
Abstract
Carbon nanotubes (CNTs-), graphene (GNs)-natural rubber (NR) composites were prepared by wet mixing process and dry mixing process, respectively. Thermal conductivity, 300% tensile stress, tear strength and elongation at break of the samples were measured experimentally. The effects of mixing process, carbon materials content and type on thermal properties and mechanical properties of composites were studied. The experimental results show that, the thermal conductivity of the mixed rubber, the 300% tensile stress and the tear strength of the vulcanizate all increase first and then decrease slightly with the increase of the carbon material content, regardless of the mixing process. However, the elongation at break of vulcanizate showed an opposite trend. When the carbon material content is 2.0% (w.t.%), thermal conductivity, 300% tensile stress and tear strength all reach their maximum, while elongation at break obtains minimum. Under the same amount of addition, GNs is more conducive to improving the thermal conductivity and elongation at break of composites, while CNTs are more conducive to improving the tensile strength and tear strength of composites. For CNTs-, GNs-NR composites, the wet mixing process can greatly improve the thermal conductivity, tensile strength and tear strength of composites, while the dry mixing process can greatly improve the elongation at break of composites. Therefore, when preparing CNTs-, GNs-NR composites, it is necessary to select a suitable mixing process according to the performance requirements of the final product.
Introduction
With its high flexibility, resilience, elongation, tensile strength, acid resistance, water resistance and other characteristics, natural rubber (NR) is widely used in industry, agriculture, military defense, transportation and medical industries. 1 However, the performance of pure NR cannot meet the practical application, so the addition of reinforcing agent is very important to improve the performance of NR and introduce new properties of rubber. 2 In order to improve the mechanical properties of NR, nano-fillers such as carbon black (CB) are usually introduced. However, during processing, due to poor dispersibility, excess CB particles are likely to form agglomerated CB, thus failing to achieve the desired effect. Compared with CB, carbon nanotubes (CNTs) and graphene (GNs) have a larger aspect ratio, which is favorable for the bridging of filled networks, and the mechanical properties of rubber composites can be significantly improved by adding a small amount of CNTs or GNs. 3 In recent years, CNTs and GNs have been extensively studied in the field of rubber or polymer composites due to their unique structures and properties.4,5 Trang and Tung fabricated elastic polymer composites using CNTs as filling materials and studied the thermal and post buckling behavior of the composites under different thermal loads.6–8 Some scholars have prepared CNTs-, GNs-NR composites by using CNTs, GNs or modified CNTs and GNs as reinforcing agents. Tensile strength, 9 elongation at break,10,11 hardness, 12 stress-strain, 13 viscoelasticity,14,15 fatigue,15,16 thermal conductivity,17–20 electrical conductivity21–24 and other properties of composites have also been studied. But in the above studies, the rubber composites were all obtained by dry mixing process (mechanical mixing). Research on the preparation process and properties of CNTs-, GNs-NR composites needs to be carried out.
Mixing is one of the indispensable steps in the production process of rubber products, and the final properties of rubber products are also affected by the mixing process. At present, the mixing process of rubber composite materials mainly includes: dry mixing process (mechanical mixing) and wet mixing process (solution mixing, latex mixing, and emulsion mixing). The dry mixing process is widely used in the existing rubber mixing production due to its long application history and mature process methods. Compared with the dry mixing process, the wet mixing process can further improve the dispersion uniformity of reinforcing fillers, save energy and reduce consumption, and improve environmental hygiene.25,26 Therefore, in recent years, the wet mixing process has gradually attracted the attention of rubber science and technology workers. Scholars at home and abroad have used silica,27–30 chitosan, 31 kaolin, 32 magnetic particles, 33 etc. as fillers to prepare rubber composites by latex mixing, solution mixing or emulsion mixing. The properties of the composites were also studied. Besides the above fillers, CNTs and GNs were also used as fillers, and CNTs- or GNs-NR composites were prepared by latex mixing or solution mixing methods. The micro-morphology, 34 mechanical properties,35,36 thermal properties,37,38 electrical properties, 39 wear resistance, thermal stability 40 and dielectric properties of the composites were also studied. 41 However, in the preparation process of the above rubber composite materials, the CNTs or GNs dispersants and the composite materials are obtained either by consuming toxic solvents or by ultrasonic stirring. Although ultrasonic stirring is non-toxic, it consumes a lot of electricity, and it is difficult to achieve large-scale industrialization. The mechanical stirring method is relatively simple, and the equipment can be easily enlarged to realize large-scale industrial application. However, there are few reports on obtaining CNTs or GNs aqueous dispersants and preparing rubber nanocomposites only by mechanical stirring.
In view of this, in this paper, CNTs-, GNs-NR composites were prepared by wet mixing process and dry mixing process, respectively. The thermal conductivity, 300% tensile stress, tear strength and elongation at break of the composites were measured experimentally. The effects of mixing process and carbon material content on thermal and mechanical properties of composites were studied. It is hoped that the obtained experimental data and conclusions can provide guidance and reference for further research on the preparation and properties of rubber nanocomposites.
Experimental materials and equipment
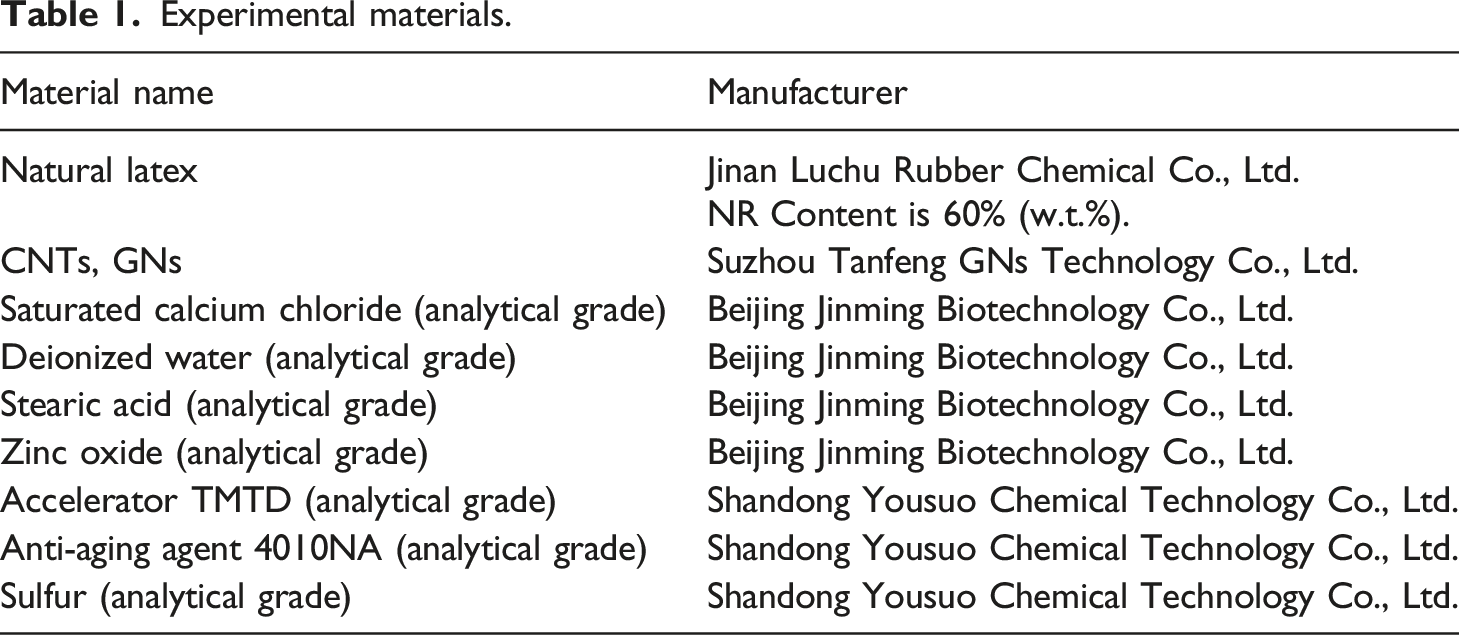
Experimental materials.
Experimental equipment.
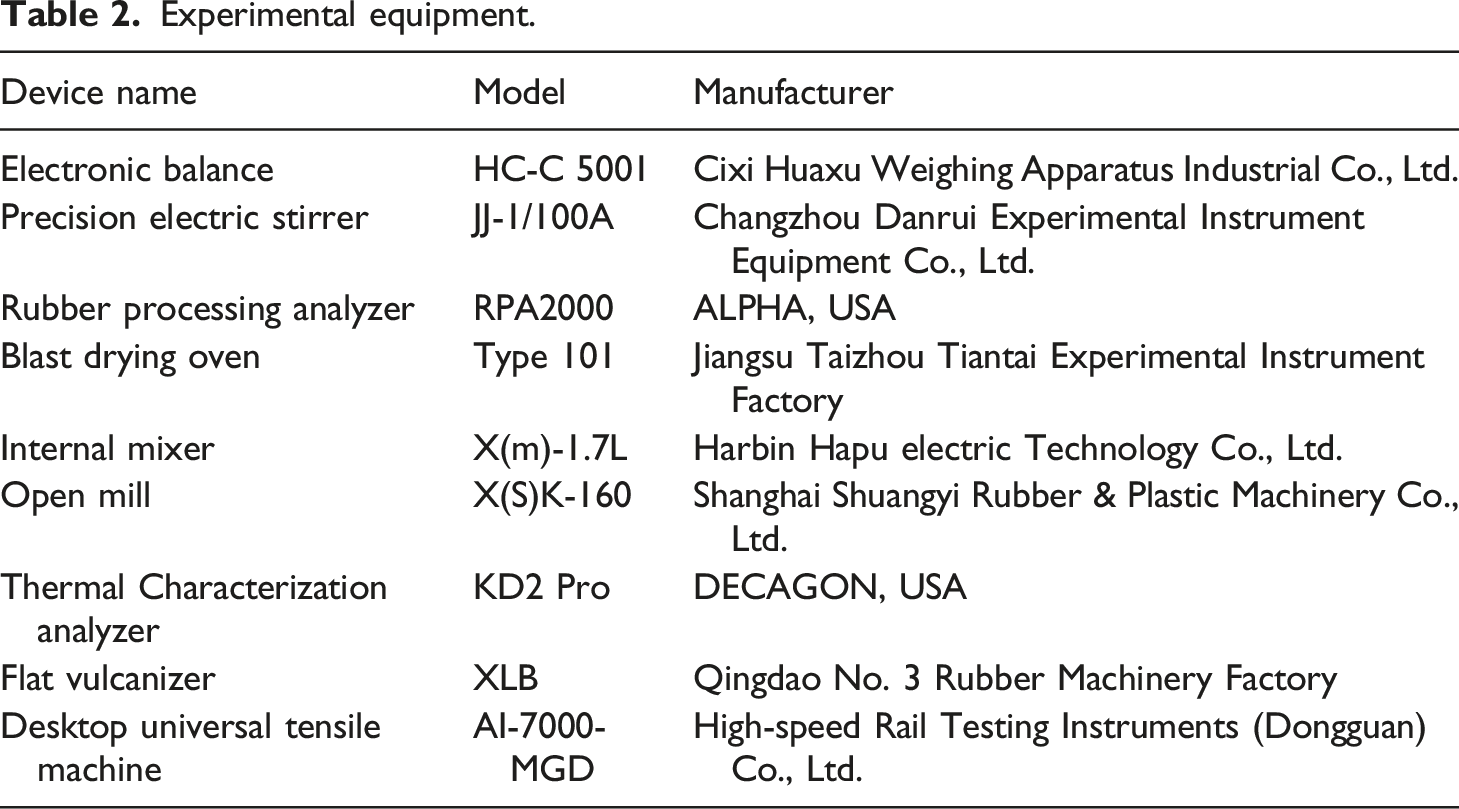
During the experiment, beakers, self-sealing plastic bags, droppers, glass rods, watering cans, trays, scissors and other experimental tools were also used.
