
Abstract
In this research, green composites were produced by reinforcing 30% hemp fiber by weight for the purpose of improving the properties of polylactic acid (PLA) polymer. Surface treatments such as alkali (NaOH) and silane (APTES), different modification methods such as poly (butylene succinate) (PBS) and thermoplastic polyurethane (TPU) blend processes, maleic anhydride (MA) coupling were all employed to improve fiber-matrix interfacial adhesion. Extrusion and injection molding were used to create PLA bio-composites, and their thermal, mechanical, and degrading characteristics were examined. The glass transition and crystallization temperature generally reduced, while the melting temperature and degree of crystallinity increased, according to Differential Scanning Calorimetry (DSC). Reinforcement of hemp fiber increased the tensile strength of all bio-composites. Compared to pure PLA, the tensile strength of N-H/PLA (alkali-treated hemp/PLA) is 54.3%, P-H/PLA (PBS-untreated hemp/PLA) is 24.69% improved the T-H/PLA (TPU-untreated hemp/PLA) had the best elongation at break value due to the TPU polymer’s flexibility. The N-H/PLA bio-composite showed the lowest soil degradability after neat PLA. The S-H/PLA (silane-treated hemp/PLA) offers the highest weight loss value. The FTIR spectra of APTES-treated hemp fibers did not change significantly. The N-H/PLA had the lowest water absorption, while the M-H/PLA (MA- untreated hemp/PLA) had the greatest.
Introduction
As environmental awareness and interest in sustainability grows, using biodegradable polymers is one of the most essential approaches to lessen the environmental impact of plastics made from petroleum. 1 Plastic waste residues have detrimental effects on the environment, the marine ecosystem, and human health. In this regard, the World Health Organization (WHO) called for a reduction in plastic pollution in a declaration that was published in 2019 2 to protect the environment and limit human exposure. Using eco-friendly materials derived from natural sources is crucial when designing products since the materials used to manufacture them are one of the most important factors to consider. Researchers have been concentrating on creating biodegradable plastics for these reasons in recent years. Studies have reported that green composites made of biodegradable polymers and natural fibers have a high potential to replace traditional petrochemical-based polymers.3,4 In this sense, PLA has started to be favored for use in biomedical applications, apparel and packaging due to its features such as high modulus and strength, effective moisture control, biocompatibility and bio-absorption. 5 PLA, a polymer obtained from microbial fermentation, derived from sustainable resources like lactic acid, and degradable by the simple effect of microorganisms in the environment, 6 is an important main matrix for biodegradable polymer composites.
The fact that PLA has a brittle structure reduces the diversity in its application areas, but adding reinforcement elements is among the greatest methods for enhancing its qualities. 7 Natural fibers made of plants, animals, or minerals are employed in green composites as reinforcing because of their high mechanical characteristics, low cost, sustainability and biodegradability. In previous studies, some researchers have investigated the mechanical or biodegradability characteristics using different reinforcing elements such as PLA/jute, 8 PLA/rami, 9 PLA/Kenaf,10,11 PLA/flax,8,12 PLA/rice husk, 10 PLA/Bamboo, 13 PLA/cotton. 14 Since a bio-composite’s toughness, strength, and modulus depend on chemical interactions, the adhesion between the fiber and the matrix at the interface is essential. Many results demonstrated that the chemical processes (alkali and silane, e.g.) improve the bio-composites’ interfacial adhesion. 11 In literature, there are limited studies examining the soil biodegradability characteristics of composites reinforced with hemp fiber. Besides the natural fiber additive, the lack of biodegradable polymer composite studies supported by additive elements such as Thermoplastic Polyurethane (TPU) and Polybutylene succinate (PBS), which support biocompatibility and degradability, has been the focus of our study.
In this study, for better fiber-matrix adherence; 1- alkali (NaOH) was used to modify the hemp fiber’s surface, 2- the surface of hemp fiber was modified with silane (APTES), 3- hemp/PLA blend was grafted with MA at the extrusion stage, 4- hemp fiber/PLA was blended with TPU and 5- hemp fiber/PLA was blended with PBS and also 6-untreated hemp fiber/PLA, and 7-pure PLA samples were produced for reference.
Therefore, this study examined the water absorption and soil burial biodegradability characteristics of PLA composites reinforced by adding TPU, PBS and Maleic with 30% hemp fiber with and without surface treatment. Tensile tests, Differential Scanning Calorimetry (DSC), Fourier Transform Infrared Spectroscopy (FTIR) and Scanning Electron Microscopy (SEM-EDX) tests were performed.
The study is expected to contribute to the literature by examining the reactions that may be shown when bioplastics are disposed of in soil or water at the end of their lifespan. In addition, due to its ability to be produced with a method such as injection molding, where complex geometry designs can be applied, it is believed to be an alternative to metal and plastic materials in many sectors, such as automotive and packaging.
Experimental studies
Materials
Raw hemp fibers were donated by Narlısaray (Samsun, Türkiye) Headman’s Office. PLA (Luminy LX175 Total Corbion) in pellet form, having a melt flow index of 6 g/10 min and a density of 1.24 g cm−3 (at 210°C, 2.16 kg weight), glass transition temperature 55°C–60°C, elongation at break max. 5%, tensile strength 45 MPa, was provided by Kumru Kimya, Türkiye. The thermoplastic elastomers Bio-PBS (PTT MCC Biochem) and Bio-TPU (Desmopan DP.33085AU DPS300) used to produce the composites had a density of 1.27 g cm−3 and 1.24 g cm−3, respectively. [3-(2-aminoethyl amino) propyl] trimethoxy (APTES) silane coupling agent (Sigma-Aldrich), maleic anhydride (Sigma-Aldrich) for grafting PLA (Tekkim, Türkiye), and initiator Benzoyl peroxide (Sigma-Aldrich) were procured. Every other chemical used in manufacturing was purchased from nearby commercial suppliers.
Specimen preparation
The fibers were first submerged in 80°C water for ten minutes, and then rinsed under tap water to eliminate all foreign substances such as (dust, wax, and dirt). The fibers were then meticulously combed with a metal brush after being dried for 24 hours in an oven set to 80°C. Optical laser measurements of fiber diameters were between 50 and 150 μm. Surface modification methods (alkali and silane treatment) applied to the fibers were carried out as follows:
For treatment with alkali, the fibers were dipped in a solution of 5% NaOH at room temperature for a period of 30 minutes with occasional stirring. They were then washed thoroughly in tap water until neutral (pH: 7.0-7.1) and then allowed to dry for 48 hours at 80°C in an oven. 15
For the treatment of Silane, hemp fibers were submerged in a solution with 2% APTES/ethanol content for 2 hours at room temperature. Following multiple ethanol washes, the fibers were dried for 4 hours at 80°C in the oven. 16
For the compatibilization process, maleic anhydride (MA) was added along with benzoyl peroxide (BP) as an initiator. For the blending process, TPU and PBS were manually added as part of the extrusion.
The aspect ratio (L/D) of the reinforcements has an influence on the mechanical performance of the composites. A low aspect ratio can lead to low elongation at break and brittleness, while on the other hand, care was taken to ensure that the extrusion process is also possible. The treated and untreated fibers were manually cut to 5–8 mm. 17 Using lengths of 5 to 8 mm (5000 to 8000 µm) and diameters of 50 to 150 µm, respectively to produce aspect ratios of min. 33 to 50 and 53 to 160, respectively. The values of 33 and 160 were the extremes of the average fibers aspect ratio (L/D). After the fibers were shortened, dried for 6 hours at 80°C in an oven. Due to its superior value for tensile strength, it was deemed appropriate to use powder PLA rather than granule. 18 After being ground into a powder using a micronizer, the PLA was dried for 48 hours at 50°C in the oven, and in an oven set to 80°C, the fibers were dried for 24 hours. According to reports in the literature, 19 30% is the ideal ratio to achieve the composite’s optimum results. For this reason, 30% hemp fiber by weight was chosen.
Bio-composites were produced in two stages to obtain homogeneous samples. In the first stage, samples were produced using a melt mixing process in a twin-screw extruder (GM/Twin16, Türkiye). Since a homogeneous mixture could not be achieved with PLA due to the low density of natural fiber, the extruder hopper was fed manually. 150 rpm was the screw rotation speed, and the section temperatures were 160, 160, 170, and 180°C.
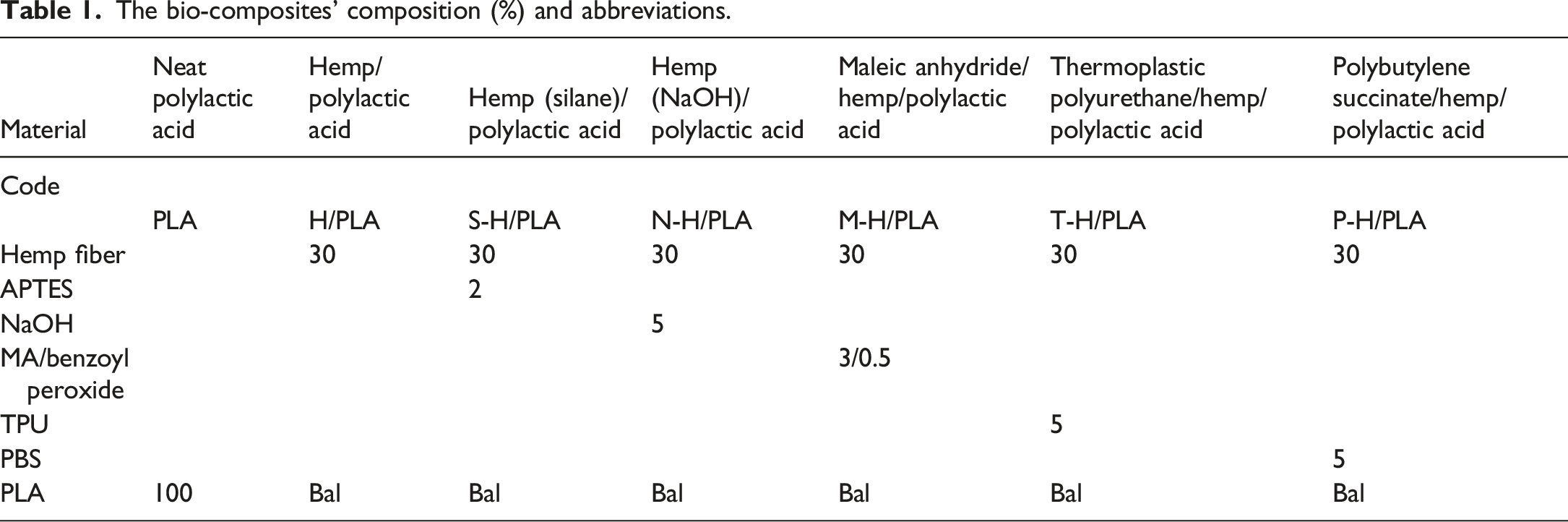
The bio-composites’ composition (%) and abbreviations.
