
Abstract
Growing industrialization and population deposit huge amounts of waste materials into nature every day. Environmental pollution is the biggest threat to life on earth, and one of the major polluters of nature is the throwaway plastic bottles made from polyethylene terephthalate (PET), a harmful fossil fuel/petroleum-based material. This review focuses on the recent development of recycling techniques of PET waste and their potential applications including fiber production, nanofibrous membrane, air filtering materials, water filtering materials, reinforced concrete formation, energy harvesting etc. In addition, the two most promising methods for recycling: chemical recycling and mechanical recycling are discussed. The most appropriate technologies and waste disposal procedures are suggested for energy harvesting based on the socio-economic aspects of the problem. The recent progress of this topic has been discussed. The prospect of these recycled bottles has been mentioned at the end of the article.
Introduction
Natural environment of air, water, soil etc. getting polluted by waste toxicity that causes adverse alteration in climate.1–6 Climate change caused by environmental pollution is one of the most vital threats to life existence on earth.7–11 One of the major pollutant wastes disposed to nature is the throwaway plastic bottles made of polyethylene terephthalate (PET); a harmful fossil fuel/petroleum-based material.12–18 Polymerization reactions of ethylene glycol with terephthalic acid or dimethyl terephthalate produce PET.19–22 It is inexpensive, lightweight and resilient to microorganisms, light etc. 23 For these excellent properties and high profitability bottles made of PET become popular for water, soft drinks, and other beverages packaging.24–26 Recycling of PET has gain popularity among the researchers and industrialist over the years.11,27–31 Statistics show that during the year 2020 about 1.5 billion plastic bottles were thrown into nature every day adding more than 500 billion plastic bottles in a year.32–36 On the other hand, these PET bottles do not naturally degrade (or breakdown) into small parts, instead circulate in soil and ocean for many years as well release harmful elements to the environment.33,37–45 So, starting from 1941; first manufacturing PET bottles, many trillion wastes has been accumulated in nature and polluting the earth’s environment alarmingly.38,46,47 At this rate, forecasting determined that the amount of PET bottle waste thrown everyday will be tripled by 2050 and the ocean will have more plastic than fish by weight scale.38,43,48–50
From manufacturing process to waste management PET bottles release toxic matter into nature and toxics being migrated to the human body cause negative effects on human health.17,22 To find the best potential way of reducing waste; the most useful concept is life cycle assessment (LCA). 51 LCA is the evaluation of the impact any products, processes, or activities have on the environment. Compared with other disposal schemes, LCA shows that recycling of PET waste minimizes significant amounts of bad environmental impact through reducing emissions of greenhouse gas (GHG), and fossil fuel consumption.52,53 So, in order to mitigate the harmful effects of waste bottles, recycling is the best option. Despite destructive effects only a small amount (less than 10%) of PET waste is being processed and reused as recycled PET (r-PET).
Recycling means recovering of waste materials and reprocessing into useful products. This is the process of breaking down or degrading waste into small portions and producing value added products from it again. Two most popular PET degradation methods are chemical method and mechanical method.54–56 Chemical method depolymerizes PET polymer into monomer or oligomer from through hydrolysis or glycolysis process. Mechanical method by name means crashing of PET waste into small flakes by machines processing or melting down by thermo mechanical means. Washing and cleaning of waste PET with a view to remove contamination is also necessary before degradation.57,58
Many innovative and efficient ways of degrading PET bottles are getting popular. For example, supercritical condition ethanol reaction with PET using cobalt or nickel oxides nanocrystal as catalyst gives high yield depolymerization. 59 Enzymatic depolymerization is the most environmentally friendly degradation process but also time consuming. Low productivity limitations of PET hydrolase enzymes can be omitted by addition of a disulfide linkage which increases thermal stability and improves specific activity rate through mutagenesis with 2-HE(MHET)3 substrate. 60 Microwave assisted aminolysis depolymerization process can produce different terminal group coupled monomers by using different amines from waste bottles and can be reused as resin for fabrication of plastic films or as plasticizers. Beside this usage r-PET have tremendous potential application fields. Replacing r-PET as the raw material with virgin PET (vPET) for new items is more sustainable since this saves natural resources, and energy in production.56,61
Application of r-PET is getting attention by many sectors in recent years. Building materials reinforced with recycled fiber have been developed that improves building strength while reducing cost. Production of woven/nonwoven fabric, filter, composite or other special textiles from r-PET seem to have great future potential. As companies and brands in the textile industry are adopting a sustainable production approach by recycling waste and optimizing resource consumption.56,62–66 However, as based of our knowledge, a critical review on the techniques, applications, and prospects of recycled PET Bottle have not been reported yet. Therefore, we reviewed the most recent inventions made by researchers on the applications of r-PET.
