
Abstract
In this study, the 3D-printed textured journal bearings (TJBs) are developed by fused deposition modelling (FDM) process with three different polymers such as ABS, PLA and nylon. For the study, the process parameters such as texture depth (TD), rotor speed (S) and load (L) are considered as input parameters. The experimental analysis of 3D-printed TJB is performed based on the response surface methodology (RSM). With the RSM technique, the influence of these input parameters on the tribological performance of 3D-printed TJBs. The tribological performance of 3D-printed TJBs are wear resistance (WR) and wear temperature (WT). Further, the GRA analysis is performed to evaluate the optimum value of these process parameters for ABS, PLA and nylon polymer. These results demonstrate that the wear resistance (WR) of TJBs is first increases with the texture depth and then starts decreasing. Among all the polymers, the ABS polymer is the most significant, and nylon is the least significant polymer for the 3D-printed TJBs. The maximum WR (i.e. 76.576 m/mm3) of 3D-printed TJBs is observed for the PLA polymer. Whereas, nylon provides the least WR (i.e. 9.572 m/mm3) of 3D-printed TJBs. At the optimal value of process parameters (TD = 1.5 mm, S = 500 r/min and L = 10N), the WR and WT of 3D-printed TJBs (for ABS polymer) are 62.126 m/mm3 and 323.75 K respectively.
Introduction
In the recent technology, the applications of additive manufacturing (AM) printed parts are increasing. This is because the additive manufacturing have high geometrical accuracy with less wastage compared to conventional technique. All these features can be obtained only in fabricated products by additive manufacturing. The major benefits of additive manufacturing are: design freedom, distributed manufacturing, energy and material wastage is reduced, less prototype cost and eco-friendly.1,2 However, there are various power and frictional loss in high-speed machinery. To overcome it, many industries such as automobile, medical etc. adopted surface texture. This is because the surface texture improves the tribological performance of contact surfaces. To take benefit of both these techniques (additive manufacturing and surface texture), the textures are incorporated in the journal bearings that are fabricated by the additive manufacturing technique.
In the current scenario, additive manufacturing is the most innovative technology for developing the complex products with higher accuracy. 3 Consequently, the applications of 3D printed parts in various areas (medical, agriculture, automotive) are increasing significantly to meet the power requirement with less wear loss. In addition, these 3D printed materials are eco-friendly with lesser cost, leading to increase its applications. In any high-speed rotating system, one of the major components is the bearing. To develop it with the higher strength, 3D printing is the most suitable technique compared to conventional techniques. In additive manufacturing techniques, fused deposition modelling is widely employed among all the additive manufacturing methods. 4 In this study, author developed the ball bearings by 3D printing technique with three different polymers such as ABS, PLA and Nylon 66. Here, the printed ball bearings are developed by the fused deposition modelling (FDM) process. Similarly, other researchers evaluated the effect of FDM process parameters on the mechanical characteristics of the printed specimen by Taguchi (L8) optimization. In this study, the authors considered the polyamide 12 (PA12) material to print the sample due to its wide applications in industry. 5 Whereas, some researchers optimized these FDM process parameters for improving the tribological characteristics of printed sample. 6 With the FDM methods, the composite structure is also developed to improve the mechanical characteristics of the sample.7–9 Kam et al. 10 developed the 3D printed metal/polymer composite sleeve bearing and analyzed its damping capabilities. In this study, authors considered 27 pairs of composite (PLA, PLA+20%Bronze and PLA+20% Copper) with various printing structures such as honeycomb, spiral and chords with different filling %. This study shows that vibration amplitude decreases with an increase in % filling of metal/composite bearing (copper-reinforced sleeve bearing). In addition, the vibration absorption increases with the 3D honeycomb structure of metal/composite bearings. Çevik and Kam 11 comprehensively review the mechanical characteristics of the 3D-printed products developed by the FDM and metal/polymer composite filament. In this study, authors describe the influence of polymer and metal/polymer composite on the printed sample's mechanical and thermal properties (impact resistance, strength, thermal resistance). The study shows that the printed sample produced with the composite filament has higher strength than the pure filament. The improvement in thermal and mechanical characteristics of printed samples is majorly dependent upon the ratio of additives in the composite filament. Atakok et al. 12 briefly describe the printed sample's thermal and mechanical characteristics developed by the recycled filament. With the use of recycled filament, the wastage of filament is reduced which helps to minimize environmental pollution and maximize the availability of filament. Further, Atakok et al. 13 statistically investigated the FDM printing parameters such as layer thickness, filling% and filling pattern on the printed sample's mechanical characteristics (tensile strength, bending strength and impact strength). The authors developed the printed sample with PLA and recycled PLA material. This study results show that recycled filament is feasible for 3D printing. Moreover, the vibration of 3D printers also influences the mechanical properties (tensile strength) and surface roughness of printed sample.14,15
Farajjan et al. 16 incorporates the multi-wall nanotubes (MWNT) in the PBT/ABS blend with different filling percentage (01, 03 and 0.5 wt %). The authors evaluated the effect of PBT/ABS/MWNT nanocomposite on the mechanical properties of 3D printed sample by performing the tensile test, three-point flexural and impact test. This study results show that the mechanical properties of PBT/ABS/MWNT nanocomposite is improved with 0.3 wt % MWNT. Chávez et al. 17 developed the three hybrid composite (metal-polymer) by the FDM process. This study adds tin-bismuth in three different thermoplastic such as ABS, PLA and a hybrid composite (ABS and styrene-ethylene-butylene-styrene). Gohar et al. 18 investigated the mechanical properties of the printed sample (made with FDM process) made in a honeycomb sandwich structure. In this study, authors developed various types of sandwich structures with different combinations such as ABS core with composite (PLA+15% carbon), ABS core with pure PLA, TPU core with composite and TPU core with PLA. This study results show that the ABS core with composite (with FDM process) provides adequate mechanical properties which can used in the industrial application. Veeman and Palaniyappan 19 analyzed the influence of FDM process parameter on the compressive strength of PLA/almond shell composite. This study result shows that printing orientation and infill density has significant impact on the compressive properties of PLA/almond composite. Aravind et al. 20 analyzed the thermal and tensile properties of hybrid composite (ABS-glass fibre, ABS-glass fibre-carbon fibre). This study result shows that the tensile strength of ABS/GF and ABD/GF/CF is higher than that of the ABS. Whereas, the thermal expansion of ABD/GF/CF< ABS/GF<ABS. This ABS-based composite is applied in various areas: automobile, vessel, aircraft etc. Similarly, Kumar et al. 21 investigated the tensile, flexural and thermal properties of dual thermoplastic (ABS and PLA) sample developed with FDM process. In this study, authors developed the FDM printed sample with alternative layers of different thermoplastic. The fracture surface analysis of this dual printed parts with photomicrograph. This study shows that the mechanical properties of dual-based 3D printed parts are reduced compared to single polymer printed parts. This is because dual-material printed parts have more porosity than single-material-printed parts.
Due to the higher dimensional accuracy, the additive manufacturing technique is widely used to developed the texture on the 3D printed specimen. Huang et al. 22 investigated the texture properties on the printed sample by using the responses surface methodology based BBD model. Similarly, Reddy et al. 23 analysed the FDM process variable (infill, foil thickness and print quality) and built inclination on the surface texture properties by using Taguchi, S/N ratio and regression statistical technique. This study shows that the printed sample is surface quality significantly depends upon the layer thickness and built orientation. Saharudin et al. 24 analysed the quality of surface texture and its mechanical properties of printed samples developed by the FDM and CFF process. In this study, authors considered the PLA with carbon-reinforced filament to print the sample. By performing the tensile test on the universal testing machine, it is observed that adding carbon fiber with polymer increases the strength of the printed sample. Moreover, it is also observed that the surface waviness of the printed sample developed with CFF is much smaller than the FDM sample. Dezaki et al. 25 analysed the infill pattern (of CAD software and FDM printer) and infill density on the mechanical characteristics (surface roughness and tensile strength) of printed FDM sample. To investigate it, the dog-bone shape sample is developed with PLA polymer. This study results shows that the pattern generated by the FDM printer has higher strength than the CAD software. However, the surface texture generated with CAD is better than the FDM printer. This study results show that both infill pattern and infill density has significant impact on surface quality and mechanical characteristics of printed sample.
Moreover, the wear characteristics of printed samples also depend upon the FDM process and additives in polymers. Phogat et al. 26 analyzed the wear of FDM printed sample with PLA, ABS and multi-material by using the combined approach of genetic algorithm and artificial neural network. To investigate the wear behavior of the printed sample, author considered the response surface method and then performed the experiment on pin-on-disk. The study result shows that the minimum wear rate of PLA sample is obtained at 95.207% infill density, speed = 40.043 Chávezmm/s and temperature 220.009°C. Boparai et al. 27 performed the comparative investigation on the wear and friction behaviour of FDM printed sample made of composite and ABS polymer. The dry friction test is performed at different load (5–20N) and time duration (5–10Chávezmin) on pin on disk tribo-tester. However, some researchers also investigated the wear and scratch resistance of polymers for various polymers. 28 This study shows that the scratch resistance of these analysed polymers are: polyamide > polyetheretherketone > polyparaphenylene> polybenzimidazole. This study correlates the scratch depth with the sample's mechanical properties such as young modulus, tensile strength and hardness. To measure the scratch depth, laser profilometer micrograph is used. Wong et al. 29 proposed a new methodology (polypropylene (PP) system) to evaluate the scratch resistance of polymers. In this study, the author assessed the scratch behaviour of polymers under three different conditions: increase load with constant speed, constant load with constant speed and increase speed with constant load. In polymers, there are various factors that can affect the scratch resistance of printed parts such as scratch speed and load,30,31 the geometry of printed sample, 32 friction coefficient and additives in polymers.33–35 In addition, the scratch hardness is also an essential factor for scratch resistance. 36 However, some researchers briefly describe the nanofillers in the polymers to improve the scratch and wear resistance of 3D printed sample.37,38 Wetzel et al. 39 investigated the influence of low filler printed samples on their impact and wear resistance properties. In this study, author incorporates the micro and nanoparticles in the epoxy-polymer matrix to improve its wear resistance properties. This study shows that printed parts' stiffness and impact strength is significantly enhanced with TiO2 nano-particles (4%). Böhm et al. 40 discuss about the different types of wear of polymers such as cavitation erosion, particle erosion, sliding wear and abrasion. Briscoe and Sinha 41 comprehensively overview the progressive wear of polymers. The authors describe that the wear of polymers depends upon the contact condition, lubricant properties and mechanical properties of polymers. Briscoe 42 also briefly details the wear of polymers. Moreover, some researchers investigated the FDM process parameters such as layer thickness and layer orientation on the wear, friction and hardness of 3D printed sample (PLA polymer). 43 Bahrami et al. 44 developed the Fe-ABS composite to improve the wear properties of printed sample developed by the FDM process. In this study, authors add the Fe particles in ABS polymer within three wt. % such as 10, 20 and 30. By performing the pin on disk test, authors evaluate the wear properties of FDM printed sample. Some other researchers investigated the wear behaviour of FDM printed sample for various other applications such as gear.45,46
The above literature shows that the tribological performance of 3D printed samples are majorly dependent upon the process parameters and the thermo-physical properties of a polymer. The novelty of this work is that the wear resistance (WR) characteristics of 3D-printed TJBs are not yet analyzed in the previously published literature. Moreover, the wear temperature (WT) of 3D printed bearings are also not yet analysed. Furthermore, both these tribological performance (WR and WT) are optimized by using the GRA technique in the present study. The 3D-printed TJBs with ABS, PLA and Nylon polymer are fabricated and analysed its tribological performance in the present study. Moreover, the effect of process parameters such as TD, S and L on the tribological performance of 3D-printed TJBs are evaluated. The tribological performance of 3D-printed TJBs are optimized by the GRA technique for ABS, PLA and nylon polymer.
Research methodology
Modelling
The 3D-printed TJBs model is developed using the Solidworks software. The inner and outer diameters of these TJBs are 20 mm and 30 mm respectively.47,48 The groove is designed on the outer surface of texture journal bearings whose width and height is 0.5 mm, as shown in Figure. The width of TJBs is 10 mm.
49
The CAD model of TJBs with hexagonal surface texture are shown in Figure 1. The CAD model of textured journal bearings (TJBs).
Polymers and texture dimensions
Three different polymers are considered to fabricate and analyze the tribological performance of TJBs. These three polymers are ABS, PLA and Nylon. In this study, hexagonal texture shapes is considered for the analysis.
50
As we know, the tribological performance of sliding surfaces is majorly dependent upon the surface texture.
51
Thus, the author considered hexagonal texture shapes to fabricate the TJBs by using the 3D printing technique. The schematic view of the hexagonal texture shape with dimensions are shown in Figure 2. Dimensions of surface texture.
Fabrication process
FDM printing parameters.
3D-printed TJBs with various polymers: (a) ABS (b) PLA (c) nylon.
With the FDM process, the 3D-printed TJBs are developed with three different polymers (ABS, PLA and Nylon), (Figure 3). From this, it is found that the 3D printed journal bearings with Nylon is much smoother and shiny compared to other polymers (ABS and PLA). This is because the Nylon polymer is less hard than the other polymers. Moreover, the nylon is lighter than the other polymer.
