
Abstract
Groundnut shells (GNS) are renewable and sustainable sources that can reinforce polypropylene for composites intended for interior building and other applications. However, the hydrophilicity, low thermal and noise insulation of GNS reinforced polypropylene (PP) necessitate the use of additives to improve properties. In this work, non-coking bituminous coal was used as an additive to improve the properties of GNS-PP composites. Up to 30% of coal particles were included and the changes in tensile, flexural properties and noise and thermal insulation were studied. Morphological analysis showed limited interaction of coal with GNS or PP and consequently, there was only marginal improvement in the mechanical properties. However, moisture sorption of the composites decreased by 25% and the limited oxygen index increased to 27 from 24 without any coal. The presence of coal increases sound absorption and the noise absorption coefficient showed high absorption at specific frequencies. Coal is an abundantly available natural material which is suitable to improve the performance of composites.
Introduction
Composites with good mechanical properties, and sound and noise insulation are preferred for building, automotive and other applications. Such composites have been developed using both natural and synthetic polymers as reinforcement and/or matrix. Composites developed using synthetic fibres such as glass, carbon and Kevlar are intended for high-performance applications and are non-biodegradable.1,2 Alternatively, biocomposites, where either one or both the matrix and reinforcement are biodegradable, have also been developed. These composites are intended for commodity applications and have performance much lower than the high-strength engineering composites. Biocomposites are gaining prominence because of the large market and due to the restrictions on the use and disposal of plastic-based products.
Biocomposites have been preferably developed using natural cellulose fibres as reinforcement and either fibres such as polypropylene, polyethylene or nylon as the matrix. This results in partially degradable biocomposites. Alternatively, fully biodegradable composites are developed using both the reinforcement and matrix from renewable resources. Examples include biocomposites developed using natural fibres such as jute and coir as reinforcement and poly(lactic acid) as the renewable and biodegradable matrix. 3 Studies have also shown that protein-based matrices can also be used to develop completely biodegradable composites. Plant proteins such as soy proteins, wheat gluten and zein in corn have been used as a matrix with jute fibres as reinforcement to develop fully biodegradable composites4–6
Although natural fibres provide composites with desired properties, they are relatively expensive, have limited availability and require considerable resources to grow, Agricultural residues and coproducts are available in large quantities and at low cost, have limited applications but have several unique properties. For example, discarded wool has a low density and excellent noise and heat insulation which makes it preferable for composites intended for automotive and building applications. Similarly, poultry feathers have a unique hierarchical structure, hollow honeycombs and hence low density and good noise and sound absorption capabilities. Composites developed using feathers and wool as reinforcement have properties suitable to replace gypsum ceiling tiles and partition boards.7,8 In addition to using single residues, hybrid composites have been developed using two or more residues. For instance, coir fibers were combined with sugarcane bagasse, treated via steam explosion and later made into composites using polypropylene as the matrix. 9
Groundnut shells (GNS) are agricultural coproducts that are inevitably generated during the processing of the nuts for various applications. Groundnut shells are composed of cellulose, lignin and hemicellulose in a fibrous network that provides strength and protection. Most GNS are used as fuel or disposed off as waste. Some attempts have been made to utilize GNS for value-added applications. For instance, in our previous research, we showed that GNS combined with gypsum could be used as a replacement for conventional ceiling tiles and partitions. The GNS-coir-gypsum composites had 35% higher strength compared to pure gypsum tiles. Further, GNS-coir hybrid composites had thermal resistance between 0.092 and 0.150 m2k/W suitable for insulation applications. 10 Groundnut shell particles were also combined with epoxy as the resin and composites obtained were suggested to be useful as a replacement for wood-based materials.11,12 In another study, groundnut shell high density polyethylene composites were treated with alkaline aqueous solution of magnesium hydrogen as flame retardant leading to good compatibility and fire retardancy characteristics. 13
Despite extensive use of agricultural residues and coproducts both as reinforcement and matrix for composites, the properties of biobased composites are insufficient for many applications. Hence, attempts have been made to develop hybrid composites to exploit the benefits of individual reinforcements. In addition, several physical and chemical modifications and the inclusion of additives and finishes are done to enhance the properties of biobased composites. Treating natural fibres with chemicals to create a higher surface area, and a rougher surface that can interact better with the matrix are common approaches to improve the properties of biobased composites. Similarly, compatibilizers are included to promote the interaction between the matrix and reinforcement.