PET based materials recycling process
Recycling refers to the recovery and reprocessing of waste materials. It involves breaking down or decomposing waste to produce value added products. Polyethylene terephthalate degradation is commonly undertaken using chemical method and mechanical method.19,67–70 In Figure 1 the routes recycling of textile wastes has been illustrated from raw material to customer. It also illustrated the open loop and close loop recycling. The routes used for reuse and recycling of textile wastes.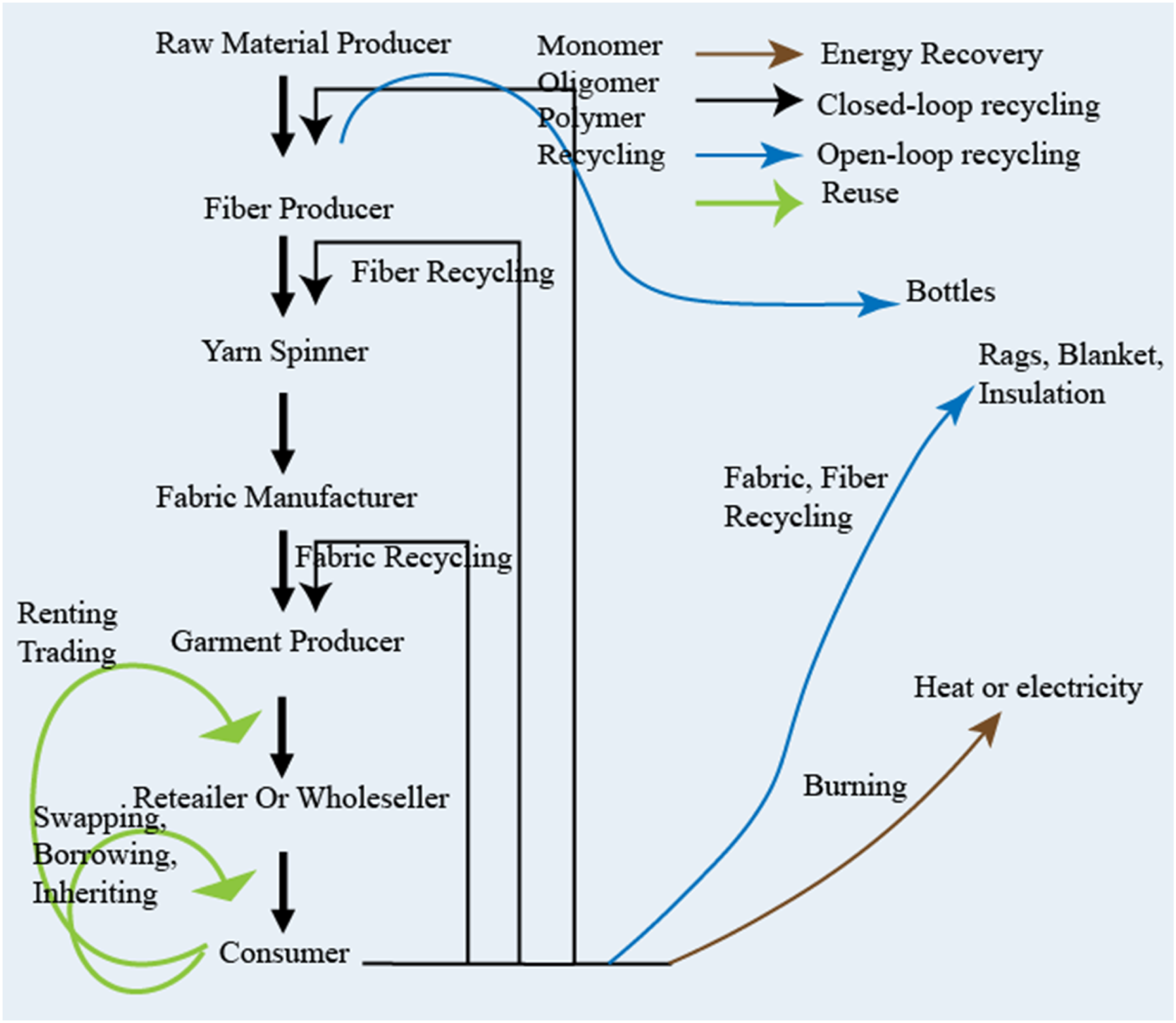
Mechanical recycling
By definition, mechanical methods involve the crushing or melting of PET waste into small flakes by means of machinery. It is also necessary to wash and clean PET waste to remove contamination before it is degraded.
The basic procedure of mechanical recycles of PET bottles
Here is the procedure involved in mechanically recycling PET bottles.
Shredding
Waste bottles are either shredding dry or after passing through a prewash basin Figure 2. Polyethylene terephthalate material is crushed to a size of 10–12 mm so that it can be recycled. Polyethylene terephthalate waste blades aren’t very durable since it is a hard material. As a result, prewashing or wet crushing of PET bottles reduces dust in the material and extends the life of the crushing blades. Also, PET blade grinding machines are required for PET recycling plants.
