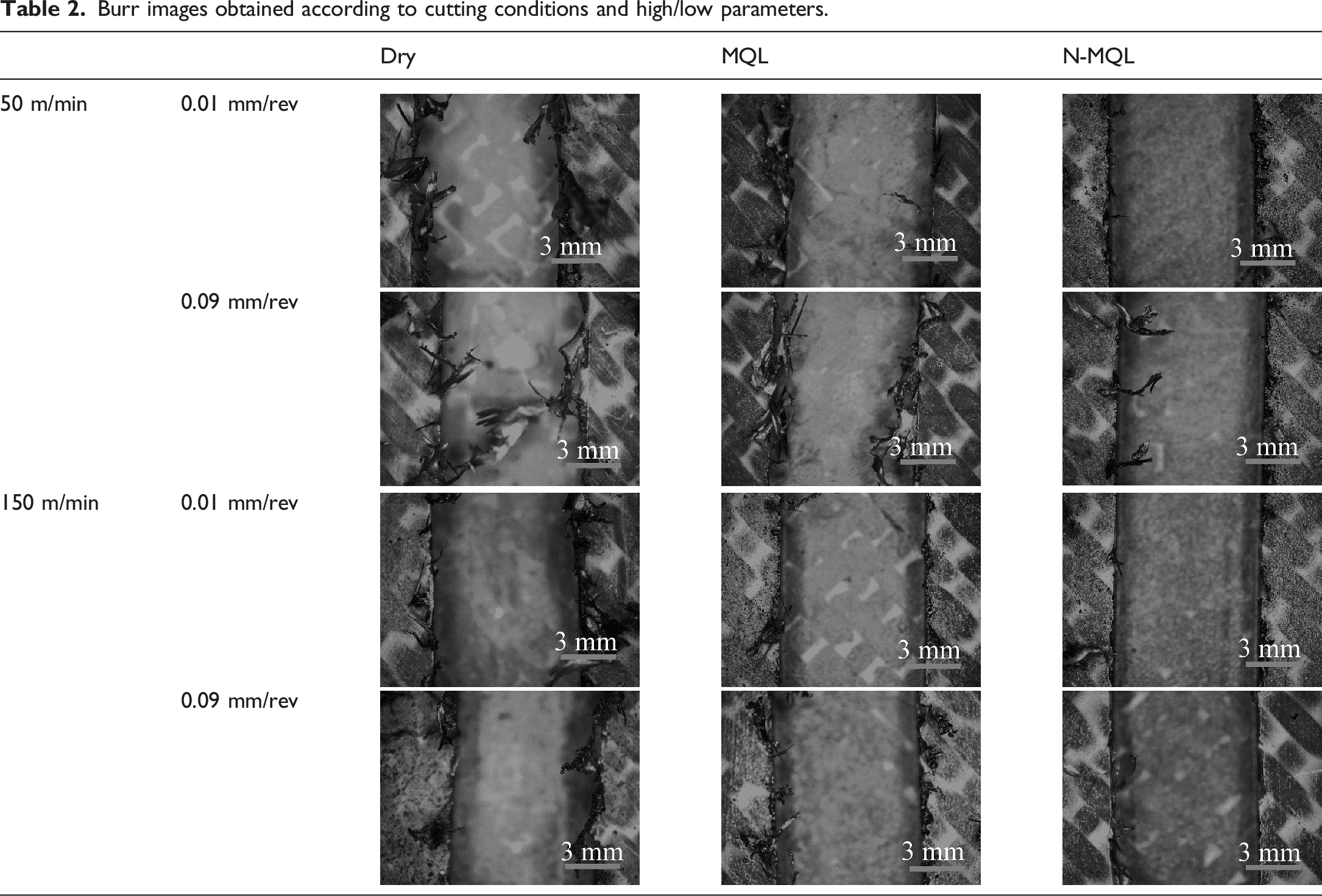
Zeiss VAST XXT model coordinate measurement machine (CMM) was used to control the dimensional accuracy of the processed slots. Burr images were taken at 10x magnification using a 3 MP MD30 camera and burr heights were measured using MShot software. The height of the burrs formed along the slot was measured and presented as an average.
Experimental plan
In the presented study, the effects of different cutting conditions (dry, MQL, N-MQL), cutting speeds (
Multi-criteria decision-making
In the machining of CF/PEEK, the efficiency and productivity of the manufacturing process depend on multiple factors, and these factors can often create conflicting goals. Therefore, multi-criteria decision-making (MCDM) plays an important role in complex and multivariable processes such as machining. MCDM techniques make the decision-making process in machining processes systematic and objective, allowing more holistic and balanced decisions to be made by evaluating various criteria together. In this study, CF/PEEK composite milling alternatives (a total of 45 experiments including different cutting speeds, feed values, and cutting conditions) were evaluated according to six performance criteria (cutting force, feed force, cutting temperature, surface roughness, burr height, and dimensional error) using four different MCDM methods: TOPSIS (technique for order of preference by similarity to ideal solution), VIKOR (vlse kriterijumska optimizacija kompromisno resenje), MOORA (multi-objective optimization on the basis of ratio analysis) and CoCoSo (combined compromise solution) methods. Given the objective of minimizing all six distinct criteria, they were assessed as cost criteria.
TOPSIS
The most popular technique for MCDM in a variety of industries, including machining, is TOPSIS.
27
To rank the alternatives according to the distance from the ideal and anti-ideal solutions is the fundamental premise behind the TOPSIS technique.
28
A solution that is the most close to the ideal solution and the one that is the most distant from the anti-ideal solution is the best alternative. The steps of TOPSIS are given below.
28
Step 1. Constructing the decision matrix (equation (1)). Step 2: The calculation of a decision matrix that is normalized ( Step 3: The process of determining the weighted normalized decision matrix ( Step 4: Determining the negative and positive optimal solution. Within this context, the positive ideal solution is denoted by Step 5: Determining the distance between each alternate solution and the positive ideal solution (PIS) and negative ideal solution (NIS). The distance between the ideal solution and the alternative solution that is positive is represented by the symbol Step 6: Determination of the closeness coefficient ( Step 7: Ranking








VIKOR
VIKOR is an MCDM method employed for ranking and selecting the most favorable machining parameters. The principle in the VIKOR method tries to find a balance between different criteria and aims to find the most satisfactory solution, not the best solution.
29
The steps followed to apply this technique were as follows.
29
1. Stage: Constructing the matrix of decision based on the experimental findings, which encompass forces, cutting temperature, roughness, burr height, and dimensional error. 2. Stage: This step involves determining the 3. Stage: The process of normalization and the resulting normalized matrix. Every value was normalized using the linear normalization approach, and a normalized matrix was produced. The following equation (10) was utilized as, in the best scenario, the criteria should be the lowest possible. 4. Stage: Multiplying the decision matrix of normalized by the significance degrees ( 5. Stage: Values of 6. Stage: In order to compute the 7. Stage: Sorting options and verifying requirements. The alternatives were arranged in order of calculated








CoCoSo
The CoCoSo method was first established in 2019 by Yazdani et al.
30
In the following years, many researchers have successfully used the presented method in their problems in various fields. The principle of the CoCoSo method finds the optimal solution by taking into account the combined effect of multiple criteria and the subjective evaluations of the decision-makers. The following steps were used to rank the solutions according to the CoCoSo method.