Additives are substances that are included in composites to reduce the pores, and porosity, increase tensile properties and provide higher insulation and other features. The extent of improvement in properties depends on the type and amount of additive used. For example, lignin as an additive was able to promote the adhesion between biofibre and matrix and increase the tensile strength and modulus by 9 and 19%, respectively.12,13 Similarly, silane and maleated coupling agents are specifically used to improve the compatibility between the hydrophobic matrix and hydrophilic reinforcement. 14 In addition to the raw materials used, the method of processing/manufacturing the composites also has a major influence on the properties. 15 Techniques such as injection molding, extrusion, pultrusion, resin transfer molding (RTM) and thermoforming are commonly used for composite fabrication. 16 Although injection molding is more widely used and preferable for high productivity and lower costs, hybrid techniques, hybrid biocomposites and pre and post treatments should be considered for achieving the desired composite properties.17,18
Coal is one of the most abundant naturally occurring materials, primarily used for generating fuels and gases. However, coal is a non-renewable resource and since coal reserves are being over-exploited, the cost and availability of coal could be a constraint soon. Coal has also been used for several non-energy and non-fuel related applications such as wastewater treatment, manufacture of carbon fibres and electrodes for non-energy uses.19,20
Despite the large availability and unique features of coal, there are no reports on using coal as an additive for biocomposites. In this research, bituminous coal powder was used as an additive for groundnut shell-polypropylene composites. The amount of loading of coal was varied and the changes in tensile, flexural, acoustic, and thermal behaviour of the composites were studied in comparison to gypsum-based ceiling tiles.
Materials and methods
Materials
Local sellers in Karnataka kindly provided GNS. Groundnut shells was initially cleaned and dried in a hot air oven at 50°C for 24 h to eliminate moisture. Without any further chemical treatment, GNS reinforcement was used. The coal samples for this investigation were gathered using a hand shovel/scoop from several stockpiles in the Jharia coalfield, Dhanbad, Jharkhand, in compliance with IS: 436(Part l), and 5–10 kg of bulk coal samples in the size range of 100 mm–250 mm were obtained. During the coal sample collecting process, considerable care was taken to avoid any contaminants or other compounds linked with coal, in accordance with the normal method and authorised procedures. 21 Indian Oil Corporation, Mangalore, Karnataka, India, supplied nonwoven PP web (density: 0.9 g/cm3, melt flow index: 3.3 g/10 min at 230°C, tensile strength: 35 MPa).
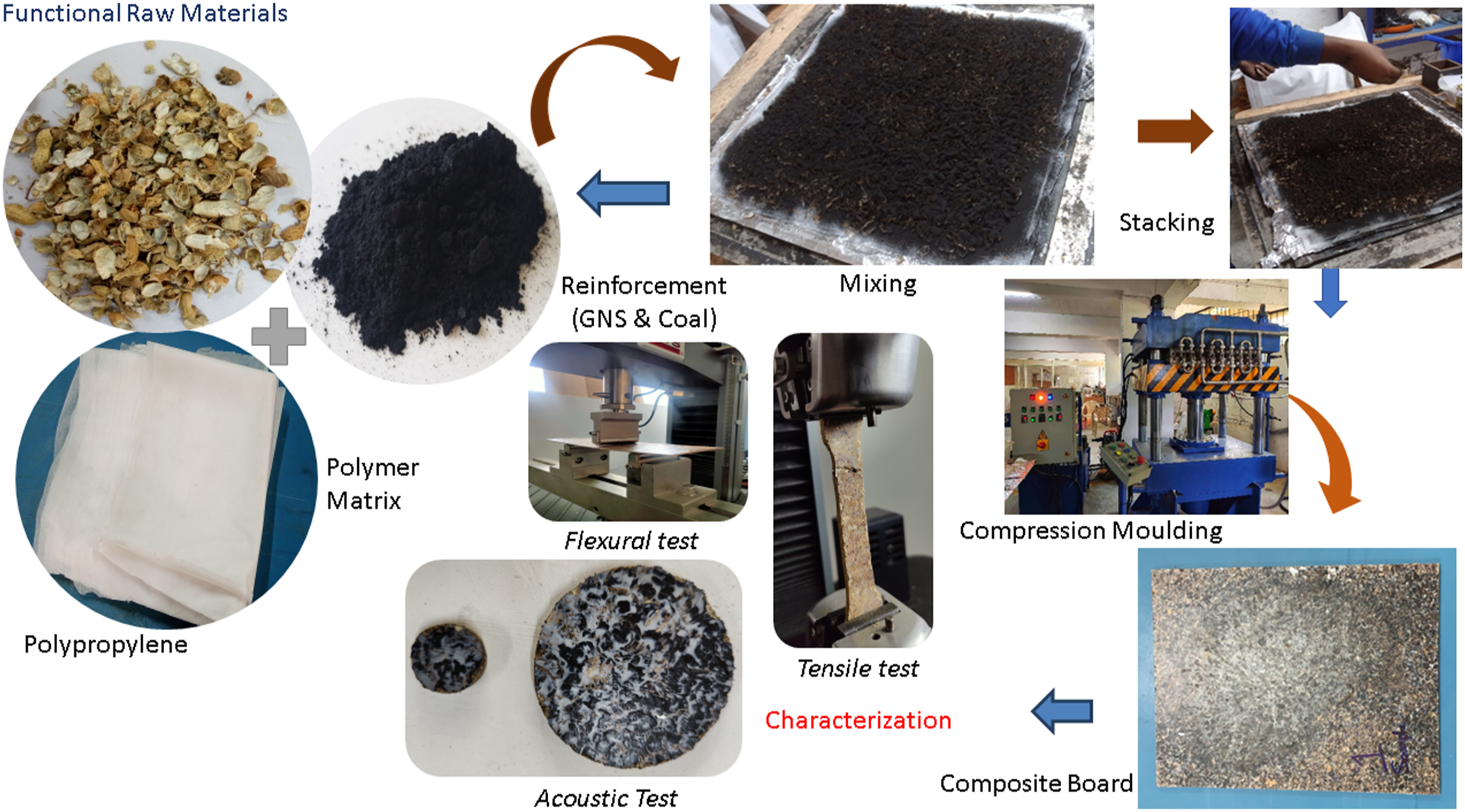
Developing composites
Densities of GNS/coal/PP composites.
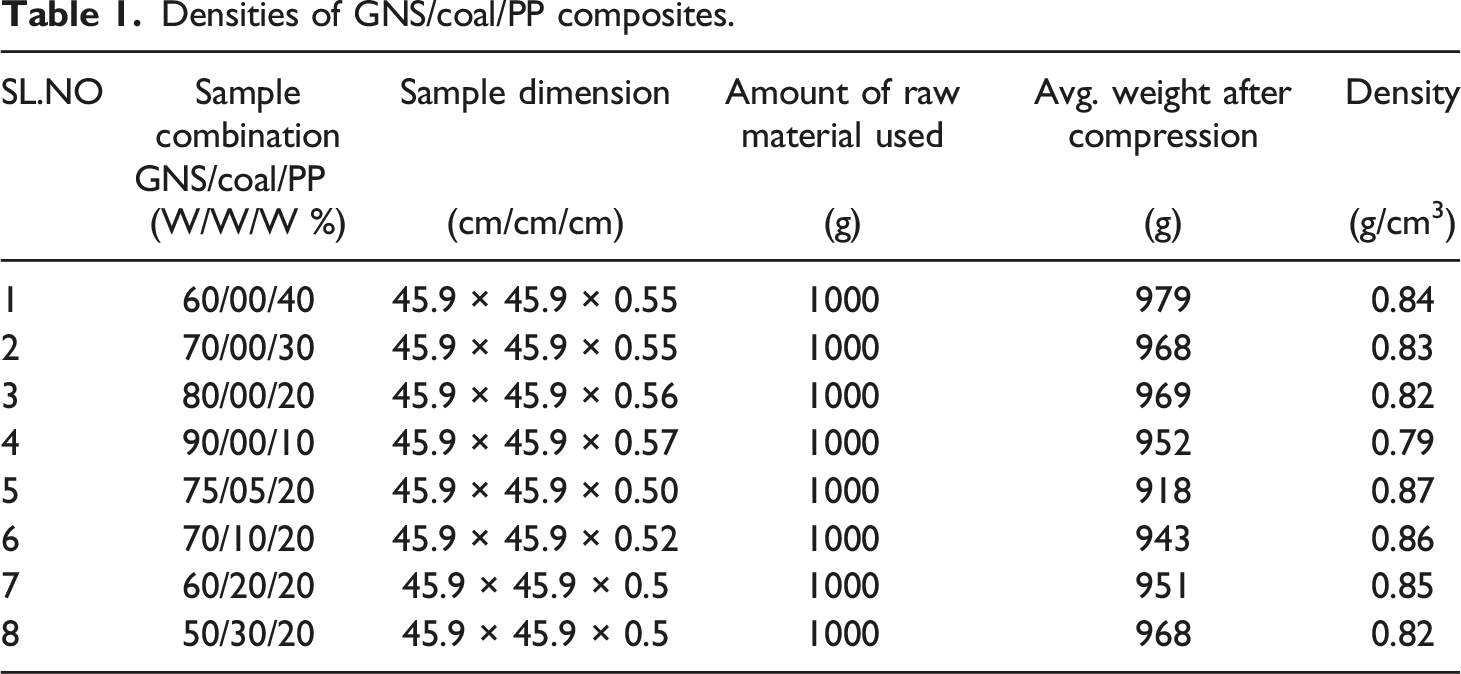
Process of manufacturing and testing the coir-PP-coal composites.