The step-by-step procedure to fabricate the TJBs are discussed briefly in the above section. This fabrication process involves various steps such as developing CAD model, setting FDM process parameters, adhesive on the printer bed and fused deposition modelling (3D printing). The flow chart represents the fabrication process of TJBs, (Figure 4). Flow chart of development of 3D printed TJBs.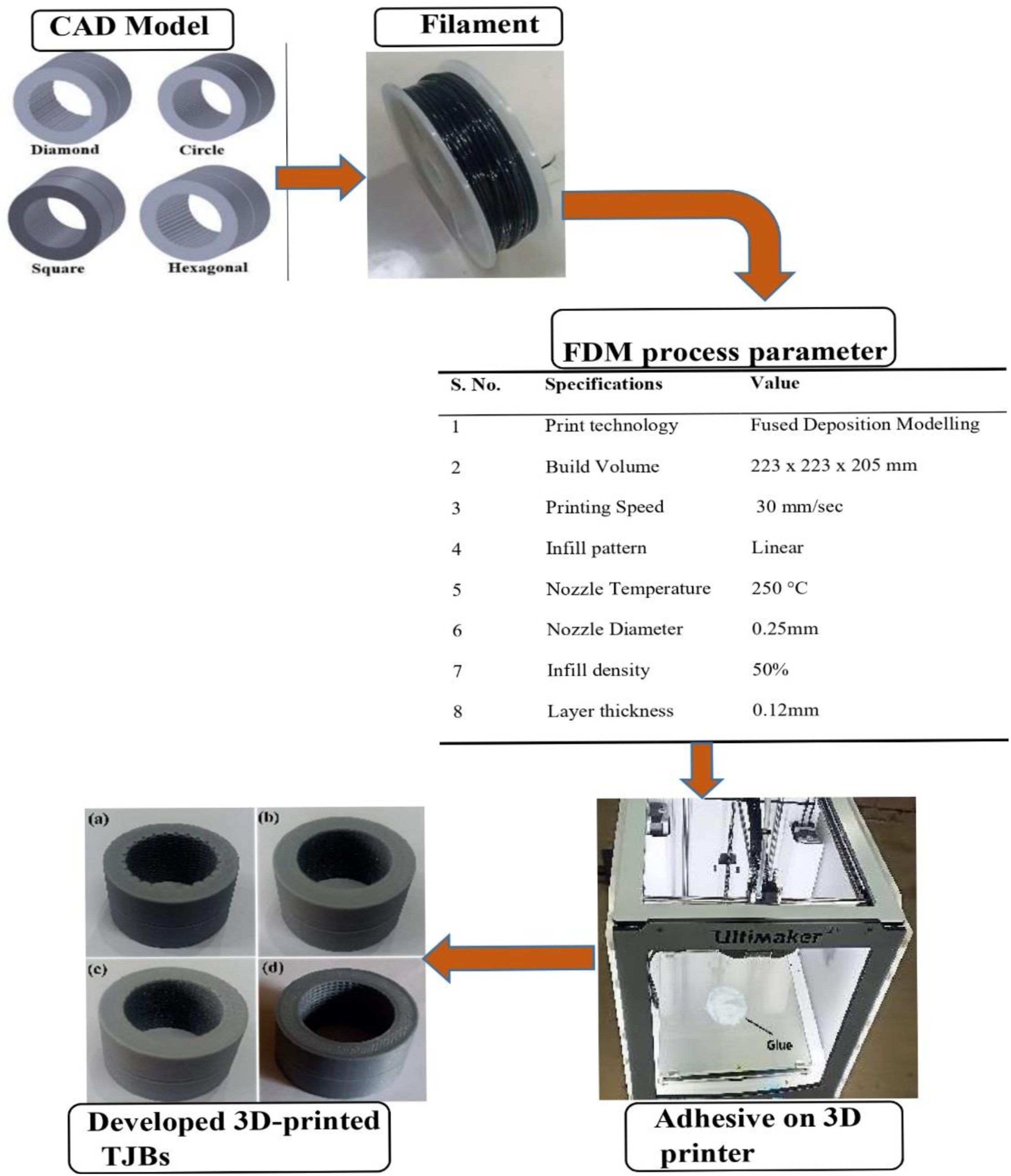
Moreover, it is observed that the poor adhesion problem is observed for the nylon polymer, as shown in Figure 5. This error may be due to moisture/humidity or contaminated particles. To overcome these defects, glue is used on the printer bed. However, some researchers analyzed the manufacturing error in journal bearings along with their effect on the performance characteristics of bearings.54,55 Poor adhesion in 3D-printed TJBs.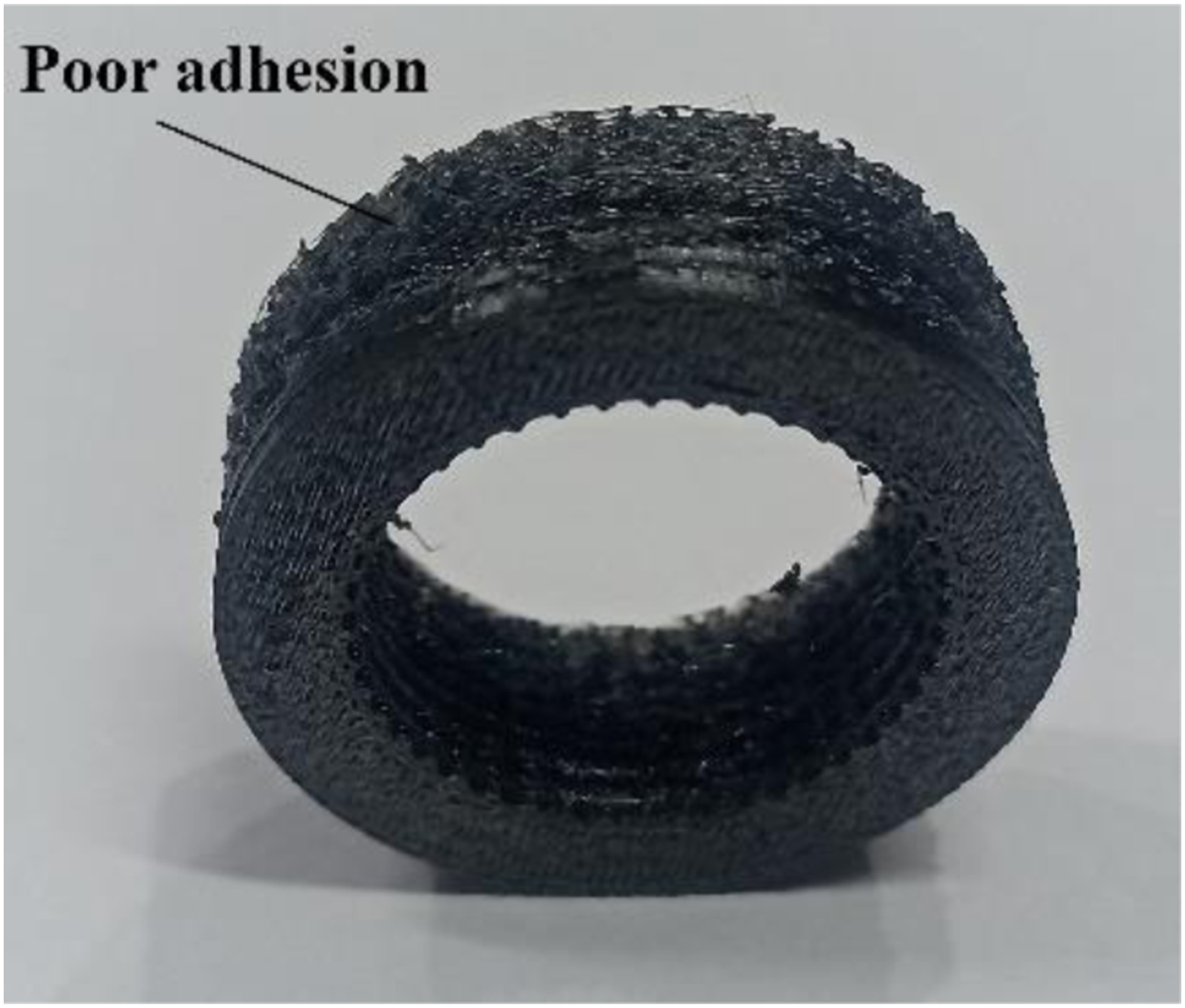
Analysis and optimization
Process parameter
In the present study, the process parameters of 3D printed TJBs such as TD, S and P are considered as independent parameters. The WR and WT are dependent parameters. Based on the Box-Behnken design (BBD) matrix, the RSM model of these process parameters are developed. Then, the tribological performance (WR and WT) of 3D printed TJBs are evaluated by the experimental study, as shown in Figure 6. Moreover, the 3D-printed TJBs are developed with three different polymers: PLA, ABS and nylon. RSM model for 3D printed texture journal bearings.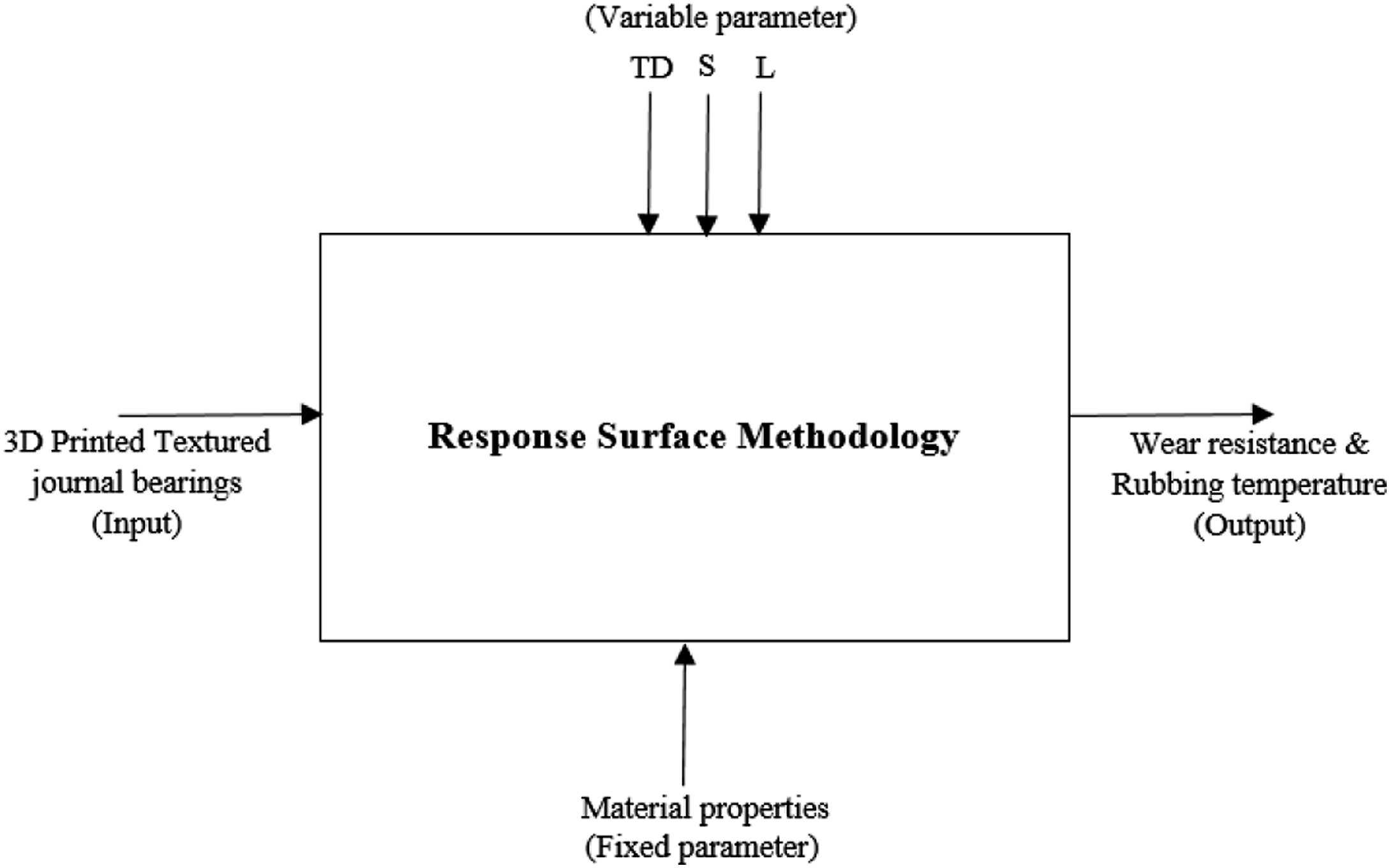



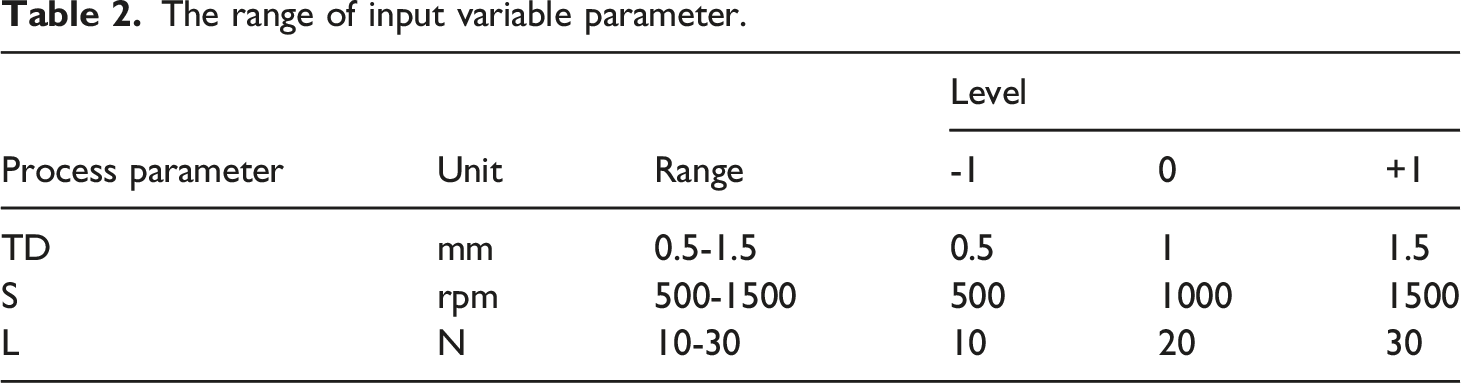
The range of input variable parameter.