Preparation of mixed rubber
Preparation of wet mixed rubber
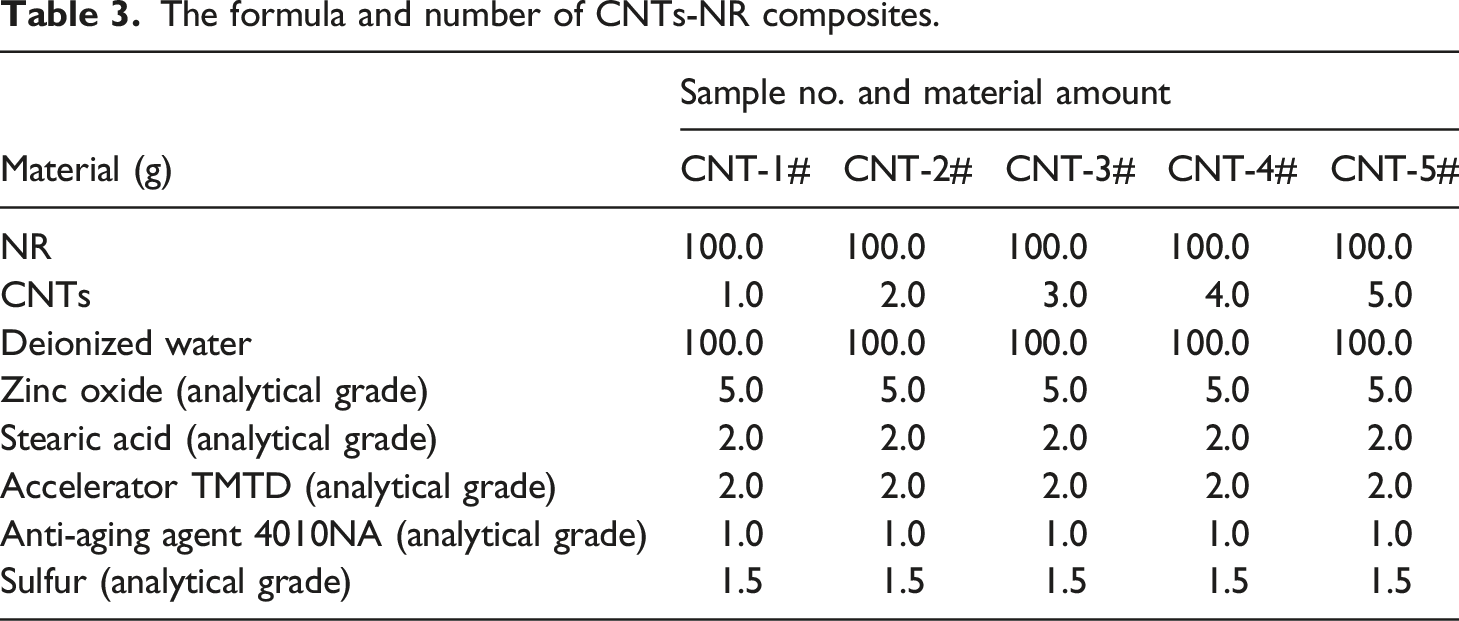
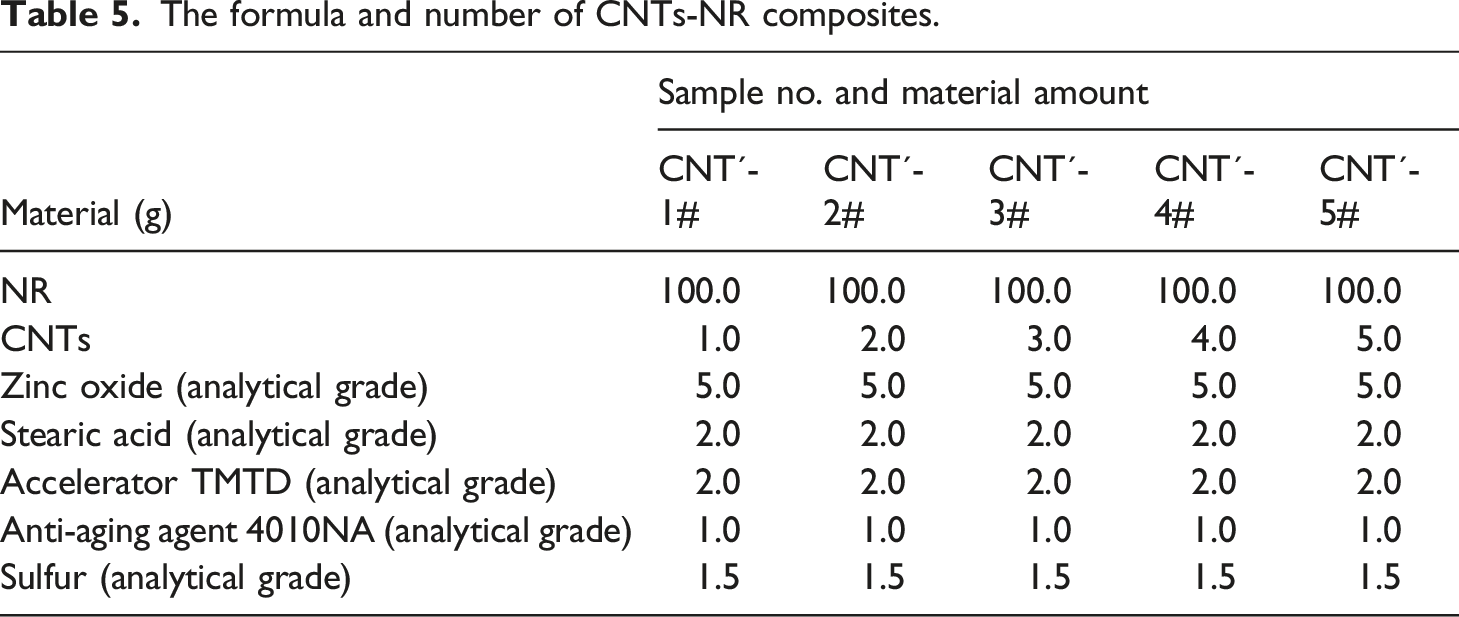
The formula and number of CNTs-NR composites.
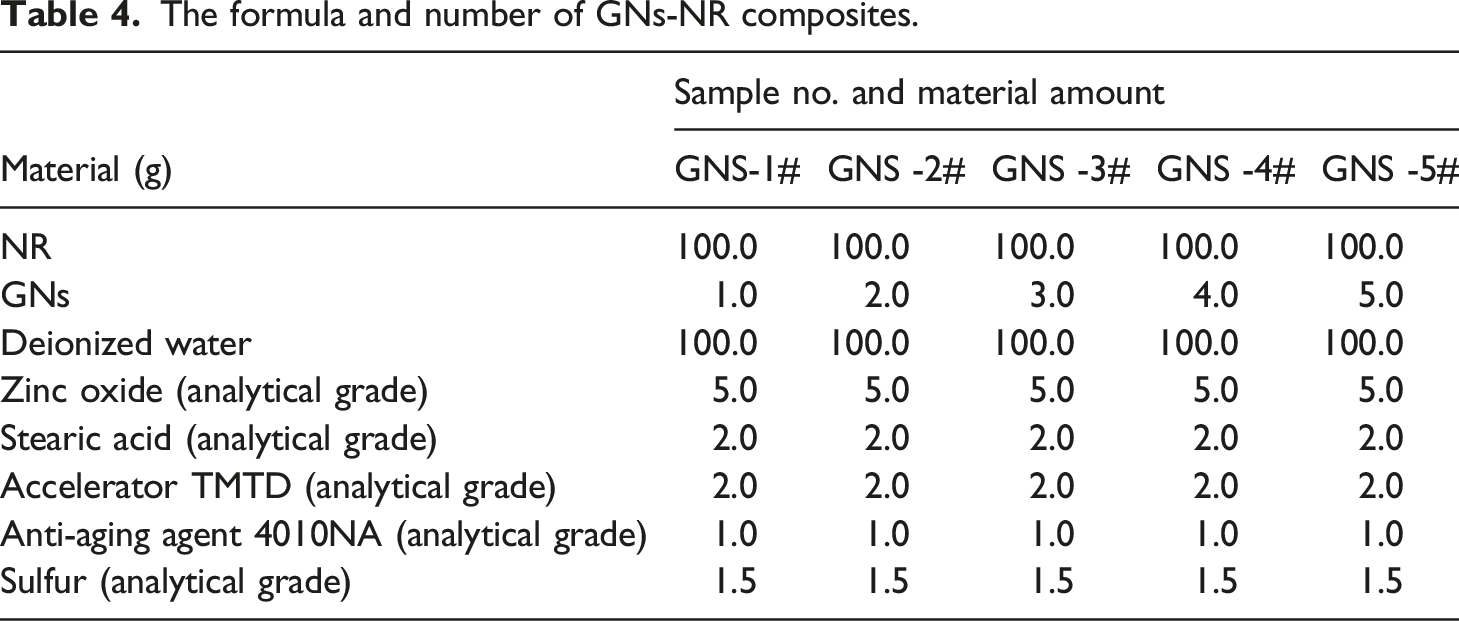
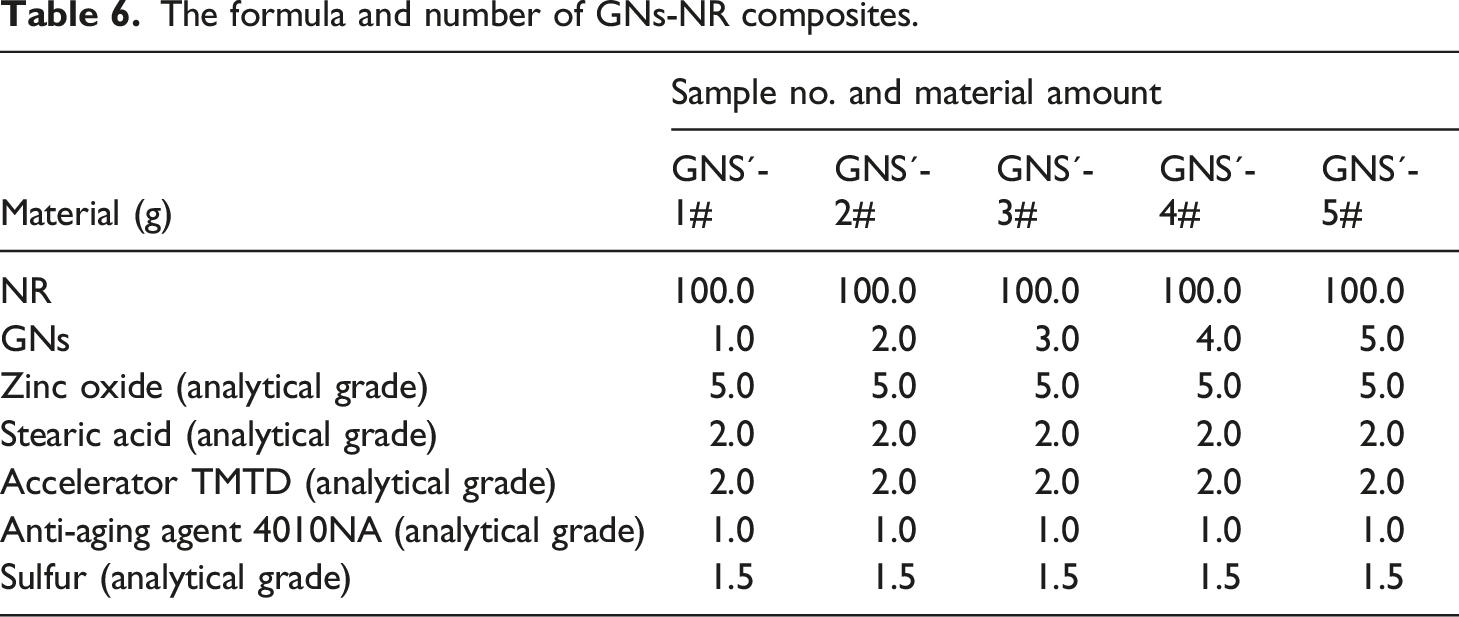
The formula and number of GNs-NR composites.
The process flow of preparing NR composites by wet mixing technology is shown in Figure 1. Wet-mixing preparation process of NR composites.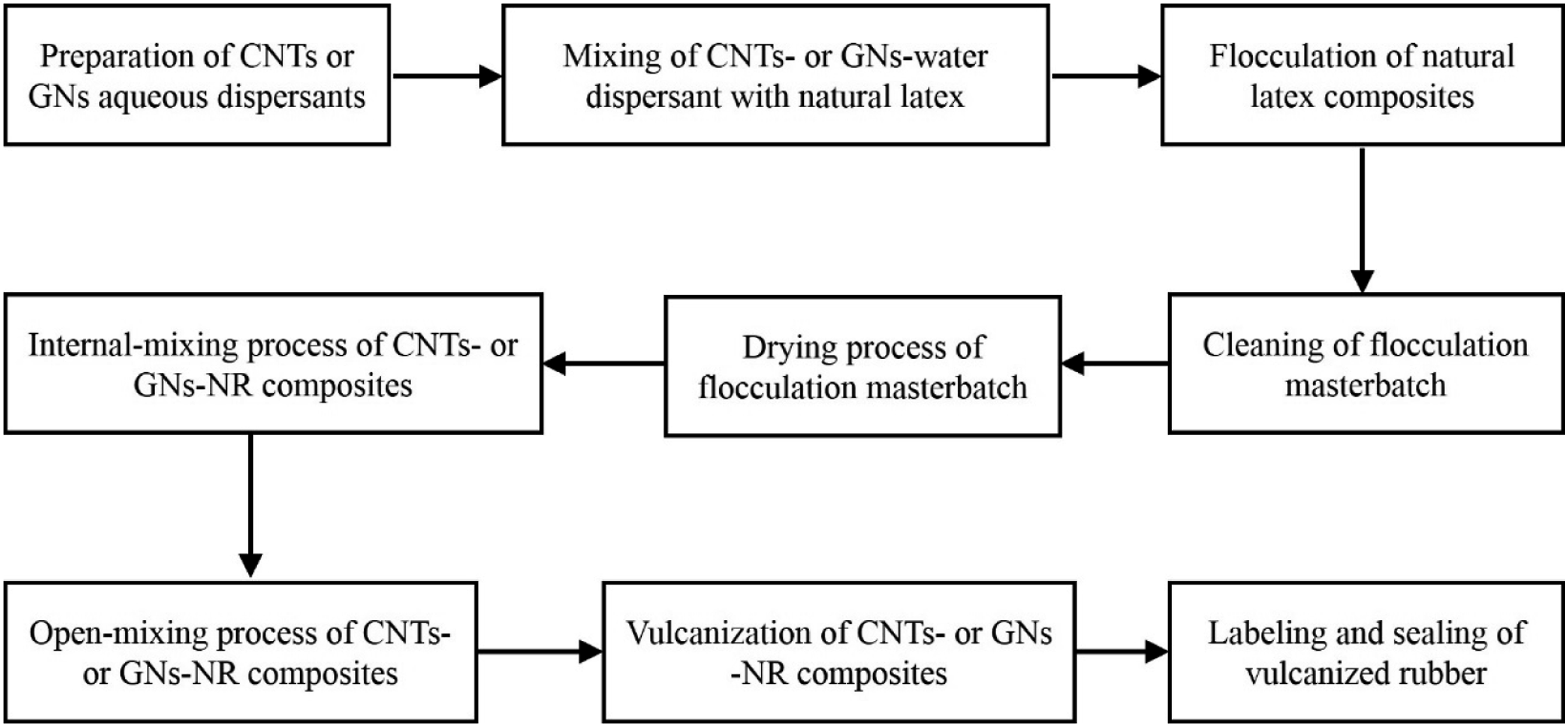
According to the requirements of the formula, the CNTs or GNs were weighed with an electronic balance. The CNTs or GNs were added to a beaker containing deionized water. And then the beaker was placed in an automatic mixer with a rotating speed of 300 r/min. After 60 min, the CNTs or GNs aqueous dispersions were obtained.