55
The procedure involved in mechanically recycling PET bottles.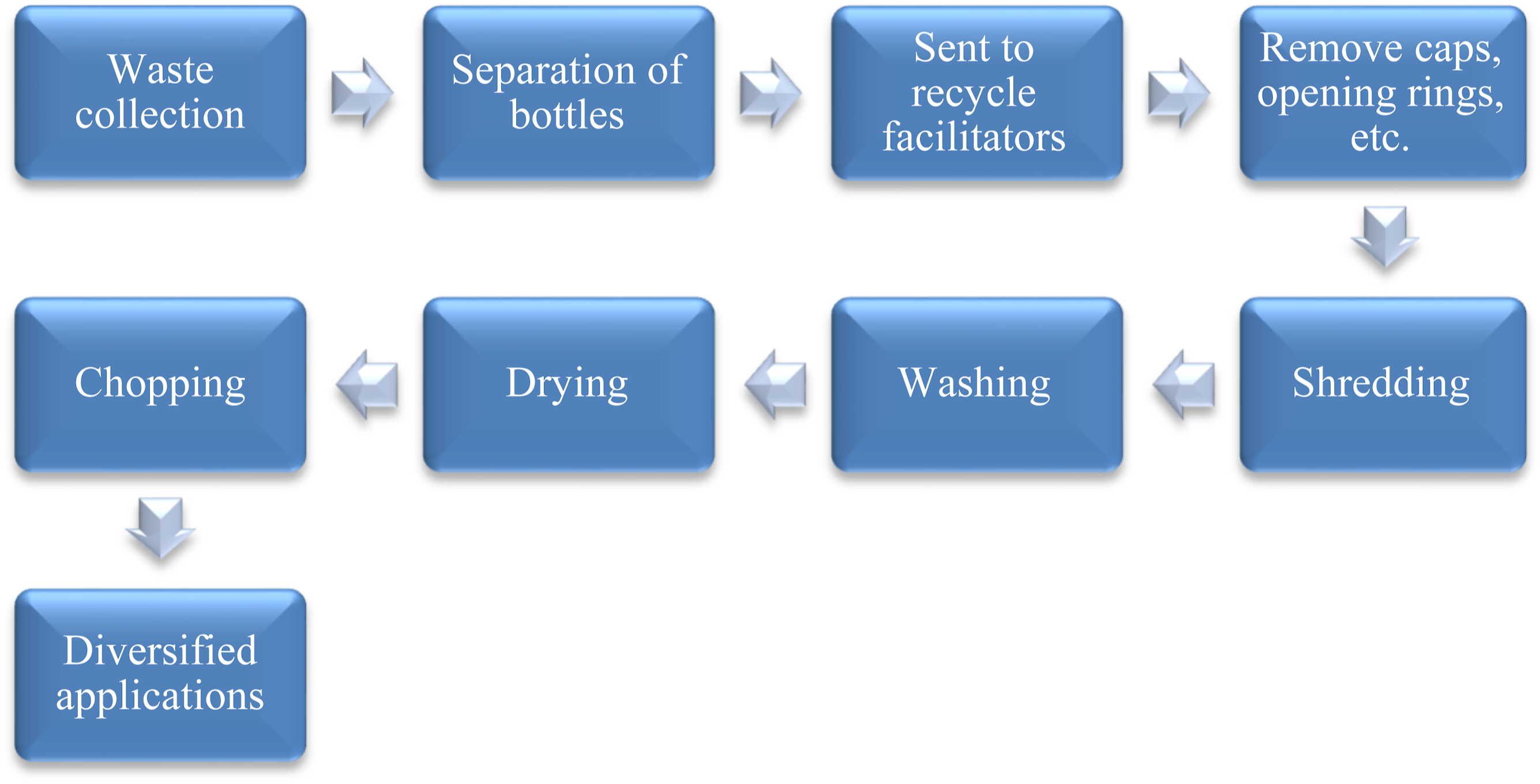
Washing
Polyethylene terephthalate bottles are washed in order to remove floating plastics, like labels and caps, from the crushed bottles. This process should, however, also be designed so that unwanted impurities (such as oil, cola, sugar, and adhesives on the labels of PET packages) can also be removed. Flotation sinks are used in the first washing unit to collect crushed PET pieces. Polyethylene terephthalate has a higher density than water so it sinks. Due to their low density, polyethylene (PE) and polypropylene (PP) such as paper, covers, and labels will float.
Drying
Drying reduces the moisture content of PET caused by washing to less than 3% and removes dust particles from the PET fractures through centrifugal holes. Typically, PET is dried at 140°C for 3–7 h to ensure that it does not contain more than 0.02% water. More than 0.02% water is not allowed in PET particles under typical operating conditions, and PET particles are usually dried at 170°C for 6 h to attain this water content.
Hydrolytic disintegration of particles is also reduced when the moisture content of the particles is reduced. Another fine chopper can optionally be used to process the dried PET chips.
Chopping
Chopping produces smaller waste PET materials, resulting in better processing for future stages. According to certain sizes, the degree of chopping is generally adjusted. After the chopping process, PET flakes are produced. 55
Chemical recycling
Recycling chemicals involves depolymerization, purification, and then repolymerization. Modifying PET into its monomer as a chemical raw material is the best method of recycling post-consumer waste. Each polymer has its own unique chemical properties. Polyethylene terephthalate consists of partial crystals. The crystalline structure is tensile and strong. There are so many technologies to many ways to recycle PET and obtain recycled PET, such as in packaging, textiles. 61
Chemical recycling involves a variety of processes such as glycolysis, methanolysis, hydrolysis, ammonolysis, and aminolysis, all carried out at high temperatures and with catalysts. Figure 3 shows that the chemical-based recycling process. PET chemical recycling process.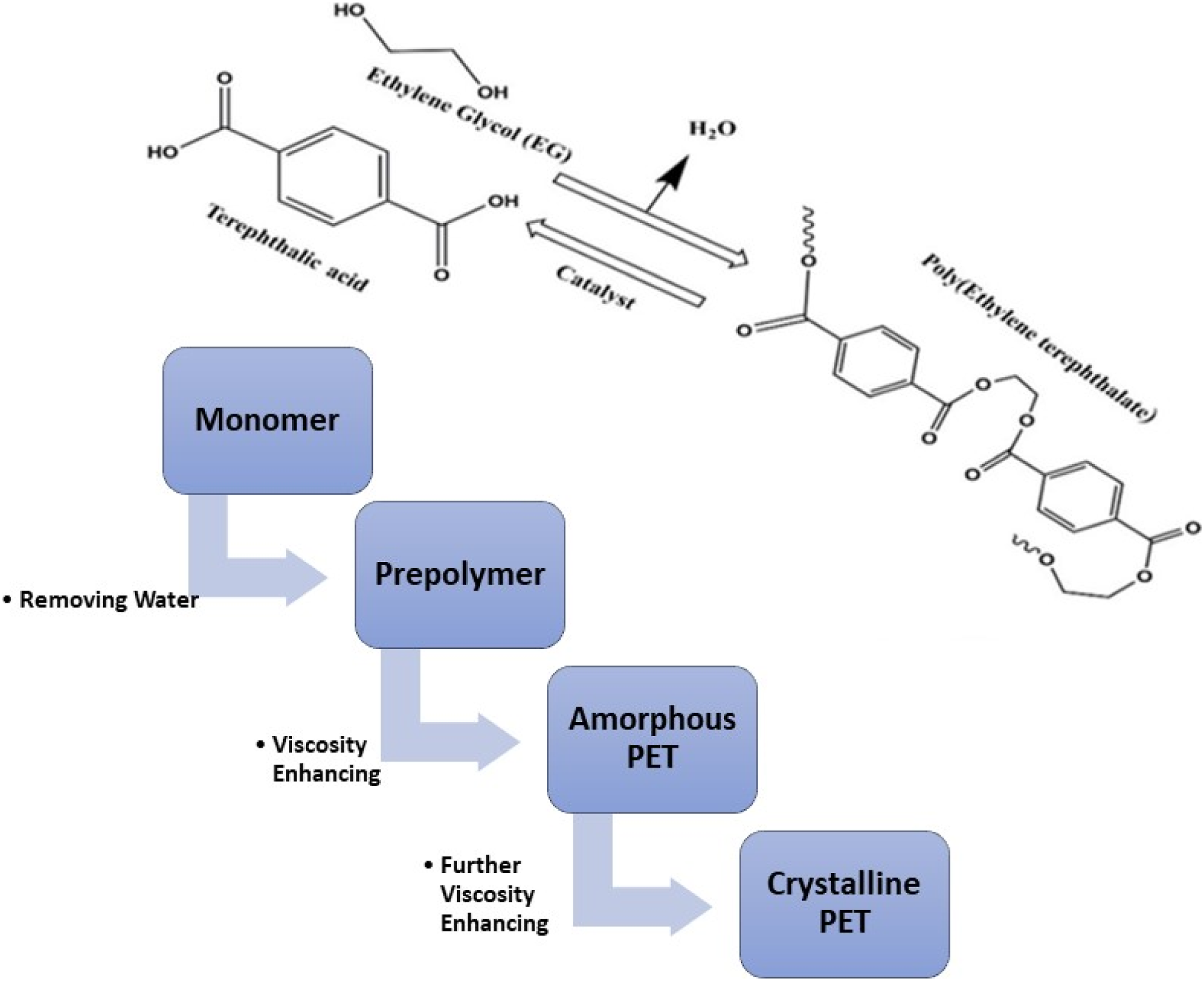
Polyamides (PAs), for example and polyesters are condensation polymers that are cracked by breaking the ester or amide long chains. The relatively stable carbon chains of polyolefins (polyethylene and polypropylene) must be broken. 71
Chemical recycling of PET targets the complete breakdown of PET into several monomers, such as TPA, DMT, BHET, and EG. The advantages and disadvantages of chemical recycling methods for PET have already been discussed by Paszun and Spychaj. 56 By depolymerizing PET, the chemical reaction of PET formation is reversed. Furthermore, PET can degrade into its monomer or into other chemical substances. 72
Applications of recycled PET
Fibrous materials from recycled PET