30
Step 1. The following is equation (17) of how the initial decision-making matrix is determined. Here, Step 2. The equation for compromise normalization is utilized in order to accomplish the goal of normalizing the values of the criteria: equation (18) is used for the benefit criterion, while equation (19) is used for the cost criterion. Here, cutting temperature, milling forces, roughness, burr height, and dimensional error are the cost criteria, while there is no benefit criterion. Step 3. Equations (20) and (21) provide the weighted comparability sequence’s sum (S
i
) and the comparison sequences’ overall power weight (P
i
). Each criterion was given equal weight ( Step 4. The following aggregation techniques are used to compute the relative weights of the alternatives.








The arithmetic mean of the scores acquired by the weighted sum technique and the weighted product method is represented by equation (22) ( Step 5. The

MOORA
The MOORA method is one of the MCDM techniques that is utilized in order to rank and select the optimal machining parameters. The ratio approach of MOORA was utilized in this study. The principle of the MOORA method is to perform optimization based on ratio analysis, taking into account both benefit and cost criteria.
31
The following steps were used to rank the solutions according to the MOORA method.
31
Step 1. Constructing the decision matrix using equation (26). Here, Step 2. Calculating normalized decision matrix ( Step 3. Computing a weighted and normalized decision matrix ( Step 4. The process of calculating the weighted assessment of the available options is shown in equation (29).




Results and discussion
Cutting and feed forces
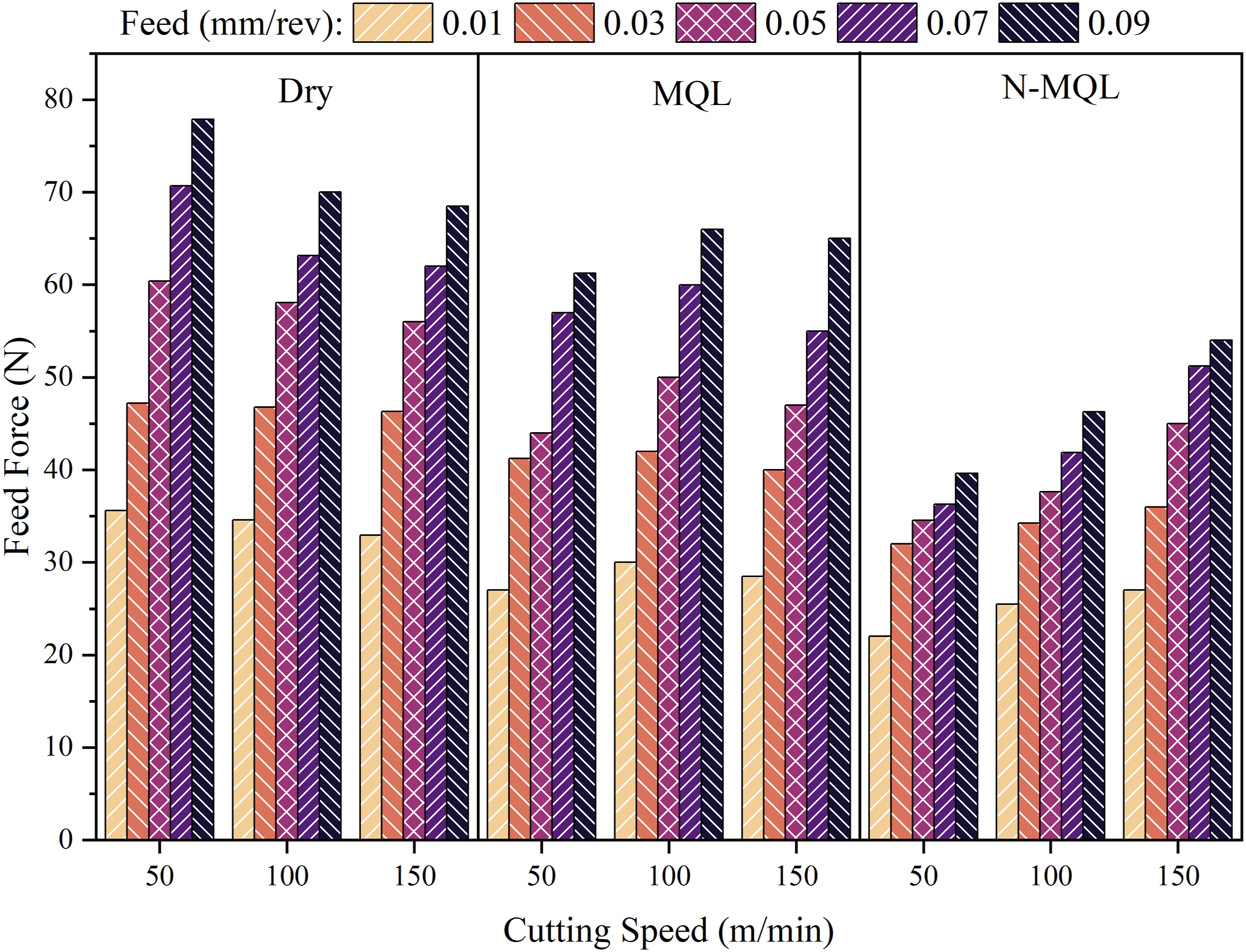