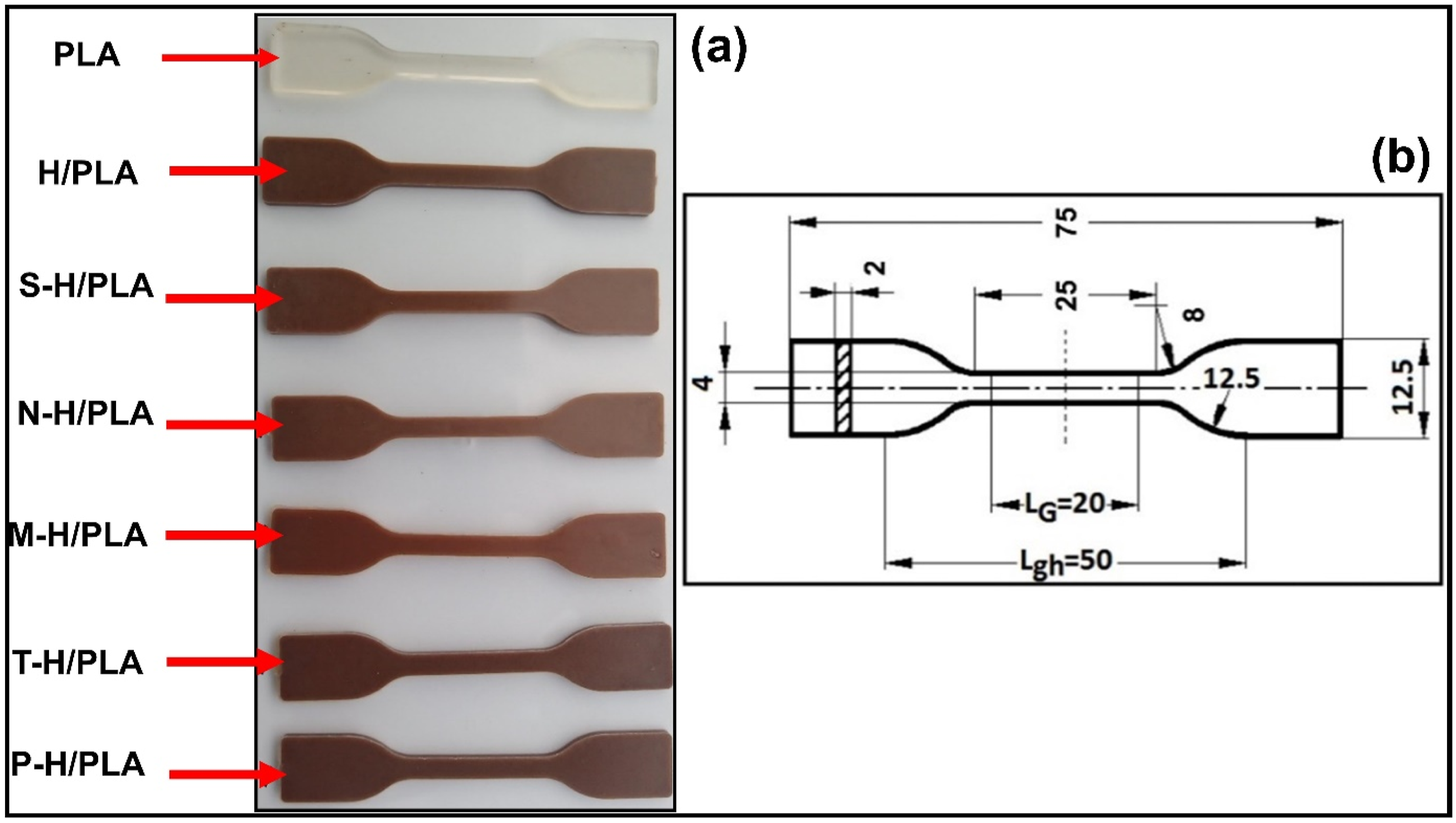
After injection molding, (a) tensile samples, (b) samples technical drawing (ISO 527/2-5A). 20
Characterization
Morphologies of the PLA and produced composites were investigated employing the Scanning Electron Microscopy SEM-EDX (Zeiss Sigma VP, USA). Treated and untreated hemp fiber surfaces, tensile fracture surfaces, and soil degradation surfaces were examined. Before SEM studies, the fibers and samples were treated with gold to improve electrical conductivity and produce better images.
Using Thermo Scientific, Fourier Transform Infrared (FTIR) analysis was conducted, Model Nicolet iS50. The samples were scanned over wave numbers from 700 to 3500 cm−1.
The thermal characteristics of the PLA and PLA bio-composites were described using a Differential Scanning Calorimetry (DSC) analyzer (Mettler-Toledo/DSC/700). Samples of 8–10 mg were heated from 25°C to 200°C
19
at a rate of 10°C per minute. All measurements were carried out at a 50 mL/min flow rate in a nitrogen (N2) atmosphere. The crystallinity percentage (Xc) was calculated utilizing the equation that follows:
The bio-composite specimens for tensile testing were prepared based on ISO 527/2-5A standard. Tensile test was performed on a SHIMADZU Autograph testing machine with a constant head speed of 1 mm/min at ambient temperature. Average values and standard deviation of at least three specimens were tested.
Water absorption test
Water absorption’s impact on raw PLA and PLA bio-composite samples was investigated as per ASTM D570-98. The specimens were oven-dried for 24 h at 70°C and weighed by employing a precision balance with 0.1 mg accuracy (W0). Then, the samples were immersed in distilled water at room temperature and kept in water for 24 days. During this period, they were removed from the water with an interval of 4 days, and after the excess water on the surface was wiped away with a cotton cloth, they were immediately (Wt) weighed and returned to the water. The weight difference was used to calculate moisture absorption. The following Equation was used to calculate the percentage of weight gain (Wabsorption) due to water absorption:
Wt is the weight of the sample after immersion time t and W0 is the initial weight of the sample.
Soil burial test
The biodegradation of bio-composite samples were tested via soil burial testing by referring to similar test reported in published literatüre.
22
In the soil degradation test, flowerpots were filled with soil and rectangular composite samples measuring 17 × 12.5 × 2 mm were buried in the soil without any compost material or enzyme activity. To ensure aerobic degradation, garden soil was sieved (particle size <2 mm), and samples were buried 3–4 cm above the bottom and 12–15 cm below the surface. The pots were kept at room temperature for 3 months (June, July, and August) by adding approximately one glass of water every other day to keep the soil moisture at 80%. It was taken back from the soil at different stages of decomposition (30, 60 and 90 days). At each stage, in order to eliminate soil, the samples were carefully cleaned with water. To get a consistent weight, the samples were oven-dried at 60°C. Weight loss before and after testing is measured, biodegradability was evaluated with equation (3) below.
