
Abstract
We present a fused sequential addition and migration (fSAM) algorithm to generate synthetic microstructures for long fiber reinforced hybrid composites. To incorporate the bending of long fibers, we model the fibers as polygonal chains and use an optimization framework to search for a non-overlapping fiber configuration with the desired properties. As microstructures of hybrid composites consist of materials with varying characteristics, e.g., different fiber orientation distributions or fiber volume fractions, the unit cell needs to be divided in subcells. Then, the objective function is required to account for the characteristics of the subcells individually. To ensure that the location of a fiber is restricted to its respective subcell, we apply box constraints during the optimization procedure. Depending on the materials and the manufacturing processes, the interfaces within hybrid composites show either strict separation or interlocking of the different materials. Hence, we enable selecting the box-constraint type to model the interface according to the desired composite. We provide a detailed discussion of the extensions of the original fSAM algorithm to generate hybrid composites, considering two alternative procedures to handle the box constraints during the optimization procedure. As the selection of the box-constraint type influences the synthetic microstructures, we investigate the shape of the interfacial areas and the computed effective stiffnesses. Last but not least, to validate the capability of the fSAM algorithm to generate representative microstructures, we compare the resulting mechanical behavior with experimental data.
Keywords
Introduction
State of the art
Driven by the need for materials which feature high specific stiffnesses and permit to be mass-produced, fiber-reinforced composites play an essential role for lightweight technologies.1–3 Of central importance are fiber-reinforced hybrid composites, which consist of different fiber-reinforced material systems, as they enable tailoring the material to specific requirements. In the field of hybrid composites, the continuous-discontinuous fiber-reinforced polymers (CoDicoFRP) represent an innovative material class which combines the high load-bearing capacity of the continuous (Co) reinforcement with the design freedom of the discontinuous (Dico) reinforcement. 4 To use CoDicoFRP for lightweight applications, tools to predict the mechanical properties are necessary which account for the heterogeneity, randomness and anisotropy of the material system. Characterizing the effective properties by experiments requires a significant expense in time and resources, especially to cover the various fiber orientation states and fiber volume fractions. As an efficient alternative, computational multiscale methods5–7 based on the theory of homogenization8,9 may be used. However, such methods require a geometrical description of the underlying microstructure to be given, for a start.
For fiber-reinforced composites, microstructural images may be obtained from micro-CT scanning.10–13 However, using these real digital images as a starting point for computational multiscale methods suffers from several disadvantages. First, the expense to obtain a single image is rather high. Secondly, each image represents a specific combination of microstructural descriptors, e.g., the fiber orientation state and the fiber volume fraction. For desired descriptors, a corresponding microstructure needs to be manufactured, which may be difficult to realize with desired accuracy. Last but not least, the extracted geometries are not periodic, which leads to boundary artifacts and decreased representativity of the unit cells.14–16 Due to these disadvantages, microstructure generation tools are commonly used to complement the real digital images with synthetic microstructures for various microstructural descriptors and periodic geometries.
Microstructure generation tools for particle composites may be classified in two categories. On the one hand, sequential insertion algorithms place the particles consecutively, keeping the location of the particles fixed after insertion. The most widespread algorithm in this class is the random sequential addition (RSA) algorithm,17,18 placing the particles sequentially within the unit cell under the condition that a newly inserted particle does not overlap with previously placed particles. The packing is considered successful if the cell is packed to the desired fiber volume fraction. For fiber-reinforced composites with cylindrical fibers, the direction, the length and the midpoint of each fiber are sampled from pre-defined distribution functions. Based on the RSA algorithm, various extensions are available.19–24 However, in the context of long fiber reinforced composites, sequential insertion algorithms fail to achieve industrial fiber volume fractions for general orientation states. Besides the RSA algorithm, another representative for sequential insertion algorithms is the sequential deposition algorithm,25,26 where the fibers descend into the unit cell driven by Newton’s law with gravitational force. In contrast to the RSA algorithm, fiber bending is typically considered. As a result, larger fiber volume fractions may be realized by such algorithms. However, the sequential deposition algorithm is restricted to rather planar fiber orientation states.
On the other hand, collective rearrangement algorithms position all particles in the cell first and subsequently move the fillers simultaneously.27–29 The mechanical contraction method (MCM) 30 generates isotropic microstructures with spherocylinders, i.e., cylinders with half-caps at their ends, as fillers. Therefore, first a microstructure with small fiber volume fraction is prepared by the RSA. Subsequently, the cell dimensions are reduced without changing the size of the fillers. The resulting collisions are removed with an optimization procedure. Based on the MCM, the sequential addition and migration (SAM) algorithm 31 for short fibers with uniform length is capable of realizing more general fiber orientation states. First, a fiber configuration is sampled according to the desired characteristics, i.e., the fiber volume fraction and the fiber orientation distribution, where the fibers may overlap. Then, an optimization framework is used to find roots of a non-negative objective function which encodes the non-overlap condition and may account for additional criteria, e.g., the fiber orientation state. Further extensions of the SAM algorithm account for fiber length distributions, 32 typical for discontinuous fiber-reinforced composites,33–36 and coupling between the fiber orientation and the fiber length data. 37
Whereas representing short fibers by straight cylinders is a realistic modeling assumption, the bending of fibers plays a key role for long fiber reinforced composites. Additionally, tremendous unit cell sizes are necessary to realize long fiber reinforced composites with straight fibers as the unit cell edge-lengths are required to be at least as large as the mean fiber length. To account for the fiber bending and decrease the unit cell size, the SAM algorithm for long fibers 38 models a fiber as a polygonal chain with spherocylinders as segments. During the optimization problem, the segments are moved separately and the connectivity of adjacent segments is ensured at convergence by an additional penalty term in the objective function. However, this procedure leads to convergence problems for complex microstructures with, e.g., larger fiber aspect ratios at higher fiber volume fractions. To overcome this limitation, the fused sequential addition and migration (fSAM) algorithm 39 represents an alternative approach to the SAM algorithm for long fibers. The key aspect of the fSAM algorithm is an iterative optimization scheme which accounts for a fused fiber movement, i.e., the polygonal chain is connected for each iterate of the algorithm. Thus, the optimization space is described by the curved, i.e., non-flat, manifold of fused polygonal chains. As the standard gradient descent approach is only admissible for flat optimization spaces, the fSAM algorithm is based on an adapted gradient descent approach moving along the geodesics,40,41 i.e., the shortest path between two points on a manifold. Thus, the connectivity constraint is fulfilled in every iterative step and an additional penalty term responsible for keeping the chains connected within the objective function is not necessary. Due to the physically meaningful formulation of the fiber movement, the fSAM algorithm proves to generate microstructures for industrial long fiber reinforced composites in a computationally efficient manner.
Contributions
The microstructure of hybrid fiber-reinforced composites consists of subcells with different characteristics. However, current microstructure generation tools prescribe the desired quantities, like the fiber volume fraction or the fiber orientation distribution, for the entire microstructure without distinguishing between specific areas. Hence, these tools are only applicable to composites with location independent descriptors, e.g., to pure discontinuous fiber-reinforced composites with a single fiber volume fraction, fiber length and orientation distribution, but not to materials with location-dependent descriptors. In this manuscript, we address the challenge to generate microstructures for hybrid fiber-reinforced composites with continuous and discontinuous long fiber reinforcement, where we target unidirectional fiber orientation states for the continuous fiber-reinforcement. For the microstructure generation tool, we define two additional requirements. First, we aim to minimize the necessary unit cell size for representativity. Therefore, we target microstructures with periodic geometry and accurately fulfilled descriptive components, i.e., the fiber volume fraction or the fiber orientation tensor42,43 of desired order. Modeling the fibers with straight geometries leads to unit cell edge-lengths which need to be at least as large as the mean fiber length. As this may be restrictive for long fiber reinforced composites, we account for the fiber bending of long fibers, which permits to decrease the unit cell size compared to straight fibers. As a second task, we need to model the areas between adjacent materials. Depending on the materials and the manufacturing processes, these interfaces may feature a strict separation of the areas or an interlocking where fibers reach into the adjacent layers.
For this purpose, we extend the fused sequential addition and migration algorithm 39 to generate hybrid long fiber reinforced composites. The classical fSAM algorithm 39 models the fibers as polygonal chains and positions the fibers within a periodic unit cell without further restrictions on the fibers’ location. To distinguish between different subcells of a hybrid composite, we assign each fiber to a specific subcell and restrict the location of the fiber by enforcing box constraints. In this manuscript, we introduce two types of box constraints. On the one hand, hard box constraints require that a fiber is completely located within its subcell, which leads to a strict separation between adjacent subcells. On the other hand, soft box constraints enforce that only the midpoints of the segments are within the respective subcell, which enables an interlocking between adjacent subcells. For soft box constraints, the degree of interlocking decreases with decreasing segment lengths. To ensure that interlocking is still possible for small segment lengths, we additionally consider an adapted soft constraint type where only specific midpoints of the segments are restricted.
The original fSAM algorithm 39 solves an optimization problem to find an admissible fiber configuration where the fibers are in a non-overlapping configuration and further criteria are fulfilled. To ensure that the iterates of the gradient descent are admissible points on the curved, i.e., non-flat, configuration space of polygonal chains, an adapted iteration rule is used. The key aspect of this iteration rule is a movement along the geodesics, i.e., the shortest path between two points on the configuration space. The equations governing the geodesics may be formulated as mechanical problems with holonomic constraints and no external forces in the form of a d’Alembert type constrained mechanical system. Thus, a movement along the geodesic is obtained by integrating the d’Alembert type constrained mechanical system.
During the optimization procedure of the fSAM algorithm, the box constraints may be considered in two ways. On the one hand, only the solution configuration at convergence fulfills the box constraints, which may be realized by adding a penalty term to the objective function. Hence, we call this procedure the penalty approach. On the other hand, the box constraints may be fulfilled by using an iteration rule which computes admissible iterates on the configuration space of constrained polygonal chains. For the latter case, the box constraints are enforced via an intrinsic approach, and a penalty term is not necessary. Due to the box constraints, the configuration space of a constrained polygonal chain is a manifold with boundary. However, the original iteration rule of the fSAM algorithm 39 is only applicable to smooth manifolds including equality constraints in their description. To obtain an iteration rule to move along the geodesics respecting the box constraints, we extend the integration scheme of the fSAM algorithm for manifolds with boundary. Therefore, we formulate the box constraints as inequality constraints for the numerical integration of the d’Alembert type constrained mechanical system, using the Karush-Kuhn-Tucker (KKT) conditions. Then, we solve the discretized system of equations with a non-smooth Newton scheme44–46 in every time step. For the penalty and the intrinsic approach, we discuss the integration into the framework of the fSAM algorithm. Additionally, we provide information on further extensions of the fSAM algorithm to generate microstructures of hybrid composites, e.g., the adaption of the objective function to account for subcells with varying desired characteristics.
We start the computational investigations by studying the performance of the microstructure generator handling the box constraints with either the penalty or the intrinsic approach. Subsequently, we investigate the necessary resolution and RVE size for a two-layered CoDicoFRP. Furthermore, we compare the interface between adjacent subcells as well as the effective properties of the entire microstructure when using the hard or soft box-constraint type. Last but not least, we validate the computed effective elastic properties of a CoDicoFRP with discontinuous core and continuous shell layers by comparing the stiffness with experimentally measured data.
Notation
This manuscript uses a direct tensor notation or matrix-vector notation with orthonormal bases