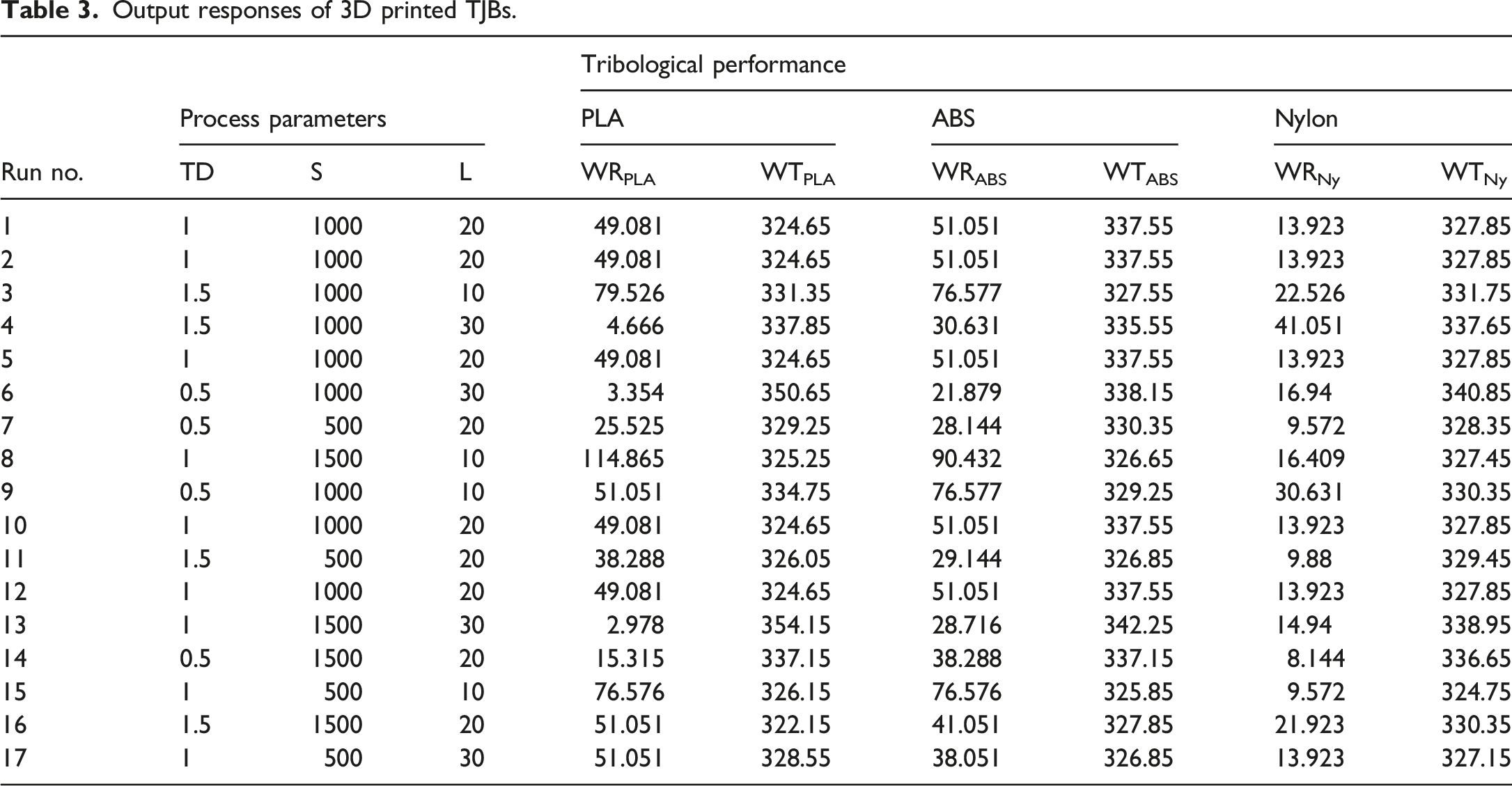
Output responses of 3D printed TJBs.
Experimental setup
After developing the design matrix (i.e. 17 experimental runs) with the Design-Expert software, the experiment study needs to perform to evaluate the tribological performance of 3D-printed TJBs. The experimental setup consists of developed 3D-printed TJBs, shaft, string, weight and lathe, (Figure 7). Based on the literature, the time of each experiment analysis is kept constant at 300s.
56
However, a string is used to carry the weight over the 3D-printed journal bearing. For this, the groove is developed during the FDM process. Experimental setup for the analysis of 3D printed TJBs.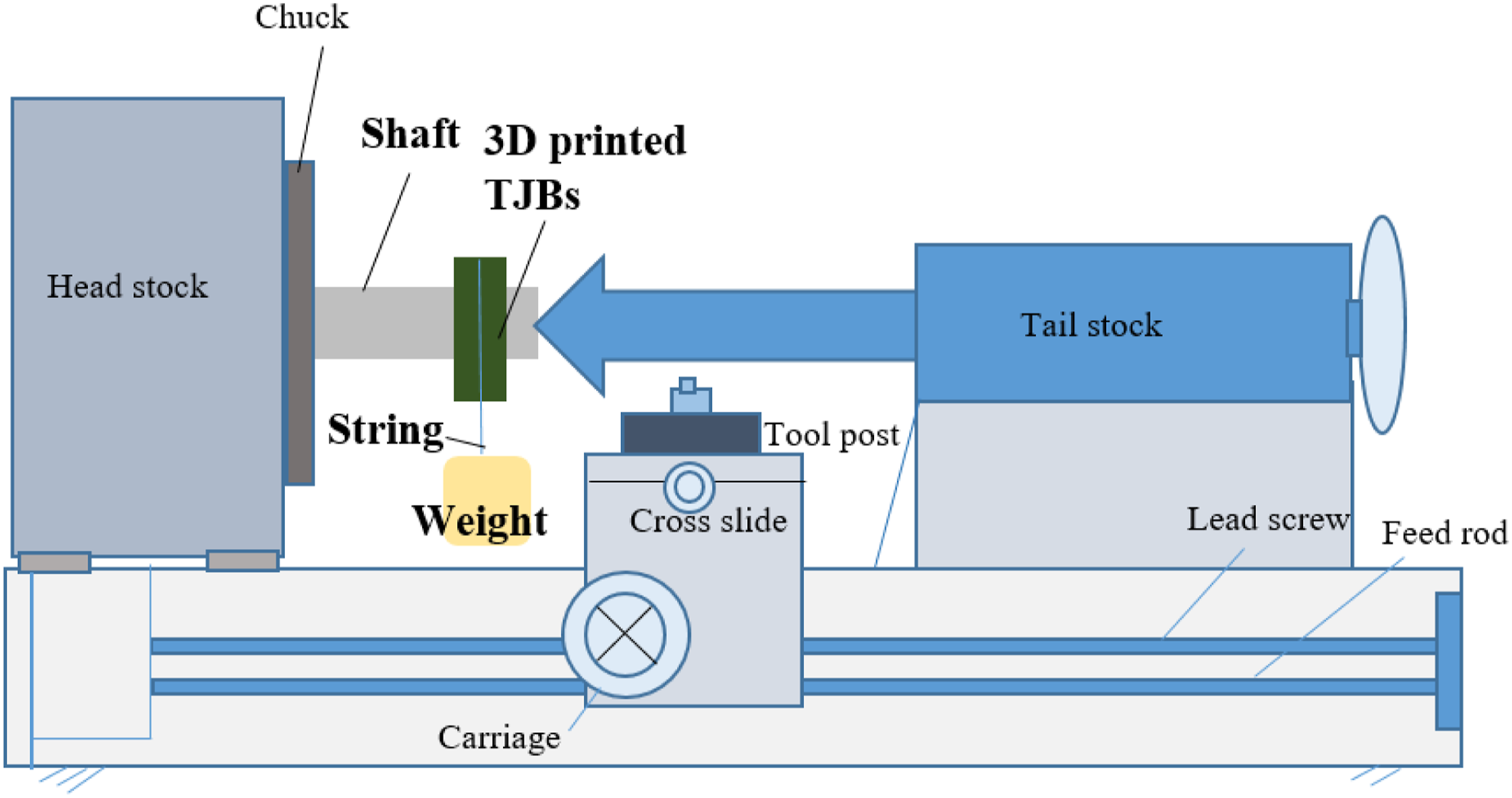
The experimental study evaluated the tribological performance of TJBs for all 17 experimental runs. During the experimental study, the inner part of 3D-printed TJBs is affected due to rubbing action. The two important tribological performance of 3D-printed TJBs such as WR and WT, are evaluated. Firstly, the WR of TJBs is need to analyze. This is because the 3D-printed TJBs are made of polymer, which is soft material. To obtain the higher reliability, the WR of 3D printed TJBs is need to maximize. To evaluate the WR of 3D printed TJBs, the following steps are used:
56
(i) Determine the rotor sliding speed (RS) GRA results for ABS.

Unit of diameter (d) = m and speed (n) = rpm (ii) Find out the rotor sliding distance (RD)

Unit of time (T) = sec (iii) Calculate the rubbing volume (RV) of 3D printed TJBs (iv) Evaluate the WR of 3D-printed TJBs


During the experimental study, the wear in 3D-printed TJBs is occurs at the top inner surface of 3D printed TJBs. This is because the load on 3D printed TJBs is acting in radial direction during the experiment study (Figure 8). To measure the wear depth, the digital Vernier caliper (1112-150) is used with an accuracy of 0.03 mm. Whereas, the other important wear characteristic of 3D-printed TJBs is WT. To measure it, a pocket thermal imager (FLUKE PTi 120) is used. During the experiment, the temperature (between the bearing surface and rotor) increases due to continuous wear of the inner surface of 3D-printed TJBs. To obtain the better tribologiocal performance of 3D-printed TJBs, the WT is need to minimize. Wear mechanism in 3D printed TJBs.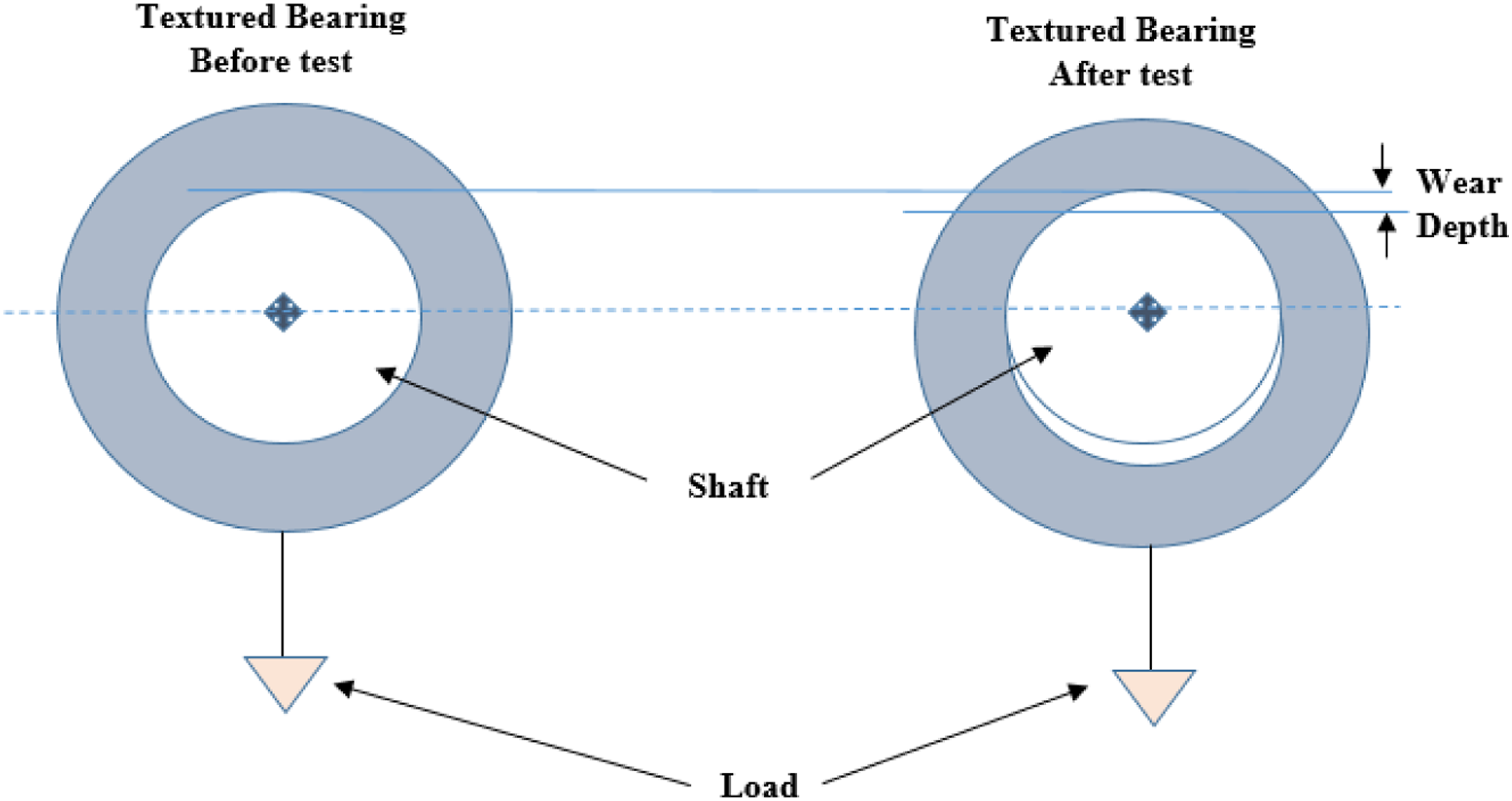
Grey relational analysis
The major aim of this experimental investigation is to improve WR and reduce WT of 3D-printed TJBs. To achieve it, the GRA optimization technique is used. Moreover, the significant process parameter are evaluated for the 3D-printed TJBs for each polymer (ABS, PLA and Nylon). The procedure of grey relational analysis (GRA) are as follows: (I) Norm. (N)
The first step is to normalize the output responses whose value lies vary within 0 to 1. The normalization for WR and WT are given below: (a) WR (higher-the-better) (b) WT (lower-the-better) (II) Dev. Seq. (DS)


It is calculated by using the equation (10). (III) Grey relation coefficient (GRC)
The value of GRC is calculated by using the equation (11). (IV) Grey relation grade
It is a mean of all the GRC value which is evaluated by using equation (12).