According to the requirements of the formula, the natural latex is weighed, and the weighed latex was placed in an automatic mixer with a rotating speed of 200 r/mind. A glass rod was used to drain the CNTs or GNs aqueous dispersant, and the aqueous dispersant is slowly added to the latex while stirring, and the CNTs or GNs-natural latex composite solution is obtained after stirring for 60 min.
Pour the obtained CNTs or GNs-natural latex composite solution into the tray. The natural latex composite solution was sprayed and flocculated by the CaCl2 solution to obtain the flocculation masterbatch. Rinse the flocculation masterbatch with deionized water and send it to the oven. The oven is set to ventilate mode, the temperature is set to a constant temperature of 60°C, and the samples are placed in the oven to dry for 48 h to constant weight.
The feed temperature of the internal mixer was 90°C, the rotational speed was 100 r/min, the mixing time of a single sample was 10 min, and the discharge temperature was 130°C. After the internal mixer reaches the feeding temperature, the dried masterbatch, zinc oxide, stearic acid and anti-aging agent are added in sequence, and the time interval of each feeding is 2.5 min.
The rubber material discharged from the internal mixer is cooled to room temperature, and then, the CNTs- or GNs-NR composite material is refined by an open mixer, and accelerators and sulfur are respectively added during the open mixing process. After each feeding, the rubber compound was calendered 10 times, rolled five times, and then left to cool to room temperature.
The prepared NR composite material was allowed to stand for more than 12 h, and the positive vulcanization time tc90 of the mixed rubber was measured with a rubber processing analyzer. Then, the temperature of the flat vulcanizer was set to 150°C, the vulcanization time was set to the positive vulcanization time tc90, and the mixed rubber was vulcanized by the flat vulcanizer. Finally, the wet-mixed vulcanizate was obtained.
After the vulcanized rubber sheet is cooled to room temperature, it is put into a self-sealing bag and labelled for storage, and can be tested for various performances after standing for 18 h.
Preparation of dry mixed rubber
The formula and number of CNTs-NR composites.
The formula and number of GNs-NR composites.
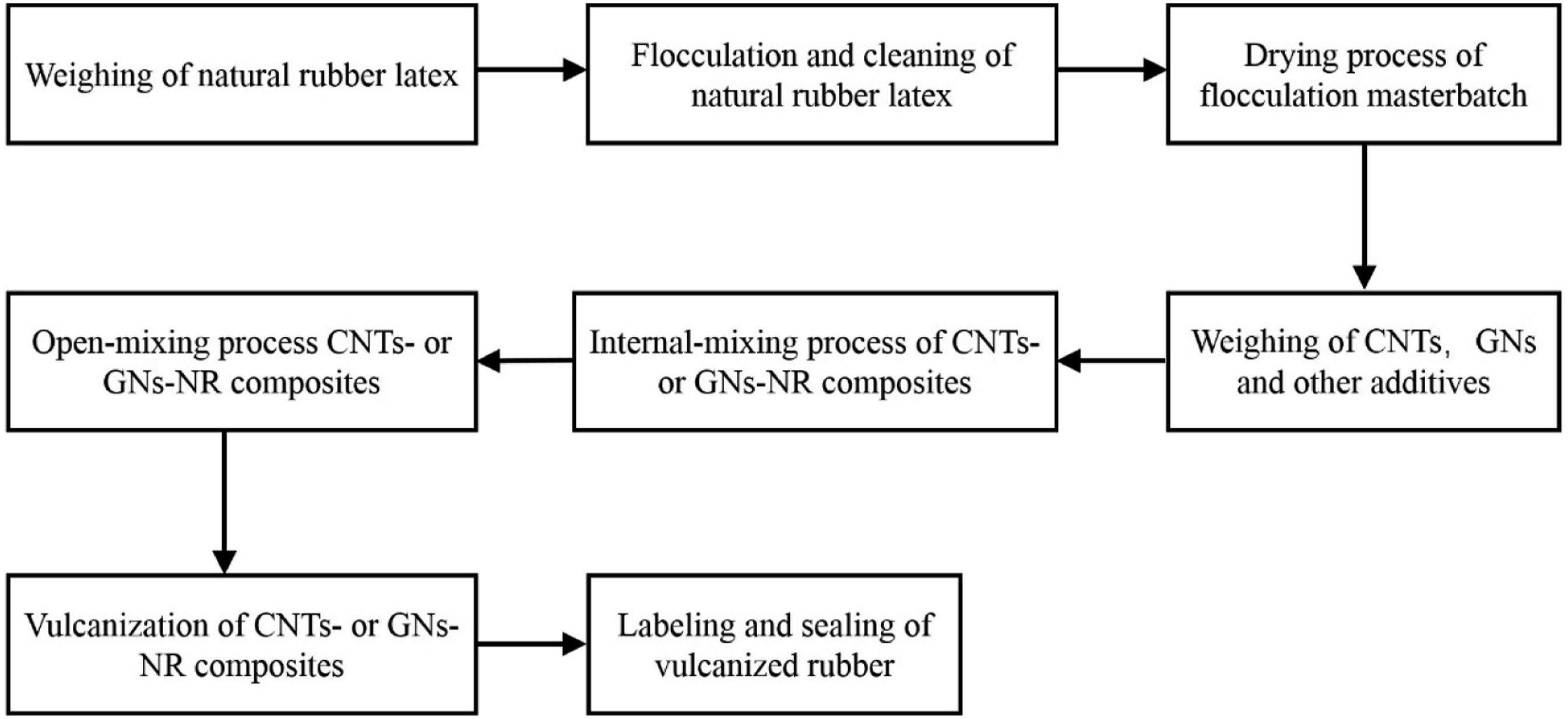
Dry-mixing preparation process of NR composites.
