
Abstract
In the present work, investigations of the wettability, wear, and morphological study on 3D-printed polylactic acid (PLA)/molybdenum disulfide (MoS2)-silicon carbide (SiC) based composite have been performed. In the first stage, the PLA/MoS2-SiC composite was fabricated from the different types of filaments of 1.75 ± 0.10 mm size by taking MoS2-SiC as reinforcement at various extrusion temperatures (150°C–160°C) and screw rotational speed (3–7 r/min) of the extruder setup. The Taguchi L9 orthogonal array was used to design the experiments for 3D printing by varying the filament type, range of nozzle temperature (200°C–210°C), and infill density (40%–90%). The pin-on-disk (POD) setup was used for measuring specific wear rate (SWR) and showed the lowest value of 0.00141 g/N-m when composites were 3D printed by taking filaments manufactured at the parametric combination of 160°C extruder temperature and 7 r/min rotational speed, while 3D printed at 210°C nozzle temperature and 40% infill density. Contact angle (CA) values indicated that the reinforcement of MoS2 and SiC in PLA resulted in hydrophilic surface formation due to morphology and increased roughness (including mean roughness (Sa), mean root square of the Z data (Sq), and the highest peak (Sz)). The significantly increased surface free energy (SFE) of MoS2-SiC-reinforced PLA composite compared to pure PLA was reported which makes the prepared composite a promising candidate to be used for biocompatible implants with high wear resistance.
Introduction
The studies reported on 3D printing in the past two decades have outlined the vast engineering applications of different additive manufacturing processes for producing valuable, cost-effective, and sustainable products. 1 The usefulness of 3D printing has been highlighted by many researchers around the globe for industrial and biomedical engineering 2 The value-added products of metal, plastics, and resins manufactured by 3D printing have shown the usefulness of such manufacturing processes for biomedical scaffold fabrication, repair and maintenance of fuel vessels, repairing non-structural cracks of heritage structures, etc.3–5 Some studies reported on 3D printing have also outlined the role of novel additive manufacturing methods for various engineering utilities in coating applications. It has been reported that coatings applied on 3D printed functional prototypes significantly improved the mechanical properties of the consumer product. The advantages of coated 3D printed parts lie in improved surface/morphological properties that reduce the early wear and tear of functional parts. The removal of coating resulted in early failure of the product/functional part when employed in wear applications. 6 The mechanical properties of polymer composites prepared by a 3D printed process or fused filament fabrication (FFF) can be improved by mixing the filler material or micro/ceramic powder within the neat polymers. 7 Recently, ZrO2 parts were printed by using an LDPE system with a wax binder. They found that 50-vol% zirconia with low melt viscosity values is suitable for FFF printing. 8 There are various other ceramic powders, that is, Si3N4, 9 mullite, 10 and ZrO2 11 were used as feedstocks. Till today, these studies on 3D-printed polymer composites were performed primarily to enhance the mechanical properties. Limited research papers are available on its tribological behavior. Keshawamurthy et al. examined the wear and friction behavior of additively manufactured polymers by using reinforcements of graphite in an acrylonitrile butadiene styrene (ABS) matrix. Because it is a solid lubricant, its application led to a significant decrease in both friction coefficient and wear rate. 12 The incorporation of solid lubricant-based materials as a filler can potentially enlarge the scope and applications of 3D-printed polymers in auto parts, conceptual prototypes, and jigs. 13 However, the tribological properties of SiC, MoS2, PLA based composites prepared by 3D printing are still rarely reported. SiC, MoS2, and PLA are one of the most usable materials in the field of biomedical applications due to their excellent biomedical properties. Due to excellent properties of SiC such as biocompatibility, mechanical properties, wear resistance, and including high hardness. It is useful for biomedical scaffold processes because its remarkable thermal stability and can endure high temperatures. On the other hand, MoS2 is a layered substance with better lubricating properties. 14 It minimising wear and increasing the effectiveness of tools for biomedical scaffolds because of its self-lubricating behaviour and low friction coefficient. 15 PLA is a biocompatible and biodegradable thermoplastic polymer that collects from renewable resources that is most widely used in different sectors due to easy to use and easy to availability. 16 It is easy to provide any shape and sizes for biomedical applications, including bone grinding tools. 17
Based on previous studies, some researchers have been working on different possibilities of SiC, MoS2, and PLA composites as biomedical scaffolding materials. The fabricated composites can provide improved biocompatibility, higher wear resistance, decreased friction, and optimised mechanical performance by combining the special qualities of these materials. The hardness and wear resistance of composites can be improved by adding SiC particles or fibres to a MoS2 or PLA matrix, and the use of MoS2 lubricant has lesser friction and heat generation when performing biomedical operations. PLA is a desirable option for the matrix material in these composites due to its biodegradability and biocompatibility. The development of SiC-MoS2-PLA composites for biomedical scaffold applications holds significant promise for improving the efficiency and safety of biomedical scaffold procedures, ultimately benefiting patients and healthcare providers alike. Previous studies have highlighted the hydrophobic behavior of composite materials. 18 However, further research and optimization are needed to fine-tune the composition and processing parameters of these composites to ensure optimal performance and biocompatibility in clinical settings.
