
Abstract
The most important goal of this work was to investigate the different physical and mechanical properties of the nanoclay (montmorillonite, MMT)-filled 50/50 wt.% of natural rubber/styrene butadiene rubber (NR/SBR) blend containing 40 phr of waste tire rubber (WTR) in the presence of bio-resin. The MMT was added into the NR/SBR/WTR blends and processed via a two-roll mill to prepare blends at 0, 5, 10, 15, and 20 phr of nanoclay filler and a constant concentration of 10 phr of bio-resin. The morphology, rheological, percent of swelling weight, and mechanical properties of the MMT-reinforced NR/SBR/WTR blends were examined. The cure characteristics of the blends showed that MMT significantly affected the scorch and vulcanization times, torques, and curing rate of NR/SBR/WTR blends at all filler contents. Also, the findings revealed that the MMT was an efficient reinforcing material for the NR/SBR/WTR blend, improving crosslink density, tensile and tear strengths, hardness, compression set, and abrasion resistance. The tensile strength of filled NR/SBR/WTR blends achieved its maximum value (11.2 MPa) when the MMT content was 15 phr. While the elongation percent of the filled blends decreased for all MMT concentrations compared with the pristine blend. The elastic modulus and tear strength of the blends improved as the MMT loading increased. The hardness (Shore A) continued to increase with increasing MMT loading. On the contrary, the rebound resilience gradually decreased leading to improved interaction between the matrix and filler.
Introduction
Blending has become an efficient way of enhancing the utilization of pure polymers and obtaining specific essential characteristics by combining the desirable properties of specific components. Elastomer blends have attracted a lot of interest from researchers all over the world in the recent decade.1–6 Even though there are numerous types of elastomers, natural rubber has received the most attention over the years.7,8Natural rubber offers numerous advantages over synthetic rubber in general, such as good processability, high tensile strength, cost-effectiveness, and excellent tear and abrasion resistance. 9 Furthermore, it has limitations such as ultraviolet deterioration, temperature resistance, low weather resistance, ozone resistance, and oil resistance, which reduces its total performance and makes it a poor choice for synthetic rubber. For general purposes, elastomers are blended to associate their desirable characteristics with each other in one substance.
Processing, mechanical characteristics, product cost, and product life may all be improved by utilizing this approach. The characteristics of natural rubber may be enhanced by fabricating it through other synthetic rubbers.10–13 Natural rubber (NR) is commonly blended with styrene-butadiene rubber (SBR), the two most common rubbers used in the rubber industry. SBR provides improved weather resistance, fracture resistance, and wet grip in tire applications, but NR has reduced heat accumulation, better low-temperature performance, and greater strength. As a result, NR/SBR Blends are widely utilized in the rubber industry and discussed in the previous research in terms of various processes, and properties such as curing,14–17 mechanical properties,18,19 gas permeability, 20 structures,21–24 and reinforcement fillers.25–28
Over the years, composite materials were developed with the addition of carbon black, which efficiently enhances tensile and tear strength but causes environmental pollution and health diseases. The environmental pollution caused by carbon composite materials has attracted extensive attention. Therefore, the research is providing a sustainable way to solve this problem.29–32 Currently, rubber/clay nanocomposites have recently increased the interest of both scientific and industrial research because nanocomposites exhibit remarkably improved properties. 33 Some polymer materials are fabricated with a little amount of nanoclay filler which enhances numerous features including mechanical-dynamic properties, thermal analysis, solvent resistance, and excellent gas permeability. The nanoscale dispersion, surface area, and high aspect ratio of the nanoclay particles are the reasons for this development.34–36
Recycling used tires has become extremely important nowadays, not only for protecting the environment but also for maintaining natural resources. An important goal for researchers and companies is to find a solution to the substantial environmental problem caused by the continued increase of rubber waste globally. In comparison to neat rubber compounds, cure characteristics, and tensile strength declined when rubber waste was combined with polymeric materials.37–40 So, to avoid the deterioration of the blend properties, a coupling agent is used for reinforcing the bonding between components. An extensive study on the crosslinking of coupling agents and their effects on the composite properties has been done. In this study, Long oil alkyd resin (LAR, soybean oil content of 60–68%) was selected as the coupling agent. This resin contains great volumes from the oils of plants and is classified based on its oil content. 41 LAR has reactive sites including carbon-carbon double bonds, ester groups, allylic methylene linked to double bonds, and carboxylic and hydroxyl groups. A significant number of active sites in LAR resin can interact directly with unsaturated bonds in both NR and SBR, resulting in substantial nanofiller dispersion in the blend.
Our work aims to the effect of MMT loadings on the curing characteristics and mechanical properties of the 50/50/40 NR/SBR/WTR blend in the presence of LAR, which may have a large impact on the industry and reduce environmental pollution. The chemical bonds between the blend and LAR resin and the physical interactions in the blend were studied. This study investigated the effect of MMT content (5,10,15,20 phr) on the curing properties and mechanical properties of the nanoclay-filled NR/SBR compounds containing waste rubber vulcanizates.
Materials and methods
Materials
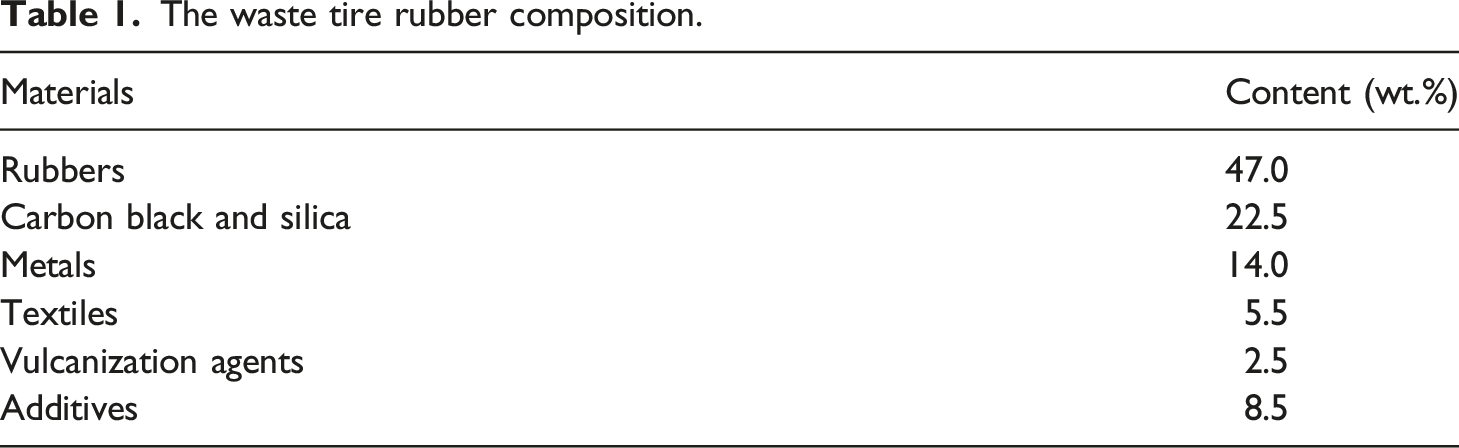
The waste tire rubber composition.
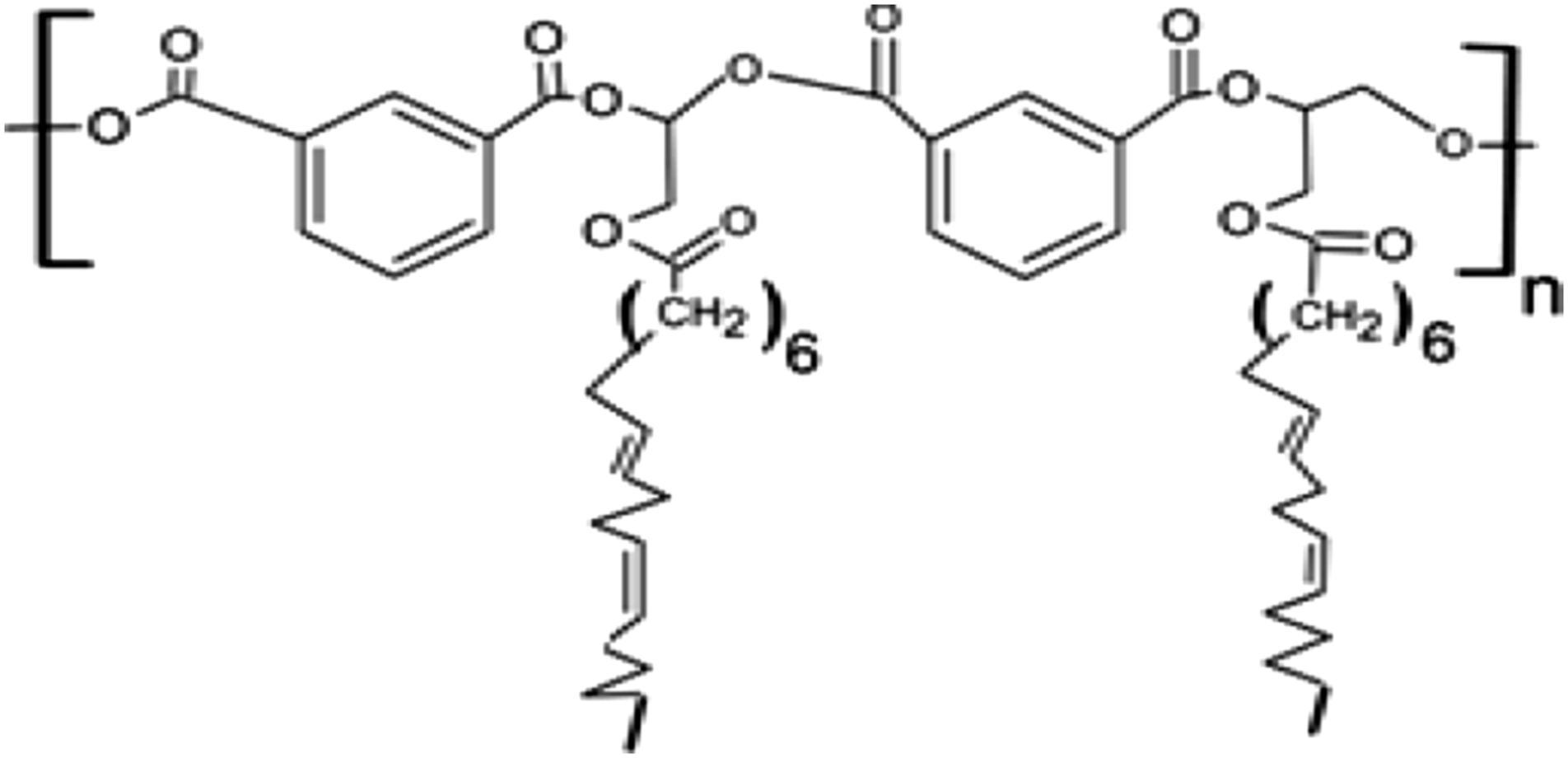
Chemical structure of LAR.