Mechanical properties
Tensile testing on the composites was carried out in accordance with the ASTM D 638-14 standard. Samples were 165 mm in length and 19 mm wide at its widest point. The crosshead speed was set at 18 mm per minute. At room temperature (28 ± 2°C), at least 25 samples per ratio were tested to determine the average tensile strength and Young’s modulus. The ASTM D790-15 standards were used to determine the flexural strength and modulus of the composites. The tests were carried out using a 3-point bending assembly. The samples measured 203 mm in length and 76 mm in width. The crosshead speed was set at 10 mm per minute. At least 15 samples were evaluated for each condition, and the average values were given. A Universal Testing Machine (MTS Exceed E43) equipped with a 500 N load cell was used to carry out the tensile and flexural tests.
Thermal conductivity
Thermal conductivity was measured in each ratio using at least 3 different 300 mm × 300 mm × 10 mm samples. To summarise, the test sample is sandwiched between a heating and cooling plate, which maintains a constant temperature differential and allows heat to travel through the sample at a steady rate. Thermal conductivity was measured in an HFM 436 Lambda made by NETZSCH (Erich Netzsch Gmbh and Co. Holding Kg, Selb, Germany) using the ISO 8301:1991 standard (2014). Thermal conductivity was calculated by measuring the material’s resistance to heat flow.
Surface morphology
The morphology of GNS, Coal and PP composite, as well as the interfacial bonding and fracture surface of the composites, were studied using a Hitachi SU3500, Japan model Scanning Electron Microscope (SEM). The samples were sputtered with gold-palladium for 120 s before being seen. The SEM pictures were then collected at various magnifications at a voltage of 15 kV.
Sound absorption
The ASTM E1052-12 two-microphone impedance tube technique was used to evaluate the sound absorption coefficient of the GNS/coal/PP composites. The results included a frequency range of 350 Hz–6000 Hz. In this study, the inner diameter of the impedance tube was 30 mm and 100 mm. The low to high-frequency spectrum encompassed frequencies ranging from 350 Hz to 6000 Hz. The measurement was performed three times on a single sample to check the data’s repeatability, and the variability was negligible.
Flammability
According to UL-94 standards, the flammability of composite samples made of GNS/PP and GNS/coal/PP was tested using the vertical flame test method. The samples were 125 × 15 × 10 mm in size. The samples were briefly placed in the flame for 10 s, and then they were left alone to burn normally. To examine any dipping of the burnt sample, surgical cotton was placed under the sample. The time needed to ignite, and the leak was used to determine the flammability grade. Five samples were evaluated for flammability for each ratio and condition to verify the repeatability of the ratings. Flame ratings of the composites were also tested using the Limiting Oxygen Index (LOI) values. To determine the LOI, samples measuring 150 mm × 6.5 mm × 3 mm were tested in a Dynisco and APLH technologies instrument as per ASTM D 2826 and the average of five readings is reported.
Water absorption test
Water absorption was measured on GNS/PP and GNS/coal/PP samples using ASTM-D570-98 standards. Specimens 60 × 60 mm in size were immersed in de-ionized water for 24 h, and the average weight difference of three trials was recorded.
