
Abstract
In this paper, the 3D-printed textured samples are fabricated using fused deposition modelling (FDM) process for two different polymers such as ABS and PLA. The primary objective of this study is to investigate the influence of printing parameters on the tribological characteristics of 3D-printed textured samples. Here, the four major FDM printing parameters such as layer thickness (LT), nozzle temperature (NT), line width (LW) and printing speed (PS) are considered for the study. Whereas, the tribological characteristics of 3D-printed textured sample such as wear rate and friction coefficient are considered as output responses. The present experimental study is carried out based on the response surface methodology to evaluate the effect of these FDM printing parameters on the tribological characteristics of textured samples. These experimental results show that the line width is the most significant printing parameter followed by layer thickness. Whereas, the printing speed is the third most significant printing parameter. Furthermore, the optimized value of printing parameters for ABS and PLA are evaluated by using grey relational analysis. For the ABS polymer, the optimal value of printing parameters as layer thickness = 0.1 mm, nozzle temperature = 230°C, line width = 0.28 mm and printing speed = 75 mm/s. Whereas, for the PLA, the optimal value of printing parameters are: layer thickness = 0.14 mm, nozzle temperature = 220°C, line width = 0.31 mm, and printing speed = 50 mm/s. In addition, However, the wear rate first decreases with the layer thickness and nozzle temperature and then increases. The wear rate linearly increases with the printing speed.
Keywords
Introduction
In recent advanced technology, the uses of three-dimensional (3D) printed products are increased drastically. This is because there is a need of high-strength products to obtain better performance with higher reliability. All these features can be obtained in the fabricated product only by the 3D printing technique. The significant advantages of 3D printers are homogeneous, strong, and lightweight parts, minimum wastage, make complex shape objects with accuracy, fast production, cost-effective due to automatic operation and environmental friendly.1–3 Due to these advantages, the applications of 3D printing are increasing significantly in various areas such as aerospace, automotive, food, etc.4,5 There are various methods to develop the 3D printed parts: fused deposition modelling, selective laser sintering etc. Among these fused deposition modelling is widely used due to its ease to fabrication and also used in the present study. During the fused deposition modelling, the mechanical characteristics of developed 3D printed samples is majorly depend upon the printing parameters. Moreover, in recent technology, most of 3D printed products are designed with surface texture to improve its tribological performance. Therefore, the authors analyze the influence of printing parameters on the tribological performance of 3D-printed textured samples.
During the fabrication process, the thermoplastic polymer is extruded through the nozzle in the molten material, deposited on the heated bed as a layer height, and solidified in the CAD model’s shape. In 3D printing, various printing parameters such as layer thickness, nozzle temperature, printing speed etc. can affect the tribological performance of developed 3D samples. Some studies shows the FDM process developed the samples with an isotropic characteristics. The developed samples by the FDM process have more compressive strength compared to tensile strength. 6 Lee et al. 7 performed the optimization study on the FDM printing parameters by the ANOVA analysis. This study results show that the minimum layer thickness is more significant for the better performance of 3D printed sample. However, some study evaluated the effect of printing parameters such as layer thickness on the mechanical strength and surface quality of the developed 3D printed samples. 8 The study results shows that the tensile strength decreases with an increase in layer thickness. Similarly, the effect of layer thickness on the surface quality is also investigated. This study results shows that the surface of printed samples becomes smooth as the layer height decreases. 9 Moreover, the tribological characteristics of printed samples is also influenced with the layer thickness. The friction forces is reduced significantly for both the polymers (ABS and PLA) with an increase in layer thickness. 10 In the similar way, the FDM process parameter such as model orientation, layer thickness and shell thickness are optimized by using the Taguchi L9 methods for ABS and Nylon polymer. 11 This study results shows that the bonding strength is improves with the thinner layer thickness.