The literature review reveals that significant studies have been reported on improving the wear and surface properties of the thermoplastic composite matrix, but very less work is reported on improving the wear properties of PLA-MoS2-SiC-based composite matrix for biomedical engineering applications. This study highlights the evaluation of wear and morphological properties of PLA-MoS2-SiC-based composites for biomedical applications. The composition/proportion was screw extruded in filament form to obtain the 3D printable feedstock filament. The test specimens for wear analysis were then 3D printed by FFF. The worn-out surface of tested compositions was also investigated for morphological properties. Also, the X-ray diffraction (XRD), and the contact angle study of composition were performed.
Materials and method
Materials used
In this work, PLA, MoS2, and SiC have been used as a starting material. PLA thermoplastic polymers are purchased from Nomisma Healthcare Private Limited (Vadodara, Gujarat, India). MoS2 and SiC were procured from Sisco Research Laboratories Pvt. Ltd, Taloja, Maharashtra, India. MoS2 is 98% pure and its appearance (colour) is Greyish black. SiC is 99% (metals basis) pure with 325 mesh size in black colour. For this research work, SiC and MoS2 are first checked using scanning electron microscope (SEM) and energy dispersive spectroscopy (EDS) analysis for confirmation of pure SiC and MoS2. Figure 1(a) shows the SEM image of MoS2 powder at ×4000 magnification and, (b) shows the EDS results of the MoS2 powder that confirm that the tested powder is MoS2 powder. Similarly, Figure 1(c) shows the SEM image of SiC powder at ×1700 magnification, and, (d) shows the EDS results of the SiC powder that confirm that the tested powder is SiC powder. SEM image and EDS plots of (a,b) MoS2 powder and (c,d) SiC powder.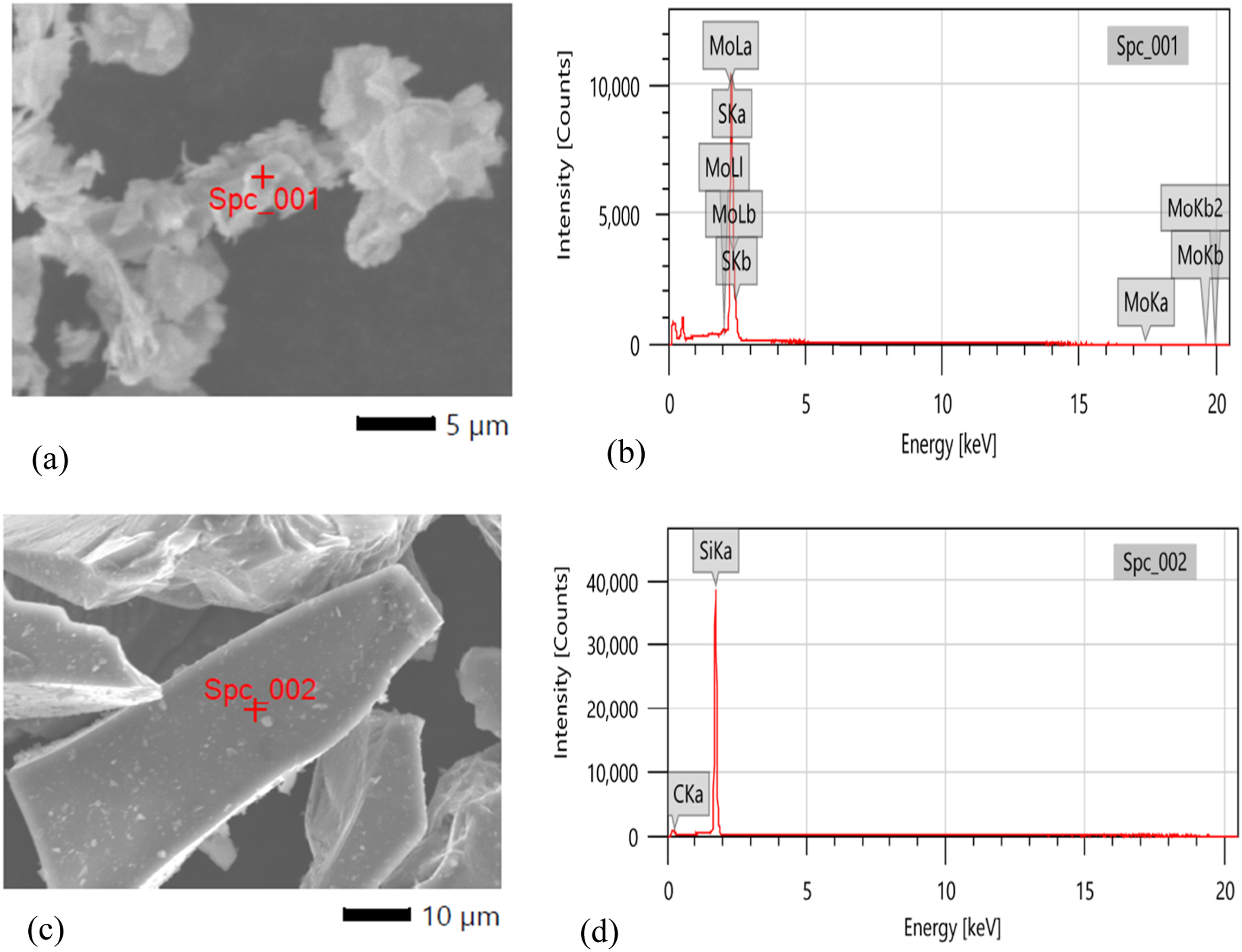
Experimentation
Experimental stages
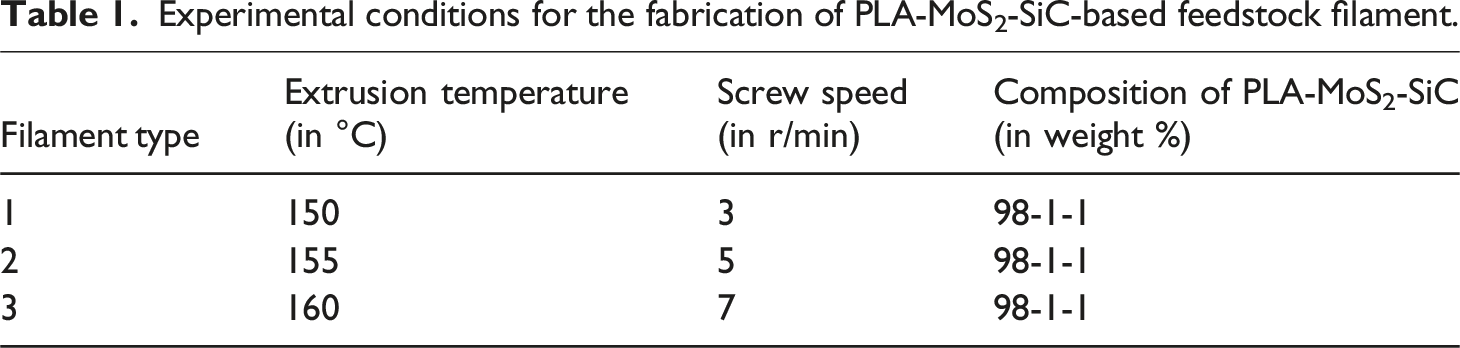
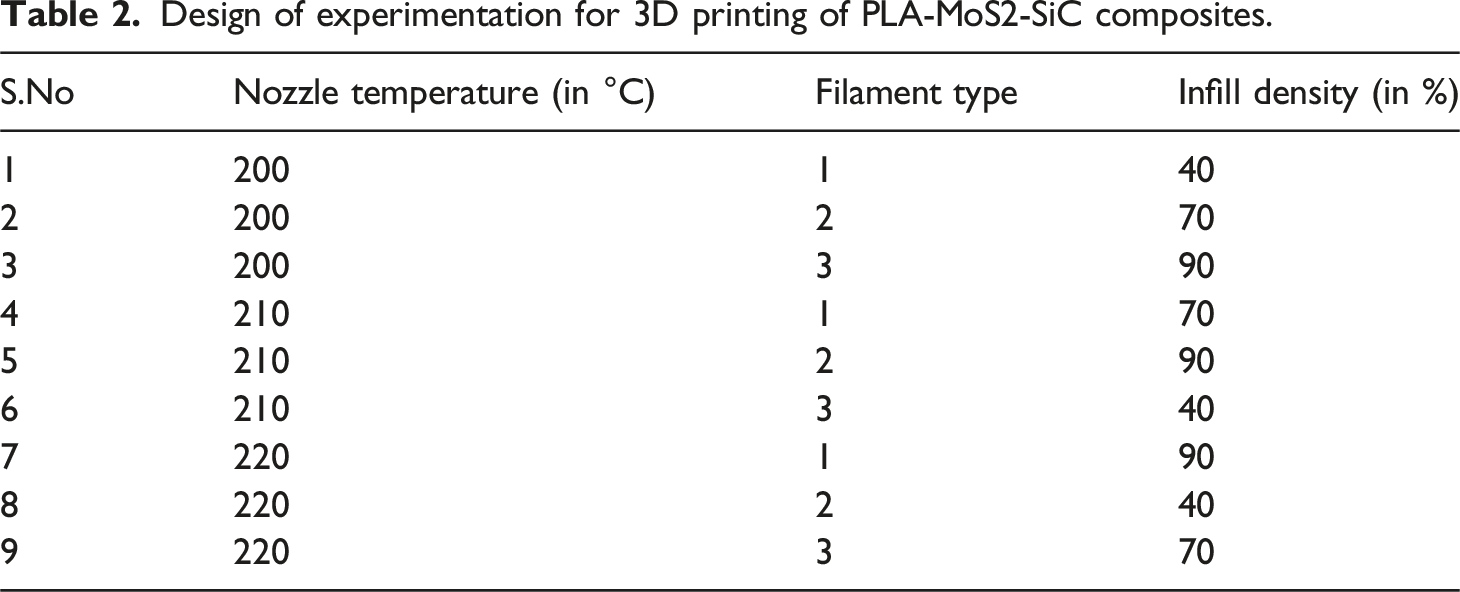
Figure 2 shows the stage wise complete working methodology of this research work in which an attempt has been made for the fabrication of MoS2-SiC-based composite reinforced with PLA thermoplastic polymer for tribological properties that involves the following experimental stages: (1) collection of MoS2 and SiC powder, (2) dispersion of MoS2 and SiC powder in a PLA matrix using a high-speed mixer according to weight %age (PLA-MoS2-SiC = 98-1-1), (3) fabrication of three different feedstock filament composite samples according to Table 1 through single-screw extrusion process, (4) For fabrication of composites DOE has been designed and nine different composite samples has been prepared according to Table 2 using FFF Process, (5) Characterization of the composite samples using techniques such SEM, XRD, and Fourier transform infrared spectroscopy (FTIR), (6) evaluation of the tribological properties of the composites through friction and wear tests using a pin-on-disk apparatus, and (7) analysis of the results to determine the effect of MoS2 and SiC nanoparticles on the tribological performance of the composite material. Experimental procedure/methodology for fabrication of MoS2-SiC-based composite reinforced with PLA thermoplastic polymer for tribological properties. Experimental conditions for the fabrication of PLA-MoS2-SiC-based feedstock filament. Design of experimentation for 3D printing of PLA-MoS2-SiC composites.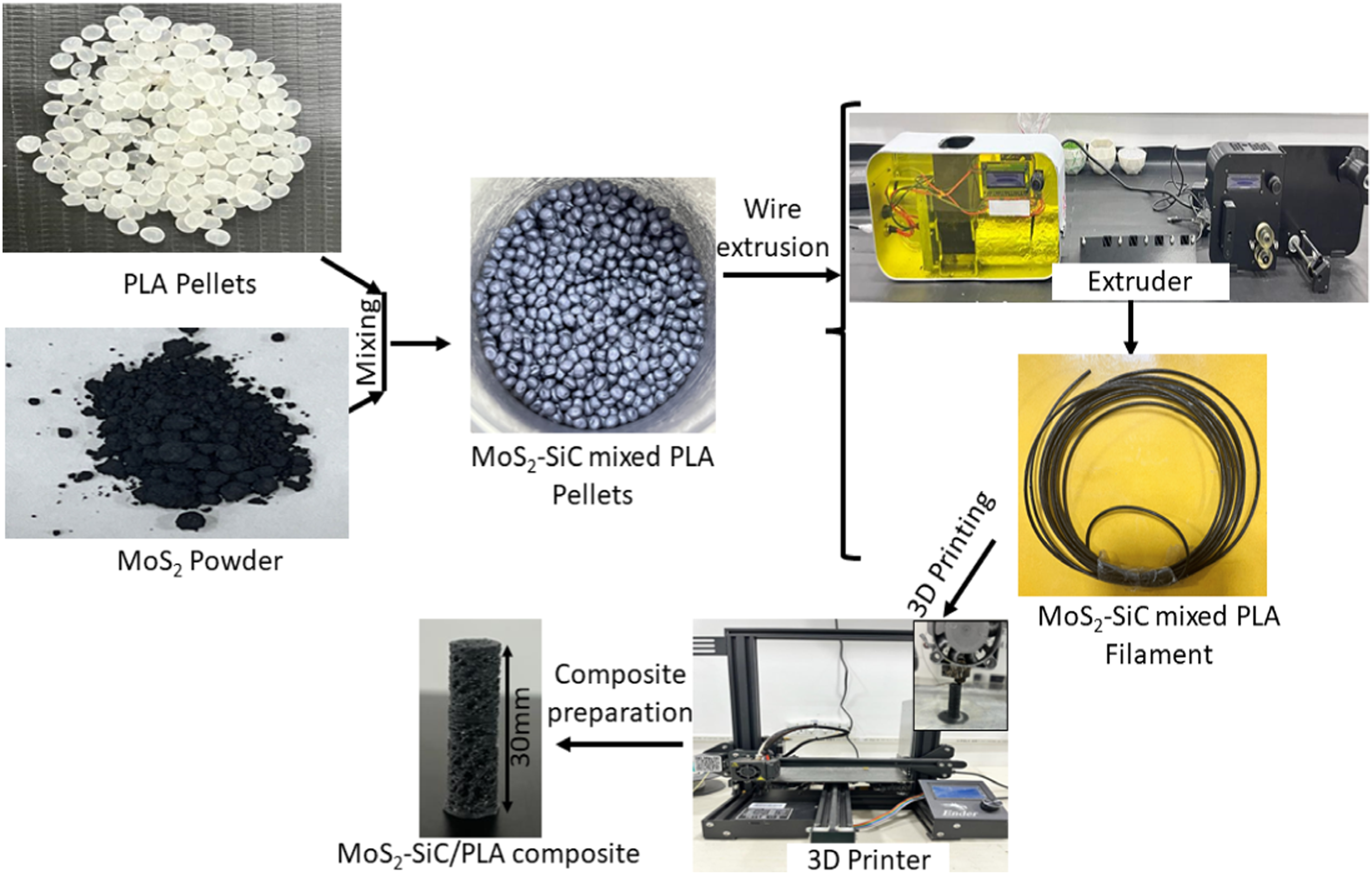
Feedstock fabrication
The focus of this research work is to fabricate a composite material of PLA-MoS2-SiC using extrusion and FFF process for tribological applications. For this research work firstly, collected all the consumables such as PLA, MoS2, and SiC. After the collection of all materials, pilot experimentation was performed for the selection of the best composition of PLA-MoS2-SiC based on MFI, flowability, mechanical, and thermal testing that was 98-1-1 according to weight percentage. Initially, the filament of PLA/MoS2-SiC was prepared by reinforcing the PLA thermoplastic polymer with MoS2-SiC powders using a single-screw extrusion process. For this purpose, a Felfil evo filament extruder (Manufactured by; Felfil, Turin (Italy)) has been used. Then, PLA thermoplastic polymer is preheated at 70°C for 1 h. Preheating of thermoplastic polymers was done before the fabrication of feedstock filaments to make them more malleable and easier to work. Preheating the polymer helps to reduce its viscosity, making it more fluid and allowing it to flow more easily through the extruder nozzle during the filament-making process. This, in turn, helps to produce a more consistent and uniform filament. It also removes any moisture or other volatile impurities that may be present in the polymer. This can prevent bubbles and other defects from forming in the final filament, which can weaken its structural integrity. After mixing, the fabrication of feedstock filament of PLA-MoS2-SiC has been performed based upon the most important factors (extrusion temperature (150°C, 155°C, 160°C) and Rotational speed of screw (3, 5, 7)) according to Table 1.