All these above grey relational analysis (GRA) steps for calculating the optimized process parameters are shown in Figure 9.58,59 Flow chart for GRA technique.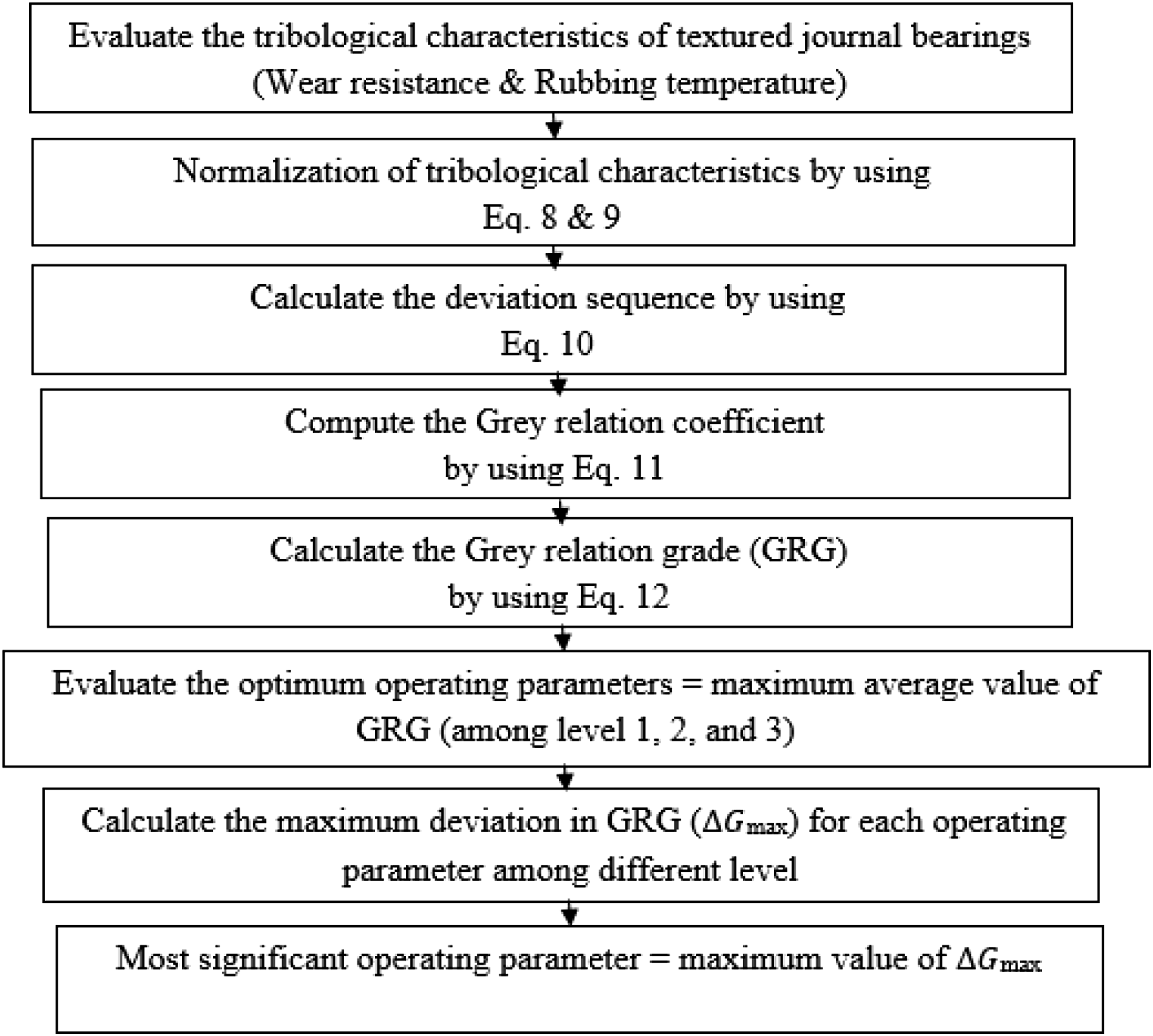
Results and discussion
The 3D-printed TJBs are developed with the FDM process. The three different polymers are considered for the fabrication of TJBs: PLA, ABS, and Nylon. After developing it, the experimental analysis is performed to analyse the tribological performance (WR and WT) of 3D-printed TJBs. The influence of process parameters (TD, S and L) on the tribological performance of 3D-printed TJBs are analyzed for three polymers such as ABS, PLA and Nylon.
Process parameter
In this study, the effect of three process parameters (i.e. TD, S and L) on the tribological performance (i.e. WR and WT) of TJBs are analyzed, which are discussed briefly as follows:
Texture depth
For the rubbing surfaces, the texture depth is an essential factor that can affect the tribological performance of sliding surfaces. At the middle value of other process parameter (S = 1000 r/min, L = 20N), the WR and WT of 3D-printed TJBs is evaluated at a range of TD from 0.5 mm to 1.5 mm, as shown in Figure 10. From these results, it is observed that the WR firstly increases with the texture depth and then starts decreasing. This is because the higher value of texture depth reduces the strength of journal bearings. Whereas, the WT of TJBs is slightly increased and then significantly decreases with the increase in texture depth. This is because the thin air film (due to hydrodynamic action) is developed between the rotating rotor and the inner surface of 3D-printed TJBs, which separates the contact between the rotor and the bearing surface. Effect of texture depth on (a) WR (b) WT of TJBs.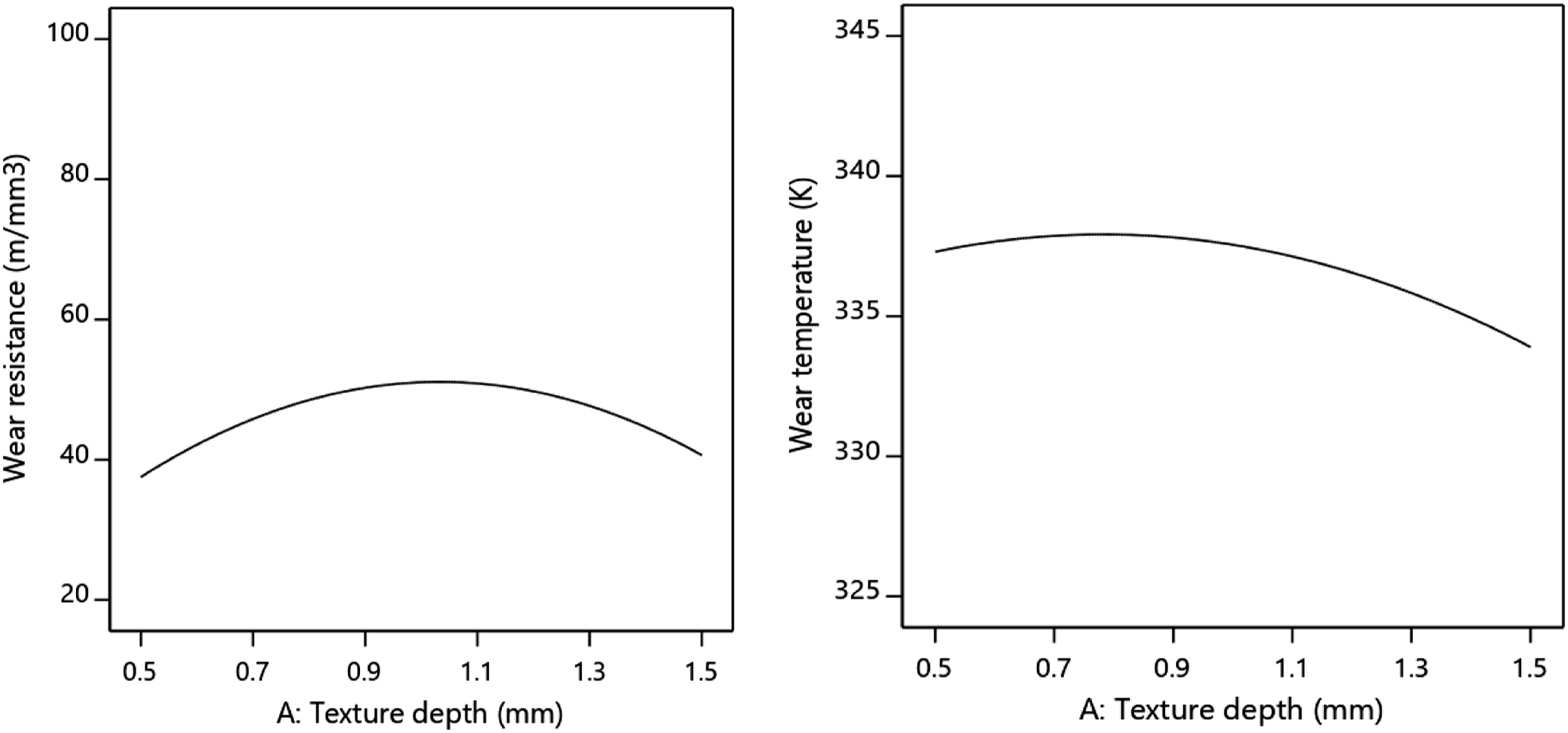
Rotor speed
The rotor speed is also an important process parameter for the tribological performance of journal bearings. At the middle value of other process parameter (TD = 1 mm, L = 20N), the WR and WT of 3D-printed TJBs are evaluated at rotor speed from 500 r/min to 1500 r/min. From these results, the WR of TJBs is initially increase and then becomes constant with the rotor speed, as shown in Figure 11(a). This is because the thickness of minimum air film (due to hydrodynamic action) increases with the increase in rotor speed that minimizes the wear depth of TJBs. The wear depth is inversely proportional to WR. Thus, WR increases and then is constant with the rotor speed. Whereas, the WT of 3D-printed TJBs first increases and then decreases with rotor speed, as shown in Figure 11(b). The air film lubricant is developed after a certain rotor speed (due to hydrodynamic action) that separates the contact between the rotor and the bearing surface. Consequently, the WT starts decreasing after a certain rotor speed. Effect of speed on (a) WR (b) WT of TJBs.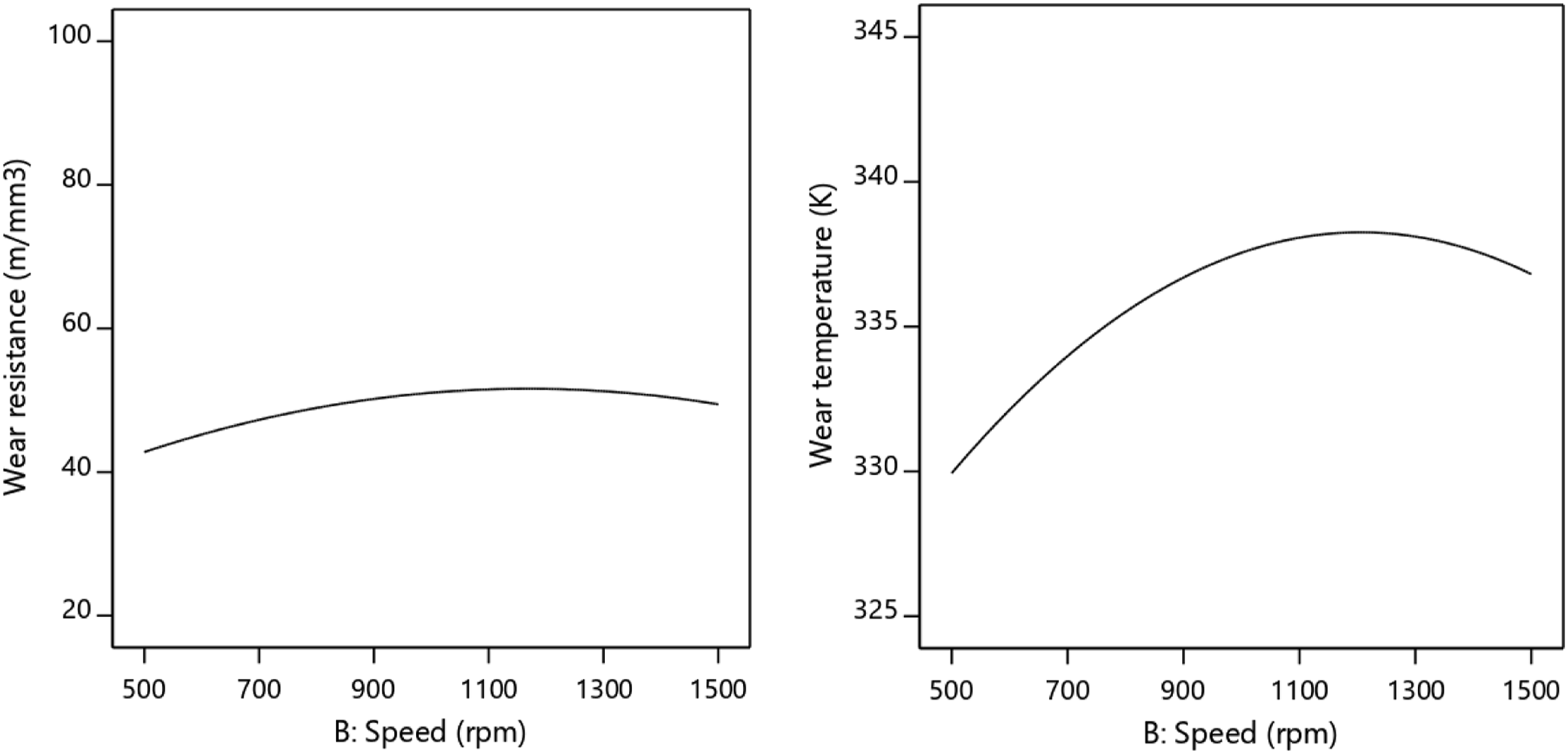
Load
In addition to texture depth and rotor speed, the load is also an essential factor for the tribological performance of journal bearings. At the middle value of other process parameter (TD = 1 mm and S = 1000 r/min), the WR and WT of 3D printed TJBs is evaluated at load from 10N to 30N. These results show that the WR of 3D-printed TJBs is significantly decrease with the increase in load, (Figure 12(a)). This is because the wear volume of 3D-printed TJBs increases with the load. Whereas, the WT increases significantly with an increase in load, (Figure 12(b)). This is because the wear of textured bearings increases with an increase in load. Effect of load on (a) WR (b) WT of TJBs.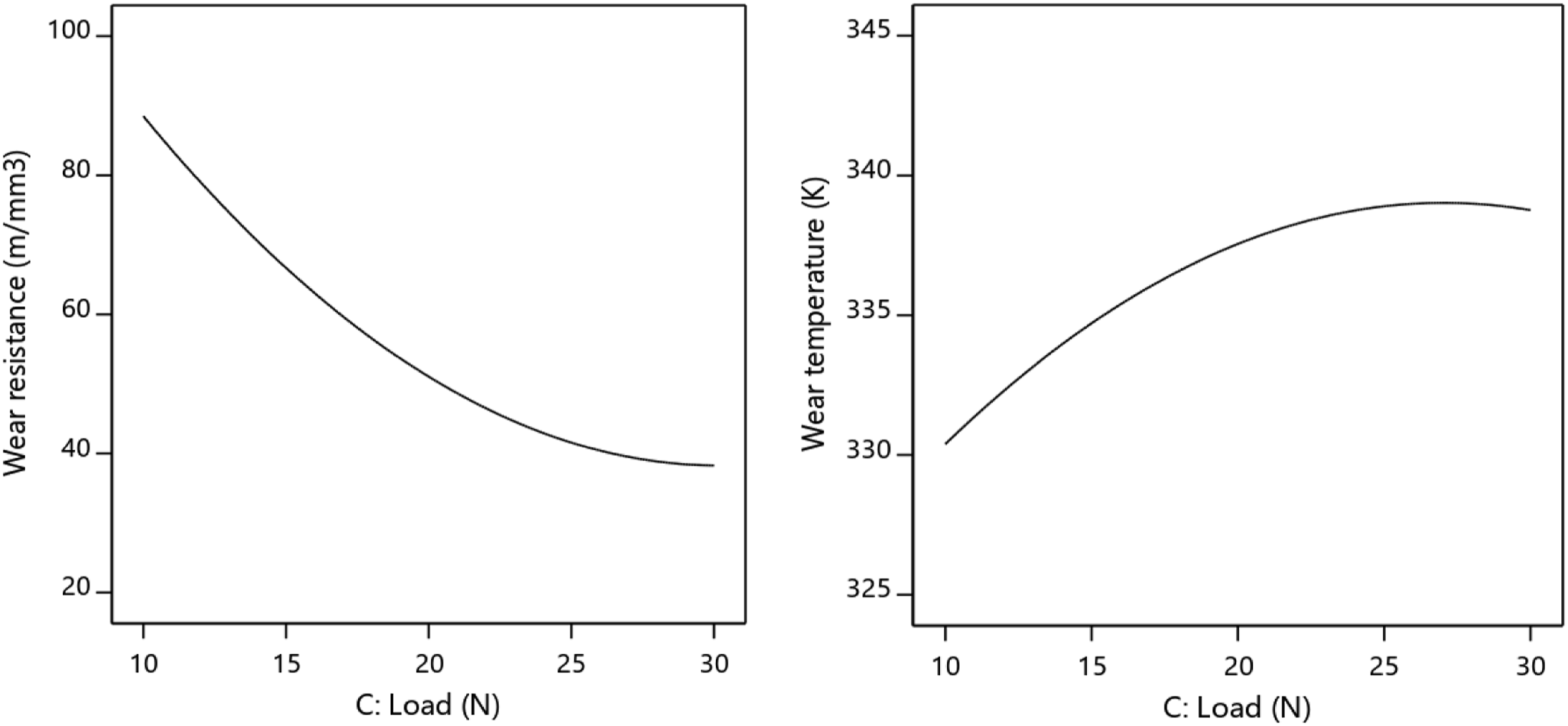
Polymers
The tribological performance of 3D printed TJBs such as WR and WT are evaluated for various polymers such as ABS, PLA and Nylon. Here, the WR and WT are considered the two important tribological performance of 3D-printed TJBs. As we know that polymer is soft material compared to metal and alloy. Thus, the WR of TJBs is needed to maximize for obtaining higher reliability. Whereas, the WT of TJBs needs to be minimized. This is because the melting point of polymer is comparatively low. As a consequence, the tribological performance of TJBs can be influenced. Thus, these two tribological performance (WR and WT) of 3D-printed TJBs are considered for the present study.
