
Abstract
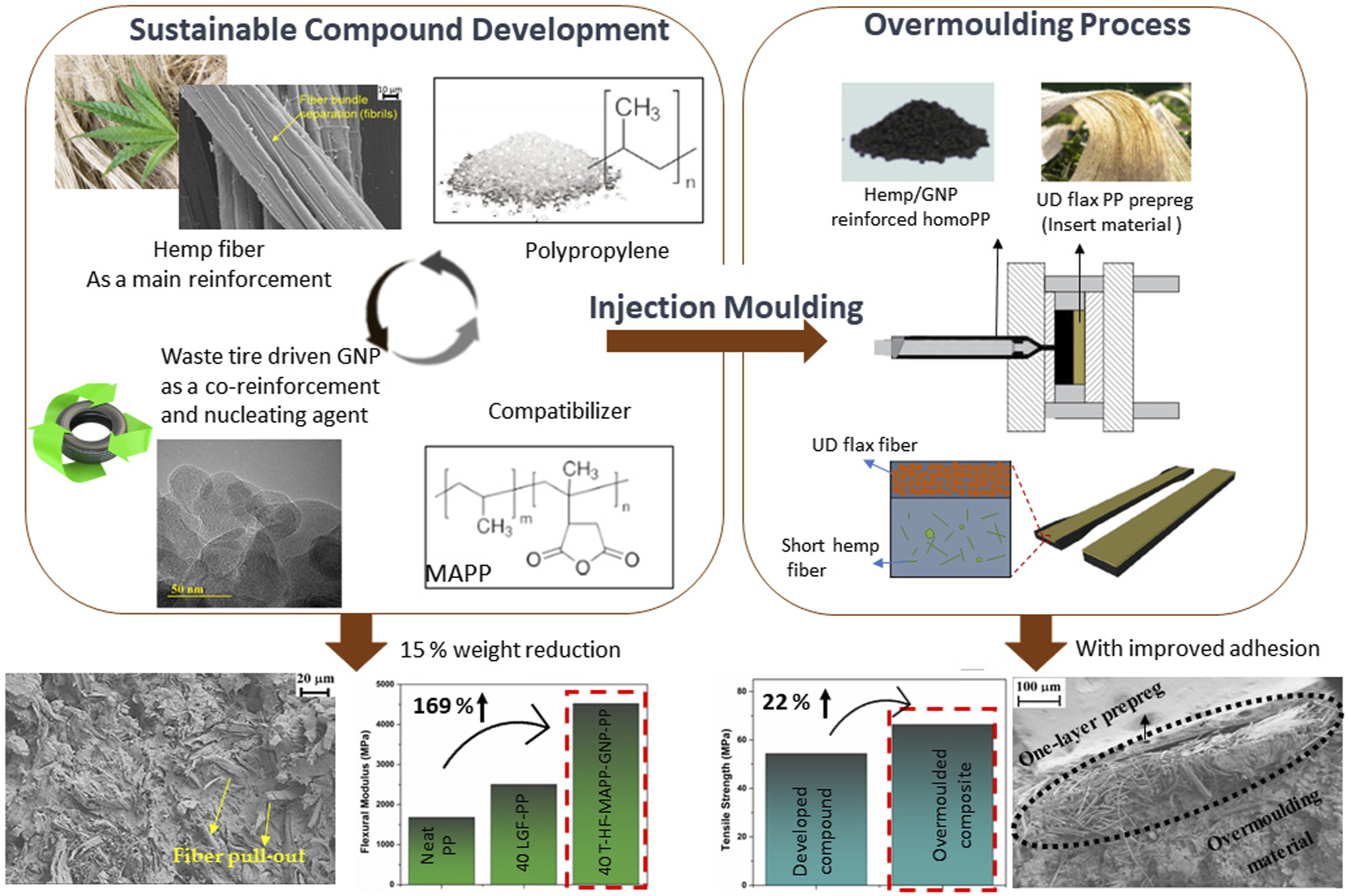
The pursuit of lightweight, environmentally friendly composite structures in transportation is crucial for minimizing ecological footprints and promoting energy-efficient manufacturing techniques. This study presents a novel approach by replacing traditional long glass fiber reinforced homopolymer polypropylene (homoPP) compounds with short hemp fiber reinforced homoPP, incorporating graphene nanoplatelets (GNP) derived from recovered carbon black via waste tire pyrolysis, resulting in a remarkable 15% weight reduction. With new compound formulation by adjusting the amounts of compatibilizer and GNP, injection moulding process was integrated with overmoulding process by using bio-based UD prepregs to enhance the adhesion of injected part and interfacial interaction by decreasing the stress concentrations in the structure. This novel hybrid composite design having 40 wt% hemp fiber, 1.0 wt% GNP and 2.7 wt% compatibilizer provided to improve flexural modulus and strength by 169% and 67.9%, respectively, compared to neat homoPP. The overmolding process employed bio-based natural fibers reinforced UD tapes as inserts, leading to an impressive enhancement of 211% in tensile modulus and 93.6% in strength, further surpassing the performance of neat homoPP. This work not only achieves the conversion of conventional composite structures into recyclable, sustainable thermoplastic composites but also introduces multi-scale reinforcements with customizable functionality, demonstrating a significant step forward in the development of environmentally conscious materials and manufacturing methods by adopting Life-Cycle Assessment (LCA) methodology regarding the sustainability of the newly developed composites.
Keywords
Introduction
In the ever-evolving landscape of science and technology, rapid industrialization has yielded significant progress but has also introduced environmental challenges that disrupt the delicate balance of our ecosystem. The imperative to mitigate these adverse effects compels us to explore innovative materials and manufacturing techniques. Among these, natural fiber reinforced composites (NFRCs) have emerged as a transformative solution, offering a range of benefits that address the technical, economic, and ecological aspects of industries, including automotive, construction, and packaging.
NFRCs, primarily harnessed from plant fibers, exhibit remarkable advantages over traditional synthetic fibers. Their low density (1.2–1.6 g/cm³) in contrast to glass fibers (2.4 g/cm³), high specific strength and modulus, excellent acoustic properties, non-corrosiveness, renewability, and biodegradability make them an enticing alternative. 1 Natural fibers such as flax, hemp, jute, sisal, and coir, renowned for their robustness, owe their strength to the predominance of carbohydrates (cellulose, hemicellulose, and pectin) combined with aromatic alcohols like lignin. 2 However, these fibers encounter challenges such as low thermal stability, flammability, color presence, odor during high-temperature processing, and quality variations, limiting their applicability and impeding market growth.3–7 In the vast landscape of fiber reinforced plastics, glass fibers command a lion’s share of the market (90%), while natural fibers only account for a modest 2%–2.5%. 8
During composite processing, moisture absorption can lead to fiber swelling, deterioration, crack formation, and matrix-fiber interface debonding, directly impacting the mechanical properties, lifetime, and dimensional stability of the composites.9,10 A significant challenge arises from the weak interfacial adhesion between the hydrophobic polymer matrix and the hydrophilic lignocellulosic hemp fibers, leading to compromised mechanical performance.11,12 Researchers have explored methods to enhance matrix-fiber interfacial adhesion, involving both physical (e.g., corona, plasma, ultraviolet, fiber beating, and heat treatment) and chemical surface treatments (e.g., alkaline, silane, acetylation, benzoylation, and peroxide) or the addition of coupling agents.13–15 Alkaline treatment, a common chemical modification, shows promise in improving reinforcement-matrix bonding, yet standardization remains limited due to concentration, treatment time, and fiber origin. 16 The introduction of coupling agents, such as maleic anhydride, modifies the polymer chain to create polar groups that interact with the hydroxyl groups (OH) on the fiber surface, forming robust hydrogen bonds. 17 This approach effectively strengthens the matrix-fiber interface, enhancing stress transfer, reducing water absorption, and bolstering the mechanical properties of the composites. 16
In recent years, an innovative approach has emerged by incorporating carbon-based nanomaterials, including graphene nanoplatelets, graphene oxide, and carbon nanotubes, to enhance the mechanical and physical properties of matrix materials. 18 Despite being used in small quantities, these nano-sized reinforcing agents, with their extensive specific surface area, significantly elevate the properties of polymeric materials. For example, Chaharmali et al. demonstrated that composites containing 0.1 wt% nanographene and 30 wt% bagasse flour exhibited superior tensile, flexural, and notched impact strength values, with higher amounts (0.5 and 1 wt%) leading to agglomeration issues. 19 The reinforcing efficacy of fillers depends on the polymer-filler interaction, particularly the dispersion of the filler in the matrix. Studies, such as that by Zanjani et al., have highlighted the mechanical property enhancements achievable by incorporating GNPs (1-5 wt%) from waste tires into various grades of PP using the melt-compounding method. 20 To optimize mechanical properties, a strong interface between the polar structures of the reinforcement and the nonpolar structures of the polymer matrix is essential. Compatibilizers, such as maleic anhydride, facilitate this compatibility by creating a synergistic effect. Idumah and Hassan reinforced kenaf/PP composites with GNP, varying the loading ratio (1-5 phr) in the presence of compatibilizer to enhance mechanical and thermal properties. 21 While numerous studies have explored hemp fiber reinforced plastic composites, research examining the effects of graphene on hemp-reinforced thermoplastic composites remains limited.
Fabricating NFRCs involves diverse techniques, with the overmolding process gaining attention as a method for assembling dissimilar polymeric materials, offering advantages in terms of process simplicity, reduced cycle times, high production efficiency, and weight savings by eliminating the need for screws, bolts, and rivets.22,23 This process, involving the insertion of a pre-prepared substrate into the mold cavity, onto which polymeric material is directly shot, holds promise for creating complex thermoplastic composite parts with integrated functionality. 24 However, achieving strong adhesion between the insert and the overmolded materials to produce structurally robust composites remains a challenge. Several studies have showcased the potential of overmolding techniques. For instance, Andrzejewski et al. demonstrated the exceptional reinforcing effect of the overmolding procedure, using prepreg (PLA/flax fabric) laminates as inserts and PLA/harl straw composite (20 wt%) as injected material. 25 Strong adhesion between composite inserts and injection-molded materials validated the effectiveness of this method. Alchekh Wis et al. utilized hot-pressing and film stacking with different orientations to show the promise of overmolding with PLA on continuous jute mat composites, resulting in biodegradable polymers with improved mechanical properties. 26 Matsumoto et al. investigated carbon materials’ constructive impact on adhesion by developing a carbon nanotube-based thermoplastic film to create nanoscale interconnections between different layers. 27 Despite the demonstrated applicability of the overmolding technique in fabricating natural fiber composites, a comprehensive integrated process design, considering reinforcement type, form, and additive inclusion (e.g., carbon-based materials) for improved substrate-overmould adhesion, remains a gap in the literature.