Understanding and controlling cutting forces in the machining of CF/PEEK is vital for ensuring high-quality, efficient, and cost-effective manufacturing processes. The results obtained for cutting and feed force are shown in Figures 4 and 5, respectively. For cutting and feed forces, using low Cutting force results. Feed force results.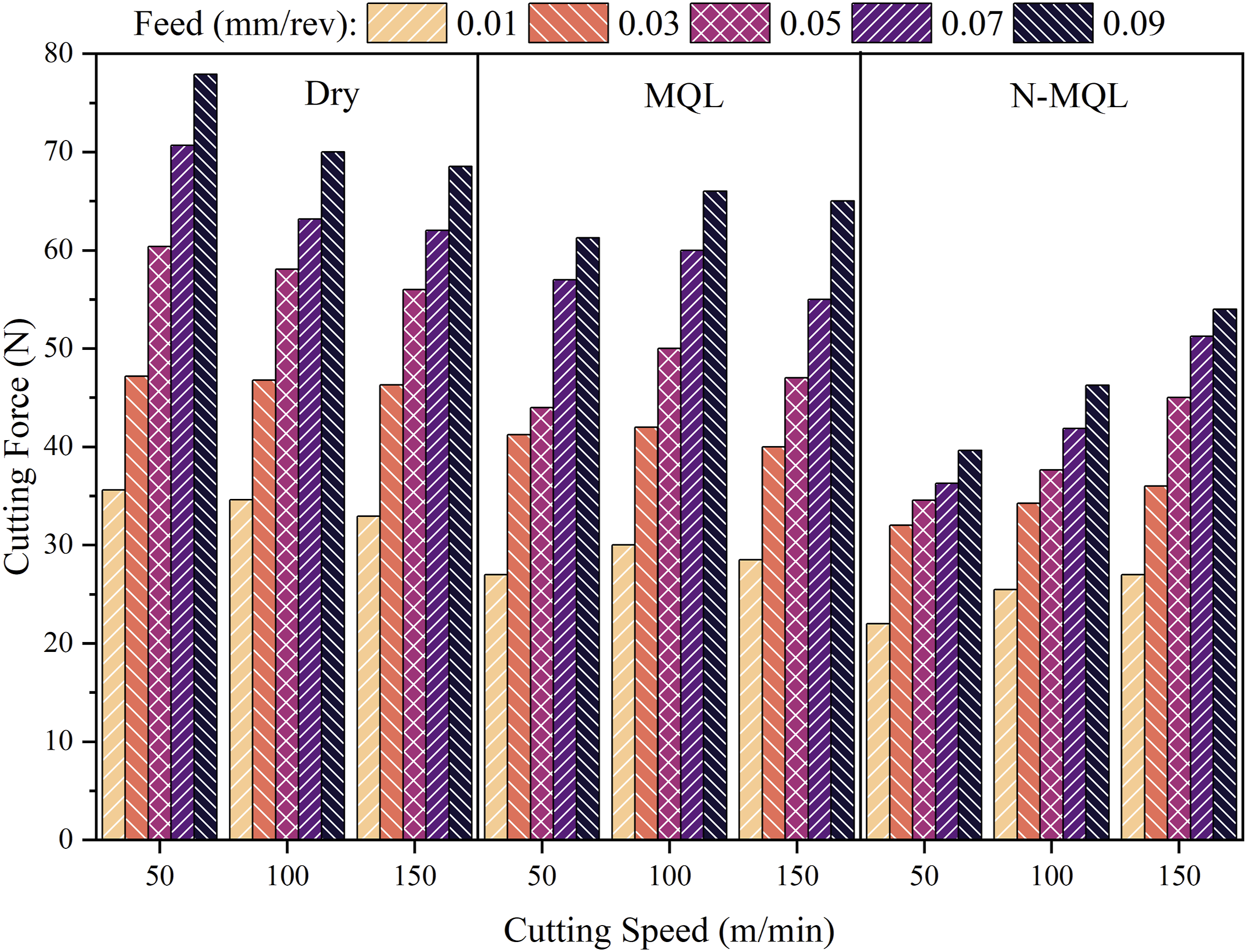
When the effect of the
When the effect of Cutting temperature results.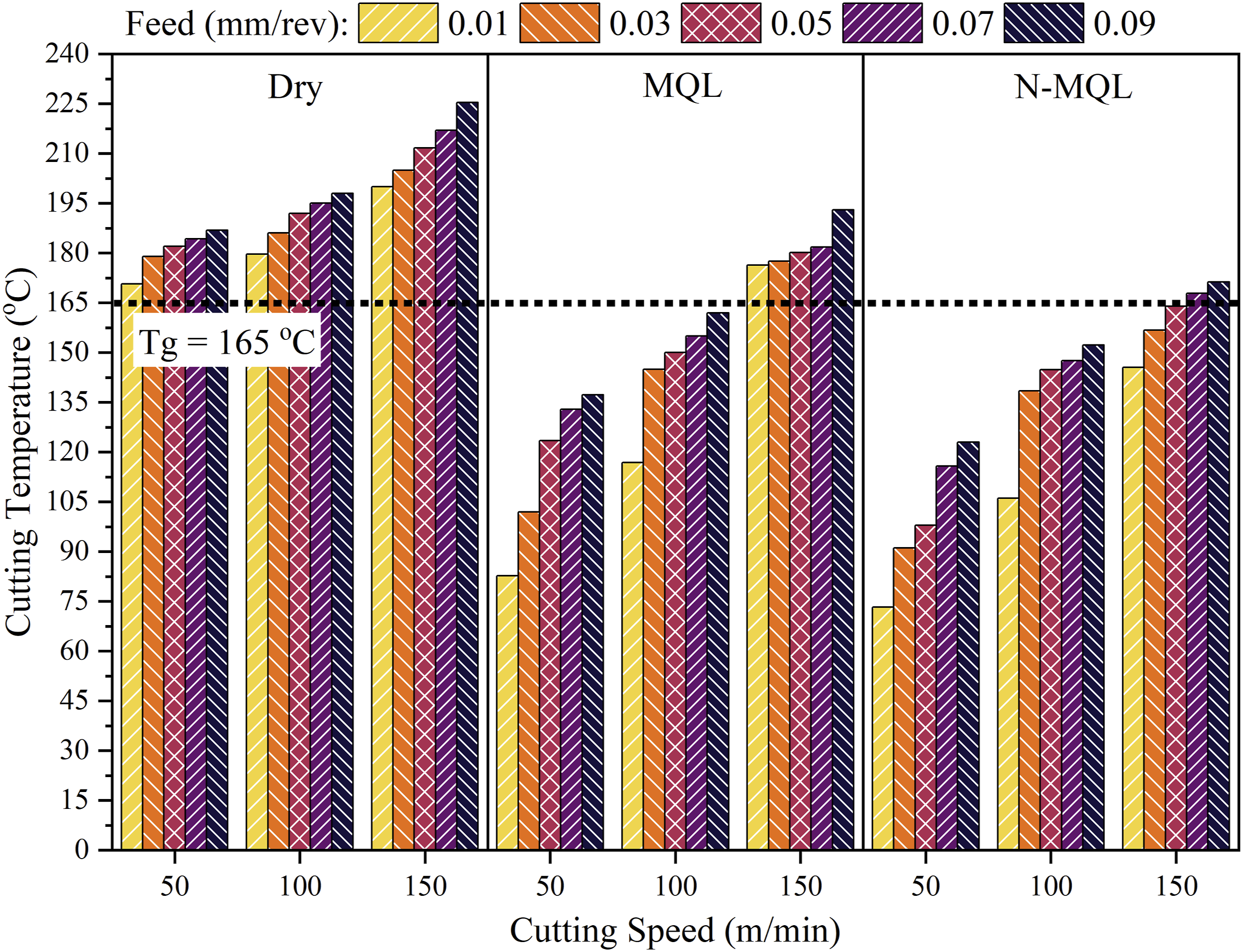
When the effect of cutting conditions was examined, the lowest values for feed and cutting forces were obtained under N-MQL conditions. N-MQL conditions reduced cutting forces by 38. 7% and 21.8%, respectively, compared to dry and MQL cutting conditions, and reduced feed forces by 32.16% and 21.12%, respectively. The combination of improved heat dissipation, improved lubrication, and reduced tool wear with the use of MWCNT-added cutting fluid leads to a significant reduction in cutting forces during machining. 34 MWCNTs have a very high thermal conductivity, which allows the nanofluid to efficiently dissipate heat generated during the cutting process. Reducing the temperature at the cutting zone reduces the resistance against the cutting tool, which in turn lowers the cutting forces. The nanofluid improves lubrication between the cutting tool and the workpiece. The MWCNTs in the fluid create a thin lubricating layer that reduces friction. This lubrication effect minimizes the energy required to shear the material, thereby reducing cutting forces. Also, by keeping the cutting tool cooler and better lubricated, MWCNT-doped nanofluid reduces tool wear. A sharper tool requires less force to cut the material, contributing further to the reduction in cutting forces.
Cutting temperature
It is crucial to inspect the cutting temperature while machining carbon fiber-reinforced thermoplastic polymer (CFRTP) composites in order to enhance the machining quality and maintain the material’s mechanical properties.