Preparation of 50/50/40 NR/SBR/WTR/clay blends
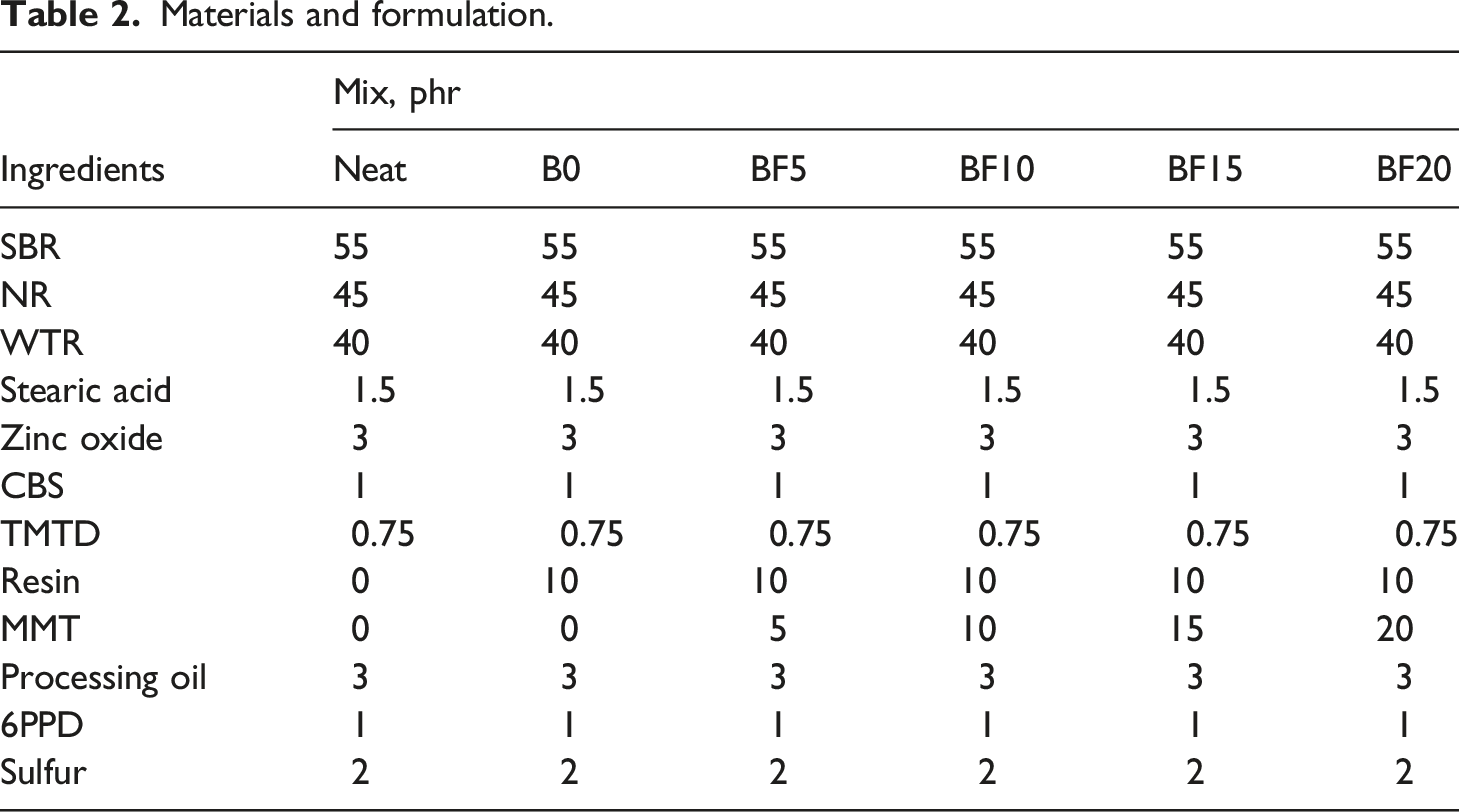
The manufacturing process of the rubber blends is described in Figure 2. The compounding formula of the mixes is mentioned in Table 2. Firstly, rubbers were mixed with a Brabender mixer of roll diameter 152 mm, roll length 330 mm, and a friction ratio of 1:1.4. At room temperature, NR and SBR were masticated for 5 min, followed by WTR and MMT with varying loading amounts (0, 5, 10, 15, 20 phr). Simultaneously, the other ingredients were added. Mixing was carried out by ASTM D3182-16. According to Table 2, B0 denotes the unfilled blend; the blends which contained nanoclay are represented by BF5, BF10, BF15, and BF20. Schematic illustration of the fabrication procedure of NR/SBR/WTR/MMT blends via the two-roll mill method. Materials and formulation.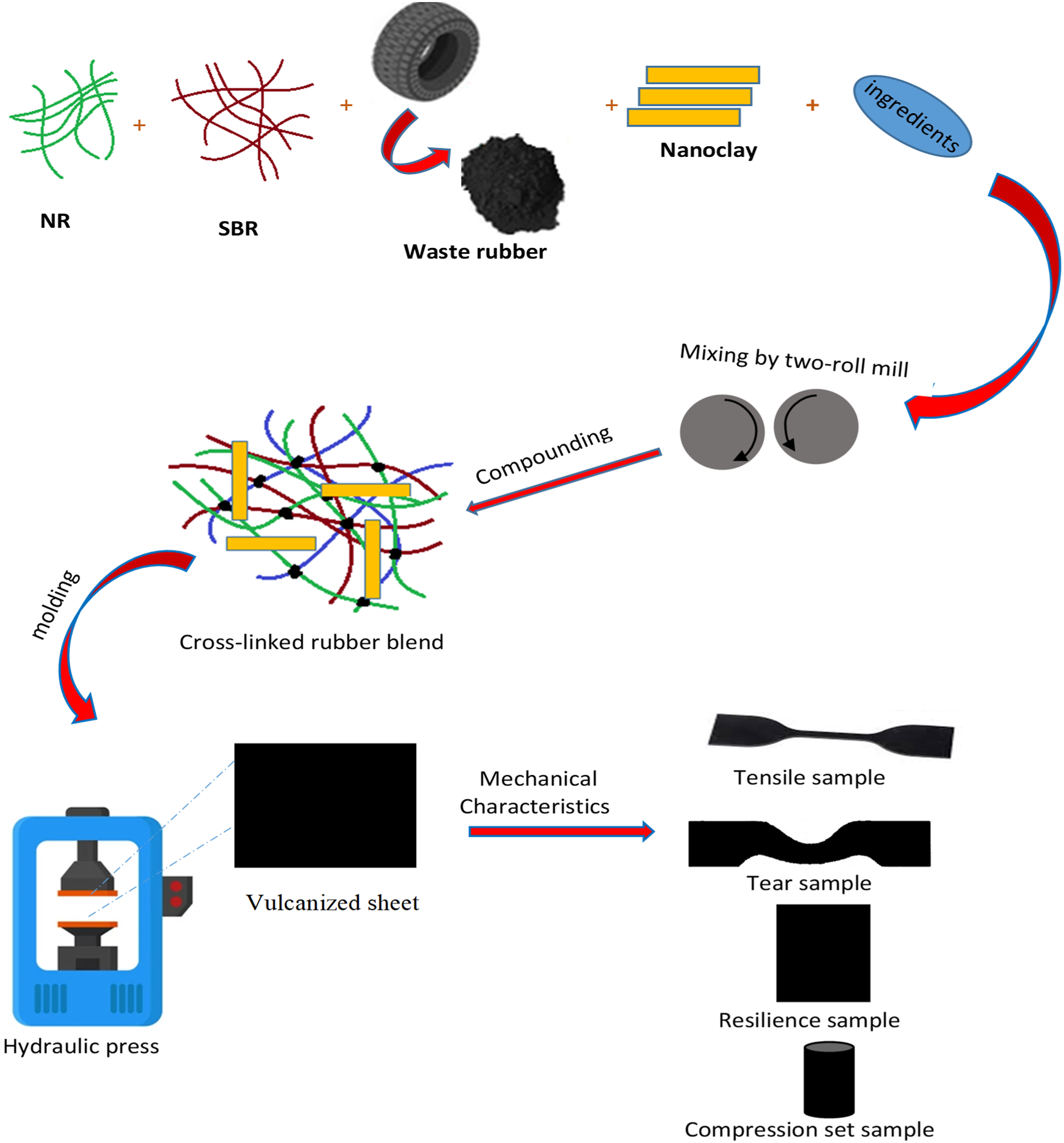
Curing characterizations oscillating disc rheometer MDR
The rheometric characteristics of the compound were determined according to ASTM D2084-17, using an Oscillating Disk Rheometer MDR 2000, Alpha Technologies, UK. The vulcanization time (t90) and scorch time (ts2), minimum torque (ML), and maximum torque (MH) were measured at 153°C. Using equation (1) below, the cure rate index (CRI) was determined:
After 24 h, a laboratory hydraulic press (C1136199, Mackey Bowley International, Ltd, United Kingdom) was used to produce the vulcanized sheets of 2 mm thickness (15 × 15 mm) at 153°C and a pressure of 13.5 MPa. The rubber sheets were cut using a specimen-punching machine (Wallace Test Equipment, UK).
Fourier transform infrared imaging microscopic analysis (FTIR-IM)
The Fourier transform infrared (FTIR) spectra of samples were performed on Bruker LUMOS II (Germany) equipped with an imaging microscope. The FTIR spectra were recorded with OPUS version 8.2 software using an Attenuated Total Reflection (ATR) mode at a resolution of 4 cm−1 and 64 scans. NR/SBR/WTR Blends without and with LAR resin in the absence of nanoclay were investigated by FTIR to approve the interaction that happened between the resin and blend. Each sample was tested at room temperature in the range of 4000–600 cm−1. The scanning probe was used to collect the microscopic images of the materials at ×8 magnification.
Scanning electron microscope (SEM)
Morphology of the TPS films was performed by the scanning Electron Microscope (SEM), model FEI Quanta 3D 200i Edx/Thermo-fisher pathfinder, located in the laboratory of morphology at the Grand Egyptian Museum. It is operated under conditions of low vacuum for acceleration voltage 20:30 kV using a large field detector with a working distance of 15:17 mm.