Polyethylene terephthalate consumption accounts for the lion’s share of today’s environmental crisis. This results in environmental concerns and a desire to improve PET recycling and reuse technologies. Polyethylene terephthalate can be recycled into fibrous materials then produce flexible yarn and fabrics from r-PET. One of the famous fibrous materials made from PET is polyester, which has huge demand in the textile industry. The process of producing polyester form r-PET has illustrated in Figure 4. Instead of virgin PET, using recycled PET for manufacturing polyester is more sustainable and profitable, and is getting attention. In order to reduce environmental impact, many different recycling techniques have been developed. The following are a few essential methods for recycling PET and some innovations will be mentioned. The process of producing recycled polyester fiber from r-PET bottles.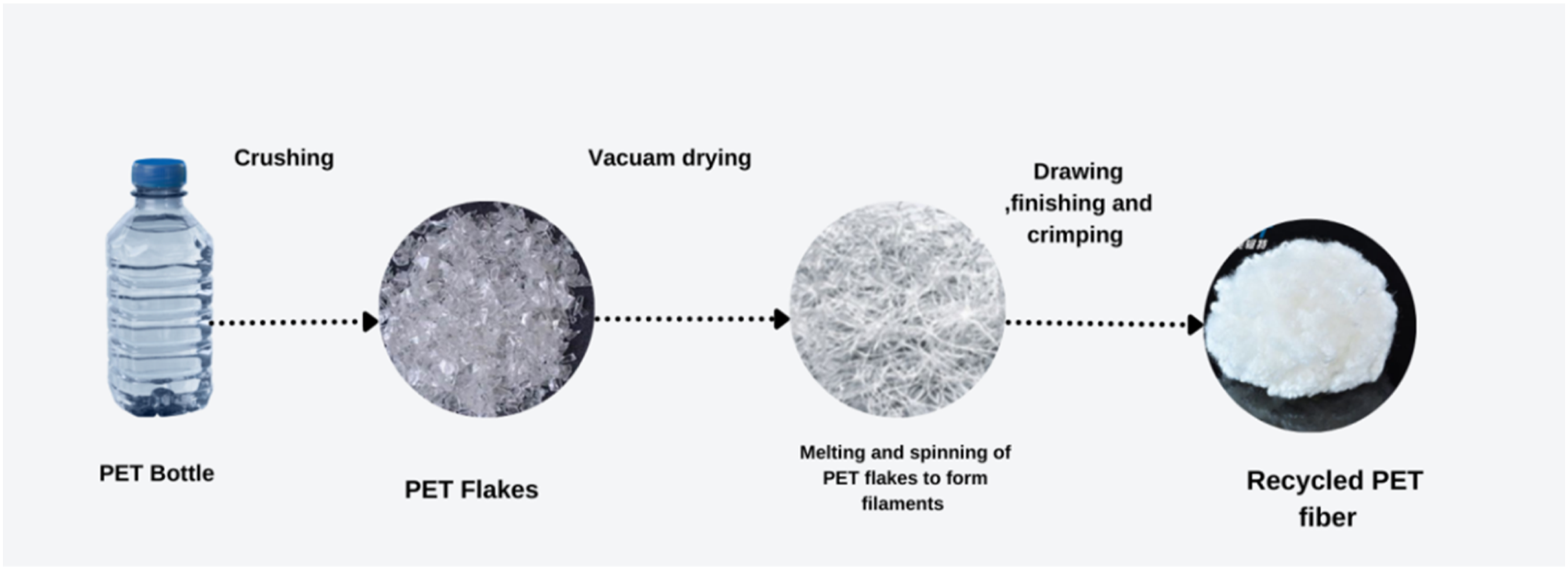
Most popular recycling process is to make fiber from throwaway plastic bottles that can be classified as chemical or mechanical. Chemical recycling breaks down the old plastic into its original monomers via glycolysis, hydrolysis, or methanolysis. A polymerization process is then used to produce new plastic granules. Thus, recycled materials are of very similar quality to new materials and can be used to make high quality fiber. The chemical process requires greater energy consumption than mechanical recycling. The fact that this option can only be used by large-scale producers due to the high capital requirement means it is only available to enterprises that can meet the required capacity annually. To date, mechanical recycling has thus been the predominant recycling method. Waste plastic is directly melted without chemical decomposition.
To contribute to sustainability, many major fashion brands are now producing recycled polyester (r-PET) textile materials from PET bottles. It follows that r-PET-containing textiles will be produced at a greater volume. The ring and rotor spinning systems are the only parts of the machine that can be optimized to produce r-PET fiber today. Sarioglu et al. investigated the spinnability of r-PET fiber in the vortex spinning system. 73 A green textile made from recycled PET bottle fibers was blended with cotton and viscose in various blending ratios, and yarns were spun in-ring and vortex spinning machines. An analysis of the results determined the strengths, the elongations, the unevenness (Cm%), the imperfection index (IPI), and the hairiness of the specimens. Further, the yarn production method, yarn composition, blending ratio, and yarn composition all contributed significantly to the investigated yarn properties. In their extensive study on mechanically recycled polyester fibers and fabrics, Majumdar et al. reported results that were truly impressive. Crystallinity and tensile strength of recycled polyester fibers are lower than those of virgin polyester fibers. 74 With an increase in the percentage of recycled polyester, the transmission properties of fabric, such as air permeability and moisture vapor permeability, remain unchanged. Nevertheless, with the addition of recycled polyester, woven fabrics’ shear and bending rigidities tend to increase (30%–42% and 9%–26%, respectively). As a result, the fabric becomes stiffer and less pliable when recycled polyester fiber is used, and thus they cannot be compared on the basis of life cycle or other analysis.
