
Abstract
In this study, the synergistic effect of the flame-retardant additives on the properties of poly(lactic acid) (PLA) was investigated and at the same time, it was tried to increase the toughness of PLA by adding small amounts of phosphate-based additives to plasticized PLA as binary and ternary mixtures. Poly(ethylene glycol) (PEG) was used as a plasticizer. As flame retardant additives, ammonium polyphosphate (APP), tri-phenyl phosphate (TPP), and boron phosphate (BP) were used. Characterization of the composites was carried out by tensile test, impact test, differential scanning calorimetry (DSC), thermal gravimetric analyses (TGA), scanning electron microscopy (SEM), limiting oxygen index (LOI), and UL-94 horizontal burning tests. In addition, TGA-FTIR analyses were carried out to understand the thermal degradation mechanism of composites during combustion. According to the SEM micrographs of the burnt surfaces of the samples, a smooth and flat structure is observed in PLA/PEG/5TPP-5BP sample, while a porous structure and branching formations are observed in other composite samples. Among the composite samples, the best flame retardancy features were observed in the composite containing PLA/PEG/5APP-2.5TPP-2.5BP sample, and the highest impact strength and elongation at break values were obtained in the composite containing PLA/PEG/5APP-5TPP sample.
Highlights
- Flame retarded biodegradable plasticized PLA was produced via extrusion process - Phosphorus based additives were used to improve flame retardancy of PLA - LOI value of PLA was increased from 22 to 36 % O2 - UL 94 rating of PLA was improved to V0 from V2
Introduction
Polymeric materials have a very common usage area in daily life and industrial applications. In addition, imparting flame-retardant properties to polymers is one of the important issues discussed in both academic and industrial societies. In general, the flame-retardant property of polymers is provided using self-flame-resistant polymer materials, the addition of flame-retardant monomers to the polymer chains during polymerization, and the usage of flame-retardant additives.1,2 The most effective one among these methods is the addition of flame-retardant monomers to the polymer chains during polymerization. However, industrial application of this method is not easy, as many plastic product manufacturers in the industry directly take the raw material, process it, and turn it into a final product. In this case, it is more functional to provide flame retardancy by using additives. Additives used to increase flame resistance today include halogen, phosphorus, boron, nitrogen, aluminum, magnesium, sulfur, silicon, and antimony, based chemicals. Especially halogen-based chemicals can effectively increase the flame resistance of polymeric materials. However, halogen-based chemicals have been banned by different countries because of the efforts of health and environmental organizations. Therefore, most of the studies on the improvement of flame retardancy in polymers are trying to develop additives and methods that can be alternatives to halogenated chemicals.3,4 As an alternative to halogen-based additives, phosphorus-based additives are also used in industrial applications. Both organic and inorganic phosphorus compounds are preferred as flame-retardant additives. Among these additives, red phosphorus, water-soluble inorganic phosphates, ammonium polyphosphate, organophosphates, and phosphine oxides can be mentioned.5,6 Flame retardation mechanisms of phosphorous compounds can be explained by forming a glassy layer on the combustion surface, cutting off the surface’s contact with oxygen, increasing the amount of ash, and inhibiting free radicals. The use of phosphorus additives with nitrogen-containing substances can also create an extra flame-retardant effect thanks to the phosphorus-nitrogen synergy.7,8
In recent years, interest in environmentally friendly, biodegradable polymers and research on this subject have increased due to the rapid decrease in petroleum-based energy sources and the increase in environmental pollution. In this direction, efforts are being made to develop new biodegradable materials that can be obtained from renewable resources. The most well-known biodegradable polymers are “aliphatic polyesters”. Important polymers in this group include PLA, poly(ε-caprolactone) (PCL), poly(butylenadipate terephthalate) (PBAT) and polyhydroxybuturate (PHB). Among these, PLA stands out due to its physical properties and economical production from renewable resources and thus replacing petroleum-based polymers. 9 However, PLA is easily flammable like other synthetic polymers due to its chemical composition and unique molecular structure, and its LOI (limiting oxygen index) is only 19. 5 The flammability of PLA limits its use in various industrial areas. Therefore, imparting flame retardancy to PLA is still an important issue. 10
In a study by Bourbigot and Solarski, the flame retardancy property of PLA was investigated by adding clay, and a 38% reduction in the maximum heat dissipation rate was observed in the calorimetric tests performed with 2% clay loading. 11 In a study by Solarski et al., an organically modified clay (closite 30B) was added to PLA in different proportions, and it was observed that the flame retardancy property improved with the increasing clay content, while the elongation at break values decreased significantly. 12 Based on this result, the necessity of using plasticizers to increase the toughness of the mixtures was emphasized. Reti et al investigated the effect of different formulations to impart flame retardancy properties to PLA. 13 In the study, firstly APP was added to PLA and then the flame retardancy properties of the mixtures were evaluated by adding pentaerythritol (PER), starch and lignin at 10% loading rate to this mixture. As a result of the study, the experimental design method was applied to all compositions and it was determined that the LOI value was 32% when 60% PLA, 12% APP, and 28% starch composition were used. In a study by Zhan et al., spirocyclic pentaerythritol bisphosphoryl melamine (SPDPM) to be used as a flame retardant was synthesized and then PLA composites were prepared. 10 UL-94 and LOI tests were applied to the prepared composites. It was observed that the LOI value reached 38% and the dripping property improved when 25% SPDPM was used. Hyperbranched polyamine (HPCA) carbonization agent and APP were added to PLA and the combustion, thermal and structural properties of the prepared mixtures were investigated by Ke et al.. 14 The LOI value was found to be 36.5 when APP was used at 18% and HPCA at 12%. Zhu et al. used expandable graphite together with APP, which is expected to create a synergistic effect. 15 In the study, the best combustion properties were obtained when the graphite/APP ratio was 1/3 and the loading amount was 15%. Wang et al. investigated the effect of the use of an intumescent flame-retardant based on phytic acid, chitosan, and resveratrol on the flame retardancy and mechanical properties of PLA. 16 It was seen that by adding 4 wt% of flame retardant, the PLA-flame retardant composite was classified as UL-94 V-0 grade, with a LOI value increasing from 19.7 % (pure PLA) to 26.0 %. The mechanical strength of PLA-flame retardant composites have been improved, as reflected by a 16 % increase in tensile strength, a 73 % increase in impact strength. Another recent study of Wang et al. focused on the use of layered charring agent (PDM) together with APP to improve the flame retardancy of PLA. 17 It was observed that adding only 2 wt% of APP/PDM resulted in a UL-94 V-0 level and a 29.3% of LOI, as well as a reduction of 40.4%, 39.6% and 34.1% in the peak of heat release, total heat release and total smoke release for PLA was observed, respectively. Liu et al. added a phosphorus-doped chitosan derivative (PCS) together with aluminum hypophosphate (AP) to PLA to study their synergistic effect on the crystallization, flame retardancy, anti-dripping and mechanical properties of PLA. 18 Compared to PLA modified with 12 wt% AP achieving UL-94 V-2 level and 24.3 % of limited oxygen index, PLA containing 3 wt% PCS and 9 wt% AP achieved UL-94 V-0 level and limited oxygen index of 28 %. The effect of two different bio based charring agents which are used together with APP on the flame retardancy of PLA was investigated by Wang et al. 19 The addition of 3.75 wt.% from one of the charring agents and 11.25 wt.% APP to PLA resulted in the attainment of the UL-94 V-0 rating, a nearly 28% limiting oxygen index, as well as a decrease of 35 and 90% in total heat and smoke releases, respectively. A study by Zhang et al. analyzed the performance of a DOPO derivative-conjugated flame retardant on the flame retardancy properties of PLA. 20 PLA-conjugated flame-retardant composites achieved a V-0 rating (UL-94, 3.2 mm) when the conjugated flame retardant was added at 5 wt.% and an increase in LOI value from 22.5% to 31.4% relative to composites without added conjugated flame retardant. In a study by Xu et al. A bio-based compound is synthesized in an aqueous phase as a flame retardant for PLA. 21 1 wt% addition of flame retardant made PLA composite self-extinguish and enhanced LOI value. Pei et al. used a phosphazene flame retardant, 9,10-dihydro-9-oxa-10-phosphazene-10-yl-hydroxy-phenol together with an epoxy chain extender to produce PLA based flame retardant composites. 22 Results show that when the flame-retardant is added at 5 wt.%, the PLA composites can reach the UL-94 V-0 rating of combustion, and the corresponding LOI value is 30.0%. Although flame-retardant properties are added to PLA with flame retardant materials, it is seen that the brittleness of the composite obtained by adding these materials increases and the toughness generally decreases. 10 For this reason, it is very important to provide the composite with flame retardancy and toughness.
The melting point of industrial PLA is approximately 150–170°C, and its glass transition temperature (Tg) is between 55 and 65°C. It has low elongation and high modulus at room temperature due to its high glass transition temperature. For this reason, the use of PLA in various industrial areas such as packaging and automotive is very limited.23,24 Bringing the desired properties to PLA is done by blending it with various materials, and the plasticization of PLA with PEG25–28 has a significant place in literature. Compared to other plasticizers, PEG is an inexpensive and biodegradable material. In addition, when mixed with PLA, it does not exhibit phase separation up to 20% loading amount and does not affect the biodegradability of PLA.5,24 When literature is examined, there are publications on imparting flame retardancy to PLA plasticized with PEG by using flame-retardant additives such as phosphates, wood flour, ammonium compounds, intumescent flame-retardant additive systems29–35 but most of these studies do not include the use of binary or ternary additive mixtures.