However, the nozzle temperature can also influence printed the mechanical strength of printed samples. Some researchers analyzed the influence of nozzle temperature on printed samples’s microstructure and mechanical properties. 12 The study results show that the density of printed parts is improved with the increase in nozzle temperature due to discharged air pores within the printed samples. In addition to polymer, the effect of FDM process parameters such as nozzle temperature also effect the mechanical strength of fiber-reinforced composite. 13 However, some researcher investigated the effect of nozzle temperature and annealing heat treatment on the mechanical characteristics of printed sample made of PLA. This study results show that the increase in nozzle temperature developed the bonding between the layer and raster. Whereas, the annealing heat treatment increases the crystallinity of the printed samples which leads to improve its mechanical characteristics. With the increase in nozzle temperature, the tensile strength of printed samples is increase. 14 In addition to layer thickness, the line width and printing speed also influence the mechanical strength of fiber-reinforced 3D printed composite significantly. 15 This study results shows that the tensile strength of printed composite reduces with the increase in layer thickness and line width. With the rise in nozzle temperature and printing speed, the tensile properties also gradually reduced. Kumar et al. 16 developed polymeric composite matrix (PLA-PA6/TiO2) to improve the tribological performance (flexural and wear) of printed composite. In this study, authors perform wear test, porosity test, UTM for evaluating the influence of FDM printing parameters (infill speed, pattern and layer combination) on the tribological characteristics of polymeric composite. Similarly, Kumar et al. 17 also developed the composite by reinforced graphene with ABS polymer. The author performed the thermal, rheological and mechanical analysis of Gr-ABS composite matrix. Chang et al. 18 analysed the treated and untreated Zn oxide reinforced ultra-high molecular weight polythene (UHMWP) composite. Whereas, some researcher provides the comprehensive summary about the tribological characteristics (wear and friction) of polymer composite. 19 This study discuss about the various cause of wear (in polymers composite) such as velocity, pressure, temperature etc.
However, dimension instability is also a significant issue within the printed parts made of PEEK filament. This printing instability can influence by the printing speed. With the optimized printing parameters, the printed stability is improved significantly. 20 In addition, the mechanical strength of printed parts (PLA) is influenced significantly by the printing speed and raster directions. 21 To demonstrate the influence of FDM printing parameters, a comprehensive studies are performed.22–25 By the three-point bending test, the mechanical strength of 3D printed sample such as beam (developed with PLA) is investigated by the numerical and experimental study. 22 However, some researchers developed silicon-filled PLA bio-composite by the FDM process and investigated its mechanical and tribological characteristics. 26 By the Taguchi and artificial neural network, the wear of printed samples (developed by the FDM process) are investigated. 27 Some researchers investigated the effect of printing parameters on the surface roughness of printed sample. 28 The analysis of printing parameters such as layer height, nozzle temperature and infill pattern on the tri biological characteristics (friction coefficient and wear rate) for the ABS samples is evaluated based on the response surface methodology. 29 This study results provide the optimal value of these printing parameters as 0.1 mm layer height, 234°C as nozzle temperature and triangle infill pattern.
Many researchers performed the tribological studies in medical applications such as hip prostheses that are developed with the polymer material.30,31 In this study, author evaluated the tribological characteristics (wear and friction) of hip prostheses for different polymer materials. These study results shows that the surface roughness and velocity influence the friction coefficient of sliding surfaces. Liujie et al. 32 evaluated the tribological characteristics of composite sample by the artificial neural network. The study results shows that the contact temperature increases with the increase in wear. Further, author evaluated the influence of carbon/glass fibres on the tribological characteristics of composite sample. 33 In the current scenario, the application of these polymer and 3D printed products are increasing drastically. This is because they helps to reduce the product’s cost and carbon emission in the environment. 34 Due to increase the applications of smart materials (PLA and ABS based 3D-printed products), the wear problem increases drastically that can affects its performance. 35