In an investigation and comparison with fiber grade PET (FG-PET) and recycled bottle grade PET (r-PET). Ahmed et al. also studied the texturability of filament yarns made from the two materials. It was found that the crystallinity of textured yarn produced from r-PET and FG-PET was greater than that of semi-drawn yarns. Moreover, the lateral dimensions of the r-PET crystals are fairly well defined. The texturing process shows nearly identical results for two polymer yarns. Based on the results of their experiment, it was found that r-PET can provide filaments with adequate confidence and is a perfect feedstock for drawing and texturing. Cationic dyeable polyester made from waste polyethylene terephthalate is another exciting use of r-PET. 75 Albini et al. presented a study on the mechanical and structural properties of recycled PET fabrics. To meet automotive requirements, they were compared to current production virgin PET fabrics. Virgin and recycled PET fabrics were tested for tensile strength, tear strength, and structural and aesthetic wear resistance. 76 Almost all fabrics meet or exceed automotive requirements for tensile and tear strength. In spite of its excellent mechanical performance, r-PET PC/PI fabric cannot be used to cover very contactable areas, such as the back and seat. Although its surface has negatively reacted to the aesthetic wear test, it has also been damaged after short usage. As a covering textile, it is ideal for lateral zones and door panels.
Nanofibrous membrane from recycled PET
Nanotechnology is the study of novel nanometer size materials called nanomaterials. Extruding r-PET polymer solution through the electrospinning machines can produce nanomaterial from throwaway bottles which have many intelligent characteristics resulting in multiple advantageous applications. Bonfim et al. produced novel air filters from electrospinning r-PET and modifying with trifluoroacetic acid (TFA) and dichloromethane (DCM).
77
As nanofibers size decreases fibers mechanical strength increases and up to 99% efficiency of nanoparticles collection from air at low-pressure drops (19.4 Pa) was obtained from r-PET nanomats. It has potentially promising applications in high quality factor filter media. A breathable nanofibrous membrane was obtained by electrospinning of r-PET polymer and hexafluoro-2-propanol/dichloromethane mixture solution. Membranes constructed by r-PET nanofiber of 95 ± 37 nm diameter can retain particles around 120 nm size with 98% efficiency. It also achieved breathability of 39 mm/s and 94% water vapor permeation is favorable for use in mask, personal protective cloth.