7
Thermoplastic PEEK matrix tends to soften over the Tg. If the temperature becomes too high during the cutting process, it may cause the matrix to melt or deteriorate, which will negatively affect the mechanical properties of the workpiece.
1
The Tg of the CF/PEEK composite material in the presented study is approximately 165°C and the results obtained for the cutting temperature are shown in Figure 6. In dry-cutting, the cutting temperature exceeded the Tg in all machining parameters. In MQL cutting conditions, when the
Increasing machining parameters such as
When the effect of cutting conditions was examined, N-MQL conditions ensured the lowest results for cutting temperature. In comparison to dry and MQL cutting environments, the cutting temperature was reduced by 31.5% and 9.9%, respectively, when the condition was N-MQL. It has been found that the viscosity of cutting fluid made from vegetables can be increased by the addition of nanoparticles. 36 In the presented study, the viscosities of pure cutting oil and cutting oil containing 0.15% MWCNTs at 20°C are 11 cst and 18.3 cst, respectively. It is common knowledge that the mixture of nanoparticles and vegetable oil results in an increase in the viscosity of the fluid, which in turn affects the stability and lubricating properties of nanofluids. 37 The lubricant becomes more viscous and dense when nanoparticles are added, and it also becomes more thermally conductive. 38 Moreover, maintaining the lubricant in the cutting zone is facilitated by raising the viscosity value. 39 All these explain why the N-MQL cutting condition provides a lower cutting temperature.
Surface roughness and topography
Surface roughness in composite materials used in aircraft is a critical factor that influences adhesion, aerodynamic performance, structural integrity, manufacturing consistency, and environmental resistance.
40
Controlling and optimizing surface roughness ensures that the composite materials perform reliably and efficiently throughout their service life. In the presented study, the surface roughness results corresponding to various cutting environments, Surface roughness results.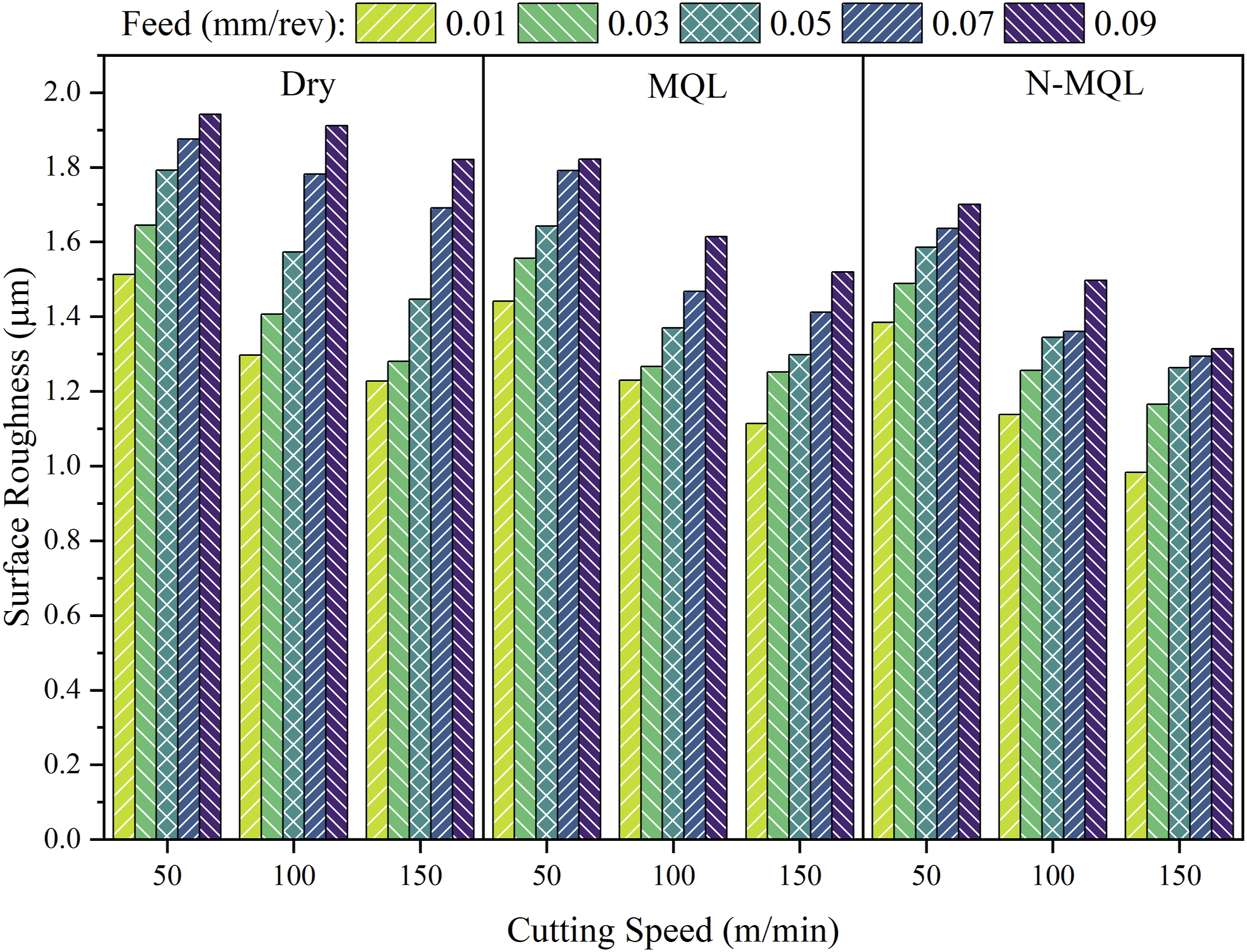
For surface roughness, using a high Surface topography results.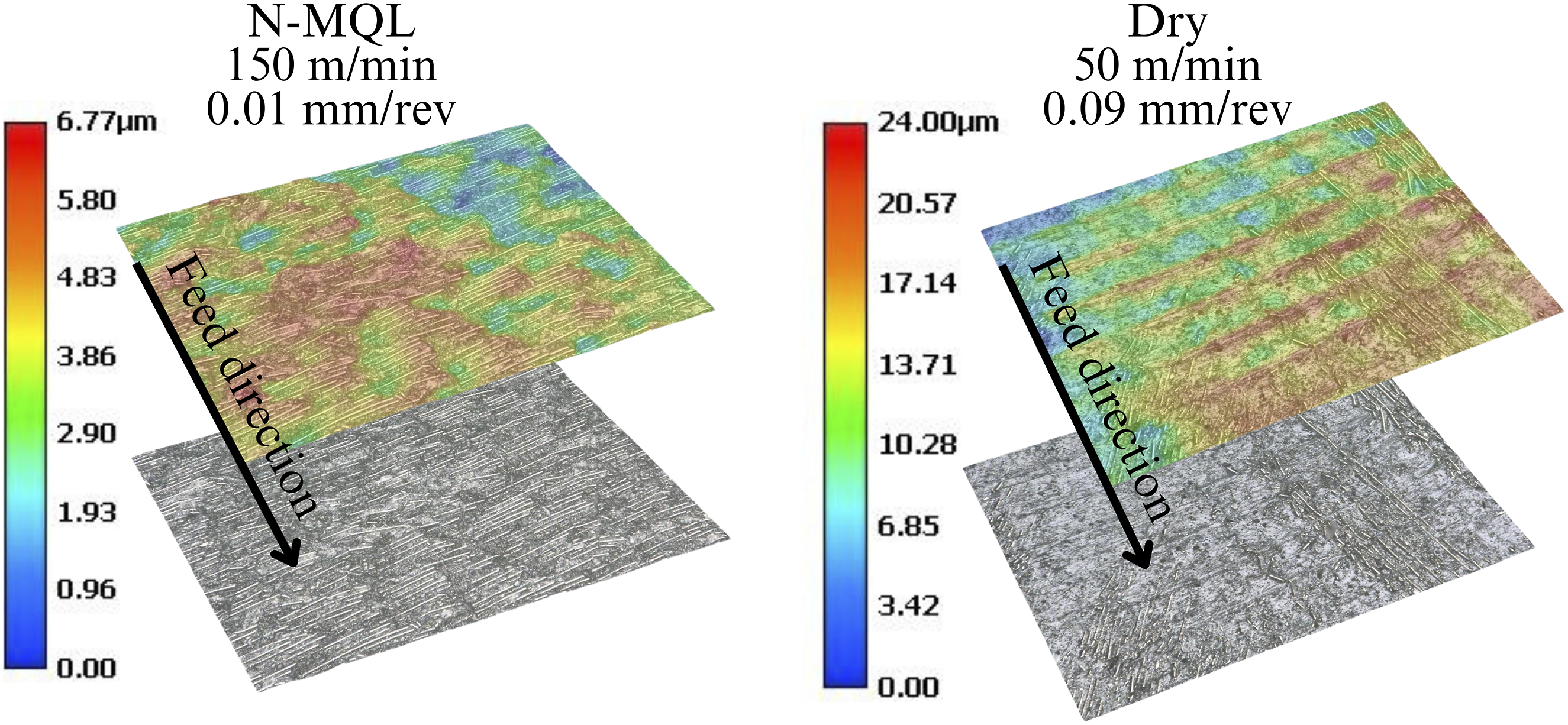
When the influence of
When the effect of cutting conditions was examined, the lowest values for surface roughness were obtained under N-MQL conditions. Comparing the N-MQL environment to dry and MQL environments, the former decreased surface roughness by 15.7% and 6.4%, respectively. The improvement in surface roughness when using N-MQL is attributed to several mechanisms such as surface mending, protective film formation, third body mechanism, rolling mechanism, and polishing effect by the nanoparticles in the fluid. 42 In the surface mending, nanoparticles settle into the grooves on the workpiece surface, effectively repairing them by filling in the gaps, thereby reducing the contact between the cutting tool and the work material and decreasing friction and wear. 43 Nanoparticles form a protective tribo-film coating over the machined surface, which reduces direct contact and minimizes friction. 