By considering the information about the printing parameters from the literatures, it is observed that there are various literature related to printing parameters. However, there are very less literature related to the influence of printing parameters on the tribological characteristics of textured samples. To the best of author’s knowledge, there is yet no study on the influence of printing parameters on the tribological characteristics of the textured samples based on the response surface methodology. Thus, the present experimental study is performed to analyze the influence of different printing parameters on the tribological characteristics of the textured samples for two polymers such as ABS and PLA. Here, the four different printing parameters such as layer thickness, nozzle temperature, line width and printing speed are considered for the study. Based on the response surface methodology (RSM), the influence of these printing parameters on the tribological characteristics of the 3D-printed textured samples are investigated. Here, the tribological characteristics of textured sample such as wear rate and friction coefficient are considered as output responses. The significant printing parameters are evaluated for obtaining the better tribological characteristics of the textured sample (for ABS and PLA polymer) based on the ANOVA analysis. Moreover, the multiobjective optimization is also performed for evaluating the optimal printing parameters by using the grey relational analysis (GRA) technique.
Materials and method
In our previous study, the diamond texture is observed as the most significant for the better tribological characteristics of 3D printed samples. Thus, authors considered the diamond texture shapes for the present study. Initially, the three-dimensional CAD model of sample (based on ASTM G99 standard) with diamond texture shape is designed by using SOLIDWORKS software. The fabrication of these textured samples is based on the fused deposition modelling process (FDM).
36
Here, the four major FDM printing parameters such as layer thickness, nozzle temperature, line width and printing speed are considered in the present study (Figure 1).29,37–39 Textured sample with FDM printing parameters.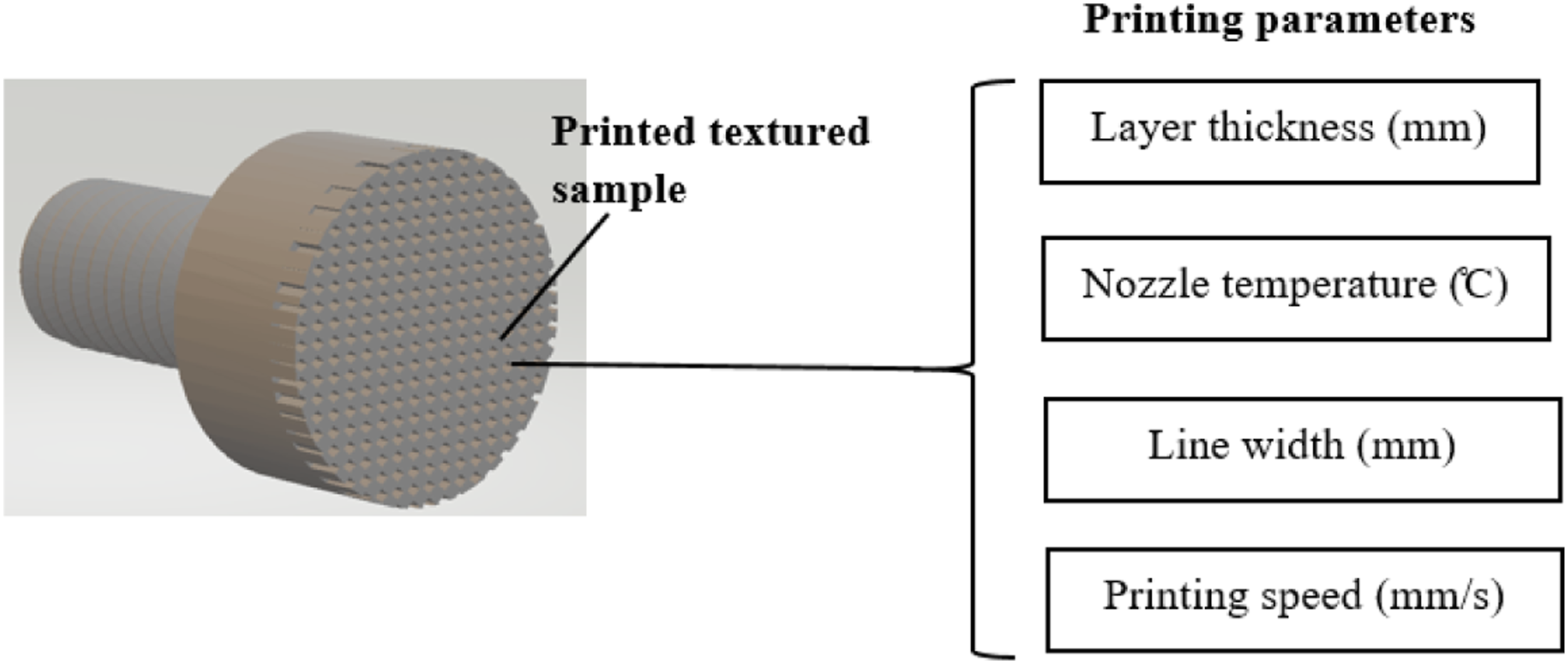
In this study, the diamond shape texture is developed on the head of bolt (sample) to analyze its tribological characteristics by performing the pin-on-disk test. A holder with an internal thread is also developed to hold this textured sample (bolt) on the pin-on-disk experimental setup. The dimension of these two parts are: a holder (55 mm long and 10 mm diameter) and bolt (10 mm length) with head thickness 5 mm. The pitch of thread is 1.5 mm. Here, a screw and holder arrangement is developed for each sample for performing the experiment study, as shown in Figure 2. With the screw arrangement, the tribological characteristics (wear rate and friction coefficient) can be analyzed easily by Pin-on-disk test for various combination of FDM printing parameters. Bolt holder assembly (a) CAD model (b) 3D printed textured sample.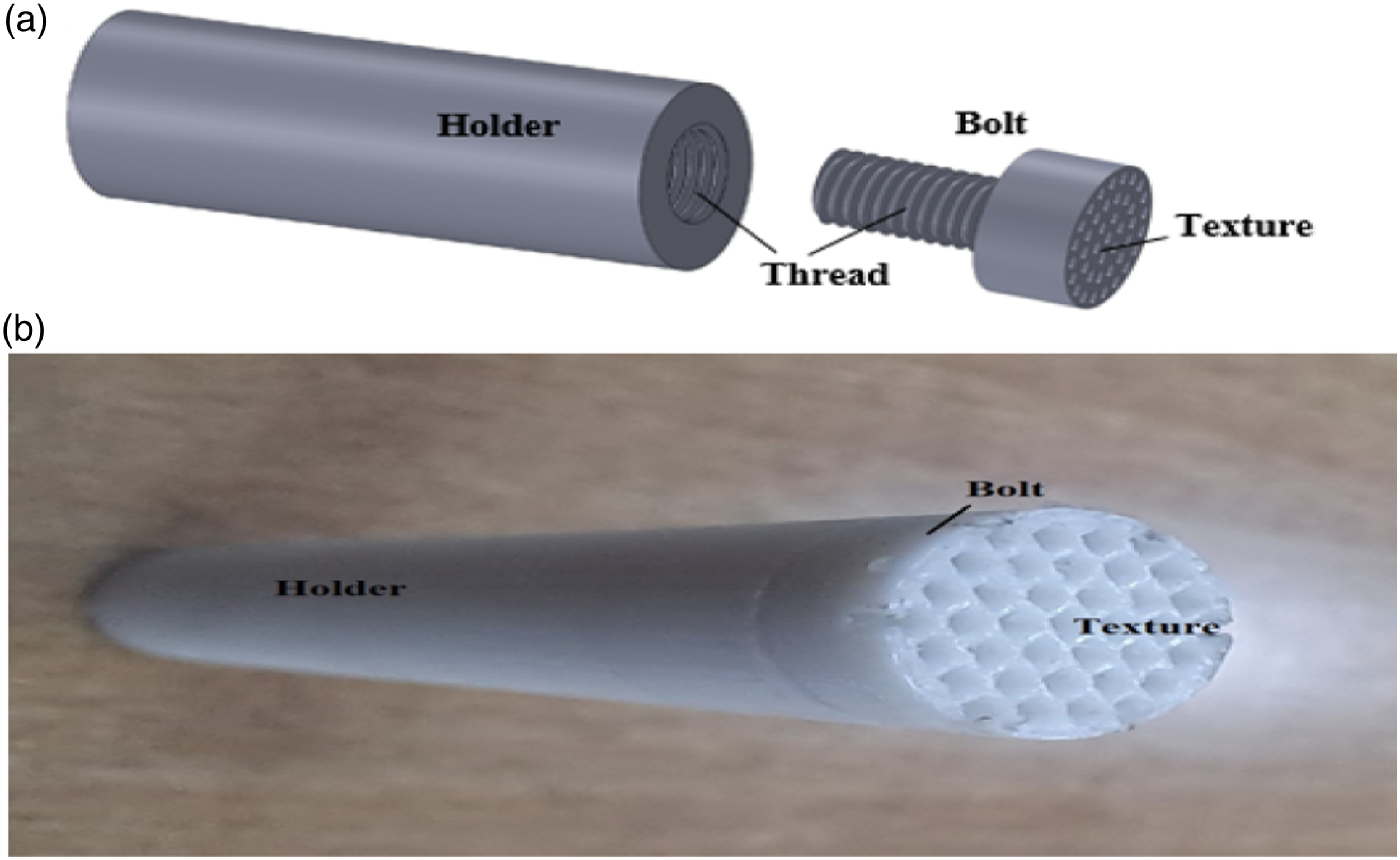
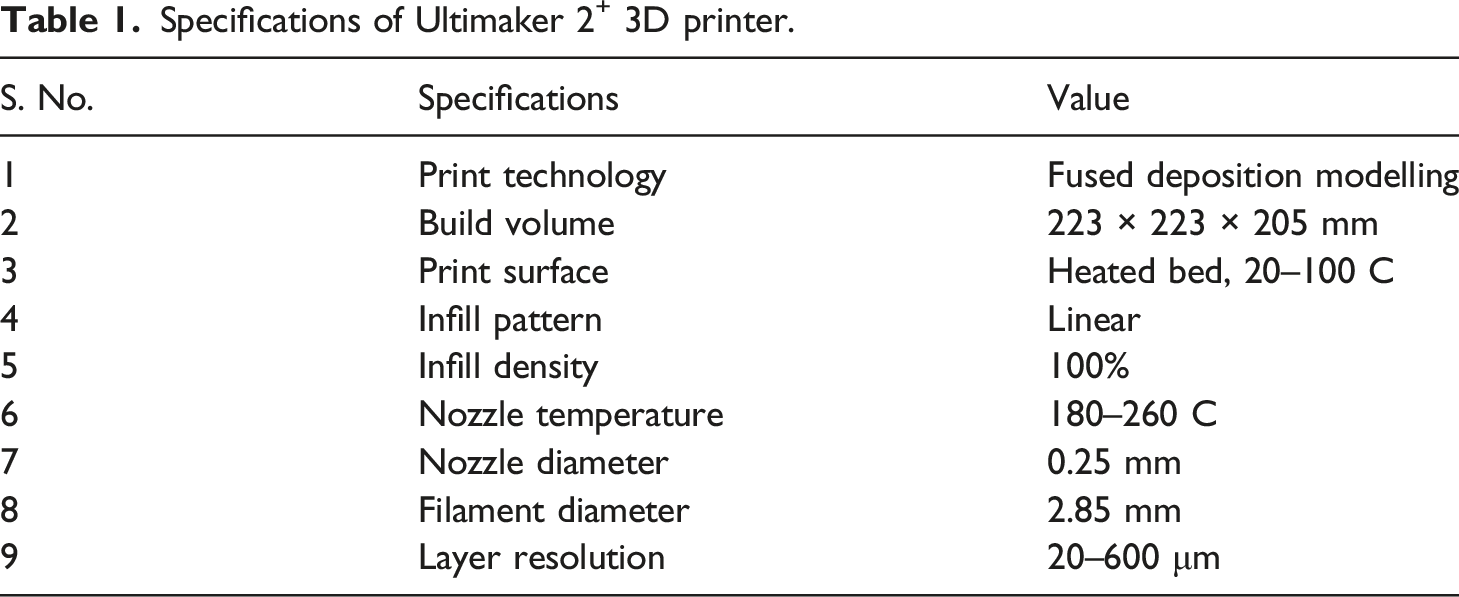
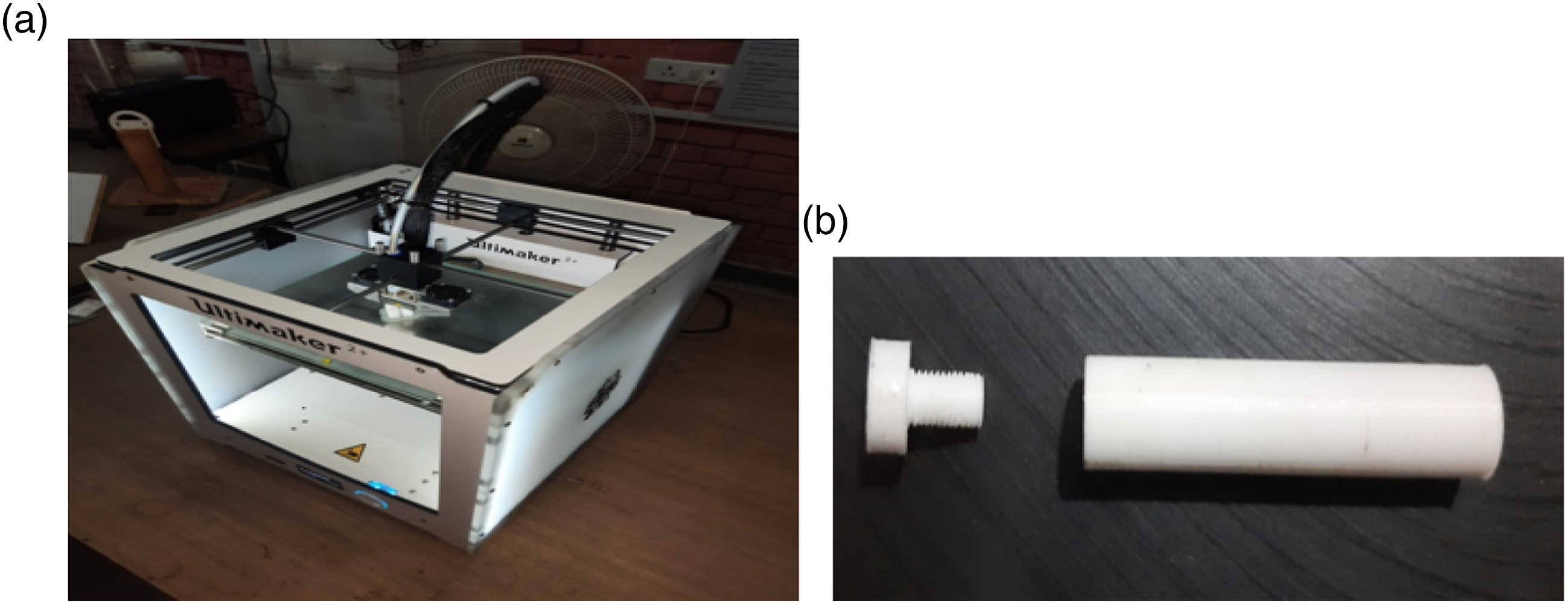
With the fused deposition modelling (FDM), the 3D printed textured samples are developed by using the Ultimaker 2 + 3D printer. While developing the 3D-printed textured samples, the thermal image is captured by using the pocket thermal imager (Fluke PTi120), as shown in Figure 3. The specifications of the Ultimaker 2+ 3D printer is given in Table 1.
40
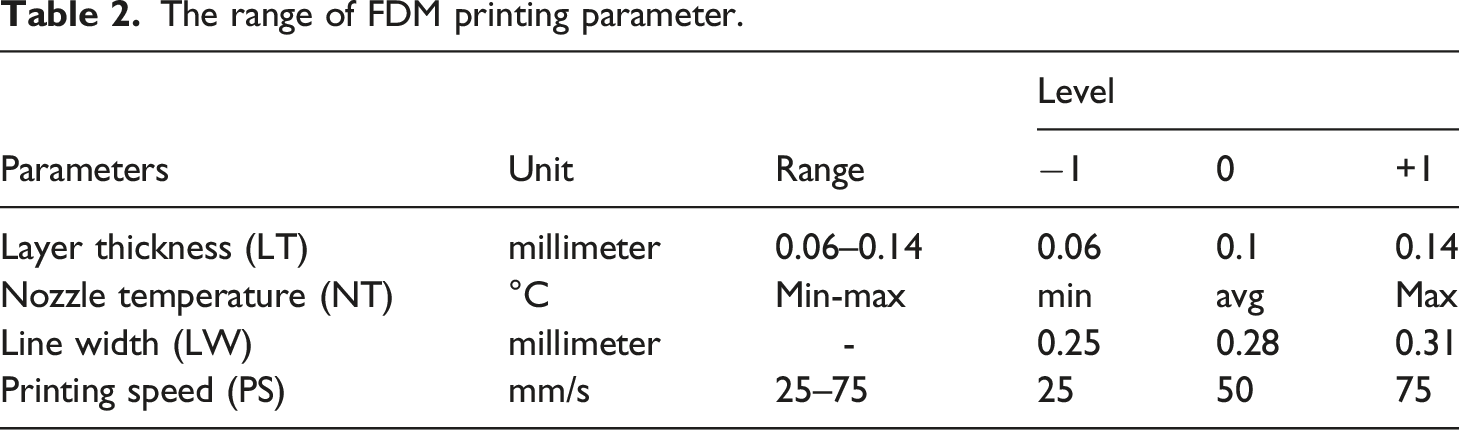
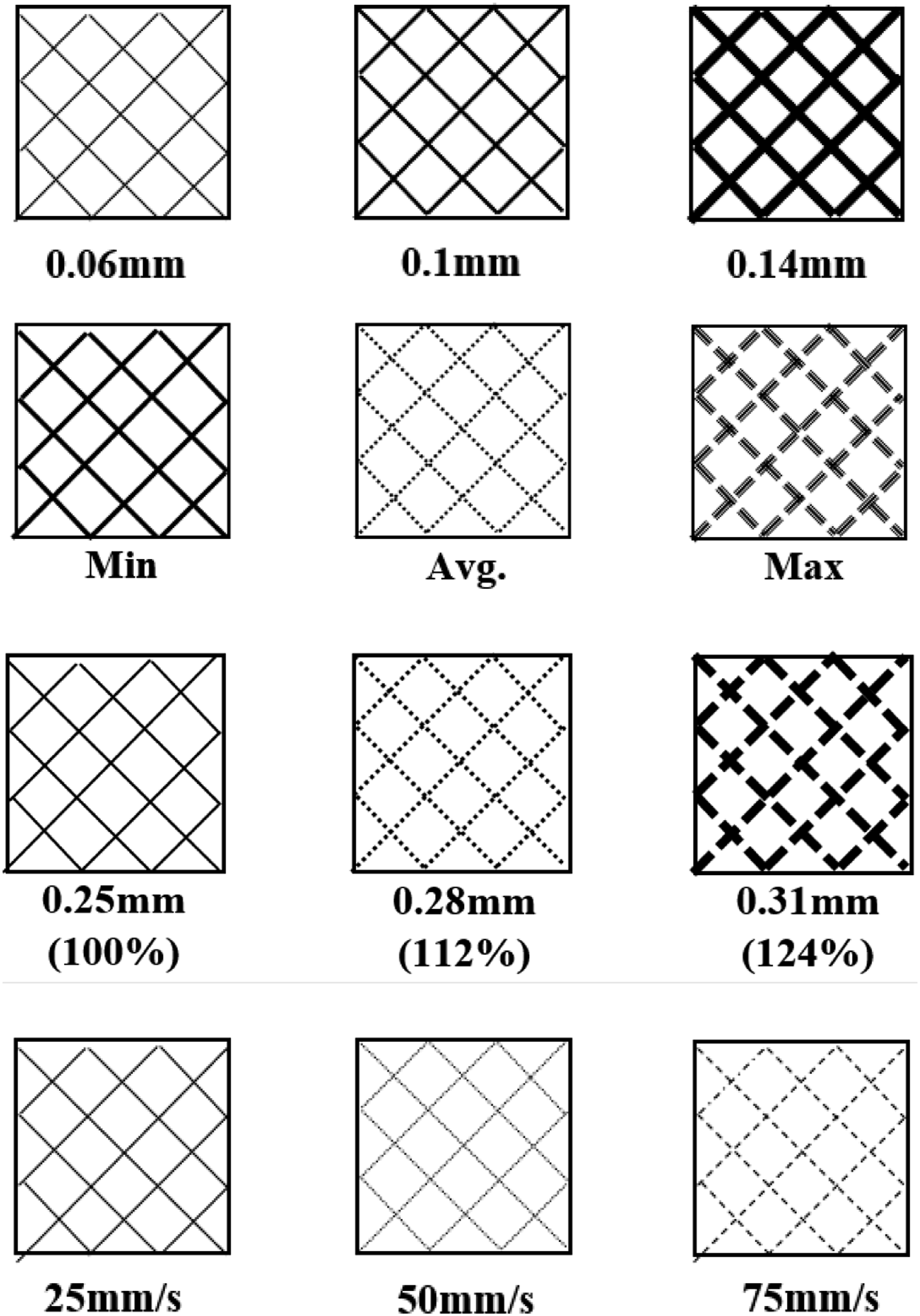
To develop the 3D printed samples, the printing parameters range of layer thickness, nozzle temperature, line width and printing speed are considered based on the literature, as shown in Table 2.41–45 Here, the minimum nozzle diameter 0.25 mm is considered to fabricate the sample with surface texture. Here, the two different polymers such as poly-lactic acid (PLA) and acrylonitrile butadiene styrene (ABS) are considered to fabricate the samples with diamond texture on it. The developed texture sample (bolt and holder) are shown in Figure 4. Moreover, the schematic view of FDM printing parameters (layer thickness, nozzle temperature, line width and printing speed) with different ranges are demonstrate in Figure 5. Thermal image of fused deposition modelling (FDM) process. Specifications of Ultimaker 2+ 3D printer. The range of FDM printing parameter. (a) The Ultimaker 2 + 3D printer (b) Printed sample. FDM printing parameters (a) Layer thickness (b) Nozzle temperature (c) Line width (d) Printing speed.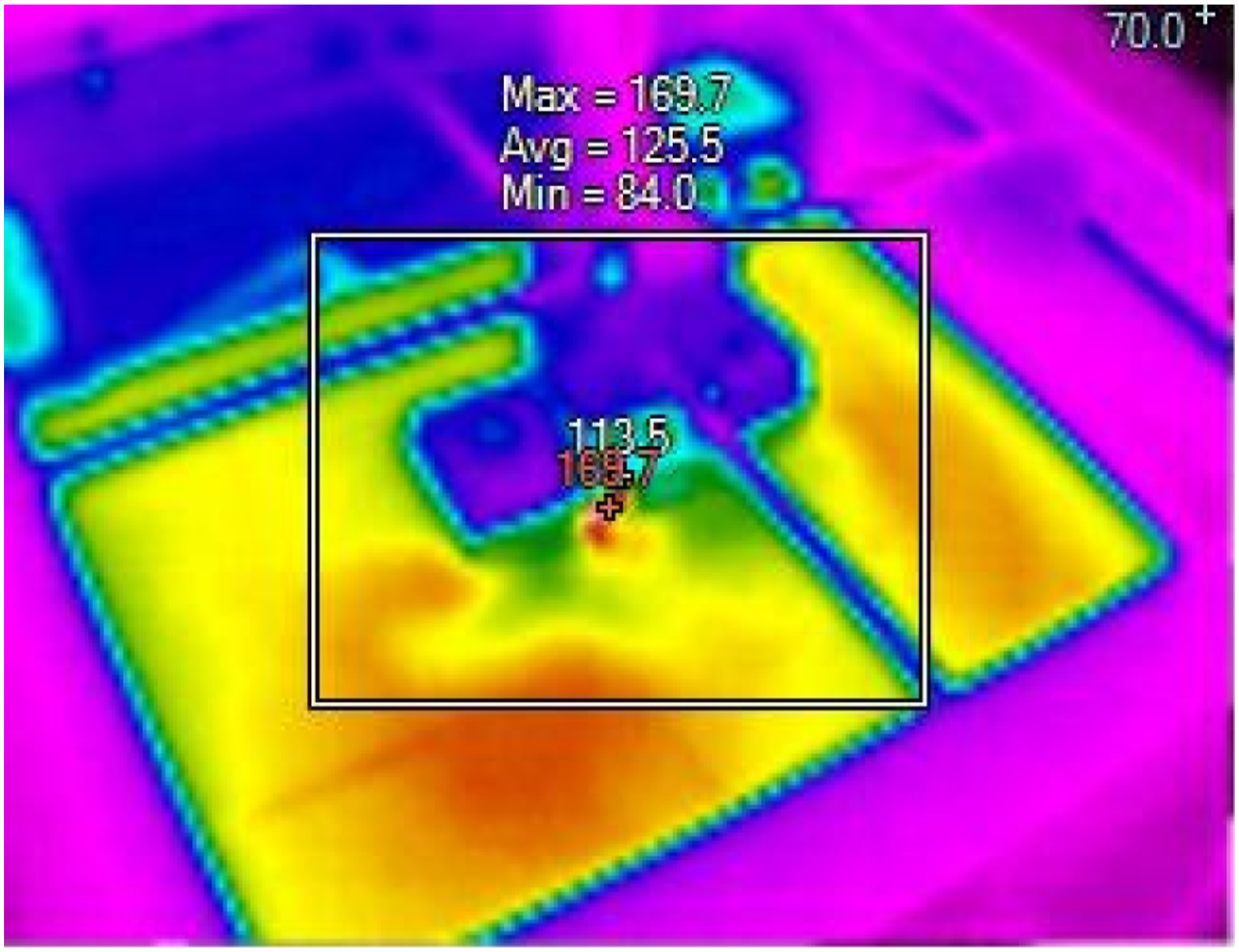
Experiment study
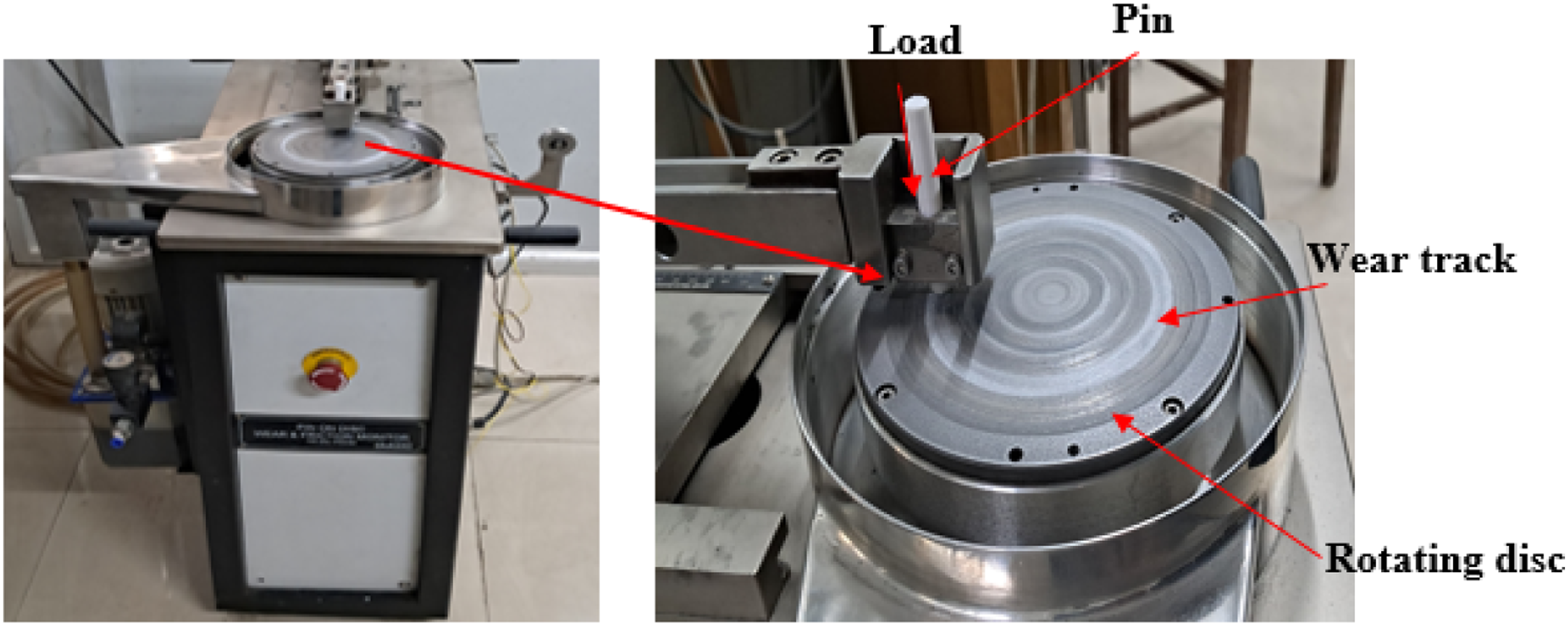
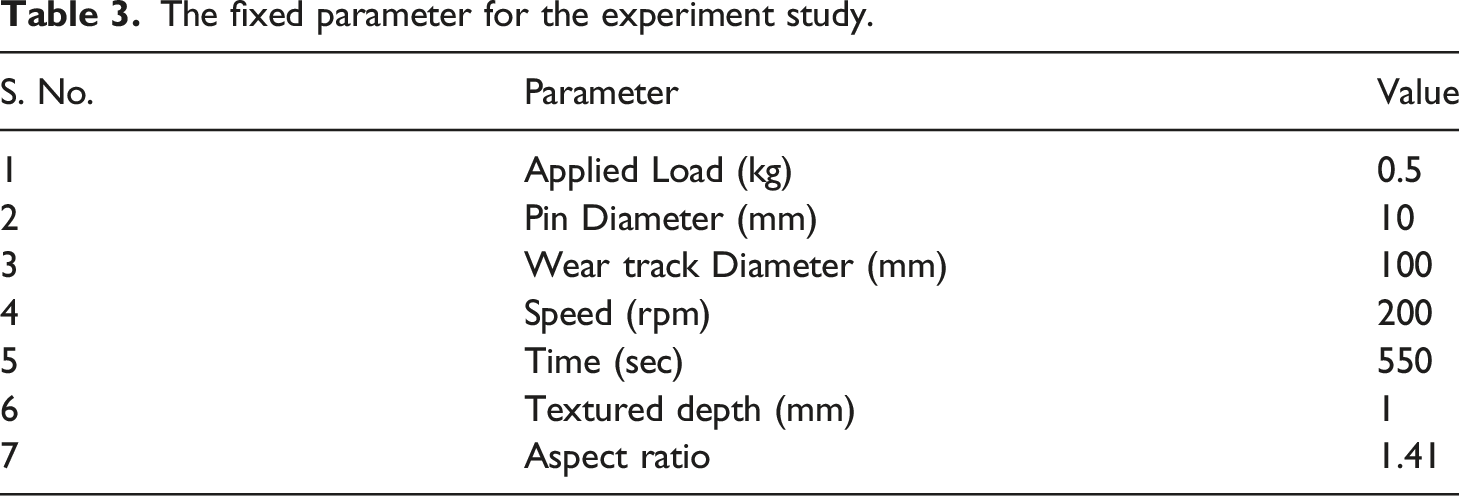
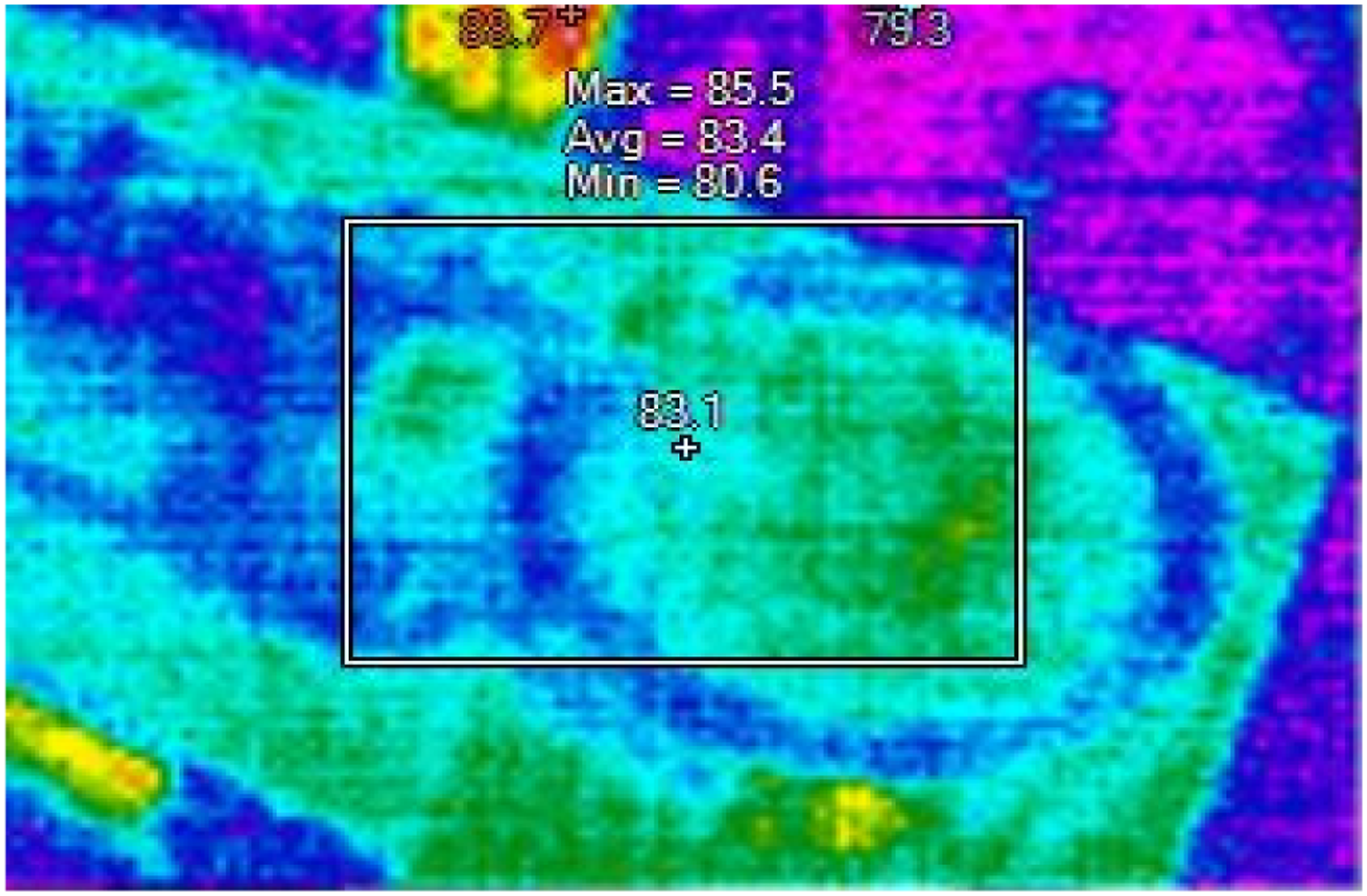
This study evaluates the tribological characteristics (wear rate and friction coefficient) of 3D printed textured samples based on the pin-on-disk test. The experimental setup of pin-on-disk is shown in Figure 6. The operating parameter of the experiment study on pin-on-disk are shown in Table 3. While performing the experiment, the thermal image is captured, as shown in Figure 7. Before and after performing the experiment, the weight of each textured sample is measured and then calculate the wear rate by using the following formula Pin on Disk test. The fixed parameter for the experiment study. Thermal image of wear of printed sample.