Considering the aforementioned lack of development of NFRCs, the proper utilization of available natural resources and wastes became crucial for developing sustainability in the industry. In the present study, hemp fibers were extended to the high value-added compound formulation by using waste tire-driven graphene nanoplatelets (GNP) as a co-reinforcement and nucleating agent suitable for injection moulding, and the performance of newly designed compounds formulation can compete with glass fiber reinforced compounds in terms of mechanical properties. Hemp fiber/GNP reinforced PP compounds were used for injection moulding and an integrated manufacturing solution was provided by using overmoulding process with UD based bio-based prepregs and enhancing sustainability and lightweighting in structural composite applications. Within this work, homopolymer PP (homoPP) matrix was reinforced with alkaline treated short hemp fibers to remove odor problems during processing. A high shear thermokinetic mixer was used to provide a high degree of exfoliation of GNP and enhance interfacial interactions by using MAPP as a compatibilizing agent to increase the fiber/graphene/matrix interactions to attain homogenous distribution. The fabricated compounds suitable for the injection moulding process were used with overmoulding materials of UD flax prepreg to fabricate high performance thermoplastic sustainable composite structure. To the best of our knowledge, there is no study that investigates the impact of waste tire-driven upcycled graphene nanoplatelets with hemp fibers in homoPP by providing high degree of exfoliation and making bridges between fiber, graphene plate and polymer chains and also understands the interface behaviour of treated hemp fibers with graphene during the injection moulding and overmoulding process. Comprehensive characterization was carried out to get the optimum reinforcement loading ratio and define the process conditions of newly developed compounds for the selected process. To summarize, this research aims to pave the way for a new era of sustainable composite materials, addressing performance, environmental, and technical challenges. The remainder of this paper will delve into the details of our experimental setup, results, and conclusions, presenting a comprehensive investigation into the potential of these innovative materials and processes by supporting CO2 emission values and global warming potential effect with life cycle assessment analysis.
Experimental Section
Materials
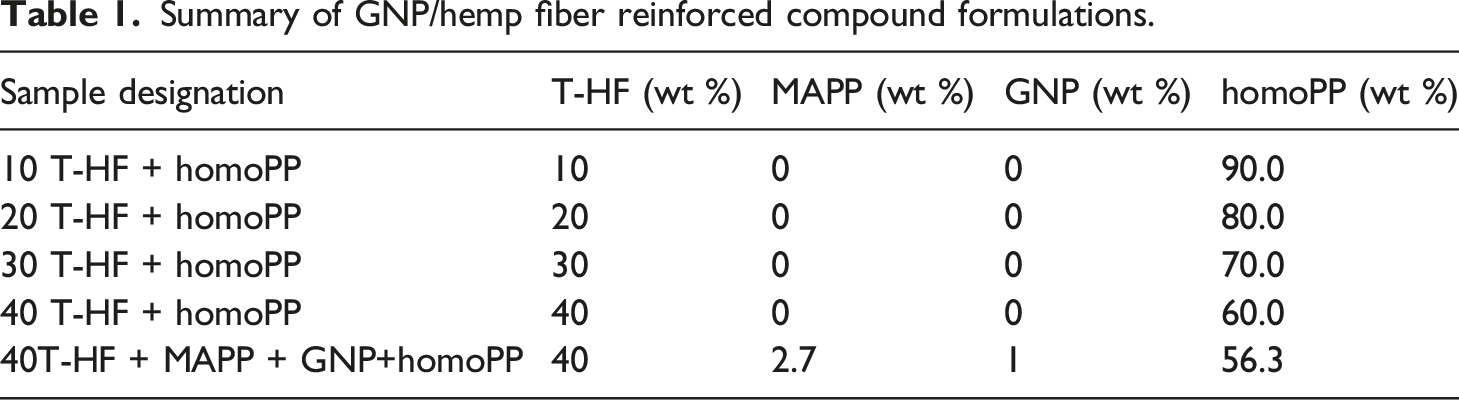
Raw hemp fibers were provided by Ustunler Ketencilik, Turkey, as the polymer matrix homopolymer type PP (BUPLEN 6331) was purchased from Eurotec, Turkey. The melt flow rate is 16 g/10 min at 230°C. Sodium hydroxide (NaOH, ≥98%) was purchased from Sigma-Aldrich, USA, for alkaline treatment. The maleic anhydride grafted polypropylene (MAPP, 1.2 wt% grafting level) (POLYBOND® 3200) with an MFI of 115 g/10 min at 190°C was supplied by the Addivant, USA, and used as a compatibilizer. GNPs produced from waste tires by recycling, and upcycling processes were purchased from Nanografen Co., Turkey. UD-Flax (UD-FLAX 50) is polypropylene based unidirectional (UD) organosheet/prepreg reinforced with flax and was purchased from BPREG, Turkey. The volume fraction of the flax in the UD organosheet is 50 vol%, and the thickness of the organosheet is 0.25 mm.
Alkaline treatment of hemp fibers for the elimination of impurities
Untreated hemp fibers were washed with deionized water to remove the dust and other impurities and prevent odor during processing with homoPP, and then they were dried at 80°C for 24 h. Dried hemp fibers were soaked in 0.5 M sodium hydroxide solutions (1:20 HF to liquid ratio) in order to remove the oils, wax, and lignin, which cover the outer surface of the cell membrane. 28 The residual sodium hydroxide fibers were washed with excess amounts of deionized water until pH reached around seven and dried at 80°C for 24 h. Treated hemp fibers were labeled as T-HF and cut into 2-10 mm using scissors.
Alkaline treatment of hemp fibers for the elimination of impurities
Summary of GNP/hemp fiber reinforced compound formulations.
Integrating injection moulding and overmoulding process by the developed compounds and bio-based prepregs
The UD flax PP prepreg having 0.25 mm thickness was cut to obtain pieces with dimensions of 25 × 750 mm and 10 × 800 mm to fit into injection molds (ISO 527-2 and 178). The one-layer prepreg was placed into the molds as an insert, and neat homoPP and prepared composite were overmoulded onto it as a second layer. The manufacturing route for the overmoulding techniques is represented in the Figure 1. The obtained overmoulded composites were labeled as OM X, where X refers to the prepared hemp reinforced composite. Schematic representation of manufacturing route of overmoulding injection process. Using (a) one-layer UD flax PP prepreg, (b) treated hemp fiber/GNP reinforced homoPP compound, and (c) overmoulded hybrid composite with optic images of cross-section.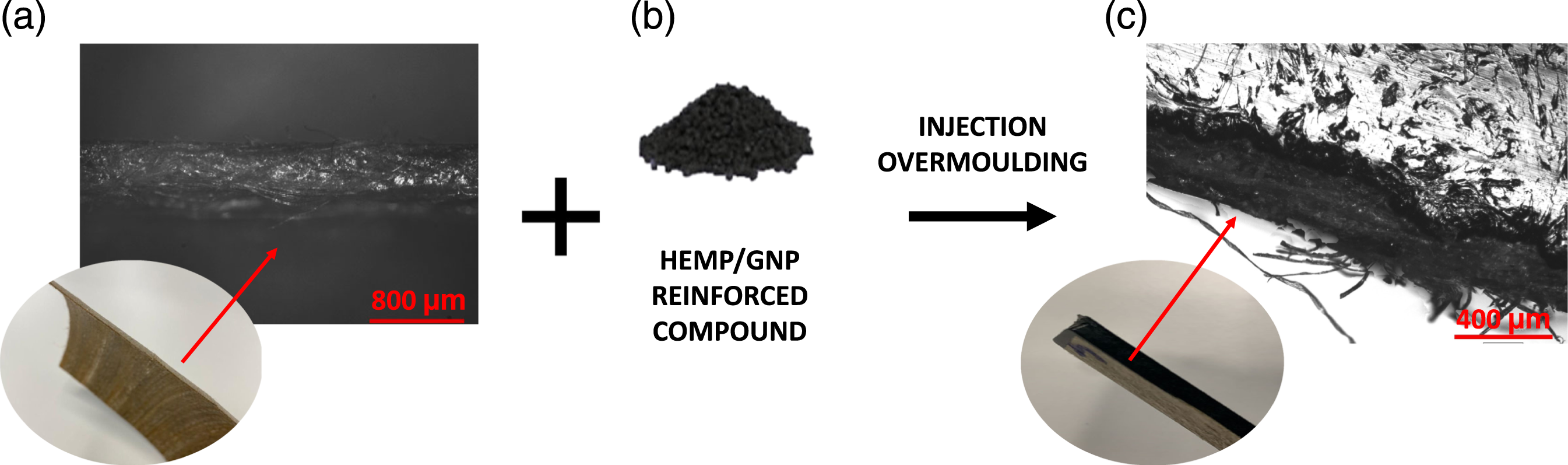
Characterization
Thermo Scientific Fourier transform infrared spectroscopy (FTIR) was used to characterize the functional groups of neat and treated hemp fibers over a range of 4000-400 cm−1 with the resolution and scanning number of 4 cm−1 and 16 times, respectively. The thermal stability of the selected fibers was investigated by thermogravimetric analyzer (TGA) using a Toledo TGA/DSC 3 + 1600thermal analyzer under a nitrogen atmosphere from 25 to 700°C at a rate of 10°C min−1 for the thermal stability investigation. The mechanical tests were conducted by using 5982 Static Universal Test Machine with 5 kN load cell for ISO 527-2 tensile and ISO 178 three-point bending tests. Impact resistance was measured by using the notched Charpy test according to the ISO 179 standards. The impact tests were applied on the rectangular samples with 2 mm notch using Ceast 97 pendulum equipped with a standard hammer (energy of 1 J). Differential Scanning Calorimetry (DSC) measurements of specimens were carried out under a nitrogen atmosphere from 20 to 200°C using a Mettler Toledo DSC 3 + 700. To determine the crystallization and melting properties, the first heating, and cooling cycles were performed at a rate of 10°C min−1 to 200°C. The microscopic analyses were carried out by Leo Supra 35VP field emission scanning electron microscopy (FE-SEM) at an acceleration voltage of 3 kV and the working distance of 8 mm. Before SEM analyses, cross-sections of the tensile specimens were coated with a thin layer of Pd/Au to increase electrical conductivity. Life cycle assessment (LCA) analysis was carried out to calculate CO2 emission value of the developed composites by using SimaPro (release 9.3.0.2) software and ReCiPe 2016 v1.1 midpoint method, Hierarchist version.
Results and discussion
Surface activation of hemp fibers after alkaline treatment
Mercerization is one of the chemical treatments of natural fibers most commonly used to reinforce the polymer matrix. The important modification resulting from alkaline treatment is the disruption of hydrogen bonding in the network structure, thereby increasing surface roughness. Additionally, alkaline treatment facilitates the removal of lignin, wax, and oils from the external surface of the fiber cell wall. FTIR technique was used to investigate the alkaline treatment effect on the surface groups of hemp fibers. Figure 2 presents the FTIR spectra for both untreated and alkaline treated hemp fibers. A wide absorption band at 3308 cm−1, referring to the OH band, was caused by cellulose and hemicellulose in the hemp fibers. Intensity reduction was observed after alkaline treatment, indicating the partial removal of hydroxyl groups from the surface. Even with drying process, fibers may continue to absorb moisture due to these residual hydrophilic groups and also its natural abundant groups, highlighting the persistent impact of the treatment process. The peak at 1732 cm−1 was attributed to the presence of the carboxylic ester (C = O) in pectin, and waxes disappeared after the alkaline treatment of hemp.