Acrylonitrile butadiene styrene
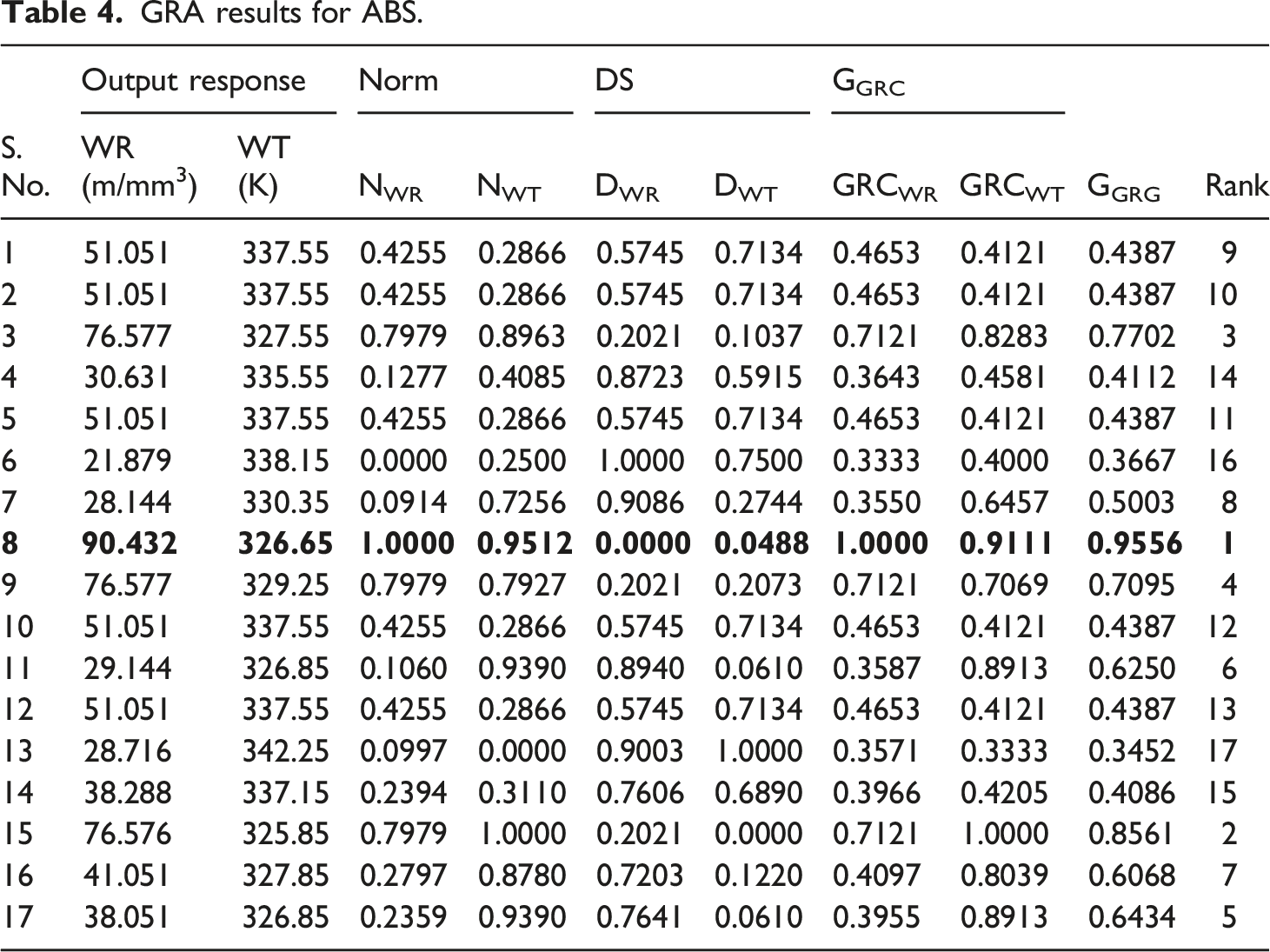
For the ABS polymer, the GRG value is evaluated by following the GRA steps (Figure 9). This GRG value shows the mutual impact of increasing WR and decreasing WT. The first rank is given to the highest GRG value and the last rank to the lowest GRG value, (Table 4). The run no. 8 obtained the first rank due to its highest GRG value (0.9556). Consequently, run no. 8 is considered the most significant combination of process parameters. But, it is not essential that the best results is the optimum results; it may or may not be.
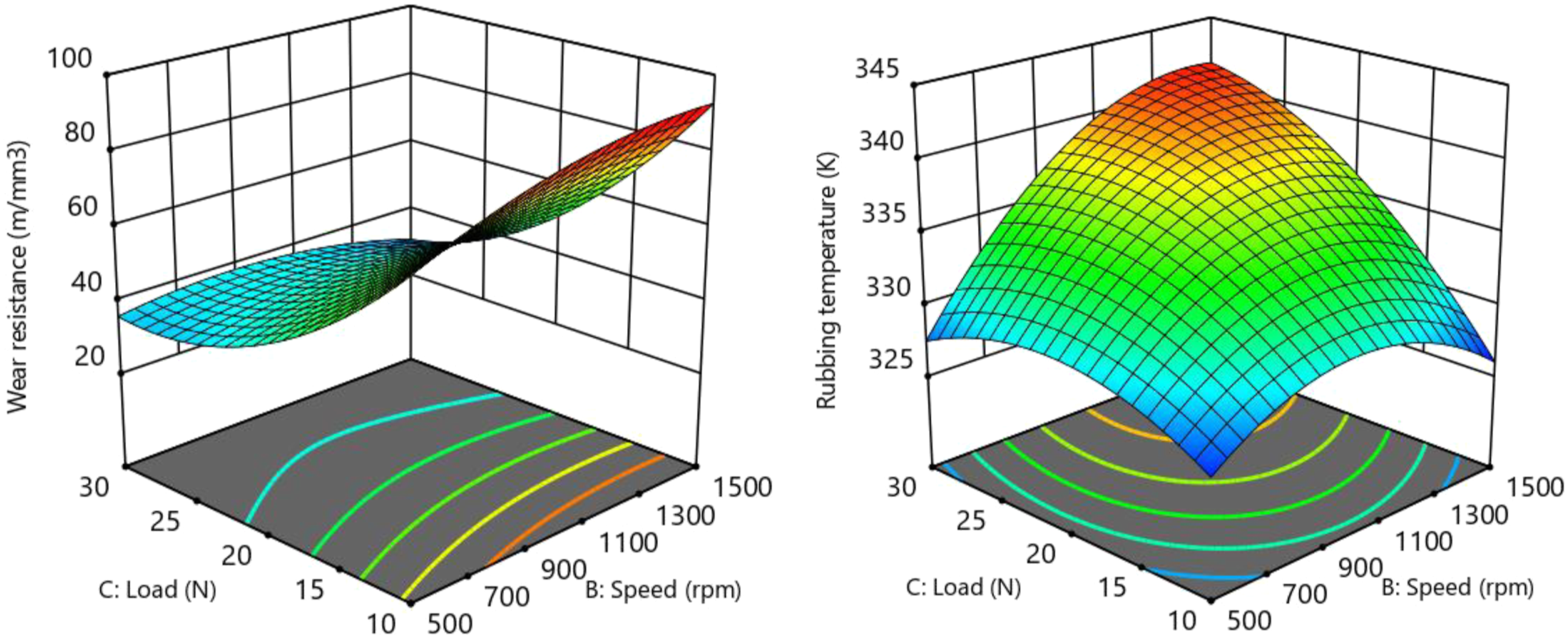
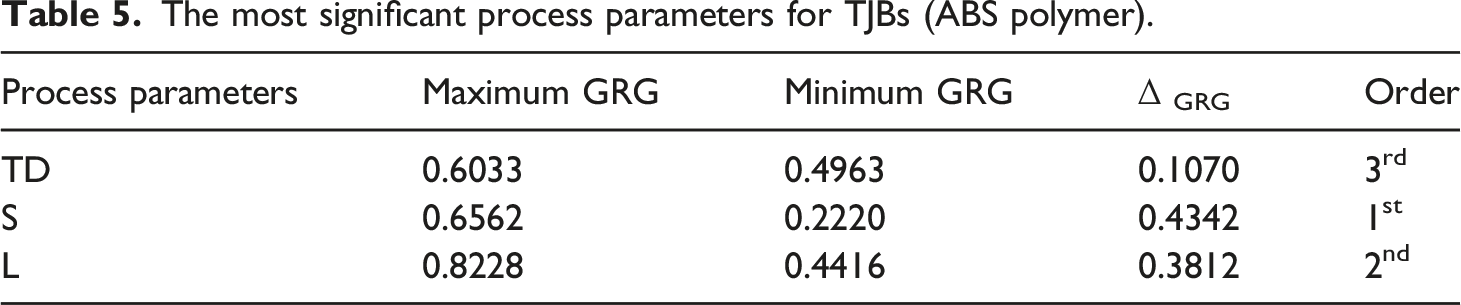
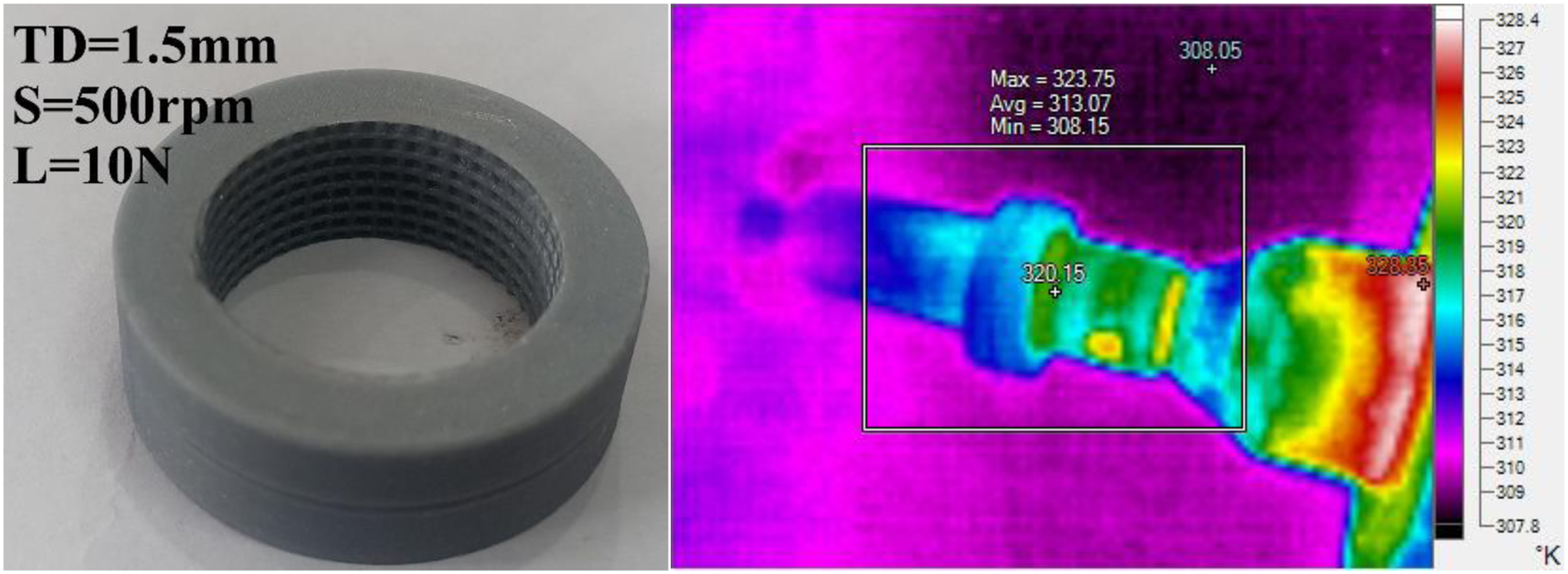
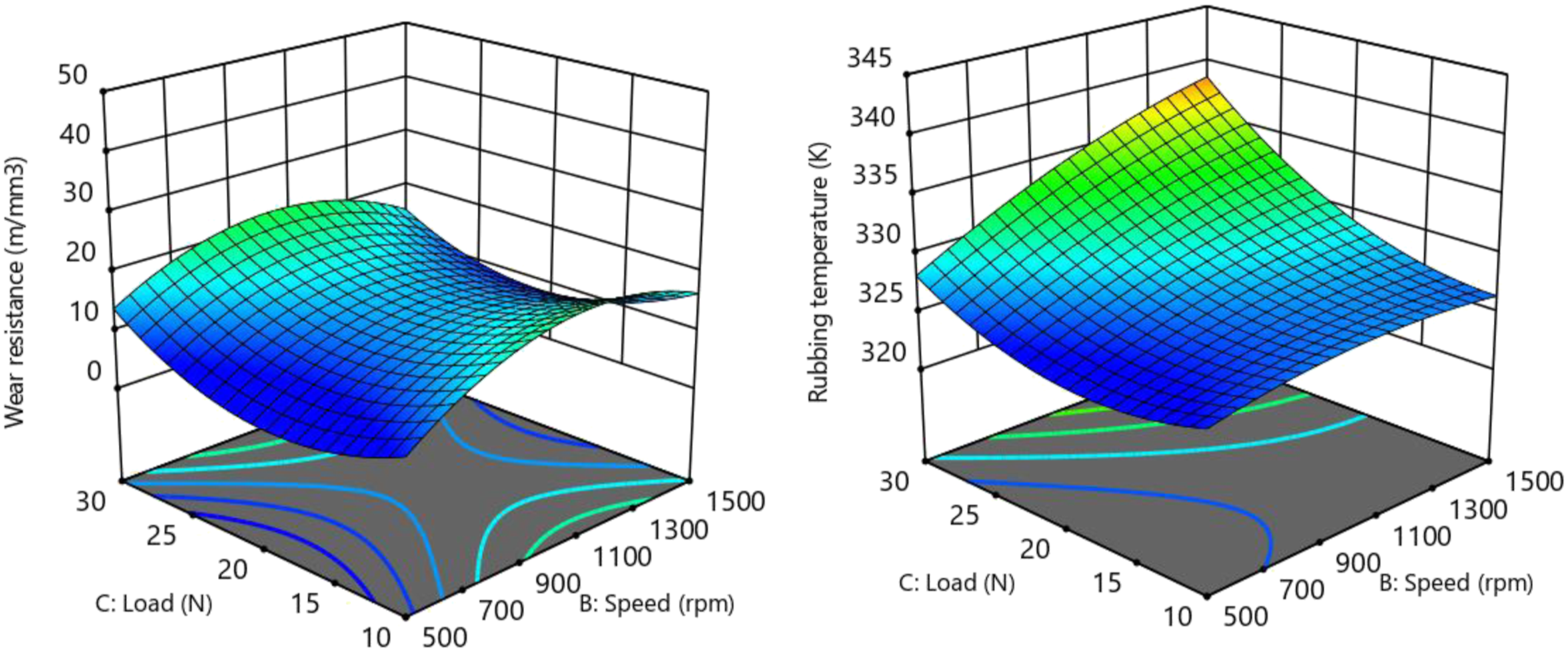
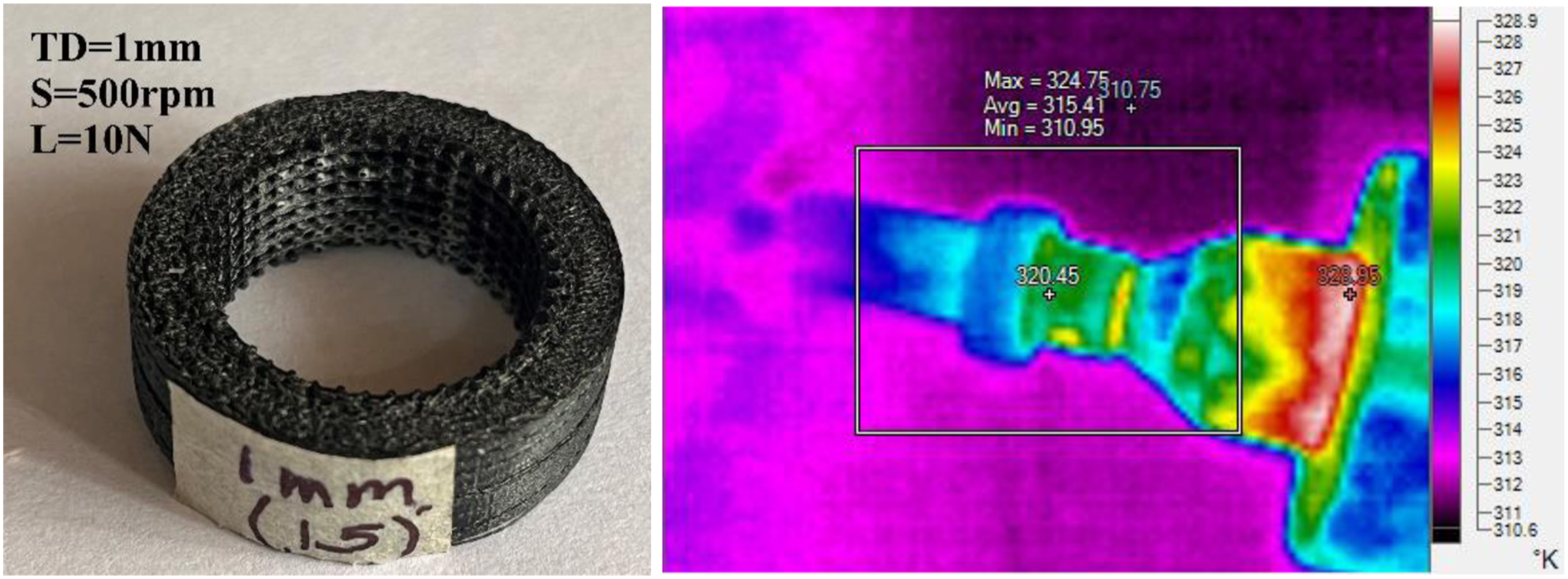
The mean value of GRG is calculated at different levels (i.e. -1, 0, +1) to obtain the optimum result. For the texture depth, the highest mean GRG value is found at +1 level (Figure 13(a)). At this level, the value of texture depth is 1.5 mm. The highest mean GRG value for the rotor speed and load is found at level -1 (Figure 13(b) and (c)). At level -1, the rotor speed (S) and load value is 500 r/min and 10N respectively. Thus, the optimum value of texture depth for the ABS polymer