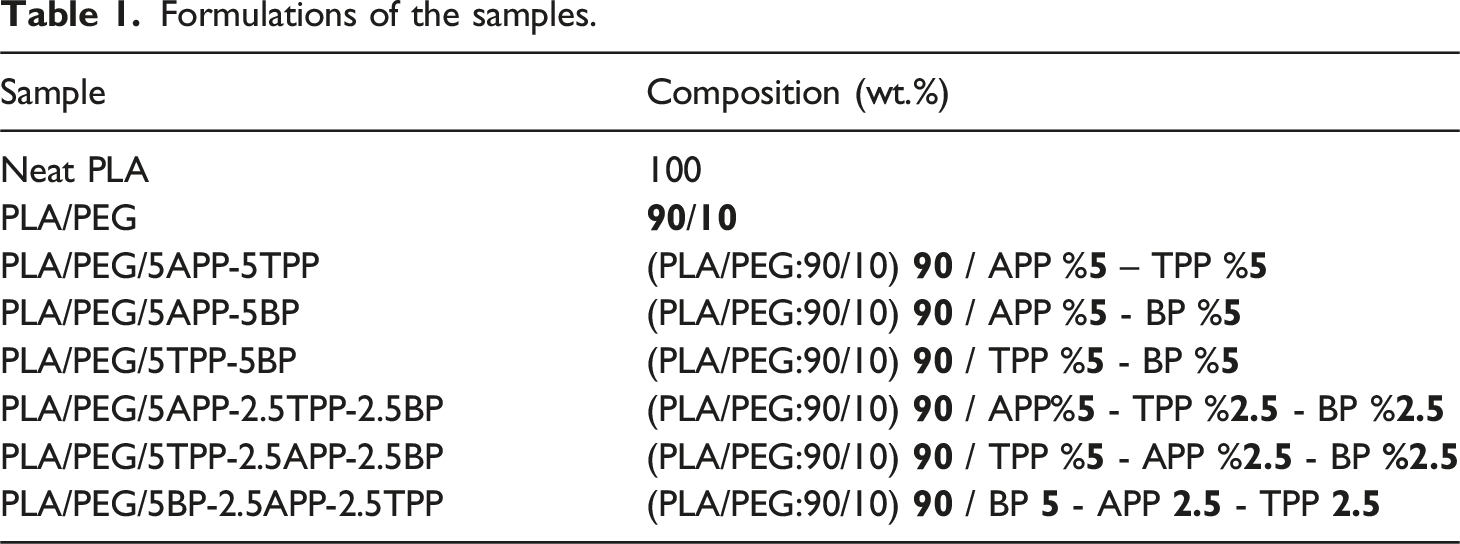
In this study, apart from most of the studies in literature, PEG was added to PLA at the same time with binary and ternary mixtures of phosphorus-based flame-retardant additives to create PLA-based flame-retardant composites. Among these three different flame-retardant additives, TPP and BP were used in the binary and ternary mixtures of additives in PLA for the first time in literature. The content of PEG and flame-retardant additives mixtures in PLA matrix was at 10 wt. %. The mechanical and thermal properties of the samples were investigated by tensile, impact, DSC and TGA tests. Moreover, TGA-FTIR analyses were performed to examine the thermal degradation mechanism of composites during combustion. The morphologies of the samples were characterized by SEM. The LOI and UL-94 horizontal burning tests were used to assess the burning characteristics.
Materials and methods
Materials
PLA (2002D, NatureWorks Company) and PEG (Sigma-Aldrich, MW = 8000 g/mol) were the polymeric materials that were used in this study. APP (MPI Chemie BV), TPP (Across Company) and BP which was synthesized from its raw materials by using microwave heating technique 33 were used as flame-retardant additives.
Compounding and preparation of test samples
Formulations of the samples.
Characterization
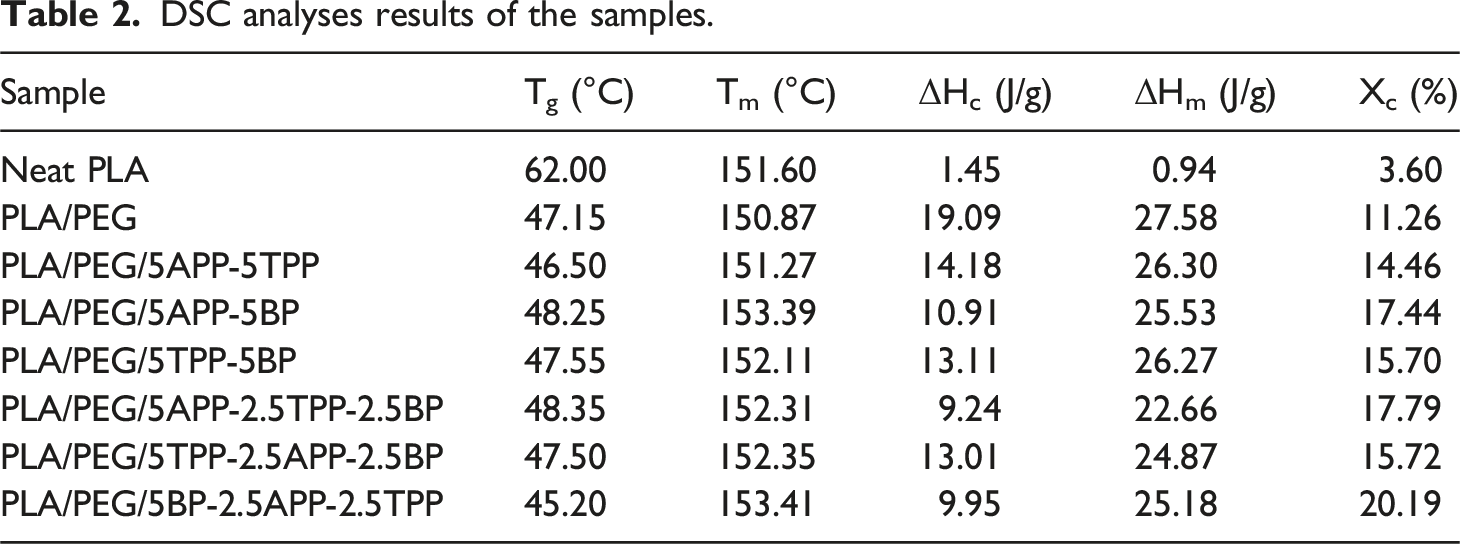
DSC analyses of the samples were performed using the Mettler Toledo DSC 1 device. DSC thermograms were obtained by heating the samples from 25°C to 200°C with a heating rate of 5°C/min. During the measurement, nitrogen was fed to the system at a volumetric flow rate of 80 mL/min. The results were evaluated using the “Stare System” software, and glass transition temperatures (Tg), melting temperatures (Tm), melting enthalpies (ΔHm) and % crystallinity (Xc) values were calculated. The following equation was used when calculating the % crystallinity values.
TGA analyses of the samples were made using the Perkin Elmer brand TGA system. Measurements were between 25°C and 800°C at 10°C/min. heating rate, in nitrogen and air atmosphere separately. FTIR analyses were performed by using a Perkin Elmer Spectrum 100 device between 4000 and 450 cm−1 wavelength.
The fracture surfaces of the samples, which were formed as a result of the tensile tests and the burnt surfaces of the samples after flame-resistance tests were coated with gold and palladium. Then, by using a JSM-6510 Scanning Electron Microscope device, SEM micrographs were obtained.
Flame resistance tests were applied to samples and for this purpose, measurements were made in Mares Analysis Instrument Factory (M-LOI-01) LOI test device in accordance with TS EN ISO 4589-2 standard. The samples were prepared in dimensions of 80 × 10 × 4 mm and placed vertically in a transparent chimney through which a mixture of oxygen and nitrogen passed upwards. After the test specimens were ignited from the upper end, the combustion behavior of the specimens was observed, and the duration of combustion and the length of the burning test specimen were compared with the predetermined limit values for combustion. Results are reported in % oxygen by volume.
UL-94 horizontal burning tests of the samples were carried out in the test setup prepared according to the ASTM D-635 standard. Samples with dimensions of 80 × 10 × 4 mm were placed horizontally in the sample holder and exposed to the flame at an angle of 45° for 10 s. The flame extinction time t1 was recorded and the sample was exposed to the flame again for 10 s after the first extinction. The second flame extinction time was recorded at t2. In addition, during the test, it was observed that melt drops fell from the sample to the cotton positioned at the bottom of the sample and that the falling droplet ignited the cotton. Flame propagation results were then recorded, and the related ratings were performed.
Tensile tests were performed by using a Lloyd Instruments-LRX Plus universal testing machine, under 5 kN load and at room temperature with a crosshead speed of 5 mm/min according to the ASTM: D 638-10 standard. In the study, the tensile strength, tensile modulus and elongation at break values were investigated to compare the mechanical behavior of the materials. The dimensions of the test samples were 4 mm width, 2 mm thickness and 30 mm length. The samples were impact tested with the Instron Ceast 9050 impact test machine in accordance with ISO 180 standard. A 5.5 J hammer was used for the test. Impact strength values were determined by applying impact to the samples with a speed of 3.46 m/s. The samples were not notched. Samples had thickness of 4 mm and width of 10 mm. Mechanical test results were reported as an average of 5 distinct measurements.
Results and discussion
DSC analyses
DSC analyses results of the samples.