Reinforcement efficiency
The reinforcement efficiency (RE) of the vulcanized NR/SBR/WTR, based on the maximum and minimum torque values of the material, may be used to assess the interaction between the filler and the matrix. RE was calculated using the following formula (2)
42
:
Swelling resistance and crosslink density determination
An immersion procedure was used to assess the swelling resistance following ASTM D471. The relative weight differences of the mixes were determined before and after soaking in toluene. The test method only specifies that the rubber material should be completely immersed in the liquid and the amount of liquid used (50 mL) should be sufficient to cover the specimen completely. The specimen under test was stored in a dark room at room temperature for 72 h before being removed and cleaned to remove left-over solvent; then it was weighed instantly. The percent of swelling weight of the solvent was estimated using the equation below (3):
The crosslink density (υe) was calculated using the Flory–Rehner equation (4)
43


Tensile and tear Strength
The effect of nanoclay loadings on the tensile strength, elongation at break, and elastic modulus of vulcanized films with varied nanoclay load levels was measured using ASTM D412-16. Samples of vulcanized films with a thickness of 2 mm were cut into dumbbell shapes by a standard cutter. The tensile testing machine (load cell 10 KN, Zwick model Z010) was used at a temperature of 23°C, a gauge length of 20 cm, and a crosshead speed of 500 mm/min. The tear strength was measured according to ASTM D624 by using crescent-shaped specimens (type B) at a crosshead speed of 500 mm/min. At least five specimens of each sample were tested and the average of the values was taken.
Hardness and rebound resilience test
A Zwick 3150 digital Shore hardness tester was used to perform the hardness test following ASTM D2240-15e1. This test required samples with a thickness of at least 6 mm. The hardness of the specimens was determined using an average of five separate points on the specimens. Rebound resilience was investigated using a Zwick rebound resilience tester by DIN 53512. The thickness of the sample under test is 12.5 ± 0.5 mm and the Diameter is 29–53 mm. Rebound resilience R is the ratio of energy returned (E) to energy applied (E₀). In the test described here, resilience is established as the ratio of the height of the rebound of a pendulum to its height of fall. The rebound resilience, R, as a percentage, is given by the following equation (6):
Measurements of abrasion resistance
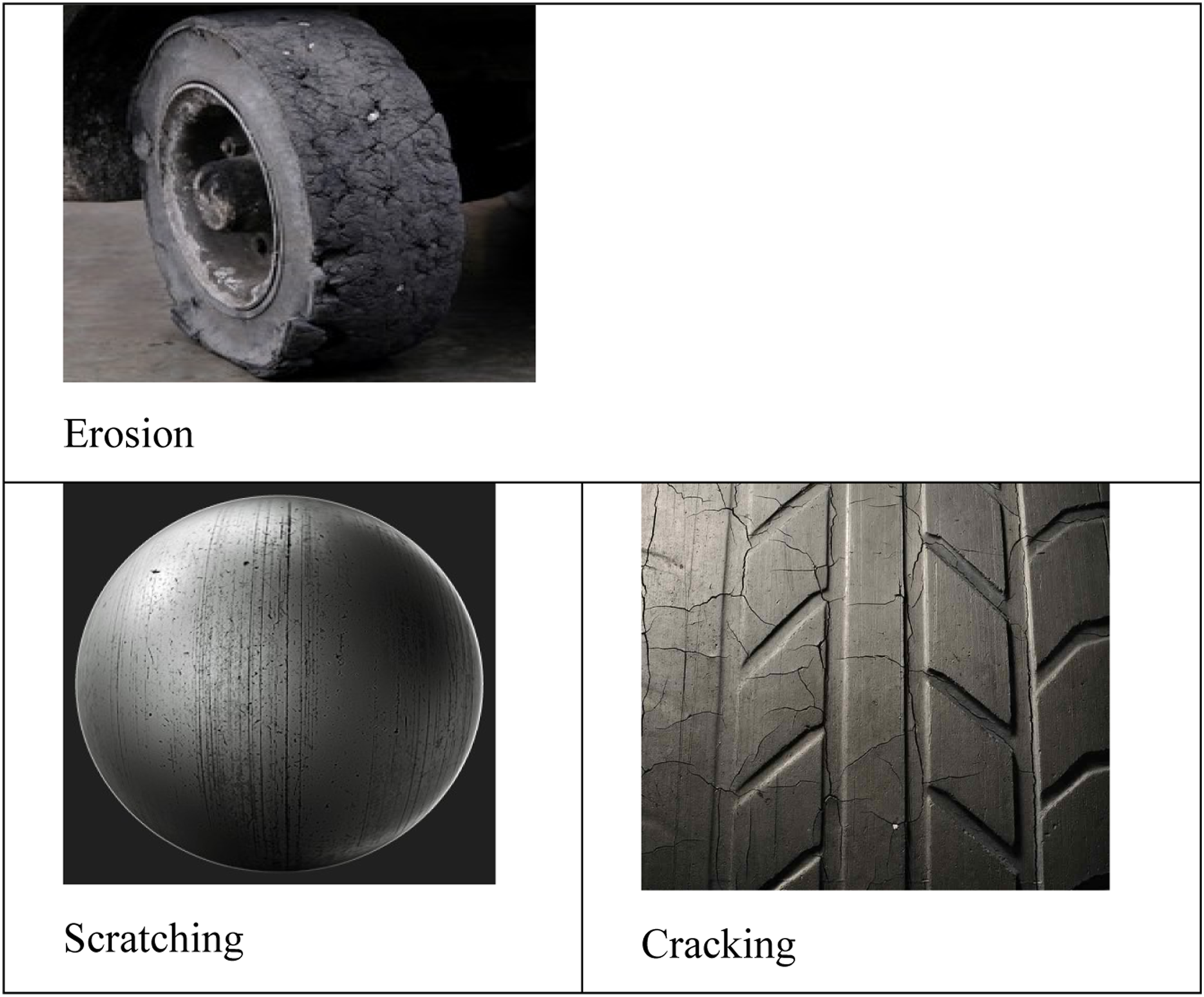
The abrasion test determines a material’s resistance to wear caused by rubbing, grinding, erosion, or scraping (shown in Figure 3) against another material that tends to gradually remove parts from its surface. The sample was rubbed against a standard test specimen which has been obtained from the supplier of the instrument, which has a diameter of 16 ± 0.5 mm, and a minimum thickness of 6 mm. The abrasion resistance is expressed as an abrasion loss in cubic millimeters or abrasion resistance index in percent. The tested compounds are usually compared on a “volume loss” basis, which is calculated from the weight loss and the density of the compound. The test was performed according to ASTM D 53,516 using a Zwick abrasion tester (Material Prufung, Germany). The following formula (equation (7)) was used to calculate the abrasion loss (A): Images of the distinct wear behaviors.
Compression set measurements
When a product is compressed and then allowed to relax, it loses its ability to return to its original thickness and is called the compression set. Cylindrical samples of 22 mm in diameter and 10 mm in thickness were molded in the hydraulic press at 150°C. A compression set tool is made up of four steel plates between which the samples are compressed. The bolts were tightened tightly over the samples once they were placed in between the plates. The compression set was put in an oven at 70°C for 48 h according to ASTM D395. After then, it was taken out of the oven and left to cool. The samples were then discharged and given half an hour to recover before determining the thickness after recovery. The compression set was determined from the relation below (equation (8)):
Results and discussions
Fourier transform infrared imaging microscope analysis (FT-IR-IM)
Figure 4 shows the FTIR spectra with an imaging microscope for NR/SBR/WTR blend without and with LAR resin. As shown in Figure 4(a), the peak at 1665 cm−1 is assigned to carbon-carbon double bonds (C = C) and appeared in the neat blend.
44
With adding the bio-alkyd resin to the blend as in Figure 4(b), the characteristic peak of C = C is absent with an apparent peak at 1726 cm−1 which is corresponded to the carbonyl groups (C = O) of the resin.
45
The absence of the characteristic peak of a double bond confirms that the chemical interaction between the blend and LAR resin is achieved. This implies that the bio-alkyd resin is contributed to the compatibility and distribution processes of the inorganic filler in the blend. FTIR-IM analysis of neat blend and blend/LAR without nanoclay.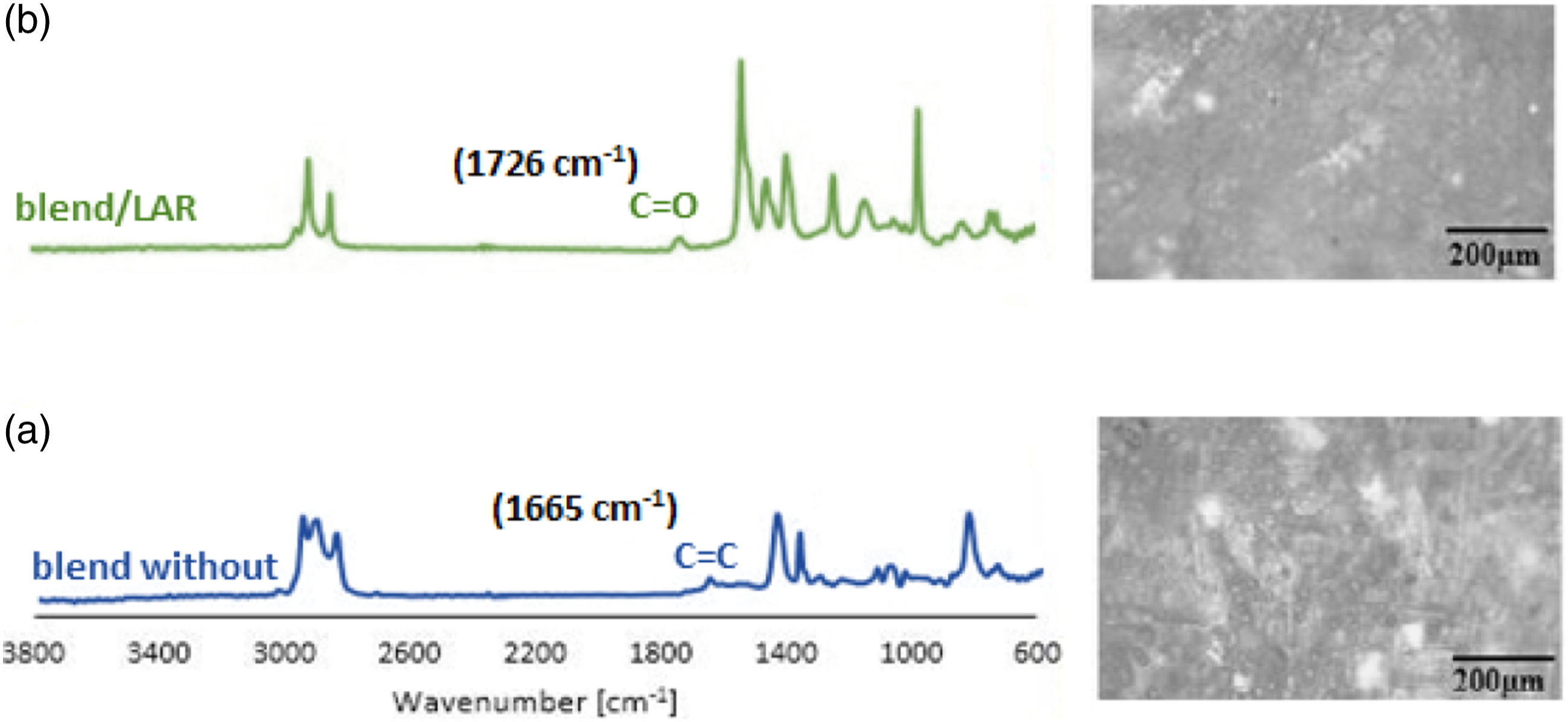
On the other hand, FTIR microscope images display the influence of LAR on the degree of dispersion and compatibilization processes in the blend, as demonstrated in Figure 4. The surface of the neat blend is a rough surface with voids indicating poor interaction between the components of the blend, as in Figure 4(a). Whereas the addition of 10 phr of LAR into the blend shows a homogenous surface evidencing better compatibility between the components of the blend, as in Figure 4(b). This is referred to the chemical linkages and physical properties of the resin in the blend. These data agree with SEM micrographs and tensile results.