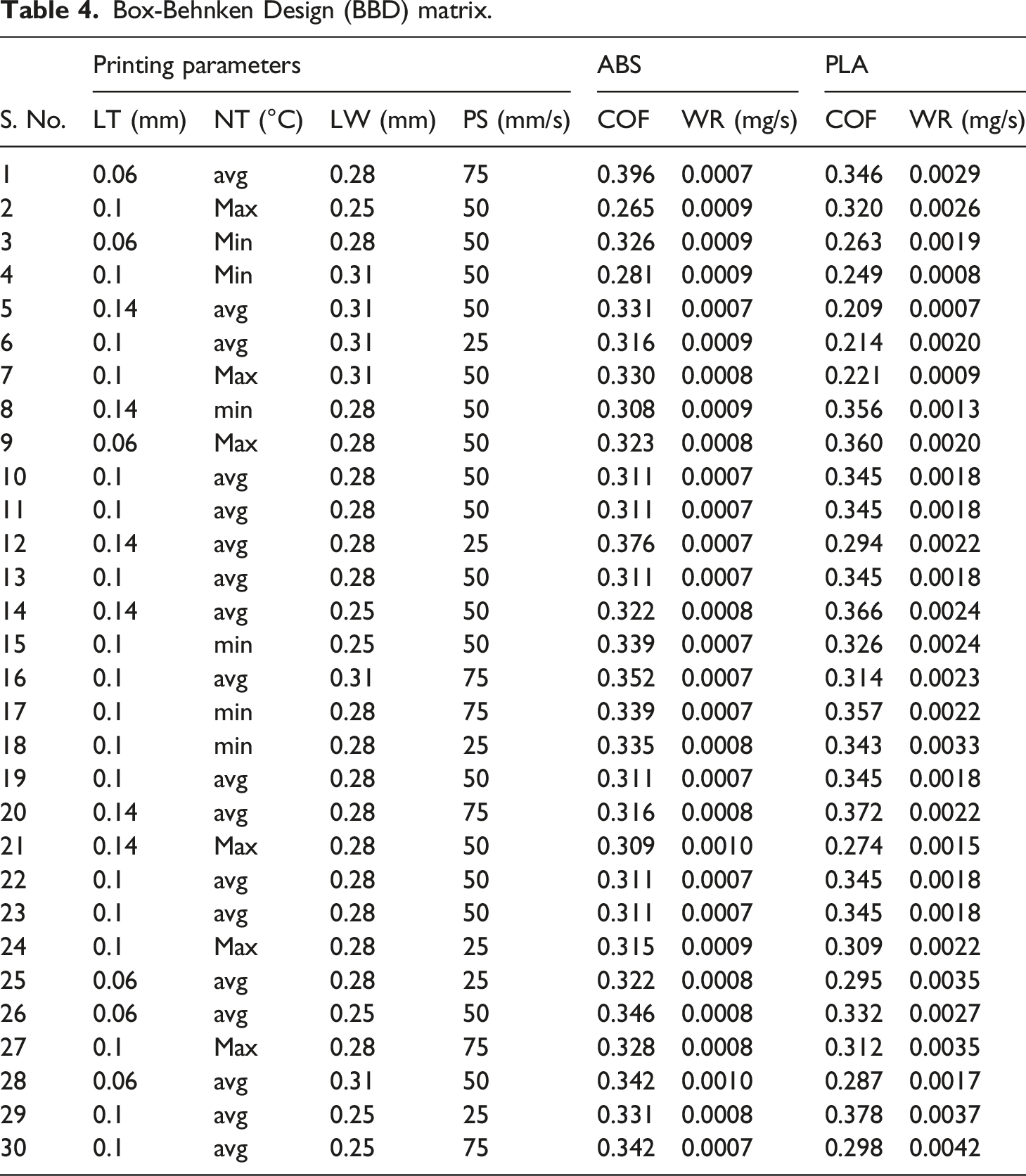
Box-Behnken Design (BBD) matrix.
After analyzing the influence of 3D printing parameters on the tribological characteristics of textured samples, the next step is to optimize these FDM printing parameters by using the multi-objective GRA technique. The multiobjective GRA technique is a simplest technique to obtain the optimal responses.
46
All the steps of the GRA process are shown in Figure 8. In the GRA technique, the step-by-step procedure is shown below: Multiobjective GRA technique.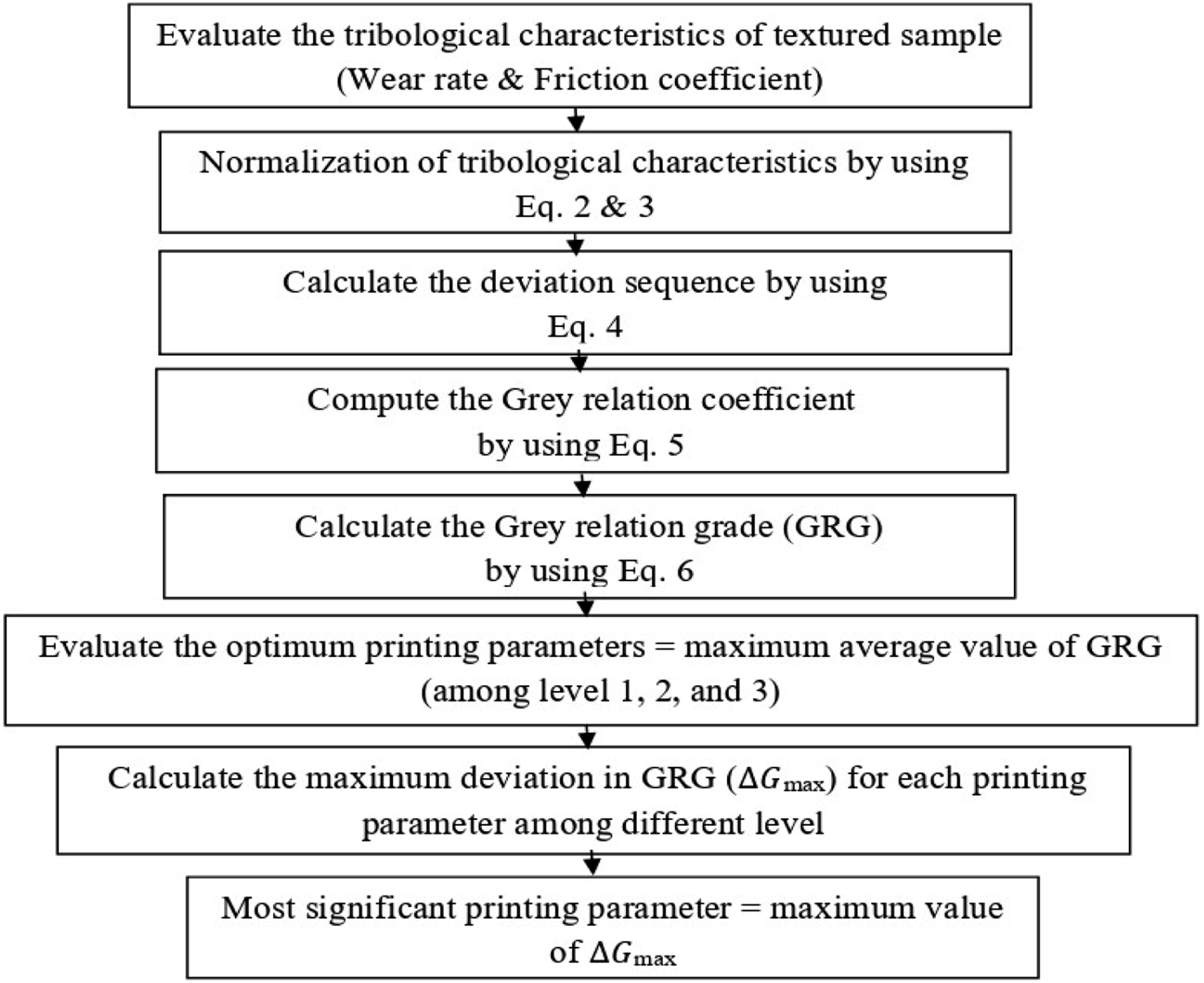
Norm
The tribological characteristics (wear rate and friction coefficient) of textured samples are normalized from 0 to 1. The normalization for wear rate and friction coefficient are as follows:
a. Wear rate (W)
b. Friction Coefficient (COF)
Dev. Seq. (DS)
The DS for various combination of FDM printing parameters are evaluated by equation (4).
Find out the GRC for wear rate and friction coefficient of textured samples
The GRC value is evaluated for both tribological characteristics by using equation (5).
Calculate the GRG
The GRG is an average of GRC value for both the tribological characteristics (wear rate and friction coefficient) and calculated by using the equation (6).
Find out the GRG value
The ranking of various combination of printing parameter is evaluated based on the magnitude value of GRG. All these steps are performed to calculate the optimized printing parameters for the textured samples, as shown in Figure 8.
Results and discussion
Initially, the CAD model of textured samples with various combinations of FDM printing parameters such as LT, NT, LW and PS are developed based on the response surface methodology design matrix and then fabricate it by using the Ultimaker 2 + 3D printer. After developing these textured samples, the experimental study is performed on the pin-on-disk test to analyze the effect of these printing parameters on the tribological performance of the textured samples. Furthermore, the multi-objective GRA technique is considered to calculate the optimal value of printing parameters for both polymer: ABS and PLA.
Printing parameters
Layer thickness (LT)
The layer thickness is an important printing parameter which can influence the tribological performance of printed textured samples. Based on the literature, the range of (LT) is considered which varies from 0.06 to 0.14 mm.
47
During the FDM process, the layer thickness printing parameter affects the top layer, bottom layer, infill layer thickness, fan speed etc. Figure 9(a) shows that the wear rate of textured 3D samples is gradually decreases and then slightly increase with the increase in layer thickness. This is because the tensile strength of 3D-printed samples increase with the lower value of layer thickness. Lower value in layer thickness leads to better adhesion between the layers that improve the tensile strength of printed sample. As the layer thickness starts increasing, less adhesion is occur (beyond a certain value of layer thickness) that leads to reduce the tensile strength of the specimen. As a consequence, the wear rate of printed specimen starts increasing beyond a certain limit of layer thickness. However, the published literature also shows that the part with minimum layer thickness provides the maximum tensile strength.47,48 Moreover, the friction coefficient reduces exponentially with layer thickness upto certain value and then starts increasing (Figure 9(b)). Influence of layer thickness on (a) Wear rate (b) Friction coefficient of textured 3D printed samples.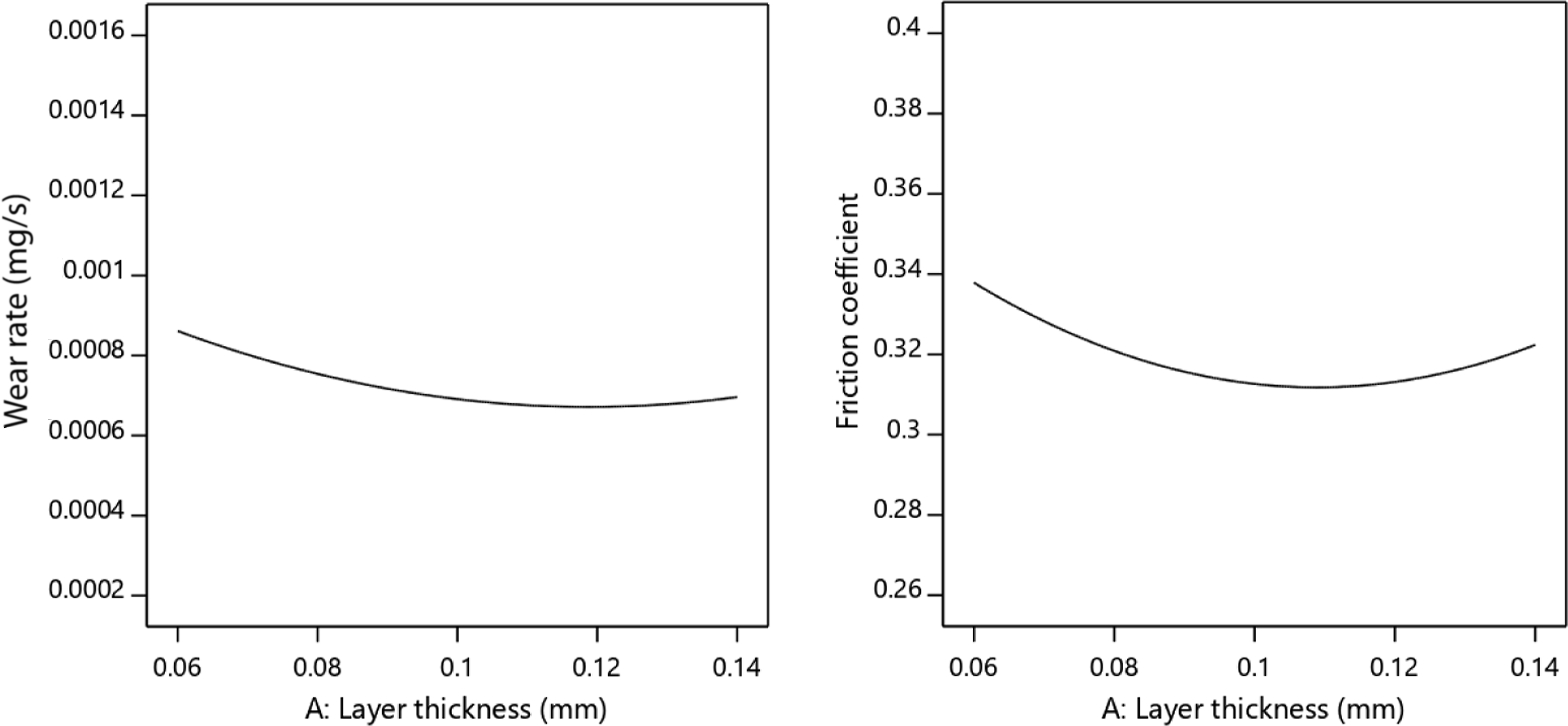
Nozzle temperature (NT)
The nozzle temperature is another important printing parameter that can influence the mechanical characteristics of 3D-printed textured samples. The range of nozzle temperature for different polymers have its own values. Here, the range of nozzle temperature
49
for ABS and PLA
50
is fro
51
m 210°C
52
to 250°C
53
and
54
190°C–220°C respectively.49–54 During the FDM process, the nozzle temperature affects the infill layer distance, infill pattern and infill flow. Figure 10(a) shows that the wear rate firstly decrease significantly with the increase in nozzle temperature and then slightly increase. This is because the tensile strength of 3D-printed samples is firstly increase with the nozzle temperature and then starts decreasing. Moreover, the friction coefficient of the textured samples slightly increases with the nozzle temperature and then starts decreasing. The previous published literature also shows that the friction coefficient influence with the temperature.
52
In the published literature, the friction coefficient is firstly increase and then decrease with the temperature.