44 In the third body mechanism, nanoparticles act as a load-bearing intermediary layer, distributing the pressure and reducing direct tool-workpiece contact. 45 In the rolling/sliding mechanism, nanoparticles act as miniature ball bearings between the tool and workpiece, facilitating smoother motion and reducing friction and wear. 46 In the polishing effect, due to their high hardness, nanoparticles can remove residues from the surface, further contributing to a smoother finish.
Burr height
Burr height plays a big role in machining. In terms of product quality, burrs cause unwanted roughness on the surface of the workpiece, damaging the aesthetic appearance and surface quality of the piece. Especially for parts that require precise dimensions and tolerances, burrs can negatively affect the final product’s compliance with specifications. In terms of functional performance, burrs cause jamming or misalignment during assembly of parts. In terms of reliability and durability, burrs cause stress concentrations on the part, which over time leads to cracks or premature wear of the part. In terms of post-processing operations, burr removal requires additional processing and cost. This may affect the overall efficiency and cost of the production process. Considering these reasons, it is crucial to perform cutting operations without burrs or with lower burr height. In the presented study, the burr height results corresponding to various cutting environments, Burr height results. Burr images obtained according to cutting conditions and high/low parameters.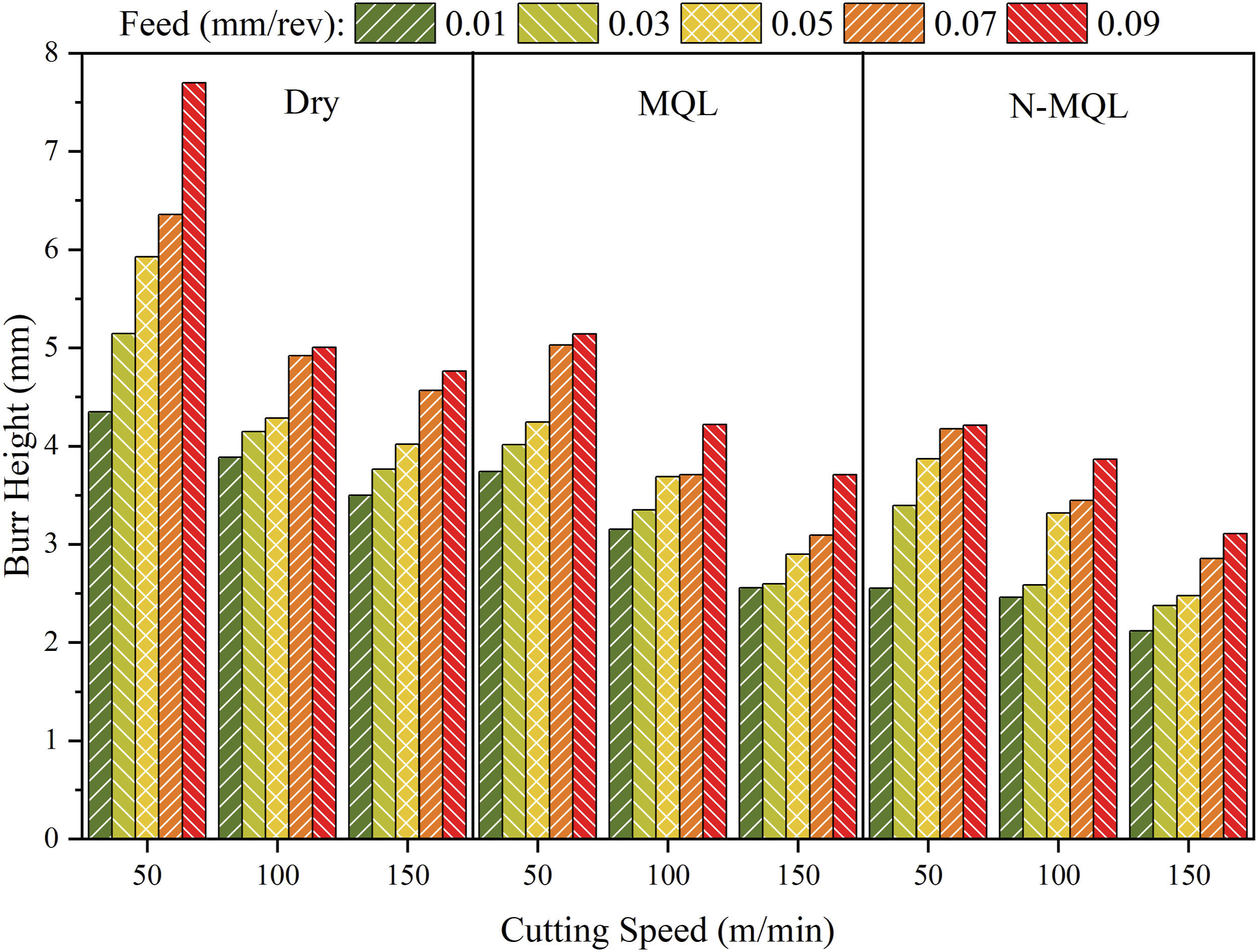
A low
The cutting temperature during dry cutting, which is higher than the Tg, caused thermal degradation of the PEEK matrix, resulting in higher burr height compared to the MQL and N-MQL conditions. Through the use of MQL and N-MQL cutting conditions, the burr height was lowered by 24.3% and 35.7%, respectively, in comparison to the dry-cutting condition. Also, N-MQL provided a 15.1% improvement over MQL. The reason for this situation is due to the improvement of the lubrication and thermal properties of the nanofluid prepared by adding MWCNT. The MWCNT lubrication mechanism in nanofluids is highly reliant on the formation of stable lubricating films, the rolling effect of the dispersed MWCNTs, and the synergistic interaction with surfactants that improve the overall tribological performance. 50 The increased lubrication feature of the vegetable-based cutting oil reduces friction, making the cutting process easier and, as a result, reducing the thrust force and cutting temperature, preventing the burr height from increasing. Additionally, due to the fact that MWCNT is more effective than other nanoparticles in enhancing thermal conductivity, 51 the cutting heat that is produced in the cutting zone is swiftly evacuated, which results in a gradual drop in the cutting temperature.