78
In the Figure 5 the mechamism of the PET bottle based nanofilter media as a face has been illustrated. Mechanism of PET bottle based nanofilter media as a face mask.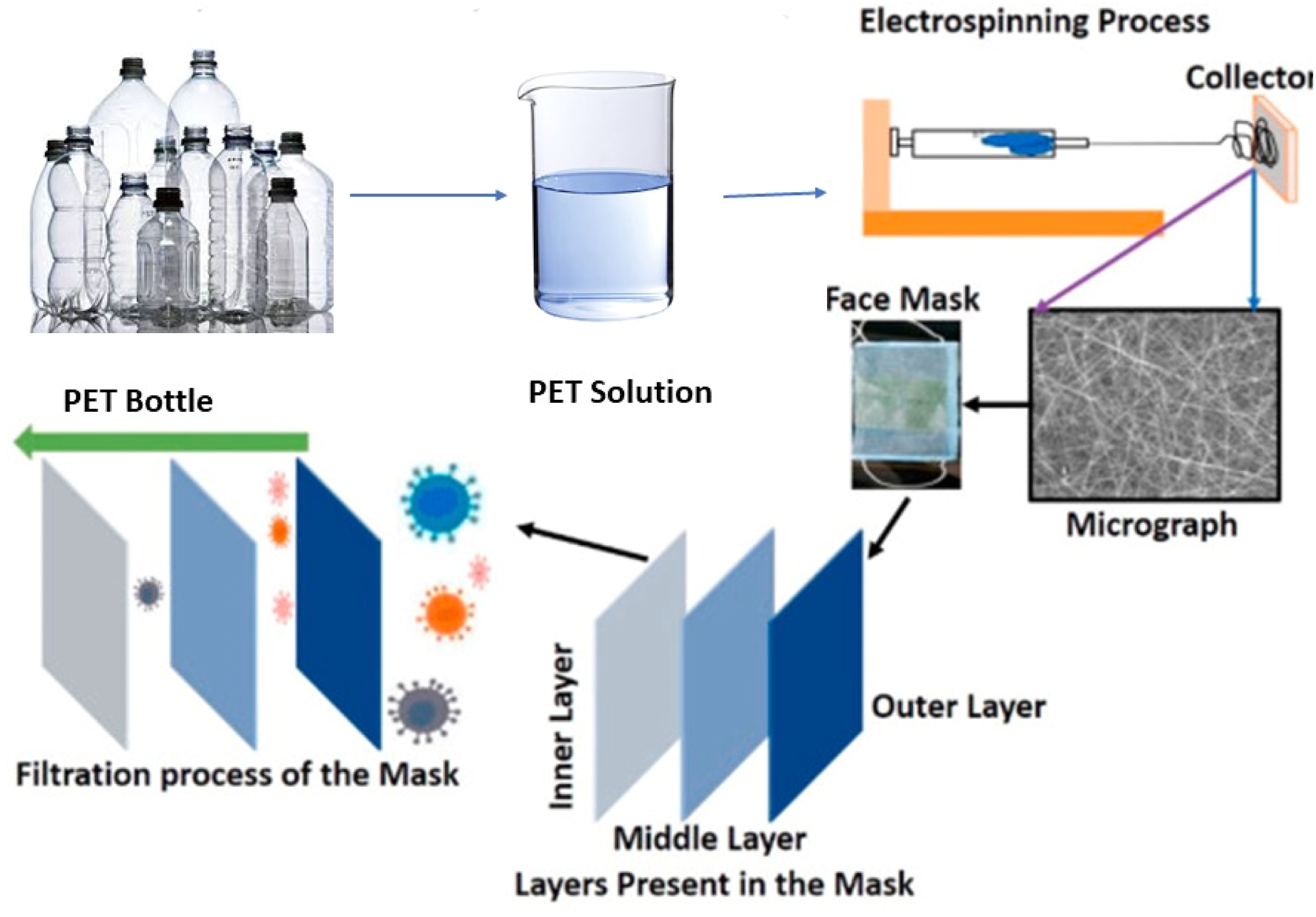
Oil can be separated from water using r-PET fibrous membrane prepared via electrospinning process and then dip-coated with polydimethylsiloxane (PDMS) to improve the water trespass pressure. The PDMS-functionalized r-PET membranes can separate oil-water mixtures effectively in high flux 20,000 Lm−2 h-1 with a good separation efficiency of 98% thus has potential industrial application. 79 Nanofibrous r-PET filters modified with dibenzo-18-crown-6 (DB18C6) or crown ether can remove methylene blue (MB) dye particles from aqueous solutions. 80 Dye adsorption amounts increase with increase in adsorbent contact time, solution temperature and dye concentration. 81 Zhou et al. reported catalyst free fabrication process of converting waste PET bottles into fibrous carbon nanomaterial (FCN). 82 Elessawy et al. developed an innovative synthesis method for producing functionalized magnetic fullerene nanocomposite (FMFN) from r-PET using ferrocene as a catalyst via thermal decomposition process. 83 Both FCN and FMFN can be used in smart textile applications such as stretchable sensors, energy generators etc. By electrospinning scrap PET into three-dimensional (3D) nanofiber aerogel afterward dipping it in a dopamine, trizma solution will make a triboelectric nanogenerator. The maximum value of voltage and current were found to be 67.7 V and 9.4 µA, respectively. This can also remove heavy metal contamination from polluted water. Pb(II), Hg(II), and Zn(II) removing efficiency was found 94.5% to 98.3% in optimum condition. 84 Özkal, A. and F.C. Çallıoğlu have tested the capacity of sound absorption of the nonwovens produced from r-PET fibers.