Scanning electron microscope
The fractured surface images for NR/SBR/WTR blend with nanoclay at 0, 15, and 20 phr are shown in Figure 5. As observed in the figure, the fractured surface of the blend without MMT is quite homogeneous. With introducing 15 phr of MMT into the blend, good dispersion with a homogeneous surface is noticed evidencing high efficiency of MMT on the degree of dispersion within the matrix with achieving interfacial adhesion between MMT and blend. However, poor filler homogeneity is observed for the blend at 20 phr of MMT, due to the interfacial debonding between MMT particles and blend resulting from the large aggregates of filler particles and empty spaces. SEM images of the tensile fracture surface of the NR/SBR/WTR blends at 0, 15, and 20 phr of nanoclay in the presence of LAR.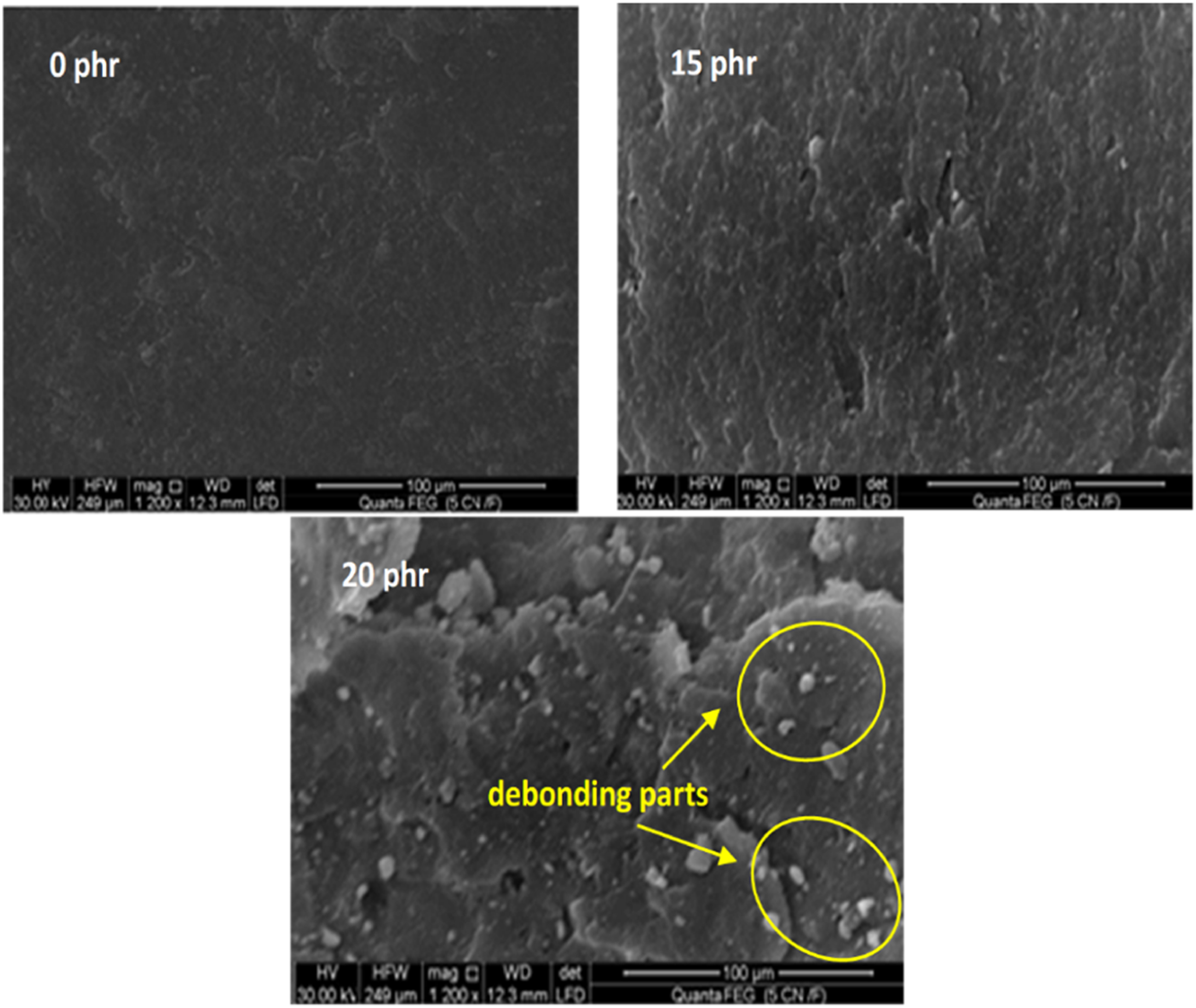
Curing characteristic
Rheometric characteristics and filler dispersion parameters of NR/SBR/WTR/MMT composites at 153°C.
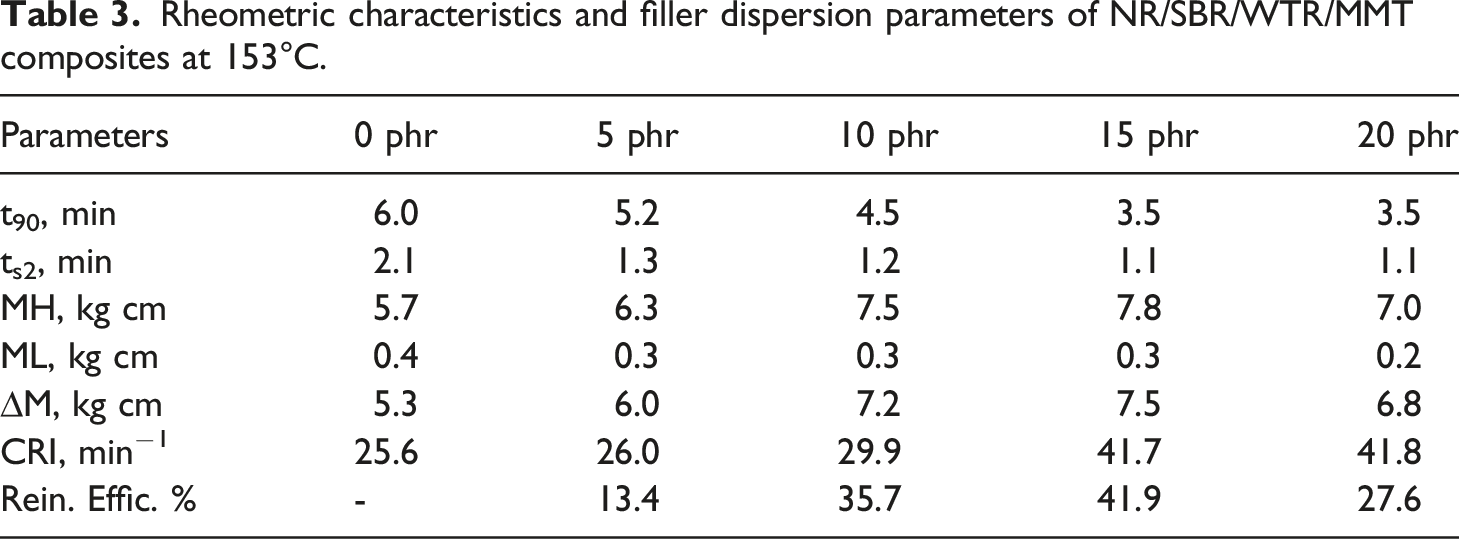
The maximum torque obtained during the curing test, denoted by MH, indicates the crosslink density of the vulcanized rubber. It is highly associated with the modulus of the composite and hence measures the compound’s rigidity. According to the Table, the MH increased as MMT increased. This can be related to two factors; the first is the addition of filler into the compound, which decreases the mobility of the macromolecules. 46 The other is due to the generation of hydrogen bonding improving the bonds between the rubber blend to the filler surfaces. 47 The higher MH for the blends indicated that good interactions between filler and polymer were established. Further, it could result in flow resistance as a larger restriction to the molecular motion of the macromolecules, increasing the torque value. The torque difference (ΔM) is commonly used to assess the crosslink density of blends. From the Table, the value of ΔM increased indicating an enhancement in the crosslink density.