Results and discussion
SEM and EDX results after fiber modification
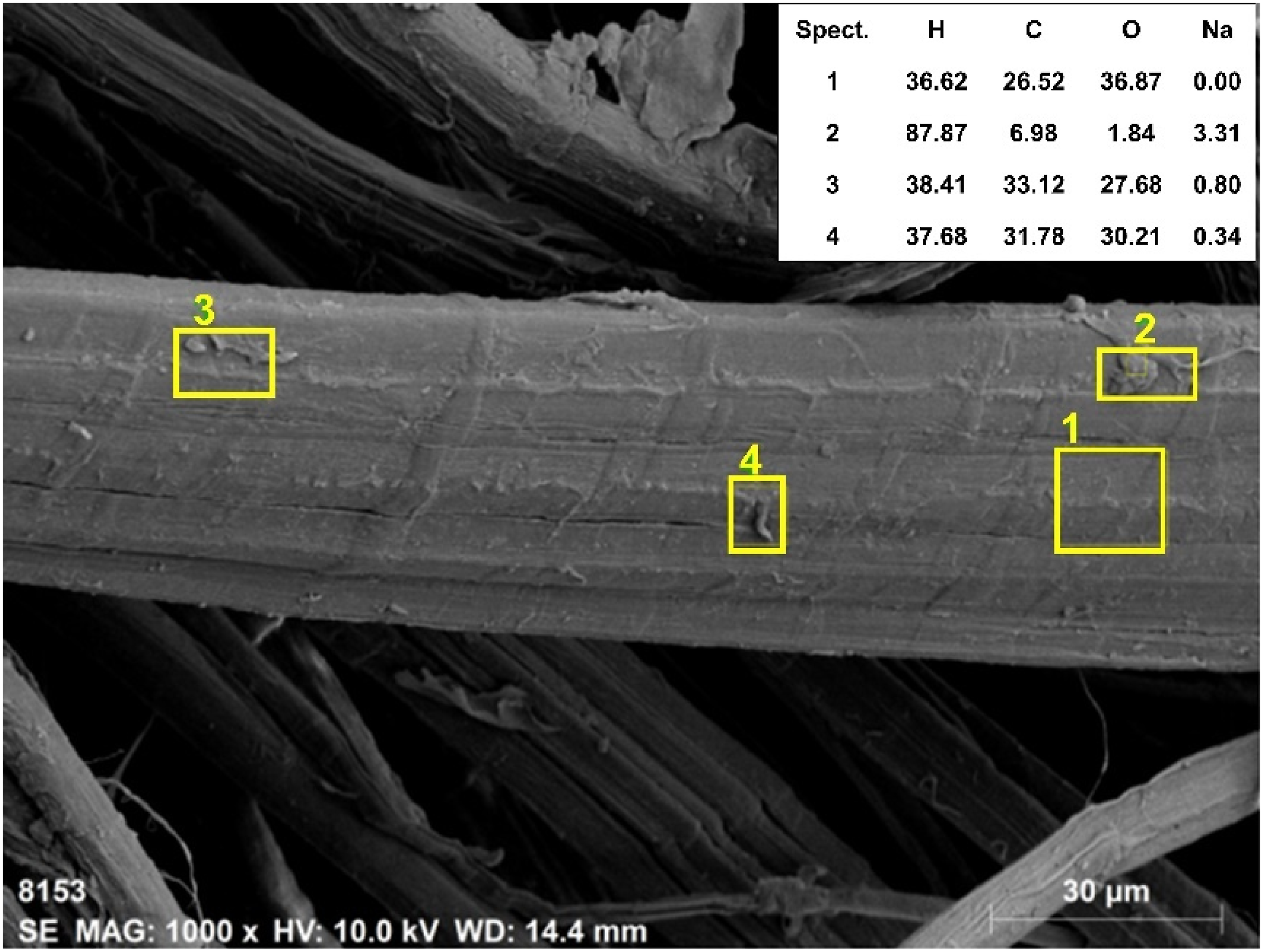
Figures 2–4 show SEM micrographs and EDX analyses of treated (NaOH, APTES) and untreated hemp fiber surfaces. EDX analysis of hemp fiber without surface treatment. EDX analysis of hemp fiber with NaOH surface treatment. EDX analysis of hemp fiber with APTES surface treatment.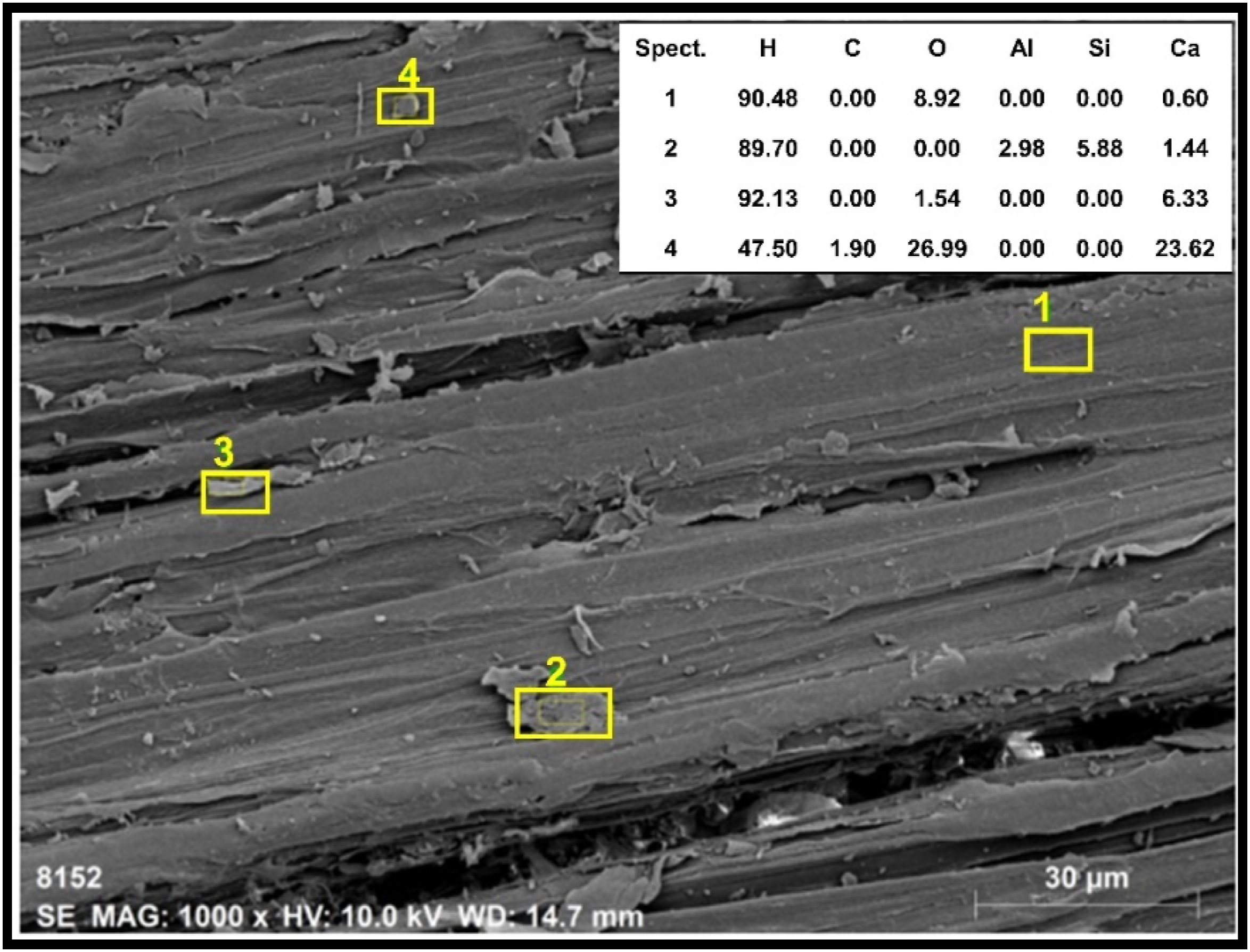
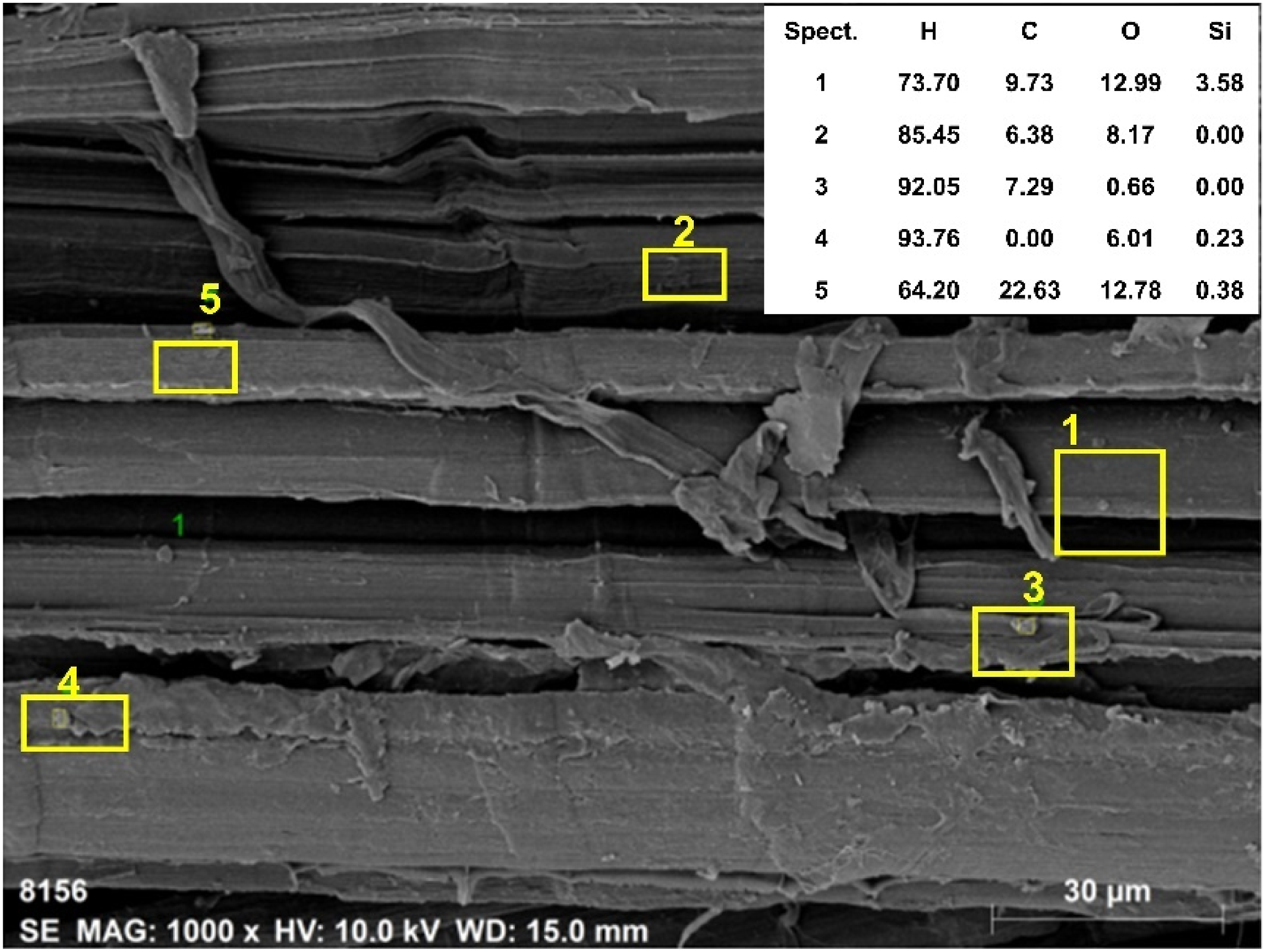
In all three fiber samples, the percentage of hydrogen (H) is at the highest level, and oxygen (O) and carbon (C) follow hydrogen in surface-treated fibers. The hydrogen in the cellulose can create hydroxyl bonds with oxygen on the fiber surface, increasing the amount of moisture that the cellulose absorbs. 24 The elemental composition of untreated hemp fiber is depicted in Figure 2 and includes H, C, O, silicon (Si), calcium (Ca), and trace amounts of aluminum (Al). Ca in the untreated fiber is ascribed to crystals of calcium oxalate (found in gum) and has been reported as the cause of the waxy surface. 25
The EDX analysis in Figure 3 shows the chemical content of hemp fiber after NaOH alkali treatment. According to the elemental composition of hemp fiber with NaOH surface treatment, H, C, O, and Sodium (Na) were identified in the fibers. The mercerization process using NaOH solution is what causes the presence of Na in the fibers.
Although Al, Si, and Ca elements are not observed in the hemp fiber structure after NaOH treatment, Na’s presence is a very low percentage. The absence of the element Ca indicates that the waxy structure has been removed. 25 It shows that the applied surface treatment eliminates silica in the fibers without degrading the cellulose. 26 It was demonstrated that treated hemp fibers had a higher C to O atoms ratio than untreated hemp fibers. This difference indicates that the amount of C increased and the O content reduced due to phenolic hydroxyl groups being successfully converted to phenolic ethers. 27 Furthermore, the Na content is only around 1% because the NaOH residue is almost eliminated during washing.