3D printing and design of experiment
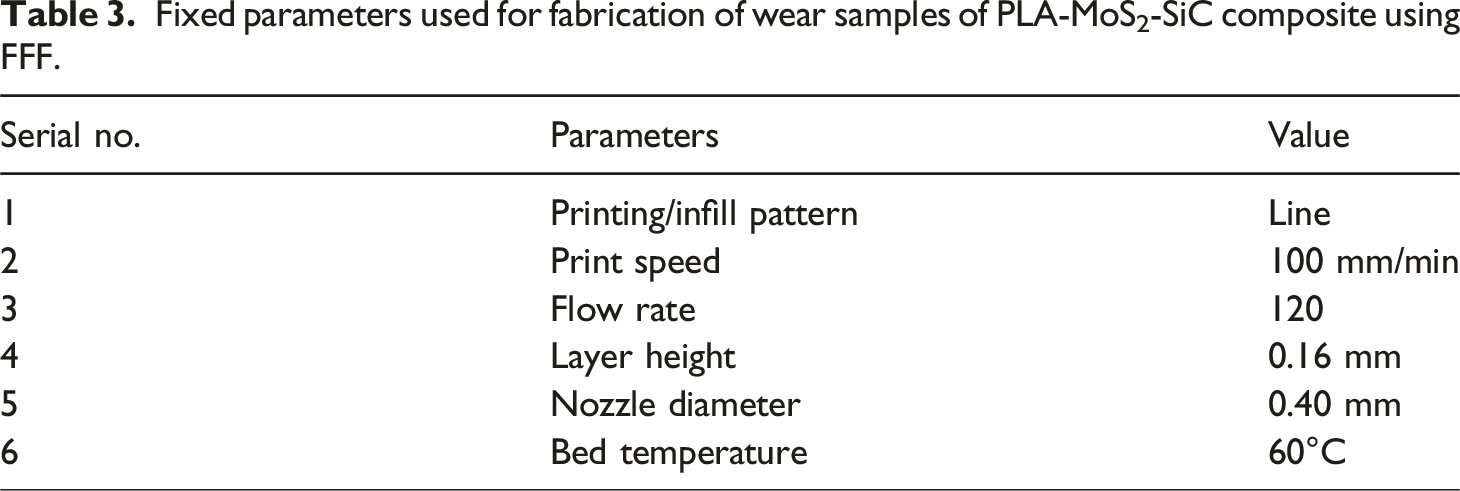
Fixed parameters used for fabrication of wear samples of PLA-MoS2-SiC composite using FFF.
Characterization and testing
The morphological study on PLA/MoS2-SiC samples was performed before and after wear analysis with the help of SEM (Model-JSM IT500; Make-Jeol) to determine the reason for the best and worst samples according to the wear test. Phase analysis of PLA/MoS2-SiC composite was carried out on an XRD setup (Bruker, Make: BRUKER AXS, Model: D8 ADVANCE ECO). The fabricated composite samples were scanned by changing 2θ in between 5 and 90°.
The water droplet was dropped from a height of 200 mm over the composite’s top surface and images of the process were captured in a high-speed camera. As the water droplet becomes stable, the drop analysis feature in ImageJ software was used to obtain the CA values. To analyze the surface roughness, a 3-D profilometer (Model: Zygo New View 9000) was used. The wear and friction coefficient analysis was carried out on DUCOM make POD (model: TR-201LE). For this purpose, an EN31 disk of 90 mm track diameter rotation at a speed of 215 r/min under 2 kgf load was used. SWR values were obtained according to the given formula:
Results and discussion
Optimization of process parameters
Output results of wear test and surface roughness with their SN ratio of PLA-MoS2-SiC composites.
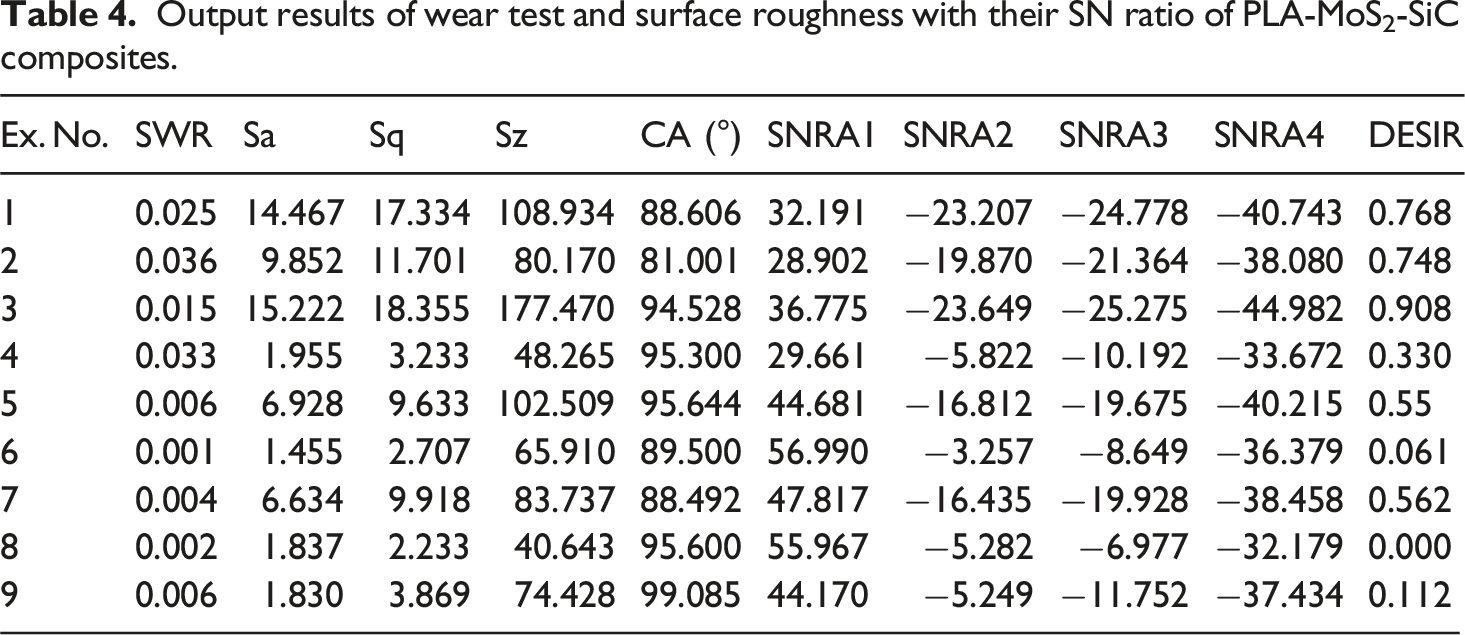
According to Table 4, it has been observed that SWR is minimal in sample no. 6 which was fabricated/printed at 210°C with type 3 feedstock filaments (composition 98-1-1, Extrusion Temperature 160°C and RPM 7) and 40% infill density. Sa, Sq, and Sz are minimum in samples no. 6, 8, and 8 respectively, whereas the maximum is obtained in sample no. 3. For clarity, detailed analysis (single and multifactor optimization) has been performed on all the output results.