The difference between t90 and ts2 is employed by CRI to estimate the rate of vulcanization. Table 3 indicated high CRI values for NR/SBR/WTR nanocomposites as a result of MMT addition. This might be ascribed to MMT functioning as an effective crosslinking agent for NR/SBR/WTR nanocomposites and generating new active crosslink sites within the matrix, 48 resulting in a significant increase in rubber vulcanization rate. 49
Reinforcing efficiency of MMT-filled blends
The reinforcing efficiency of NR/SBR/WTR blend filled with montmorillonite in the presence of compatibilizer (bio-alkyd resin) is depicted in Figure 6. The results exposed that the RE has been enhanced with the addition of MMT filler. The increase of MMT concentrations up to 15 phr further improved the RE and mechanical characteristics; but, beyond the 15 phr of MMT concentration, the RE The mechanical characteristics started to drastically decline. The increase in reinforcement efficiency means a high matrix-filler interaction. It is also clear that the inclusion of a compatibilizer resulted in a higher RE of NR/SBR/WTR-filled MMT. The increase in RE is a result of the increase in crosslinks. At 20 phr of MMT, the deterioration in reinforcing efficiency was caused by the agglomeration of MMT nanoparticles in the matrix and the decrease in crosslinks,50–52 see Figure 6. Reinforcing efficiency of the NR/SBR/WTR vulcanizates containing MMT.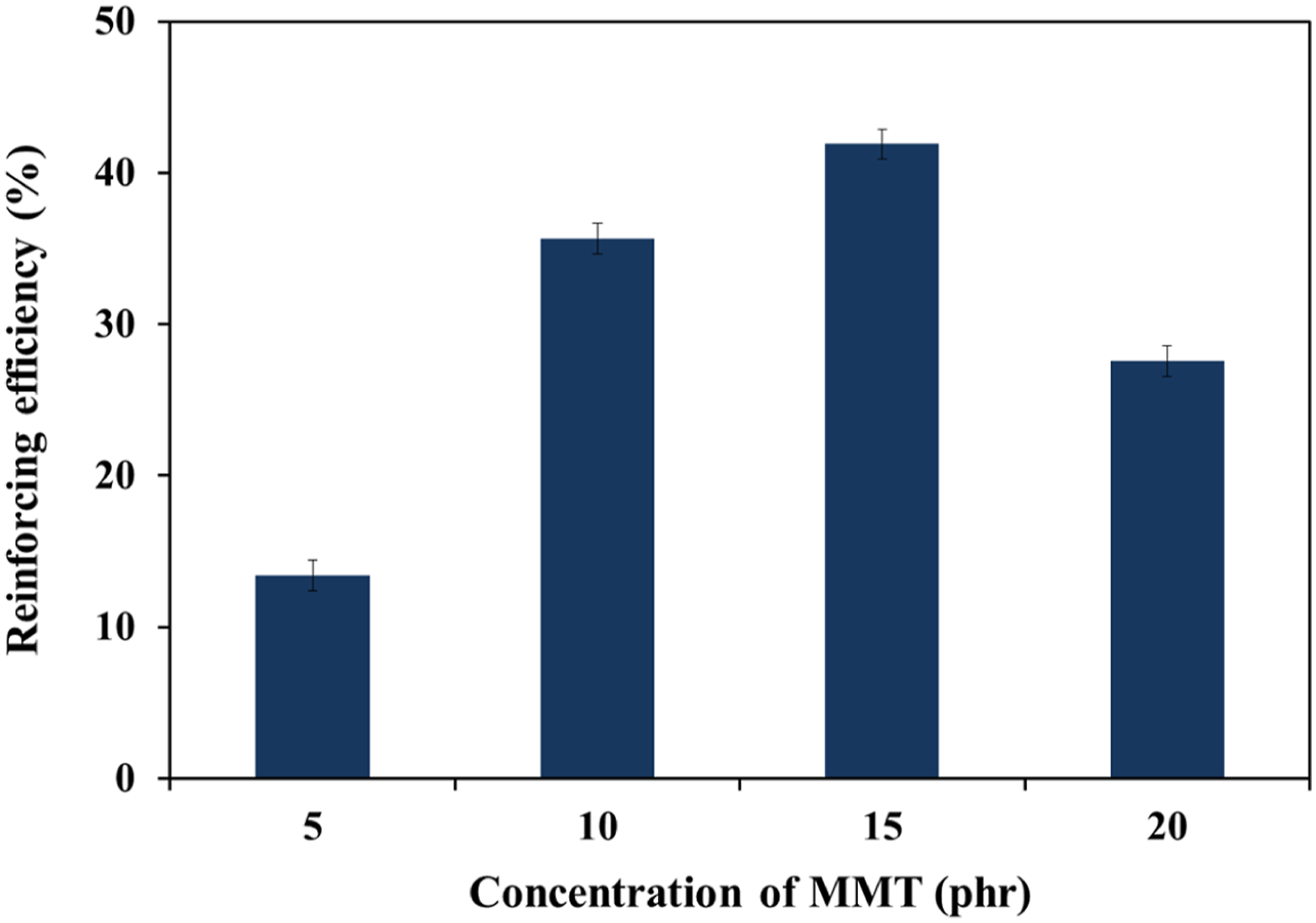
Tensile properties
Figures 7 and 8 display the variation of the tensile properties of the blends with the addition of MMT filler at different concentrations. Figure 7 visualizes the effect of MMT on the value of tensile strength of the blends. The additions of MMT increased the tensile strength up to 15 phr of MMT, in comparison with that of the blend unfilled. A 73.9% increase in tensile strength is by incorporating MMT up to 15 phr. The improvements in tensile strength were attributed to the good interfacial bonding of the filler/rubber owing to the presence of LAR. Resin improves the bonding between the matrix and the MMT surface. This interaction between both the filler and rubber appears significantly in increasing tensile strength, but adding 20 phr of MMT caused a decline in the value of the blend’s tensile strength. The reduction in tensile strength may be because of the formation of aggregates of filler particles at high concentrations. The production of MMT aggregates resulted in the establishment of weak points in the polymer and a deterioration in its tensile strength. The elongation at the break of the filled blend dropped for all MMT concentrations as compared to the unfilled one. This result could be attributed to the bond strength between the polymeric phase and MMT, which limits the motion of the rubber chain molecules and thereby resistance to the extension when strain is applied, resulting in decreased elongation.
53