According to the element composition of APTES surface treated hemp fiber, H, C, O, and Si were found in the fibers’ composition. EDX analysis confirmed the existence of silicon content on the surface of hemp fiber after APTES treatment (Figure 4).
According to earlier research, APTES treatment effectively blocks hydroxyl groups in hemp fiber, decreasing the percentage of O. This is likely because the APTES-treated hemp fiber has Si-O bonds formed, which bind OH groups. 28
Fourier transform infrared (FTIR) spectra analysis
The chemical composition of hemp fibers and their functional groups can be verified by FTIR analysis. Figure 5 compares the hemp fiber’s FTIR spectra before and after chemical treatments, with the corresponding band positions in Table 2. FTIR analysis results of composites. Wave lengths and associated chemical groups of fibers after FTIR analysis.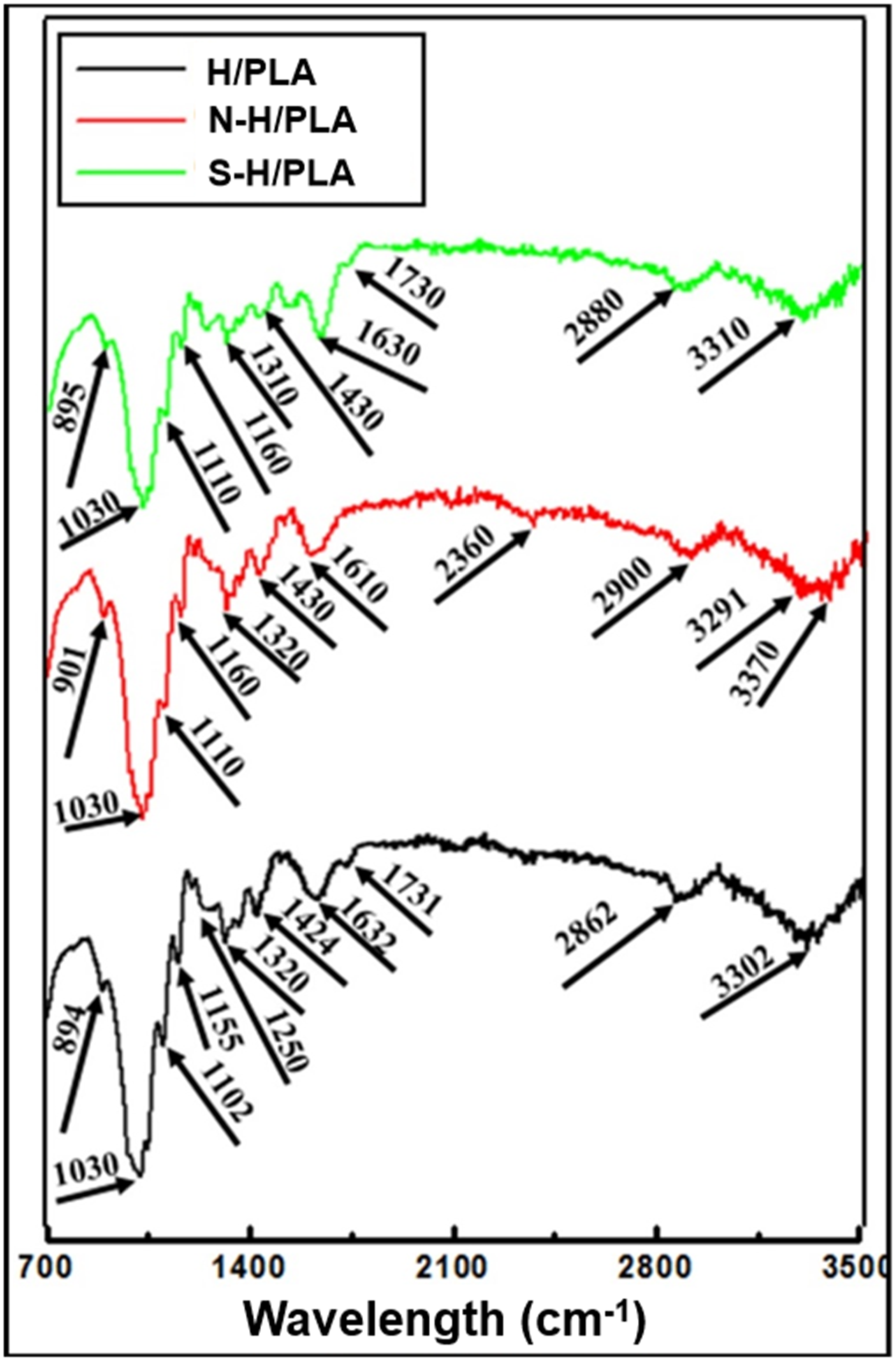
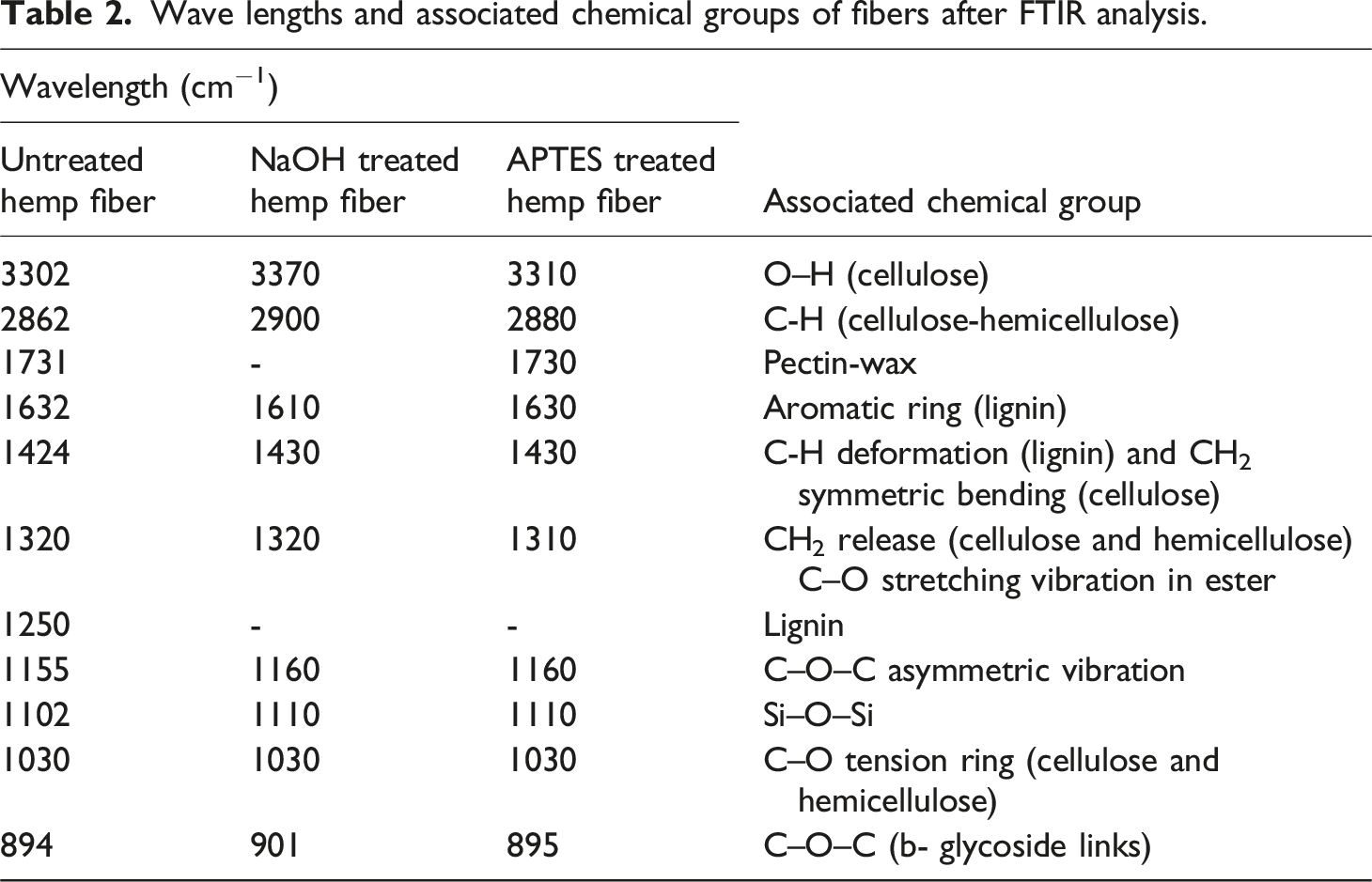
The signals of the three main components of untreated hemp fiber—cellulose, hemicellulose, and lignin—are readily discernible in the spectrum. In all spectra, the peak at about 3302 cm−1 is attributed to the cellulose hydroxyl O-H stretching and the peak at about 2862 cm−1 is attributed to the hemicellulose C-H stretching. After NaOH and APTES treatment, decreases in these peaks are observed. The decrease in the 3302 cm−1 peak is due to the decrease in hydrogen bonds on the hemp fiber’s surface. 29 It is seen that NaOH treatment removes pectin and wax, which peak at 1731 cm−1 in untreated fibers, from the fiber surface. 30 The absence of a peak at 1731 cm-1 in the NaOH-treated fiber confirms the binding of the acetyl ester group to hemicellulose 31 and that hemicellulose is also eliminated from the surfaces of hemp fibers after alkaline pretreatment. 32 When compared to the untreated and NaOH-treated fibers, the FTIR spectra of the hemp fibers did not significantly change, indicating that the APTES treatment did not exhibit any reactivity. The formation of Si–O–Si bonds, which result from a chemical reaction between silane and hemp, is responsible for the peak at 1110 cm−1 that is visible in APTES-treated fibers and indicates the presence of a polysiloxane network. 33
Differential scanning calorimetry (DSC)
PLA and hemp/PLA bio-composites DSC curves as a function of different modification methods at temperatures ranging from 25°C to 200°C are shown in Figure 6. The melting enthalpy (ΔHm), glass transition temperature (Tg), crystallization temperature (Tc), melting temperature (Tm), heat of fusion (ΔHc) and crystallinity (Xc) values from DSC measurement of the materials that were examined are displayed in Table 3. Composites analyzed using differential scanning calorimetry (DSC). DSC analysis results of bio-composites.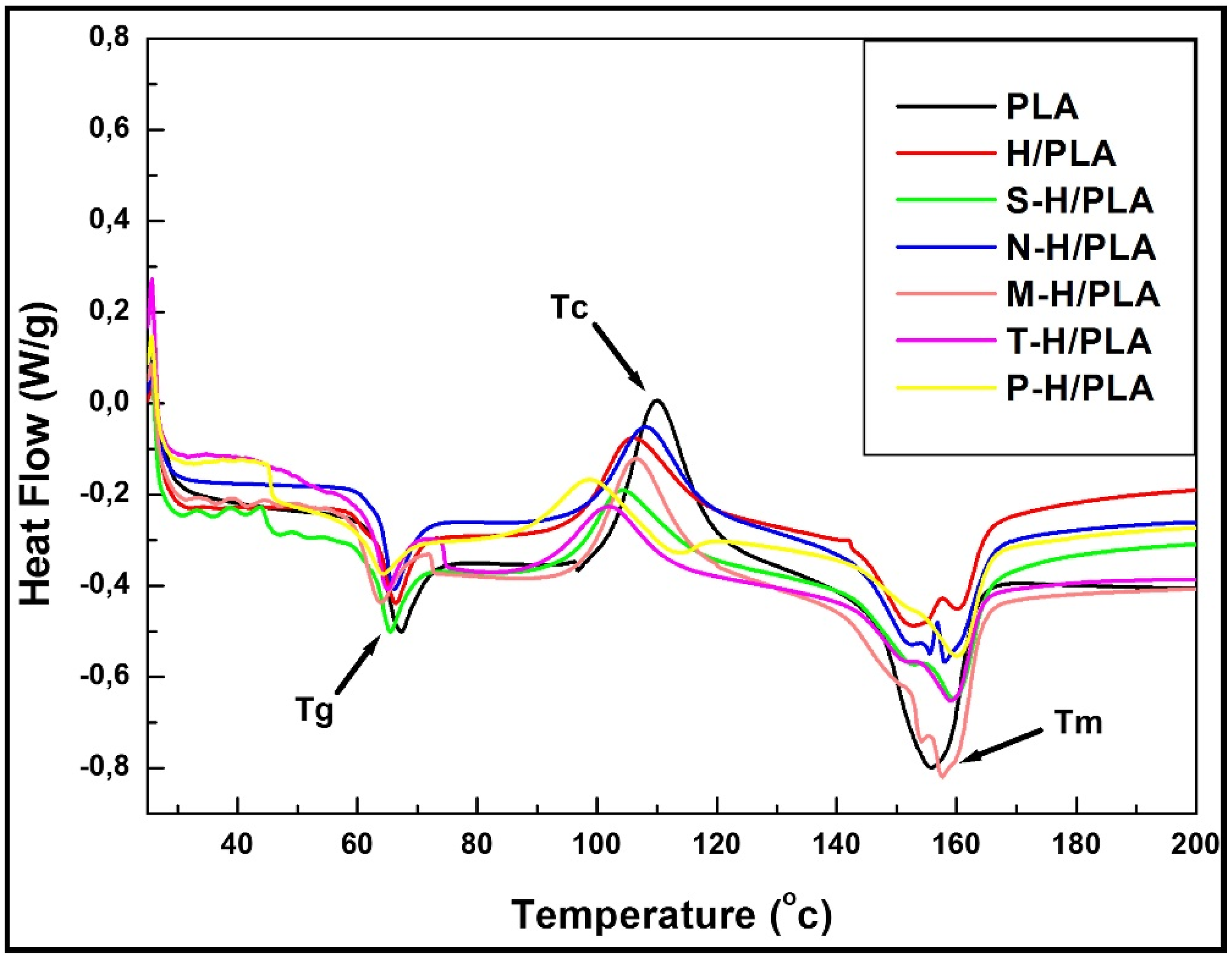
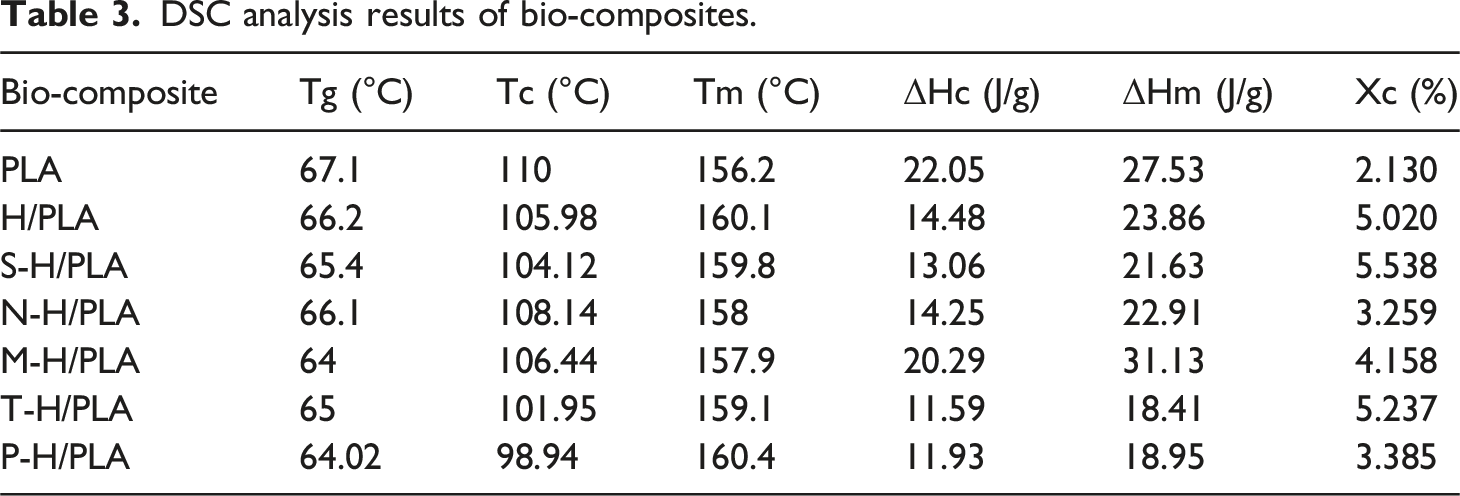
Pure PLA had a Tg value of 67.1°C. The glass transition temperature for all bio-composites drops by a maximum of 3°C with slight variation. However, hemp fiber causes an increase in the chain mobility of PLA, while the Tg of all bio-composites shifts towards the left side (Figure 6). This indicates that although fiber-PLA interfacial interactions improve chain mobility due to the glass transition, they are insufficient. 34 The H/PLA glass transition temperature and surface-treated S-H/PLA, and N-H/PLA experienced slight decreases, such as 66.2, 65.4 and 66.1°C, respectively. With compatibilizer, the M-H/PLA sample produced the lowest Tg value, 64°C. MA groups between PLA and hemp fibers effected on the free volume regions by reducing PLA regularity and increasing the possibility of further movement for PLA chains. 35 Thus, it supported the mobility of polymer chains for lower temperatures compared to pure PLA. According to Yu et al., 33 the application of MA compatibilizer in short ramie fiber reinforced PLA matrix caused an improvement in the PLA molecule chain’s mobility, reducing its Tg. The Tg value decreased to 65 and 64.02°C for the bio-composites T-H/PLA and P-H/PLA, respectively.