TGA analyses
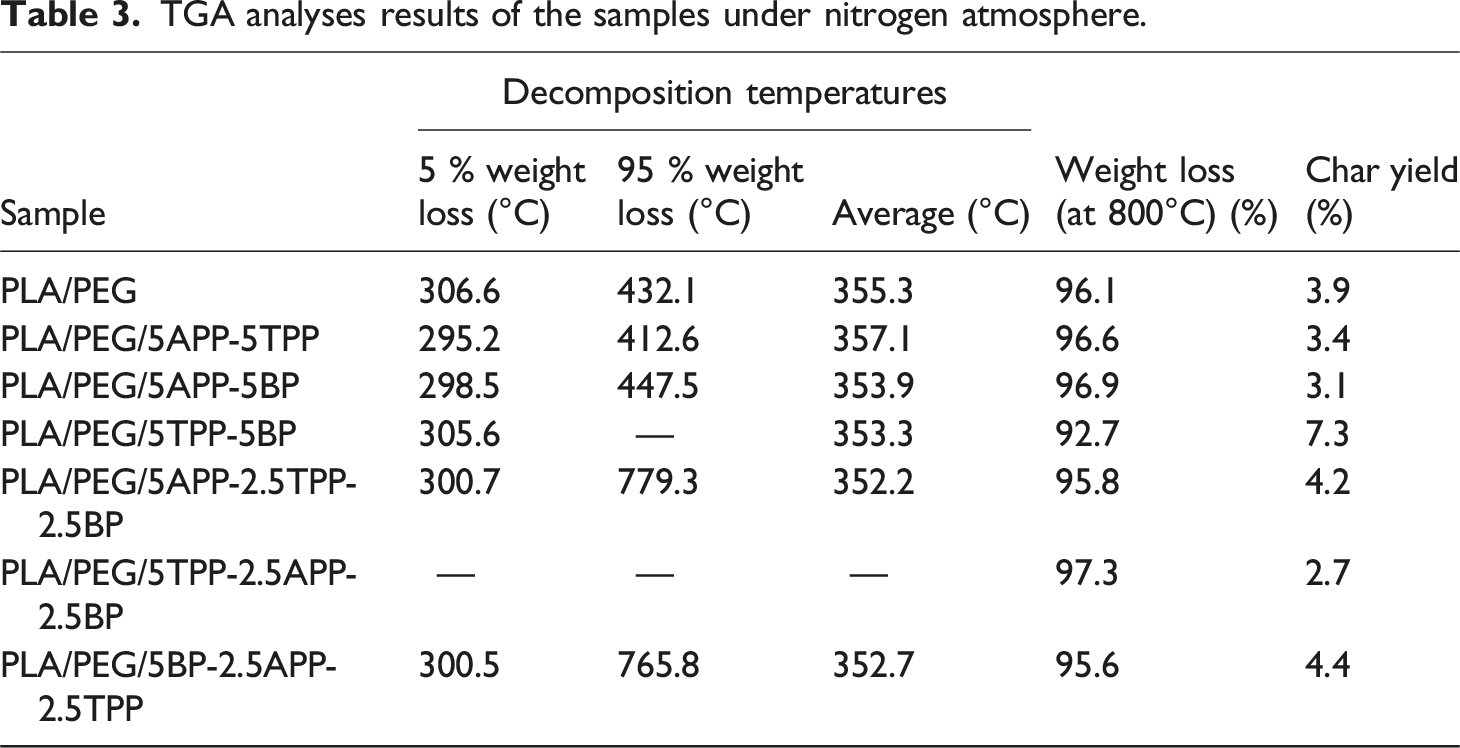
TGA analyses results of the samples under nitrogen atmosphere.
TGA analyses results of the samples under air atmosphere.
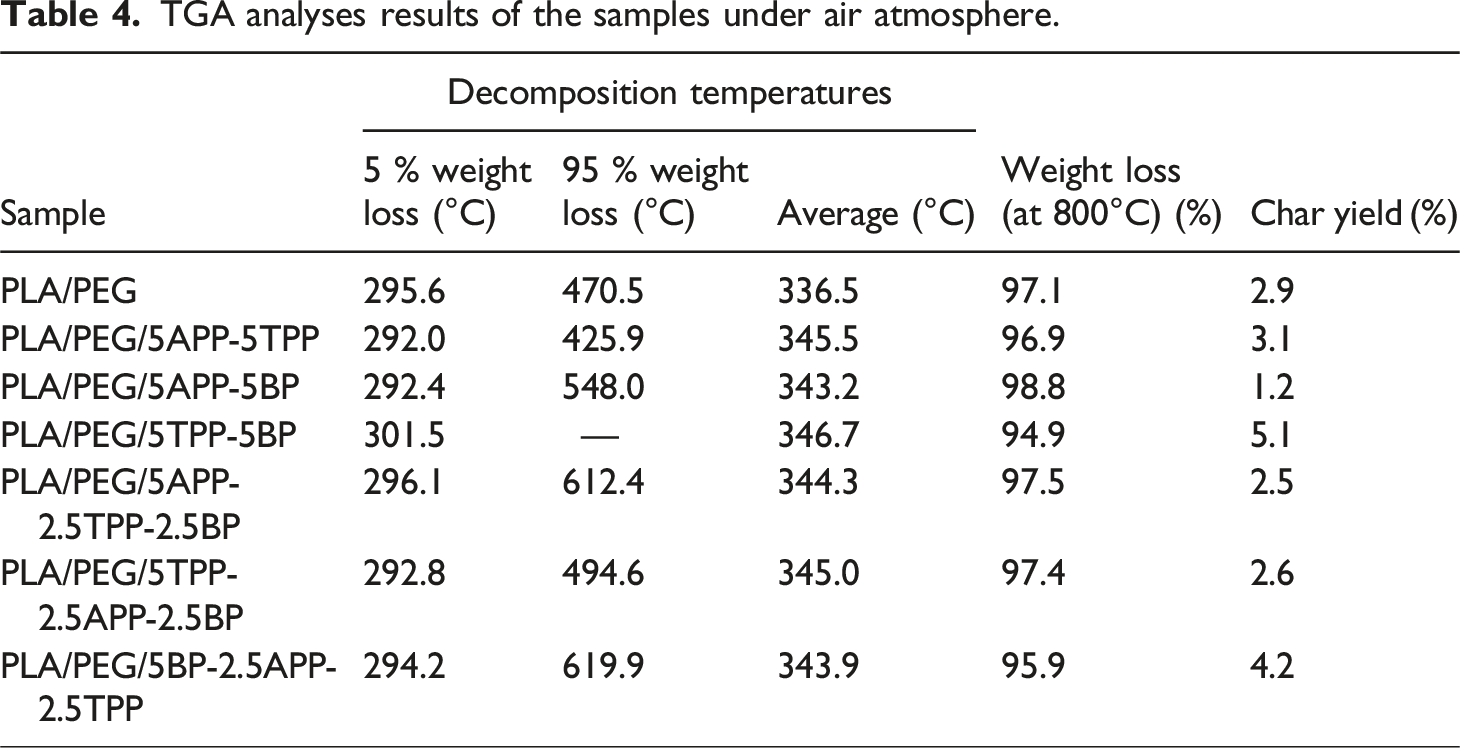
It can be seen from Table 3 that degradation for flame retardant PLA/PEG composites start at about 295°C at 5 wt. % decomposition temperature. From this, it can be concluded that flame retardant additives were thermally stable at 200°C, which was the production temperature of samples. When the TGA results of the flame-retardant containing composites and PLA/PEG sample were compared in terms of the average decomposition temperature, it was seen that the flame-retardant additives did not significantly affect the decomposition temperature. However, it was observed that the 95 wt.% decomposition temperature of the PLA/PEG/5TPP-5BP sample is quite high when compared to PLA/PEG sample. Among the composites, the least mass loss value at 800°C was seen in the PLA/PEG/5TPP-5BP sample. Although, it was expected that the usage of flame-retardant additives could improve the char yield of the composites by forming thermally stable compounds as char residue because of the catalyzing effect on the degradation products in accordance with their chemical structure, 15 the addition of the flame-retardant additives did not increase the char yield of the samples significantly. In literature, it is stated that BP improves flame retardancy efficiency and forms inhomogeneous complexes by affecting the stability of the residue remaining after combustion. 37 When the char yield values were examined in the TGA analyses performed in nitrogen atmosphere, it was observed that generally, the highest percentage of residue remained in the samples containing higher amount of BP in the presence of TPP. Table 4 shows the results of the TGA analyses performed in air atmosphere. Here, 5 wt.% decomposition started at about 290°C which was slightly lower temperature than in nitrogen atmosphere. This shows that PLA/PEG matrix and flame-retardant additives did not degrade at the production temperature of the samples (200°C). When the TGA results of the flame-retardant containing composites in air atmosphere are compared to nitrogen atmosphere, it was observed that the average decomposition temperature decreased by about 10°C. In addition, the 95 wt.% degradation temperatures of composites containing ternary flame-retardant additive mixtures increased significantly when compared with PLA/PEG sample, which was also the case in the analyses in nitrogen atmosphere. Char yield results also showed a similar trend to the ones in the analysis in nitrogen atmosphere.
To understand the thermal degradation mechanism of PLA/PEG based composites, TGA-FTIR analyses were performed, and the results are given in Figures 1–4. In this study, TGA-FTIR measurements were carried out in nitrogen and air atmospheres. Some gaseous degradation products of PLA include water (3575 cm−1), methane (3015 cm−1), hydrocarbons (2820–2980 cm−1), (2360 cm−1), (2190 cm−1), carbonyl products (1760 cm−1) and aliphatic esters (1100-1250 cm−1). The main pyrolysis products released during the degradation process of PLA are lactide or cyclic oligomers, hydrocarbons, CO2, CO, and water.