55
This may be due to increase in molecular movement (due to thermal expansion) with the increase in nozzle temperature. Influence of nozzle temperature on (a) Wear rate (b) Friction coefficient of textured 3D printed samples.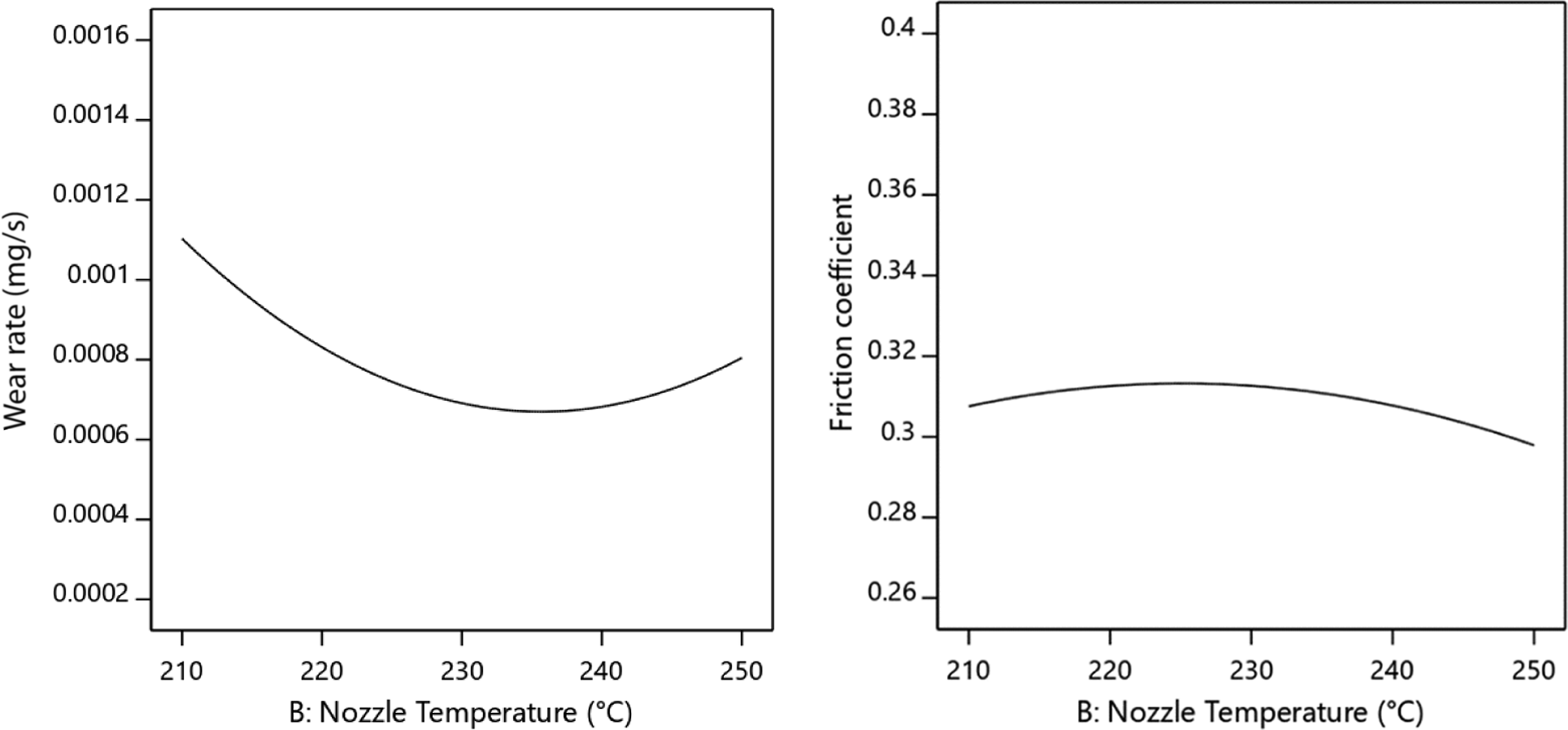
Line width (LW)
The line width is also considered for investigating its effect on the tribological characteristics of textured 3D printed samples. The width of each line corresponds to width of the nozzle diameter. Based on the literature, the line width range varies from 0.25 to 0.31 based on the nozzle diameter.
40
Here, the nozzle diameter is 0.25 mm. Figure 11 shows the variation of the wear rate and friction coefficient of textured sample with the line width. Figure 11(a) shows that the wear rate decrease slightly with the line width and then becomes constant. This is because the strength of printed sample improves with the increase in line width. Whereas, the effect of line width on the friction coefficient is negligible (Figure 11(b)). Influence of line width on (a) Wear rate (b) Friction coefficient of 3D printed textured samples.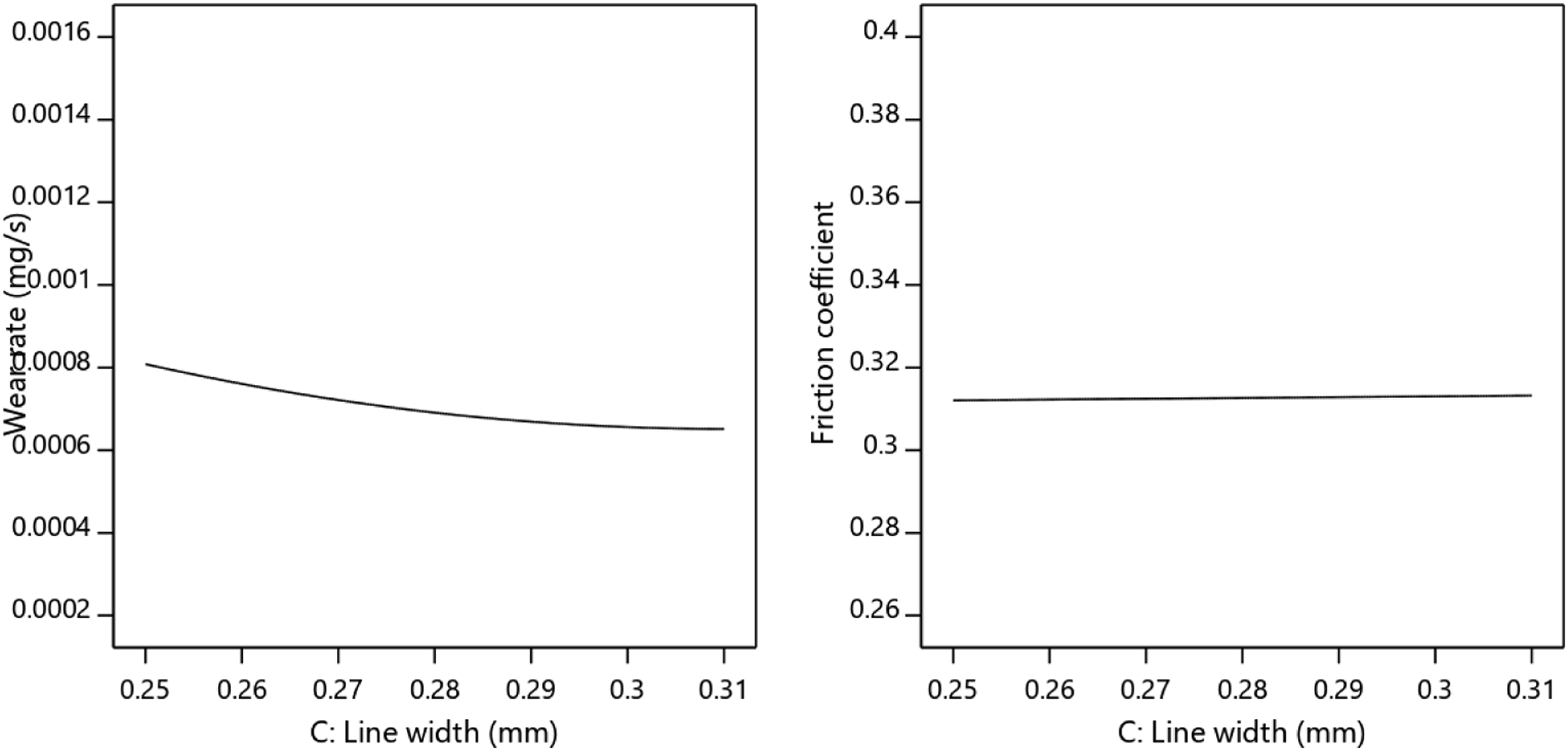
Printing speed (PS)
The printing speed is another critical parameter that can influence the mechanical characteristics of 3D-printed samples.
54
Based on the literature, the range of printing speed is considered from 25 mm/s to 75 mm/s.
41
Figure 12 shows the variation of wear rate and friction coefficient of textured 3D-printed samples with the printing speed. Figure 12(a) shows that the wear rate is increased linearly with the printing speed. This is because the tensile strength of printed samples is decreasing with the printing speed. As a consequence, the wear of developed 3D samples is increase significantly. Figure 12(b) shows that the friction coefficient of 3D printed samples is initially decreases and then increases with the printing speed. This is because the surface quality reduces with the increase in printing speed that leads to increase the friction coefficient.
56
Influence of printing speed on (a) Wear rate (b) Friction coefficient of textured 3D printed samples.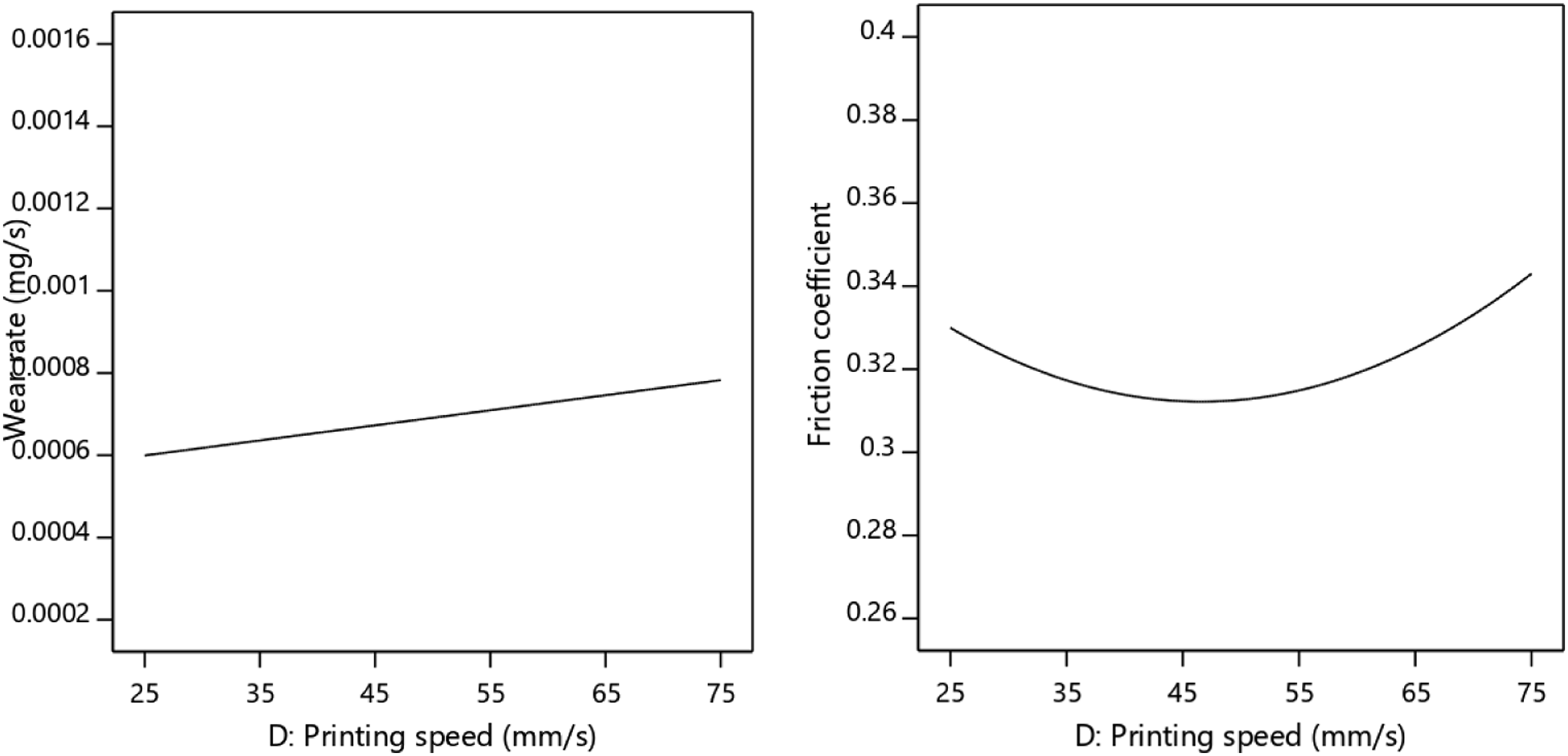
Optimized polymers
In this study, authors considered two polymers such as PLA and ABS for developing the 3D-printed textured samples. For both these polymers, these printing parameters (LT, NT, LW and PS) are evaluated to obtain the better tribological characteristics (wear rate and friction coefficient) of textured sample. For this, the multiobjective GRA technique is used.57–59
Acrylonitrile butadiene styrene (ABS)
GRA results for ABS.