Optimization on the configuration space of curved and constrained fibers
Parametrization of curved and constrained fibers
We consider a curved fiber of length L and diameter D, which we model as a polygonal chain with n congruent spherocylinders, i.e., cylinders with hemispherical ends.38,39 Hence, each segment has a segment length of ℓ = L/n. For the parametrization of such a polygonal chain, following Lauff et al.,
39
we normalize the starting point Discretization of a curved fiber as a polygonal chain. Fibers in a two-dimensional periodic unit cell.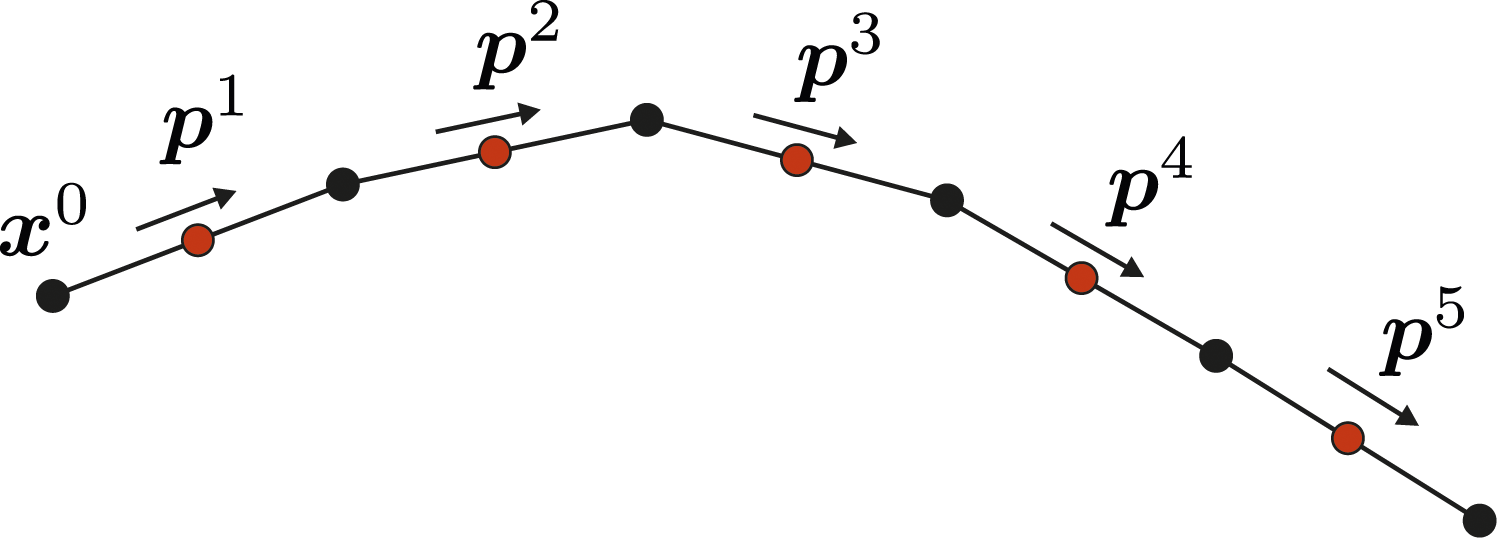
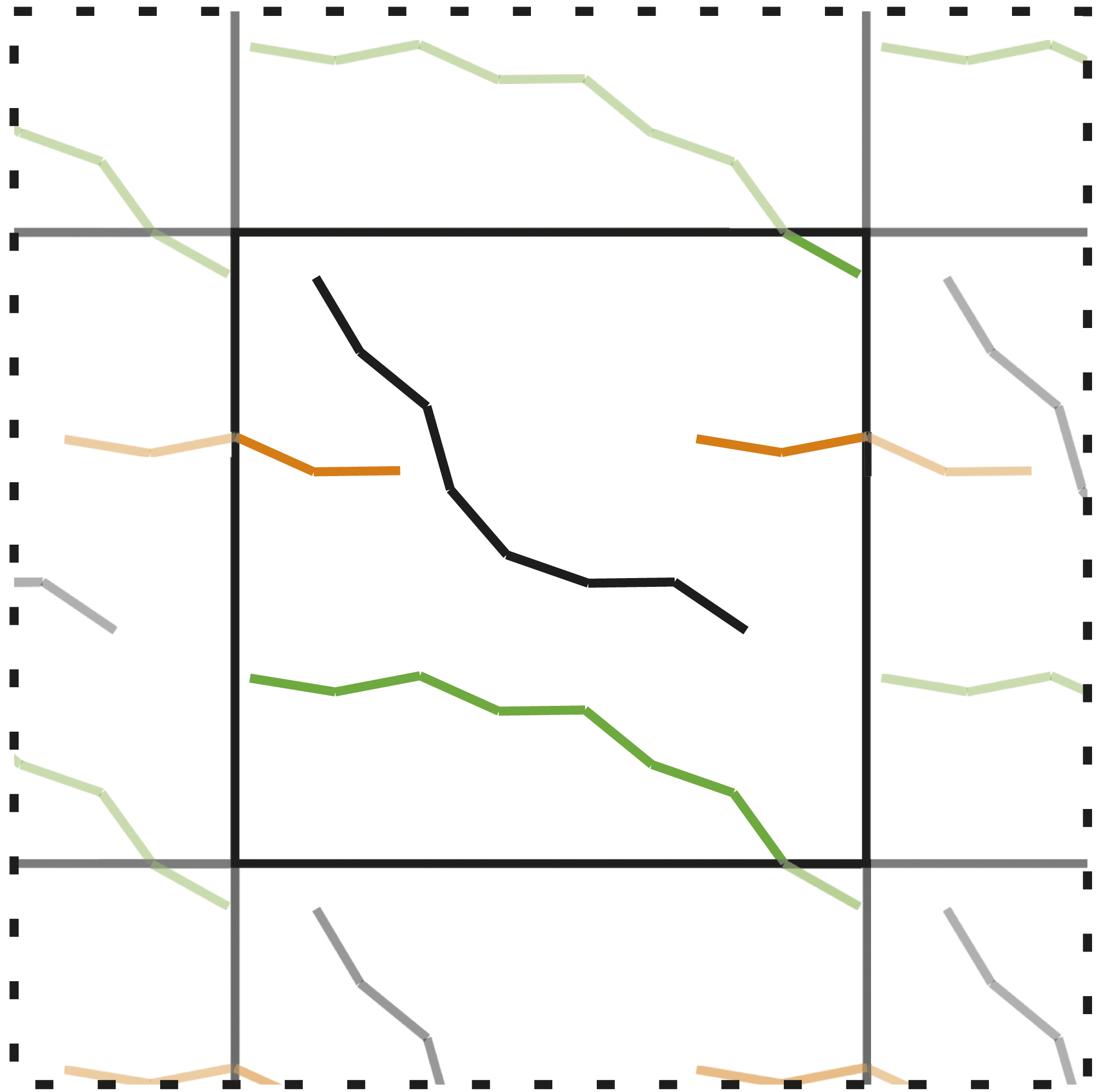






In this manuscript, we aim to consider hard and soft box constraints. In case of hard box constraints, an entire fiber is restricted to its respective cell Illustrative unit cells with hard box constraints (a), soft box constraints with control parameter nSBC = 0 (b) and soft box constraints with control parameter nSBC = 2 (c), where the black dots represent the constrained fiber points.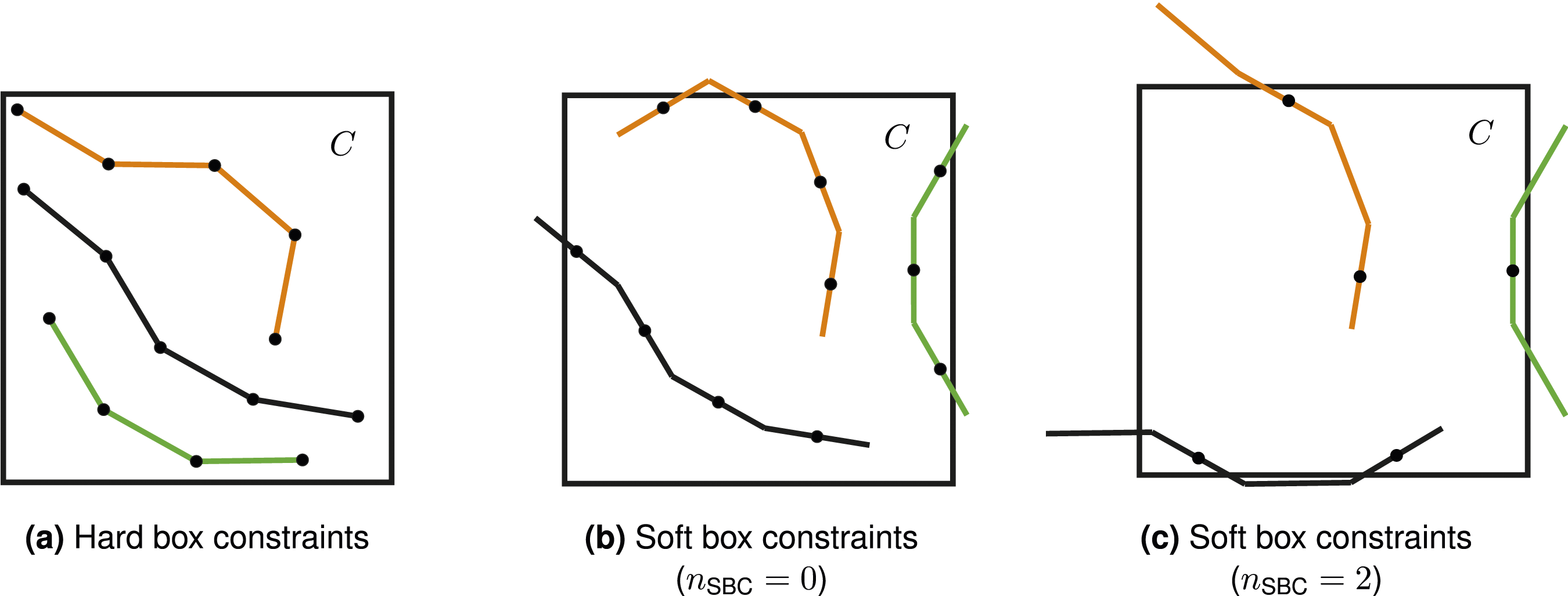