38
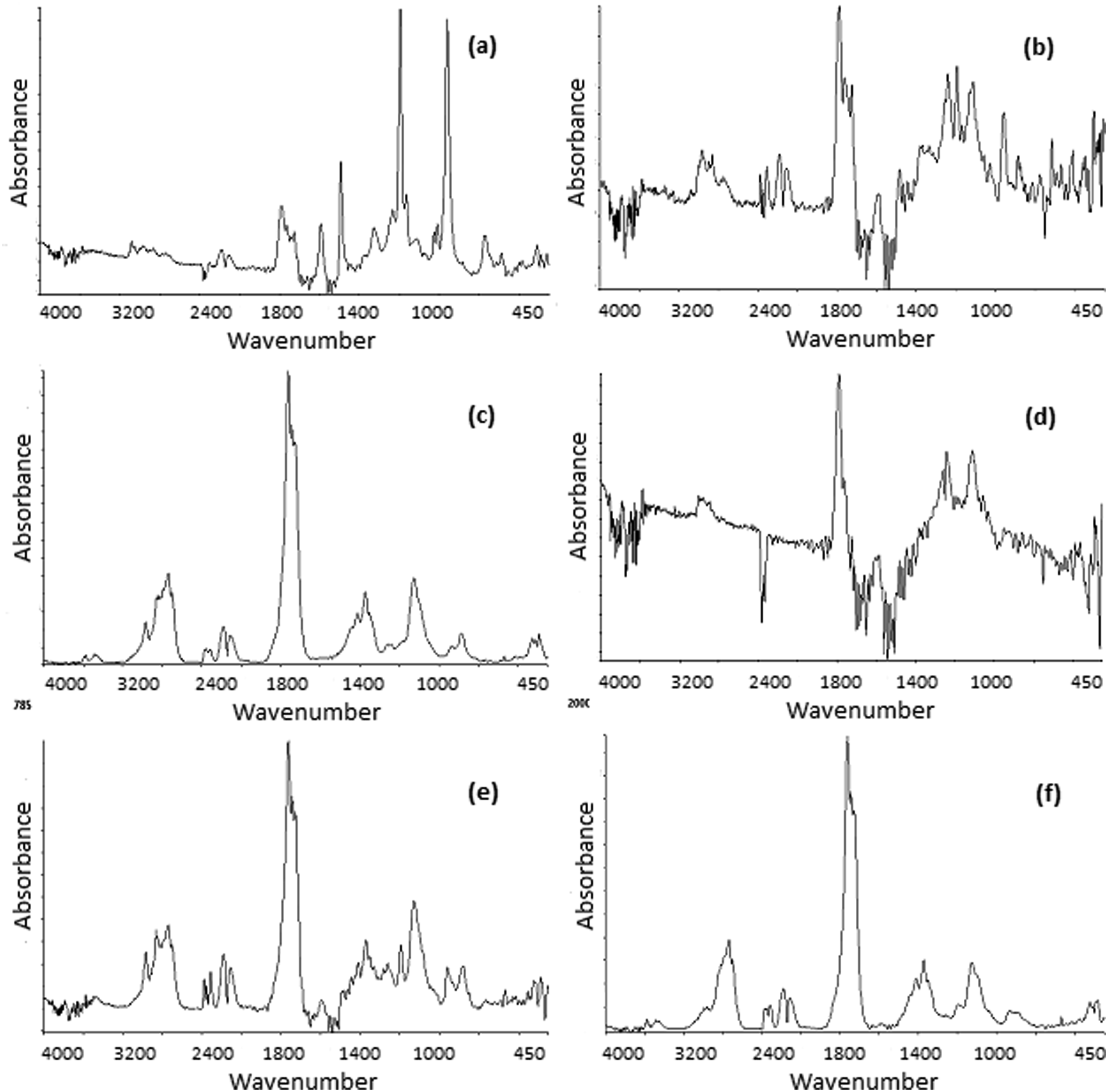
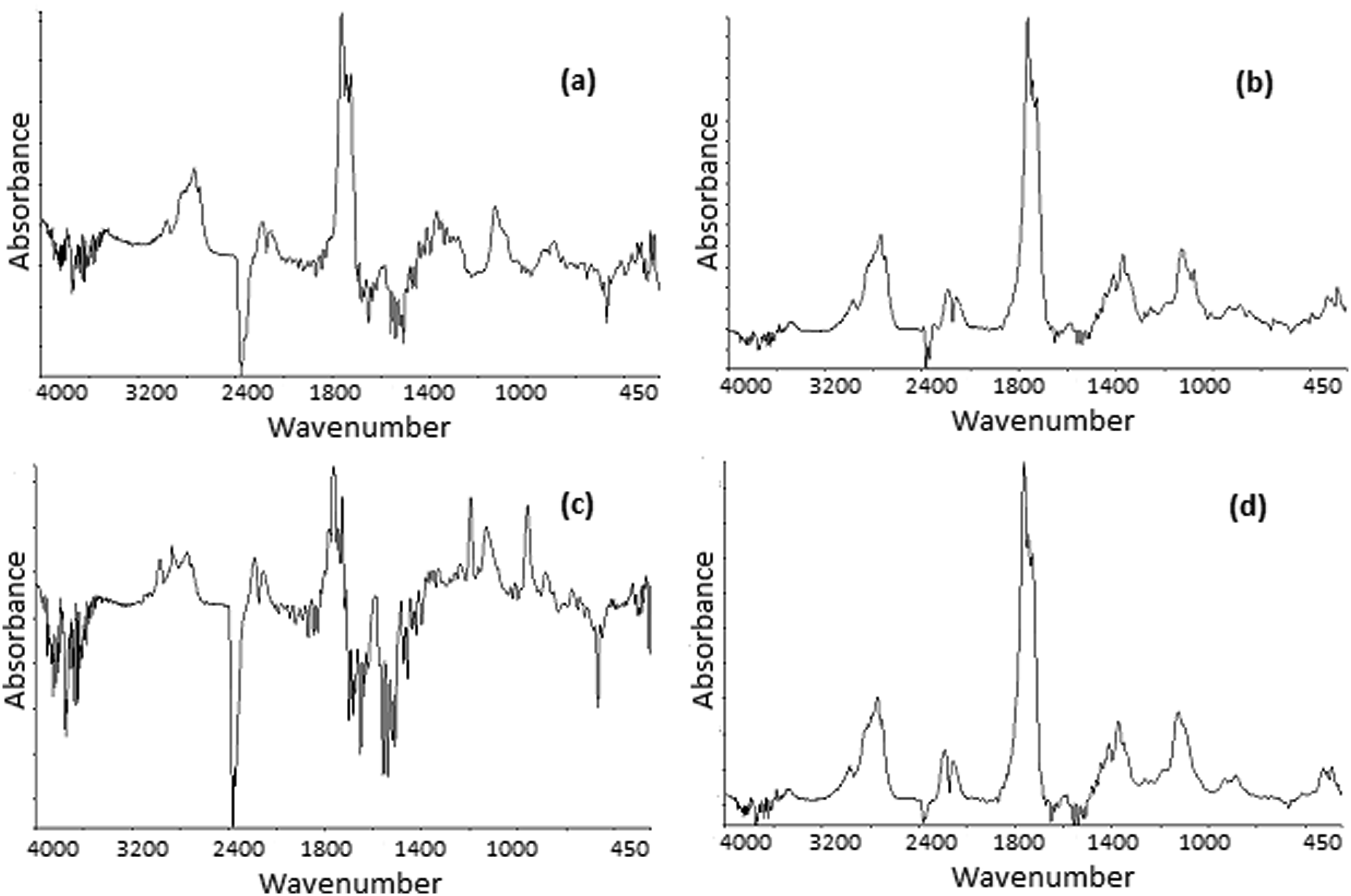
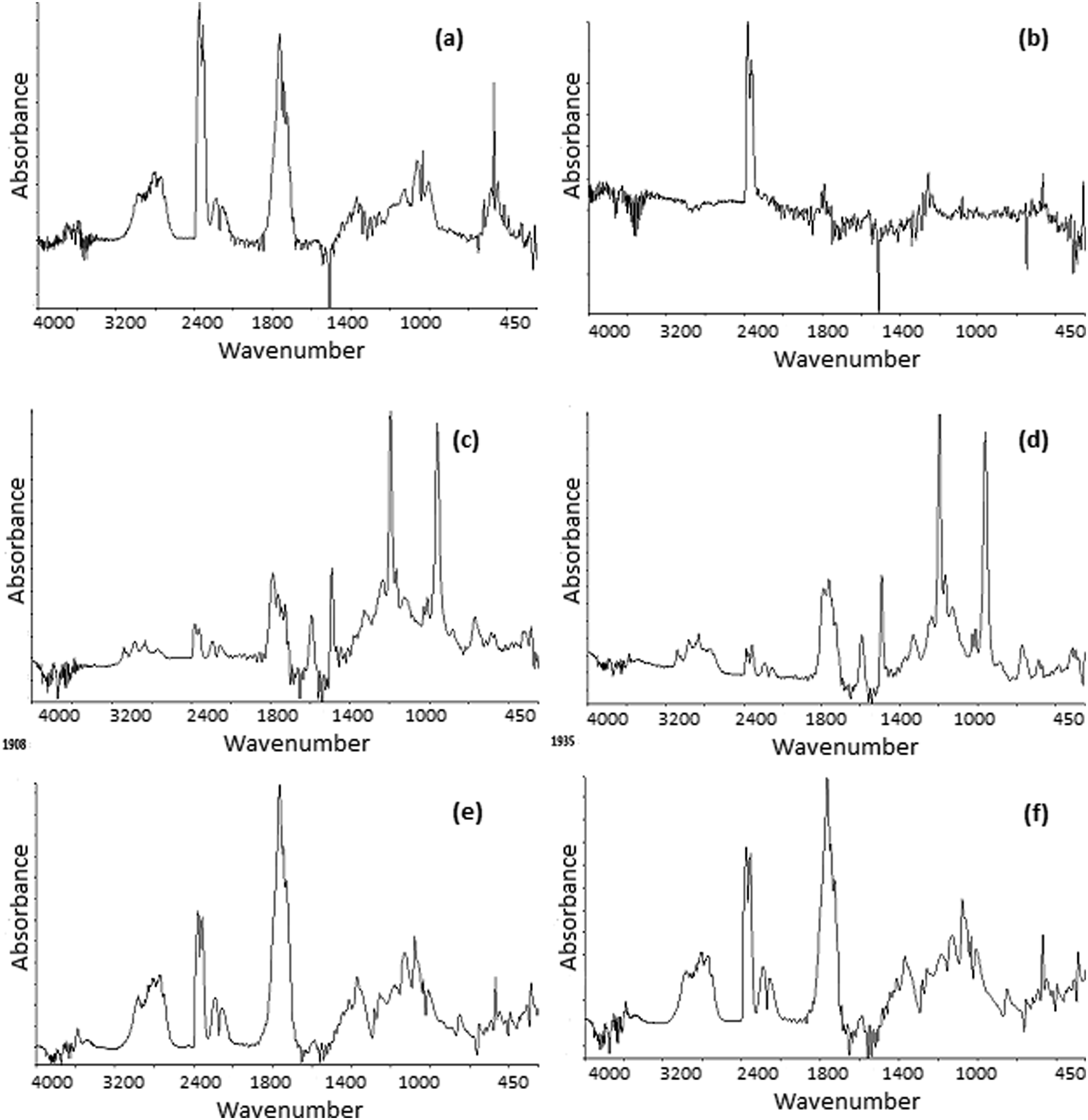
TGA-FTIR spectra of PLA/PEG sample under nitrogen atmosphere (a) 26th minute (b) 33rd minute (c) 40th minute. TGA-FTIR spectra of samples that contain binary mixtures of flame-retardant additives under nitrogen atmosphere (a) PLA/PEG/5APP-5TPP (27th minute) (b) PLA/PEG/5APP-5BP (26th minute) (c) PLA/PEG/5APP-5BP (33rd minute) (d) PLA/PEG/5APP-5BP (40th minute) (e) PLA/PEG/5TPP-5BP (30th minute) (f) PLA/PEG/5TPP-5BP (33rd minute). TGA-FTIR spectra of samples that contain ternary mixtures of flame-retardant additives under nitrogen atmosphere (a) PLA/PEG/5APP-2.5TPP-2.5BP (33rd minute) (b) PLA/PEG/5TPP-2.5APP-2.5BP (33rd minute) (c) PLA/PEG/5BP-2.5APP-2.5TPP (28th minute) (d) PLA/PEG/5BP-2.5APP-2.5TPP (33rd minute). TGA-FTIR spectra of samples under air atmosphere (a) PLA/PEG (31st minute) (b) PLA/PEG (46th minute) (c) PLA/PEG/5APP-5TPP (27th minute) (d) PLA/PEG/5TPP-5BP (27th minute) (e) PLA/PEG/5APP-2.5TPP-2.5BP (32nd minute) (f) PLA/PEG/5BP-2.5APP-2.5TPP (32nd minute).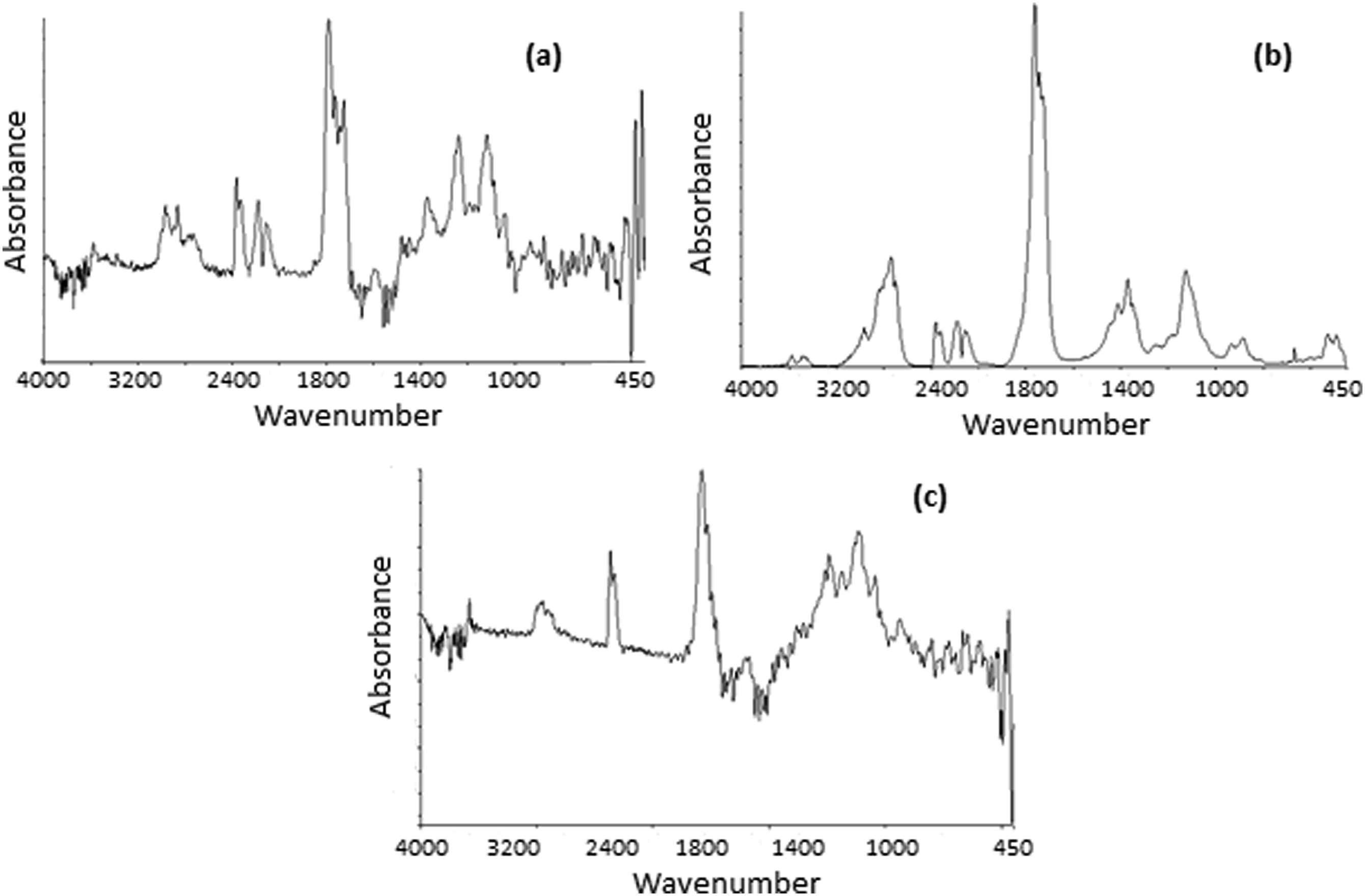
TGA-FTIR spectra of the PLA/PEG sample which were taken in nitrogen atmosphere at different times (at 26th, 33rd and 40th minutes) are given in Figure 1. As is known, the main process in the thermal degradation of polymers is known as depolymerization, and the main degradation products are water, carbon dioxide, hydrocarbons, and other products.38,39 Maximum decay rates for PLA/PEG sample were observed in the 33rd minute spectrum. The main decay products observed in this spectrum are the peak at 3400-3600 cm−1 for the –OH group, the hydrocarbon peak at 2800-2900 cm−1, the CO2 peak at 2360 cm−1, the carbonyl group peak at 1760 cm−1, the C-H stretching of hydrocarbons at 1373 cm−1 and aliphatic ether peak at 1100-1250 cm−1.
When the spectra of the samples which contain binary flame-retardant mixtures in nitrogen atmosphere were examined, early decay started at approximately 27th minute in the PLA/PEG/5APP-5TPP sample (Figure 2). In the PLA/PEG/5TPP-5BP sample, this spectrum was realized at approximately 30th minute, including the peaks of matrix decay (Figure 2). In the PLA/PEG/5APP-5BP sample, on the other hand, the degradation was completed at the 40th minute (Figure 2). The degradation started at lower analysis times for the TPP containing samples. The reason for