29
The peak referring to 2982 cm−1 was related to the vibration of the symmetrical elongation of the C-H bond of the CH2 and CH groups of cellulose and hemicellulose.
30
It was evidence of partial removal of the hemicelluloses group from the fiber surface after the NaOH treatment. Moreover, when compared to untreated hemp fiber, the peak intensity at 1249 cm−1 of treated hemp fibers belonging to the C–O stretching of acetyl groups of lignin was decreased
31
and this indicated the removal of bad odor source of lignin.
32
FTIR spectra of untreated and alkaline treated hemp fibers.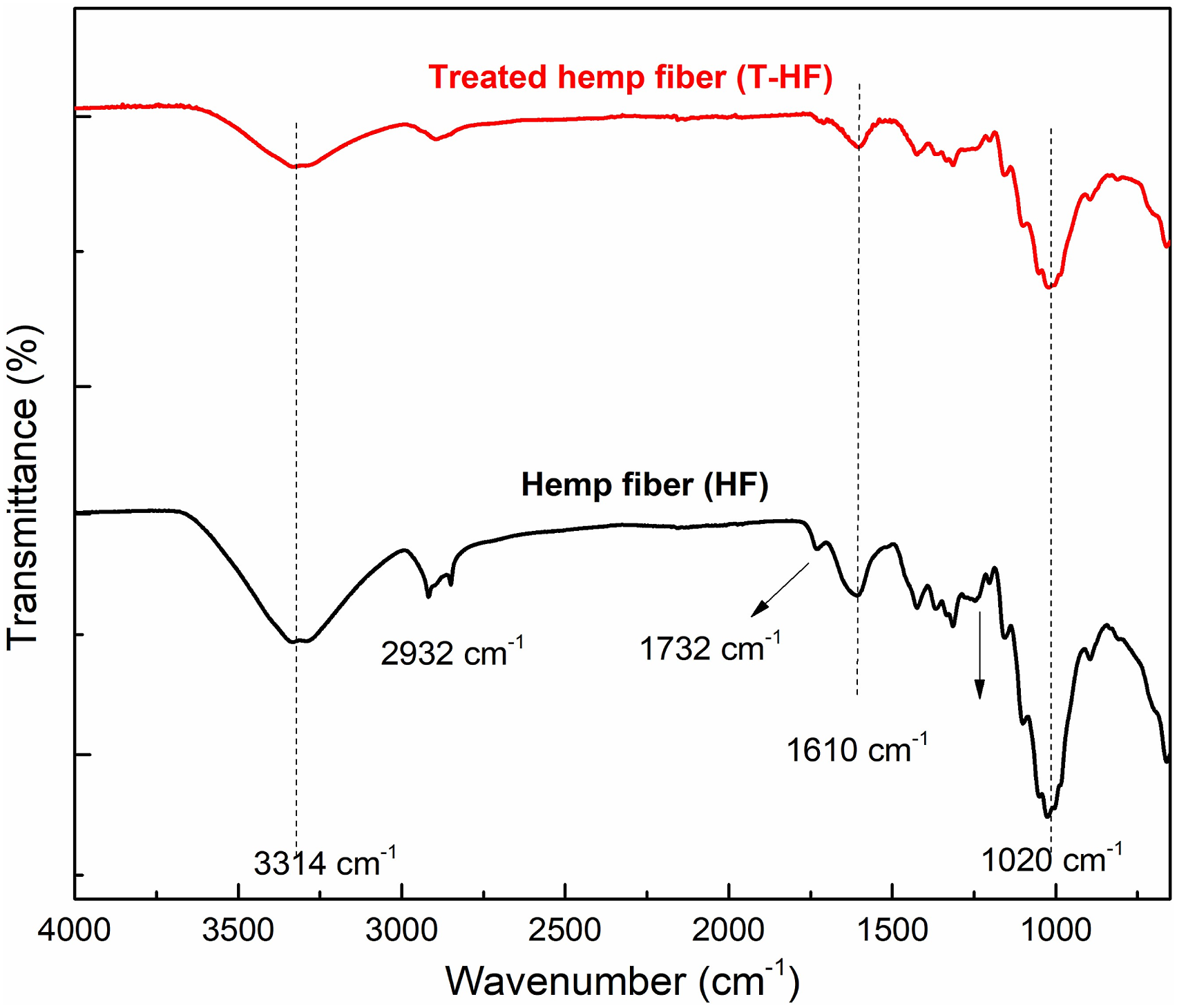
Generally, natural fiber can degrade at the melting temperature of the polymer, which limits natural fiber to be applied as reinforcement in composites, especially in thermoplastic composites where the processing temperature is as high as 150 °C–220°C.
28
In this study, the thermal behaviors of hemp and alkaline treated fibers were examined via TGA under a nitrogen atmosphere. As seen in Figure 3, both treated and untreated fibers absorbed around 7% moisture below 110°C. The thermal stability of hemp fiber was raised from 322 to 344°C with alkaline treatment process. The increment of the degradation temperature is attributed to the removal of certain components, such as hemicellulose or lignin, from the cellulosic fiber during the treatment process as confirmed by FTIR (Figure 2). Consequently, the predominant remaining component is cellulose, known for its thermal stability, remaining intact against degradation up to approximately 250°C.
33
TGA curves of untreated and alkaline treated hemp fiber.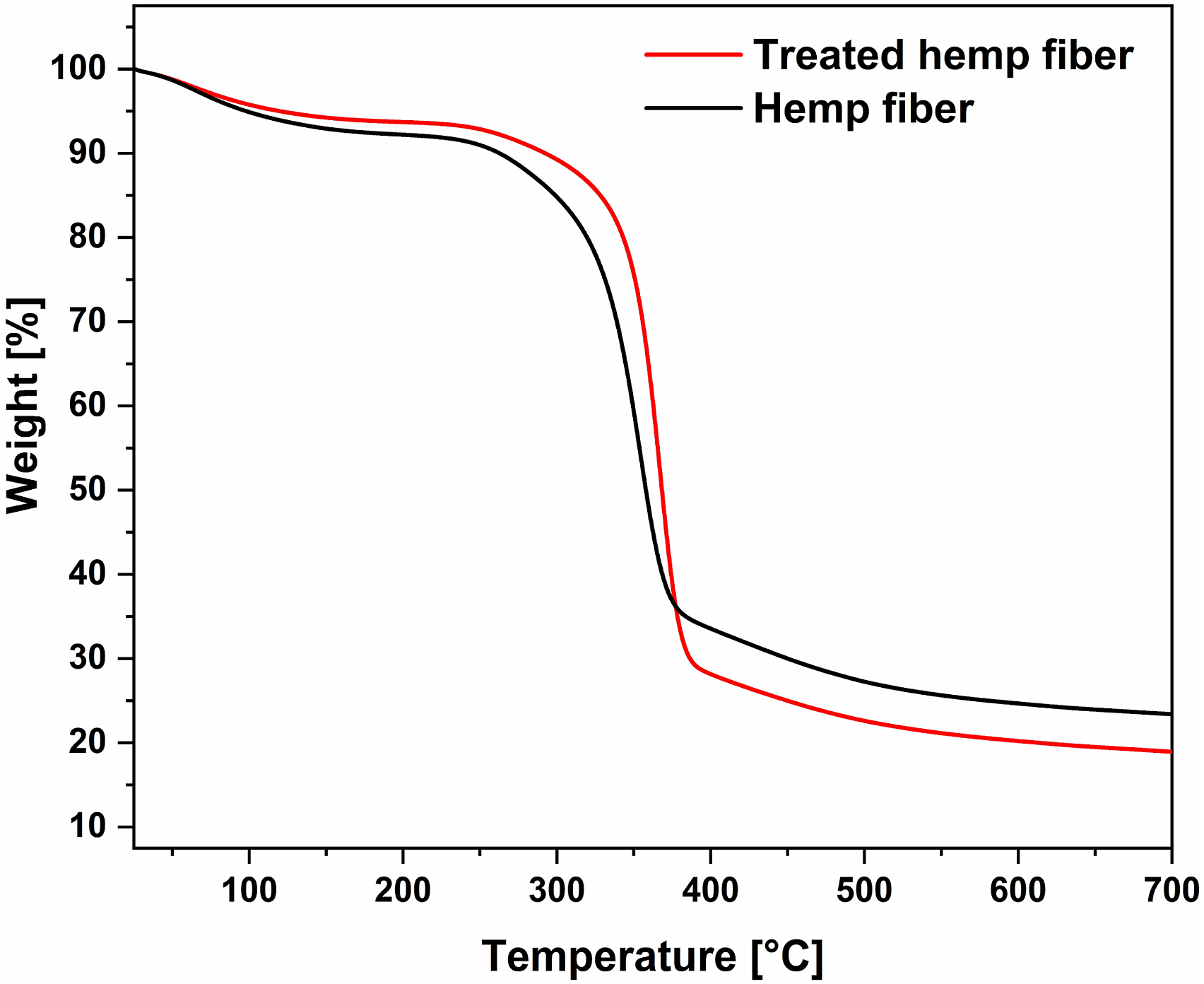
During the alkaline treatment, the fibers were separated from one another (fibrillation), resulting in an increase in the effective surface area available for wetting by the matrix. Figure 4 shows the surface morphologies of untreated and alkali-treated hemp fibers. In Figure 4(a), the surface of untreated fiber is mostly in bundle form and covered with a layer of waxy substances such as lignin, pectin, and hemicellulose. After the alkali treatment (Figure 4(b)), fiber surface becomes cleaner than untreated fibers, and some degree of fiber separation is observed. This verified the removal of surface particulates after the treatment process. Moreover, fibrillation can further increase surface roughness, creating additional interaction sites for improved mechanical properties in the resulting composites. SEM images of hemp fibers (a) before and (b) after the alkaline treatment process.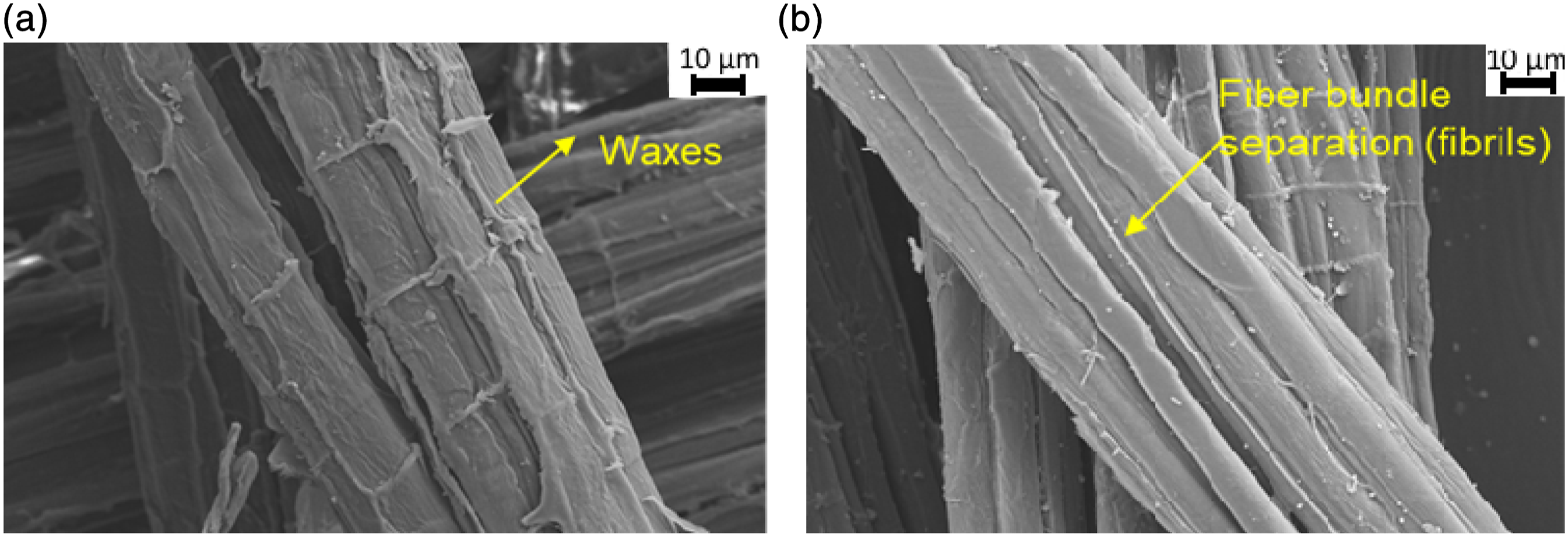
Development of hemp fiber reinforced PP compounds for injection moulding process
A certain drawback of NFRCs is the incompatibility between the natural fiber and polymer matrix, resulting in poor mechanical properties. Therefore, alkaline treatment of the hemp fiber surface was employed for better adhesion between fiber and matrix. Apart from surface modification, the fiber content affects the performance of the NFRCs. The increase in natural fiber loading often leads to an increase in properties up to a certain loading amount34–38 At this point, the optimum loading ratio of hemp fibers were investigated by mixing with homoPP with high-shear thermokinetic mixer at the loading ratios of 10, 20, 30, and 40 wt%. In order to get an ideal fiber amount, injected specimens were tested at different stress loadings. Figure 5 represents improvement graphs of tensile strength, tensile modulus, flexural strength, and flexural modulus values as a function of fiber content. Also, the tensile test results of strength, modulus, and strain at failure are provided with the improvement percentages compared to the unfilled homoPP given in