Dimensional error
Dimensional error in the machining of CF/PEEK materials is critical to product quality and functionality. Dimensional errors can directly affect assembly fit, part performance, and aesthetics. Therefore, it is necessary to determine the optimal cutting parameters during machining. In the presented study, the dimensional error results corresponding to various cutting conditions, Dimensional error results.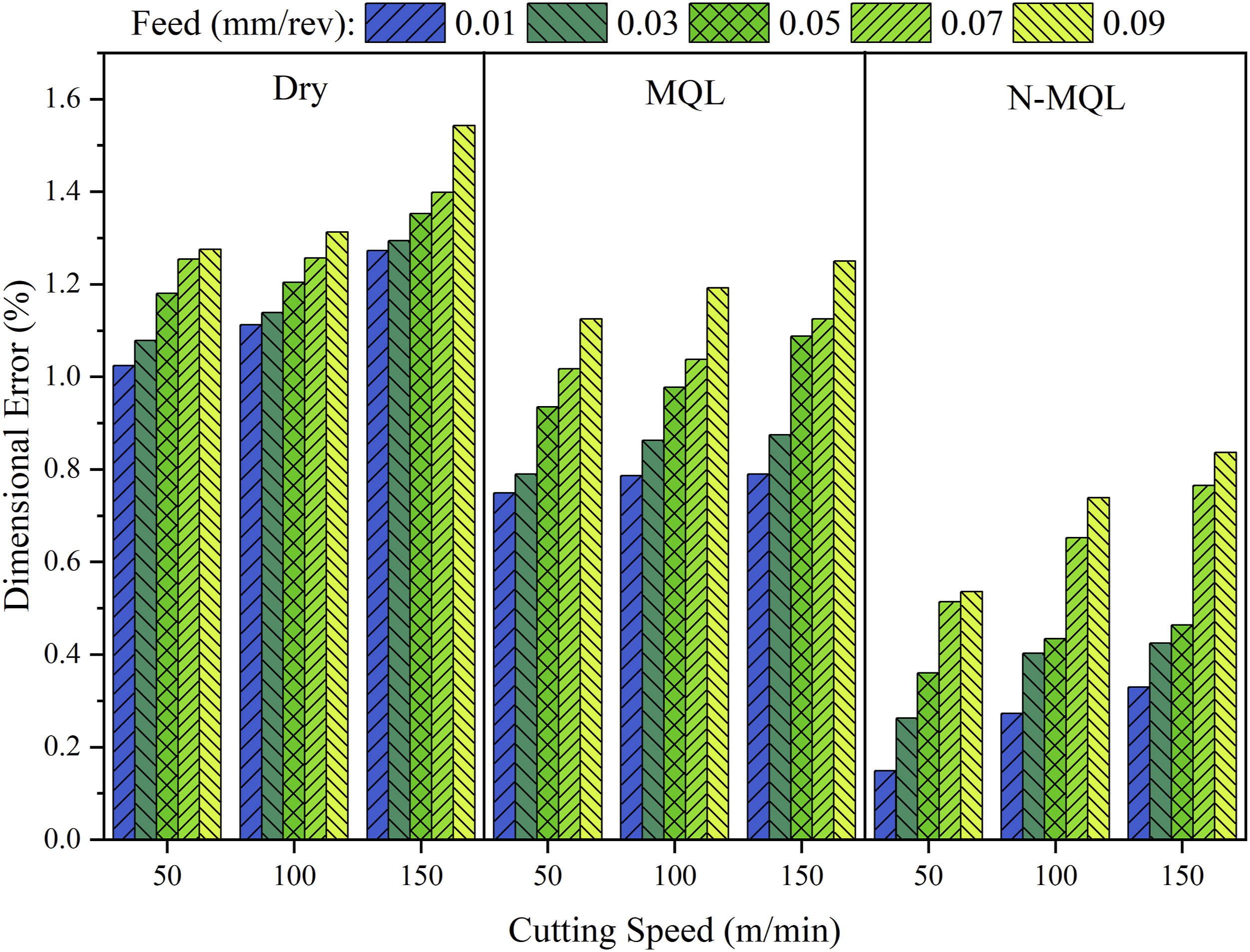
The dimensional error was reduced by 33.9% by lowering the
Multi-criteria decision-making results
Experimental results for constructing the decision matrix.