this distinction was explained in literature. In a study by Levchik et al., it was shown that TPP is completely degraded from the matrix before polycarbonate and ABS.37–40 In the spectrum taken at the 27th minute, the peak observed in aromatic ring structures at 1510 cm−1 in the structure of TPP and a sharp P=O peak at 1260 cm−1 were observed. For all these reasons, it was concluded that TPP decomposes before the polymer matrix and leaves the structure in TPP containing samples. Although TPP left the matrix early, it continued to give carbon dioxide peak and C-H-hydrocarbon stretching peak as the degradation product at higher analysis times as seen in Figures 2 and 3. As a result, it can be said that TPP slows down the combustion mechanism by changing it.
Spectra of the samples containing binary and ternary flame-retardant additive mixtures at 33rd minutes are similar to PLA/PEG sample (Figure 2). In these spectra, the aromatic ring peak at 1510 cm−1 and the P=O peak at 1260 cm−1, which should be due to phosphate-based flame-retardant additives, were not observed. A possible reason for this may be the overlap with characteristic peaks of PLA/PEG. This overlap was mentioned in the study of Wang et al. 39 When all TGA-FTIR spectra of composite samples were compared with the PLA/PEG spectra, it was observed that samples that contain TPP started to decay like PLA/PEG at 27th minute, whereas samples containing APP and BP started to decay at 33rd minute. From this result, it was concluded that these additives also slowed down the decay mechanism.
TGA-FTIR analyses of samples in air atmosphere are given in Figure 4. At the 31st minute of the spectrum that is taken in air, a similar spectrum was obtained for PLA/PEG in nitrogen atmosphere, but differently, the intensity of the CO2 peak at 2360 cm−1 increased and the intensity of the C-H stretching peak of hydrocarbons at 1373 cm−1 decreased or differentiated (Figure 4). In the analysis performed in air, only the CO2 peak was observed for PLA/PEG sample in the spectrum taken at the 46th minute. The samples containing TPP, in the same way as in nitrogen atmosphere, started to decompose at the 25th minute and the TPP was separated from the structure (Figure 4). In the spectra of all samples, decay started 2–3 minutes earlier than nitrogen atmosphere. In general, maximum decay rates were observed at 31st minute and the intensity of the CO2 peak increased.