Single-factor optimization for Sa
Based on Table 4, optimization has been performed and SN ratios are shown in also in Table 4. Equation (1) has been used to calculate the SN ratio considering smaller is better type case.:
Figure 3 shows the main effects plot for SN ratios for Sa (smaller is better type) Main effects plots for SN ratios for Sa (smaller is better type).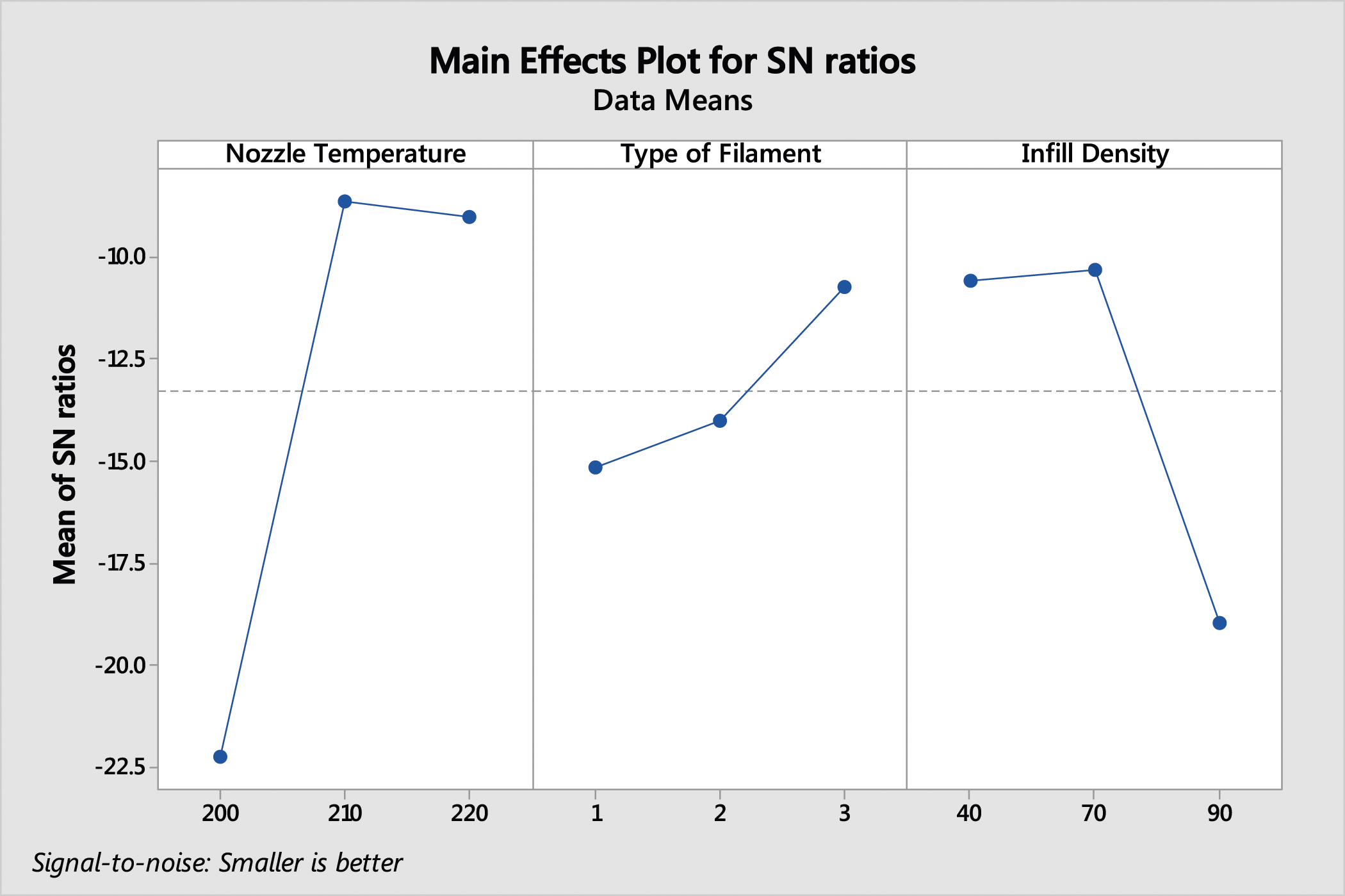
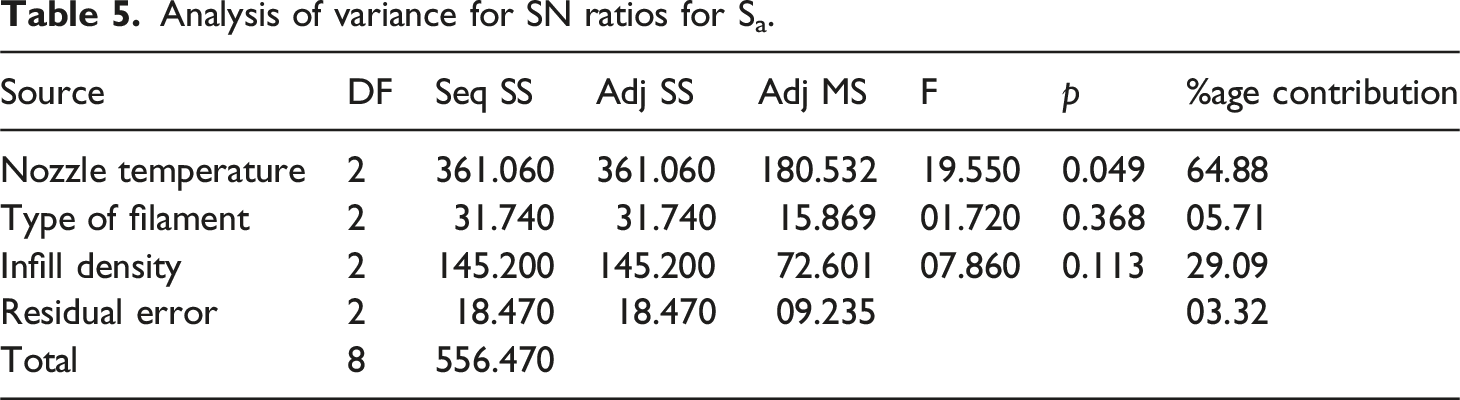
Analysis of variance for SN ratios for Sa.
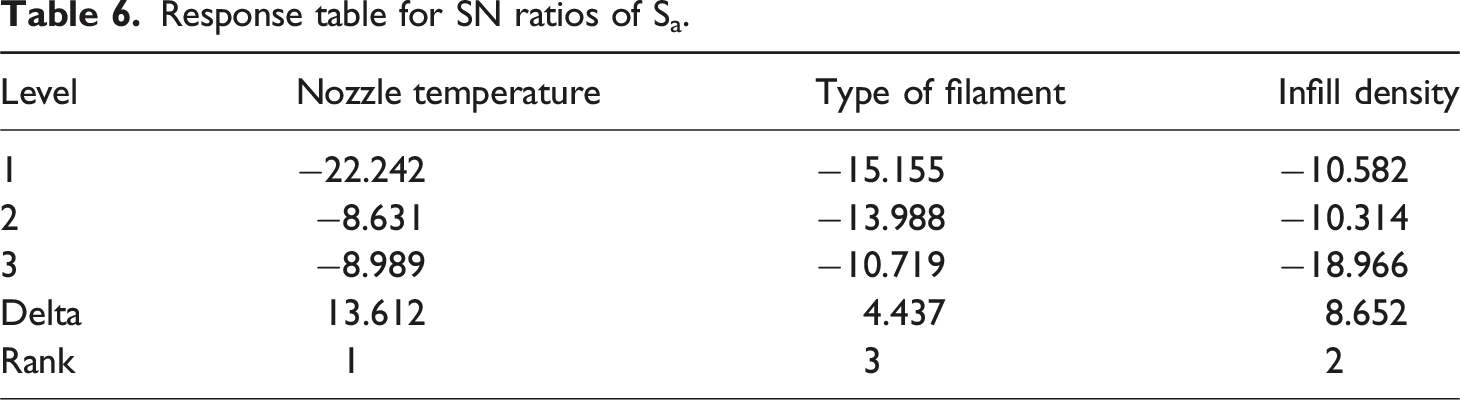
Response table for SN ratios of Sa.
Multi-factor optimization for SWR and surface roughness
Output for best setting of both SWR and surface roughness using multifactor optimization.
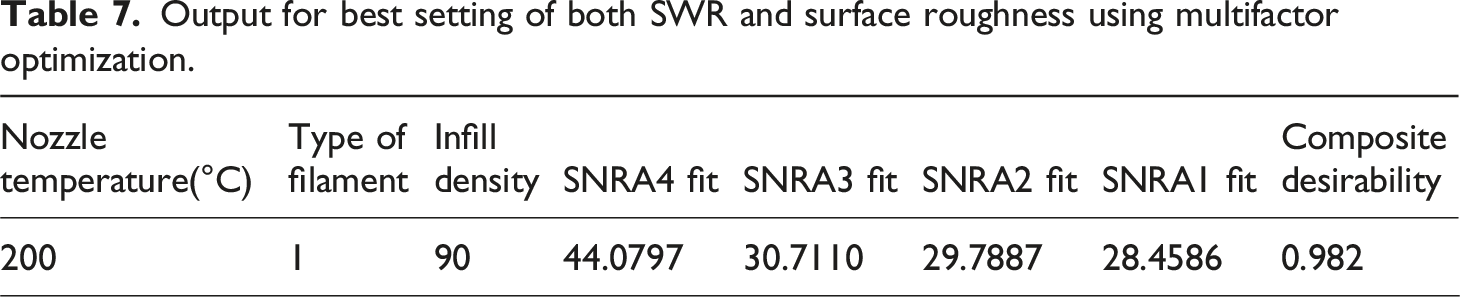
Further, Figure 4 highlights the best setting for the fabrication of PLA-MoS2-SiC as a nozzle temperature of 200°C of type 1 feedstock filament and an infill density of 90%. This may be because higher infill density with 200°C nozzle temperature with 90% infill density provides better mixing and thereby provides better surface roughness. The type of filament is a less significant factor and has minimal effect on this process. Multi-factor optimization plot of open source FDM for PLA-MoS2-SiC composites (SWR and surface roughness).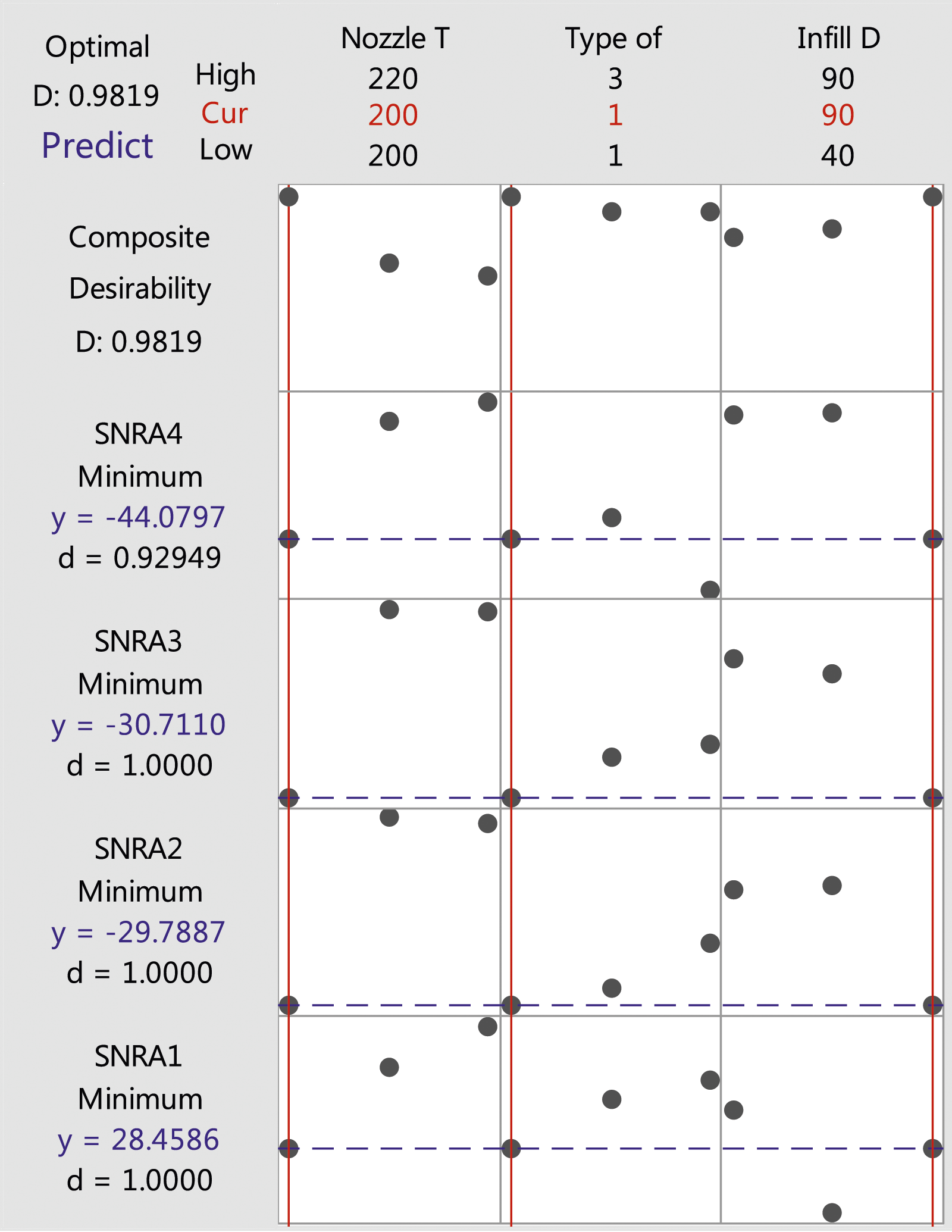
After multifactor optimization, at the best setting (Nozzle temperature 200°C, Type of filament 1, and Infill density 90%) confirmatory tests have been performed and find the following value of different testing. That shows all the values are near to the smallest value or smallest which confirms that the overall best setting is obtained by multi-factor optimization.