The crystallization of polymeric composite systems is known to be governed by two primary factors. The first factor, additives, have a nucleating impact that raises the crystallization temperature and increases the crystallization degree. Secondly, in composites, additives prevent polymer molecular chains from migrating and diffusing to the surface of the polymer crystal, causing the crystallization temperature to decrease, which has a negative effect on crystallization. The crystallization temperature in this investigation of pure PLA at 110°C decreased for composites containing hemp fibers. Tc values were 105.98°C for H/PLA, 104.12°C for S-H/PLA, 108.14°C for N-H/PLA, 106.44°C for M-H/PLA, 101.95°C for T-H/PLA and 98.94°C for P-H/PLA, respectively. This shows that hemp fibers prevented the migration and diffusion of polymer molecular chains to the growing polymer crystal’s surface, negatively affecting crystallization and causing a reduction in the temperature of crystallization. 36
Pure PLA has a single melting point of around 156.2°C. PLA’s melting characteristics are affected by the presence of hemp fibers. Double melting peaks are seen at higher temperatures when hemp fibers are added. The literature shows similar outcomes. 36 For modified bio-composites, the double melting peak may result from two distinct crystals forming types 37 or the melting or recrystallizing the trans-crystalline region. 38 Although the Tm value increased for all bio-composites, it reached its peak value in the P-H/PLA bio-composite with an increase of 4.2°C. This is assumed to happen due to the PBS polymer limiting PLA segments’ ability to move freely and form crystallites. 39 Additionally, natural fiber mass significantly decreases between 200°C and 220°C; above this point, irreversible fiber destruction takes place. 19
Other than M-H/PLA, the melting enthalpy decreased in bio-composites. The melting enthalpy of M-H/PLA bio-composite is higher than pure PLA, with a value of 31.13 J/g. Despite a decline in the heat of fusion across all bio-composites, the M-H/PLA bio-composite exhibited the highest value, measuring 20.29 J/g. The values obtained by calculating the crystallinity percentages are given in Table 3.
The increase in crystallinity percentage indicated that hemp fibers played an efficient nucleating function that accelerates PLA’s crystallization process and thus improves the crystal growth rate. This is consistent with studies of typical natural fiber-reinforced bio-composites such as PLA/hemp fiber, 40 PLA/kenaf fiber, 38 and PLA/flax fiber. 41 The increase in crystallinity of the M-H/PLA composite can be attributed to MA’s nucleating action, which may aid in forming more crystals in the polymer structure. 42
Tensile test results
All bio-composites showed an increase in tensile strength over that of pure PLA. The limited increase in the tensile strength of the H/PLA bio-composite obtained through the inclusion of untreated fiber might be brought on by inadequate fiber wetting, leading to a weak interface. 43 One possible explanation for the inadequate PLA matrix wetting on untreated fibers could be because non-cellulosic surface components envelop the cellulose’s –OH groups, which oversee possible matrix bonding. Silane surface-treated S-H/PLA bio-composite showed a 51.6% increase in tensile strength value compared to pure PLA. APTES, which was used as the coupling agent to strengthen the hemp fibers’ and PLA matrix’s interfacial bond, increases the tensile strength and modulus by binding to the surface of the hemp fiber and to the PLA on the other hand. In contrast, the silanol groups that emerge while hydrolyzing on the one hand, bind to the hemp fiber surface during the surface treatment. 44
Observations show that the tensile strength of alkaline surface-treated N-H/PLA composites is quite good, with a 54.3% increase compared to pure PLA and a 24% increase compared to untreated H/PLA composites. It demonstrates that the N-H/PLA bio-composites tensile characteristics are improved when hemp fibers are treated with 5% NaOH alkali, eliminating surface contaminants hindering fiber-matrix attachment.17,43 Additionally, Nurazzi et al., 45 it has been reported that after surface treatment of fibers, the fibrillation effect caused by the disintegration of hemicellulose and the bundles of fiber rearrange into fibrils in the tensile deformation direction, enhancing the tensile strength.