is 1.5 mm. The optimum value of rotor speed and load are 500 r/min and 10N respectively. For acrylonitrile butadiene styrene (ABS), the optimum texture depth, rotor speed (S) and load (L) are 1.5 mm, 500 r/min and 10N respectively. Under this optimum condition, the WR and WT of TJBs (for ABS polymer) are 62.126 m/mm3 and 323.75 K respectively. For the ABS polymer, the variation of tribological performance of 3D printed journal bearings (developed by ABS) with significant process parameters (speed and Load) (Figure 14). However, the significant process parameter for TJBs (for ABS polymer) is calculated based on the ΔGRG value, (Table 5). At this optimum value of process parameter (Td = 1.5 mm, S = 500 r/min and L = 10N), the worn of 3D printed TJBs (made with ABS polymer) with corresponding WT, (Figure 15). Effect of process variable (a) Texture depth (b) speed and (c) Load on the tribological performance of 3D printed TJBs. 3D plot of WR and WT of 3D printed TJBs (ABS polymer). The most significant process parameters for TJBs (ABS polymer). (a) Wear of 3D-printed TJBs (b) Wear temperature at optimal process parameters (ABS polymer).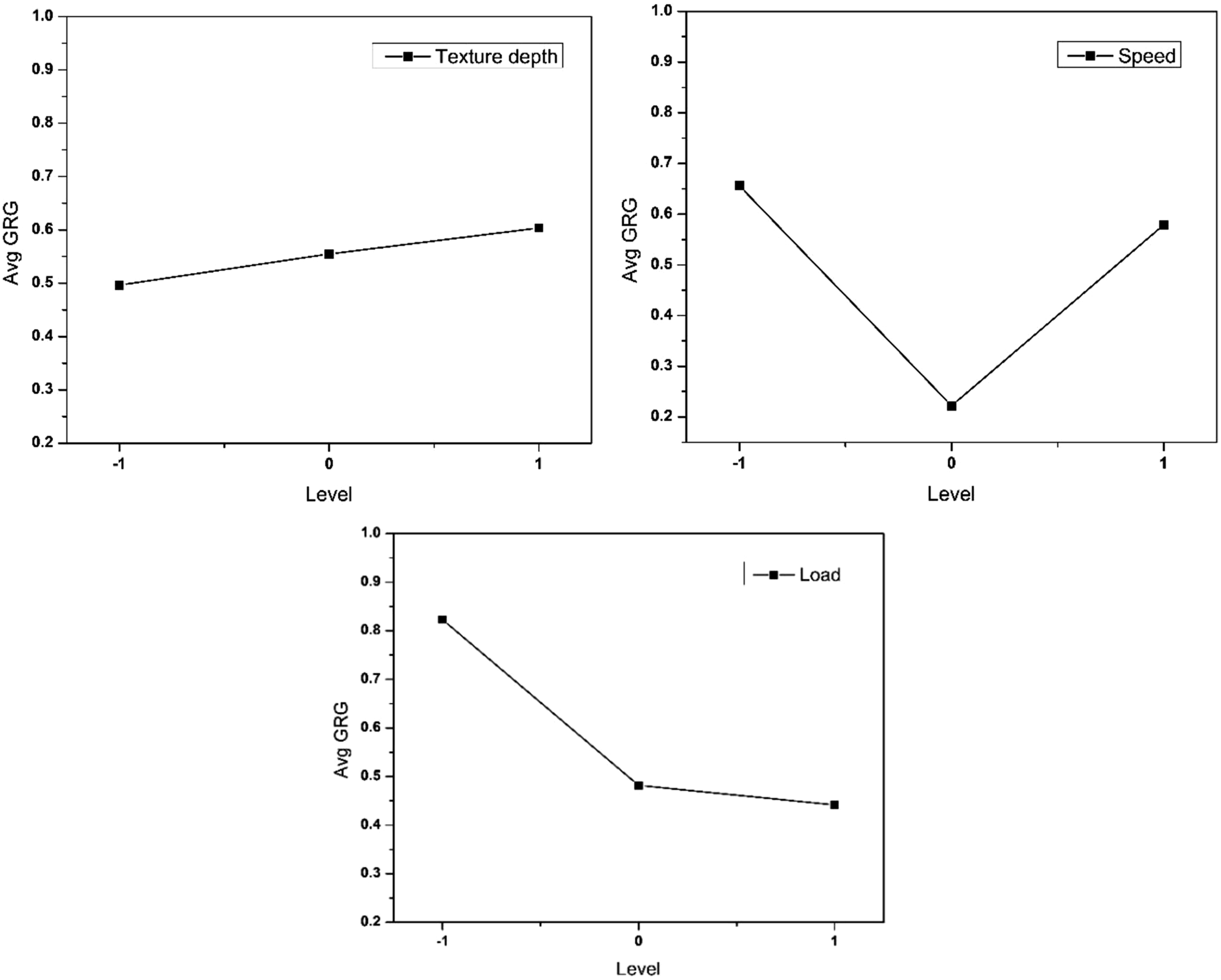
Poly-Lactic acid
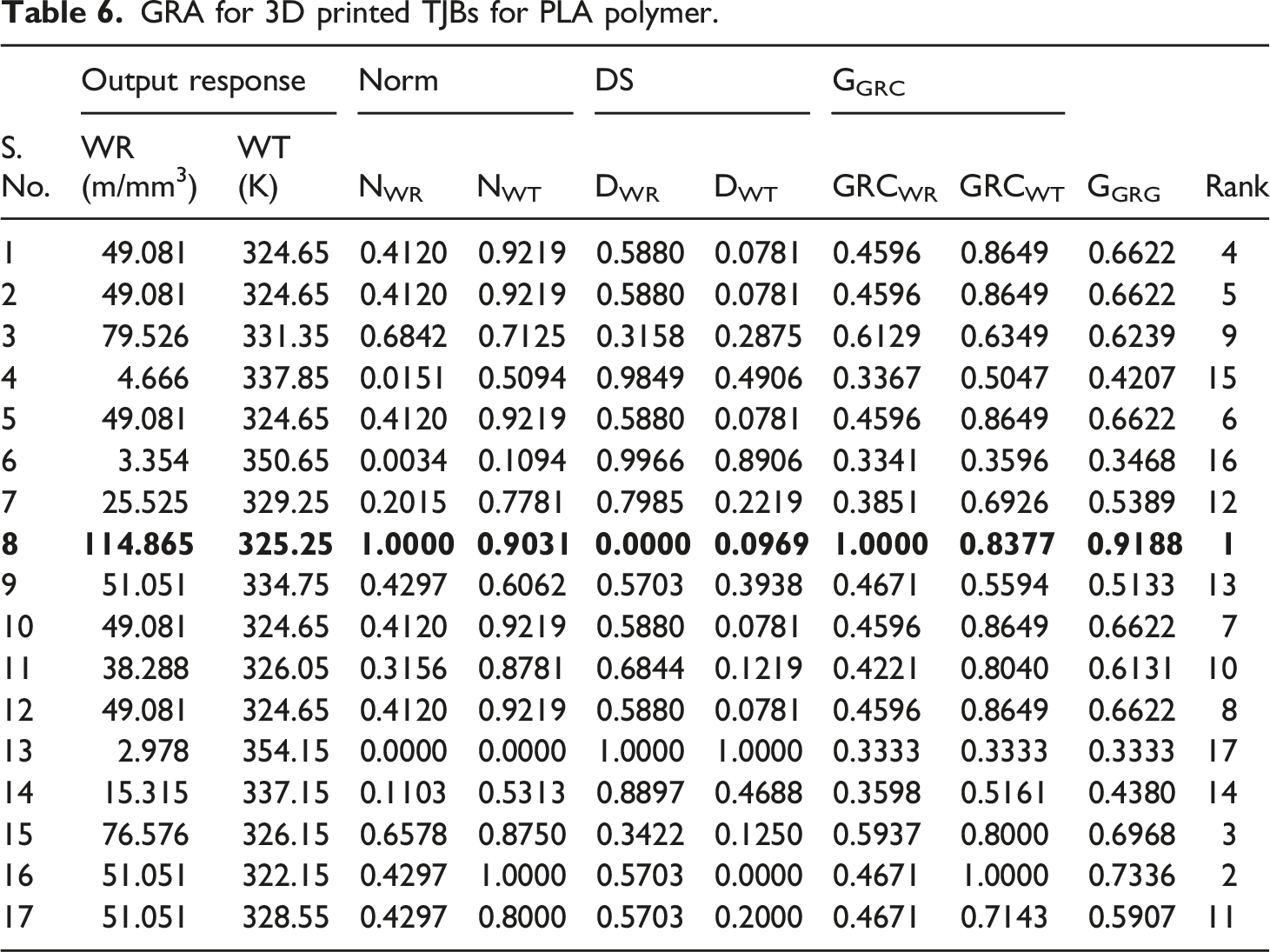
GRA for 3D printed TJBs for PLA polymer.