Thus, hard constraints are fulfilled if each component of the vectorial constraint function (9) is smaller or equal than zero.
In case of soft constraints, only the segments’ midpoints of a fiber are restricted to their respective unit cell, see Figure 3(b), and, e.g., an interlocking between two adjacent layers may be realized. Then, the vectorial constraint function is defined by
If a fiber is modeled with short segments, most parts of the fiber will not penetrate the cell boundaries. Hence, the difference between hard and soft box constraints decreases for smaller segment lengths. To enable an interlocking also for small segment lengths, we adapt the soft box constraints such that not all midpoints are constrained to their cell, see Figure 3(c). Therefore, we introduce the parameter nSBC ≥ 0 to control the amount of constrained midpoints. Depending on this parameter, the vectorial constraint function in equation (11) accounts for the midpoints

We permit to mix the box-constraint types coordinate-wise, e.g., by using no box constraints for the


Adapted gradient descent approach on the configuration space of curved and constrained fibers
We consider an objective function


With the equations governing the geodesics at hand, we may compute the exponential mapping


Exponential mapping on the configuration space of curved and constrained fibers
In this section, we introduce a numerical integration scheme for computing the exponential mapping of the manifold with boundary
We consider the time interval


In equation (24),


For each subinterval


For the parameter vector
Please note that considering the unknown Lagrangian multipliers in equation (28) increases the dimension of the system equations significantly. Hence, it is important for the performance to consider only those components which are active in the current time step. If a fiber does not touch the boundary of its containing cell, the inequality constraints are considered inactive and should be deleted from the formulation to decrease the dimension and thus the runtime for solving the equations.
Microstructure generation of long fiber reinforced hybrid composites
Description of long fiber reinforced hybrid composites
We consider periodic microstructures comprising a rectangular cell


In each cell, N
c
long, curved fibers of constant diameter D
c
without fiber-overlap are given. Thus, the total number of fibers inside the entire unit cell Q equals the sum

The fibers are modeled as polygonal chains with spherocylindrical segments and are parametrized via the coordinate vector

The fiber volume fraction within a subcell computes as Hybrid composite with two layers in 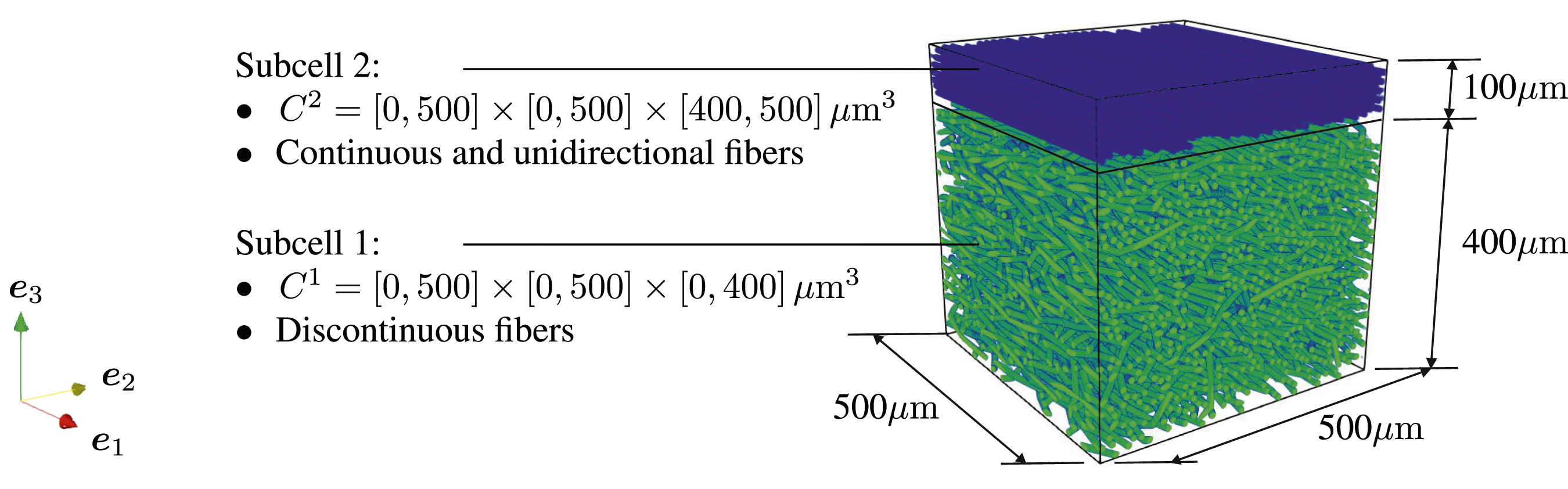


Extension of the fused sequential addition and migration (fSAM) algorithm
In this section, we provide information on the extensions to the original fused sequential addition and migration (fSAM) algorithm 39 to generate periodic hybrid microstructures composed in multiple cells with different prescribed characteristics, e.g., varying fiber length and orientation distributions or fiber volume fractions.
Comment on the fiber orientation term within the objective function
The fSAM algorithm aims to minimize the objective function

Typically, we prescribe a tolerance for the relative error of the fiber orientation tensor
Extension of the objective function for multiple subcells with different characteristics
The objective function in equation (39) only accounts for a single fiber orientation distribution and a uniform maximum angle within the entire cell. As we aim to consider m subcells with different characteristics, we need to distinguish between these areas. Hence, the objective function in equation (37) turns to
Implementation of soft and hard box constraints
Let us discuss the implementation of the soft and hard box constraints as part of the fSAM algorithm. Therefore, we consider two different procedures. On the one hand, the box constraints may be fulfilled in every iterative step, which we call the intrinsic approach. Then, the gradient steps are restricted on the adapted configuration space of the fibers
Alternatively, the box constraints may only be enforced via the convergence criterion of the optimization problem, but not in every iterative step. Hence, we consider the d’Alembert type constrained mechanical system in equation (16) without the box constraints during the exponential mapping. To enforce the box constraints, we extend the objective function by a term accounting for the soft and hard box constraints


Sampling and pre-optimization step
Before the main optimization problem is solved, a sampling step is conducted. Therefore, we first sample fiber lengths according to the prescribed fiber length distribution of each cell until the desired fiber volume fraction is reached. Then, we sample the midpoints and the directions of the fibers, assuming straight fibers first. Therefore, we follow Schneider, 38 by sampling the midpoints from a uniform distribution within the subcells and by sampling the directions from the ACG closure,63,64 accounting for the prescribed fiber orientation tensors of second order. Subsequently, the segment number of each fiber is determined, see equation (34), and the fibers decompose into segments without changing their location in the cell.
Due to the sampling procedure, the realized fiber orientation tensors may differ from the desired ones. Additionally, the fibers may violate their box constraints, as only the fiber’s midpoints are surely located within their respective cell. To stabilize the convergence behavior of the algorithm, we aim to ensure that the initial fiber orientation tensor of the main optimization problem is within the prescribed tolerance. Furthermore, moving along a geodesic requires the starting configuration to be admissible, i.e., to lie on the manifold of curved and constrained fibers. To obtain a starting configuration for the main optimization according to these requirements, we consider a pre-optimization step subsequent to the sampling step. Therefore, we solve an optimization problem with the objective function
Handling of the continuous and unidirectional fibers
Continuous and unidirectional fibers are modeled with a single straight cylindrical segment, which is arranged in one of the three coordinate directions
The fSAM algorithm 24 prescribes a minimum distance to avoid stress peaks between close fibers. Additionally, a self-intersection scheme 32 is used to detect long fibers intersecting themselves. Thus, the algorithm would detect self-intersections for the continuous fibers, although they shall touch at their end. To overcome this limitation, the self-intersection scheme is turned off for continuous fibers.
For subcells reinforced with continuous fibers, we prescribe a unidirectional fiber orientation state. Hence, we know that all segment directions need to be unidirectional for convergence. Thus, we do not change the fiber directions within the main optimization problem. To find a fiber arrangement with no fiber overlap, only the midpoints of the fibers are changed.
Computational investigations
Setup
We use an implementation of the fSAM algorithm written in Python with Cython extensions, where the collision checks between the segments and the numerical integration of the exponential mapping are parallelized with OpenMP. The runtimes were measured on a desktop computer with a 8-core Intel i7 CPU and 64 GB RAM.