Results and discussion
Morphology of the composites
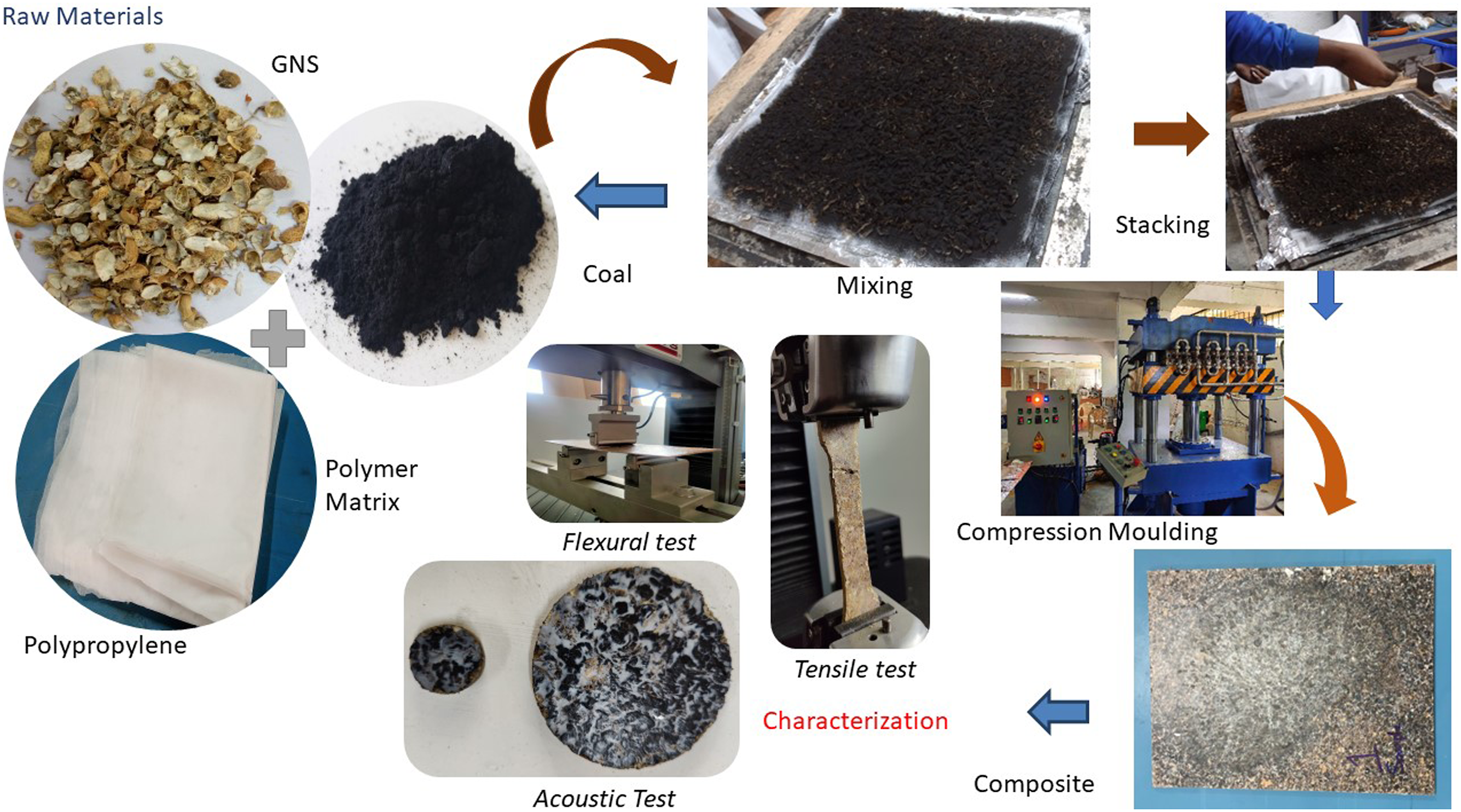
Scanning electron microscopy images show that chunks of GNS appear to have been neatly embedded in the matrix with good compaction between the layers (2a). However, GNS has an inherent porous structure as seen in Figure 2(b) which would help in increasing the noise and thermal insulation properties. Unlike GNS and PP, coal particles seem to have no interaction but are physically entrapped between the matrix and reinforcement (2c). However, coal would fill the voids and help in compacting the composites. The limited interaction between coal and the matrix and reinforcement should also be responsible for the marginal improvement in the mechanical properties of the composites after adding coal. Also, since GNS are used in their native in large particle form, GNS would form sheets that do not allow easy penetration of PP through them. With a non-homogenous distribution of PP, the interaction and binding between GNS-Coal would be limited and hence there is no significant increase in properties. (a–c) SEM images of GNS/PP samples; (d–f) Cross-sectional images of GNS-Coal composites under different magnification. Please only use b, c and d and rename them as a, b, and c.