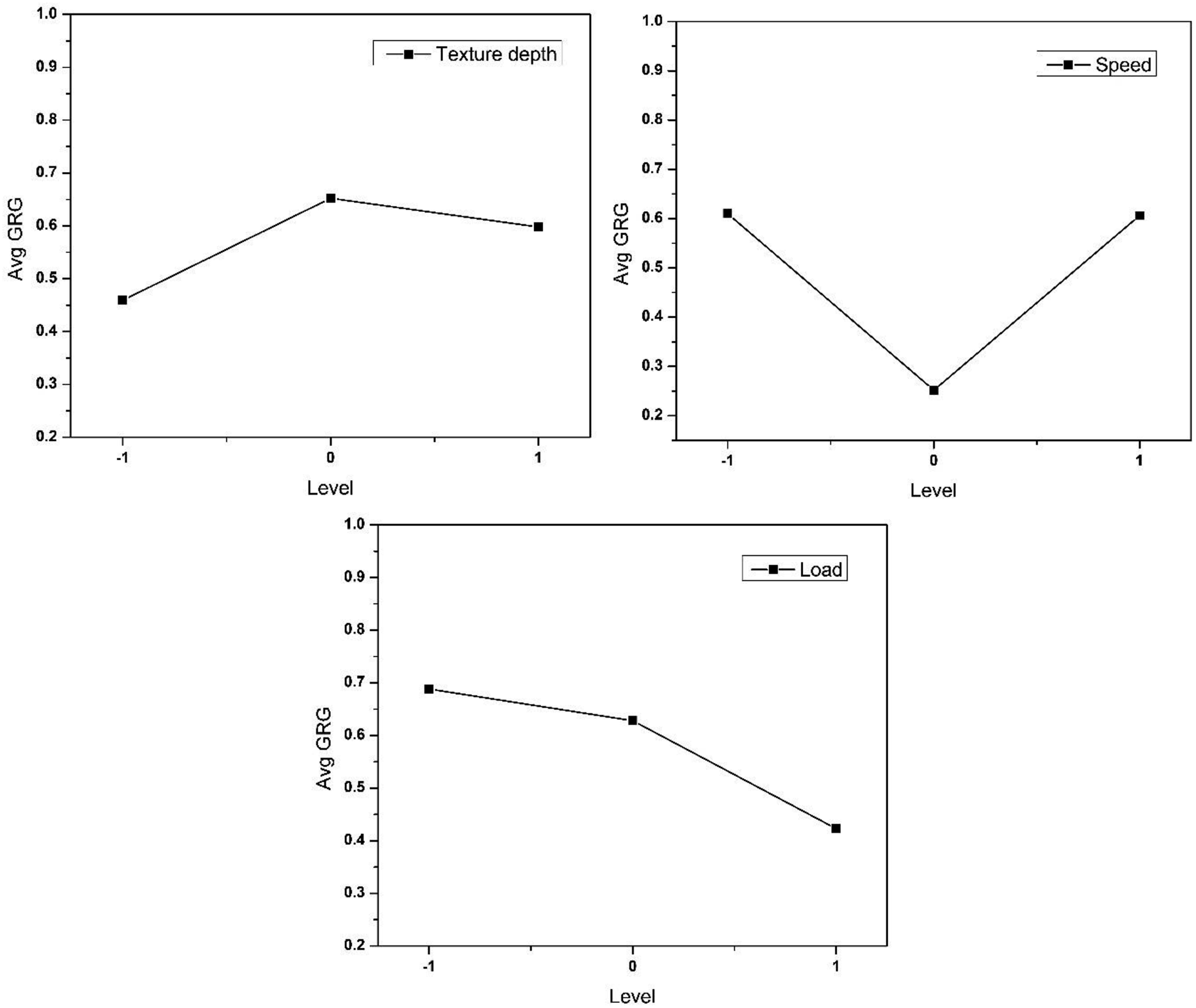
Effect of process variable on the tribological performance of 3D printed TJBs (for PLA polymer).
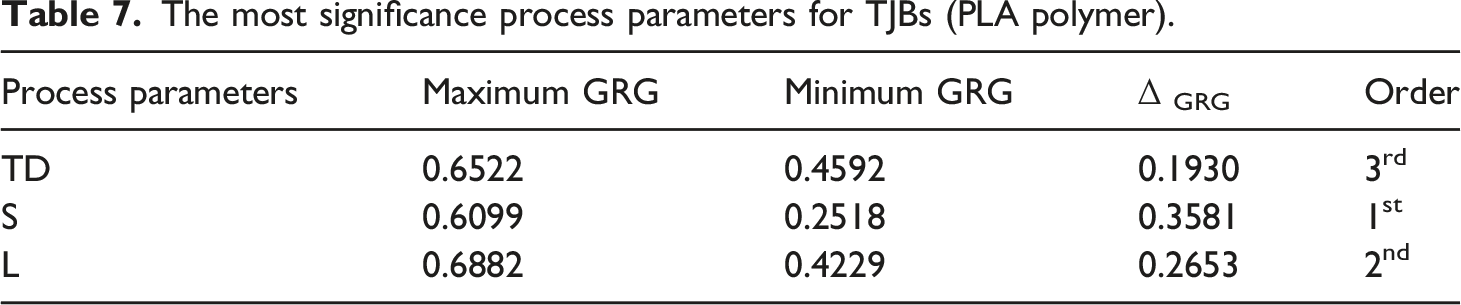
The most significance process parameters for TJBs (PLA polymer).
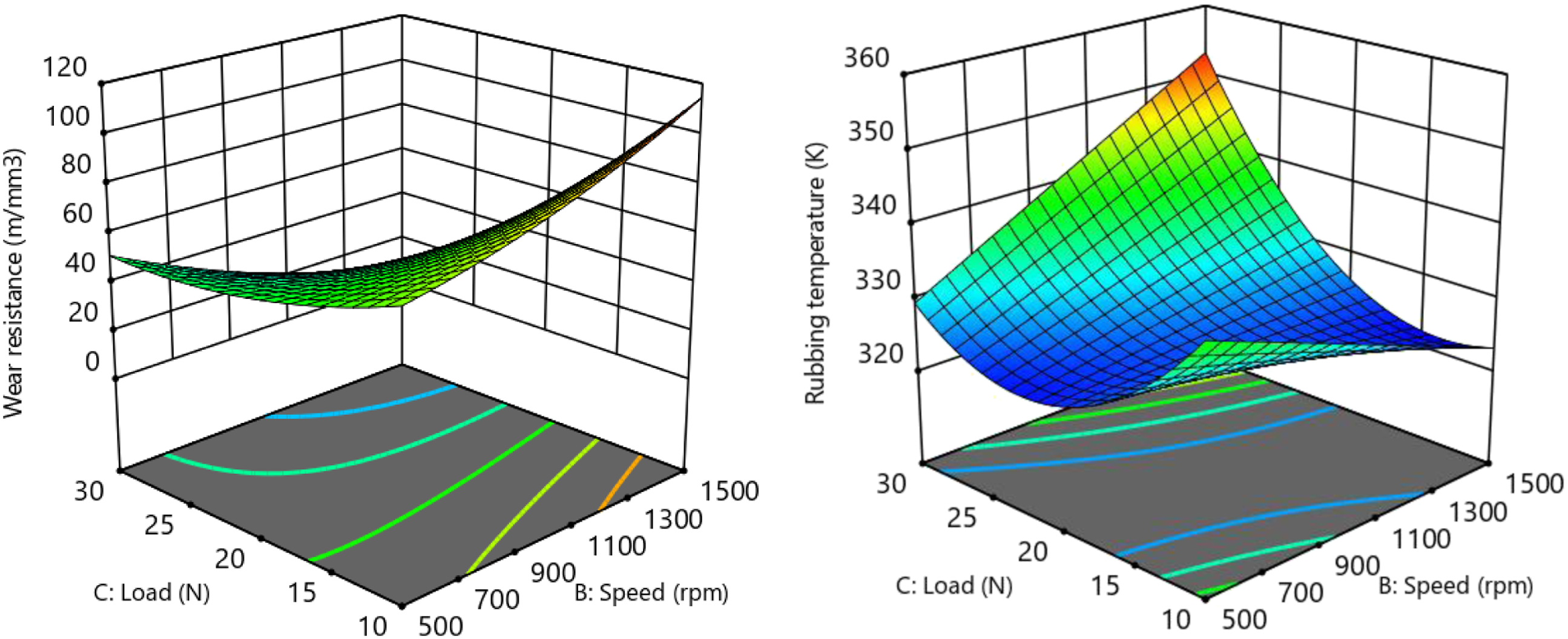
3D plot of WR and WT of 3D printed journal bearings (PLA) with process parameters speed and load.
(a) Wear of 3D-printed TJBs (b) Wear temperature at optimal process parameters (PLA polymer).
Nylon
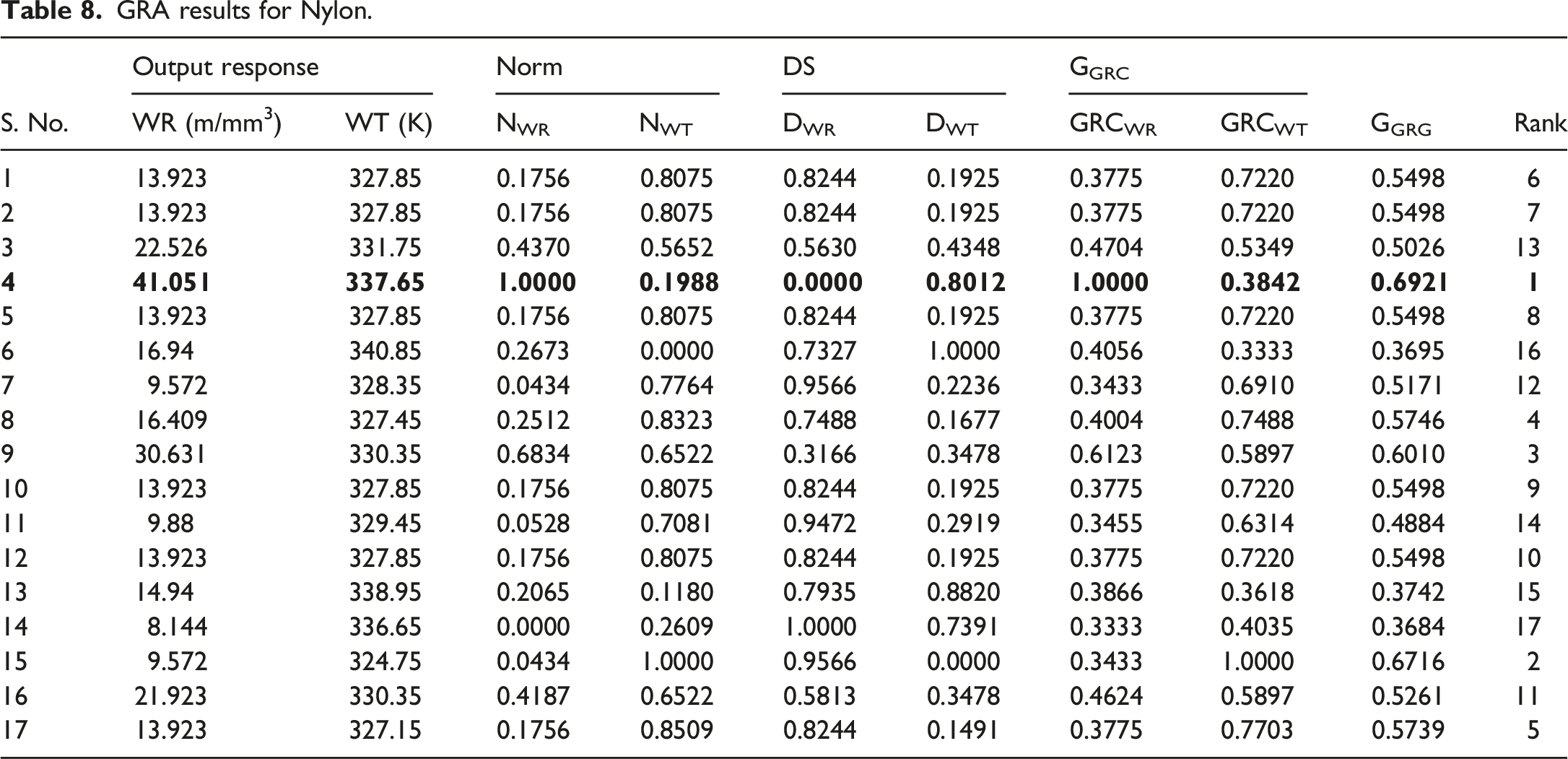
GRA results for Nylon.