SWR: −0.002; Sa: −1.620; Sq: −2.103; Sz: −43.321.
Morphology analysis
A good dispersion of the inorganic filler within the polymer matrix leads to good physical properties of composites. Therefore, the morphological analysis of the top surfaces of the PLA/MoS2 composite is conducted as given in Figure 5. The top surface of pure PLA composite was smooth and had a denser morphology. As the MoS2 and SiC content was introduced, the top surface of the PLA-MoS2 -SiC became rough. Furthermore, a large number of irregularities and cavities along with higher porosity are observed in the top surface of the composite at over 210°C temperature. Comparatively speaking, the composite prepared at a higher nozzle temperature showed a more porous surface. The pores within the samples may be affected by the 3D printing parameters such as the temperature of the nozzle that shows the highest impact according to Table 1. The presence of pores and cavities on the composite surface is due to the reason that resin viscosity reduces at high temperatures, which enhances resin impregnation.
13
This tendency is present till 210°C and is absent at 220°C. In addition, the presence of pores and cavities on the composite surface may be attributed to the addition of MoS2 and SiC powders in PLA which can increase its local viscosity. This increased viscosity can restrict the whole filling, resulting in the formation of a cavity in the printed part. SEM images of fabricated composite at different printing parameters.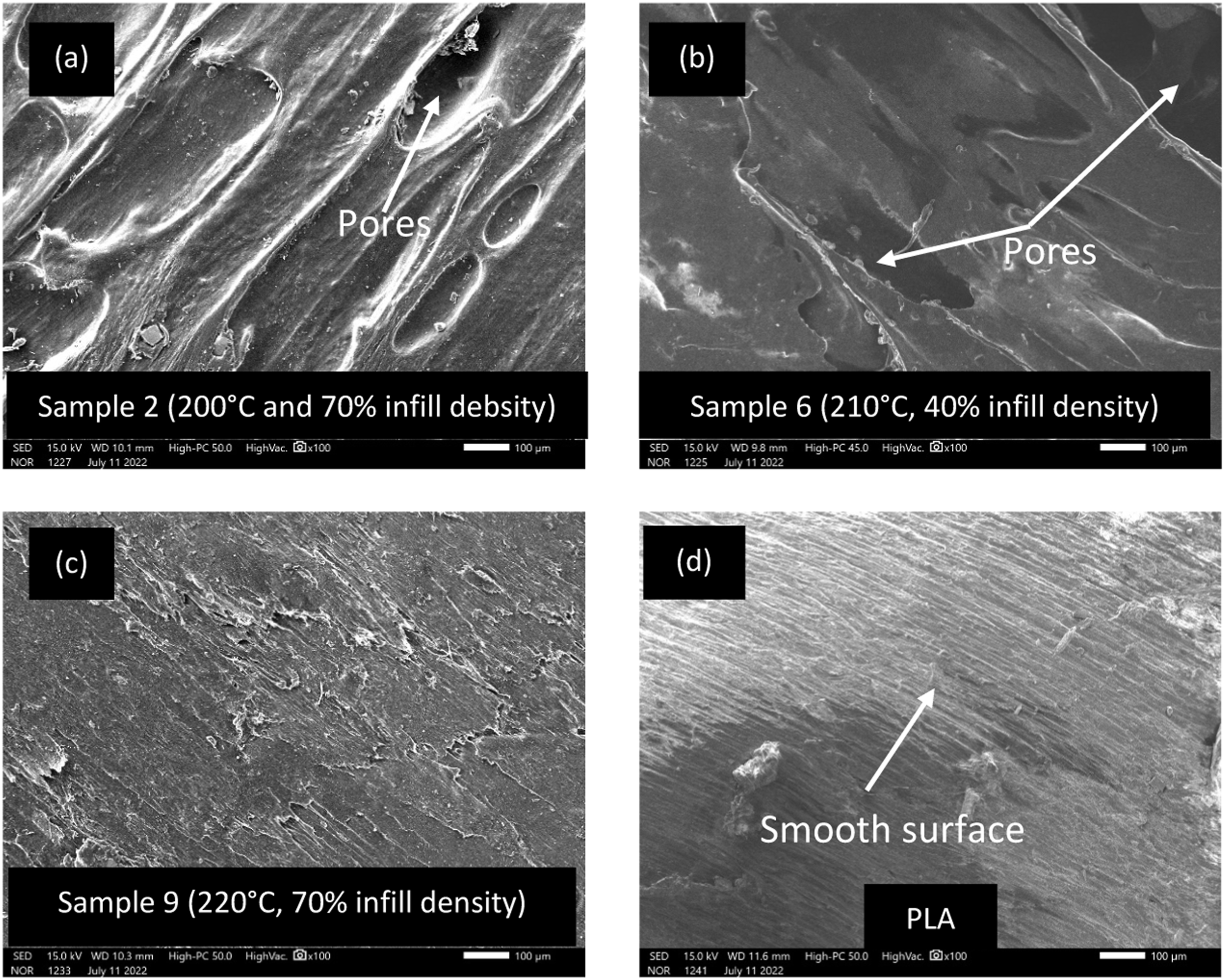
Phase analysis
To examine the elemental phase, the XRD plot in Figure 6 shows that the composite is primarily composed of MoS2, SiC, and PLA. In Figure 6(a), the diffraction peaks (2θ) positioned at 14.402°, 14.879°, 31.662, and 39.510, are assigned to the lattice planes (002), (100), (110), and (103), respectively of crystalline MoS2 (JCPDS card no. 65-0160). However, the peaks at 39.829 and 44.769° are attributed to the lattice planes (200) and (210) of SiC (JCPDS card no. 82-1709). The spacing (d) for MoS2 and SiC was 6.145 A˚ (in the plane (002)) and 2.261 A˚ (in plane (200)), respectively, For neat PLA, the broad peak appears at 2θ values from 5 to 25° indicating its completely amorphous structure. XRD plot for (a) PLA/MoS2 -SiC composite (b) Pure PLA.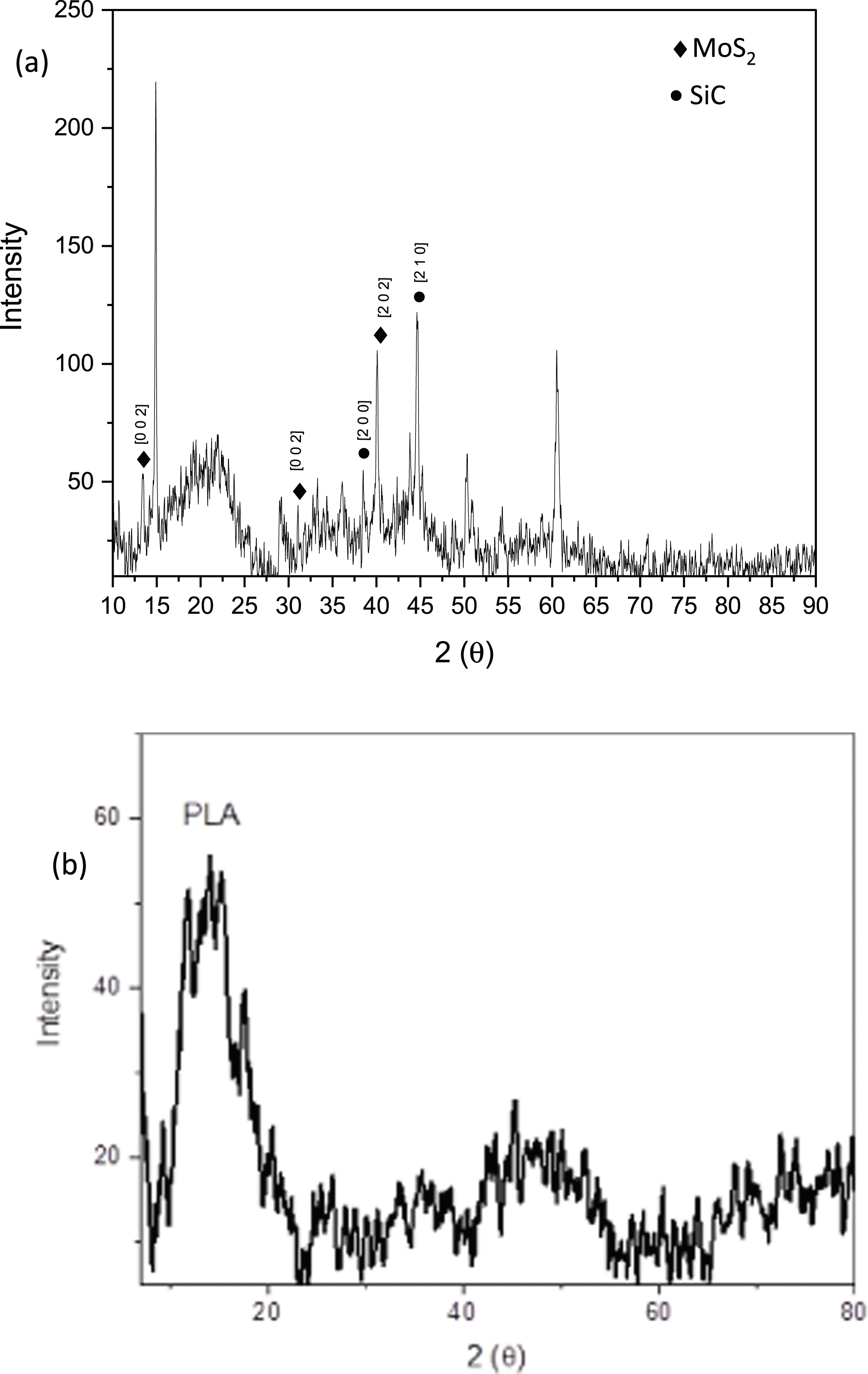
SWR and friction coefficient analysis
The effect on SWR, frictional force (FF), and COF is observed for PLA-MoS2 -SiC composites prepared at various printing parameters. The neat PLA composites showed a SWR of 0.179,596 g/N-m. In the previous work, the polymers showed that the composite with PTFE and MoS2 fillers provide the least wear rate.