The corresponding mass of NR latex (NR net content of 100 g) was weighed with an electronic balance. The natural latex was poured into the tray, and the CaCl2 solution was sprayed on the natural latex as a flocculant to promote the latex flocculation. After the latex is all flocculated, it is divided into small pieces. The flocculation masterbatch is rinsed with deionized water and sent to a drying oven. The drying oven was set to ventilate mode, the temperature was set to a constant temperature of 60°C, and the samples were placed in the drying oven to dry for 48 h to constant weight.
The corresponding mass of CNTs or GNs was weighed by an electronic balance. The dry mixing vulcanizate of CNTs- or GNs-NR composite material is obtained by adopting the same internal mixing, open mixing process and vulcanization process conditions as in the wet mixing process.
After the vulcanized rubber sheet is cooled to room temperature, it is put into a self-sealing bag and labelled for storage, and can be tested for various performances after standing for 18 h.
Results and discussion
Thermal conductivity of mixed rubber
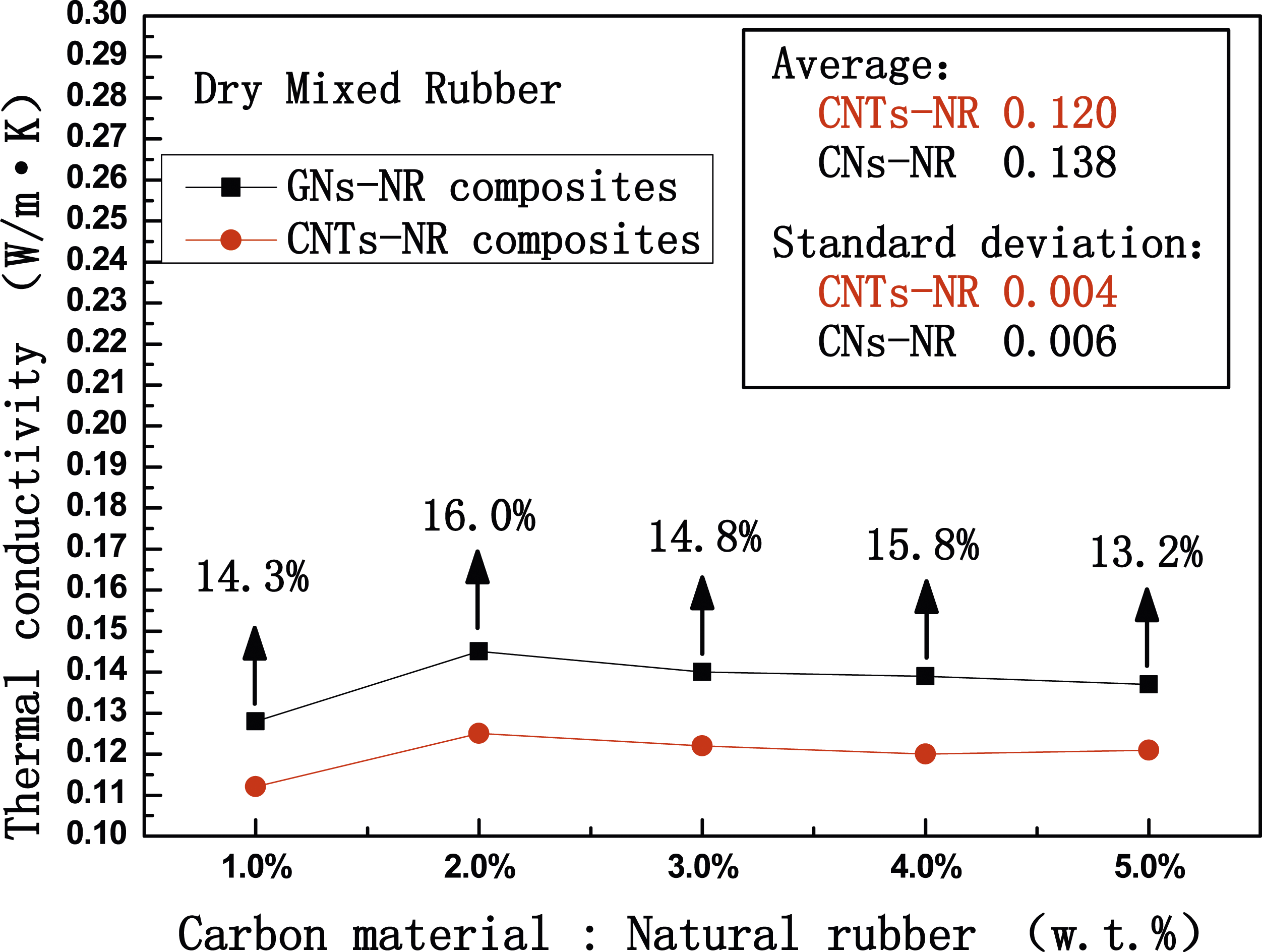
The thermal conductivity of wet and dry mixed rubber was measured using a KD2-Pro thermal characterization analyzer. Each rubber sample was measured three times, and the final thermal conductivity value was the average of the three measurements. The variation trend of thermal conductivity of mixed rubber with carbon material content is shown in Figures 3 and 4, respectively. It can be seen from the results in Figures 3 and 4 that, regardless of the mixing process, the thermal conductivity of the mixed rubber increases first and then decreases slightly with the increase of the carbon material content. The reason for this phenomenon is that when the carbon material content is small, the carbon material can be dispersed more uniformly in the NR, so that the CNTs-, GNs-NR composites has higher thermal conductivity, when the carbon material content is 2.0% (w.t.%), the thermal conductivity of the composites reaches its maximum. However, when the carbon material content exceeds 2.0%, with the increase of the carbon material content, the dispersion uniformity of the carbon material in the NR becomes poor, thereby reducing the thermal conductivity of the composites. Figures 3 and 4 also show that, regardless of the mixing process, the thermal conductivity of GNs-NR composites is significantly greater than that of CNTs-NR composites. Wet mixed rubber's thermal conductivity increased by up to 15.2% in comparison to CNTs-NR composites, while dry mixed rubber's thermal conductivity increased by up to 16.0%. Therefore, under the same amount of addition, GNs is more helpful to improve the thermal conductivity of NR composites. Thermal conductivity versus carbon material content plots of wet mixed rubber. Thermal conductivity versus carbon material content plots of dry mixed rubber.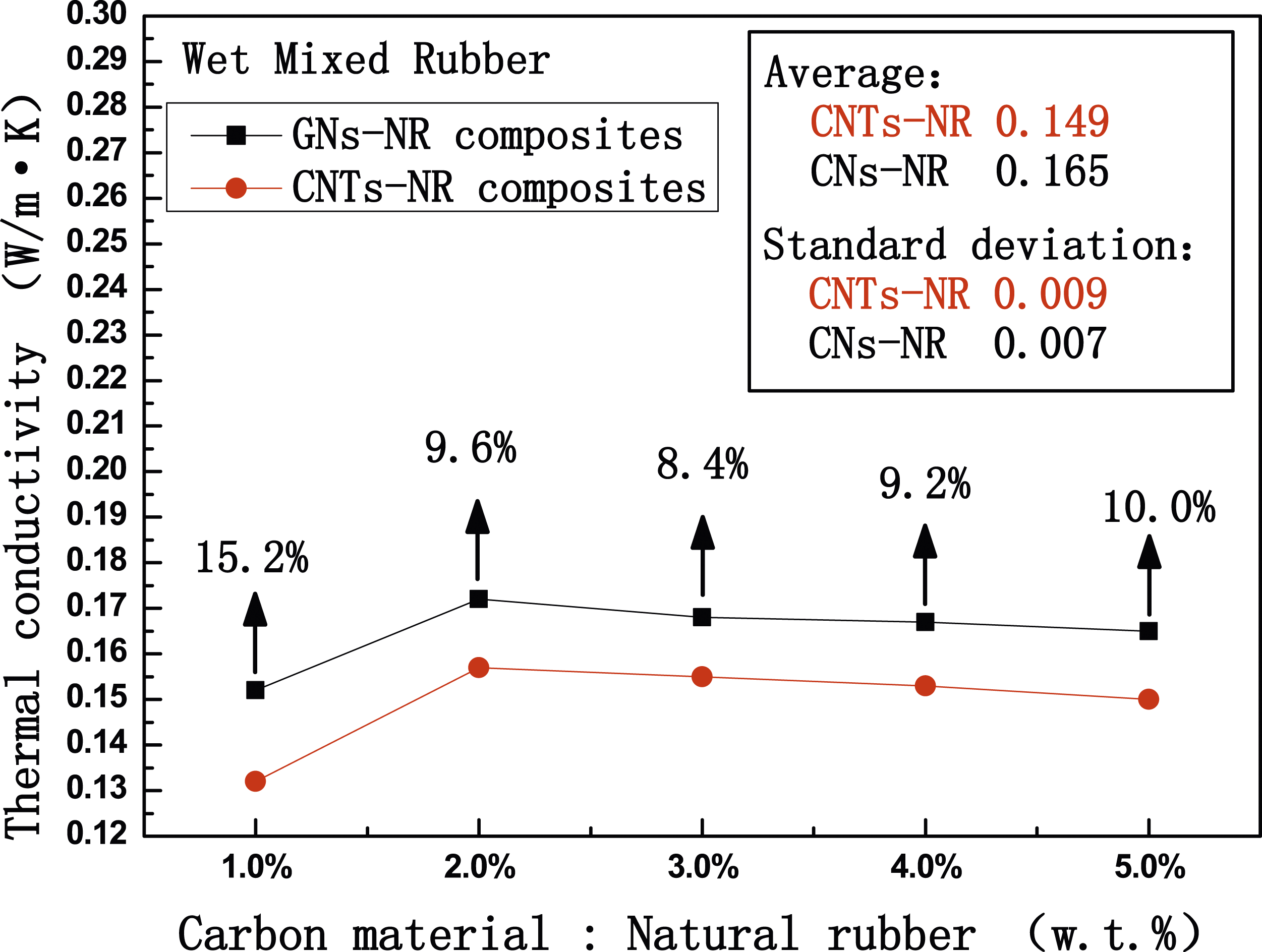