The fiber orientation tensor of fourth order is obtained by a closure approximation from a prescribed fiber orientation tensor of second order. As we use the exact closure63,64 and fiber orientation tensors of second order are orthotropic, in general, the fiber orientation tensors of fourth order are orthotropic as well. 67 For the convergence of the optimization procedure of the fSAM algorithm, it is necessary that no fiber overlap is detected. Additionally, the relative error in the fiber orientation tensor of fourth order needs to be below 10−4 and the absolute error of the angle constraint is enforced to be below 10−2. For the penalty approach, we enforce that the constrained fiber points exceed their boundaries 10−3D at most.
To compute the effective elastic properties, we use an FFT-based computational homogenization software68,69 with a discretization on a staggered grid 70 and a conjugate gradient solver.71,72 As termination criterion for the solver, we choose a relative tolerance of 10−5. The effective elasticity tensor is computed using six independent load cases. Based on the effective elastic stiffness, we approximate the effective orthotropic engineering constants73,74 due to the orthotropic material symmetry of the microstructures.
On the algorithmic handling of the box constraints
In this section, we compare the intrinsic and the penalty approach enforcing the box constraints. Therefore, we generate two-layered microstructures with a cubic unit cell and cell dimensions Q
i
= 500 μm. The bottom layer with discontinuous fiber-reinforcement has cell dimension 
For each fiber volume fraction and procedure, we consider ten generated microstructures and report on the measured runtimes in Figure 5. We observe an increase in runtime for packings with higher fiber volume fractions. For the lowest fiber volume fractions ϕ1 ∈ {20%, 21%}, both procedures have similar runtimes, e.g., the penalty procedure generates microstructures with ϕ1 = 21% in about 43s on average. However, for higher fiber volume fractions the runtime of the intrinsic approach is always below the runtime of the penalty approach. Additionally, the penalty approach has outliers with extremely high runtimes. For the fiber volume fractions 22%, 23%, 24% and 25%, the intrinsic approach is 1.23, 1.33, 2.26 and 2.21 times faster than the penalty approach, when including the outliers to this consideration. Runtimes for the microstructure generation using an approach with intrinsic box constraints control or via a penalty term.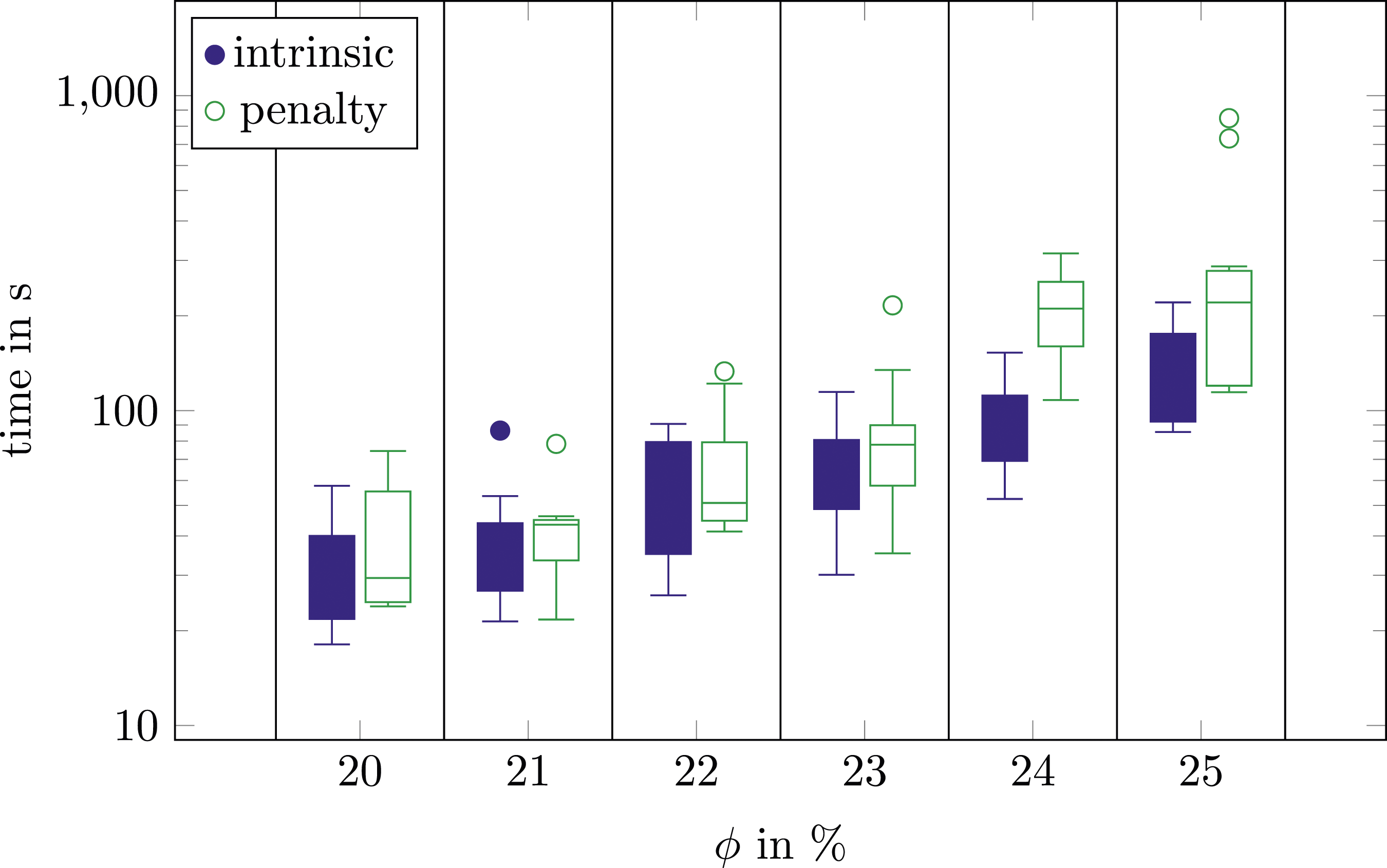
Let us focus on the packing with the highest fiber volume fraction of ϕ1 = 25% to have a detailed look on the runtimes. For this case, the minimum measured runtime is 86s for the intrinsic approach and 114s for the penalty approach. The maximal measured runtime is 221s for the intrinsic approach and 849s for the penalty approach. Hence, we observe that the minimum runtime observed for both approaches is rather close. However, this is not the case for the maximal runtime as the penalty approach suffers from extreme outliers. For both approaches, the variability in runtime mainly depends on the starting configuration of the fibers, which results from both the sampling and the pre-optimization step. If the starting configuration is challenging with respect to the main optimization problem, e.g., due to a high number of collisions or high angles between the segments, the runtime will increase. Whereas the intrinsic approach is capable of dealing with challenging starting configurations, the penalty approach suffers from convergence problems, especially with increasing complexity, e.g., higher fiber volume fractions. However, still the penalty approach leads to reasonable runtimes for the microstructure generation. Due to the better performance of the intrinsic approach, we will use this procedure for the following investigations.
Resolution study
To predict the effective properties with FFT-based computational homogenization methods, a mesh size needs to be chosen which is sufficiently fine to enable an accurate prediction of the effective properties.72,76 For the resolution study, we consider the setup from the previous subsection with the fiber volume fraction ϕ1 = 25% and material parameters from Table 1. The cubic cell with cell dimensions Q
i