Effect of GNS on the tensile properties of the composites
The addition of GNS to PP in increasing proportions leads to an increase in the strength and modulus of the composites. At 10% GNS, the tensile strength and modulus were 2.2 and 103 MPa but increased to 5.4 and 345 MPa at 60% GNS content (Figure 3). Tensile strength and modulus of GNS/PP composites at the different proportions of the reinforcement and matrix.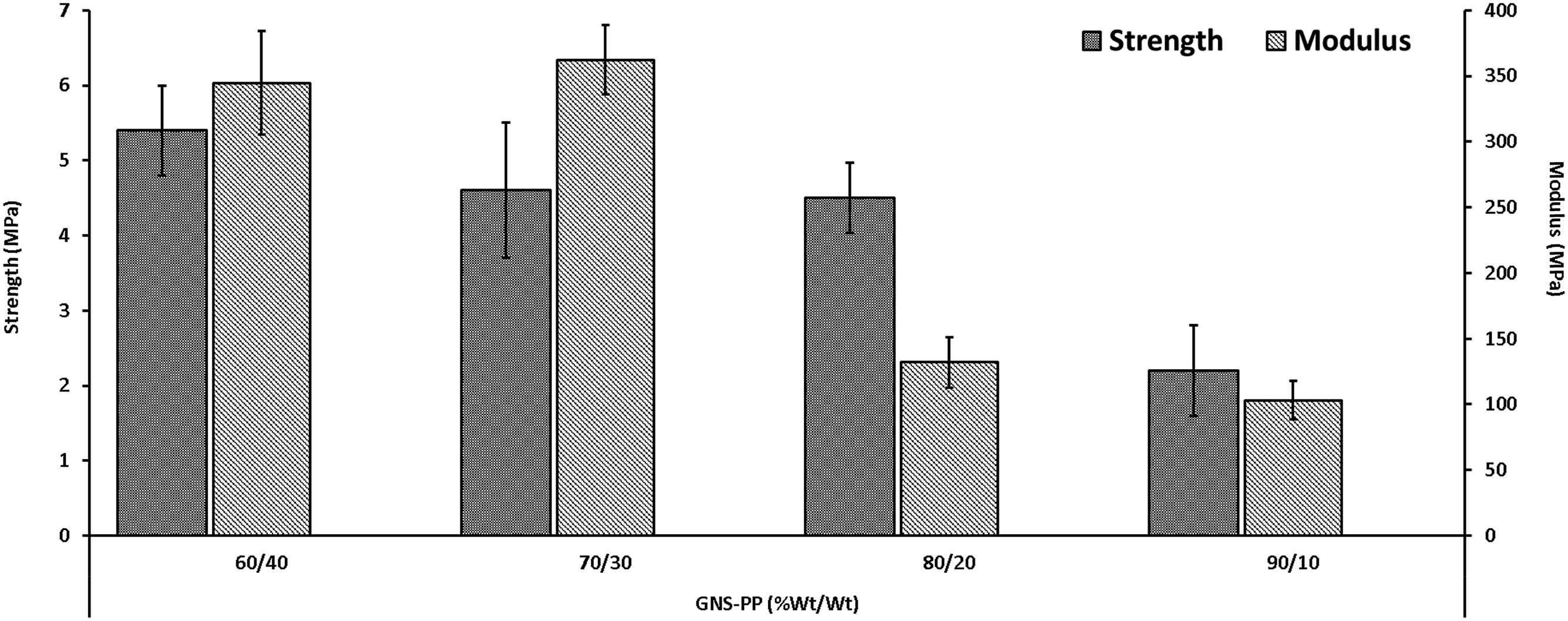
Flexural strength and modulus also showed an appreciable decrease with an increase in GNS content. Figure 4 shows that a 300% decrease in strength and 233% decrease in modulus from 2.4 to 1.04 GPa occurred when 90% GNS was present in the composites. GNS has a hard and fibrous network which improves the performance of the composites. As the amount of GNS in the composites decreases, the reinforcing effect decreases and hence we observe the change in properties. At least 20% of the GNS shells are necessary to provide good strength and modulus. Although decreasing the amount of GNS led to higher strength, there will be an increase in the amount of polypropylene which makes the composites non-biodegradable. Also, as the PP content increases, there will be better binding between the reinforcement and matrix and hence improvements in properties are seen. Previous studies on using GNS as reinforcement have also reported improvements in properties. For instance, the highest tensile properties were obtained when 60% GNS particles were used as reinforcement for epoxy.
11
Tensile strength of 17 MPa and flexural strength of 60 MPa were obtained when the epoxy resin was reinforced with different sizes of ground nut shells. Similarly, GNS having a particle size of about 1.5 mm decreased thermal conductivity of polyester matrix composites making them suitable for thermal insulation applications.