SEM analyses
SEM micrographs of the fracture surfaces of the samples are given in Figure 5. When the micrographs are examined in detail; 5%APP-5%BP, 5%TPP-5%BP and ternary mixtures of flame-retardant additives are not well dispersed in the PLA/PEG matrix, there are gaps around the matrix and the particles, there are agglomerations in the matrix and these agglomerations are larger when higher amount of BP is used. From this, it can be concluded that the interfacial compatibility between BP and the matrix is poor. In PLA/PEG/5APP-5TPP sample, it was observed that the morphology was generally homogeneous, and the particle size of the additives was smaller. SEM micrographs of fracture surfaces of samples (a) PLA/PEG (b) PLA/PEG/5APP-5TPP (c) PLA/PEG/5APP-5BP (d) PLA/PEG/5TPP-5BP (e) PLA/PEG/5APP-2.5TPP-2.5BP (f) PLA/PEG/5TPP-2.5APP-2.5BP (g) PLA/PEG/5BP-2.5APP-2.5TPP.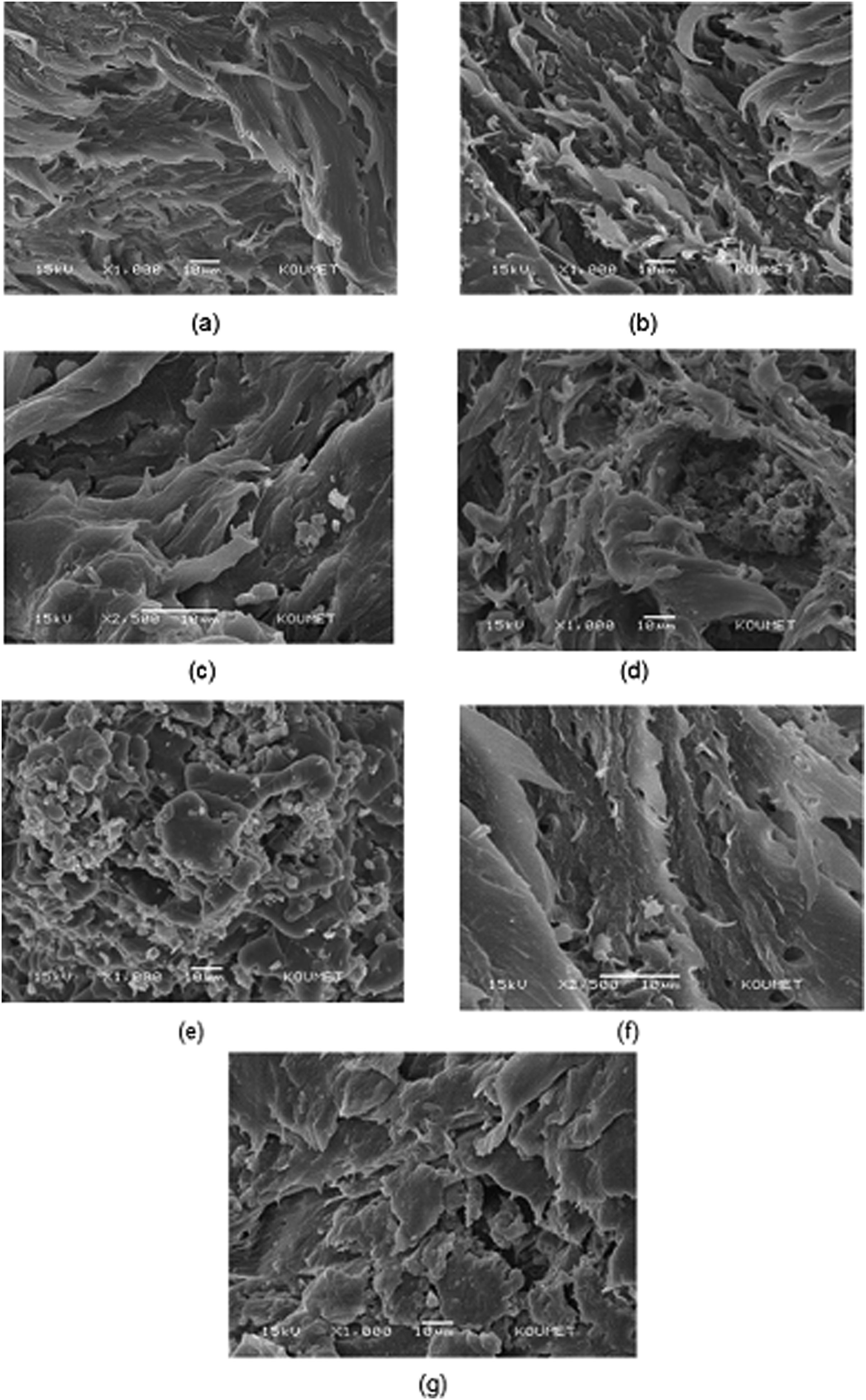
Figure 6 shows the SEM images of the burnt surfaces of the samples. It was determined that the combustion surfaces were similar for all samples and showed no evidence of the formation of a residual char layer on the surface during combustion, other than minor signs. This situation also explains the low char residue percentages determined in TGA analyses. Among the samples, those with higher char residue percentage have a porous structure and branching formations in some parts of the micrographs, while a smooth and flat structure is observed in other parts. These porous and branched structures are thought to be the result of flame-retardant additives increasing char formation by forming a coal-like layer on the combustion surface. SEM micrographs of burnt surfaces of samples (a) PLA/PEG (b) PLA/PEG/5APP-5TPP (c)PLA/PEG/5APP-5BP (d)PLA/PEG/5TPP-5BP (e) PLA/PEG/5APP-2.5TPP-2.5BP (f) PLA/PEG/5TPP-2.5APP-2.5BP (g) PLA/PEG/5BP-2.5APP-2.5TPP.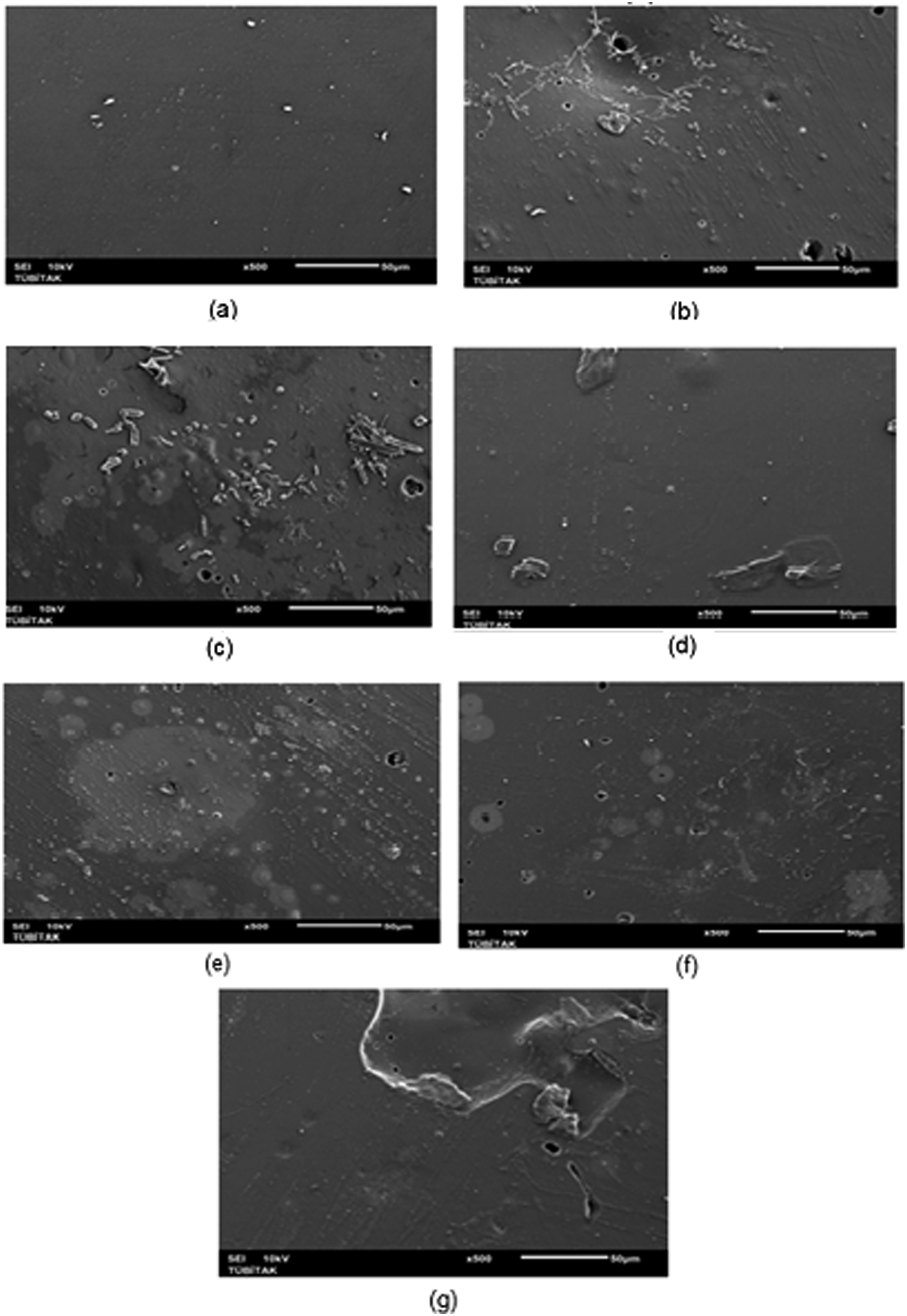
LOI and UL-94 analyses
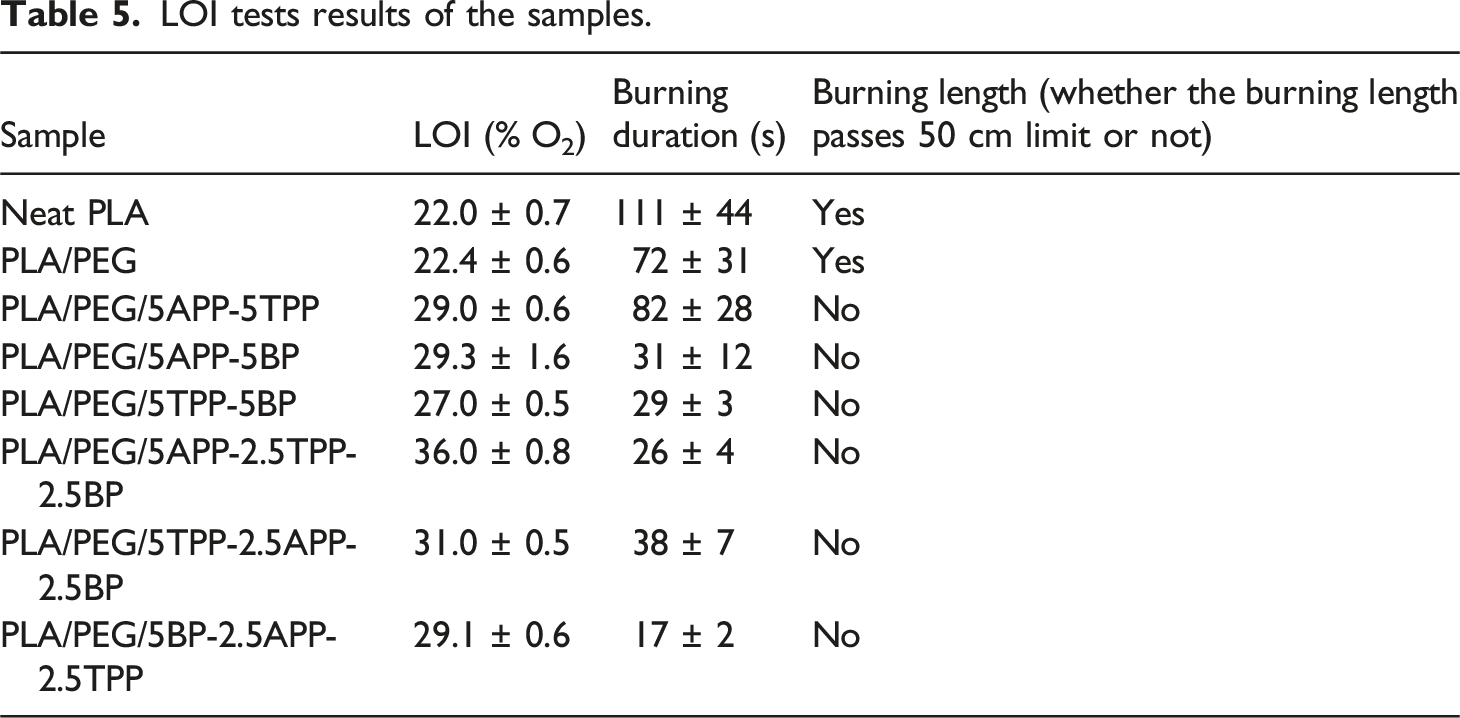
LOI tests results of the samples.