= 500 μm turns out to be representative, see Table 3. To select an adequate mesh size, we compute the effective properties for the four voxel edge-lengths h = 4.00 μm, 2.00 μm, 1.25 μm and 1.00 μm. Compared to the fiber diameter D = 10 μm, a fiber is resolved with 2.5, 5, 8, 10 voxels for decreasing mesh size. As the effort of the homogenization increases with the total voxel number, the finest mesh size with 5003, i.e., 125 ⋅ 106, voxels lead to a significantly higher runtime than the coarsest mesh size with 1253, i.e., about 2 ⋅ 106, voxels. In Figure 6, the same microstructure resolved with the different voxel-edge lengths h = 4.00 μm and h = 1.25 μm is shown. Two-layered microstructures resolved with the voxel edge-lengths h = 4.00 μm (a) and h = 1.25 μm (b).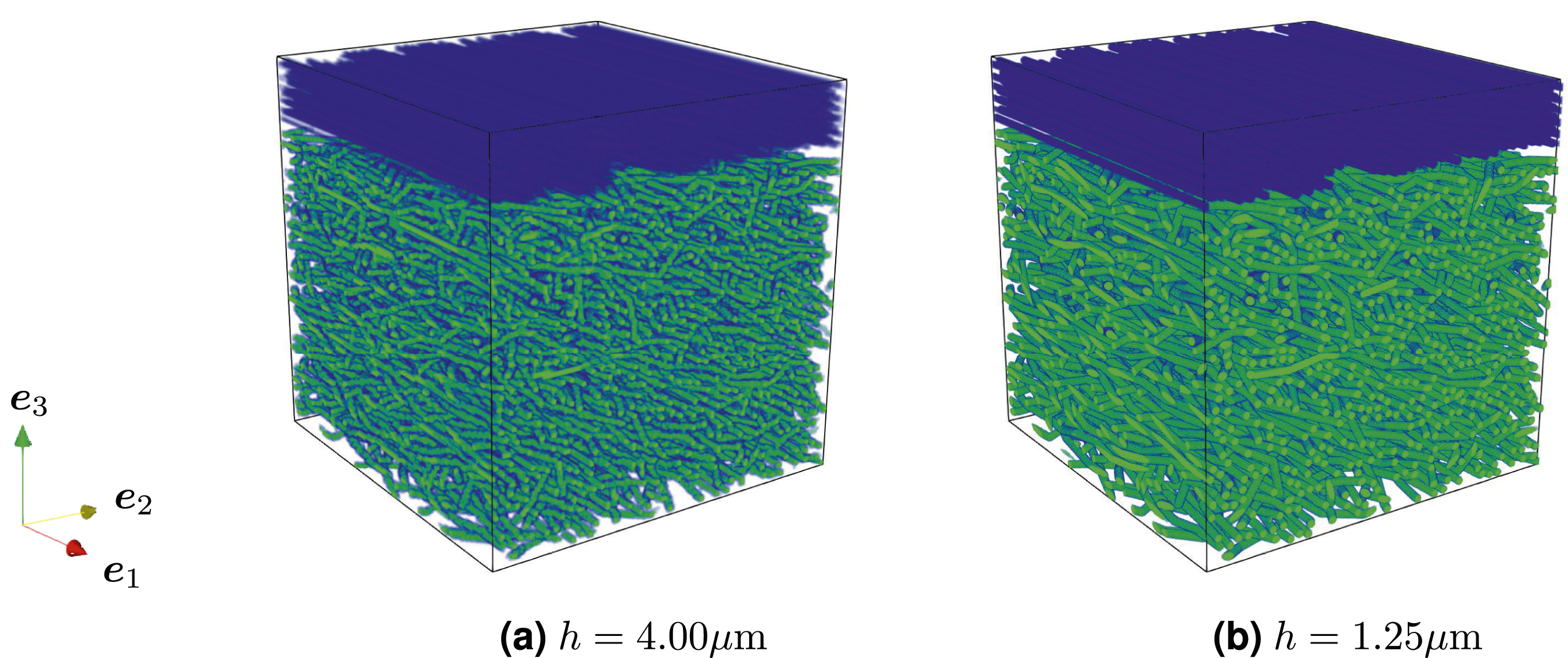
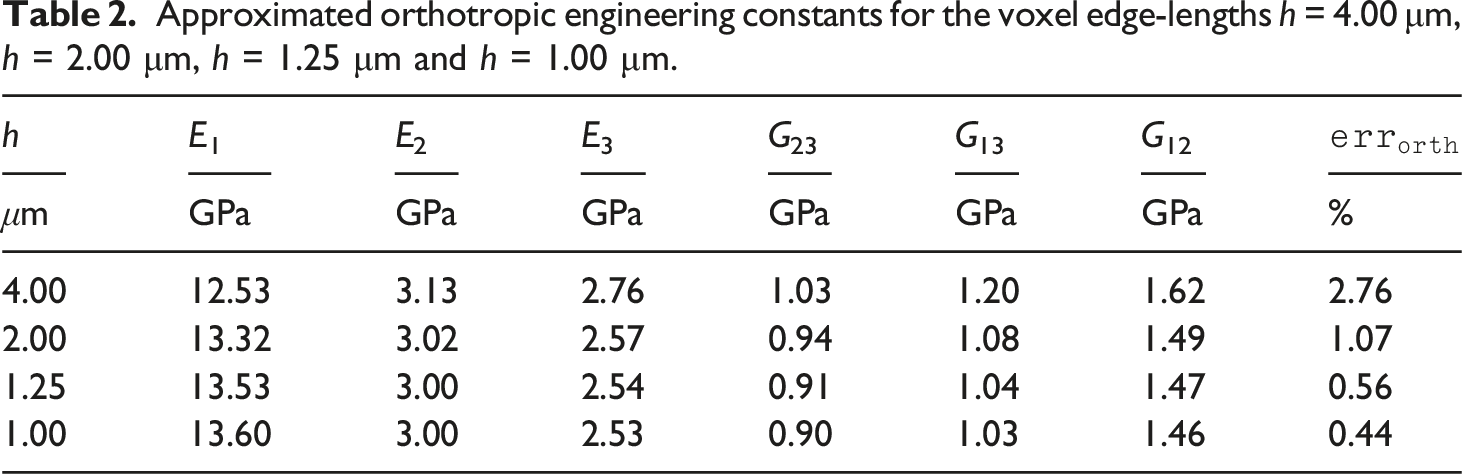
Approximated orthotropic engineering constants for the voxel edge-lengths h = 4.00 μm, h = 2.00 μm, h = 1.25 μm and h = 1.00 μm.
RVE study
For computational homogenization of random materials, the selected unit cell size is of key importance to ensure representativity. Due to practical reasons the unit cell needs to be finite, and the apparent effective properties of random materials include a certain degree of randomness as well. However, to obtain the effective properties as deterministic descriptors, the unit cell size needs to be large enough to cover the entire material statistics and ensure that the boundary conditions do not impact the results.77,78 Such a unit cell is called representative volume element (RVE). As the computational effort for the homogenization depends on the unit cell size, the smallest possible RVE size should be selected.
To assess the representativity of a unit cell, two errors need to be monitored.14,79 On the one hand, the random error, or dispersion, measures the variability of the realized apparent properties for a fixed unit cell size, i.e., may be monitored by the standard deviation of multiple realizations. On the other hand, the systematic error, or bias, quantifies the difference between the mean apparent properties and the effective properties. Typically, the effective properties are not known. However, to quantify the systematic error, the mean apparent properties of increasing unit cell sizes may be monitored.
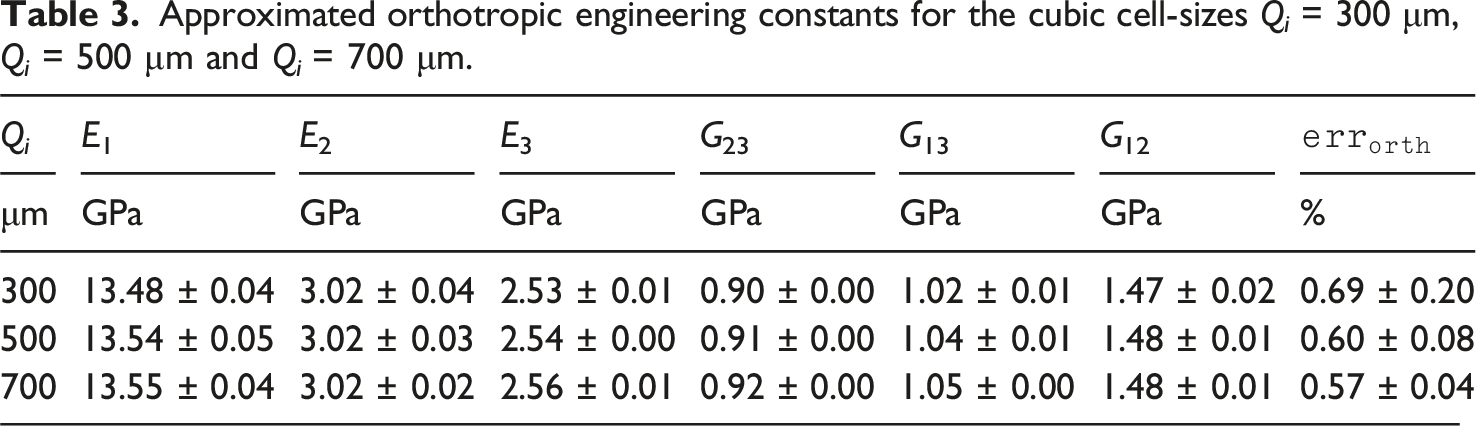
For the RVE study, we work with the two-layered microstructure already used in the previous two sections. To study the representativity of different unit cell sizes, we consider cubic cells with cell dimensions Q
i
= 300 μm, 500 μm and 700 μm, where the boundary between the two layers is always at height 0.8 Q3, i.e., at 240 μm, 300 μm and 560 μm, respectively, for increasing cell dimensions. To ensure a sufficiently fine resolution, we use a voxel edge-length of h = 1.25 μm, according to the resolution study in Table 2. Thus, 2403, i.e., about 14 ⋅ 106, voxels resolve the smallest unit cell and 5603, i.e., 176 ⋅ 106, resolve the largest unit cell. For each unit cell size, a generated microstructure is shown in Figure 7. To investigate the representativity errors, we consider ten microstructures for each unit cell size. The mean and the standard deviation of the approximated engineering constants are listed in Table 3. We observe that the orthotropic approximation is suitable for all three unit cell sizes as the error is always below 1%. Also, the standard deviation is low for all unit cell sizes. For the systematic error, we report the highest relative error for the smallest unit cell size Q
i
= 300 μm and the shear modulus G13 with 2.86%, dropping to 0.95% for the unit cell size Q
i
= 500 μm. Hence, even the smallest unit cell size has rather small representativity errors. To ensure that both the systematic and the random error are well below 1%, we select the unit cell size with cell dimensions Q
i
= 500 μm for the further investigations. Generated microstructures for three different cubic cell-sizes Q
i
. Approximated orthotropic engineering constants for the cubic cell-sizes Q
i
= 300 μm, Q
i
= 500 μm and Q
i
= 700 μm.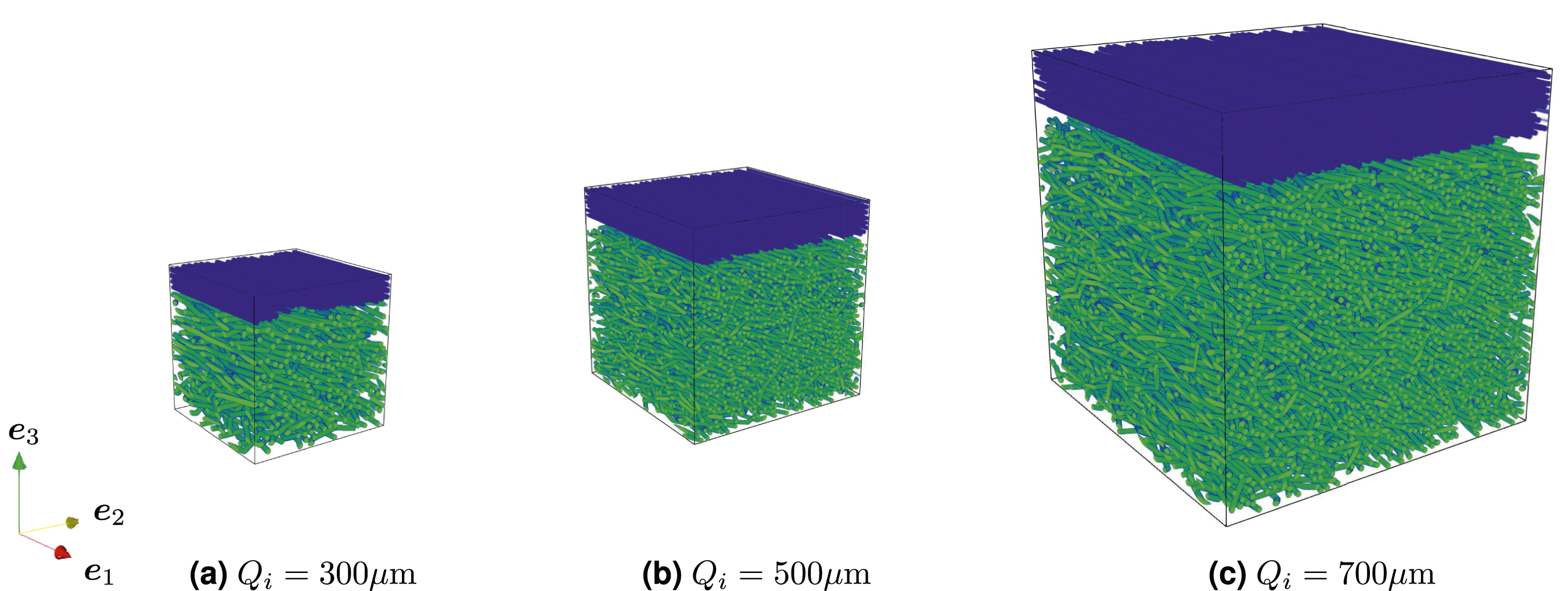
We remark that the fSAM algorithm generates periodic microstructures, regardless which box constraints are applied to the fibers. Already in previous publications38,24 it is emphasized that periodic microstructures with accurately realized characteristics, i.e., the fiber volume fraction or the fiber orientation tensor of fourth order, combined with periodic boundary conditions for the displacement field during the homogenization are advantageous for decreasing the RVE size.
On the difference between soft and hard box constraints
Parameter selections of nSBC for the soft box-constraint type and the corresponding restricted midpoints.