The tensile strength of the untreated hemp fiber reinforced bio-composite M-H/PLA was produced by adding 3% MA compatibilizer, which increased by 34.56%. MA compatibilizing agents effectively interact with the matrix’s and fiber’s functional surfaces. During the compatibilization process, in the amorphous region of the cellulose structure, MA reacts with the hydroxyl groups (OH), taking the OH groups out of the fiber cells, decreasing the hydrophilic tendency and creating a brush-like long-chain polymer coating on the fiber surface. 46 This covalent bond between the fiber’s hydroxyl and MA groups provides an effective bridging feature. 47 Yu et al. 48 reported in their studies that adding 3% MA increased the tensile strength of reinforced PLA composites using short ramie fibers.
It was noted that by adding 5% TPU to the untreated hemp fiber reinforced PLA, comparing T-H/PLA composites to pure PLA, the tensile strength improved by 29.63%. This increase in tensile strength was expressed in the literature with similar results in the study of Pandey et al. 49 with wood sawdust-reinforced PLA/TPU blend composites. Similarly, it is evident that the P-H/PLA’s tensile strength is 24.69% higher than that of pure PLA.
Unlike pure PLA, the fibers added to PLA limit the polymer chain’s mobility and increase its resistance to elongation at break.
43
This decrease in elongation at break values reveals that bio-composites show a more pronounced brittle behavior than pure PLA. Hemp fibers provide rigidity and restrict deformation on the matrix, which may cause the material’s ductility to decrease.
50
T-H/PLA bio-composite exhibited more ductile behavior than other bio-composites, with rupture values of 3.23% and N-H/PLA 3.19%. The soft segment of TPU provides flexibility and elastomeric properties, resulting in increased elongation at break.
49
H/PLA showed the lowest elongation at break with a value of 2.25%. Figure 7 shows the tensile strength and % elongation of the bio-composites. Tensile strength and % elongation of composites.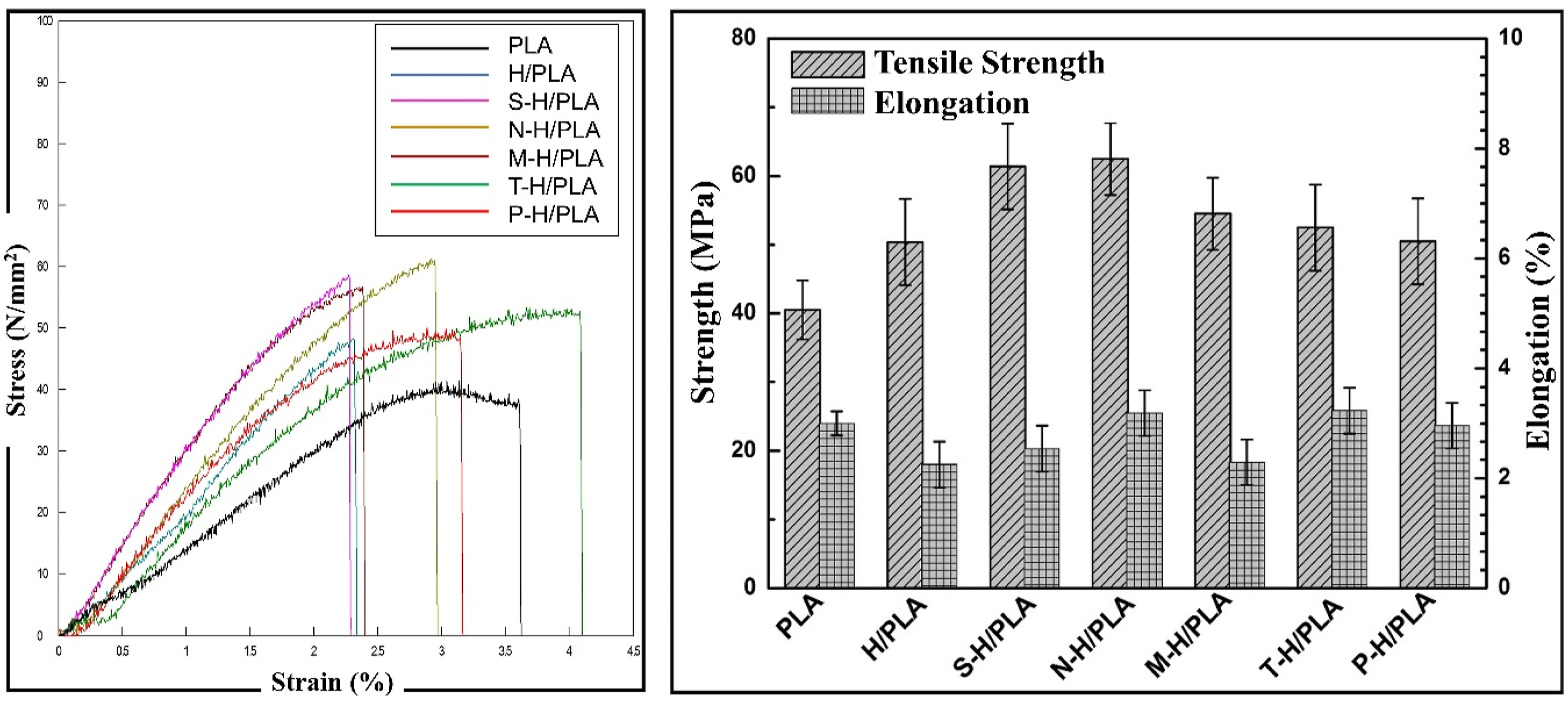
SEM images of the fracture surfaces of untreated H/PLA, P-H/PLA, T-H/PLA, M-H/PLA and treated S-H/PLA and N-H/PLA hemp fiber reinforced PLA bio-composites are displayed in Figure 8. It has been noted that bio-composite fracture surfaces have a fibrous structure extending from the surface with local ductile fracture. The enlarged fracture surface image of H/PLA bio-composite exhibits surface abrasion and fiber breakage during processing. The apparent presence of fiber breaks and fibrillations on the fracture surface of S-H/PLA and N-H/PLA bio-composites explains the enhancement of the composites’ tensile strength characteristics.
43
This suggests that an effective fiber-matrix compatibility has been achieved, and the stress has been successfully transferred to the fibers. However, failure to attach matrix material to the fiber surfaces in the surface image of the M-H/PLA composite reflects the weak fiber-matrix adhesion.
51
Fiber bending and fiber breaks are observed on the T-H/PLA bio-composite surface. The surfaces of the untreated fibers in the P-H/PLA bio-composite are clean, and they are drawn. This suggests that there is insufficient adhesion between virgin hemp and PLA. Additionally, no orientation is seen in the SEM micrographs as expected. Hemp fibers were greatly damaged during the twin-screw extrusion process, deforming the fibrous structure. Similar results were found in the literature.41,52 When these images are examined, pull-out fibers and fiber deformations can be seen on the breaking surfaces. Voids occurring in bio-composites can cause fiber-matrix interface incompatibility. Additionally, it is noted that the rupture passes through the fibers. SEM images of fracture surfaces of bio-composites after tensile test (a) H/PLA, (b) S-H/PLA, (c) N-H/PLA, (d) M-H/PLA, (e) T-H/PLA, (f) P-H/PLA. 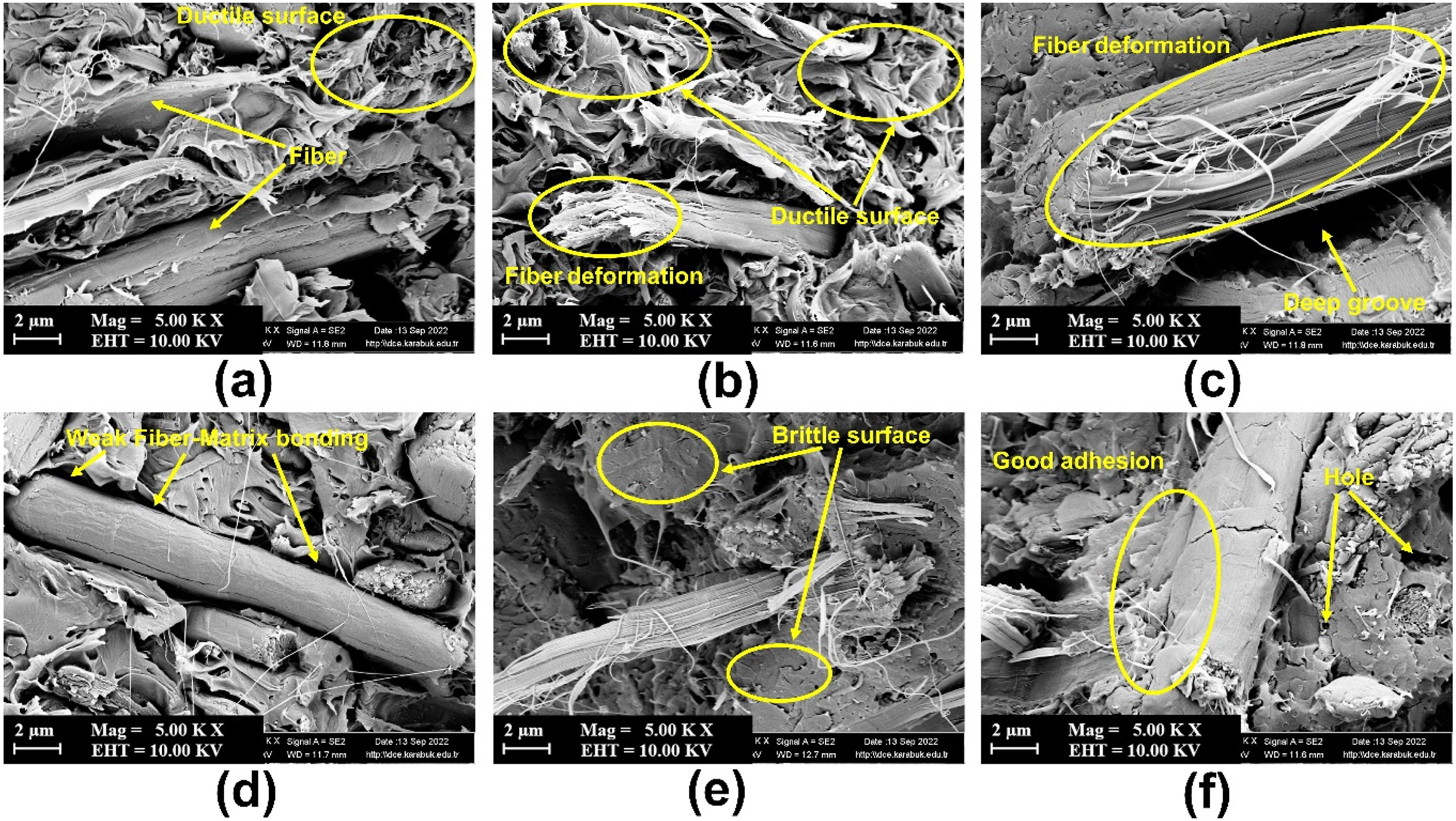
Water absorption test results
Figure 9 shows the impact of composites made by adding PLA with raw and treated hemp fiber on water absorption behavior. After 24 days of testing, the water absorption in pure PLA was 0.53% due to its hydrophobic structure. Hemp fiber is hydrophilic because it contains plenty of hydroxyl groups. Fiber content is the primary element influencing composites’ water absorption because PLA has a relatively low water absorption capacity.