Table S1 in supplementary document. The tensile strength was enhanced by increasing hemp fiber content and with the addition of 40 wt% treated hemp fiber, 23.6% improvement was achieved compared to unfilled PP. In addition, the tensile modulus of homoPP loaded with 40 wt% of T-HF showed a significant improvement of 154.7% compared to neat homoPP. Moreover, the tensile strain of the composite at any hemp fiber fraction was lower than neat homoPP, as shown in Figure S1(a). The change of the ductile behaviour of neat homoPP to the brittle can be observed clearly in the stress-strain curves of the compounds in Figure S1(b). In the flexural properties of the developed compounds, the flexural strength and modulus are enhanced by 41.2% and 100.6%, respectively, by the addition of 40% treated hemp fibers. The detailed improvement percentages regarding the loading ratio and flexural stress-strain curves are given in Table S2 and Figure S2(a), respectively. Figure S2(b) visually demonstrates that homoPP becomes more brittle as the fiber content rises under flexural stress. This study determined that 40 wt% of alkaline-treated short hemp fiber optimally maximized tensile and flexural performance. Subsequent investigations explored the impact of incorporating MAPP as a compatibilizer and upcycled waste tire-derived GNP as co-reinforcements in a composite with 40 wt% treated hemp fiber and homoPP. Improvement graphs of (a) tensile strength, (b) tensile modulus, (c) flexural strength, and (d) flexural modulus as a function of fiber content.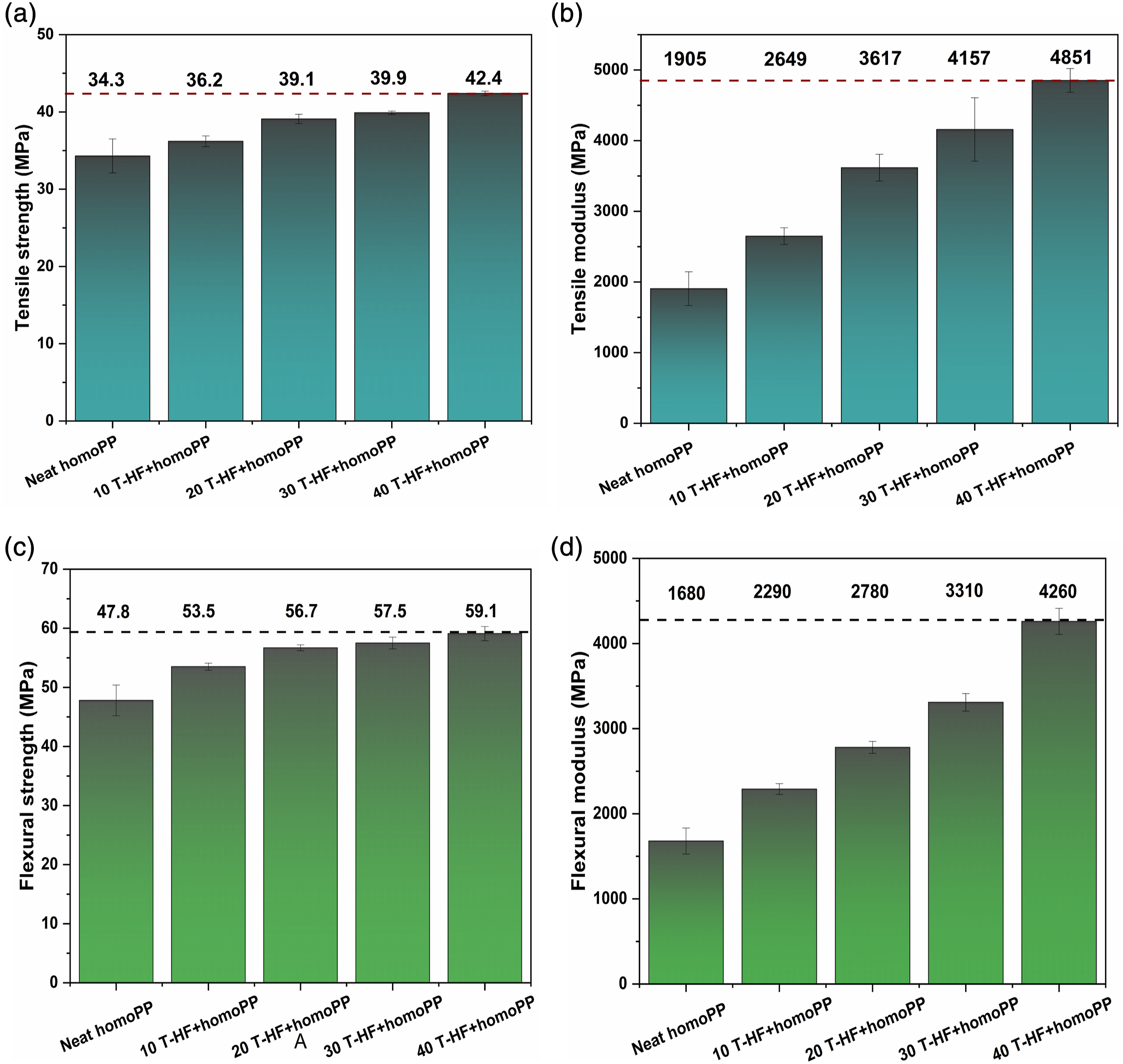
An ideal injection grade compound formulation by combining compatibilizer, upcycled GNP and hemp fibers in PP matrix
Compatibilizers in polymer composites serve as a coupling agent both to overcome the dispersion issues and to improve the adhesion across the interface for enhanced mechanical strength by increasing the stress limit for the load transfer between the matrix and fiber.39,40 Moreover, GNP integration is another way to achieve further increment in the Young’s modulus and tensile strength of the composite. GNP is served as a co-reinforcement agent promoting effective load transfer when strong interfacial regions were achieved. The presence of GNP in the polymeric matrix structure has also the ability to change crystal structure due to the acting as nucleating agent. 41
This section investigates the effects of MAPP as a compatibilizer and upcycled waste tire-driven GNP as a co-reinforcement incorporated to homoPP reinforced with 40% alkaline-treated hemp fiber with FTIR, tensile, flexural, and impact tests.
Figure S5 represents FTIR spectra of neat homoPP, treated hemp fibers and their composite samples with GNP and MAPP. After the incorporation of hemp fibers in PP matrix, there is no drastic changes in the main peaks of PP at around 2950, 2920 and 2873 cm−1 contributed by C–H stretching vibrations. On the other hand, a broad peak appeared at around 3300 cm−1, attributed to the cellulose structure of the fiber and signifying the presence of –OH groups in homoPP composites. In addition, there is no change in functional groups by the integration of both individual and combined integration of MAPP and GNP. There are only intensity changes observed in the peaks of 2950 and 2920 cm−1 indicating the orientations of chains during melt processing. MAPP effectively addresses interfacial challenges through both physical interaction with PP chains and chemical interactions. 42 Additionally, alkaline treatment, as shown in Figure 4, enhanced the surface roughness of hemp fibers, supporting the mechanical interlocking mechanism. Therefore, the inclusion of MAPP and treated fibers reinforces PP through physical bonding mechanism.