The good bonding between MMT and NR/SBR/WTR blends improved tensile strength while decreasing elongation at break. Tensile strength and elongation at break of the NR/SBR/WTR filled MMT. The effect of MMT loading on the Modulus of the NR/SBR/WTR blends.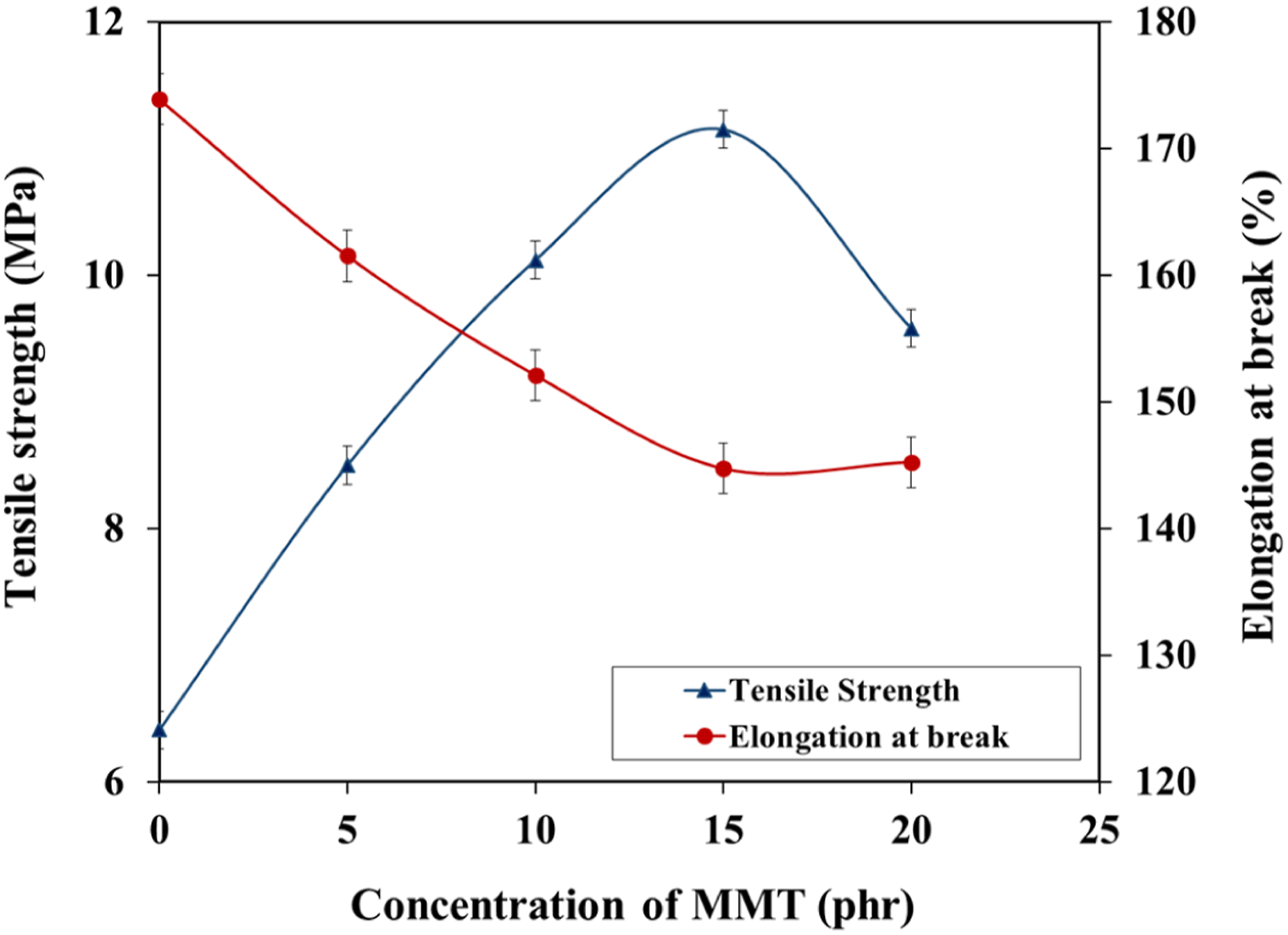
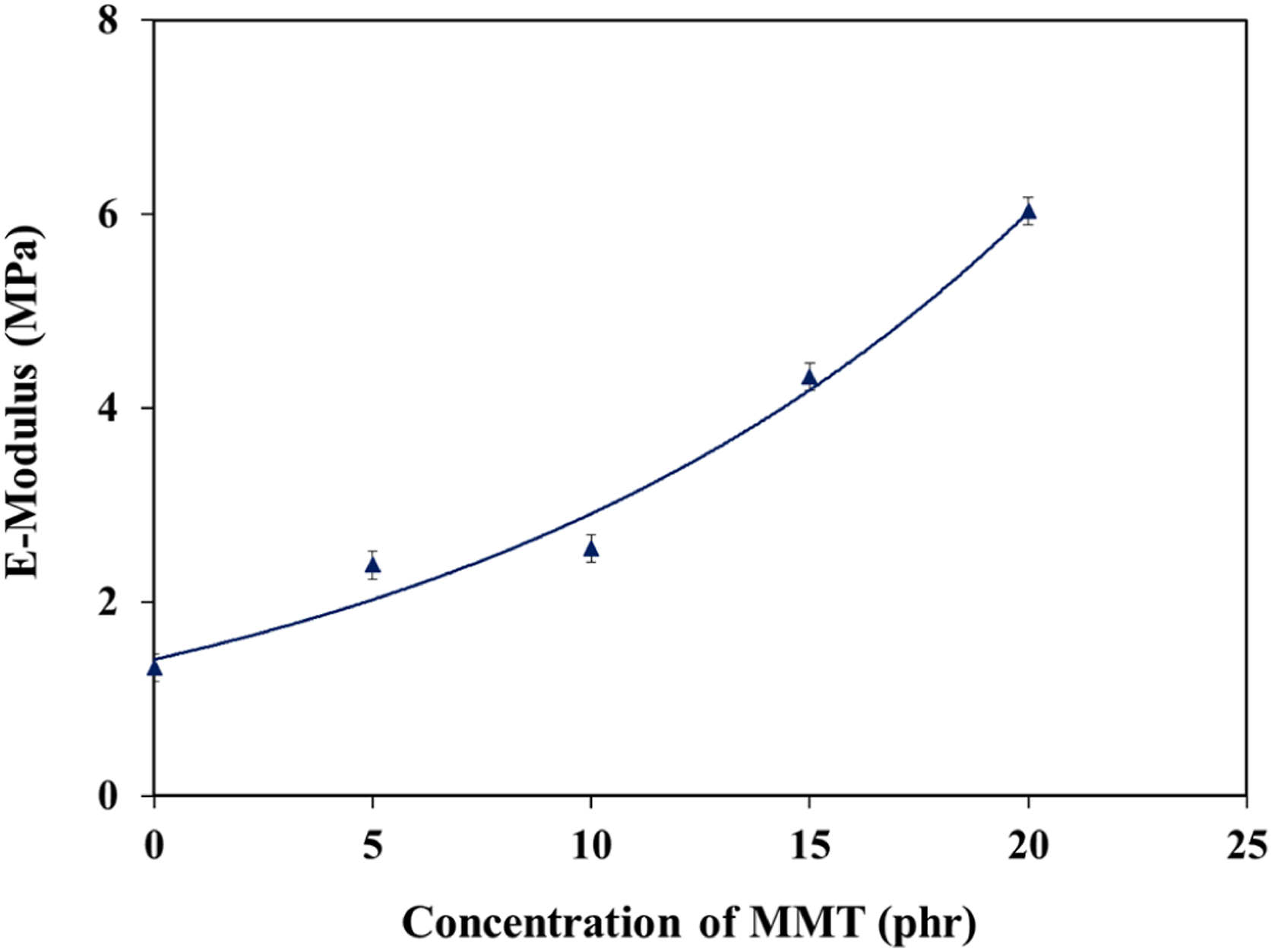
The effects of filler loading on the modulus of filled NR/SBR/WTR vulcanizates are shown in Figure 8. The results clarified that the modulus of all mixes improved. This is because the rubber chains and MMT interact well together in the presence of LAR resin. Also, the MMT’s surface modification approximated the interaction of the rubber phase and filler. The alkyl chains (hydrogenated tallow) on the surface of the MMT promote contact with the NR phase, while the inherent polarity of the MMT improves interaction with the SBR phase. As a result, excellent polymer-filler interaction is attributed to modulus enhancement. 54 The addition of fillers to the composite increases the stiffness of the composites, resulting in the development of the composites' modulus. 55
Tear strength
Tear strength is a good indicator of elastomer toughness and durability. Materials with strong tear strength offer a longer lifetime of service.
55
Figure 9 depicts the effect of MMT loading on the tear strength of NR/SBR/WTR blends. As revealed by several types of research, the dependence of the tear strength on the MMT loading was quite comparable to that of the tensile strength.51,56 Both tensile and tear strength usually reveal the resistance of the chain network to rupture. Figure 9 shows that the tear strength of the blends was enhanced by adding MMT at all weight ratios. All the blends filled with nanoclay have higher tear strength than the blend without nanoclay (Figure 9). The tear strength of the NR/SBR/WTR blend in the absence of MMT was about 7.1 N/mm. At 20 phr of MMT, the tear strength raised to a maximum value of 10.32 N/mm and enhanced by 45% as compared to the blank. This could be mainly owing to the same reasons mentioned in the previous section regarding the outcomes of the tensile strength. Also, the effective dispersion of MMT in the blend was capable of forming a physical barrier against crack initiation which led to a significant increase in impedance to tearing. The effect of MMT loading on the tear strength of the NR/SBR/WTR blends.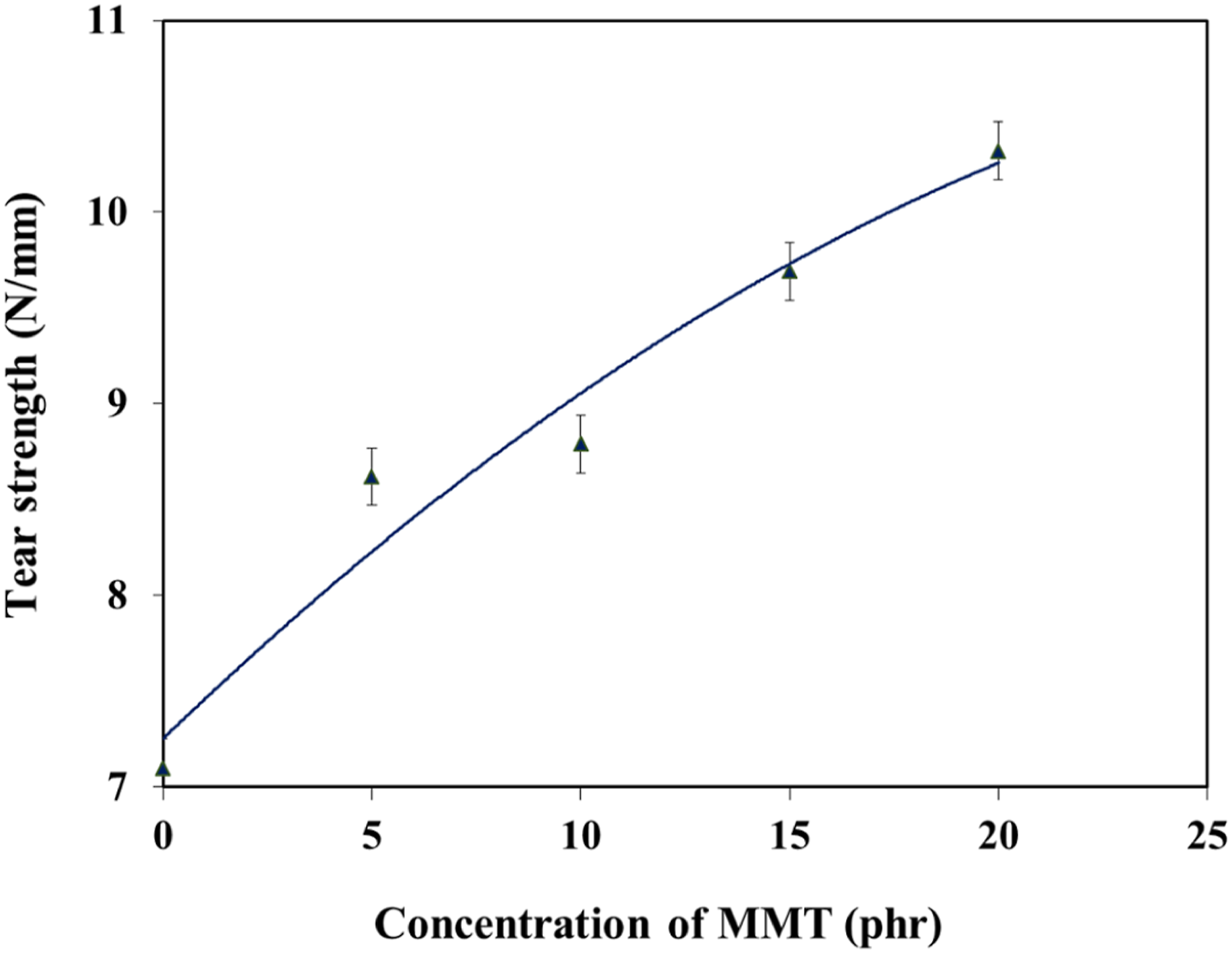
Hardness and rebound resilience
Hardness may be defined as the resistance of the material induced by either mechanical indentation or abrasion. The Shore A Hardness test assesses the hardness of flexible rubbers ranging from very soft and flexible to hard with nearly no elasticity. The inclusion of MMT was predicted to significantly affect the hardness of the rubber compound. The effect of the loading of MMT on the hardness of the blends is shown in Figure 10. The addition of MMT increased the hardness of the NR/SBR/WTR compounds. The higher the montmorillonite concentration, the higher the hardness. The NR/SBR/WTR blend with MMT indicates that enhanced MMT dispersion and high crosslinking density were the reasons for the enhanced hardness. A softer matrix hardens as the crosslink density of the blend increases. The effect of MMT loading on the hardness shore A and rebound resilience of the NR/SBR/WTR blends.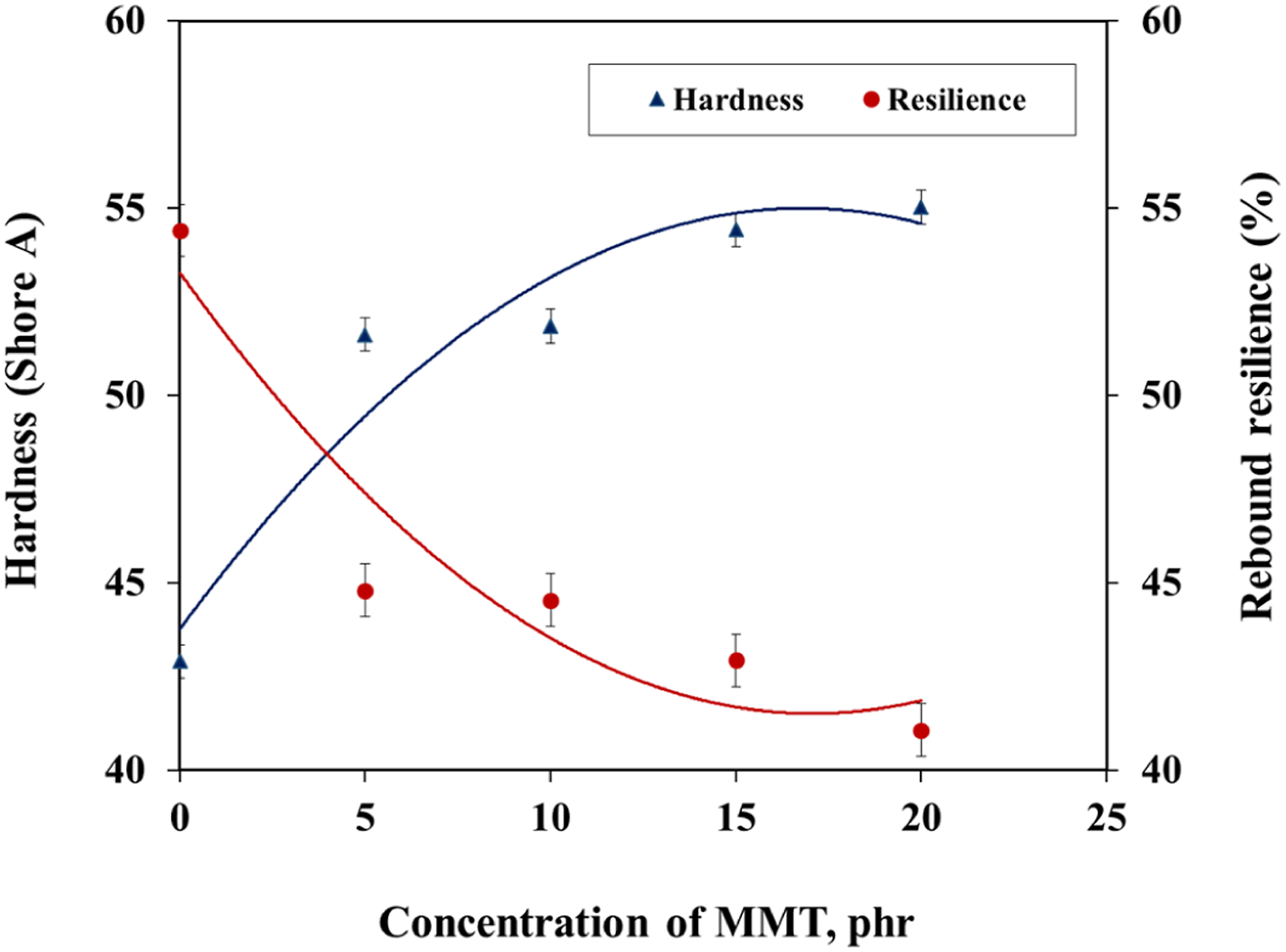