19
The addition of micro-sized particles in the composite matrix enhances the resistance to friction and wear. This has been proved by a study on graphite and silicon carbide-filled rubber composites. It has been concluded that a maximum resistance to wear is offered by the composites filled with a combination of graphite and silicon carbide.
20
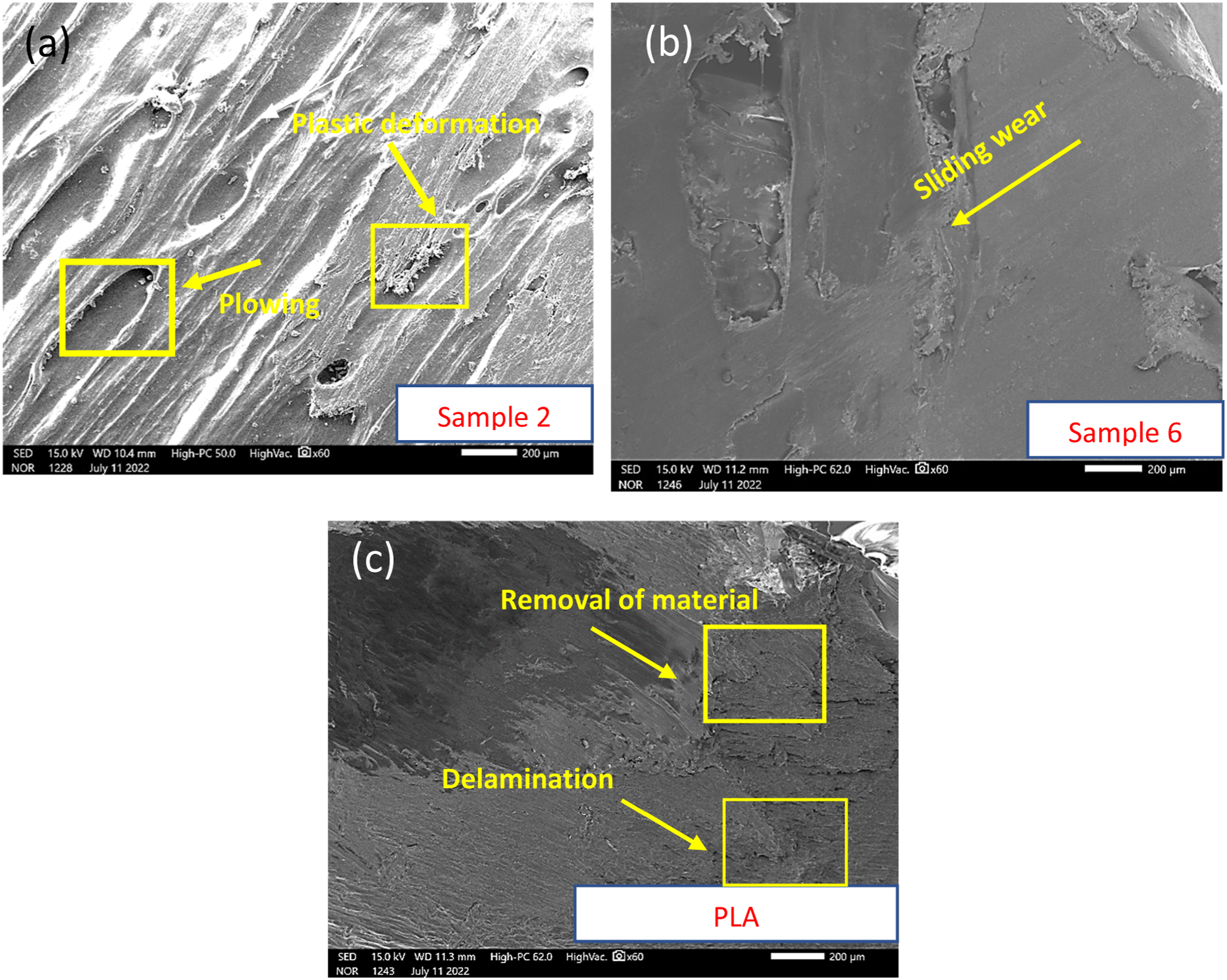
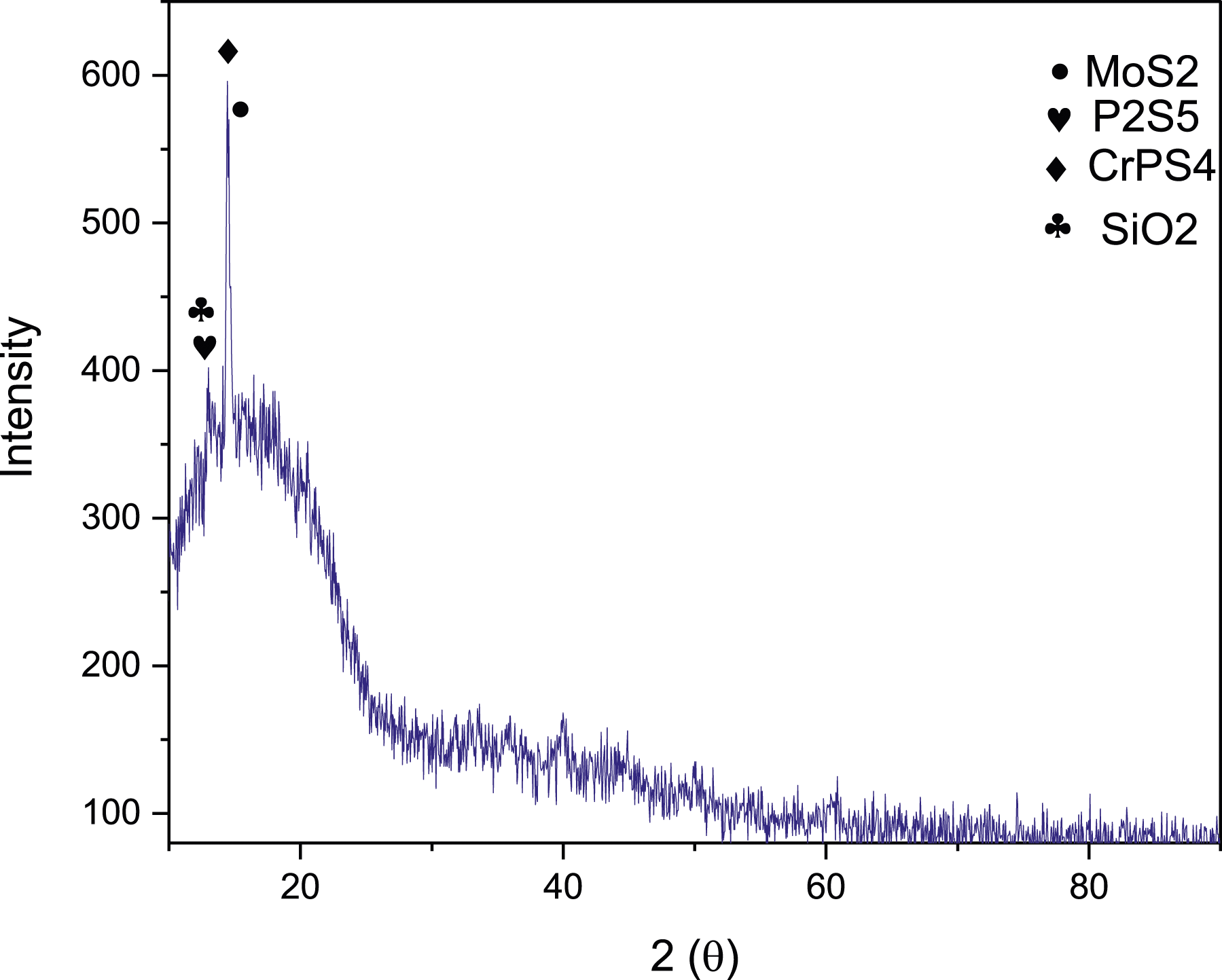
As per Figure 7, the positive effect of MoS2 and SiC addition on SWR, FF, and COF was observed. As shown in Figure 7, SWR for the PLA-MoS2 -SiC ranged from 0.0144 g/N-m and 0.036 g/N-m which was 0.179596 g/N-m for neat PLA composite surface. For composite prepared from filament type 3 (sample 6 with printing parameters of 210°C nozzle temperature, 40% infill density), SWR was minimum which is lower than that of reference material. The material removed from the PLA-MoS2-SiC composites (sample 6) was smaller than the PLA composites. From Figure 8, scratches in sample 6 were seen in a sliding direction which directs towards oxide formation (as confirmed in XRD in Figure 9). Also, it can be observed that the plastic deformation within wear tracks was higher for sample 2 prepared at low nozzle temperature (200°C), regardless of the infill density. Further, the FF of PLA-MoS2-SiC showed that the FF rose initially to 3.2 N approximately in the first 60 s due to the initiation of the stick-slip process, however, after some time a constant value of 3.3 N approximately was continuously seen for the long-term test. In contrast, after a certain amount of drop for some time a continuous rise in FF was seen for PLA (Figure 7(b)), which rises to 4.9 N (Figure 7(b)). In this way, the mechanism of interlayer sliding in the presence of MoS2 and presence of hard SiC particles may result in low SWR, FF, and COF. Shows (a) SWR, (b) FF, and (c) COF for pure PLA and PLA-MoS2-SiC composite. SEM images of wear track of (a) sample 2, (b) sample 6 and (c) PLA respectively. XRD of sample 6 after the wear test.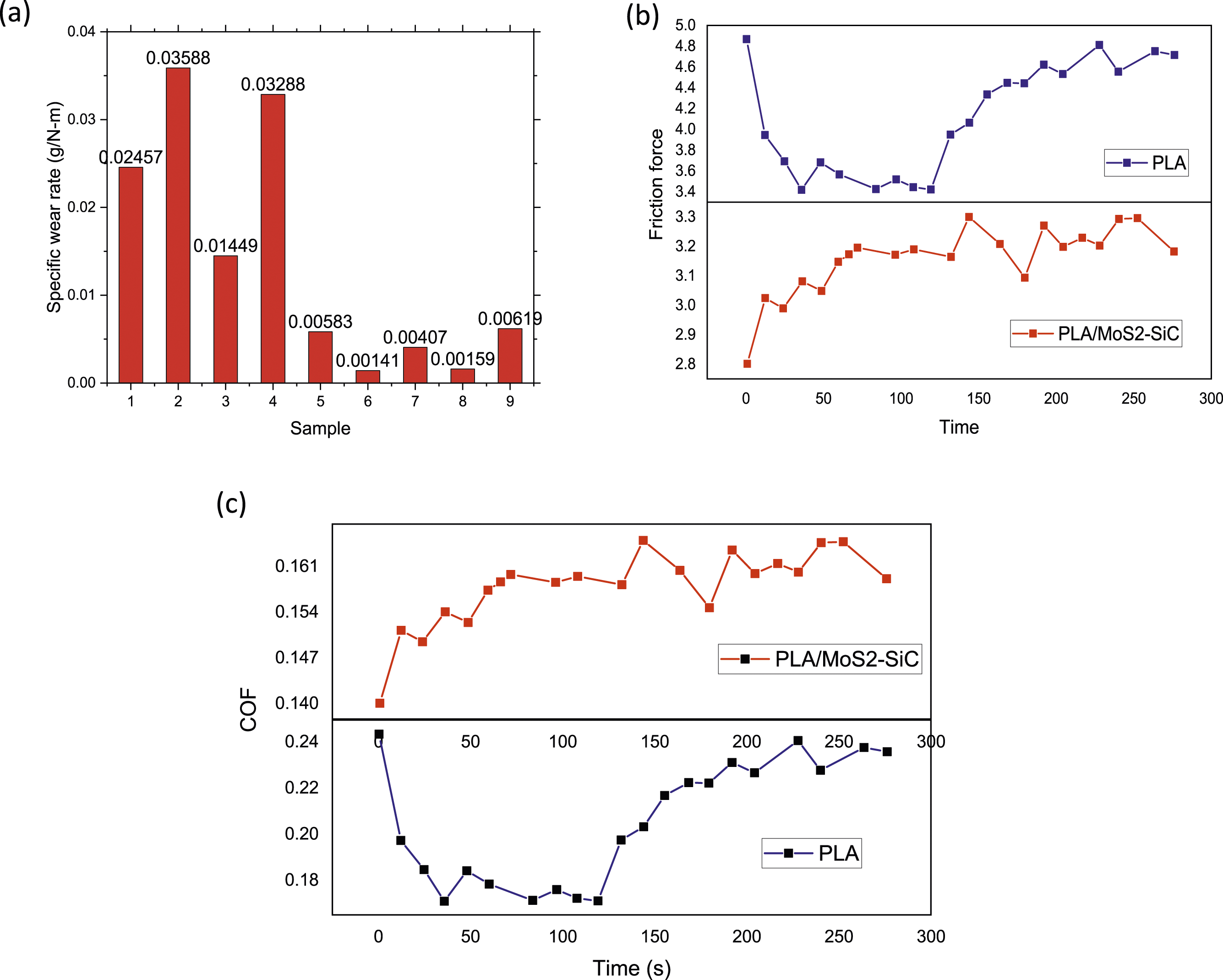
Chemical proportions in counter body (EN31).

Wettability analysis
CA and SFE are important factors to evaluate the wettability of solid surfaces. A surface with conditions of CA ≥90° and CA ≥150° is termed a hydrophobic and superhydrophobic surface, respectively. In contrast, surface with CA ≤90° and CA ≤30° is termed hydrophilic and superhydrophobic surface, respectively. These hydrophilic surfaces ease the cell attachment or microorganism adhesion can be altered by changing the surface topography, roughness, and SFE. In this regard, the analysis has been done and the obtained results have been discussed in the section below.
Contact angle analysis