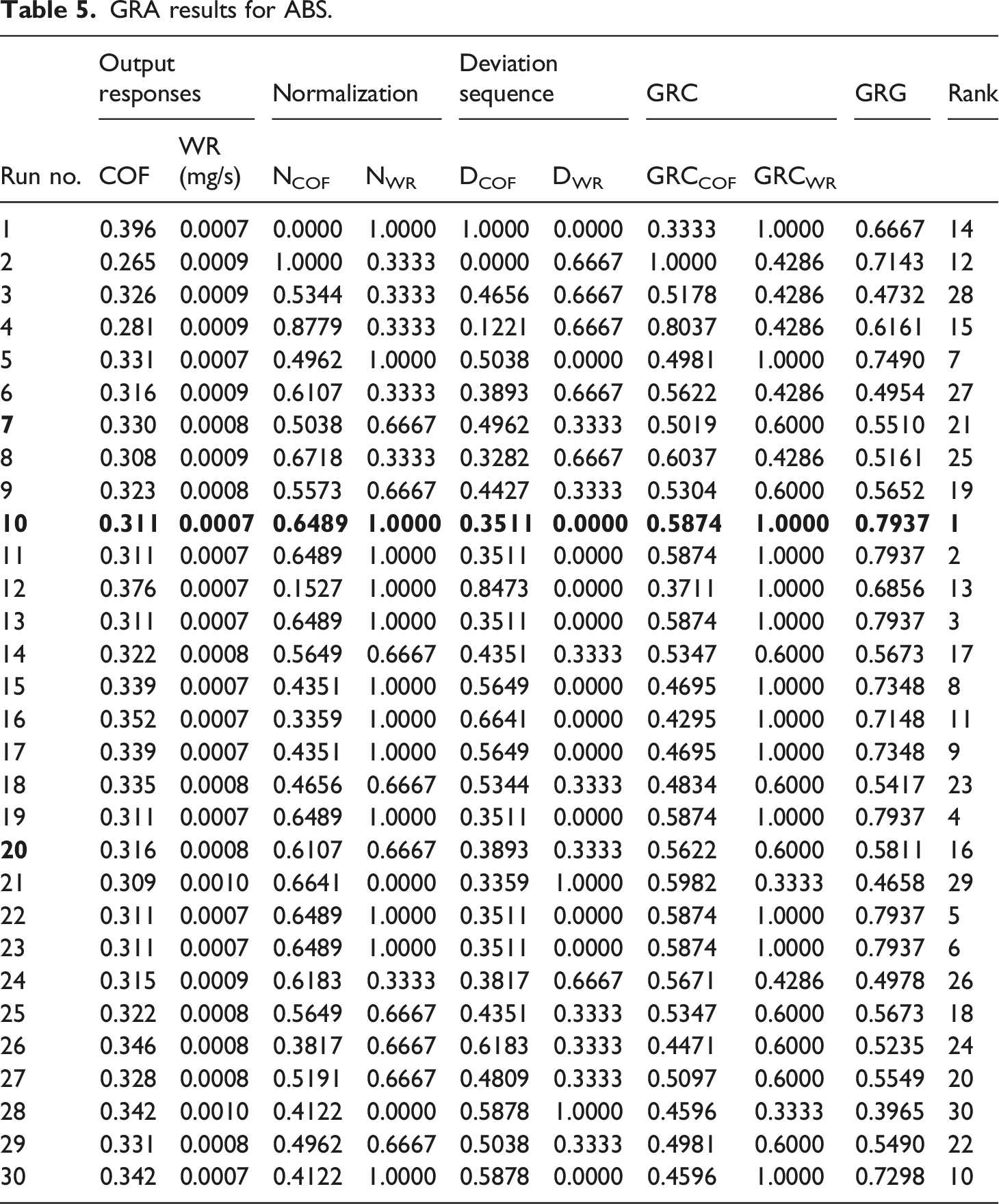
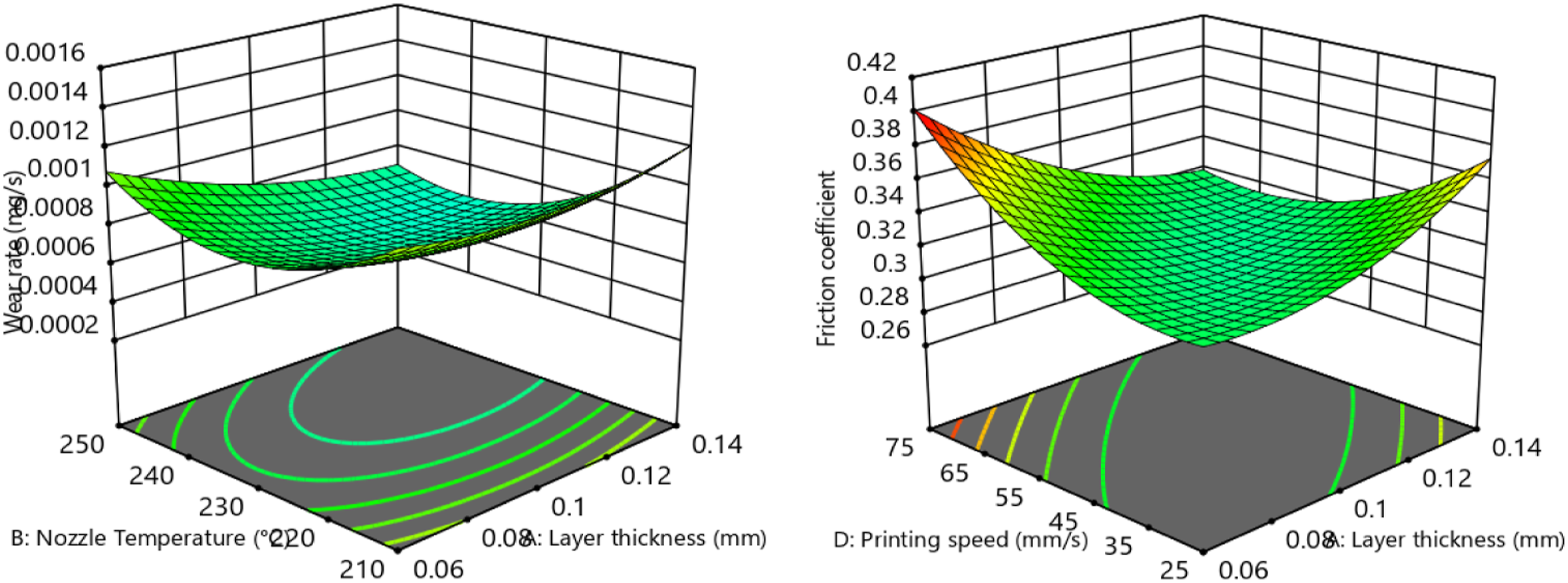
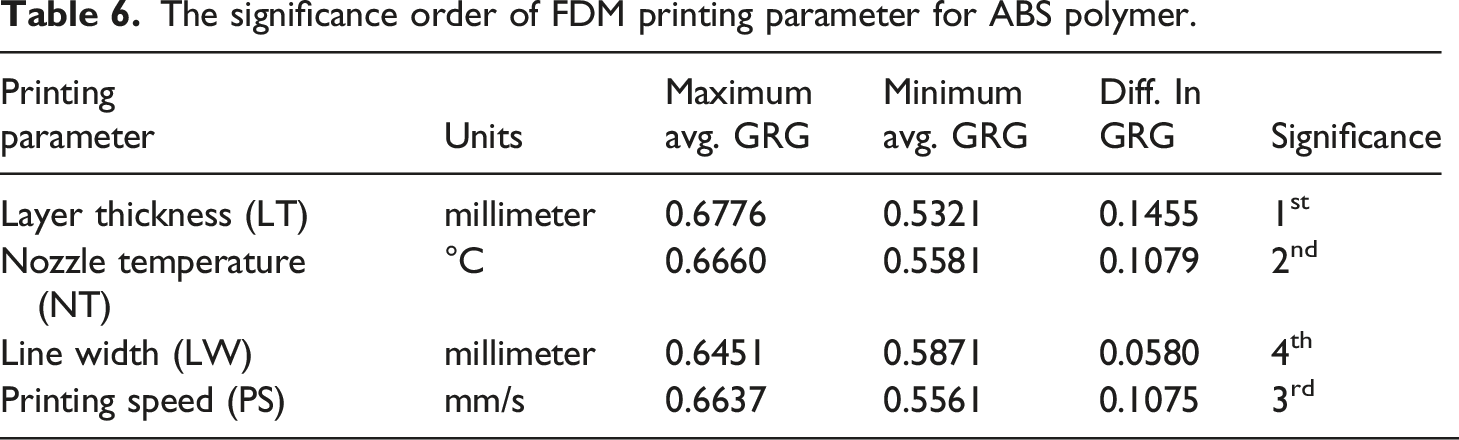
However, the mean grey relational grade value is calculated at various levels (−1,0,+1) for each printing parameters to obtain its optimum value. The maximum avg. GRG for the layer thickness (LT) is observed at level 0, Figure 13(a). At level 0, the value of layer thickness (LT) is 0.1 mm. Thus, the optimum value of layer thickness for textured samples is 0.1 mm. For both nozzle temperature (NT) and line width (LW), the maximum mean GRG value is obtained at level 0, as shown in Figure 13(b) and (c). The value corresponding to level 0 for nozzle temperature (NT) and line width (LW) is 230°C and 0.28 mm respectively. Whereas the maximum mean GRG value for printing speed is observed at level +1. At this level (+1), the value of printing speed is 75 mm/s (Figure 13(d)). For the ABS, the optimum value of FDM printing parameters are layer thickness 0.1 mm, nozzle temperature 230°C, line width 0.28 mm and printing speed 75 mm/s. At this optimum FDM printing parameters for ABS, the wear rate and friction coefficient of textured samples are 0.000891 mg/s and 0.361 respectively. Moreover, the combined effect of FDM printing parameters (layer thickness, nozzle temperature and printing speed) on the wear rate and friction coefficient (COF) of textured samples are represented with the surface plot, as shown in Figure 14. From this Figure 14(a), it is observed that the at high nozzle temperature, the wear rate of textured sample reduces gradually with the layer thickness. Whereas, at low nozzle temperature, wear rate reduces upto 0.1 mm (layer thickness) and then starts increasing. From Figure 14(b), it is observed that at low printing speed, the COF value increase with an increase in layer thickness. Whereas, at high printing speed, the influence of layer thickness on the COF is reverse (COF decrease with layer thickness). However, the significant order of printing parameters is evaluated based on the deviation in GRG ( Influence of printing parameters (a) Layer thickness, (b) Nozzle temperature, (c) Line width and (d) Printing speed on the output responses (ABS polymer). Surface plot of wear rate and friction coefficient (ABS) with printing parameters. The significance order of FDM printing parameter for ABS polymer.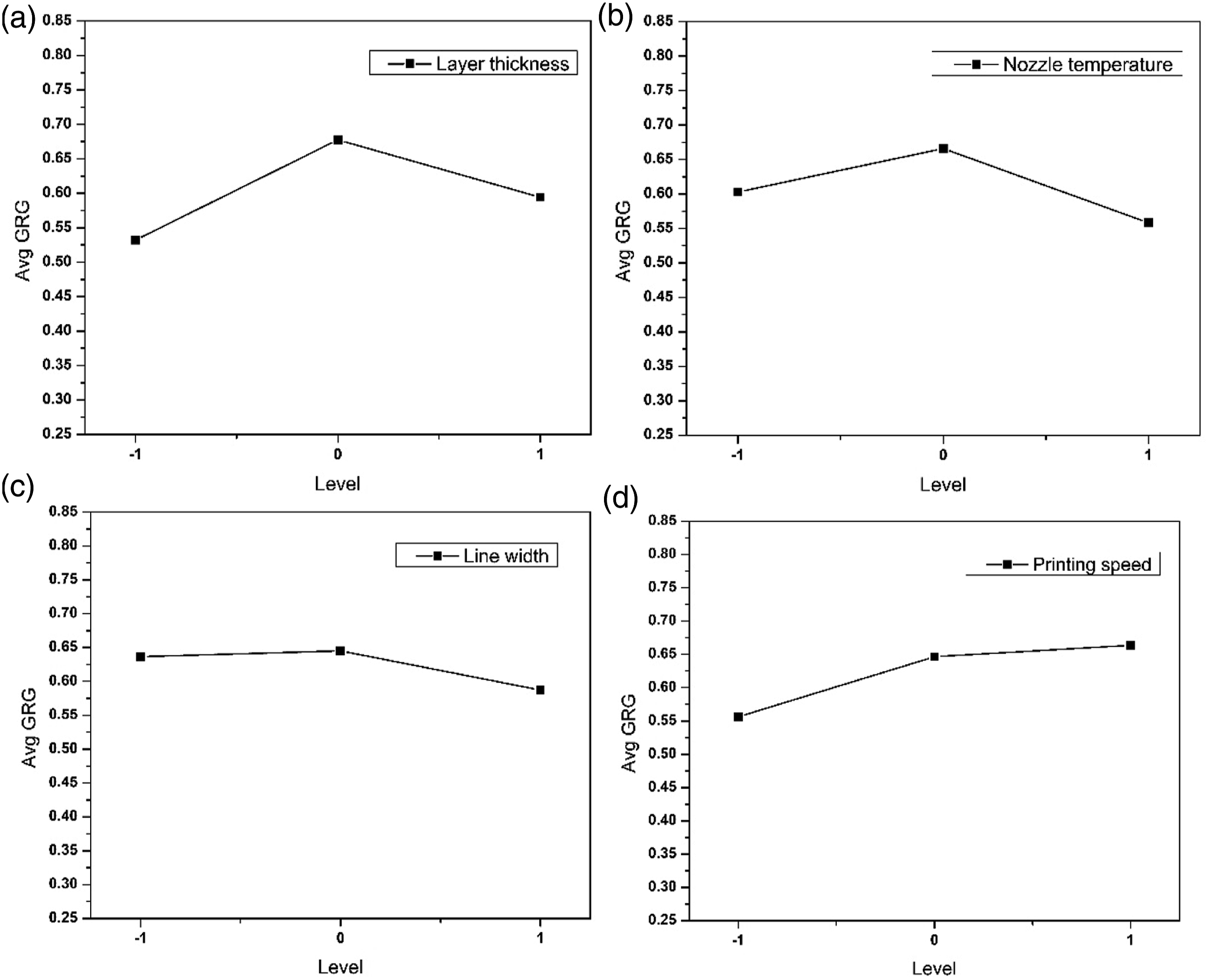
At the optimal printing parameters (LT = 0.1 mm, NT = 230°C, LW = 0.28 mm and PS = 75 mm/s) for the ABS polymer, the textured sample is developed and analysed its tribological characteristics (wear rate and friction coefficient) by the experimental study. After the experiment, the wear of textured samples (ABS polymer) is shown in Figure 15(a) (a). The corresponding friction coefficient curve of this wear textured sample is shown in Figure 15(b). (a) Wear sample (b) Friction coefficient for optimal printing parameters (ABS polymer).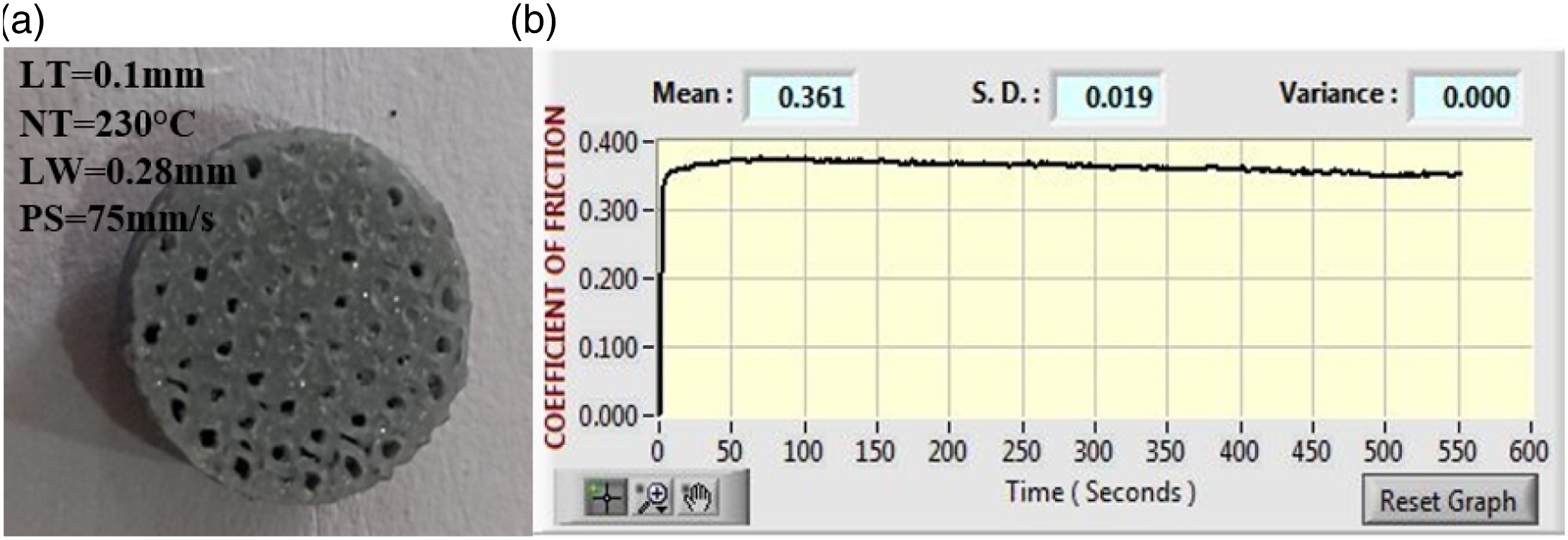
Poly-lactic acid (PLA)
GRA results for Poly-lactic acid (PLA).