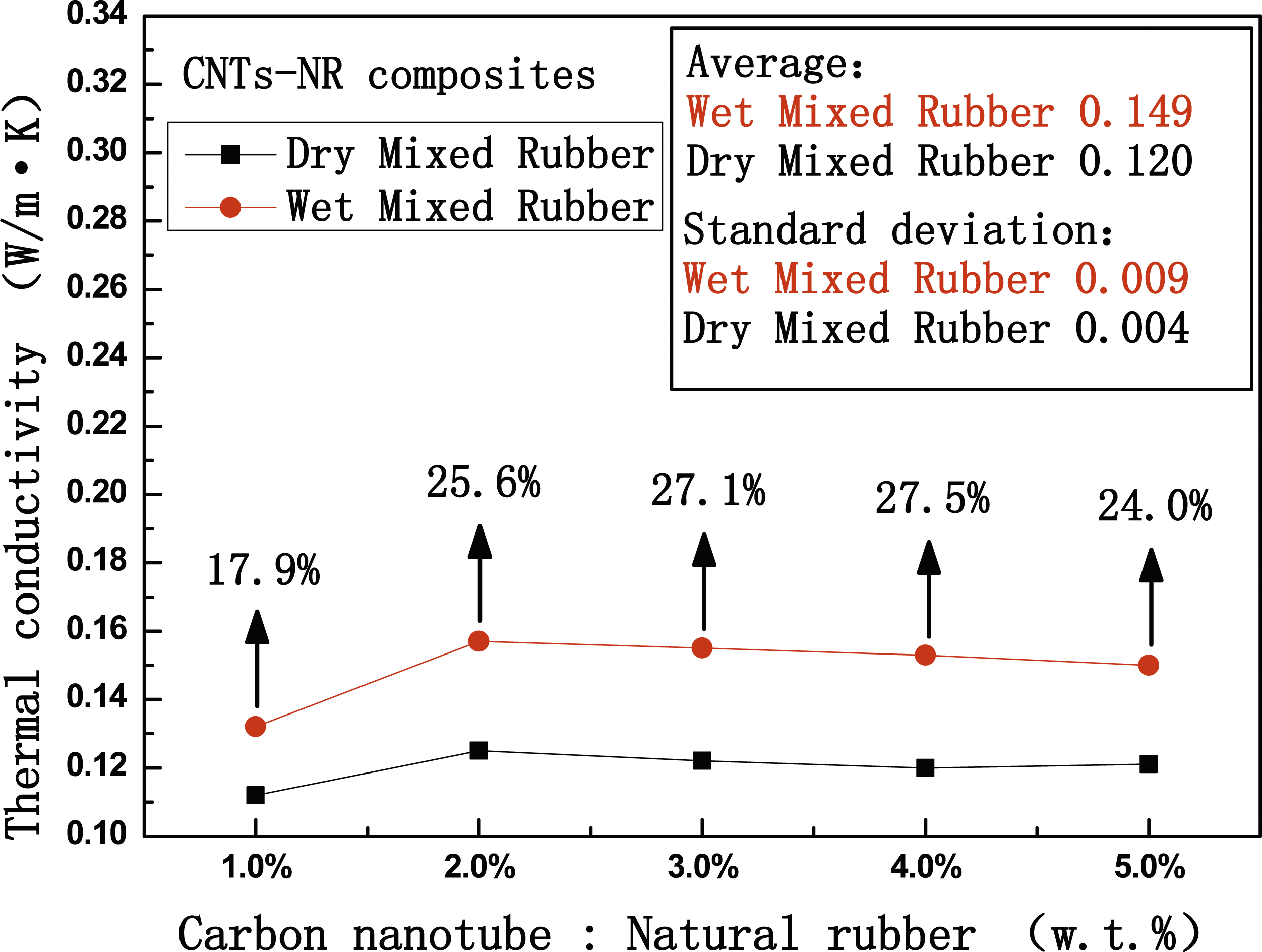
The variation trends of thermal conductivity of the mixed rubber with the carbon material content under different mixing processes are shown in Figures 5 and 6, respectively. The results show that the thermal conductivity of wet mixed rubber is significantly greater than that of dry mixed rubber, regardless of CNTs or GNs. This is due to the pre-dispersion of CNTs and GNs during the wet mixing process due to the preparation of the aqueous dispersant. Then, the mixing of aqueous dispersant and NR latex further improved the dispersion uniformity of CNTs or GNs in NR, thereby better building a thermally conductive network and improving the thermal conductivity of the composites. Compared with the dry mixed rubber, the thermal conductivity of CNTs- and GNs-NR composites increased by 27.5% and 20.4%, respectively. Thermal conductivity versus GNs content plots of rubber composites. Thermal conductivity versus CNTs content plots of rubber composites.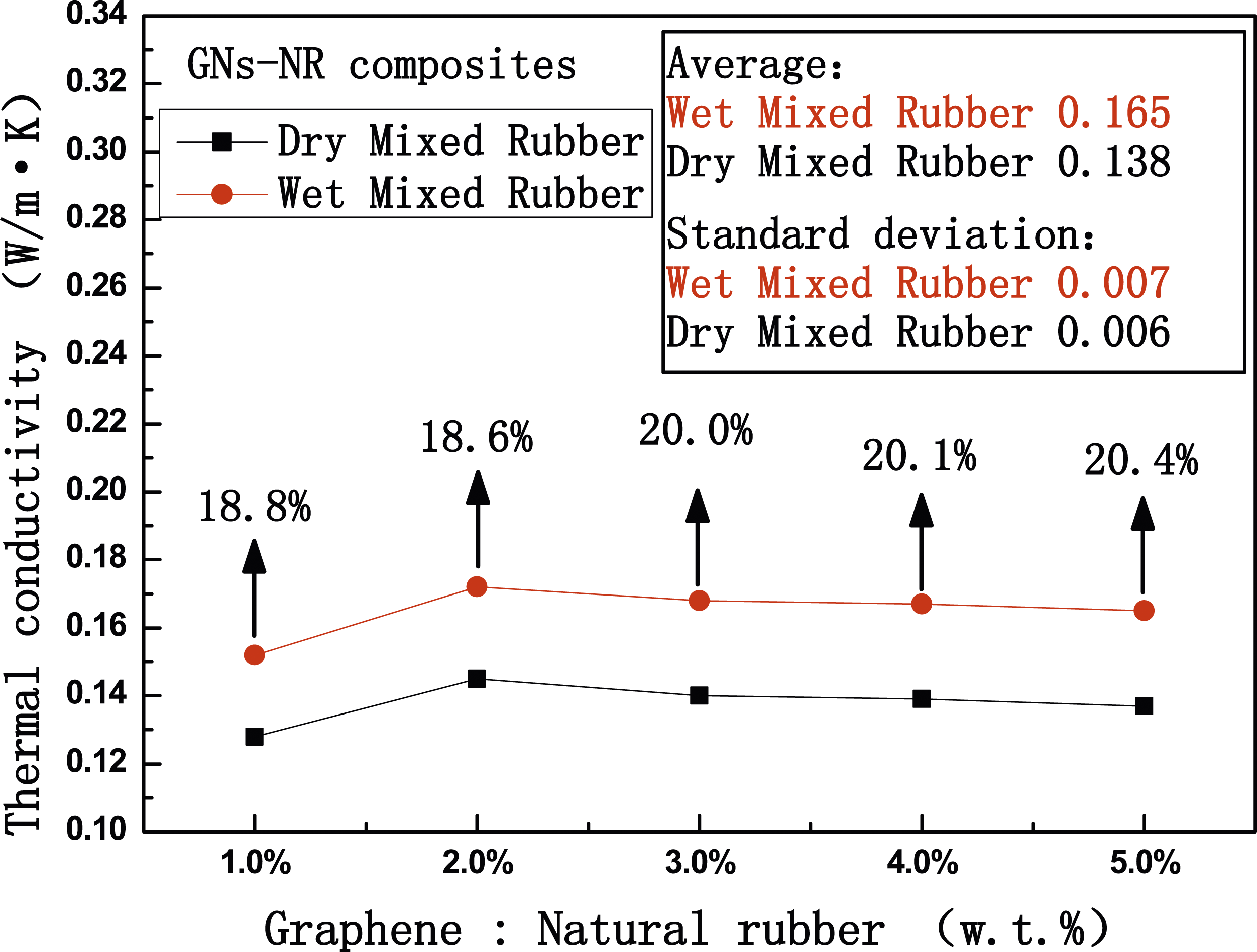
Mechanical properties of vulcanizate
For the mechanical properties, the tensile properties and tear properties of the vulcanizate were studied, and the tensile properties were measured by the elongation at break and 300% tensile stress of the samples. Tensile test samples and tear test samples were prepared by wet mixed and dry mixed vulcanizate, respectively, as shown in Figure 7. The samples were stretched with an AI-7000-MGD desktop universal tensile machine, three test specimens were prepared for each sample, and the final mechanical properties were the average of the three measurement results. The variation trend of the 300% tensile stress of the vulcanizate with the carbon material content is shown in Figures 8–11, respectively. The variation trend of the tear strength of the vulcanizate with the carbon material content is shown in Figures 12–15, respectively. Tensile test specimens and tear test specimens. (a) Tensile test specimens (b) Tear test specimens. 300% tensile stress versus carbon material content plots of wet mixed vulcanizate. 300% tensile stress versus carbon material content plots of dry mixed vulcanizate. 300% tensile stress versus GNs content plots of rubber composites. 