53
The hemp fiber’s potent hydrophilic action, as well as the fibers’ surface treatments, allowed the absorption rate to accelerate. Therefore, significantly more water was absorbed during the first 20 days and then stabilized for all composites. It has been observed that the fibers’ surface treatment (NaOH and APTES) and other polymer and chemical mixtures (TPU, PBS and MA) added to the composite increase the amount of water absorption in the composites. Consistent with these findings, the M-H/PLA composite exhibited a maximum water absorption of 6.16%. Water absorption test of pure PLA and PLA composites.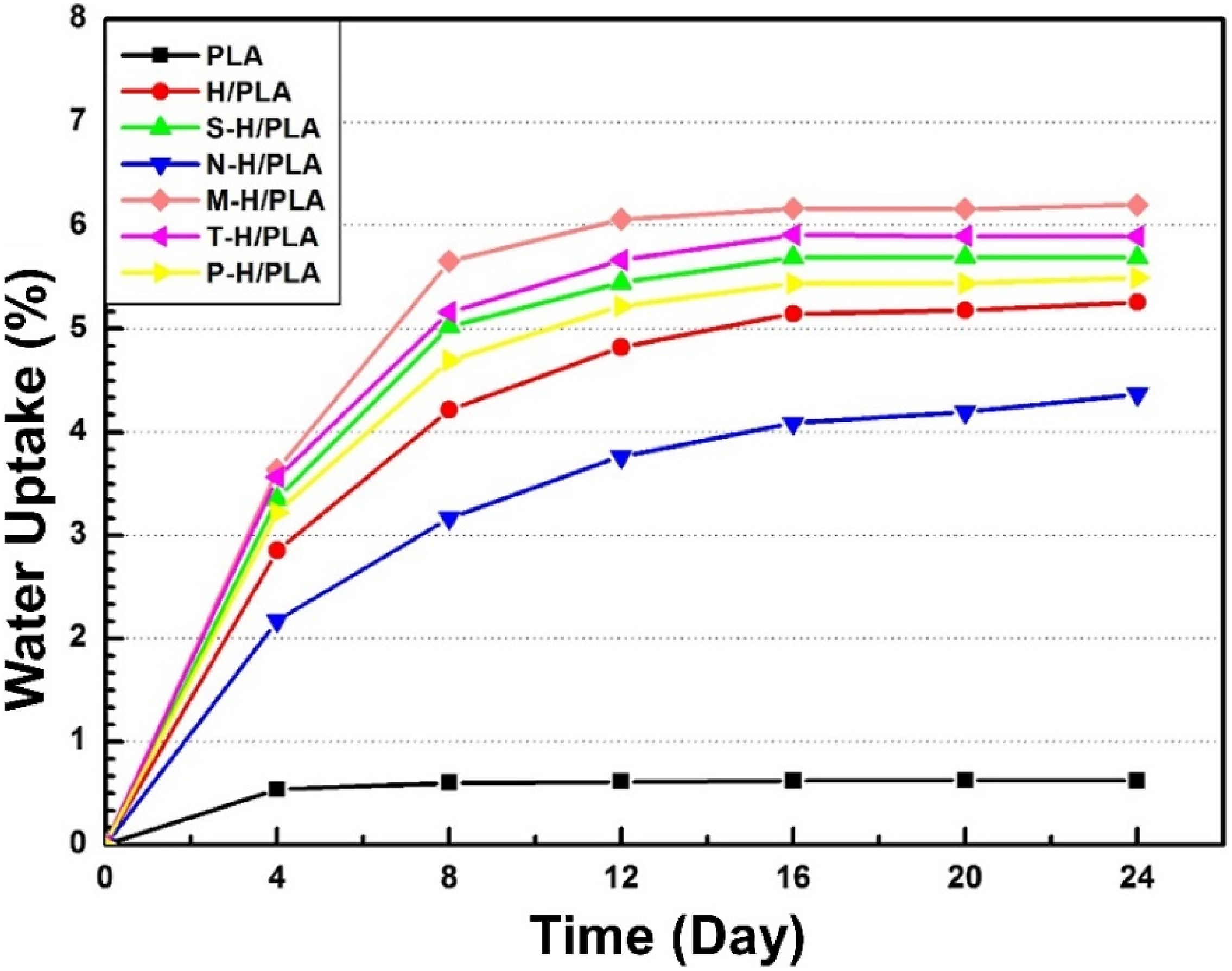
Soil degradation test results
Figure 10 gives the weight loss graph of the composites after the soil degradation test. In the first thirty-day period of the degradation test, conducted in soil with 30% moisture content, a weight increase was seen in all samples. For this reason, the hydrophilic hemp fiber in the composite swells when it comes into contact with moisture. Therefore, the first weight increase is observed in the composite. Furthermore, it can be said that the fiber surfaces roughened by the surface treatments applied to the fibers support the hydrophilic feature of the fiber. The high cellulose content of hemp (about 74%) causes the fibers to swell, creating microcracks and allowing more water to enter the interface, resulting in swelling stresses that accelerate the composite’s degradation.
54
Thus, it was observed that the fibers, which reached moisture saturation at the end of 30 days, decomposed and therefore lost weight at the end of the 60- and 90-day periods. Throughout the first 30 days, a steady weight rise (Figure 10) was seen in every sample. This is because, in parallel with the results of the water absorption test, the material absorbs moisture and swells as a result, causing weight gain.
22
Even though the samples are washed every 30 days and dried in an oven at 60°C until they reach a constant weight, they still contain a certain amount of moisture. Thermal drying of lignocellulosic fibers containing high amounts of lignin is chosen between 80°C and 150°C. The average moisture content of such fibers is generally 7% and around 105°C is preferred for drying.
55
As such, drying bio-composites is inappropriate within the temperature range to guarantee that lignocellulosic fibers have no moisture content. Weight losses due to soil decomposition.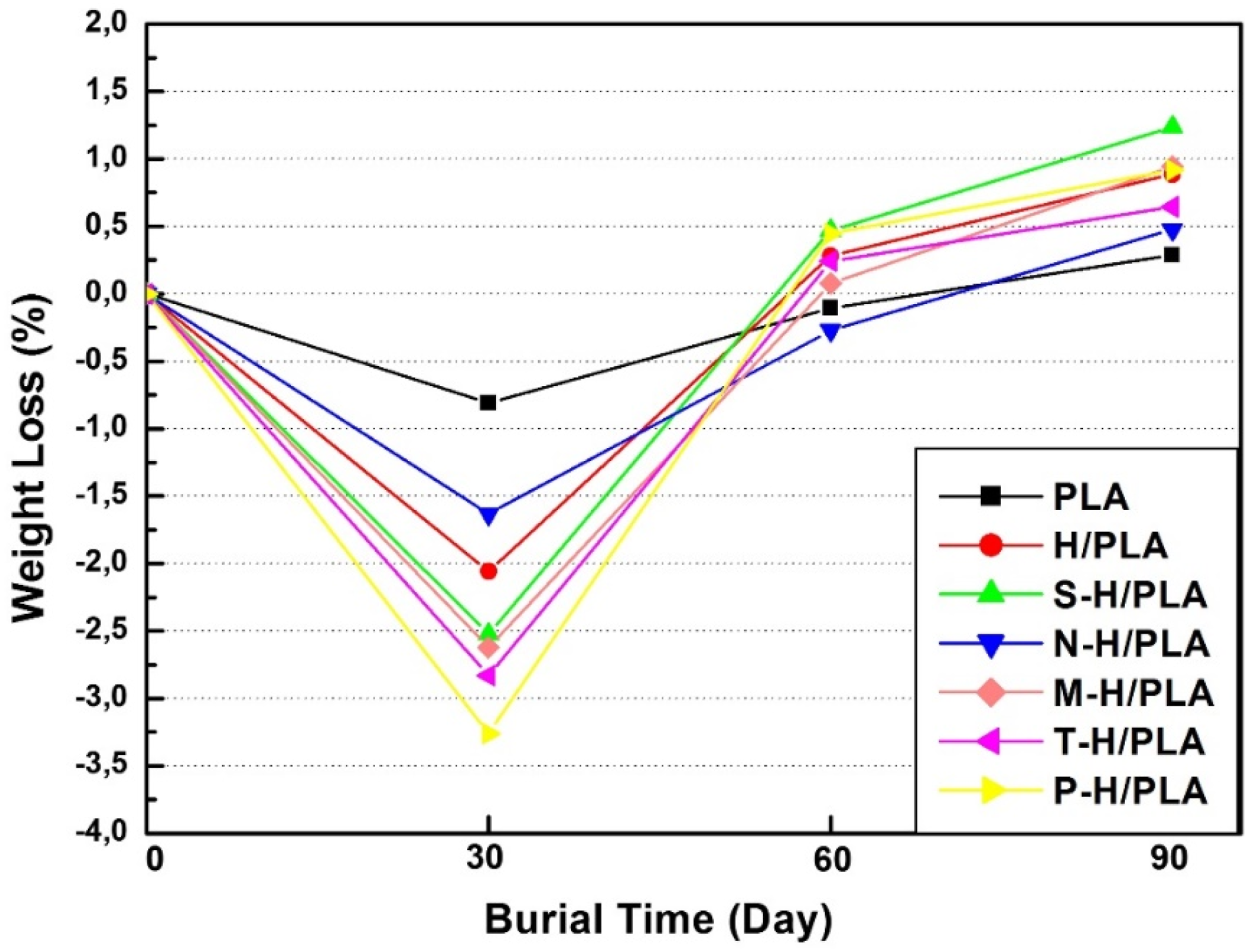
Hemp fiber reinforcement increased the degradation rate of all bio-composites compared to pure PLA. Similarly, Tanjung et al. investigated coconut shell powder reinforced PLA bio-composites and reported that coconut shell powder is a lignocellulosic material and accelerates the hydrolytic degradation of PLA matrix, thus increasing the biodegradation rate. 56 Since the water absorption rates of bio-composites can provide information about their biodegradation, the N-H/PLA bio-composite, which has the lowest water absorption rate compared to other bio-composites, also showed the lowest soil degradability after pure PLA. The generally observed slow degradation rate can be attributed to the low temperature of the test environment, averaging 30°C. However, the enzymatic environment 56 and high ambient temperature 57 used in the literature significantly increased the degradation rate.