UL-94 tests results of the samples.
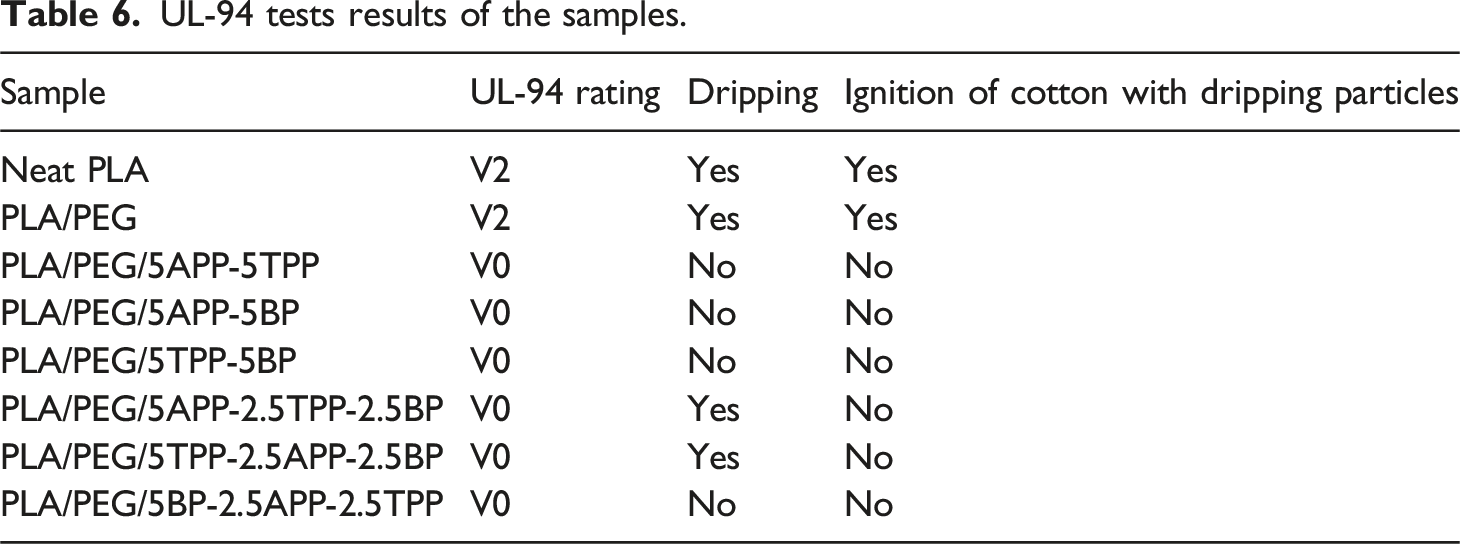
The results of the LOI and UL-94 tests showed the flame-retardancy effect of the additive mixtures that were used in this study. Phosphorous-based flame retardants commonly have several flame-retardant mechanisms such as gas-phase mechanism which includes flame inhibition, dilution of flammable gases and condensed-phase mechanism which is caused because of surface coverage by phosphorus containing acid catalyzed char formation. The major mechanism for improving the flame-retardancy of PLA/PEG was not the formation of a protective char layer during burning of the samples. This was revealed by the TGA and SEM analyses results since a significant amount of residual char formation was not observed in TGA thermograms of the samples (Tables 3 and 4) and SEM micrographs of the burnt surfaces of the samples (Figure 6). Moreover, no direct correlation between the amount of residual char formation and flame-retardancy improvement was observed in the LOI and UL-94 tests. The gas-phase mechanism is the most probable reason for the improvement in the flame-retardancy of the samples in this study as it was observed in the TGA-FTIR analyses (Figures 1–4). The decomposition products of TPP act as the actuator mechanism of halogenated flame-retardant additives in the gas phase by inhibiting H* radicals. 41 Thus, in the studies in literature, the use of phosphate-based ions and flame-retardant additives that will provide the formation of radicals has been suggested to prevent the hydrogen cycle during burning. 42 Phosphate-based flame retardants form phosphorus oxides during combustion in polymers containing oxygen in the main backbone, thereby interrupting the formation of radicals, and thus becoming effective. 43
Mechanical characteristics
Protecting or, if possible, improving the mechanical properties of the obtained composites should be another important goal in the studies carried out within the scope of increasing the fire resistance of PLA. In most of the studies in literature, the effect of flame-retardant additives on the mechanical properties of composites has been ignored while increasing the fire resistance of composites. The amount of flame-retardant additives in the composite material, their particle sizes, their distribution, the presence of functional groups in their structure and the tendency of these groups to react with the polymer matrix are important parameters that affect the mechanical properties of composites.
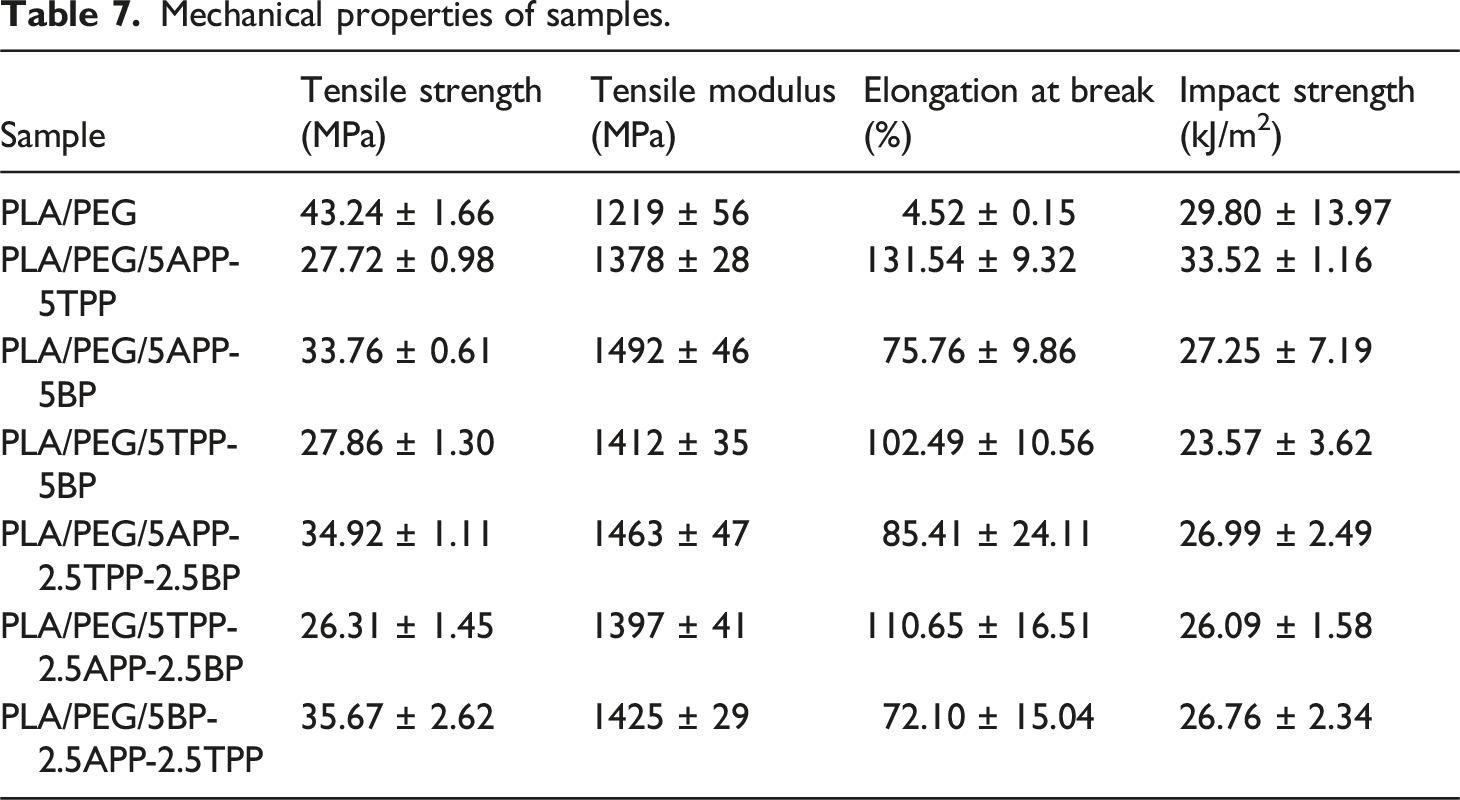
Mechanical properties of samples.