Energy harvesting
Research has been conducted in recent years on the development of harvesting renewable, clean, green energy as a solution to the global energy crisis of current time. Over the last few years, significant research has been conducted in the field of energy harvesting, including triboelectric energy harvesting device, hybrid biofuel nanogenerator with triboelectric capacity for bioenergy harvesting, additive manufacturing method for designing devices that harvest energy from laboratory waste. The energy harvesting nanogenerator based on recycled sunflower husk powder has been reported. 85 Besides, additive manufacturing methods for designing devices that harvest energy from laboratory waste for self-sustaining applications have been reported. 86 Xu et al. developed the TEMPO membrane consisting of oxidized cellulose nanofibers and is used to harvest energy depending on concentration gradients. A conical variable-channel porous PET substrate membrane and nanoporous TOCNs membrane are directly prepared for nanofluidic devices that harvest osmotic energy and rectify ionic transport. In addition to its well-tunable geometry and high charge density, TEMPO radical (TEMPO) oxidized cellulose nanofibers (TOCNs) nanofluidic device provides attractive characteristics for controlling ion flow. 87 Muthu et al. reported enhancing the performance of triboelectric nanogenerators by using 3D-pattern lasers for energy harvesting. 88 The design of a triboelectric energy harvesting device based on stainless steel/MoS2 and PET/ITO/PDMS for use in potentially smart healthcare devices. 89 The use of polymer materials like PET and polymethyl methacrylate (PMMA) in electrolyzing wearable electronics by harvesting mechanical energy has become increasingly common. It is noteworthy that the probable effects of PET and PMMA production plants have not yet been compared at that time, and Mahmud et al. examines the ecological profiles of PET and PMMA. 48 Li et al. reported the hybrid biofuel nanogenerator with triboelectric capacity for bioenergy harvesting. They have successfully developed a hybrid energy harvesting system (HEHS) that used TENG and GFC, generating biomechanical energy as well as biochemical energy at the same time. 90 Wang et al, describes a novel humidity-resistance and wind direction adjusting triboelectric nanogenerator that harvests wind energy and senses speed. 91
Integrated pyrolysis process was used with a refinery distillation bubble cap plate column to optimize the generation of liquid gasoline from PET. Depending on the pyrolysis temperature, different liquid fuel characteristics are obtained. 92 Bukkarapu et al. produced gaseous hydrocarbons and synthetic gas from plastic waste bottle is two types of flammable gaseous fuels that can be used as a source of sustainable energy to power automobiles. Gaseous hydrocarbons formed at normal temperature and pressure conditions (NTP) are the by-products of the plastic pyrolysis. Lam et al. Microwave vacuum pyrolysis of waste PET and make oil by waste reduction and sustainable energy conversion. Microwave vacuum pyrolysis of waste plastic and used cooking oil for waste reduction and sustainable energy conversion. 93 The overall efficiency of the pyrolysis process of plastic waste can be improve. 94 Catalysts play a crucial role in improving process efficiency by focusing on a specific reaction and lowering the temperature and time required. Sharuddin et al. research focused on the thermal and catalytic destruction of plastics via the pyrolysis process, as well as the main elements that influenced the final end product, such as oil, gaseous, and char. This report also includes a discussion of the liquid fuel qualities and a discussion of many viewpoints on optimizing the liquid oil production for each material. 95
Air filtration
Another major issue in contemporary society is air pollution. Globally, seven million people die every year from environmental pollution, mainly from particles in the polluted air. 96 Microorganisms such as viruses, bacteria, and fungi that are airborne can also be grouped under particulate matter, or bioaerosols as they range in size from submicroscopic particles (0.01 mic m) to particles larger than 100 mic m. easily carried by the wind and can float for a long time in the atmosphere. 97
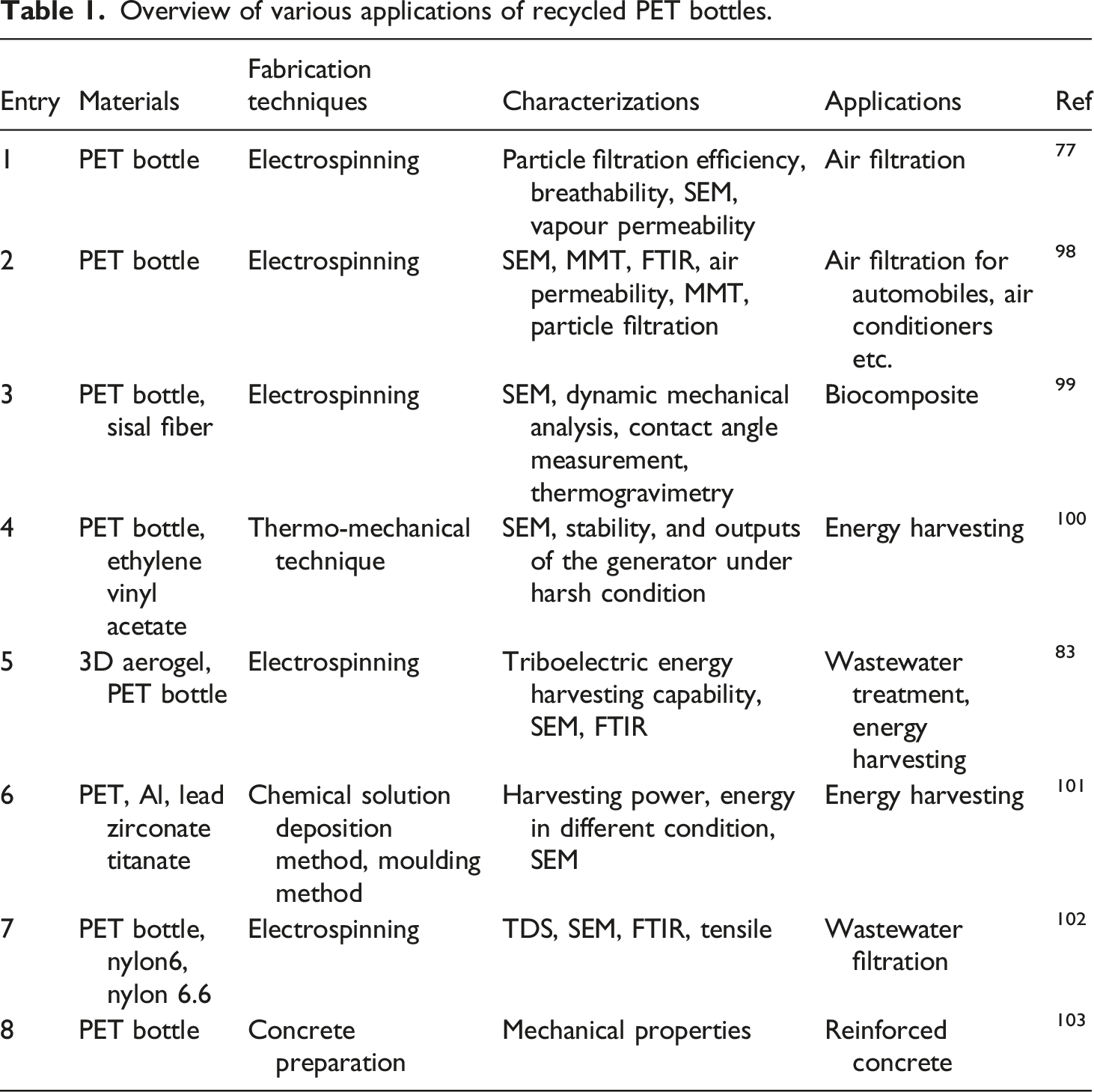
Overview of various applications of recycled PET bottles.
Šišková et al. developed a recycled polyethylene terephthalate nanofilter by electrospinning to enhance the filtration efficiency. They found that filtration efficiency for filtering particles larger than 120 nm was more than 98% for nanofiber membranes with a diameter of 95+−37 nm. 106