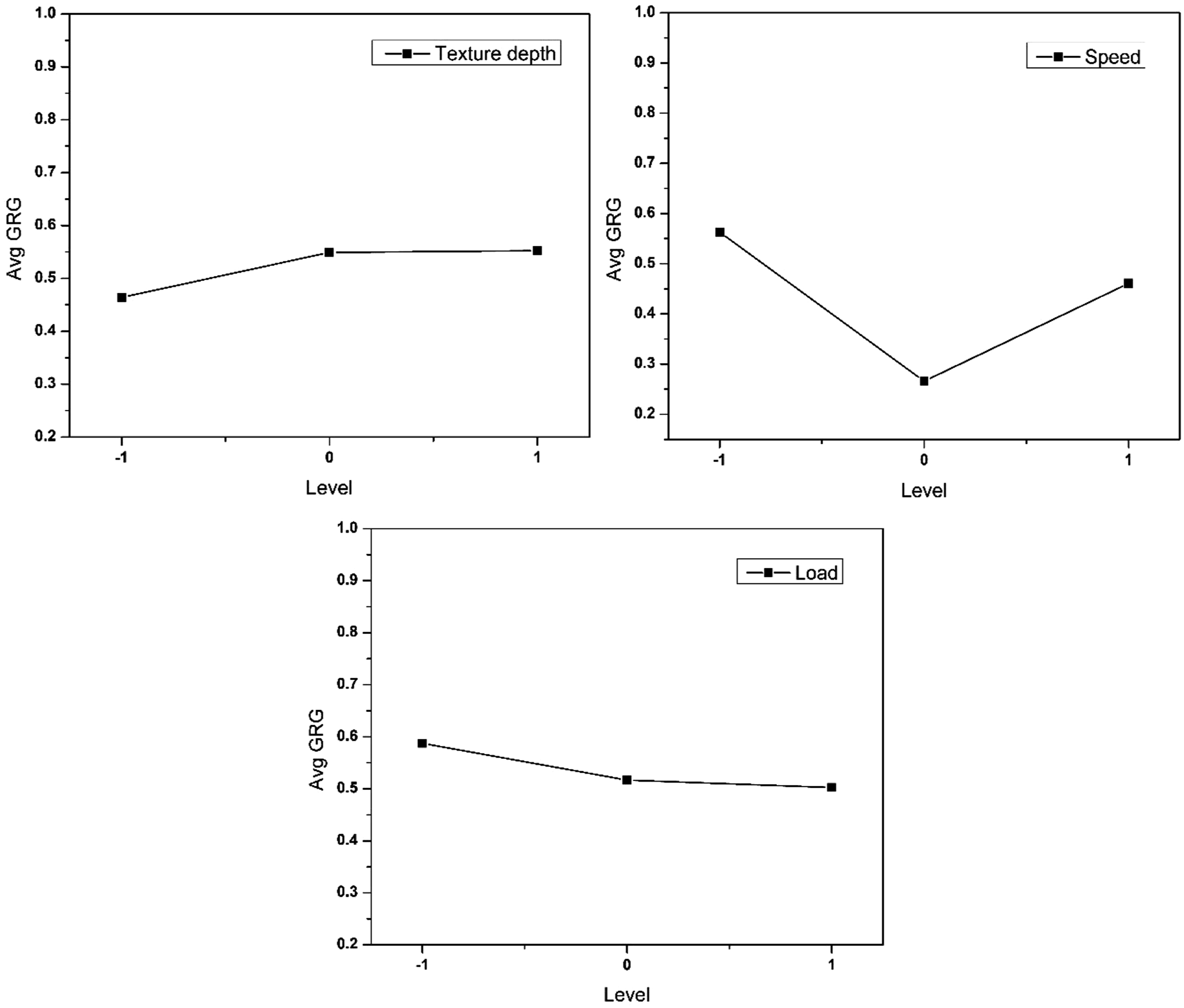
Effect of process variable on the tribological performance of 3D printed TJBs (for Nylon polymer).
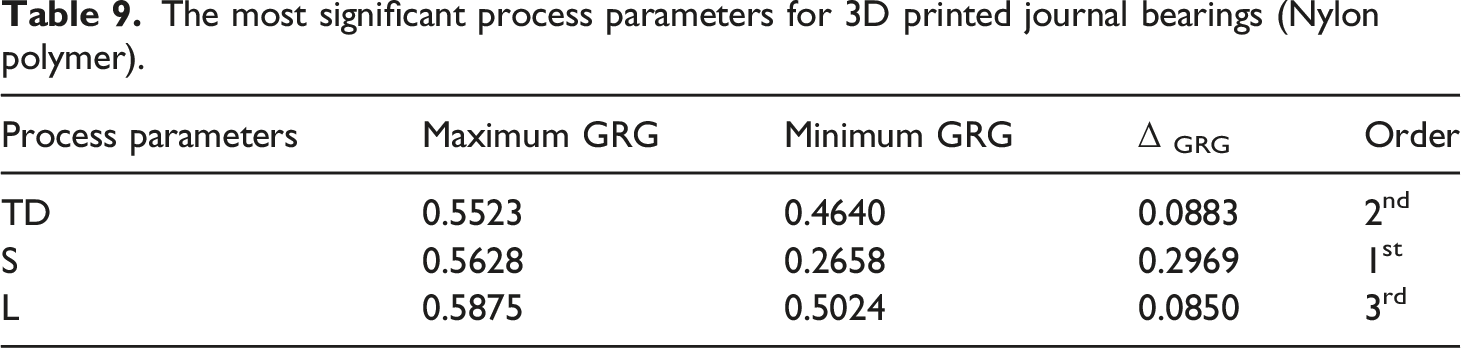
The most significant process parameters for 3D printed journal bearings (Nylon polymer).
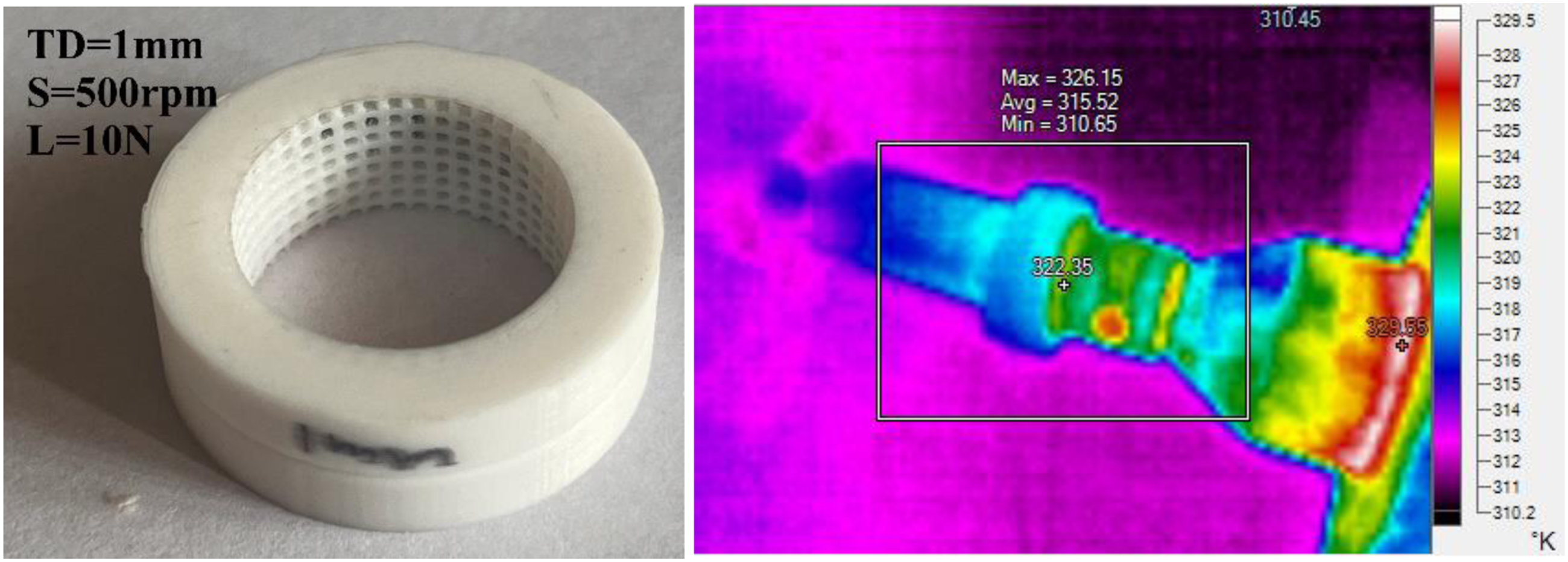
3D plot of WR and WT of 3D printed journal bearings (Nylon) with process parameters.
(a) Wear of 3D-printed TJBs (b) Wear temperature at optimal process parameters (Nylon polymer).
From these overall results of Table 7, 9 and 11, the maximum ΔGRG value is found for the rotor speed (0.4342). The second highest ΔGRG value is found for the load (0.3812). From these observations, we can conclude that the rotor speed is the most significant process parameter for the TJBs followed by load. Whereas, the texture depth is comparatively less significant.
Comparative study
Comparative study of tribological performance of 3D printed TJBs for different polymers.

Regression study
To validate the experimental results, a regression study is performed. The regression study formulated the mathematical correlation between the process parameters (TD, S and L) and the tribological performance (i.e., WR and WT) of 3D-printed TJBs. The developed mathematical equation for WR and WT by the regression study are given below:

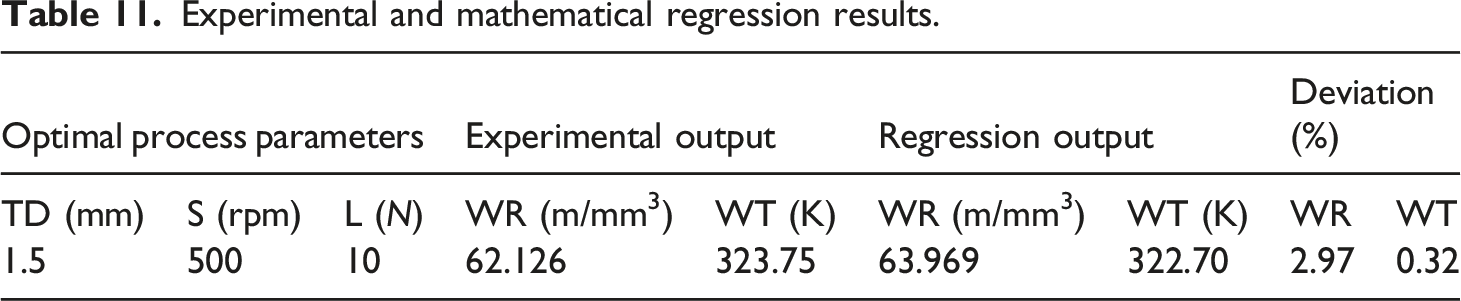
The experimental study calculates the WR and WT of 3D printed TJBs (for ABS polymer) for 17 combinations of process parameters and compares them with the predicted regression results (Figure 22). The experimental results show good agreement with the mathematical regression results. At the optimum process parameters (TD = 1.5 mm, S = 500 r/min and L = 10N), the regression and experimental results variation is within 3% (Table 11). Experimental and regression output for (a) WR (b) WT. Experimental and mathematical regression results.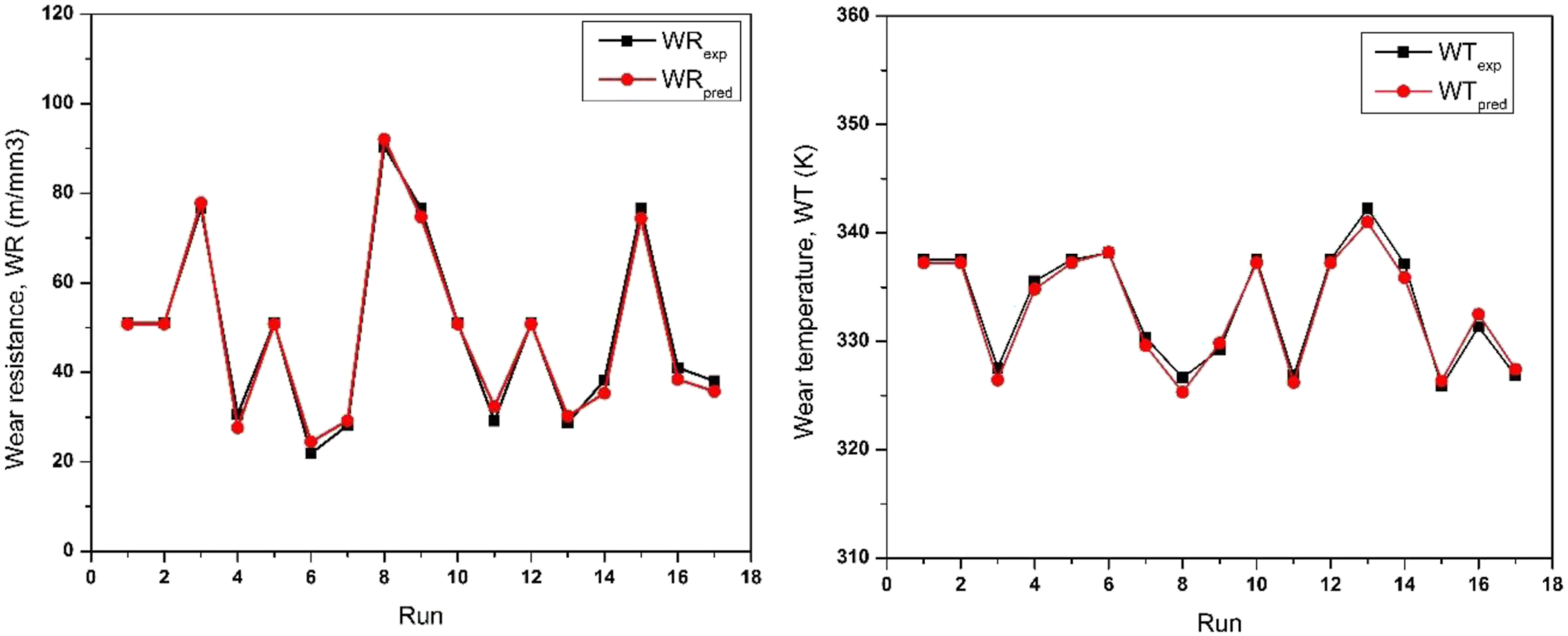
Conclusion
In the present study, the 3D-printed TJBs are developed with various polymers such as ABS, PLA and Nylon. The tribological performance of 3D-printed TJBs such as wear resistance (WR) and wear temperature (WT) are evaluated by experimental analysis. From this experimental study, it is concluded that • The wear resistance firstly increases and then decreases with the rotor speed. Whereas, the Wear temperature of 3D-printed TJBs decreases with the texture depth. • The wear resistance of 3D-printed TJBs increases with the rotor speed and then decreases. • The wear resistance of 3D-printed TJBs decreases significantly with the load. Whereas, the wear temperature of TJBs increases with the load. • For ABS polymer, the optimal value of wear resistance and wear temperature is 62.126 m/mm3 and 323.75 K respectively. • For PLA and Nylon polymer, the optimal WR and WT of 3D-printed TJBs are 76.576 m/mm3 & 326.15 K and 9.572 m/mm3 and 324.75 K respectively. • The maximum WR (i.e. 76.576 m/mm3) of 3D-printed TJBs is observed for the PLA polymer. Whereas, nylon provides the least WR (i.e. 9.572 m/mm3) of 3D-printed TJBs. • The comparative analysis shows that the ABS polymer is the most significant polymer for the better tribological performance of 3D-printed TJBs. For ABS polymer, the optimal value of process parameters for the better tribological performance of 3D-printed TJBs are TD = 1.5 mm, S = 500 rpm and L = 10N.
Application and future work
The 3D printed TJBs can be used in various areas such as business: printer, photostat machine, computer, sorter, projector, paper handling equipment; industry: robotic arm, toys; medical: stretcher, MRI equipment, dental lighting; automobile: car, truck, off-side vehicle; lawn/garden tools: tracker mowers, saws, drill etc. In future work, the load-carrying capacity (LCC) and coefficient of friction (COF) of 3D-printed TJBs will be calculated for ABS, PLA and nylon polymers. In addition, the influence of FDM process parameters on the LCC and COF of 3D-printed TJBs can also be calculated.
Footnotes
Declaration of Conflicting Interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.