The change in tensile strength and modulus are given in Figure 6(a) and (b), respectively, with the inclusion of MAPP and GNP and tabulated results with the improvements for the tensile strength, modulus, and strain at failure were given in Table S1. From Figure 6(a) and (b), the tensile strength and modulus improvement were recorded for the MAPP and GNP inclusion together as 28 and 5.2% compared to 40 T-HF + homoPP, respectively. The effect of MAPP and GNP on tensile properties of 40 T-HF + homoPP is shown in stress-strain curves provided in Figure S3. The brittleness of 40 T-HF + homoPP was not changed dramatically by the incorporation of MAPP and GNP. Effect of MAPP and GNP on (a) tensile strength, (b) tensile modulus, (c) flexural strength and (d) flexural modulus, and (e) impact energy on baseline configuration of hemp reinforced homoPP composites.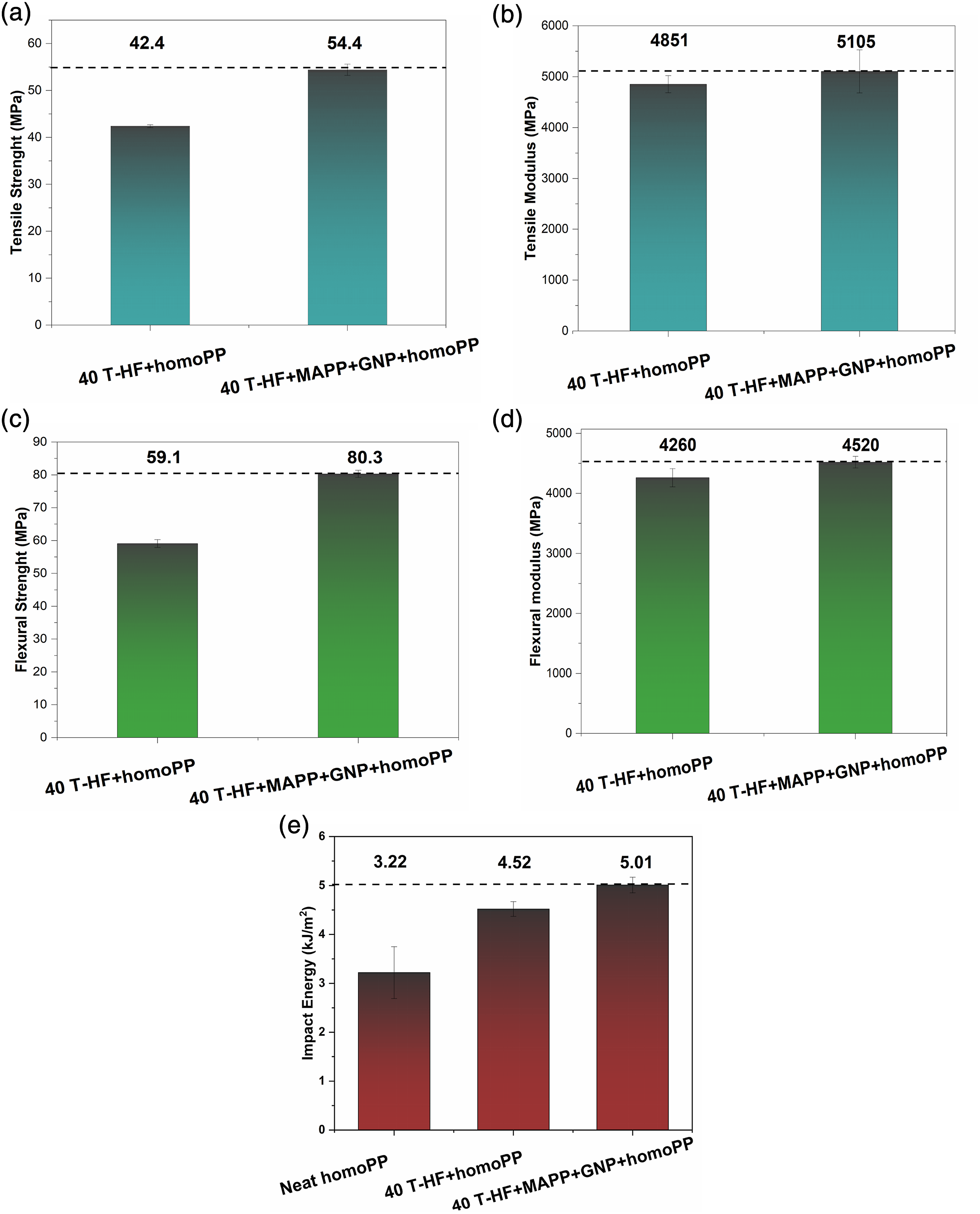
The effect of GNP and MAPP in PP matrix also enhanced its flexural properties. Both these additives improved flexural strength and modulus by 35.8% and 6.1%, respectively, compared to the baseline provide in Figure 6(c) and 6(d). Herein, GNP has the main role in increasing the crystallinity during the injection process due to its nucleating agent effect 43 together with compatibilizing and reinforcing effect and thus the maximum tensile and flexural properties were achieved in new compound formulation having hemp fiber, GNP and compatibilizing agent of MAPP. Figure S3(b) and Figure S4(b) illustrate MAPP’s role in enhancing the performance of hemp-reinforced homoPP composites through the presentation of tensile and flexural stress-strain curves. The inclusion of MAPP in polymer composites has been recognized for promoting better adhesion across the interface, consequently leading to increased mechanical strength. 44 This improvement stems from the enhanced transfer of stress from the matrix to the fiber, resulting in a higher flexural and tensile performance in compared to 40 THF + homoPP. 45 In addition, there is no significant effect of MAPP and GNP addition on the tensile and flexural strain at break value of 40 T-HF + homoPP provided in Figure S3(a) and Figure S4(a).
Impact resistance plays an important role in the performance of composite subjected to regular shocking load or impact load. Figure 6(e) represents the Charpy impact test results of neat homoPP and its compounds having T-HF with MAPP and GNP. The impact strength of homoPP was enhanced by 40.4% by the addition of 40 wt% T-HF. Increasing impact strength, coupled with a significant drop in strain at break with rising T-HF content (Figure S1), is attributable to the complex interplay of various deformation mechanisms in the composite material. The drop in strain at break with more alkaline-treated hemp fiber and the rise in impact strength result from complex deformation mechanisms. Adding T-HF improves load transfer, boosting composite impact strength 46 This reduction could also be attributed to the restriction of polymer chain movement due to a higher fiber volume fraction, leading to a more brittle composite behavior. 45 Additionally, higher fiber content affects stress distribution, enhancing energy dissipation and crack deflection, contributing to increased impact strength. 47 Furthermore, addition of MAPP and GNP led to an increase in the impact energy of 40 wt% of T-HF + homoPP from 4.52 to 5.01 kJ m−2. The presence of MAPP between fiber and polymer and graphene improved the compatibilization and also increased the modulus, hardness, and impact strength values of hemp fiber reinforced compounds. 41 The impact strength of the fabricated compound reached a maximum value of 5.01 kJ m−2 with the inclusion of MAPP together with GNP.
To conclude, improvement in the impact properties was preserved for the 40 THF + MAPP + GNP+homoPP as in tensile and flexural properties by creating a synergy resulting to high mechanical performance.
Thermal characteristics of multi-scale and sustainable PP based compounds