The CA of the modified composite is affected by many factors, such as morphology, chemical composition, and surface roughness. In general, rougher surfaces are more likely to allow fouling due to the settlement of contaminants within bulges and valleys. Therefore, roughness parameters, including Sa, Sq, and Sz, were used to quantitatively measure the roughness of composites. In profilometer images, the reddish portion can be seen as peaks and bulges, and the blue portion in the form of valleys and holes (Figure 10). The major valleys or holes are formed after reinforcement of MoS2 and SiC in PLA. 3D images show that most of the PLA- MoS2-SiC composite has a rougher surface and lowest CA values than PLA. The PLA surface showed a CA value of 101.881° for Sa = 3.880, Sq = 5.453, Sz = 81.090 which confirms that the surface is hydrophobic. The CA values of PLA-MoS2 -SiC composites (81.001°–99.085°) were lower than that of neat PLA composite (101°) indicating that MoS2-SiC reinforced composite of PLA had less hydrophobicity than the neat PLA. After reinforcing MoS2 and SiC in PLA, the roughness of some composites gets increased by compromising the CA which is reduced upto hydrophilic state as per the Cassie Baxter model
21
which states that droplets penetrate inside the linear grooves (formed during 3D printing) and hydrophilic state observed. In line with the above statement, sample 2 displays a minimum CA of 81.001° when the roughness was increased after reinforcing MoS2 and SiC in PLA by showing Sa = 9.582, Sq = 11.701, and Sz = 80.170. However, a small variation in results was observed in some samples, such as; sample three shows that the surface roughness Sa, Sq, and Sz was maximum that is 15.222, 18.355, and 177.470, still, CA was 94.528 which is close to the hydrophobic state. Similarly, For sample 6, surface roughness Sa, Sq, and Sz was less than PLA surface that is 1.455, 2.707, and 65.910, CA was 89.005° and the hydrophilic state was achieved. These small differences in results can be attributed to the porous morphology which allows wetting liquid to rest within it. In this work, we decreased the CA with the reinforcement of MoS2 and SiC in PLA by increasing the porosity and Sa, Sq, and Sz values. The presence of SiC makes the composite more hydrophilic than the composite without SiC as claimed by Tyagi et al.
22
They showed that this trend is affected by MoS2 content, where the angle increases with increasing MoS2 content, showing a more hydrophobic nature of the composite with increasing MoS2 content. Therefore, CA values indicate that the MoS2 is beneficial to enhance the compatibility of PLA with other metal powders in the melt compounding process. These hydrophilicic surface ease microorganism adhesion and microbial products having hydrophobic behavior. Moderately hydrophilic polymer composites exhibit several benefits as compared to highly hydrophilic or superhydrophobic. For these surfaces, proteins adsorbed to polymer surfaces in culture media, however, these proteins in superhydrophobic surfaces lose their proper folding and undergo unfolding which could have a negative effect on cell attachment which is the most important factor for biocompatibility of every scaffold or implant.