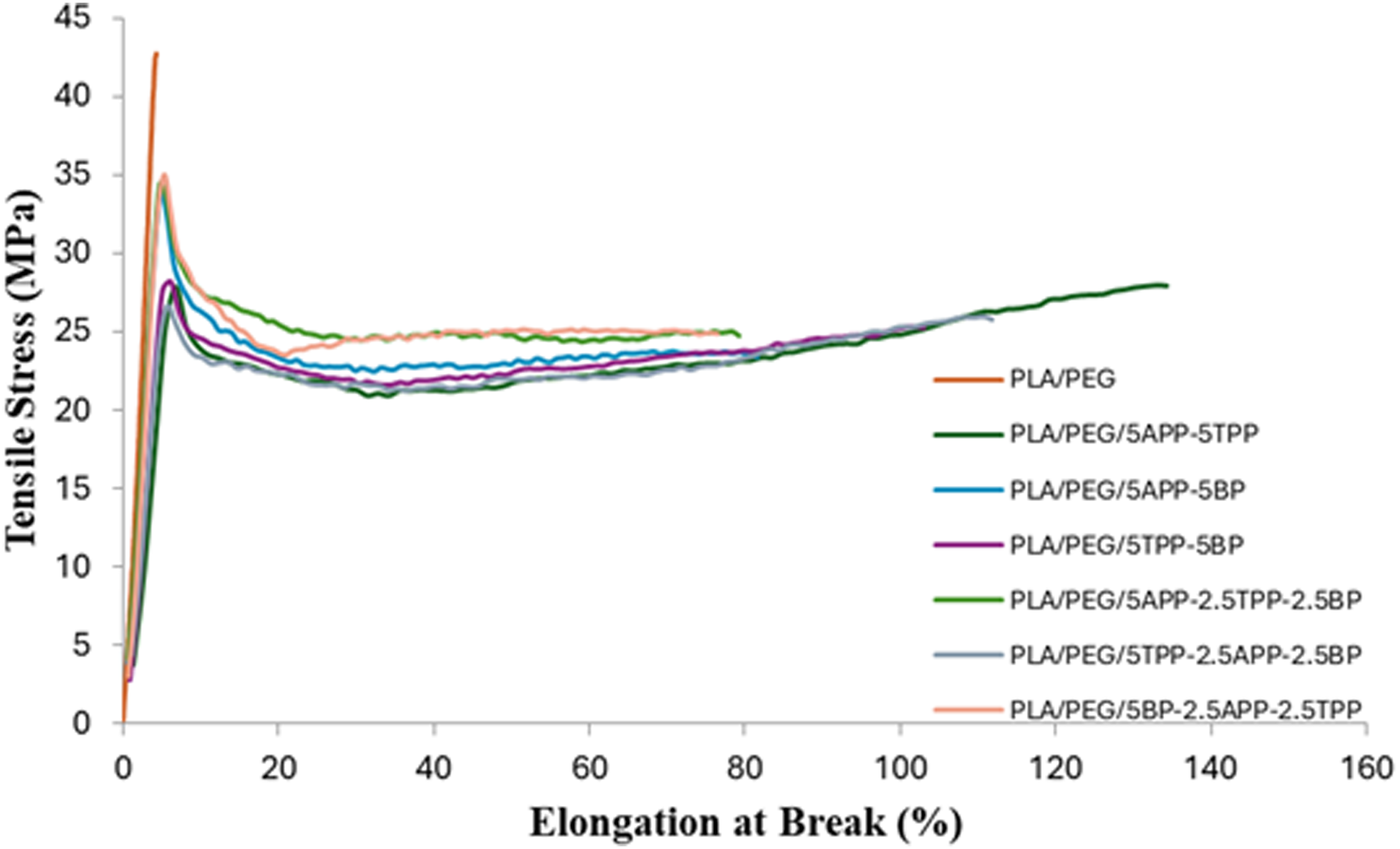
Representative tensile stress-elongation at break curves of samples.
The effect of the amount of flame-retardant additives in the additive mixtures used, on the elongation at break properties of the prepared samples was investigated and it was observed that samples containing TPP rich mixtures, unlike other flame-retardant additive mixtures, gave higher elongation at break values compared to the PLA/PEG blend and other composites. The reason for this result is thought to be due to the plasticizing effect of TPP. The elongation at break value of the PLA/PEG/5APP-5TPP sample is considerably higher than the control sample in the case of binary additive mixtures. The lowest elongation at break values was obtained in samples which contain BP rich additive mixtures.
Despite its high tensile strength and modulus, PLA is brittle due to its low entanglement density and chain toughness, and therefore its impact strength is low. Impact test results applied to the samples produced are given in Table 7. When all the impact test results were evaluated together, it was seen that similar results were obtained with the tensile test. The impact strength decreased with the addition of flame-retardant additives to the matrix. However, among them, the PLA/PEG/5APP-5TPP sample exhibited a higher impact strength value, and this result was found to be coherent with the elongation at break results.
Performance comparison
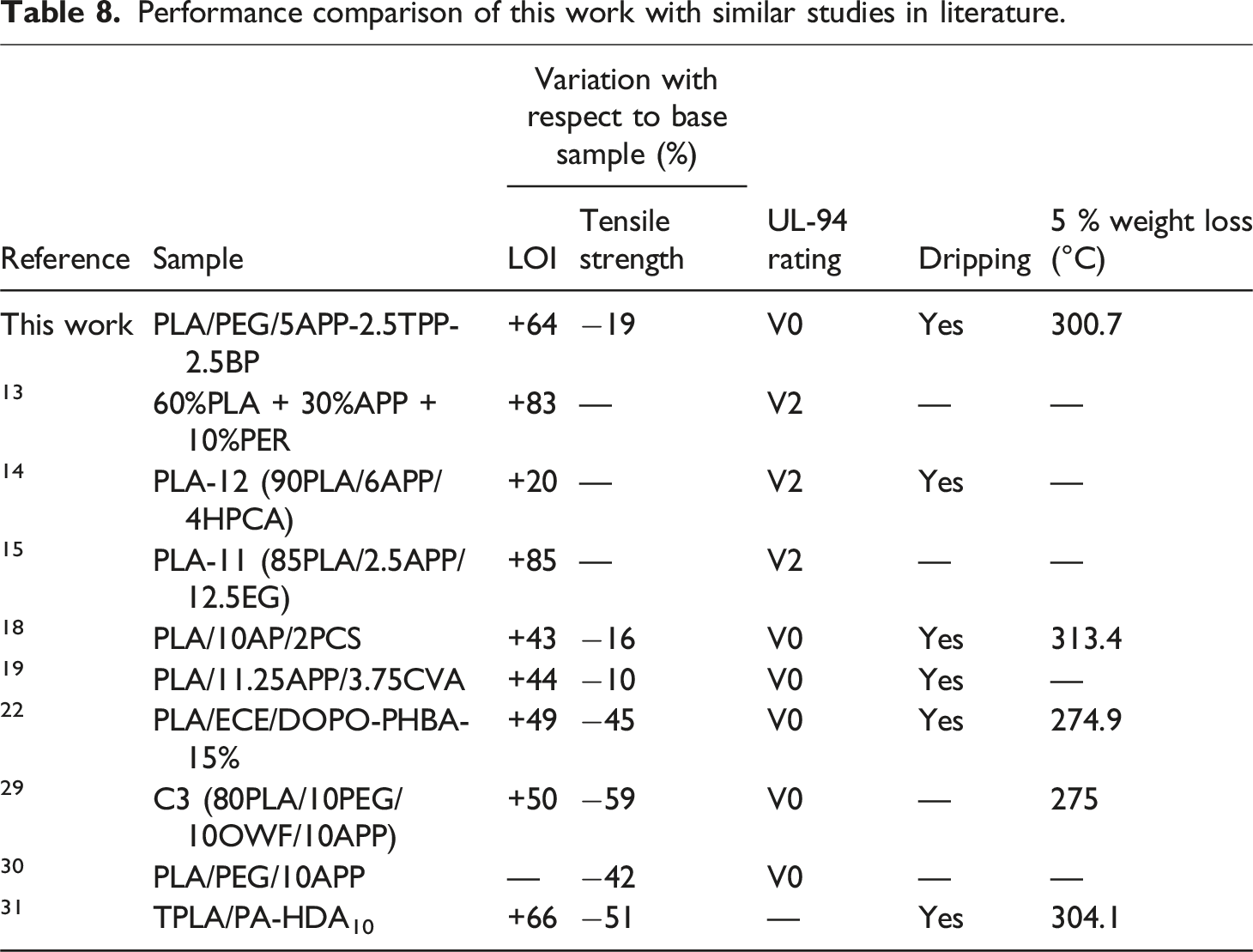
Performance comparison of this work with similar studies in literature.
Conclusions
In this study, it was aimed to improve the flame resistance and toughness of PLA simultaneously by adding low amount of flame-retardant additive mixtures and plasticizer to PLA. PEG as plasticizer, APP, TPP and BP as flame retardant additives, were used. Among these additives, BP was synthesized from raw materials containing boron and phosphate using microwave heating method. The mechanical properties of the samples produced in the study were determined by tensile and impact tests; thermal properties by DSC and TGA analyses; morphological properties by SEM analyses; and flame resistance properties by LOI and UL-94 horizontal burning tests. In addition, TGA-FTIR analyses were carried out to determine the effect mechanisms of phosphorus-based additives in increasing the flame resistance of composites. According to the results of the DSC analyses, it was observed that there was no significant change in the Tm values of the samples. In composite samples, an increase of approximately 50–70% was observed in the % crystallinity values compared to the PLA/PEG sample. Tg values of the composites which include TPP at higher amount, were lower than the other samples. When the TGA analyses results were examined, it was observed that the 95 wt.% decomposition temperature of PLA/PEG/5TPP-5BP sample in nitrogen atmosphere is quite high when compared to PLA/PEG sample. Among the composites, the least degradation value at 800°C was seen in PLA/PEG/5TPP-5BP sample. When the TGA results of the composites in air atmosphere are compared to nitrogen atmosphere, it was observed that the average decomposition temperature decreased by about 10°C. In addition, the 95 wt.% decomposition temperature of composites in air were considerably reduced compared to PLA/PEG sample. From the results obtained from TGA-FTIR analyses, it was concluded that TPP slowed down the combustion mechanism by changing it. According to the results of SEM analyses, in PLA/PEG/5APP-5TPP sample, the overall distribution was homogeneous and there was a good interaction between the additive and the matrix. In other composites, it was observed that the distribution of the flame-retardant additives in the PLA/PEG matrix was not good, there were gaps around the matrix and the particles, there were agglomerations in the matrix and these agglomerations occurred in larger dimensions when BP was used. When the SEM micrographs of the burnt surfaces were examined; while smooth and flat structure was observed in PLA/PEG/5TPP-5BP sample, there was a porous structure and branching formations in other samples. When the LOI analyses results were examined, the best non-flammability feature was obtained in the PLA/PEG/5APP-2.5TPP-2.5BP sample with a LOI value of 36%. In binary additive mixtures, the best non-flammability property was obtained in the PLA/PEG/5APP-5BP sample with a LOI value of 29.3%. In addition, it was observed that each of the APP and TPP containing composites showed the “X response” by not exceeding the 180 s burning time and the 50 cm burning limit. When the UL-94 test results were examined, it was observed that the composites had V0 rating. When the mechanical test results were examined, it was observed that the tensile strength of the samples decreased with the addition of phosphate-based additives while the tensile modulus increased. TPP containing samples exhibited a very high elongation at break value, unlike other flame-retardant additives. The impact strength of the samples decreased with the addition of flame-retardant additives, but the PLA/PEG/5APP-5TPP sample had higher impact strength value than both PLA/PEG sample and other composites. When the results were evaluated together; it was observed that composites containing APP and TPP additives showed good flame resistance and mechanical properties with synergetic effect.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Sertan Yesil reports financial support was provided by The Scientific and Technological Research Council of Türkiye (TUBITAK) (Project No: 213M396).