The mechanical properties of thermoplastic homoPP are in correlation with their microstructure and crystallinity state. Herein, the melting and crystallization behavior of homoPP and hemp fiber reinforced compounds containing MAPP and GNP were determined through DSC analysis. The first cooling cycle for crystallization behavior and the heating cycle melting curves of samples have been shown in Figure 7(a), and 7(b), respectively. Thermal parameters have been summarized in Table 2. The crystallization temperature of neat homoPP sharply increased from 111°C to 125.5°C by the implementation of 40 wt% T-HF. Rise in crystallization temperature observed can be attributed to the nucleating effect of hemp fibers at elevated temperatures.
48
The crystallization temperature of 40 T-HF + homoPP decreased by only 1°C by the implementation of MAPP and GNP, and this change can be neglected. DSC analysis shows no significant changes for the crystallization behavior of 40 T-HF + homoPP composites with MAPP and GNP inclusions. Moreover, Figure 7(b) and Table 2 reveal that there is no significant difference in the melting temperature parameters between neat homoPP and the hemp reinforced composites. While the addition of 40 wt% T-HF increased the melting temperature of 40 T-HF + homoPP by only 1°C, the further inclusion of MAPP and GNP had no impact on melting temperatures. According to the results, GNP and MAPP inclusions had no obvious effect on the thermal properties of the 40 T-THF + MAPP. First cooling (a) and heating cycles (b) of neat homoPP, MAPP and GNP incorporated treated hemp fiber reinforced homoPP. Effect of the treated hemp fiber, MAPP and GNP on melting and crystallization parameters and percentage crystallinity of homoPP.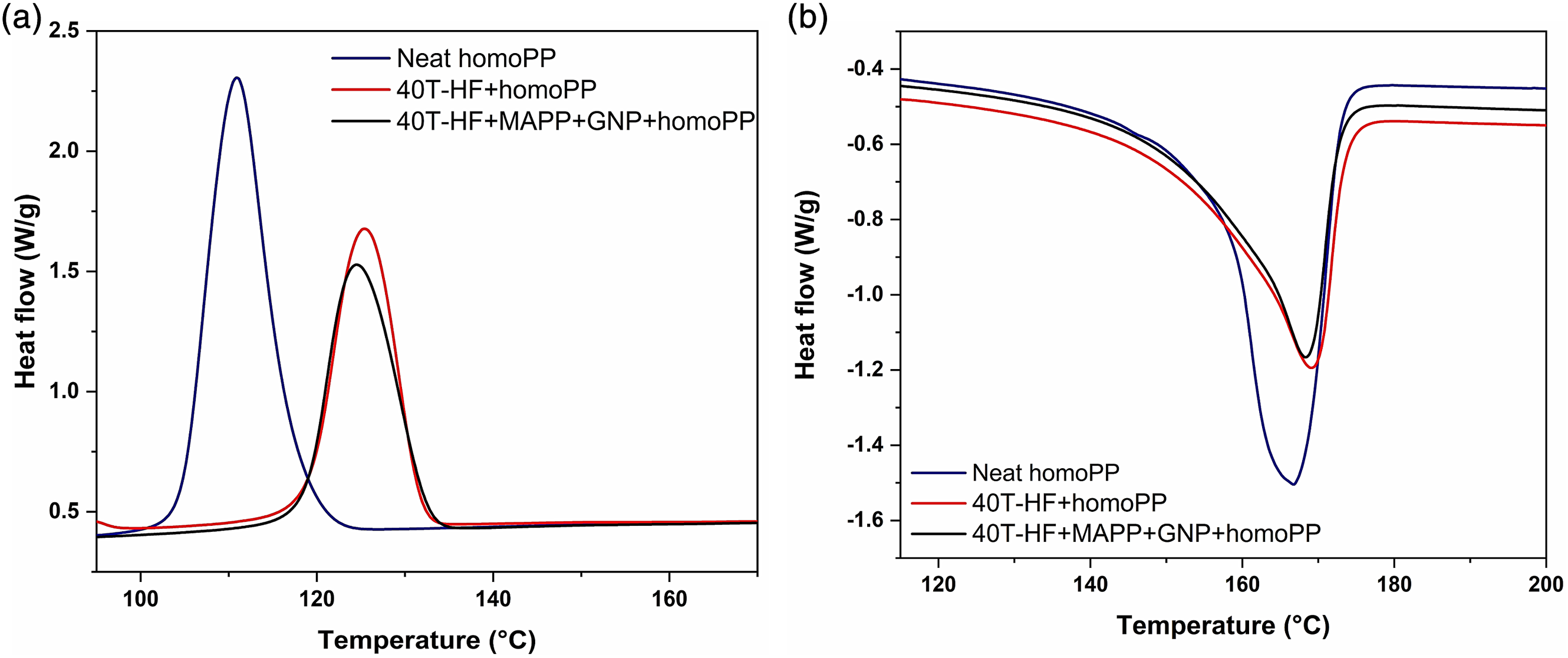
Crystallinity investigation can be conducted using the equation below:
Cross-sectional morphology analysis of multi-scale hemp fiber reinforced homoPP injected composites
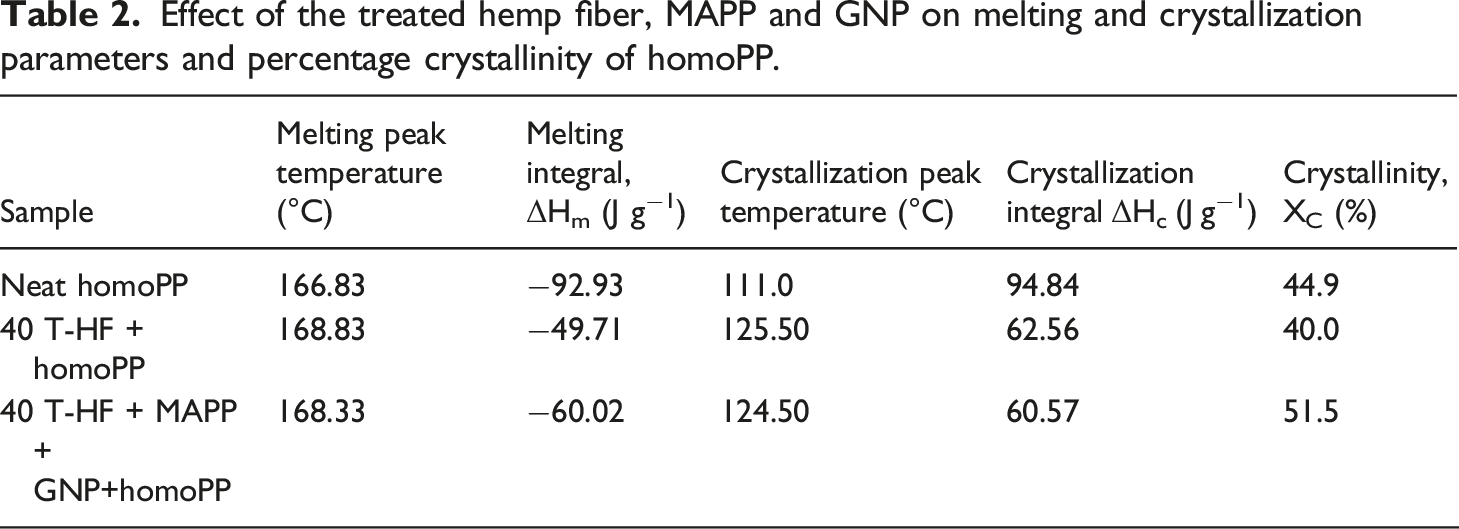
The morphology of the cross-sectional fracture surfaces of neat homoPP and T-HF reinforced homoPP composites were studied by SEM, and the distribution of fibers as well as the interfacial interactions between the fibers and the polymer is observed. Figure 8(a) shows the freeze-fractured surface of the neat homoPP. As expected, the freeze-fracture surface of neat homoPP is smoother compared to the fiber reinforced counterparts which were obtained after the tensile testing. SEM micrographs of fiber reinforced composites in Figure 8(b) display several fibers pulled out from the fracture surface and presence of the few voids. This indicates that the dominant failure mechanism is interfacial debonding.
13
In addition, the random distribution of the T-HFs in the matrix is clearly observed. However, high magnification image of 40 T-HF + MAPP + GNP+homoPP composite fracture surface in Figure 8(d) shows that polymer matrix covered the fibers, demonstrating the improved interfacial adhesion due to the synergistic effect of both MAPP and GNP inclusion. SEM images of (a) freeze-fractured surface of neat homoPP, fracture surfaces (after tensile testing) of (b) 40 T- HF + homoPP, (c) 40 T-HF + MAPP + GNP+homoPP and ((d) detailed view of 40 T-HF + MAPP + GNP+homoPP.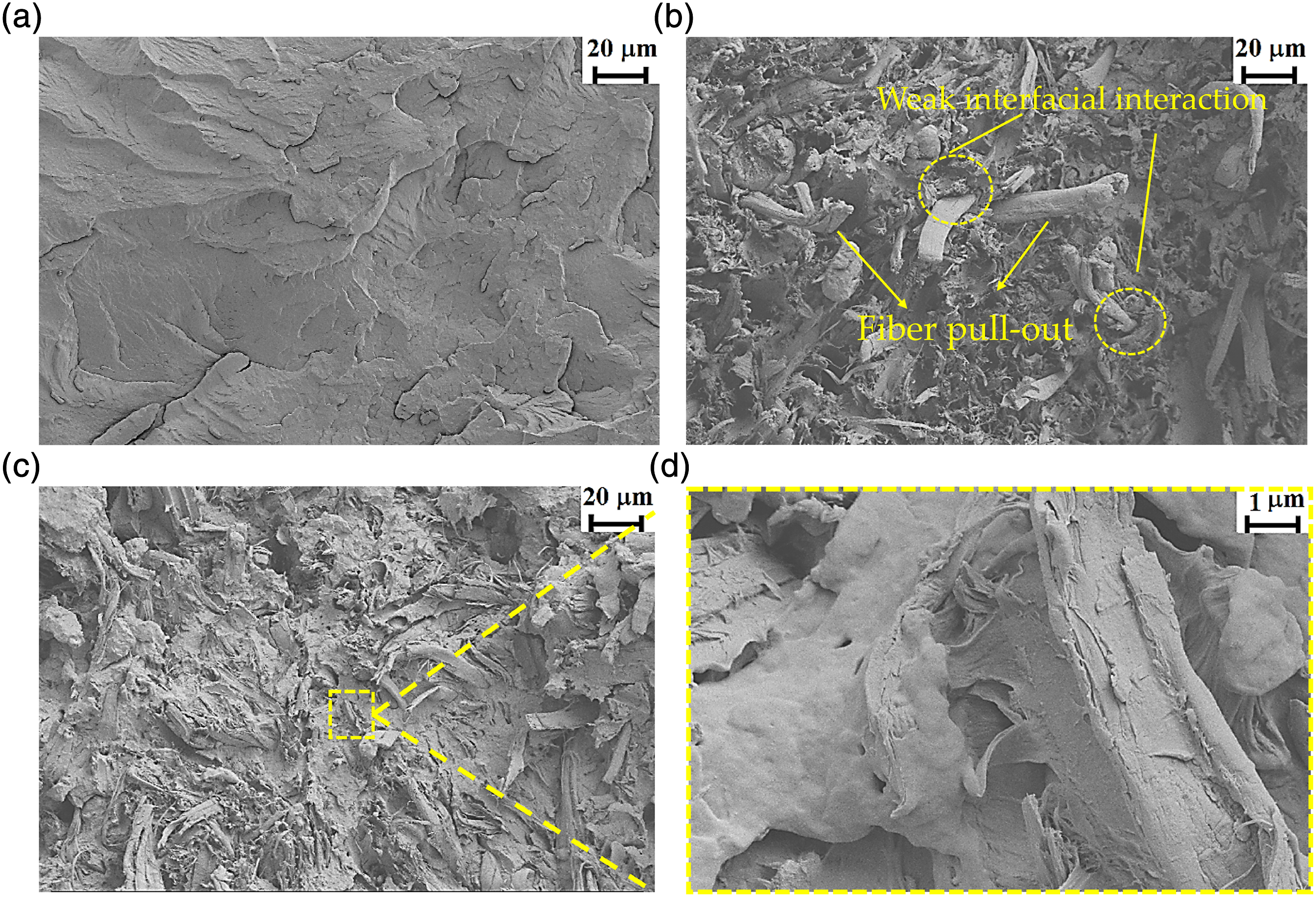
Hybrid sustainable fiber reinforced composite manufacturing by combining injection moulding and overmoulding processes
Composites for structural applications can be made by combining short and continuous fibers and/or combining different types of fibers. Short fibers are favored as reinforcement over continuous fibers due to their ease and speed of manufacture. While short fibers are good at resisting impact loads, the domains of continuous fiber reinforcement are better to support the flexural and tensile loads. Thus, hybridization of discontinuous fibers and continuous fibers reinforcement is necessary for composite production to gain the benefits of both two types of fibers. For this aim, bio-based hybrid composites using UD flax PP prepreg (continuous fiber source) and the developed compounds (short fiber source) were fabricated by overmoulding technique. Effectiveness of prepreg utilization in overmoulding procedure was also found in literature. 25 In this section, tensile, flexural and impact properties of overmoulded hybrid composites are investigated.