300% tensile stress versus CNTs content plots of rubber composites. Tear strength versus carbon material content plots of wet mixed vulcanizate. Tear strength versus carbon material content plots of dry mixed vulcanizate. Tear stress versus GNs content plots of rubber composites. Tear stress versus CNTs content plots of rubber composites.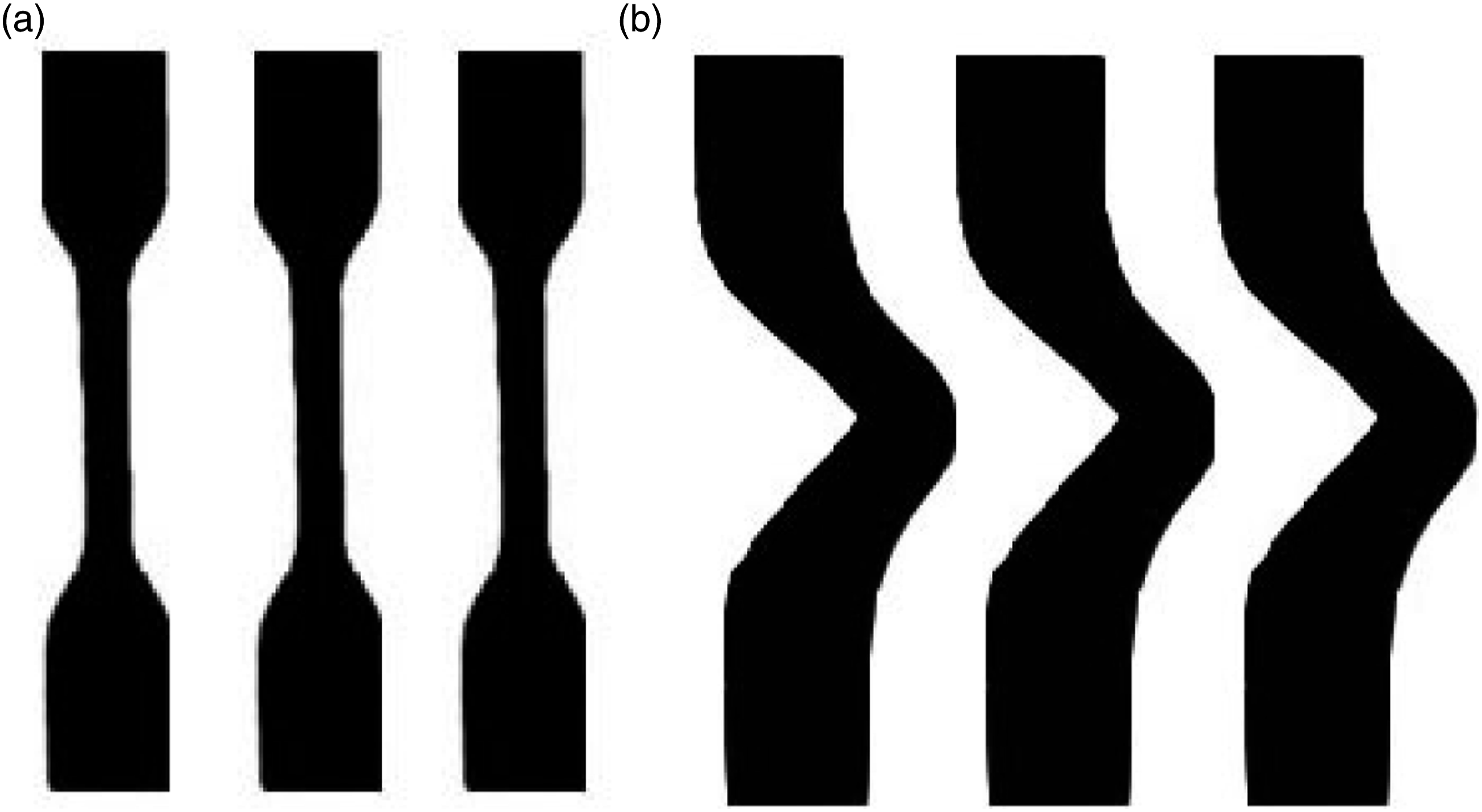
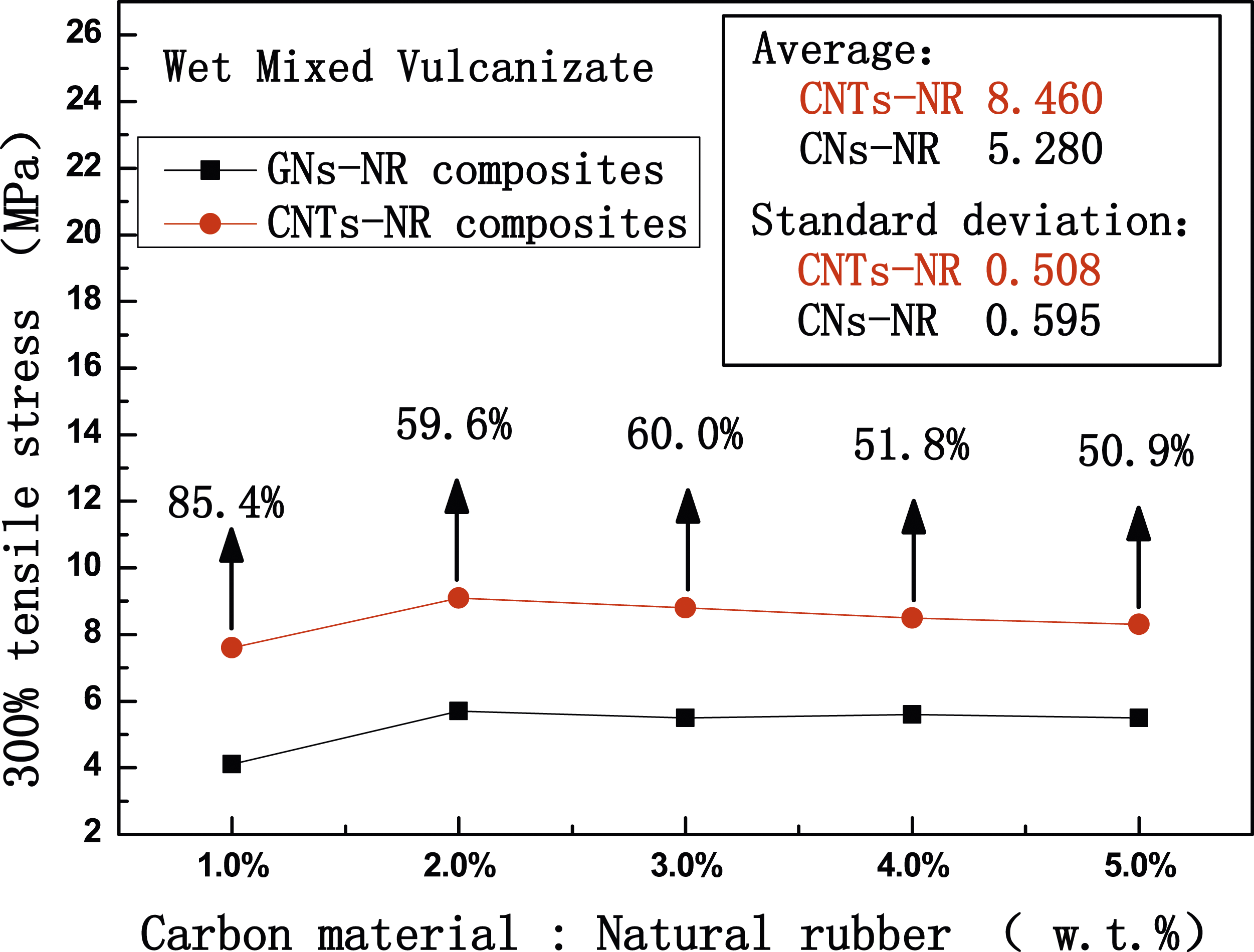
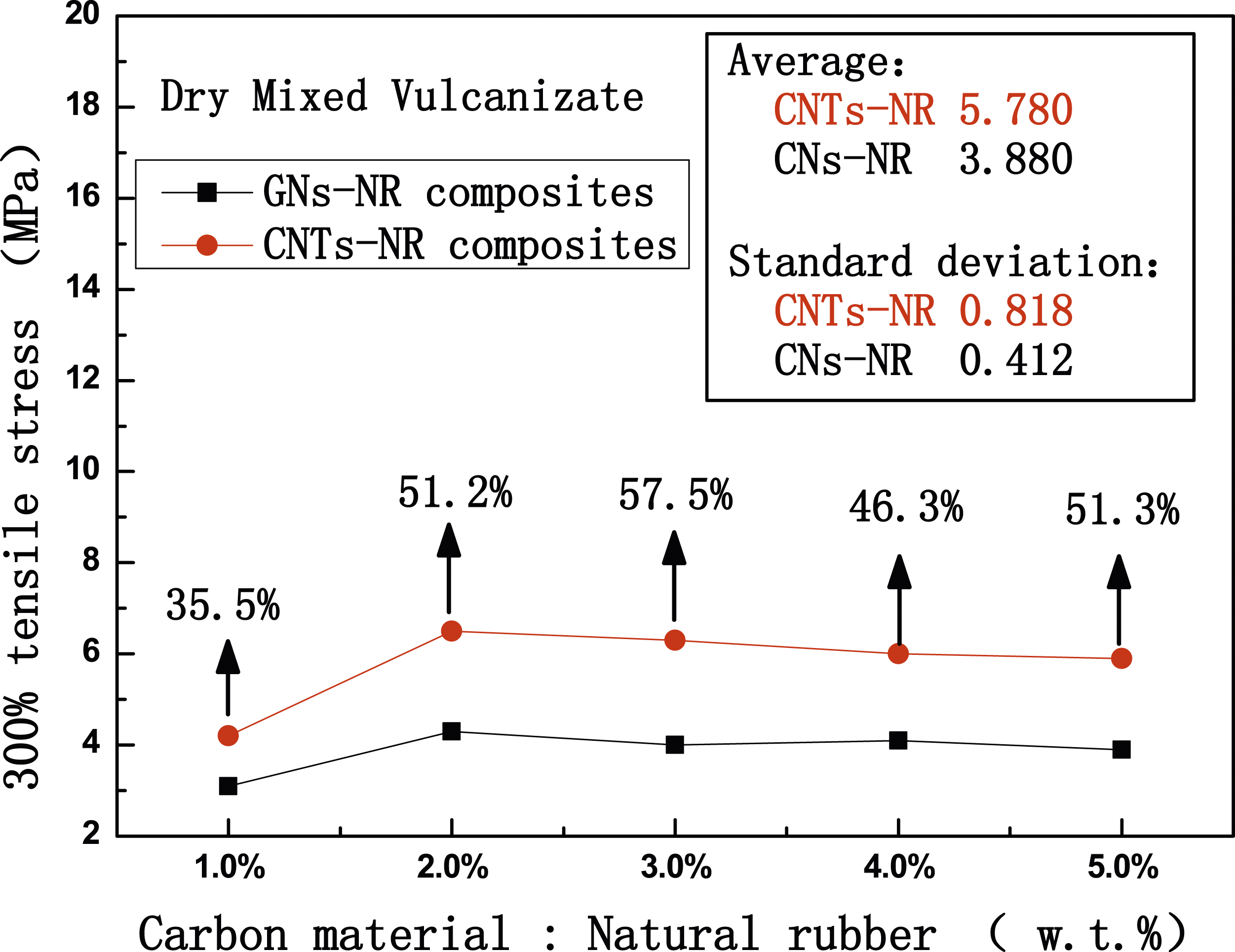
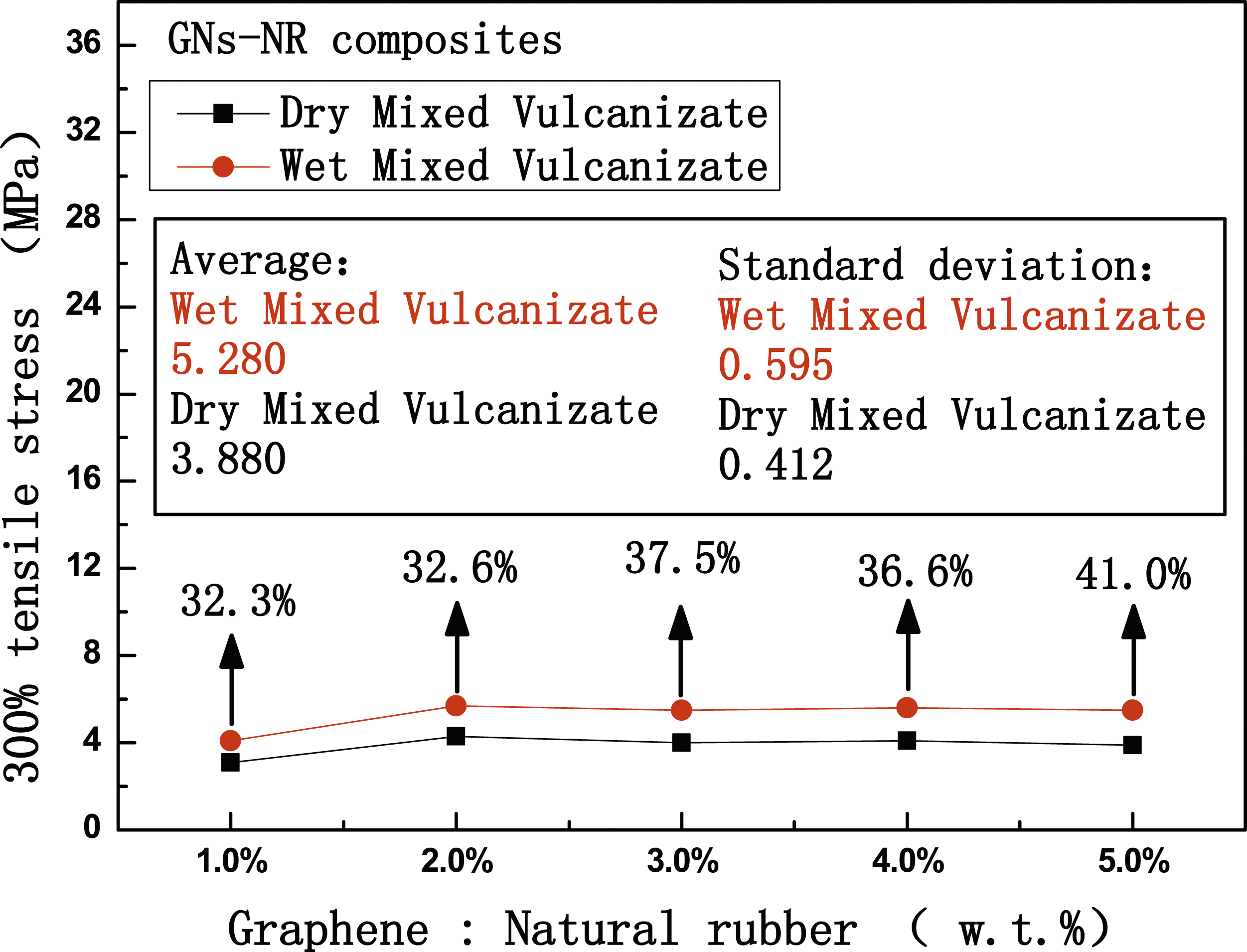
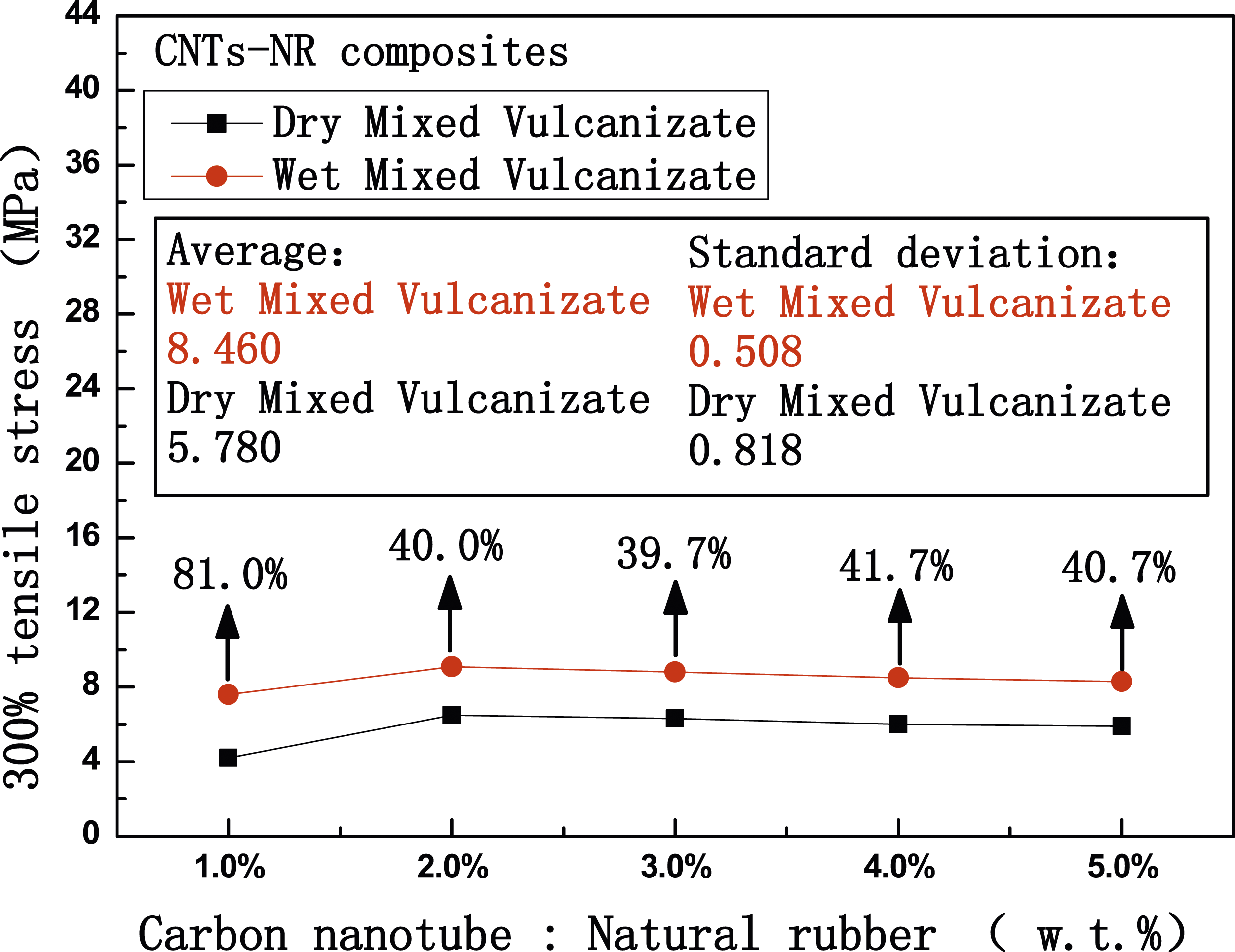
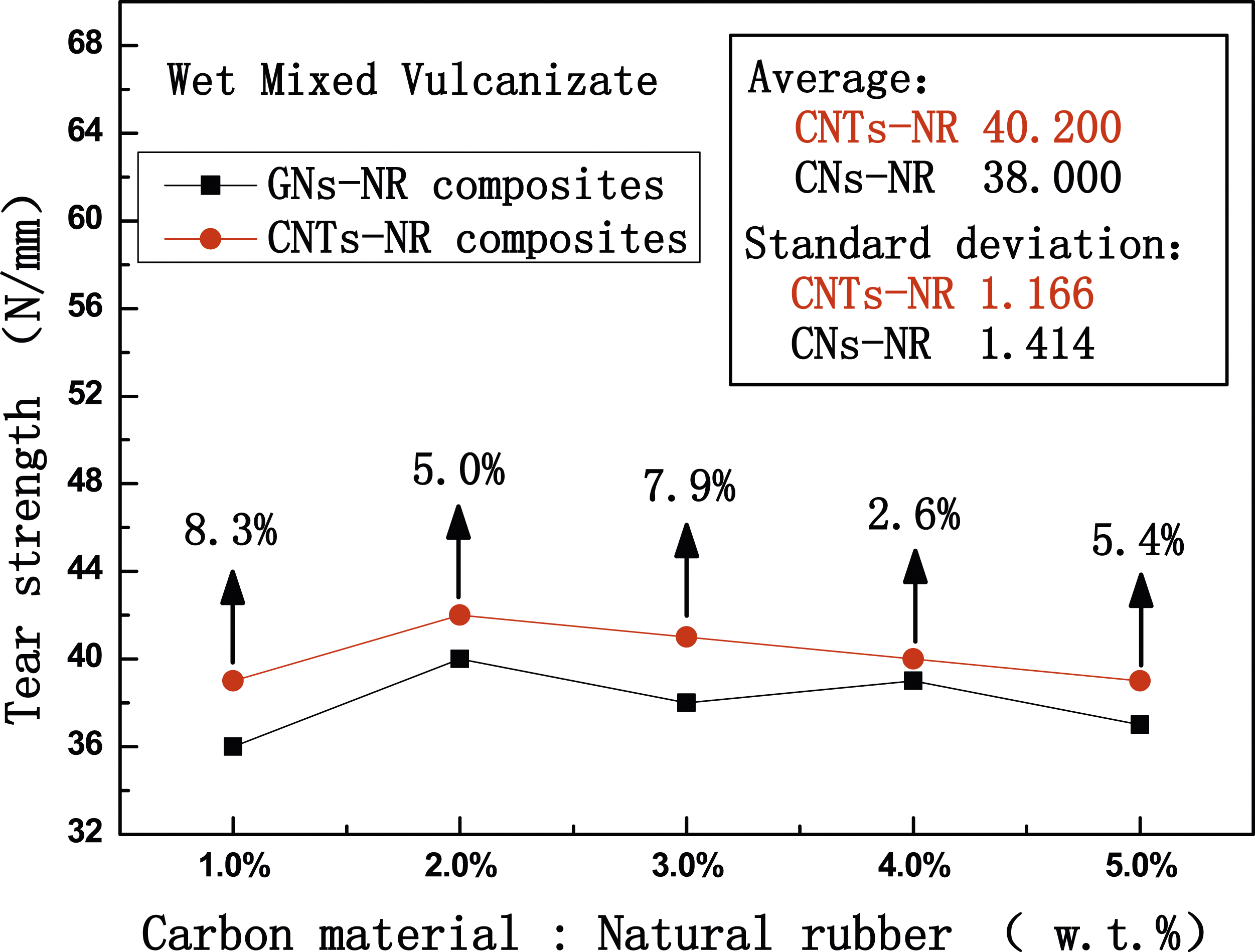
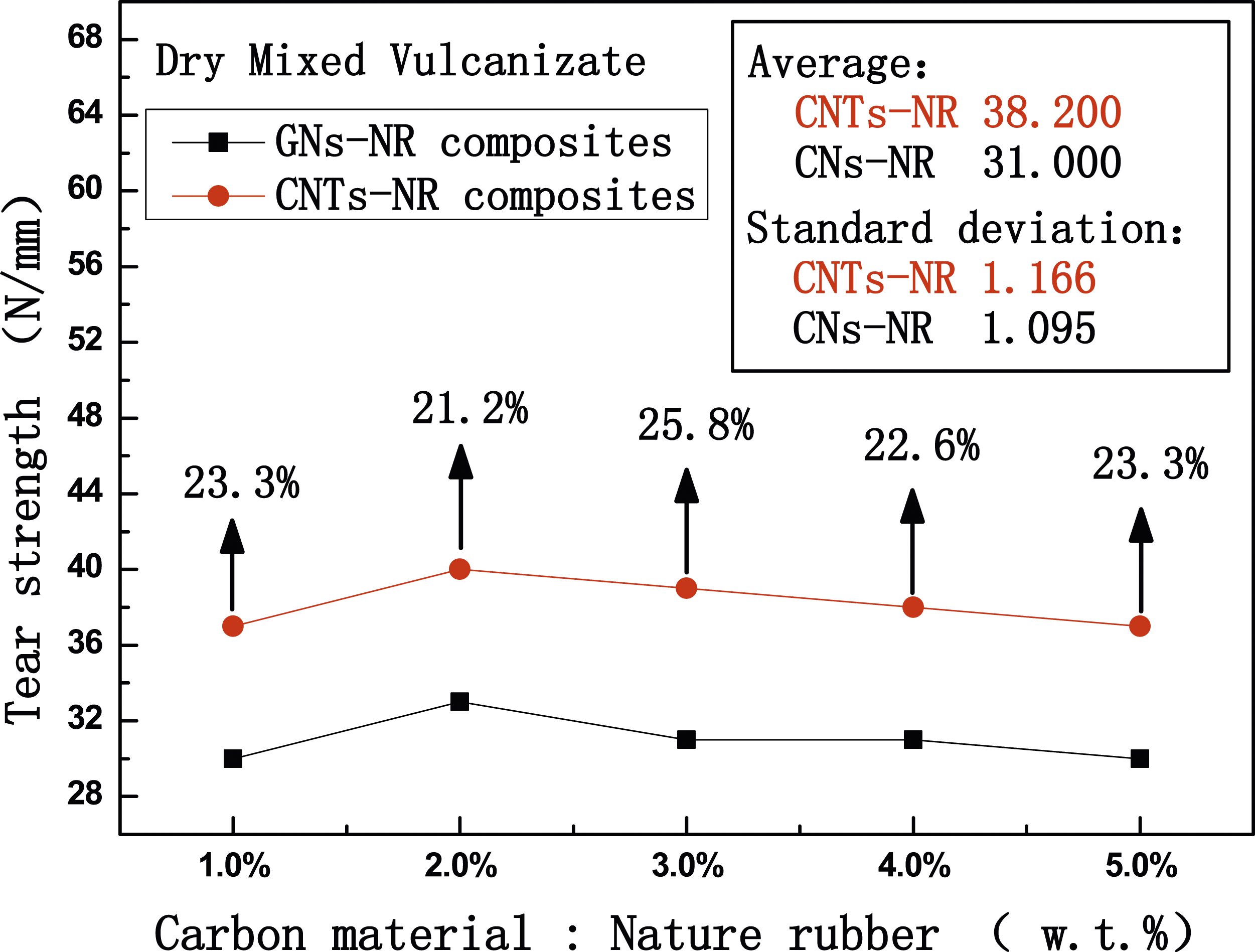
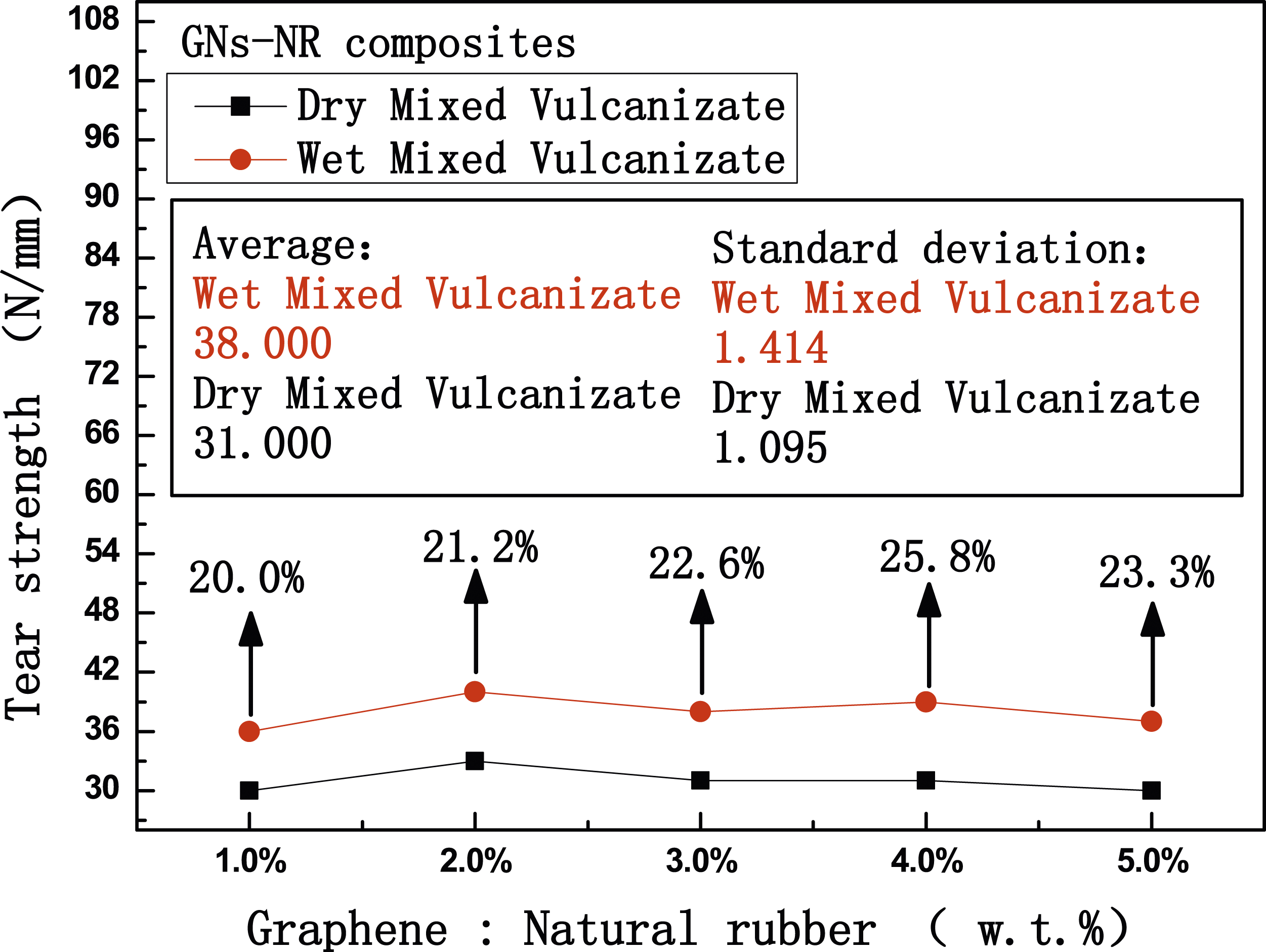
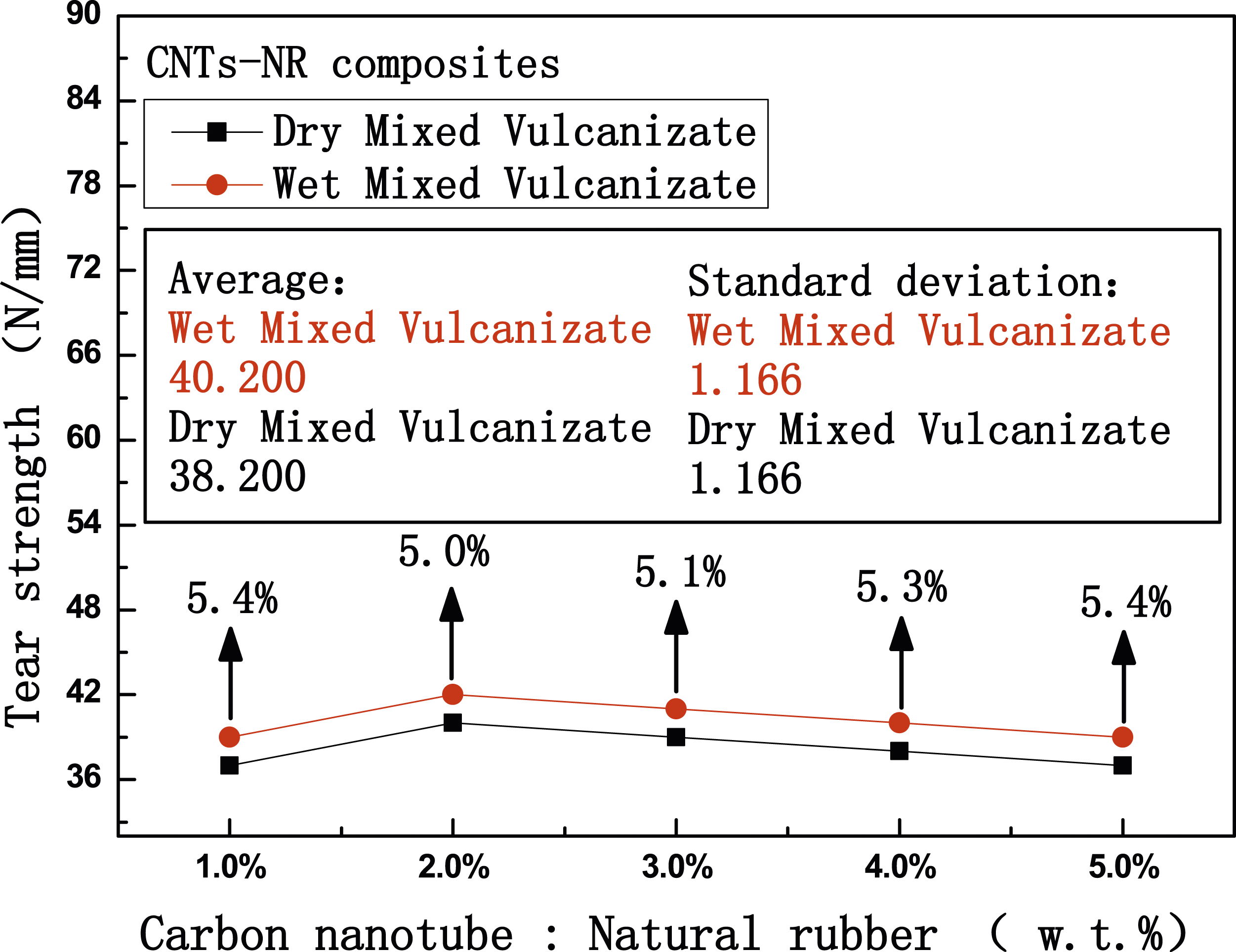
Figures 8–11 and Figures 12–15 show that regardless of wet mixed vulcanizate or dry mixed vulcanizate, the 300% tensile stress and tear strength of vulcanizate increase first and then decrease slightly with the increase of carbon material content. The reason for this phenomenon is that when the carbon material content is small, the carbon material can achieve a more uniform dispersion in the NR, thereby building a good force network, resulting in CNTs-, GNs-NR composites with higher tensile strength and tear strength, when the carbon material content is 2.0% (w.t.%), the 300% tensile stress and tear strength of the vulcanizate both reached the maximum. However, when the content of carbon material exceeds 2.0%, with the increase of carbon material content, the uniformity of carbon material dispersion in NR becomes poor, thereby reducing the tensile strength and tear strength of the composites. Therefore, for the studied rubber samples, the optimal addition of CNTs or GNs is 2.0% (w.t.%). Figure 8, Figure 9, Figures 12 and 13 also show that the 300% tensile stress and tear strength of the CNTs-NR composites are significantly higher than the corresponding values of the GNs-NR composites. The tear strength rose by up to 25.8% and the 300% tensile stress increased by up to 85.4% as compared to GNs-NR composites. It can be seen that compared with GNs, CNTs are more beneficial to improve the tensile and tear resistance of NR composites. Figure 10, Figure 11, Figure 14 and Figure 15 also show that for CNTs-, GNs-NR composites, the 300% tensile stress and tear strength of wet mixed vulcanizate are significantly higher than those of dry mixed vulcanizate. The 300% tensile stress increased by up to 81.0% in comparison to the dry mixed vulcanizate, and the tear strength increased by up to 25.8%. Therefore, the wet mixing process can greatly improve the tensile strength and tear strength of rubber composites.