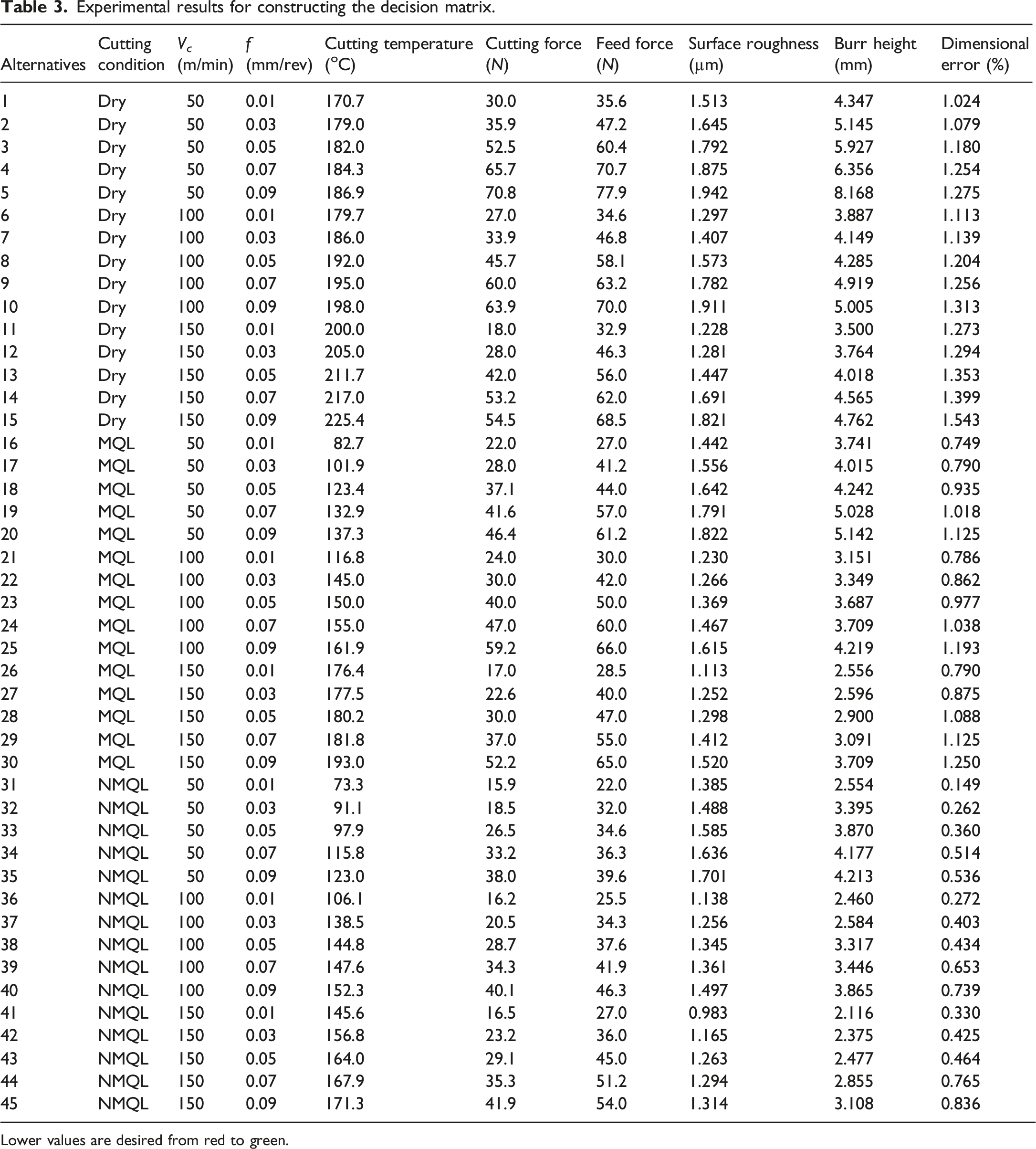
Lower values are desired from red to green.
Rankings obtained from MCDM approaches.
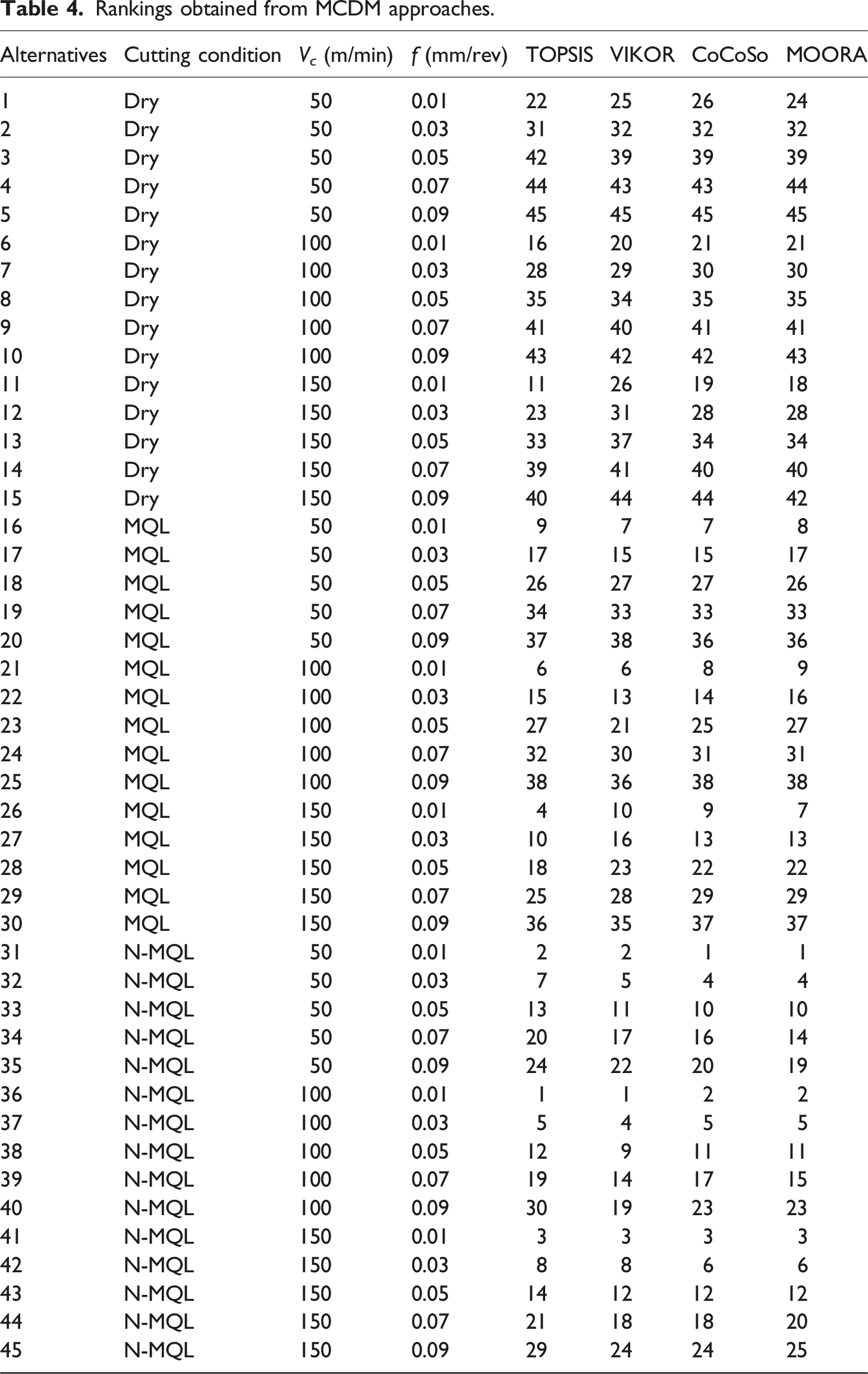
In contrast, alternatives using MQL (Alternatives 16–30) achieve moderate rankings, with some improvement, particularly at lower feed values. However, the most favorable rankings are observed under N-MQL conditions (Alternatives 31–45). Alternatives such as 31, 36, and 41 frequently appear among the top three across all four MCDM techniques. For these three best alternatives, TOPSIS and VIKOR methods recommend the same cutting parameters, while CoCoSo and MOORA methods recommend the same cutting parameters. N-MQL cutting condition and 0.01 mm/rev
Figure 11 illustrates radar chart analyses comparing three experimental conditions (Alternatives 5, 31, and 36) based on six key machining performance indicators: cutting force, feed force, cutting temperature, surface roughness, burr height, and dimensional error. The left chart provides an overall comparison, while the right chart focuses on a refined evaluation between Alternatives 31 and 36 by omitting the outlier Alternative 5. The results reveal that Alternative 5 demonstrated the poorest performance across all criteria, exhibiting significantly higher cutting and feed forces, elevated cutting temperatures, and deteriorated surface integrity. In contrast, Alternative 36 showed the most favorable outcomes in terms of cutting and feed forces as well as surface roughness, indicating enhanced machinability and improved surface finish. However, Alternative 31 outperformed Alternative 36 in dimensional accuracy and cutting temperature, albeit with a slight compromise in surface roughness and feed force. This reflects a trade-off between force/surface quality (Alternative 36) and dimensional/thermal stability (Alternative 31). Overall, the radar chart analysis underscores the importance of multi-criteria evaluation in selecting optimal machining conditions and suggests that Alternative 36 is preferable when surface integrity is prioritized, whereas Alternative 31 may be more suitable for applications demanding tighter dimensional control and thermal management. Radar chart comparison of machining performance indicators.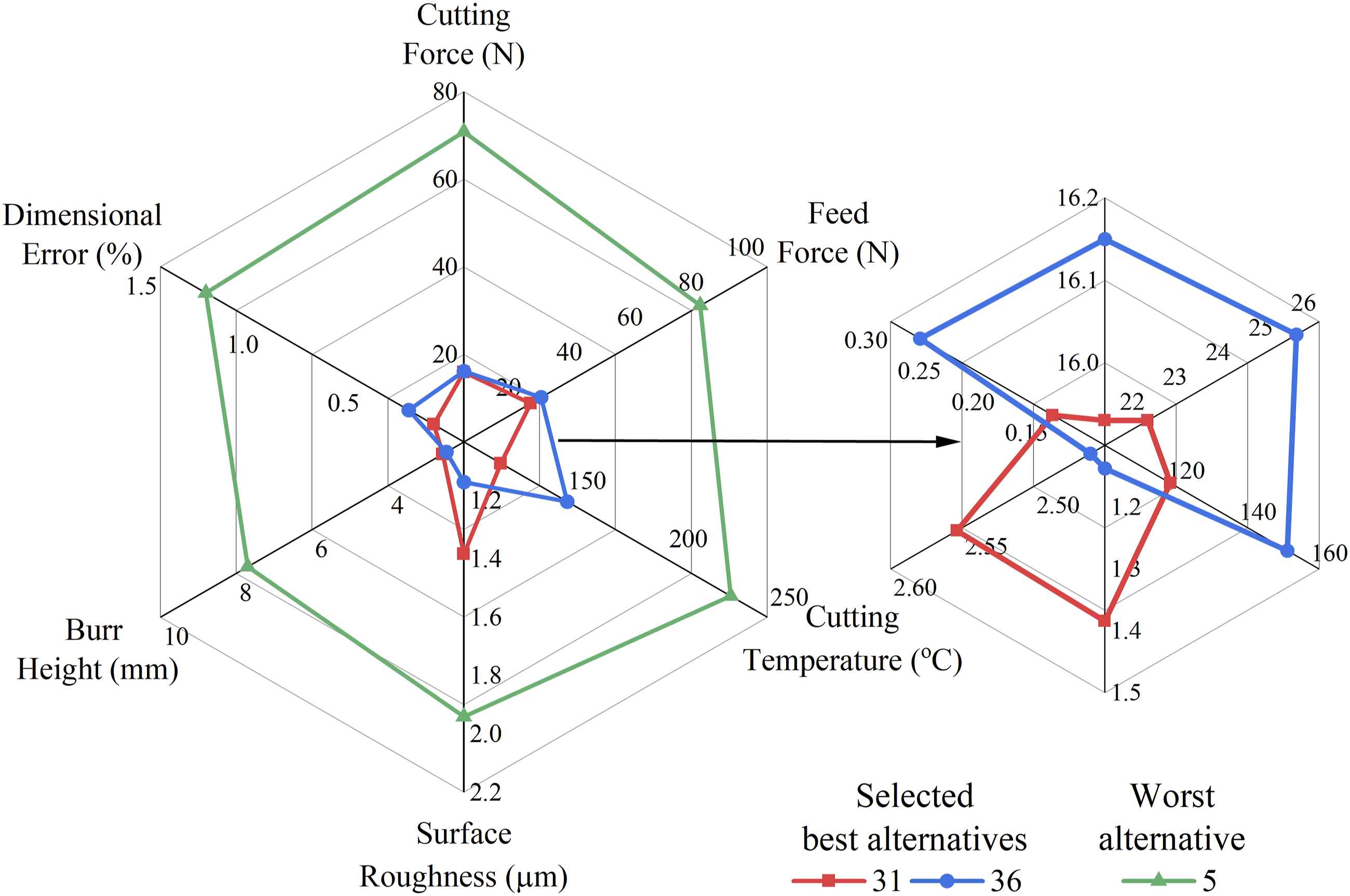