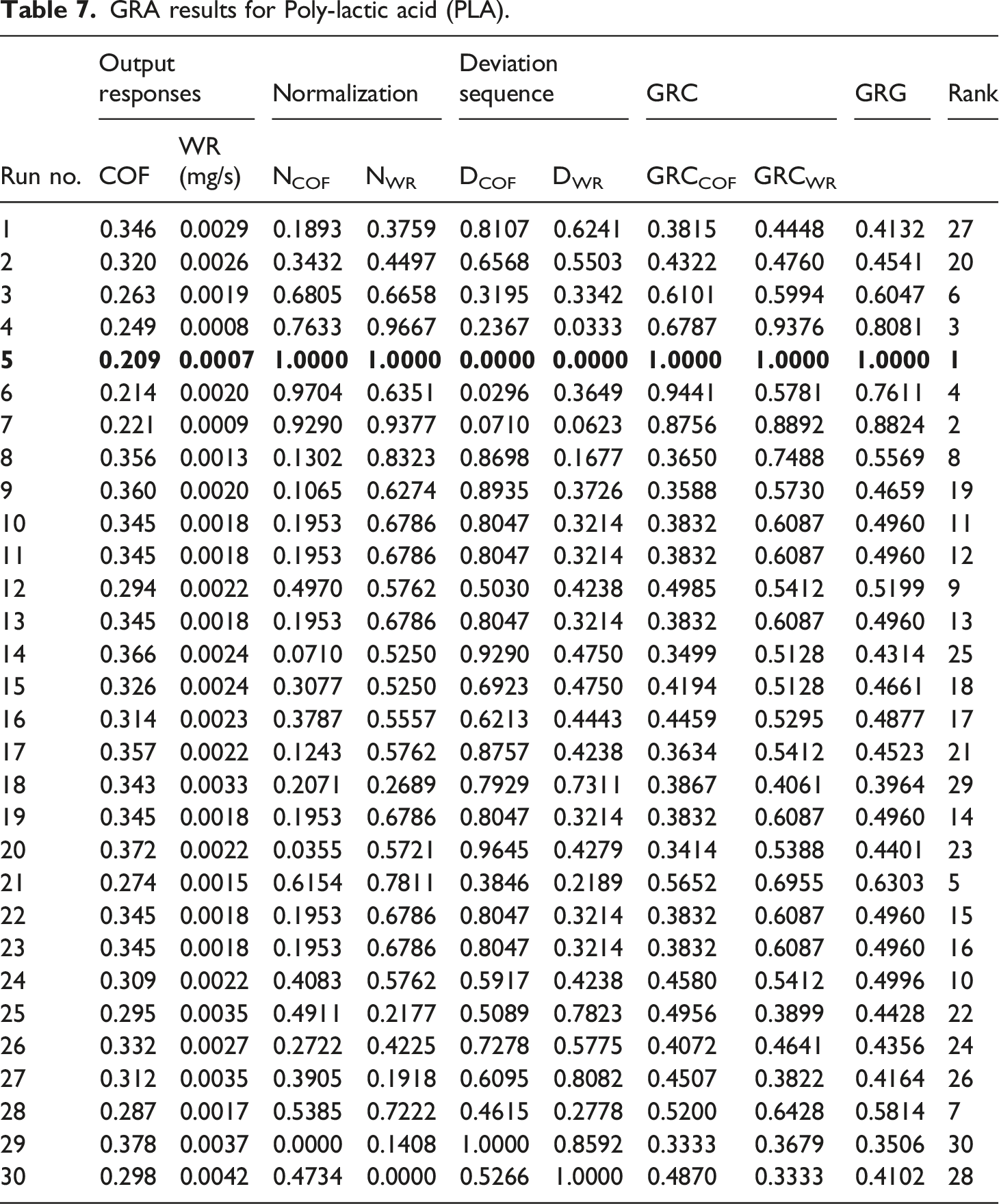
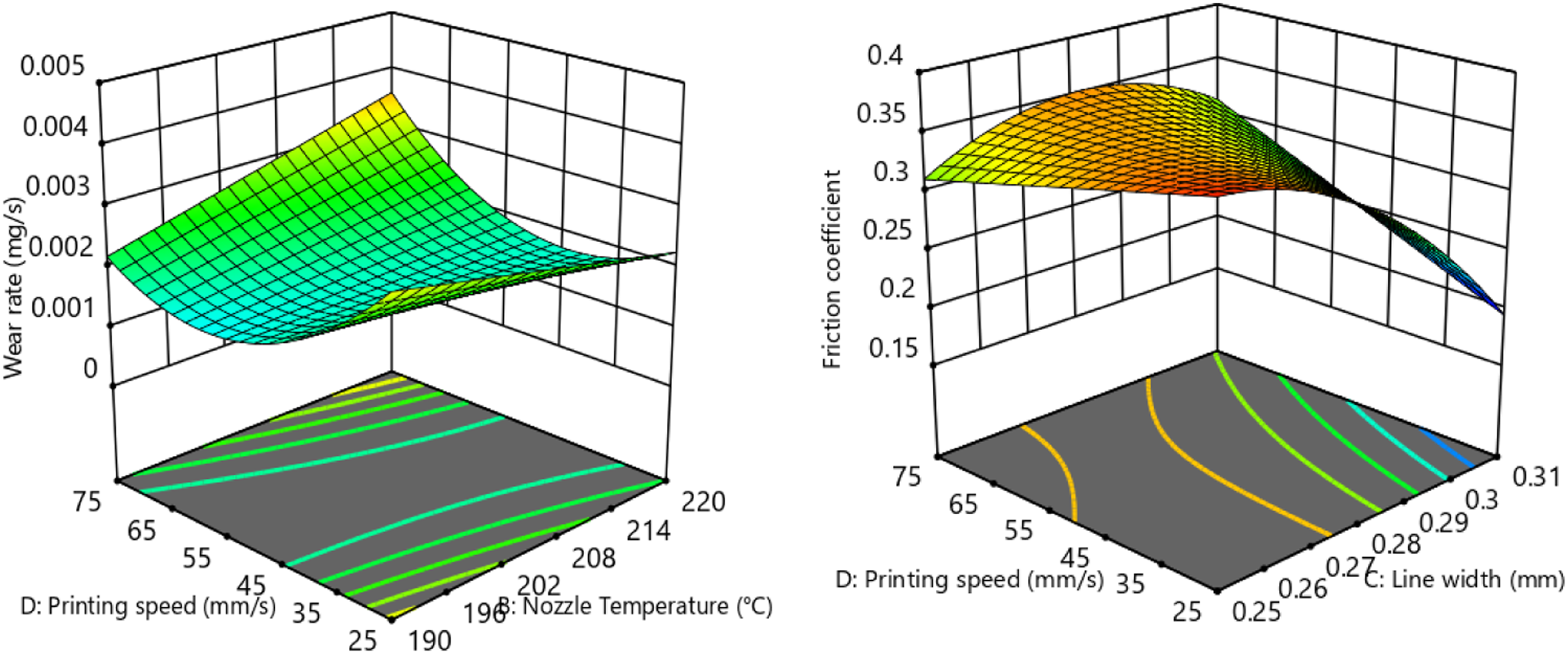
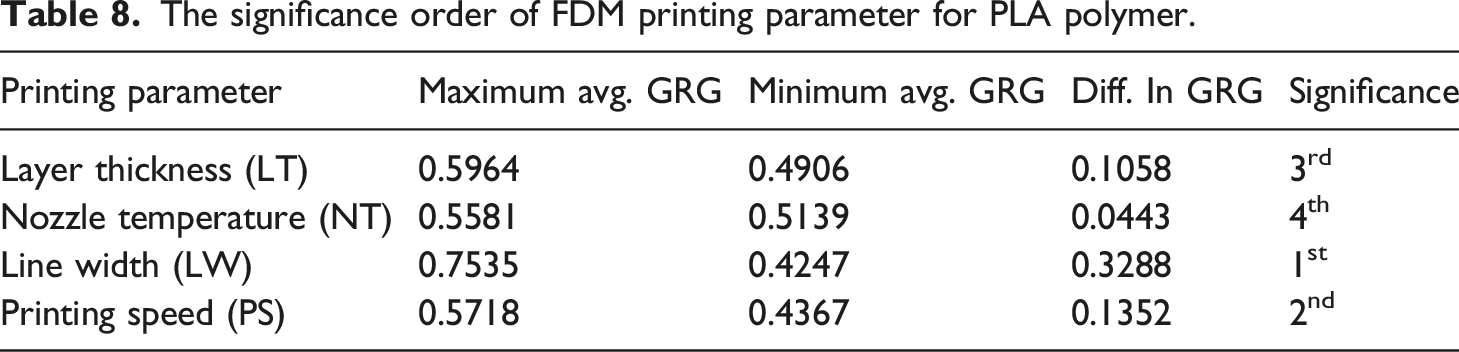
However, the mean grey relational grade (GRG) value is calculated at various levels (−1,0,+1) for each printing parameters to obtain its optimum value for PLA polymer. The maximum average GRG for the layer thickness (LT) is observed at level +1, as shown in Figure 16(a). At the level +1, the value of layer thickness (LT) is 0.14 mm. Thus, the optimum value of layer thickness for textured samples is 0.14 mm. For both nozzle temperature (NT) and line width (LW), the maximum mean GRG value is obtained at level +1, as shown in Figure 16(b) and (c). The value corresponding to level +1 for nozzle temperature (NT) and line width (LW) is 220°C and 0.31 mm respectively. Whereas the maximum mean GRG value for printing speed is observed at level 0. At this level (0), the value of printing speed is 50 mm/s (Figure 13(d)). Thus, the optimum value of printing parameters (for ABS polymer) are layer thickness 0.14 mm, nozzle temperature 220°C, line width 0.31 mm and printing speed 50 mm/s. At this optimum value of FDM printing parameters, the wear rate and friction coefficient of textured samples (ABS polymer) are 0.0007182 mg/s and 0.201respectively. Moreover, the combined effect of FDM printing parameters (line width, nozzle temperature and printing speed) on the wear rate and friction coefficient (COF) of textured samples are represented with the surface plot, as shown in Figure 17. From this Figure 17(a), it is observed that the at high nozzle temperature, the wear rate of textured sample firstly reduces slightly with the printing speed and then starts increasing. This is because the quality of the printed specimen reduces with the printing speed. Whereas, at low nozzle temperature, wear rate reduces upto certain value of printing speed and then almost constant. From Figure 17(b), it is observed that the COF value reduces with an increase in the line width (irrespective of printing speed). However, the significant order of printing parameters are evaluated based on the deviation in GRG value at each level, as shown in Table 8. From this Table 8, it is observed that the line width ( Influence of printing variable (a) Layer thickness, (b) Nozzle temperature, (c) Line width and (d) printing speed on the output responses (PLA polymer). Surface plot of wear rate and friction coefficient of textured 3D printed journal bearings (PLA) with printing parameters NT, PS and LW. The significance order of FDM printing parameter for PLA polymer.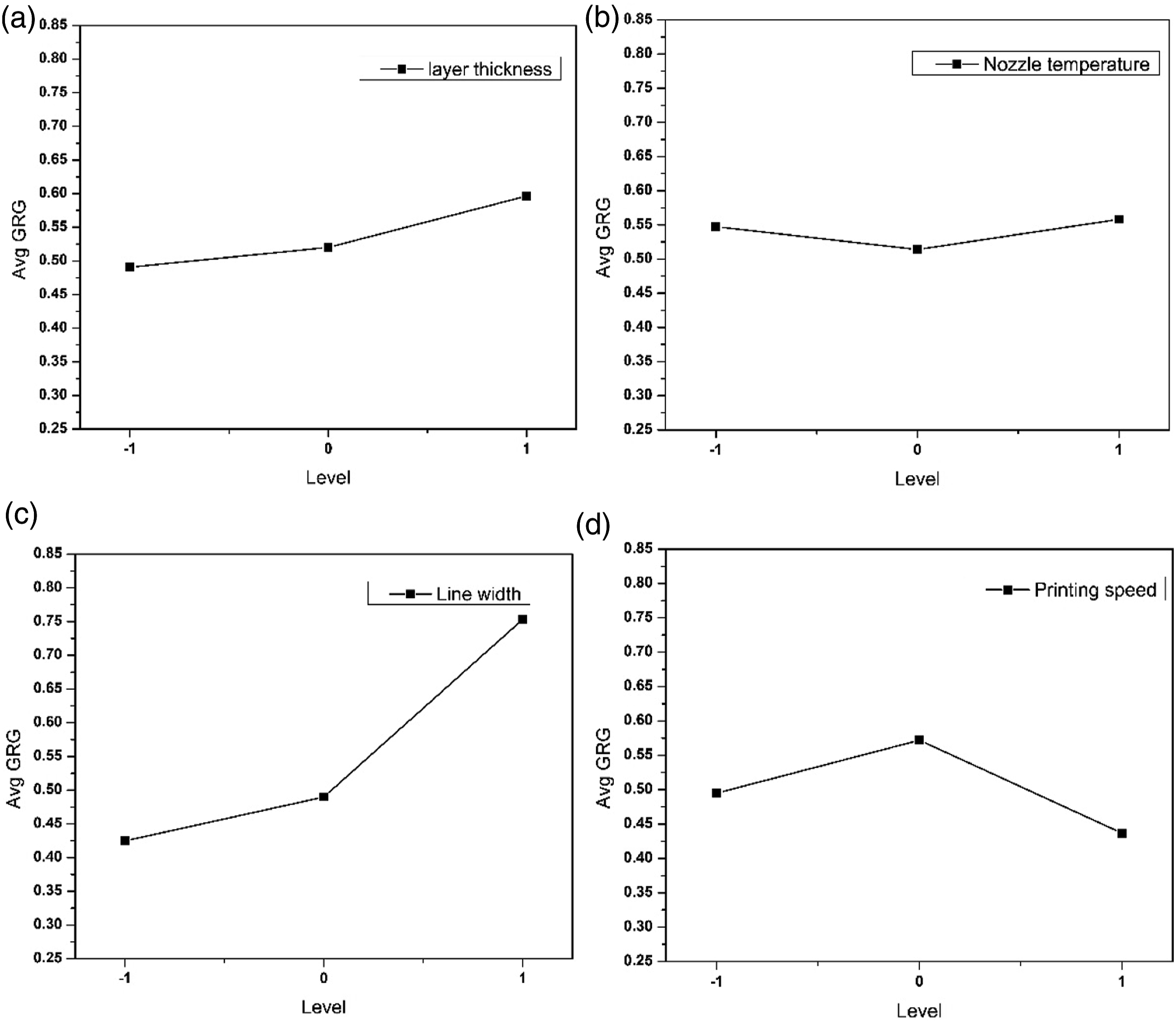
At the optimal printing parameters for the PLA polymer, the textured sample is developed and analyzed its tribological characteristics by the experimental study. After the experiment, the wear of textured samples made of PLA polymer is shown in Figure 18(a) (a). Whereas, the friction coefficient curve of this wear sample is evaluated, as shown in Figure 18(b). (a) Textured sample and (b) friction coefficient for optimum printing parameters (PLA polymer).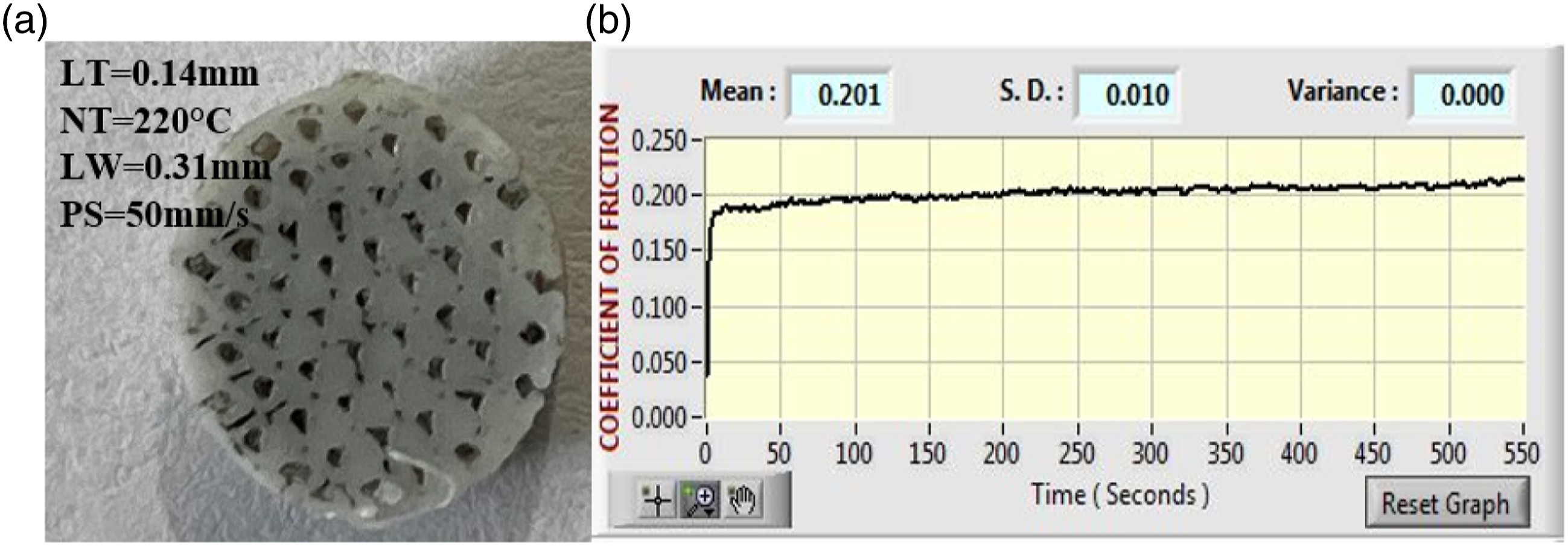
From the overall results (Tables 6 and 8), it is observed that the maximum deviation in GRG value i.e., 0.3288, for the line width. Thus, the line width is considered as the most significant printing parameter for the better tribological characteristics of 3D-printed textured samples. Whereas, the layer thickness (i.e. 0.14885) and printing speed (i.e. 0.1352) are the second and third highest significant printing parameter is observed.
Comparative study
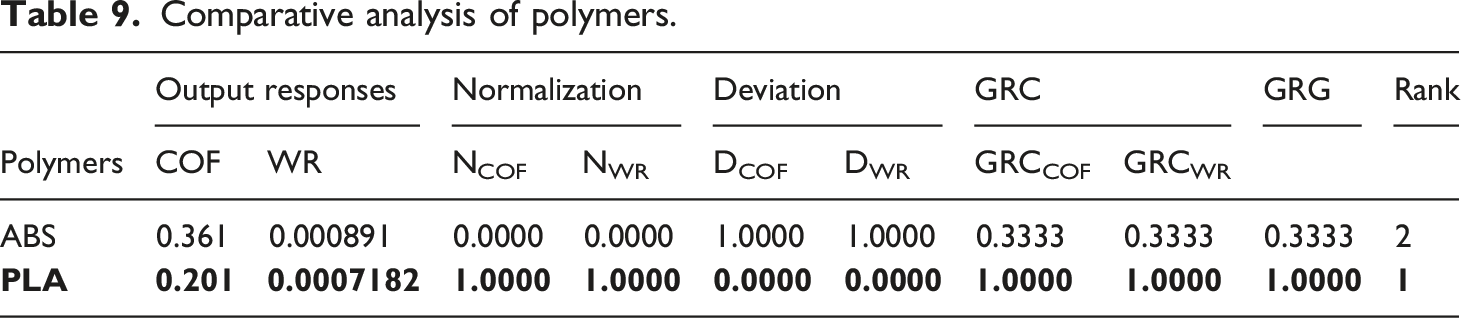
Comparative analysis of polymers.
Regression study