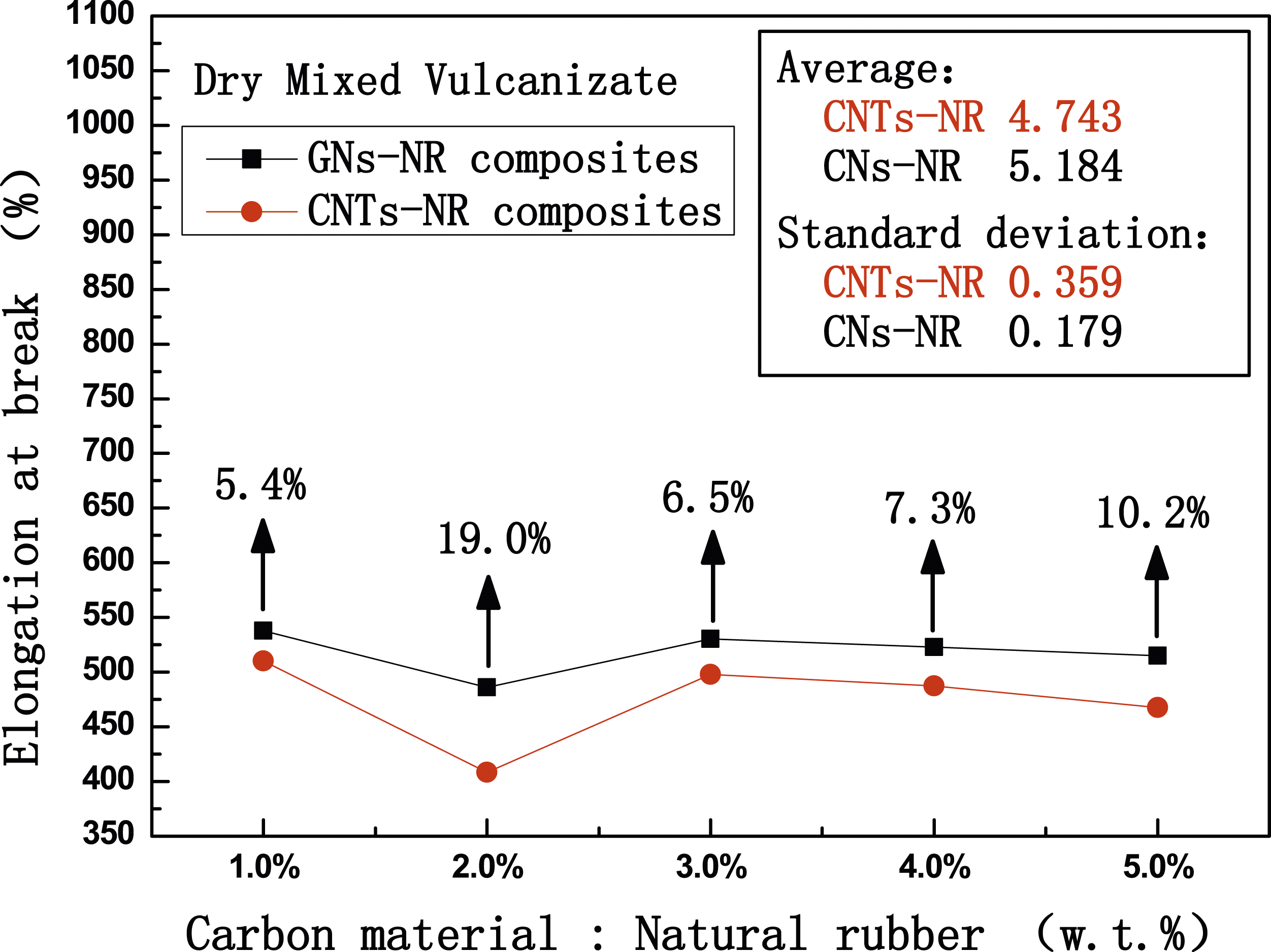
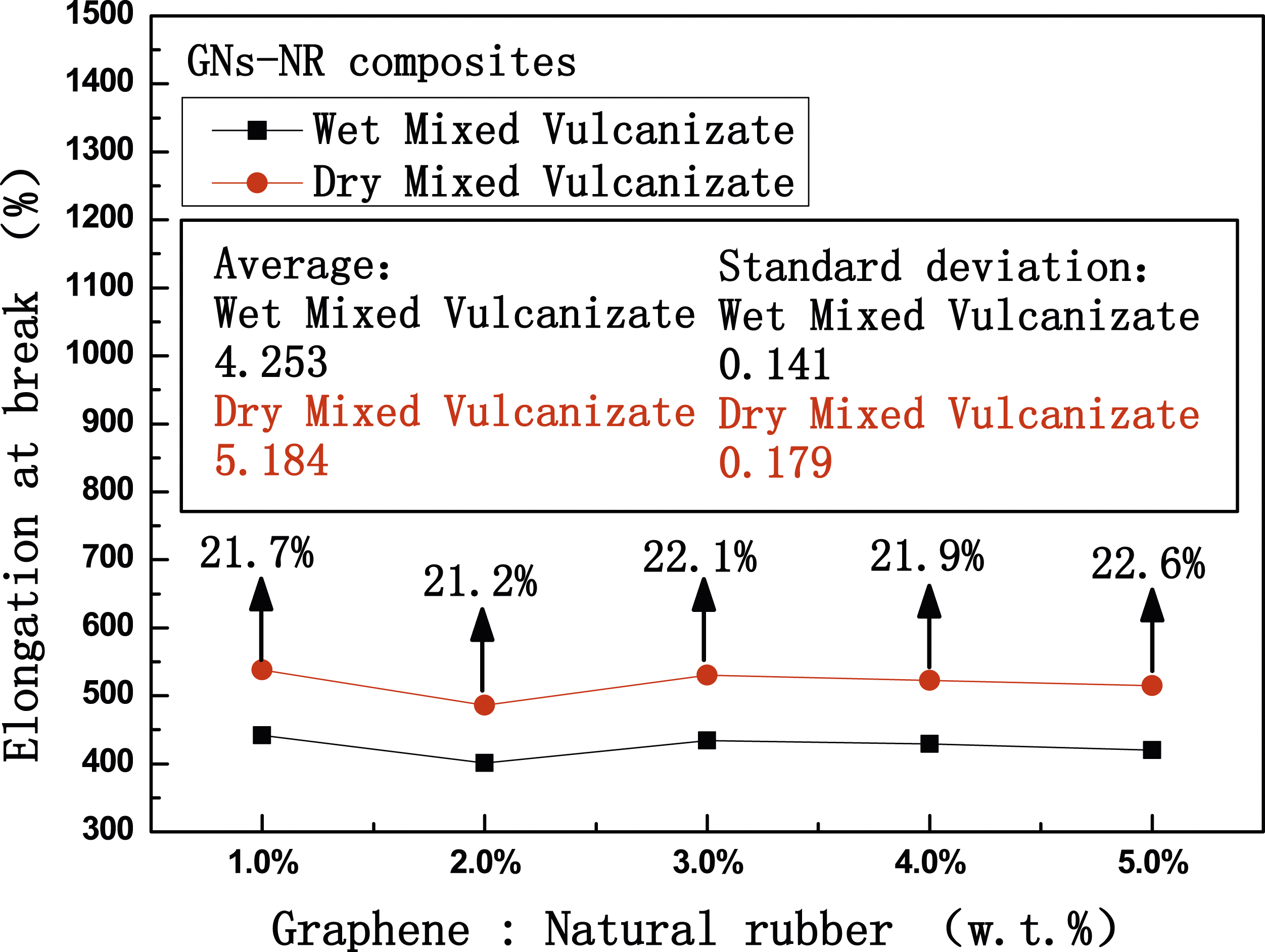
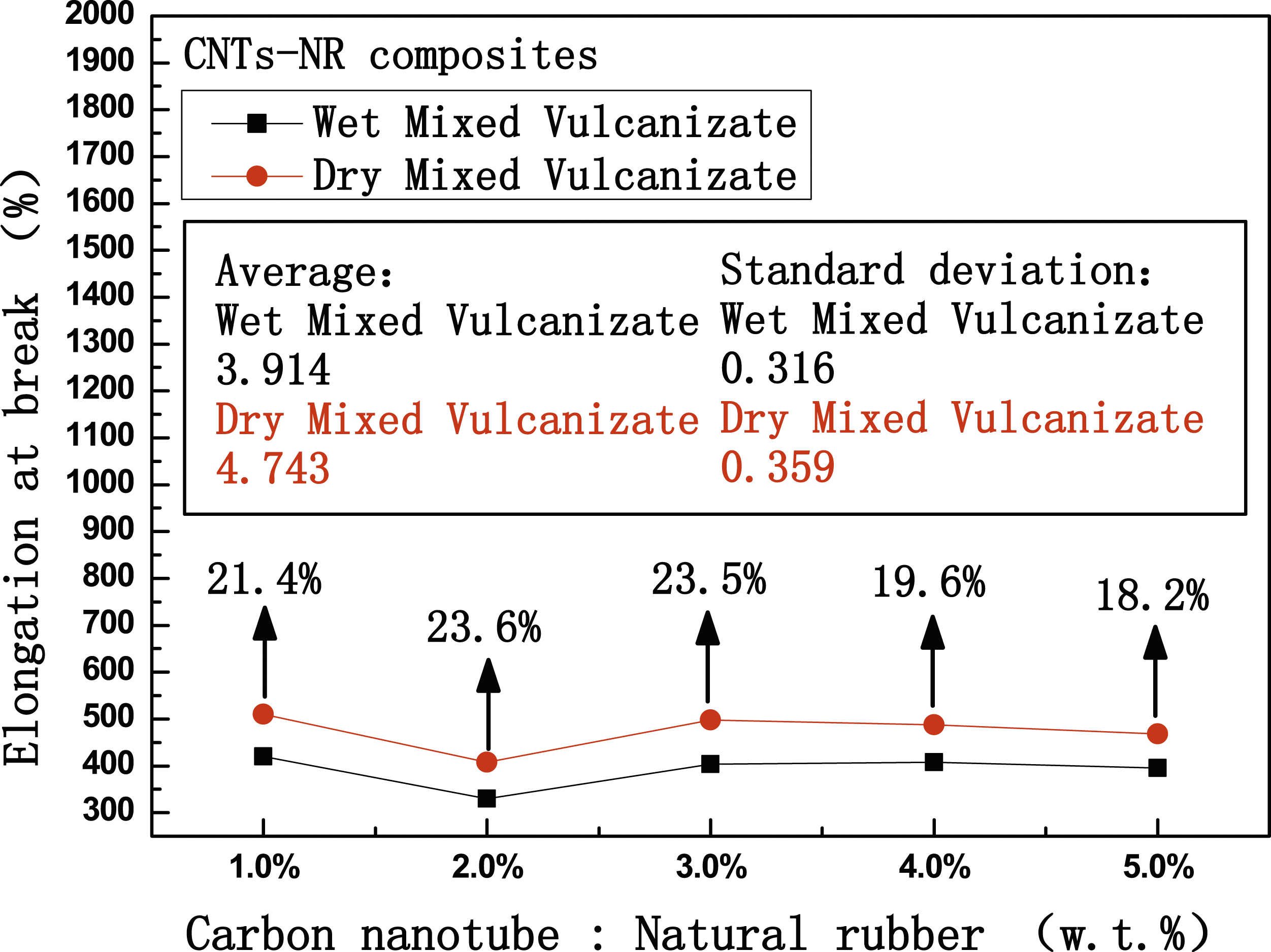
The variation trend of elongation at break of the vulcanizate with the carbon material content is shown in Figures 16–19, respectively. The results showed that regardless of wet mixed vulcanizate or dry mixed vulcanizate, the elongation at break of the vulcanizate decreases first and then increases slightly with the increase of carbon material content, when the carbon material content is 2.0% (w.t.%), the elongation at break of the vulcanizate reaches the minimum, and when the carbon material content exceeds 2.0%, the elongation at break increases slightly. Compared with Figures 8–11 and Figures 12–15, it can be seen that the elongation at break of vulcanizate shows an opposite trend with the increase of carbon material content, that is, when the vulcanizate has higher tensile strength and tear strength, it has poor elasticity. The results in Figures 16 and 17 also showed that the elongation at break of the GNs-NR composites is greater than that of the CNTs-NR composites under the same amount of addition. In GNs-NR composites, the elongation at break increased by up to 21.4%. It can be seen that, compared with GNs-NR composites, although CNTs-NR composites have higher tensile strength and tear strength, their elasticity is poor. The results in Figures 18 and 19 also showed that the elongation at break of the dry mixed vulcanizate is greater than that of the wet mixed vulcanizate. It can be seen that, compared with the dry mixing process, although the wet mixing process helps to improve the tensile strength and tear strength of the rubber composites, the elasticity of the obtained rubber composites is poor. Therefore, when preparing GNs-, CNTs-NR composites, it is necessary to select the mixing process according to the performance requirements of the final product. Elongation at break versus carbon material content plots of wet mixed vulcanizate. Elongation at break versus carbon material content plots of dry mixed vulcanizate. Elongation at break versus GNs content plots of rubber composites. Elongation at break versus CNTs content plots of rubber composites.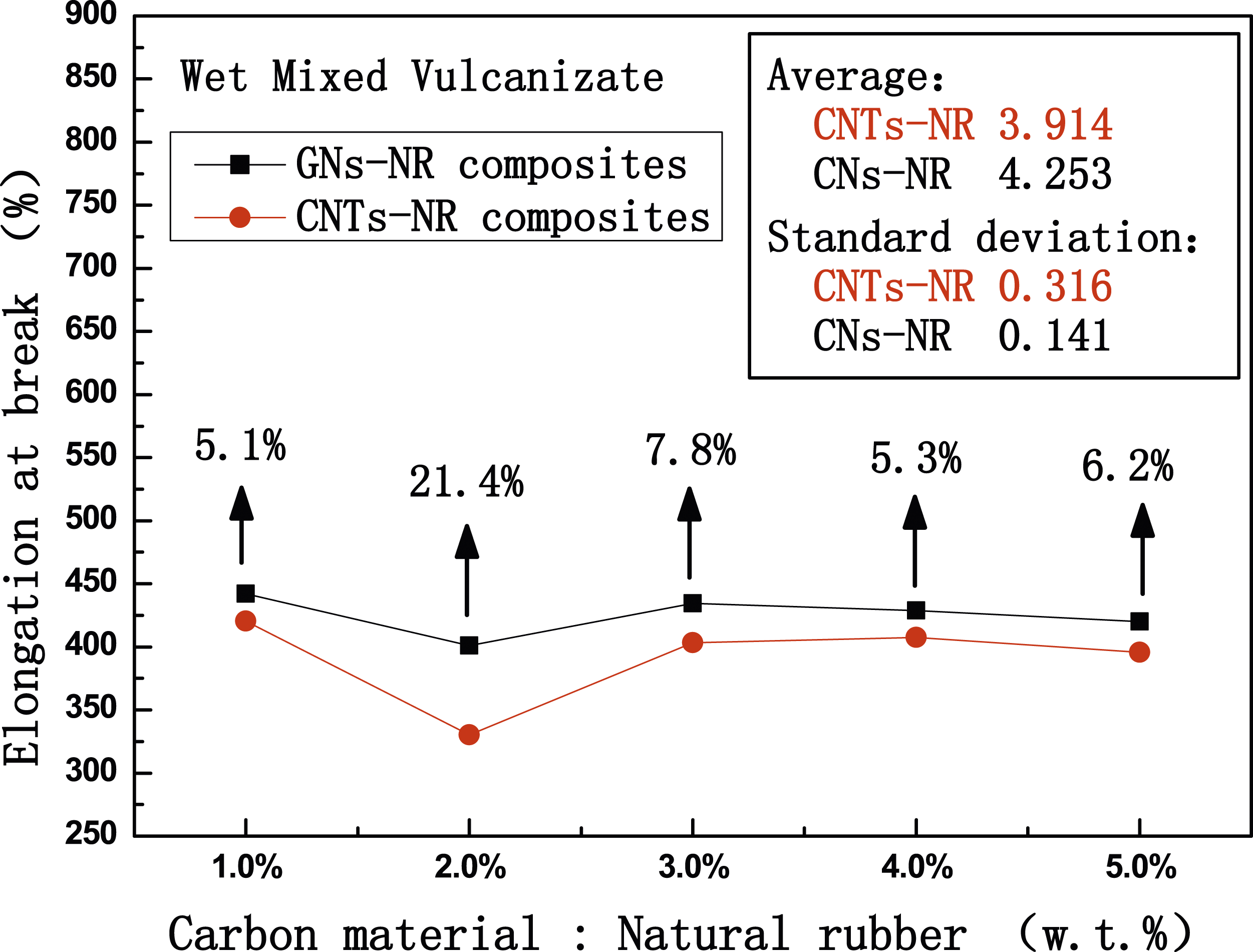
Conclusion