Figure 10 depicts the rebound resilience of the blends. The rebound resilience reduced as the MMT content increased, which also improved the nanocomposites' rigidity and stiffness. The rebound resilience of the nanocomposites was inversely related to hardness, and thus decreased as MMT content increased. The better interaction between matrix and filler may explain the decrease in rebound resilience. The enhancement in the bonding strength between NR/SBR/WTR blends and filler was accompanied by a reduction in rebound resistance with increasing MMT concentration. The elasticity of the rubber chains reduced as the MMT content in the matrix increased, resulting in poor rebound resilience. 57
Compression set properties
The test was used to determine the rubber’s potential to maintain its elastic property after prolonged compression at a constant strain under the specific condition.58–61 Figure 11 shows the relationship between the MMT loading and compression set of the NR/SBR/WTR blends. The figure clearly shows that the compression set was limited in the case of the pristine blend, but the compression set improved in parallel with the increase in MMT content. The compression set increased with increasing MMT loading up to 15 phr until it reached its maximum value (28.2%), then decreased. The effect of MMT loading on the compression set of the NR/SBR/WTR blends.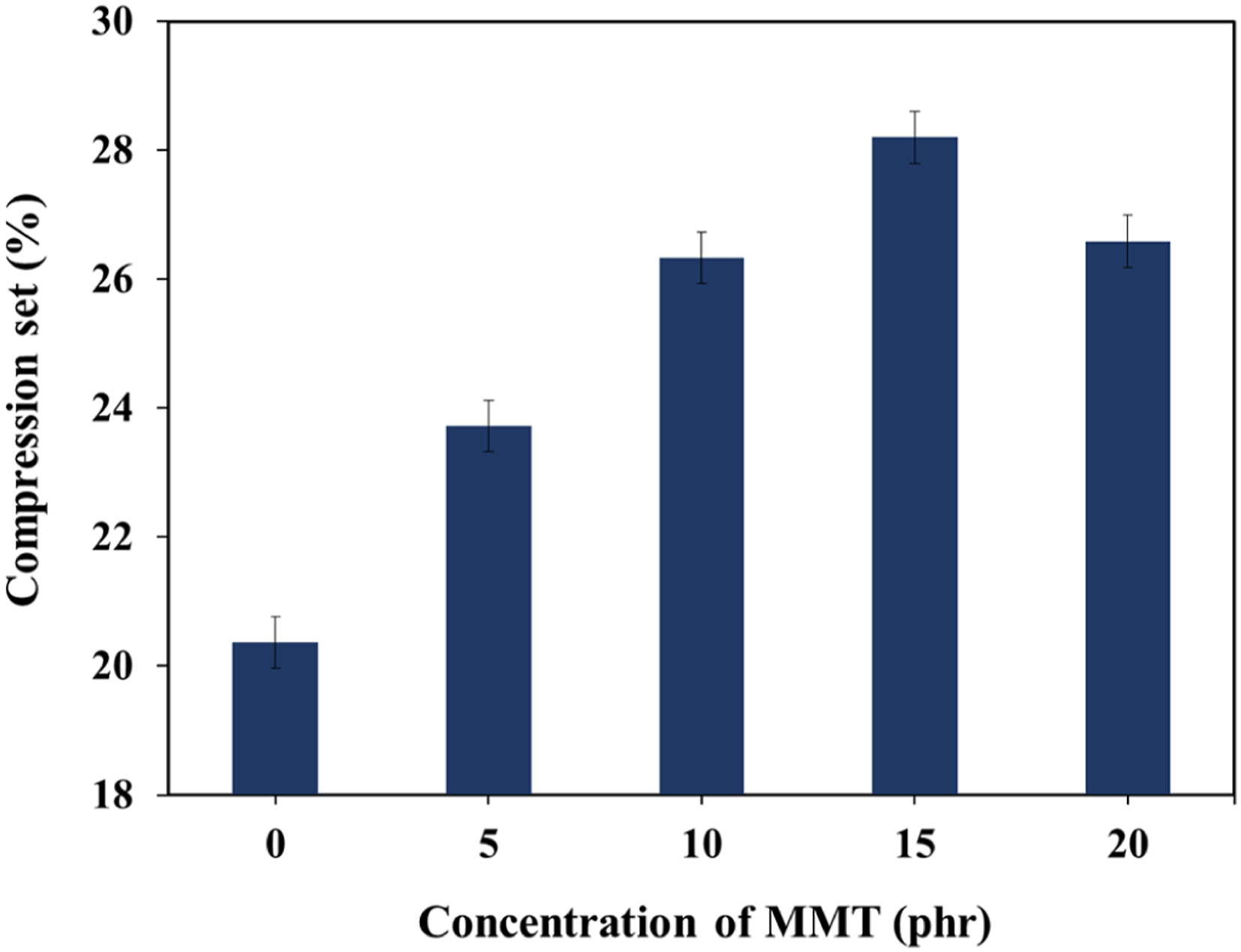
As expected, as the concentration of MMT was increased, the interfacial bonding between the filler and the rubber improved, and thus the compression set and crosslink density of the blends increased, whereas chains mobility decreased, resulting in composite stiffness.
Abrasion resistance
Abrasion resistance permits the material to maintain its integrity and shape. This is crucial when the shape of a material is critical to its function, as when moving parts are thoughtfully machined for maximum efficiency.58,62 Abrasion-resistant materials have been utilized for both moving and fixed elements where wear is a concern. Figure 12 shows the effect of MMT addition on the abrasion loss of the NR/SBR/WTR blends. Generally, the results indicated that the addition of MMT to NR/SBR/WTR blends decreased the abrasion loss levels of the composites up to 15 phr of MMT. This indicates a good interfacial interaction between the nanofiller and the rubber chain matrix, and consequently, the reduction of abrasion loss in the nanocomposites up to 15 phr was evident. However, the abrasion loss increased at 20 phr of MMT. This can be attributed to the failure of the matrix interface.