The regression study is a statistical technique to correlate the independent variables with the dependent variables60,61. Here, the regression study is done to formulate the mathematical relations between the printing parameters (variables) and the tribological characteristics of textured 3D samples. The developed mathematical relation for both the tribological characteristics (COF and WR) of textured sample are given below

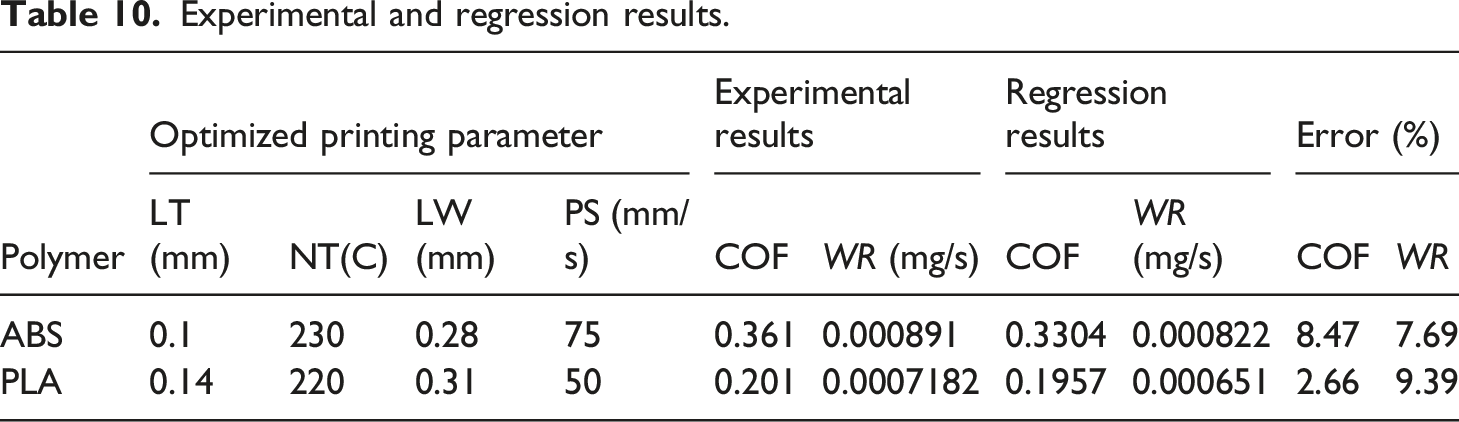
By using these above regression equations, the predicted results such as friction coefficient (COF) and wear rate are evaluated. Then, the regression results are validated with the experimental results for all the combinations of printing parameters (Figure 19). At the optimum printing parameters, the experimental results and the regression results show good agreement, as shown in Table 10. Comparison of experimental results with the predicted results. Experimental and regression results.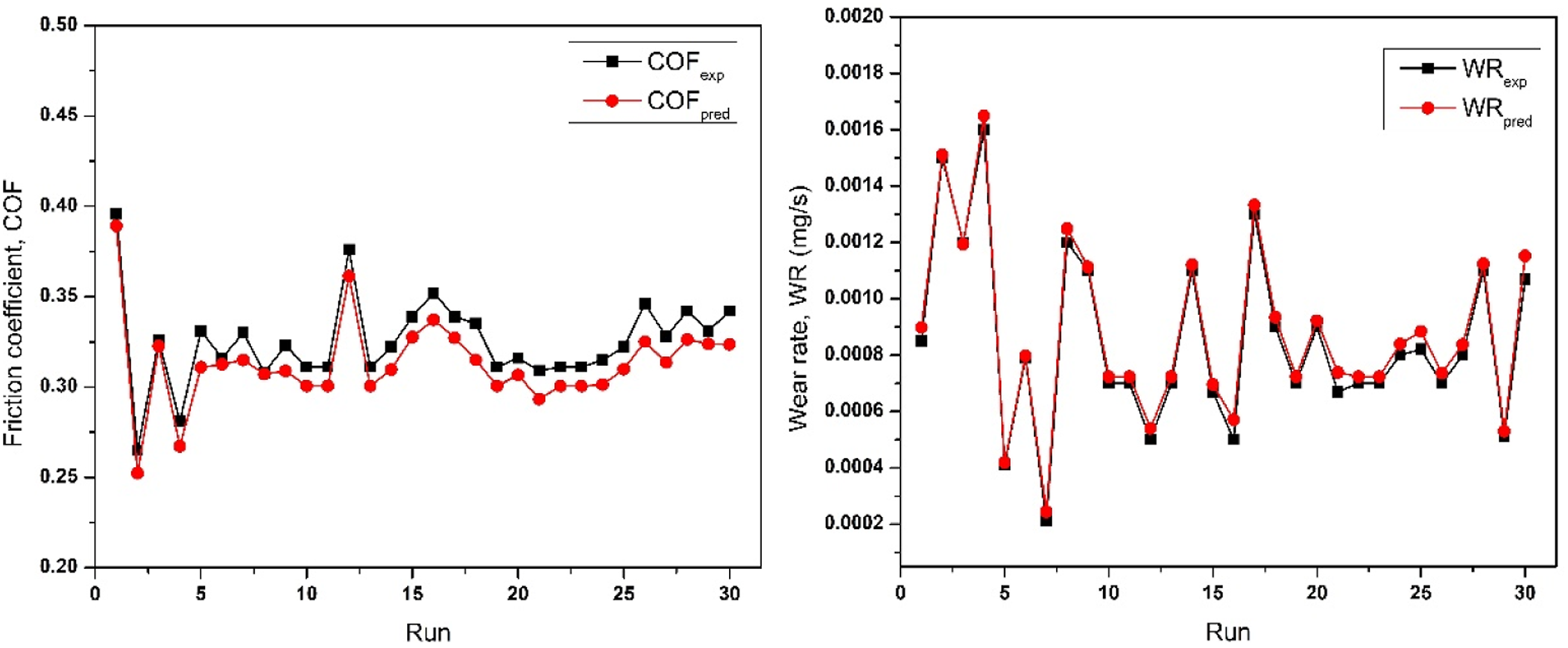
However, the present results are compared with the existing literature at the optimal printing parameters. In the literature, the wear rate and COF at optimal value of FDM printing parameter (layer thickness = 0.1 mm and nozzle temperature = 234°C) are 2.1136 mm3/Nm and 0.2788 respectively. Whereas, the present wear rate and COF value at optimal printing parameter are 0.000891 mg/s and 0.361 respectively. These deviation are due to presence of texture on the printed sample, due to difference in other printing parameters (i.e. printing speed, infill density etc.) and variation of experimental parameters such as load, speed, test duration (wear test). Moreover, the methodology used to evaluate the wear rate are also different. Due to these causes, the deviation in tribological characteristics (wear rate and friction coefficient) of printed sample is obtained.
Conclusion
In this study, the textured samples are fabricated with the fused deposition modelling process for ABS and PLA polymer with different combinations of FDM printing parameters (layer thickness, nozzle temperature, line width and printing speed). The tribological characteristics of these fabricated textured samples are investigated in terms of wear rate and friction coefficient (COF). From this investigation, the following conclusions are obtained: • For ABS polymer, the layer thickness is found to be the most significant printing parameter for the better tribological characteristics of 3D-printed textured samples followed by printing speed. • For PLA polymer, the line width is found to be more significant for the better tribological characteristics of 3D-printed textured samples followed by printing speed. • The line width is most significant printing parameters (0.3288) for the better tribological characteristics of textured 3D-printed sample followed by layer thickness (0.1488) and printing speed (0.1352). • By comparing both the polymers, the PLA polymer is found to be the most appropriate polymer for 3D-printed textured samples. • The wear rate of textured samples firstly decreases with the layer thickness and nozzle temperature and then increases. Whereas, the friction coefficient of textured samples is firstly decreases with both layer thickness and printing speed and then increases. • By using the GRA techniques, the optimal printing parameters such as layer thickness = 0.1 mm, nozzle temperature = 230°C, line width = 0.28 mm and printing speed = 75 mm/s, are obtained for the better tribological characteristics of textured sample for the ABS polymer. However, the optimal printing parameter for PLA polymer are: layer thickness = 0.14 mm, nozzle temperature = 220°C, line width = 0.31 mm and printing speed = 50 mm/s.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.