For each box-constraint type, one of the ten generated microstructures is shown in Figure 8. We observe that for the hard box constraint in Figure 8(a) the boundary between the two layers is extremely straight and all fibers are completely in their cell, as enforced. For the soft box constraint with nSBC = 0, the microstructure in Figure 8(b) looks quite similar. Due to the small maximum segment length of Two-layered continuous-discontinuous fiber-reinforced composite with different box constraints at the layer interface.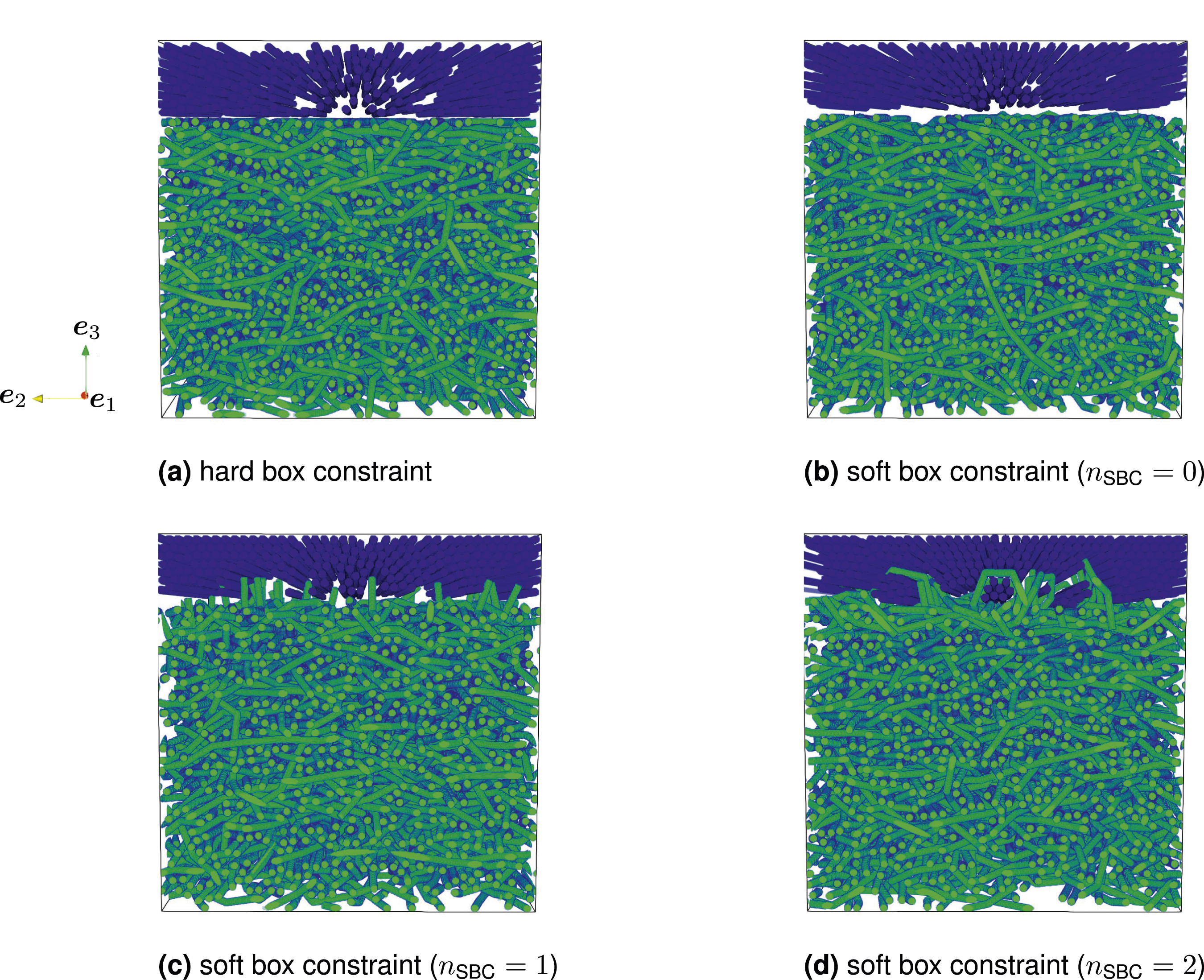
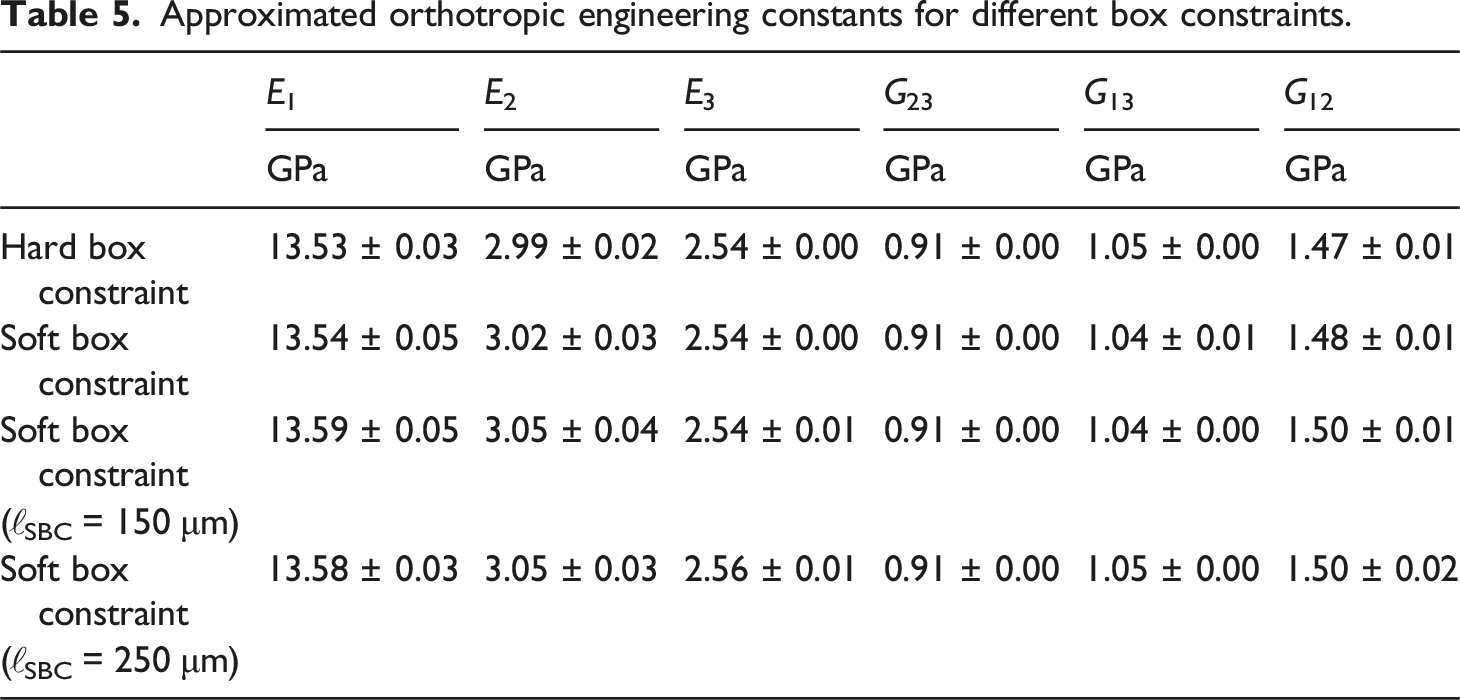
Approximated orthotropic engineering constants for different box constraints.
Comparison to experimental data
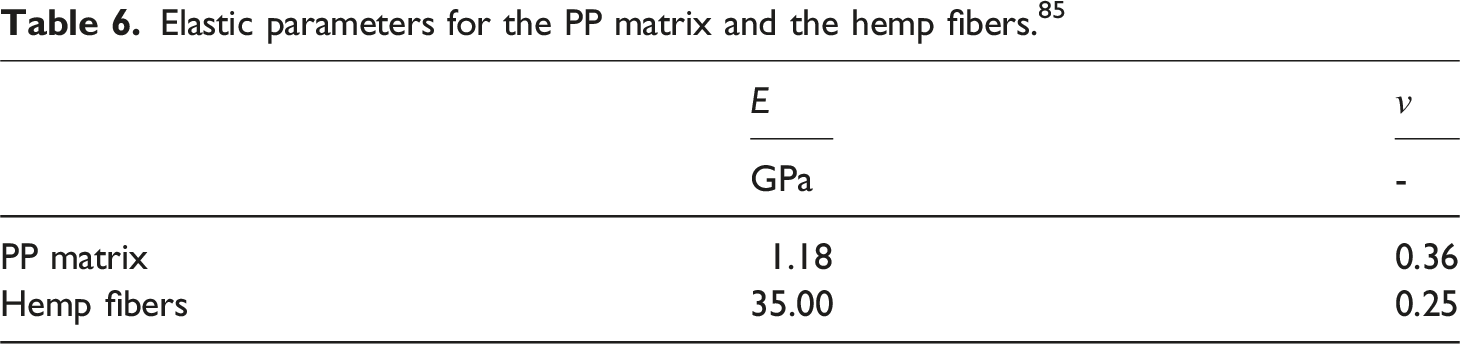
Hemp-fiber reinforced DicoFRP
Elastic parameters for the PP matrix and the hemp fibers. 85
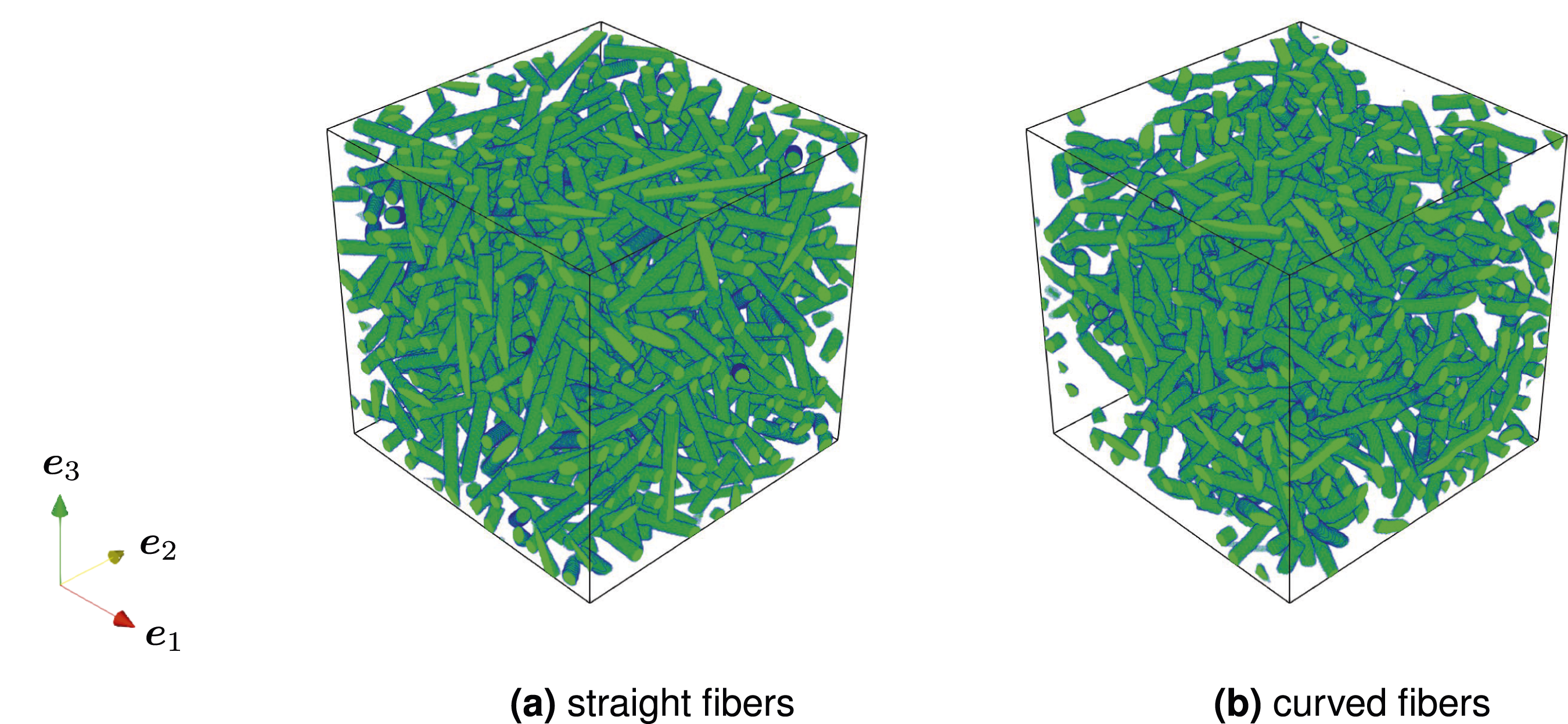
Microstructures with straight (a) and curved (b) fibers.
The experiments 85 revealed a Young’s modulus E1 of about 2.06 GPa for the hemp-fiber reinforced composite. To compare the mechanical behavior of the generated microstructures with the experimental data, we also report on the mean Young’s modulus E1 obtained from ten realizations. For the microstructures with straight fibers, we obtained a mean Young’s modulus of E1 = 2.03 GPa and for the curved fibers we obtained a mean Young’s modulus of E1 = 1.98 GPa. Hence, we observe that the influence of the curvature is rather small with a relative decrease of 2.5% compared to straight fibers. Additionally, the results show a good agreement with the experimental data for both cases.
Carbon-fiber reinforced CoDicoFRP
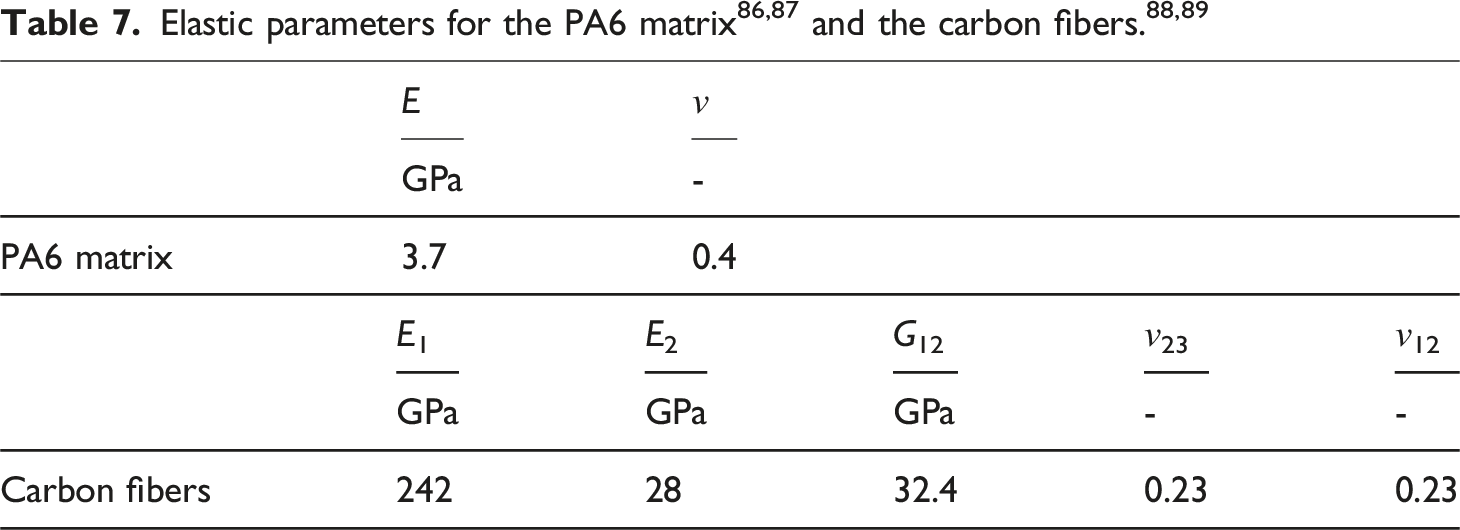
The CoDicoFRP parts were manufactured with the long fiber reinforced thermoplastic direct (LFT-D) compression molding process90,91 at the Fraunhofer ICT in Pfinztal, Germany, co-molding the LFT plastificate with the continuous and unidirectional fiber-reinforced tapes. The tapes include a fiber mass fraction of 60%,
92
i.e., a fiber volume fraction of 48%, and are fiber-reinforced in the flow direction, which is the Comparison of the Young’s modulus in the 