63
Figure 13 showed the shape of the sample surface after the abrasion test. There is an inverse relationship between loss abrasion and abrasion resistance, i.e. the lower the value of abrasion loss, the higher the abrasion resistance. Therefore, the nanocomposites have reached a maximum value of abrasion resistance at 15 phr of MMT. The effect of MMT loading on abrasion loss of the NR/SBR/WTR blends. Image for abraded surfaces of the samples under test.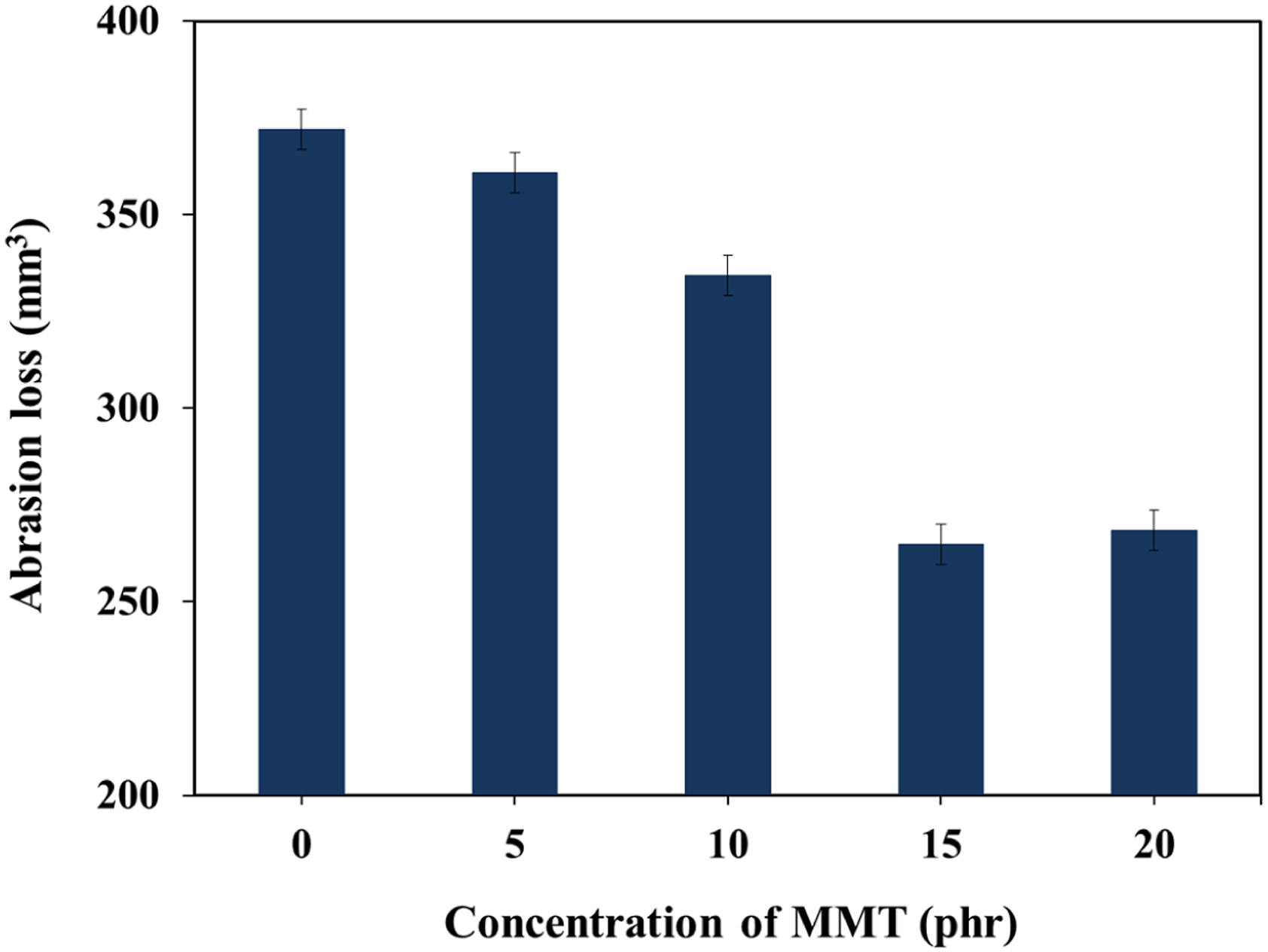
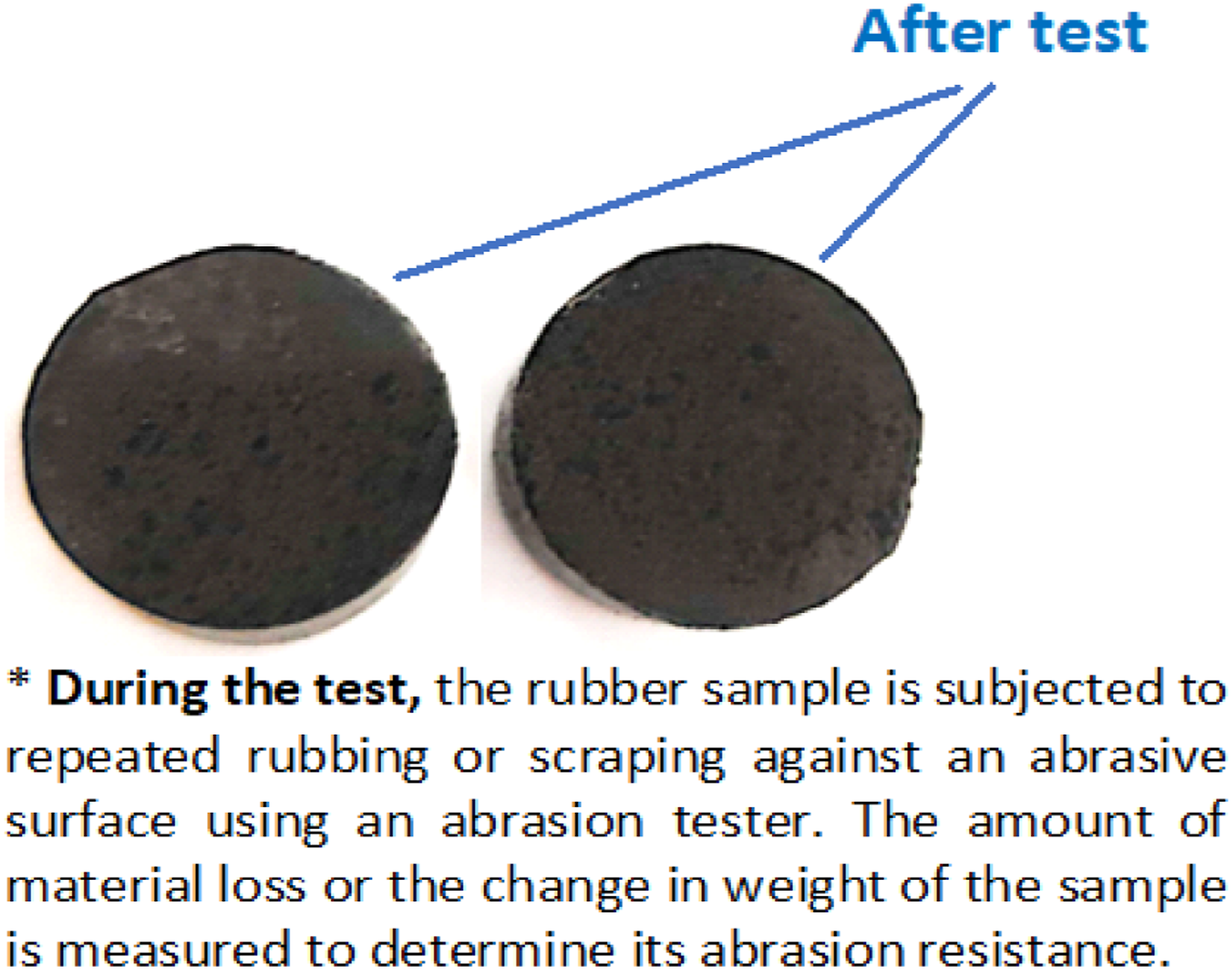
Furthermore, two distinct wear behaviors could be seen on the matrix surface. In some areas, failure associated with micro-cracking was observed, whereas in other areas micro-cutting was observed. Microcracking is a type of damage that appears in rubber materials as a result of repeated stress and strain applied on the rubber surface during abrasion. When a rubber surface is exposed to repeated bending or rubbing with another surface, it may lead to small cracks that develop on the surface. These cracks are called microcracks because their dimensions are too small to be noticed by the naked eye. These micro-cracks can develop in both depth and size over time, thereby damaging the rubber material and making it highly susceptible to failure. This type of damage is common in tires, where continuous stress and strain from driving can result in microcracks on the surface of the rubber. However, if a sharp object or an abrasive substance, such as sandpaper, were to cut into the rubber surface, it would cause damage known as micro-cutting. Tiny pieces or particles would be removed from the rubber’s surface leading to material failure when a cutting force is applied to a rubber surface. This type of damage is typically more severe than microcracking and can lead to material failure much more quickly.
Whenever possible, microcracking and micro cutting should be avoided because these damages can result in material failure. The use of high-quality rubber materials that are intended to withstand the particular stresses and strains they will be subjected to is crucial to preventing this kind of damage. Additionally, periodic care and maintenance can help rubber materials endure further and avoid premature failure.
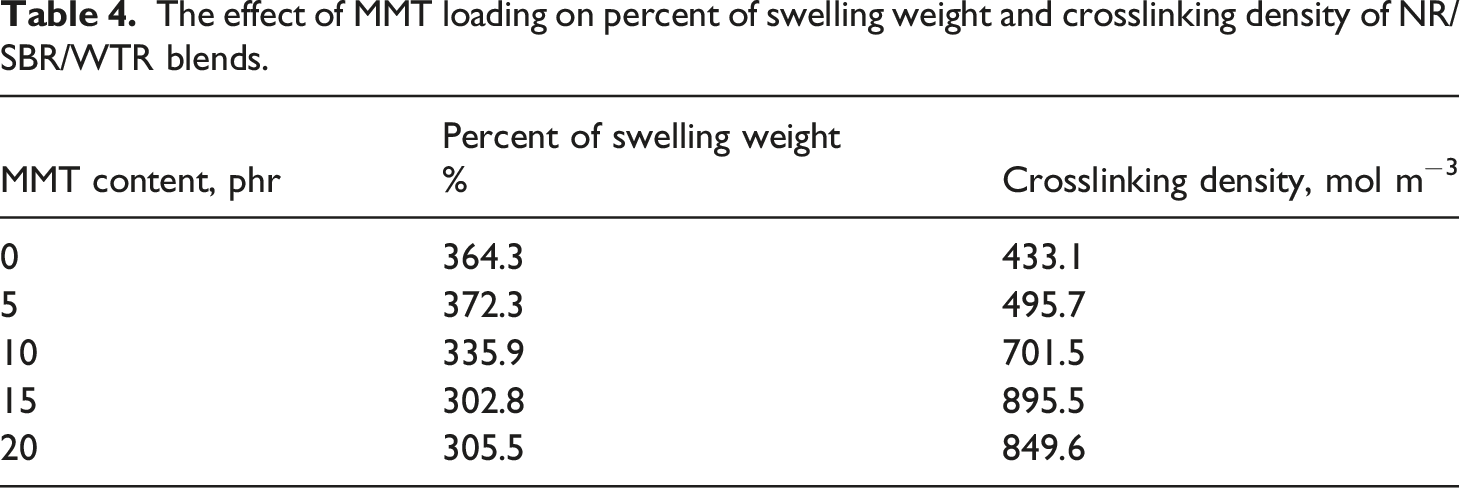
Swelling properties
The effect of MMT loading on percent of swelling weight and crosslinking density of NR/SBR/WTR blends.
Conclusion
50/50/40 NR/SBR/WTR blend nanocomposites were prepared by a two-roll mill. This study investigated the effect of nanoclay addition (5,10,15,20 phr) on the cure behaviors and the mechanical properties of the blends. The maximum torque increased while the scorch time and cure time decreased with the incorporation of MMT in the rubber blend. It was concluded that maximum improvement in the tensile strength can be achieved at 15 phr of MMT. However, the incorporation of MMT content reduced the elongation at the break of the blends. Elastic modulus and tear strength increased with increasing MMT loading due to an increase in the crosslink density and strengthening of the matrix. The hardness increased with increasing MMT loading until it reaches the maximum value (54 Shore A), while rebound resilience decreased to 24.51%. While the percent of swelling weight reduced with increasing MMT concentration, the crosslink density and filler-rubber interaction improved. Overall, the outcomes demonstrate that incorporating MMT into blends of NR/SBR/WTR in the presence of LAR resin provides excellent properties, including tensile strength, elastic modulus, swelling resistance, and elongation. ad abrasion resistance. Furthermore, the produced nanocomposites solve a serious environmental pollution problem.
Footnotes
Acknowledgements
The authors wish to sincerely thank all who assisted in the preparation of this work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
TThe author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Institute of Standards, laboratory of Materials Testing and Surface Chemical Analysis.
Data availability
The data used to support the findings of this study are included in the article.