Figure 9 and Table S3 show the tensile properties of the overmoulded samples using UD Flax prepreg and prepared hemp reinforced homoPP. The improvements were calculated according to the results of the OM neat homoPP. After moulding, the homoPP material can be easily removed since it does not adhere to the matrix properly, one of the problematic subjects in the overmoulding composites, according to the literature.52,53 As shown in Figure S6, the presence of UD fibers in fabricated samples did not affect the failure type, and maintained the integrity of the composite during the tests. The overmoulded neat homoPP composite is comparatively ductile and resulted in prolonged elongation at the break without softening. As seen in Figure 9(a), presence of T-HFs in the composite improved the tensile strength and modulus of the OM neat homoPP as 17 and 133%, respectively. Further increment was achieved by integration of MAPP and GNP added hemp fiber composites in the overmoulded samples. The sample of OM 40 T-HF + MAPP + GNP+homoPP improved the tensile strength and tensile modulus of OM neat homoPP by 41.6% and 151.7%, respectively. Change in (a) tensile strength, (b) tensile modulus, (c) flexural strength, (d) flexural modulus, and (e) impact energy of the overmoulded neat homoPP and hybrid composites.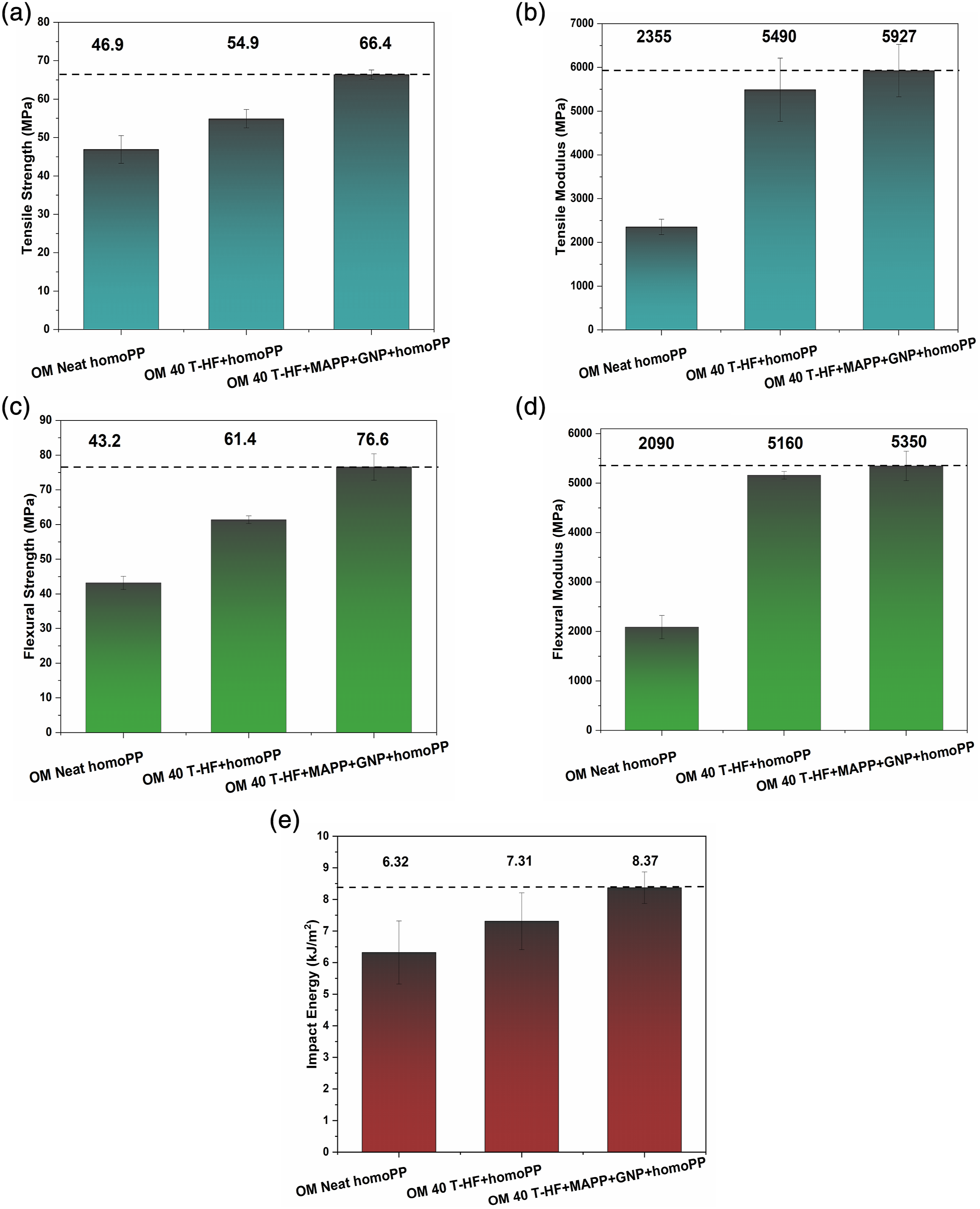
Applying MAPP and GNP with treated hemp fiber in the overmoulded samples is also very effective in both flexural strength and modulus (see Table S4 and Figure S7). The flexural strength and modulus of overmoulded composite of OM 40 T-HF + MAPP + GNP+homoPP were 76.6 and 5350 MPa, respectively, as seen in Figure 9(c) and 9(d). It suggests a considerable influence of fiber arrangement of UD flax, MAPP and GNP interfacial effect during the mechanical test. As a result of this investigation, it was evident that hemp fiber overmoulded composites reinforced with MAPP and GNP had increased mechanical properties over their matrix materials and thus had better fiber matrix adhesion. This can be related to the fact that both GNP and homoPP adhere better to MAPP due to its altered chemical structure.54,55
The impact strengths of the overmoulded samples are reported in Figure 9(e). In general, the fiber, the polymer matrix, and the interfacial bond strength of fiber reinforced polymer composites are the three factors that determine the toughness of the material. 56 It was observed that the Charpy impact strength of OM neat homoPP was enhanced in 15.66% of the presence of the treated hemp fiber. The maximum improvement was obtained for the OM 40 T-HF + MAPP + GNP+homoPP as 32.44% compared to OM neat homoPP. This value is 67.07% higher than the compound of 40 T-HF + MAPP + GNP+homoPP and proves the importance of the presence of UD fiber in the composite system. In conclusion, the mechanical performance of the composites, including T-HF, MAPP and/or GNP can be enhanced by the application of the overmoulding method with only one layer of UD Flax prepreg integration onto the surface of composites. It may be attributed to the using both UD fibers and high-performance composites as overmoulding material.
Investigating the interface morphology between the overmoulding material and the insert material is important to understand the interactions between the two parts of the hybrid composite. Figure 10 displays the cross-sectional SEM micrographs of the OM 40 T-HF + MAPP + GNP+homoPP composite after the tensile test with distinct features of both overmoulding material (40 T-HF + MAPP + GNP+homoPP) and the insert prepreg (UD-Flax). Insert prepreg mainly consists of long and unidirectional fibers with similar fiber diameters, as shown in Figure 10. Moreover, it demonstrates the difference between the fracture mechanisms of overmoulding material and the insert prepreg and the interface area between the two. Under the tensile load, insert material fractures in a brittle manner, which can be observed from both the smoother surface and the tensile test results; meanwhile, the overmoulding material fractures in a slightly more ductile manner, indicated by the rougher surface. Furthermore, Figure 10 shows the interface with proper adhesion between the two different materials, which is also supported by increased tensile strength (Figure 9(a)) due to compatible homoPP matrices of both materials. SEM image of the cross-section of the overmoulded hybrid sustainable composite.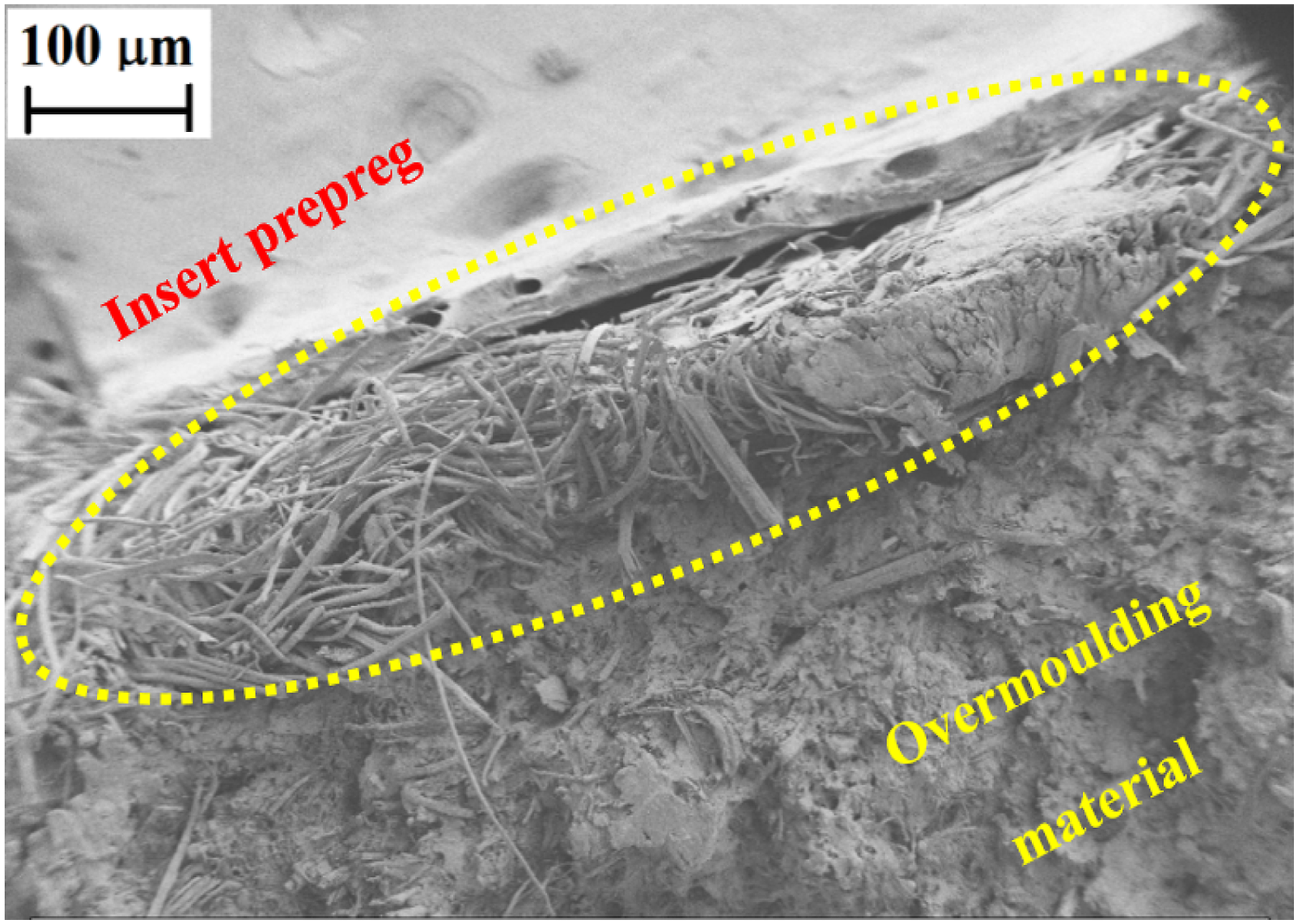
Benchmarking study of upcycled GNP and hemp fiber reinforced composites with glass fiber composites with LCA protocols
Density and mechanical properties of GNP/hemp fiber reinforced composite and long glass fiber reinforced homoPP composite.