As the composite cracks continue, moisture transfer becomes active through increasing capillaries and microcracks.
58
Subsequently, the effect of water molecules attacking the interface causes the fiber and matrix to separate.
59
This situation can be seen in the SEM-EDX images given in Figure 11. SEM images and EDX analyzes of bio-composites after degradation in soil (a) PLA, (b) H/PLA, (c) S-H/PLA, (d) N-H/PLA, (e) M-H/PLA, (f) T-H/PLA, (g) P-H/PLA.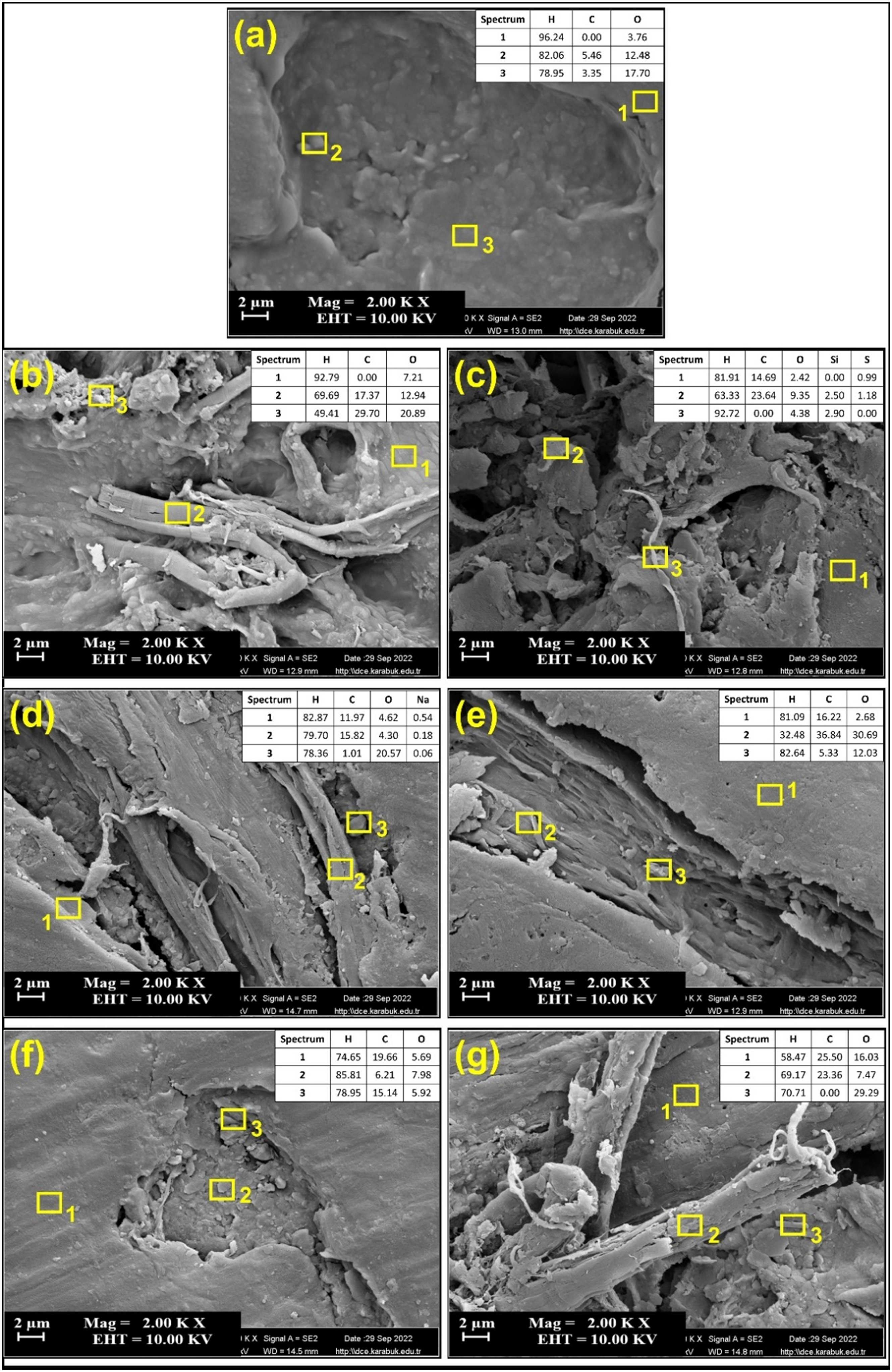
Apart from moisture, other components in the soil similarly support the degradation process of the composite. Biodegradation, defined as the process in which bacteria, fungi, yeast and their enzymes use the plastic as a food source and the original form is destroyed, 60 occurs due to microbial activity growing inside or on the plastic’s surface. 61 Considering this, the most crucial environmental parameters for the biodegradation of polymers are pH, temperature, moisture level, oxygen content,62,63 and soil composition. SEM image analysis shown in Figure 11 revealed that the fibers that had finished absorbing moisture had peeled off from the primary matrix, and the main matrix was hollowed out.
Additionally, when the EDX analyses of surface-treated fibers are examined, the amount of oxygen is relatively low compared to other composites, but the amount of hydrogen is relatively high. This is due to the emergence of air-filled voids due to the PLA main matrix not being able to fully wet the fiber surface. 64
Conclusions
Comprehensive studies on materials derived from sustainable sources enable industrial designers to be better equipped to design products that reduce environmental influence. The selection of material is essential as the environmental impact of a product is significant at every stage of its life cycle, from sourcing and production to use and end of life. In this study, bio-composite samples were produced by applying surface treatments to the fibers and adding hemp fiber to enhance the PLA polymer’s mechanical and biodegradable characteristics. Tests and analysis have typically demonstrated that adding natural fibers can enhance many of the features of polymers. The investigation also demonstrated that various modification techniques could be applied to improve fiber-matrix compatibility. Bio-composites’ characteristics can be enhanced, obtaining a superior fiber-matrix interface to satisfy different needs, particularly with alkaline surface treatment fiber modification. As a result of this study, which investigated several modification techniques through experiments to produce hemp/PLA bio-composites: 1. In general, the most promising outcomes for hemp-reinforced PLA composites have been obtained through alkaline pre-treatment of hemp fibers and silane surface modification. NaOH treatment, which reduces fiber diameters, eliminates a certain amount of the fiber cell wall’s external surface, including lignin, wax, hemicellulose, and oils, exposing more cellulose molecules. With the application of silane, the fiber surfaces became cleaner with the creation of a siloxane layer, the silane binding agent, on the fibers’ surface. However, given the price of silane agents, it is thought that a basic alkali treatment might be adequate to improve the characteristics taken into consideration significantly. 2. According to the EDX analysis results, H, C, O, Ca, Si and Al were found in the elemental composition of untreated hemp fiber. After NaOH treatment, the hemp fiber structure observed H, C, O and low amounts of Na elements. H, C, O and Si elements were found in the element composition of APTES surface-treated hemp fiber. 3. When the FTIR spectra was examined, the presence of pectin-wax seen at the wavelength of 1731 cm−1 of the untreated hemp fiber was eliminated from the fiber surface by NaOH surface treatment. This shows that the acetyl ester group binds to hemicellulose and separates it from the fiber surface. The peak at 1110 cm−1, which shows the presence of the polysiloxane network in the chemical reaction that occurs because of APTES surface treatment, indicates Si–O–Si bonds. 4. The crystallization temperature and the glass transition temperature values for all bio-composites decreased, but the melting temperature values increased, according to the data gathered from the DSC thermal study. The enthalpy of melting decreased for all bio- composites, except M-H/PLA, while the heat of fusion decreased. Due to the inclusion of hemp fiber and the modification processes applied, the crystallinity percentage of all bio-composites increased. 5. The PLA matrix’s incorporation of hemp fiber improved all composites’ tensile strength. The bio-composite N-H/PLA demonstrated the maximum tensile strength, 54.3% increase compared to pure PLA, and strong interfacial adhesion between fibers and the matrix. The high Xc value in the DSC results is compatible with the findings. Because the TPU blend provides flexibility, T-H/PLA composite gave the best elongation at break value of 3.23%. 6. Water absorption of N-H/PLA bio-composite is quite low compared to pure PLA and all other bio-composites. M-H/PLA bio-composite exhibited the highest water absorption of 6.16%. 7. In soil degradation tests, after 90 days, the N-H/PLA bio-composite showed the lowest soil degradability after pure PLA. The S-H/PLA bio-composite had the highest weight loss value. SEM images confirmed these results.
Footnotes
Acknowledgements
This study is part of the PhD thesis of one of the authors (Çevik Elen), and she wishes to thank the financial support of the Karabuk University, Türkiye, Scientific Research Projects Support Unit (BAP) with the project code KBUBAP-21-DS116.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: this work was supported by the Karabuk University; KBUBAP-21-DS116.