We aim to generate RVEs for the considered CoDicoFRP. Therefore, we select the subcell dimensions Synthetic microstructure of a CoDicoFRP using experimentally measured characteristics.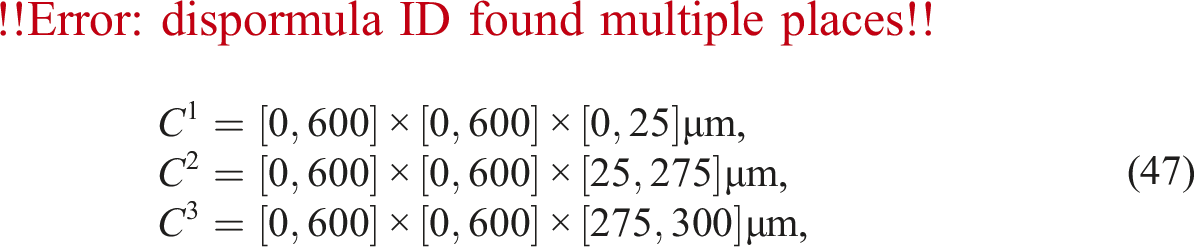
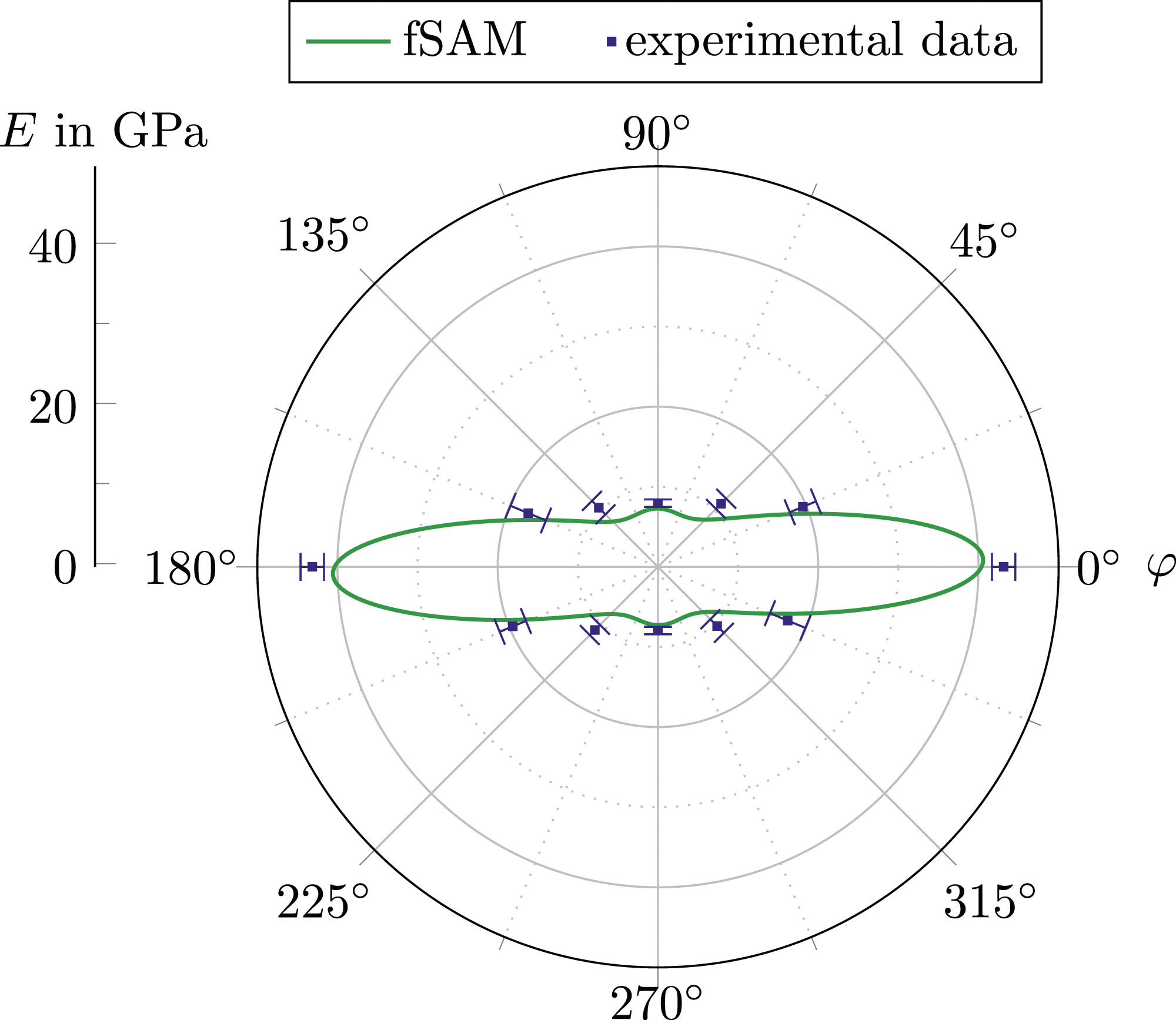
Let us compare the effective stiffness of the synthetic microstructures with the manufactured parts. For the resolution, we use h = 0.8 μm, i.e., the diameter is resolved by 9 voxels and the entire cell consists of 7502 × 375 ≈ 211 ⋅ 106 voxels. Based on the computed stiffness of the ten generated microstructures, we compute the direction dependent planar Young’s modulus
94
and report on the mean values in Figure 10. We observe that the highest Young’s modulus is not computed at the angle φ = 0° but at the angle φ ≈ 1.5°. This shift results from the compression molding process of the LFT plastificates and is known in the literature.95,96,75,93 Notice that the generated microstructures are still orthotropic as we prescribe a fiber orientation tensor of second order and use an exact closure63,64 to obtain the fiber orientation of fourth order.
67
However, the considered bases {
Summary and conclusion
This manuscript deals with an extension of the fused sequential addition and migration (fSAM) 39 algorithm to generate hybrid composites with long fiber reinforcement. The fSAM algorithm models the fibers as polygonal chains and uses an optimization procedure on the configuration space of a polygonal chain to generate microstructures. To distinguish between different cells of hybrid composites, an adapted configuration space of a polygonal chain is used to account for box constraints, which restrict the location of a fiber to its respective subcell. Depending on the considered material system, the subcells may be strictly separated or interlocked by fibers reaching into adjacent subcells. To enable different interfaces, the fSAM algorithm works with multiple box-constraint types. In case of the hard box constraints, the entire fiber is restricted to its cell, whereas for the soft box constraints only the segment midpoints of a polygonal chain are enforced to be within their cell. Hence, for the latter box constraint, an interlocking between adjacent subcells is enabled. However, when considering small segment lengths, the degree of interlocking is rather small as the fibers are mainly located within their subcell. To ensure interlocking also for decreasing segment lengths, an adapted soft box-constraint type may be selected where only selected segment midpoints are restricted.
Due to the connectivity constraint of a polygonal chain, the optimization problem of the original fSAM algorithm is defined on a curved, i.e., non-flat, configuration space. To compute admissible iterates, an adapted gradient descent approach is used, moving along the geodesics, i.e., the shortest path between two points on the configuration space. To account for the box constraints, the extended fSAM algorithm provides two alternative approaches. On the one hand, the penalty approach uses the original iteration rule which leads to iterates violating the box constraints. To ensure that the solution configuration at convergence is admissible, an additional penalty term accounting for the box constraints is added to the objective function. On the other hand, the intrinsic approach is based on an iteration rule which accounts directly for the box constraints. As the original iteration rule of the fSAM algorithm is only capable of handling equality constraints, a novel strategy is included in this manuscript to move along the geodesics of manifolds whose descriptions include inequality constraints as well, e.g., the box constraints. Hence, each iterate of the intrinsic approach is admissible on the configuration space of a curved and constrained fiber, i.e., a penalty term for the box constraints is not necessary. A detailed derivation of the extended iteration rule is given within the work at hand. For both strategies, the manuscript includes a discussion on the implementation within the framework of the fSAM algorithm. Additionally, information on further adaptions, which are necessary to generate hybrid composites, is provided, concerning the sampling, the pre-optimization step and the adaption of the objective function.
The computational investigations lead to the following findings: • Due to the faster microstructure generation, the intrinsic approach is advantageous compared to the penalty approach to handle the box constraints. Especially for complex microstructures with high fiber volume fractions, the penalty approach suffers from convergence problems in case of challenging starting configurations, e.g., with many fiber collisions. • The fSAM algorithm for hybrid composites generates fiber microstructures with high confidence in the desired properties, e.g., the fiber volume fraction or the fiber orientation tensor. Thus, even small unit cell sizes are representative and may be used as RVEs. As the runtime for the microstructure generation and the computational homogenization increases for larger unit cell sizes, the small RVE sizes ensure a computationally efficient prediction