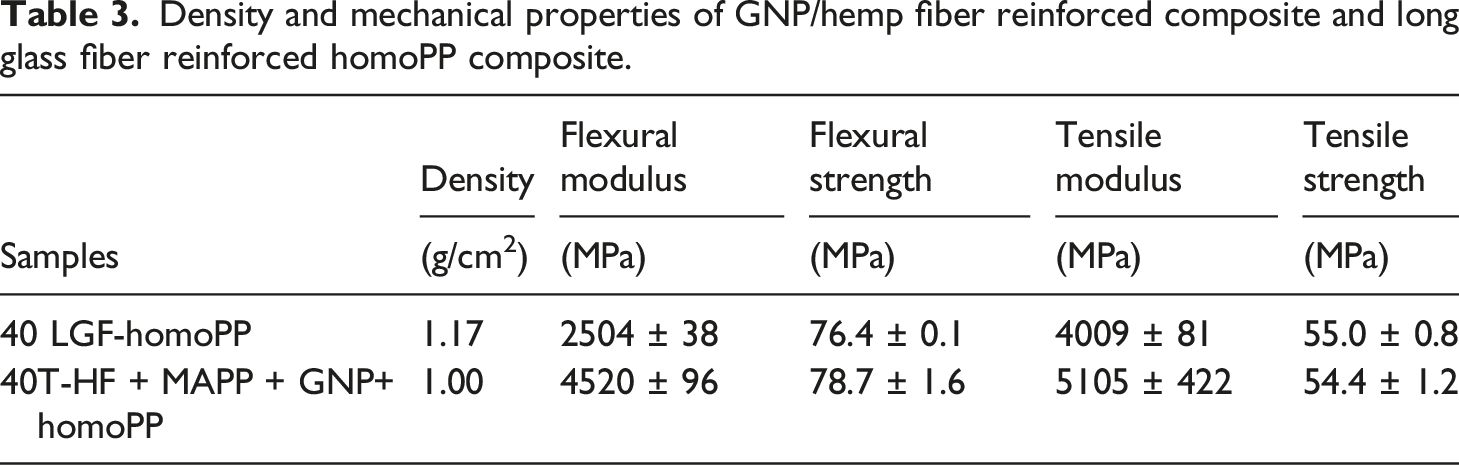
Conducting Life-Cycle Assessment (LCA) methodology was employed to enhance the quality of informed decisions concerning the sustainability of the recently formulated composite materials. LCA includes everything from the extraction of raw materials to the manufacturing process, to the product’s use and eventual disposal at the end of its life. Herein, the Ecoinvent-3 database with allocation cut off by classification and the Swiss input & output databases were utilized to compile the life cycle inventory (LCI) for the LCA analysis. The waste scenario for the input materials was assumed to be landfilled municipal solid waste for the rest of the world. The environmental assessment was carried out with CO2 as a single environmental indicator. Three scenarios have been chosen to compare the environmental consequences of production of waste tire driven graphene and hemp-fiber reinforced PP composites and their hybrid composites prepared UD prepreg with the glass fiber reinforced PP composites. Firstly, the environmental impact factors evaluated according to the global warming potential from the production of 40 LGF + homoPP, 40 THF + MAPP + GNP+homoPP, are compared in Figure 11(a). It was seen that the production of 40 LGF + homoPP had a value of 3.01 kg CO2 eq (equivalent), while the 40 THF + MAPP + GNP+homoPP had 2.14 kg CO2 eq. Hemp fiber and waste tire driven GNP loaded homoPP instead of glass fiber resulted to 28.9% reduction of carbon emission. Additionally, it should not be overlooked that added GNP being obtained from waste tires provides a solution to the waste problem. The second scenario includes comparative carbon footprint calculations for the fabrication of prepregs with the same amount (50 wt %) of fiber and polymer for use in the overmoulding injection process. As seen in the Figure 11(b), using flax fiber instead of glass fiber result to 25.8% decrease in global warning potential of PP prepreg.57,58 Then, CO2 emissions of two different hybrid composites of prepared by overmoulding injection method is presented in Figure 11(c). Hybrid-1 was prepared by injecting PP containing 40 LGF onto a UD glass fiber/PP prepreg, while Hybrid-2 was prepared by injecting hemp fiber/GNP reinforced PP onto UD flax fiber/PP prepreg. In comparison to overmoulded composite containing glass fiber, 38.5% reduction in the carbon footprint was achieved by using sustainable alternatives (natural fiber and GNP from waste tire) in both insert and injection material for the overmoulding process. According to the LCA study, upcycled graphene and hemp fiber reinforced PP compounds as an injection grade for overmoulding process with flax containing prepregs considered as environmentally favourable solution. The comparison histogram of the global warming potential of production of (a) glass fiber, hemp fiber/GNP reinforced homoPP, (b) UD glass fiber and flax fiber prepreg, and (c) overmoulded hybrid composites.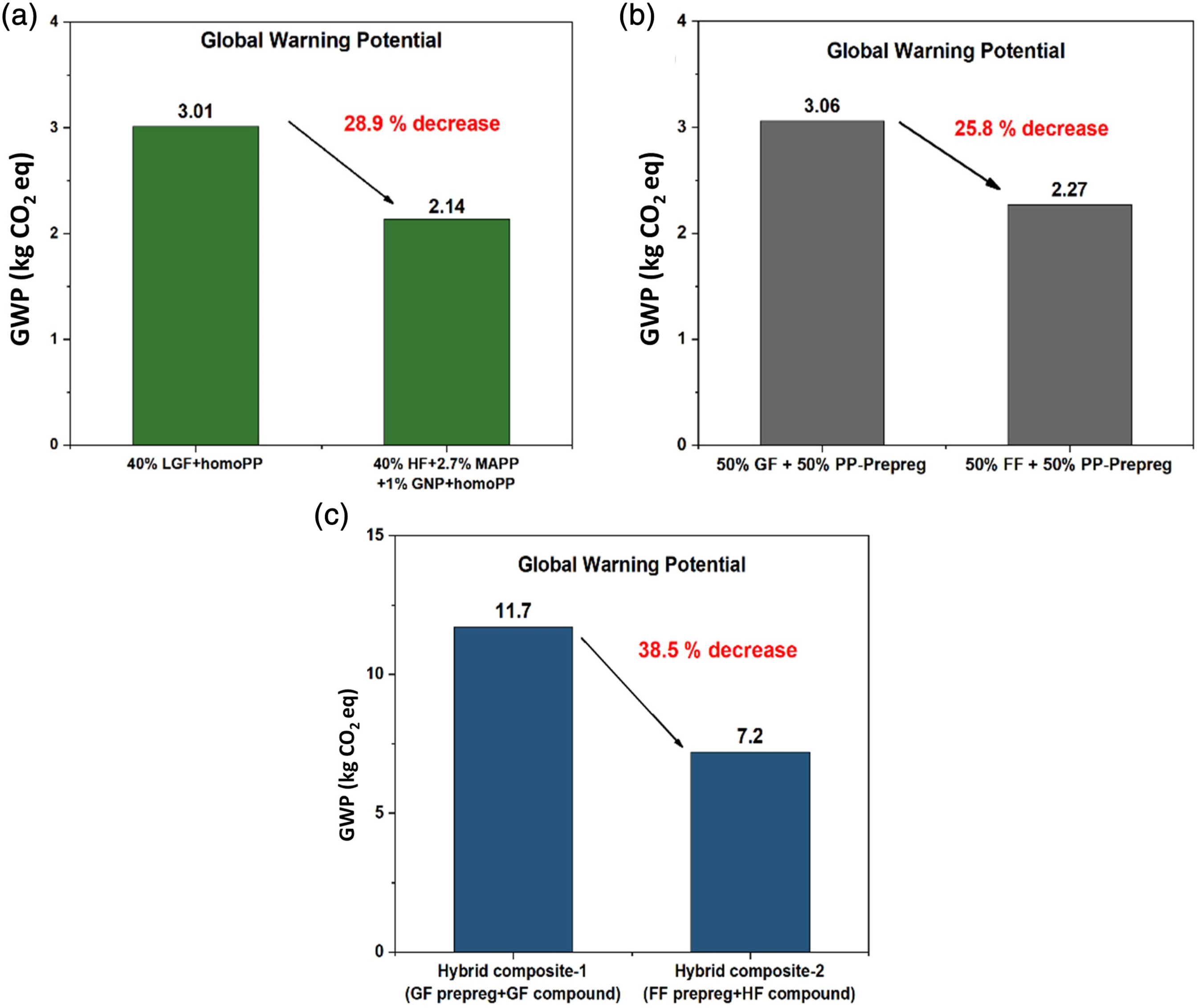
Conclusions
In the current work, multiple strategies were successfully combined to optimize the properties of hemp fibers and their effects on corresponding composites while lowering weight and improving mechanical performance to replace glass fiber reinforced composites widely used in automotive industry. In order to enhance the interfacial interactions of hemp fibers with PP matrix, alkaline treatment was applied to eliminate impurities from the surface and also MAPP as compatibilizer and recycled GNP as a co-reinforcement were incorporated into the homoPP with the optimum hemp fiber ratio. With this study, suitable injectable compound formulation was attained by using 40 wt% of treated hemp fiber, 2.7 wt% of MAPP and 1 wt% of GNP by using high shear mixer and higher tensile and flexural modulus values were achieved by increasing 168% and 169% compared to unfilled homoPP. In the benchmarking study with homoPP consisting of 40 wt% long glass fibers, this newly developed compound shows better tensile and flexural properties even with a decreased density of 15%.
In the second part of this study, overmoulding technique was used to fabricate bio-based hybrid composites using UD flax PP prepreg and the developed compounds. Compared to OM neat homoPP, tensile strength and elastic modulus of the OM 40 T-HF + MAPP + GNP+homoPP was improved by 41.6 and 151.7%, respectively. Flexural strength, flexural modulus, and impact strength values of the OM 40 T-HF + MAPP + GNP+homoPP were improved by 44.5%, 44.2% and 11.0%, respectively. Appropriate adhesion was observed between UD flax PP prepreg and the developed compounds, which was clear from the previous results meaning that the proper adhesion could be the reason of the improvements in mechanical properties. To conclude, the implementation of the presented concept would allow to weight reduction along with increased mechanical performance of the final products and facilitate the sustainable production of hybrid composite by using natural resources and upcycled waste material. This work will favor the integration of waste and natural sources in the same matrix, and newly developed short hemp fiber reinforced composites with upcycled GNP can compete with long glass fiber reinforced composites in terms of mechanical performance.
Moreover, from a LCA perspective, it is possible to reduce CO2 emission by 28.9% with the addition of hemp fiber and waste tire driven GNP loaded homoPP compared to long glass fiber reinforced PP compounds. In overmoulding process, 38.5% reduction in the carbon footprint was achieved by using sustainable additives of hemp fiber and waste derived GNP in both insert and injection material for the overmoulding process compared to overmoulded composite containing continuous glass fiber.
In summary, the amalgamation of hemp fiber, waste-tire GNP, and overmoulding techniques propels the development of advanced, eco-friendly composites with superior performance characteristics. This research not only positions these composites as a formidable alternative to traditional materials but also underlines their contribution to sustainable innovation, aligning with the call for reduced environmental impact in the realm of composite materials and paving the way for a more environmentally responsible future.
Supplemental Material
Supplemental Material - Revolutionizing transportation composite structures: Lightweight, sustainable, and multi-scale hybrid design through waste tire-driven graphene, hemp fiber, and bio-based overmoulding
Supplemental Material for Revolutionizing transportation composite structures: Lightweight, sustainable, and multi-scale hybrid design through waste tire-driven graphene, hemp fiber, and bio-based overmoulding by Nargiz Aliyeva, Hatice S. Sas, and Burcu Saner Okan in Journal of Thermoplastic Composite Materials
Footnotes
Acknowledgements
All authors would also like to thank Dr Yavuz Emre Yagci for suggestions and comments that greatly improved the concept on the manuscript.
Author contribution
Experiment design, B.S.O.; experimental work and data analysis, N.A., H.S.S. and B.S.O.; writing and editing the paper N.A., H.S.S. and B.S.O.; supervision, H.S.S. and B.S.O.; project administration and funding acquisition, H.S.S. and B.S.O. All authors have given approval to the final version.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Scientific and Technological Research Council of Turkey (TUBITAK) [Grant number 118C055].
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.