Although the ranking logic of the four MCDM methods varies (TOPSIS and VIKOR focusing on distance from ideal and regret measures, CoCoSo combining compromise solutions, and MOORA using ratio analysis) the results largely agree in terms of the best and worst alternatives. Minor variations are seen in the mid-ranked alternatives, particularly under MQL conditions, which may be attributed to each method’s unique normalization and aggregation strategies. Nonetheless, the consistency observed in identifying the superior performance of N-MQL confirms that MCDM methods can provide reliable and complementary insights when evaluating complex machining systems. These results support the broader conclusion that N-MQL is a highly promising technique for sustainable and efficient machining.
Conclusion
In the presented study, the minimum quantity lubrication (MQL) using the vegetable-based cutting oil method and MQL using the multi-walled carbon nanotube-reinforced nanofluid (N-MQL) methods were utilized for the initial time in the milling of carbon fiber-reinforced polyetheretherketone (CF/PEEK) thermoplastic composite and the machining performance was evaluated. Then, the optimum cutting parameters considering all machining responses were selected using TOPSIS, VIKOR, CoCoSo, and MOORA multi-criteria decision-making (MCDM) methods. The following are the findings derived from the conducted studies: • Under dry cutting conditions, the cutting temperature exceeds the glass transition temperature, adversely affecting the machining performance. • In the MQL technique, the cutting temperature at high cutting speed and feed exceeded the glass transition temperature, while the N-MQL technique provided machining under the glass transition temperature. • When comparing with dry cutting, the N-MQL technique achieved maximum improvements of 77.5%, 71.8%, 67.5%, 49.4%, 71.8%, 74.1%, and 90.4% in terms of cutting force, feed force, cutting temperature, surface roughness, surface topography, burr height, and dimensional error, respectively. • MCDM methods showed that to obtain optimum machining responses in CF/PEEK machining, the N-MQL method should be used as well as the low/average cutting speed and low feed values. • The innovation incorporated into the CF/PEEK machining process provides a platform for the sustainability-oriented aerospace industry and researchers to evaluate it in terms of enhancing machinability.
In the future, the effects of using different nanofluids as mono and/or hybrid on CF/PEEK processing performance will be investigated. In addition, sustainability assessment and optimization of CF/PEEK machining concerning carbon footprints and overall cost of machining will be carried out.
Footnotes
Acknowledgements
The authors would like to thank Turkish Aerospace Industries Inc. for the LIFT UP Industry-Focused Undergraduate Graduation Projects Program support and MIR Research and Development Inc. for the CF/PEEK thermoplastic composite material support.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Türk Havacılık ve Uzay Sanayii.