Carbon nanotubes- and graphene-natural rubber composites with different CNTs and GNs additions were prepared by wet mixing process and dry mixing process, respectively, and the thermophysical properties and mechanical properties of rubber composites were studied, and the following conclusions were obtained: (1) Regardless of the mixing process, the thermal conductivity of the mixed rubber increases first and then decreases slightly with the increase of carbon material content. When the carbon material content is 2.0% (w.t.%), the thermal conductivity of the mixed reaches its maximum. The thermal conductivity of GNs-NR composites increased by up to 16.0% as compared to CNTs-NR composites. Under the same amount of addition, GNs is more helpful to improve the thermal conductivity of NR composites. For CNTs-, GNs-NR composites, the wet mixing process can greatly improve the thermal conductivity of the rubber composites. (2) The 300% tensile stress and tear strength of vulcanizate first increased and then decreased slightly with the increase of carbon material content. When the carbon material content is 2.0% (w.t.%), the 300% tensile stress and tear strength of the vulcanizate both reach their maximum. The 300% tensile stress and tear strength of CNTs-NR composites are significantly higher than the corresponding values of GNs-NR composites. Under the same addition amount, CNTs are more beneficial to improve the tensile and tear resistance properties of NR composites. For CNTs-, GNs-NR composites, the wet mixing process can greatly improve the tensile strength and tear strength of the rubber composites. (3) The elongation at break of the vulcanizate first decreased and then increased slightly with the increase of the carbon material content. When the carbon material content is 2.0% (w.t.%), the elongation at break of the vulcanizate reaches the minimum. Under the same addition amount, the elongation at break of the GNs-NR composites is greater than that of the CNTs-NR composites. The elongation at break of dry mixed vulcanizate is greater than that of wet mixed vulcanizate. When the vulcanizate has high tensile strength and tear strength, it has poor elasticity. Therefore, when preparing GNs-, CNTs-NR composite materials, it is necessary to select the mixing process according to the performance requirements of the final product.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This project is supported by Qingdao University of Science and Technology Research Startup Fund (Grant No. 210-010022868) and jointly supported by Natural Science Foundation of Shandong Province (Grant No.ZR2019BEE022). In addition, the completion of the project was supported by the Taishan Scholar Project of Shandong Province (No. ts20190937).