Li et al. published research on annealing procedures using a flexible PET mask reinforced laser and F-doped SnO2 films: Morphology, structure and photoelectric properties. 107
Water filtration
Polyethylene terephthalate recycling for water filtration has been an area of significant research interest in recent years, with several studies exploring the effectiveness of recycled PET as a filter medium.
Quispe et al. 108 study found that the recycled PET filters were effective in removing suspended solids and organic matter, but less effective in removing nutrients such as nitrogen and phosphorus. Another study published in the Journal of Cleaner Production also found that recycled PET filters were effective in removing organic matter, but less effective in removing bacteria. 109
Hahladakis et al. highlighted the potential for leaching of toxic compounds from recycled PET filters, particularly under high temperature and high pH conditions. The study recommended further investigation into the potential health and environmental risks associated with the use of recycled PET filters. 110 Zhang et al. shows the importance of considering the source of the recycled PET material, as different sources can have varying levels of contamination and affect the effectiveness of the filters. 111
Overall, while recycled PET shows promise as a filter medium for water treatment, these studies highlight the need for careful consideration of its limitations, particularly with regards to nutrient and bacteria removal, potential for leaching of toxic compounds, source of the recycled material, and long-term durability. Further research is needed to address these limitations and optimize the use of recycled PET in water filtration applications.
Reinforced concrete preparation
Polyethylene terephthalate recycling for reinforced concrete has gained significant attention in recent years due to its potential to reduce waste and promote sustainability in the construction industry. Several studies have investigated the use of recycled PET as a replacement for traditional reinforcement materials such as steel bars.
Merli et al. 112 study found that the use of recycled PET fibers improved the durability and mechanical properties of the concrete, but only at low fiber volume fractions. Sulyman and his colleagues 113 shows that the use of recycled PET resulted in a significant reduction in the weight of the concrete beams without compromising their structural performance. Al-Hadithi et al. 114 used recycled PET fibers to improve the flexural strength and ductility of the concrete, making it a promising material for use in earthquake-prone regions. Laria and colleagues reported PET based composites mechanical properties to construction applications. 28 Subramanian and his team 115 highlighted the need for careful consideration of the environmental impact of the production process for recycled PET fibers, as it can involve energy-intensive processes that may offset some of the sustainability benefits.
Overall, while recycled PET shows promise as a reinforcement material for reinforced concrete, these studies highlight the need for careful consideration of its limitations, particularly with regards to the volume fraction, environmental impact of production, and long-term durability. Further research is needed to optimize the use of recycled PET in reinforced concrete applications.
Conclusion and future outlook
Despite having many challenges, the PET bottle has been used in various fields including air filtration, water filtration, fiber production, energy harvesting, and many more with a bright prospect. The researchers in this field have paid a great deal of attention to applying this in different new fields. Rapidly growing amounts of plastic waste are creating environmental and economic problem unless recycled. So, all recyclable bottles should be recycled to decrease pollution, and conserve the environment and energy. Recycling of PET is very sustainable as it saves natural resources, and energy in production hence lowering the release of greenhouse gas and use of chemicals. In this regard, these have a great prospect because the world is conscious of pollution. Therefore, quite a lot of companies are using recycled PET in production. Many sporting goods companies and the fashion industry have started using recycled materials more and more. In the coming years, this trend is probable to inhabit many more companies. Hence, recycling is a foreseeable method for a greener planet, and for making our world suitable for the next generations in the finest possible form, and this review could be used as a state of art for researchers and industrialists.