18
CA values measured with water and profilometer images for (a, a1) sample 2, (b, b1) sample 3 (c, c1) sample 6, (d, d1) PLA.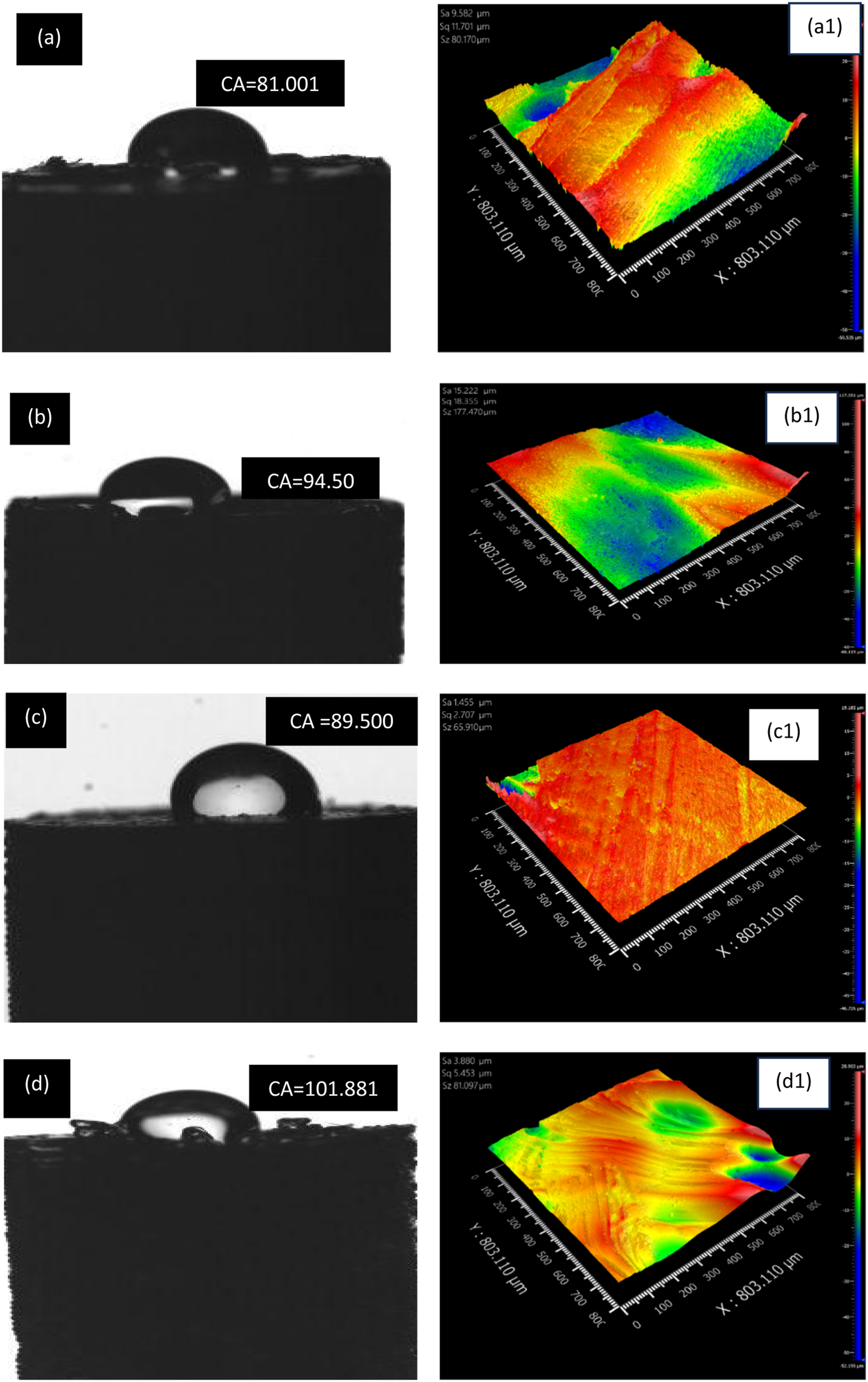
SFE analysis
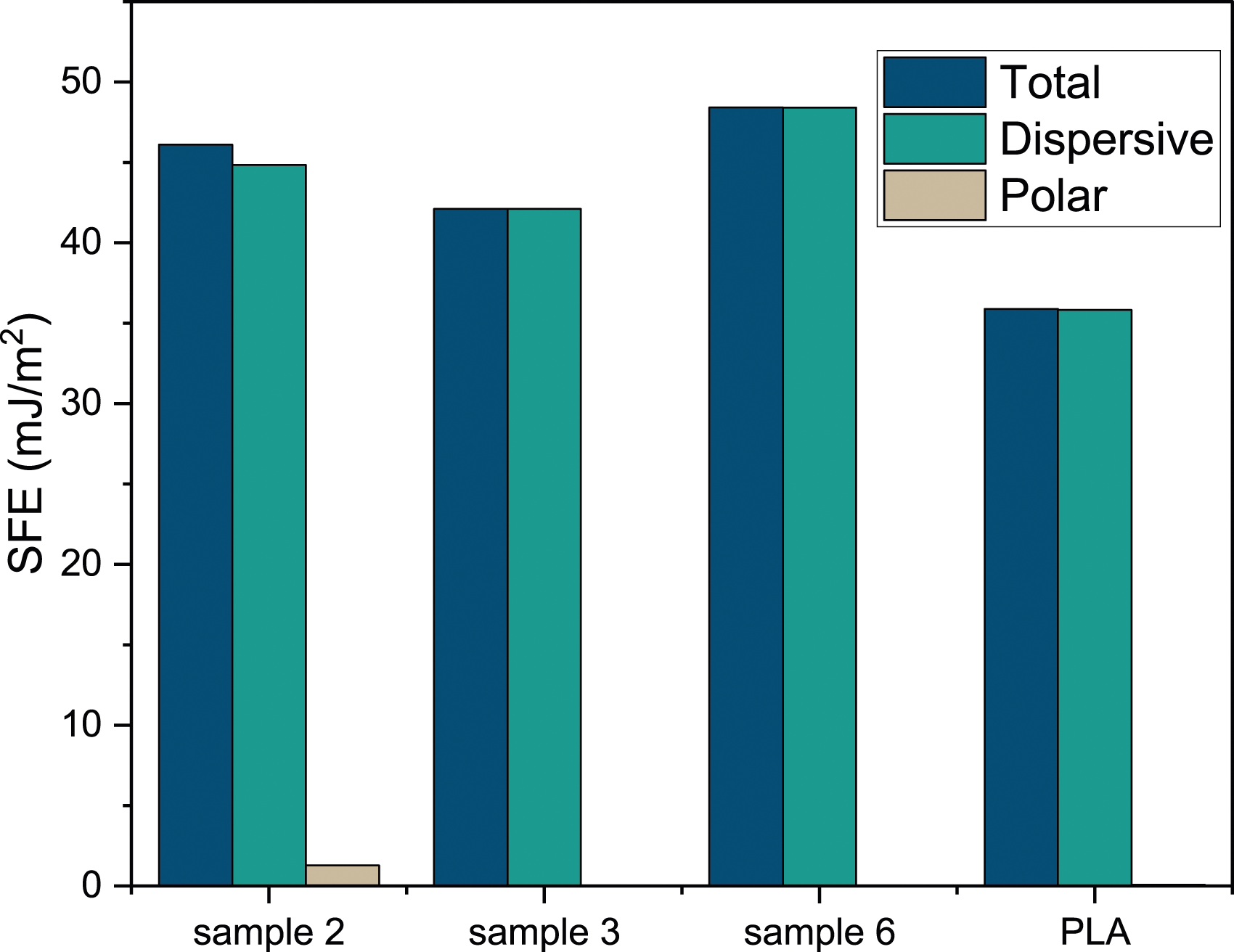
In the study, the SFE was measured by determining the SFE of solid ( Shows the SFE value for composites prepared at different printing parameters.

Discussion
The developments in thermoplastic materials used in 3D printing process, such as; ABS, PLA and PA6 has helped in widening the scope of this process. 19 Biocompatible material is very important now a days due to their application in medicinal field. Drug loading and drug encapsulation of biocompatible material is highly important and for that magnetic component have been used as reinforcement in biocompatible material such as; PLA, PLLA, PDLA. Further, one of the most critical aspects for long-term performance of dental composites is the wear resistance and mechanical properties. It was found that mechanical and tribological properties of the hybrid polymer matrix composite can be used for a variety of applications in human body bone replacement. These composite materials have found extensive use in orthopaedic applications, particularly in bone fixation plates, hip joint replacement, bone cementing, and bone graft. The tribological properties are also affected by the properties of reinforcements or fillers added in the composite matrix. 19 Considering the above-mentioned points, solid lubricants such as MoS2 and SiC has been used in the present work as it exhibits an excellent tribological properties. MoS2 exhibit biocompatibility in gauged via cell proliferation. 28 Similarly, SiC shows excellent biocompatibility, mechanical properties, wear resistance, and including high hardness. 22
The surface characteristics of composites in form of roughness, topography and texture is an important factor in clinical relevance for wear resistance, plaque retention and discoloration susceptibility. Tribological properties strongly depend upon the contact angle; filler-matrix adhesion; voids; cavities, resulting from material detachment, which also play a decisive role in the bacteria adhesion. In case of PLA, as the contact angle increased, the removed surface area increased, and the contact area with the friction piece decreased; therefore, the COF gradually increased. 29 Similarly, as the surface irregularities are higher in MoS2 and SiC mixed PLA, the surface captured wear debris, which led to a gradual decrease in the wear volume.
In this work, PLA with MoS2 and SiC reveals a different appearance of the worn surface (Figure 8). SEM images after wear test also showed oval shaped voids (Figure 8) which confirms that there is no deformation in these defects or it can be said that there is no debonding between filler and matrix. Since there is no plastic flow due to deformation, there was no heating of the thermoplastic due to the sliding of the EN 31 disk. However, voids get filled by sticking wear particles for MoS2 and SiC mixed PLA composite. The worn surface of pure PLA and the MoS2 and SiC mixed PLA is covered by wear particle more or less homogeneously. On the worn surface of PLA reinforced with MoS2 and SiC seems to be less polymeric wear debris as they are captured within the oval surface blowholes. By above mentioned observation, it can also said that the contact and loading conditions did not lead to heat generation but the voids developed during 3D printing are filled with smaller worn out particles.
The adhesion strength between matrix and reinforcement is directly depends upon the mechanisms that takes place between these materials, and the surface area over which these materials. The materials that wet against each other exhibit high contact area. SiC particles are hydrophilic in nature while the PLA is hydrophobic which causes weak interfacial bonding between the filler and matrix. Addition of MoS2 modifies the interface, thus providing strong interfacial bonding and as a result of improved adhesion strength. Therefore, CA values indicate that the MoS2 is beneficial to enhance the compatibility of PLA with other metal powders in the melt compounding process. SEM images in Fig. 5 of composites also depicts that there is a proper bonding between matrix and reinforcing particles.
Conclusions
The present research works aim to fabricate a composite of PLA-MoS2-SiC by using a 3D printing process for tribological applications. The composite was fabricated from the different types of filaments of PLA/MoS2-SiC prepared in weight percentage of 90-1-1 at various extrusion temperatures (150°C–160°C) and screw rotational speed (3–7 r/min). Then, the Taguchi L9 orthogonal array was used to design the experiment at a variable range of nozzle temperature (200°C–210°C) and infill density (40%–90%). After composite preparation, the investigations on wettability, wear, and morphology of 3D printed composite were carried out and the following conclusion has been drawn: 1. The morphology of pure PLA composite showed a smooth surface that becomes rough after the reinforcement of MoS2 and SiC. This may be due to increase in viscosity after MoS2 and SiC powders in PLA which restrict the filling and thereby leading to the pores formation. However, more research is needed to obtain a complete mechanism behind pores formation during 3D Printing. Also, SEM images showed that addition of MoS2 provides the strong interfacial bonding. The phase analysis showed that the composite is primarily composed of MoS2, SiC, and PLA. 2. The POD test showed the lowest value of 0.00141 g/N-m for SWR when composites were 3D printed by preparing the filaments at 160°C extruder temperature and 7 r/min speed, while 3D printed at 210°C nozzle temperature, 40% infill density. The mechanism of interlayer sliding in the presence of MoS2 leads to low FF and COF and the presence of hard SiC particles leads to low SWR. The wear and coefficient of friction results showed that these properties depend upon the contact angle and surface irregularities, due to material detachment, which is also important for bacteria adhesion. Higher surface irregularities after adding MoS2 and SiC in PLA resulted into the capturing of more wear debris, leading to a decrease in the wear volume. XRD of composite confirms that material also wears out from the disk and reinforced material in matrix PLA exists even after the wear. 3. CA values indicate that the reienforcement of MoS2 and SiC in PLA resulted in hydrophilic surface formation due to the porous morphology of the composite and increased Sa, Sq, and Sz values. Also, results showed that SiC is beneficial than MoS2 to enhance the hydrophilicity of PLA. These hydrophilicic surface ease microorganism adhesion and microbial products having hydrophobic behavior. Besides, CA values showed that adding the MoS2 which is an hydrophobic material improved the interfacial adhesion between hydrophobic PLA and hydrophilic SiC, thus enhances the adhesion strength of PLA with other metal powders in the melt compounding process. The significantly decreased CA along with higher SFE of PLA-MoS2-SiC will be useful for the biocompatibility of every scaffold or implant.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.