of the effective mechanical behavior of the material. • The shape of the interfaces between adjacent subcells strongly depends on the selected box-constraint type. Whereas the hard box-constraint type leads to a strict separation, the soft box-constraint type enables interlocking, which increases with less restricted segment midpoints. Although the visual comparison results in significant differences, the effective elastic stiffness is in a close range for all implemented box-constraint types. However, the box-constraint type may have a higher influence, e.g., when investigating the damage behavior of the inter-laminar region. • The microstructures generated by the fSAM algorithm are capable of representing the mechanical behavior of long fiber reinforced hybrid composites. The computed effective stiffness of a synthetic CoDicoFRP with shell-core-shell structure shows a good agreement with experimental measured data. The computed Young’s moduli E1 and E2 are 40.41 GPa and 7.28 GPa, slightly underestimating the experimental results with a relative difference of 6.3% and 8.4%, respectively.
To conclude, the studies demonstrate the capability of the extended fSAM algorithm to generate representative volume elements for long fiber reinforced hybrid composites in an efficient manner. Due to the possibility of choosing the box-constraint type, the interface may be modeled according to the considered material system. Hence, either strictly separated areas or interlocked areas can be realized by the microstructure model. With respect to the computational effort of the subsequent homogenization, the fSAM algorithm is a resource-saving method due to the small RVE sizes. By comparing the mechanical behavior of synthetic and manufactured CoDicoFRPs, the novel methodology permits to predict the measured elastic properties with high fidelity.
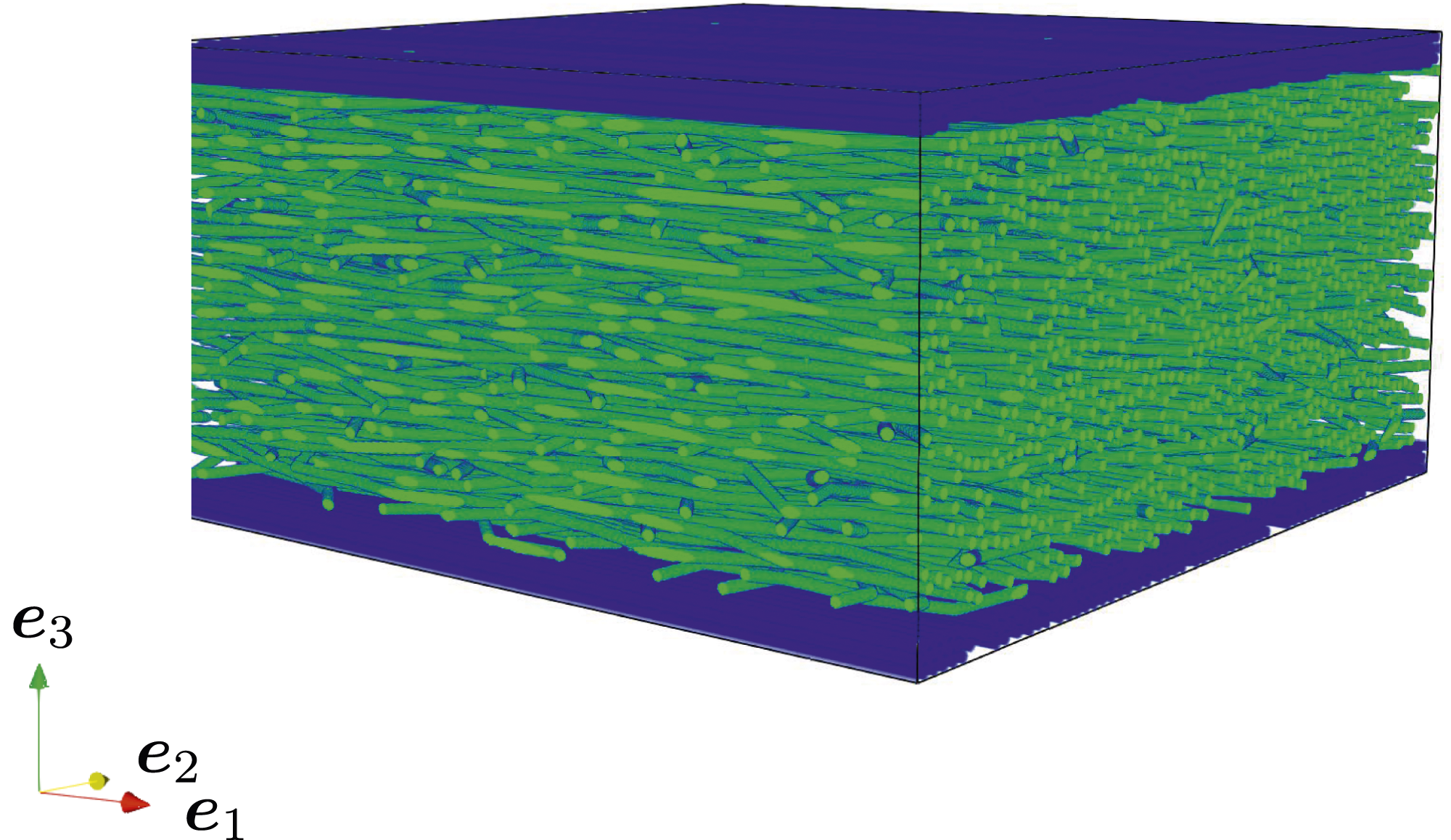
Besides CoDicoFRPs with long, curved fibers, as shown in Figure 12(a), the fSAM algorithm is also applicable to other material systems. Let us give two examples. For CoDicoFRPs with short fibers in the discontinuous fiber-reinforced phase, bending is typically negligible. Thus, the fSAM algorithm generates the corresponding microstructures by modeling the fibers with one cylindrical segment, see Figure 12(b). Another field of application are purely discontinuous fiber-reinforced materials with a skin-core–skin structure,81,33,82 where the descriptors vary in each layer, see Figure 12(c). Three examples for hybrid or multilayer fiber-reinforced composites generated with the fSAM algorithm.
As a future development, one could account for the generation of interphases between the fibers and the matrix material, 97 especially when investigating interphase damage. 98 Additionally, strategies are necessary to generate microstructures with higher fiber volume fractions and fiber aspect ratios as, e.g., highly aligned fiber-reinforced microstructures are manufactured with fiber volume fractions above 50% and fiber aspect ratios above 500.99,100 Throughout this manuscript, only the linear elastic material behavior of the composites was investigated. In perspective, it also might be of interest to study the damage behavior52,83,84 of the generated microstructures and to take the nonlinear thermoviscoelastic behavior of the matrix material 101 into consideration.
As a key feature, the fSAM algorithm models the fibers as flexible structures including curvature. Different studies102,38,103,85 report that microstructures with varying degrees of curvature show differences in their mechanical properties. Hence, it is important to study the influence of the fiber curvature on the computed effective stiffness. The fSAM algorithm permits only to decide whether fibers can be curved or not. Prescribing the degree of curvature is not (yet) possible. Additionally, for long fibers, the fiber volume content that can be achieved with straight fibers is extremely limited. Hence, for high fiber aspect ratios and fiber volume fractions, the influence of the curvature cannot be studied at all. To overcome these limitations, it could be part of future research to extend the fSAM algorithm by curvature control such that the influence of the fiber curvature is assessable and the degree of curvature may be prescribed as additional desired characteristic.
Footnotes
Acknowledgements
We thank the anonymous reviewers for their insightful comments and valuable suggestions which led to improvements of the manuscript. The research documented in this manuscript was funded by the German Research Foundation (DFG), project number 255730231, within the International Research Training Group “Integrated engineering of continuous-discontinuous long fiber reinforced polymer structures” (GRK 2078). The support by the German Research Foundation (DFG) is gratefully acknowledged. Support from the European Research Council within the Horizon Europe program - project 101040238 - is gratefully acknowledged by Matti Schneider.
Authors contribution
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Deutsche Forschungsgemeinschaft (255730231) and HORIZON EUROPE European Research Council (101040238).