22
GNS have a complex structure with an inherently hydrophobic outer surface and relatively hydrophilic inner surface. Such a feature enables the shells to interact better and provide good chemical and physical bonding between the reinforcement and matrix. Additional use of compatibilizers could also be considered to further improve the properties of the composites. Flexural strength and modulus of GNS/PP composites at different proportion of the reinforcement and matrix.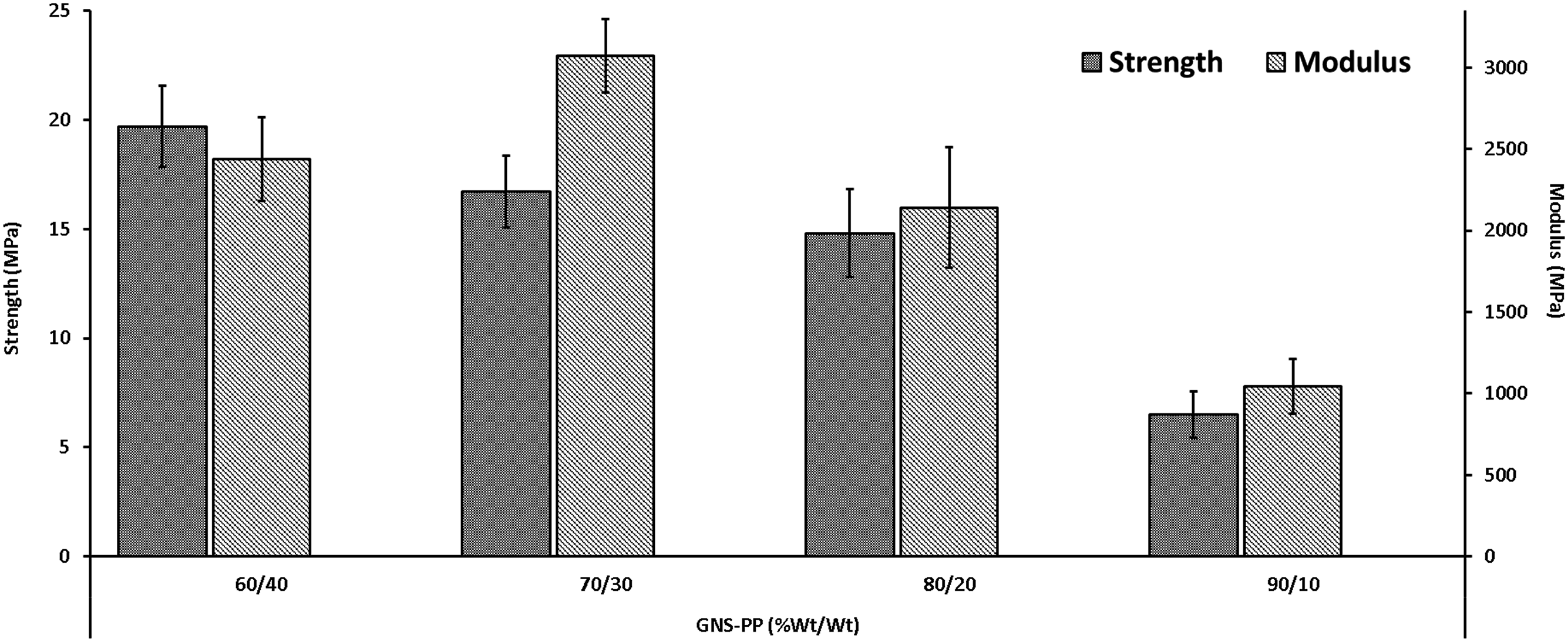
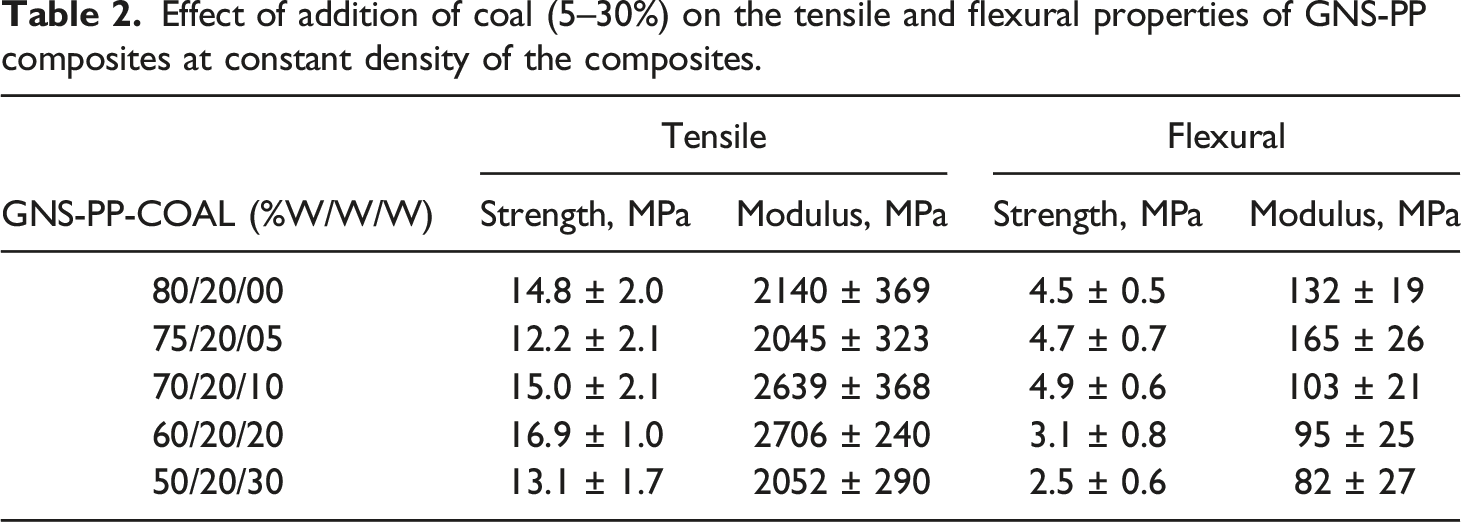
Effect of addition of coal on tensile and flexural properties
Effect of addition of coal (5–30%) on the tensile and flexural properties of GNS-PP composites at constant density of the composites.
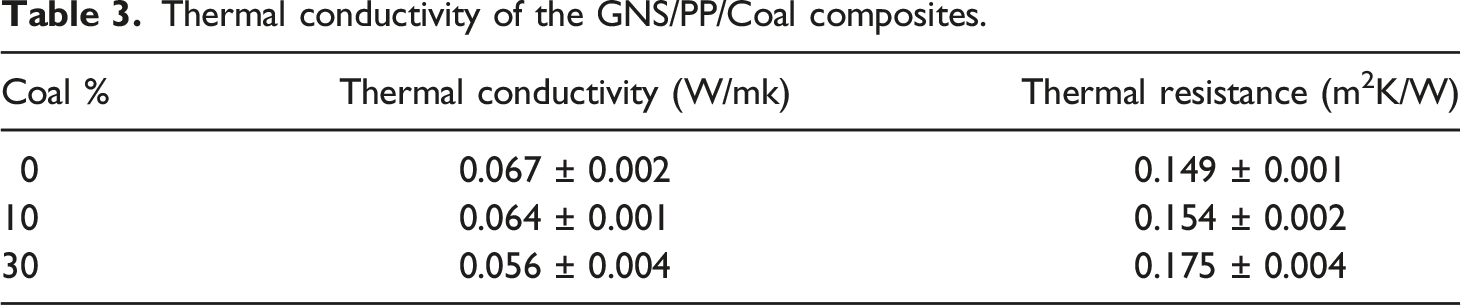
Thermal conductivity
Thermal conductivity of the GNS/PP/Coal composites.
Effect of coal on the flame resistance of the composites
Flammability ratings of the GNS/PP/Coal composites.
Changes in the sound absorption coefficient due to the addition of coal
The addition of coal considerably changes the sound absorption behaviour of the composites as seen in Figure 5. Without any coal, the composites showed two major sorption areas one as a peak at 750 Hz and a valley between 1200 and 1400 Hz. Stable sorption peaks are observed at frequencies above 3000 Hz and up to 6250 Hz. When 30% coal was added, the sound absorption decreased but the major absorption occurs at different frequencies. Highest absorption for the 30% coal containing composites occurs between 700 and 1750 Hz and again at about 3500 Hz. A decrease in the sound absorption of the composites should be due to the reduction in the number of voids due to the addition of coal which would have blocked the pores and voids in the additives. In addition to the constituents, the thickness, density and ratio of reinforcement to matrix affect the level of sound absorption. Variations in the sound absorption of the composites with varying coal content is also because of the particles blocking the sorption/transmission of sound waves. For instance, it has been reported that higher resin content would fill the pores and voids between the matrix and reinforcement and cause disruption in transmission and reduce noise absorption.
27
Thickness of the samples and amount of air gaps were also found to influence the sound absorption in biocomposites.
28
Creation of air channels between the reinforcing particles for air flow increases the resistivity and hence better sound absorption could be achieved.
29
Sound absorption coefficient of coal composites containing a different proportion of GNS/Coal/PP in the frequency range of 0–6300 Hz.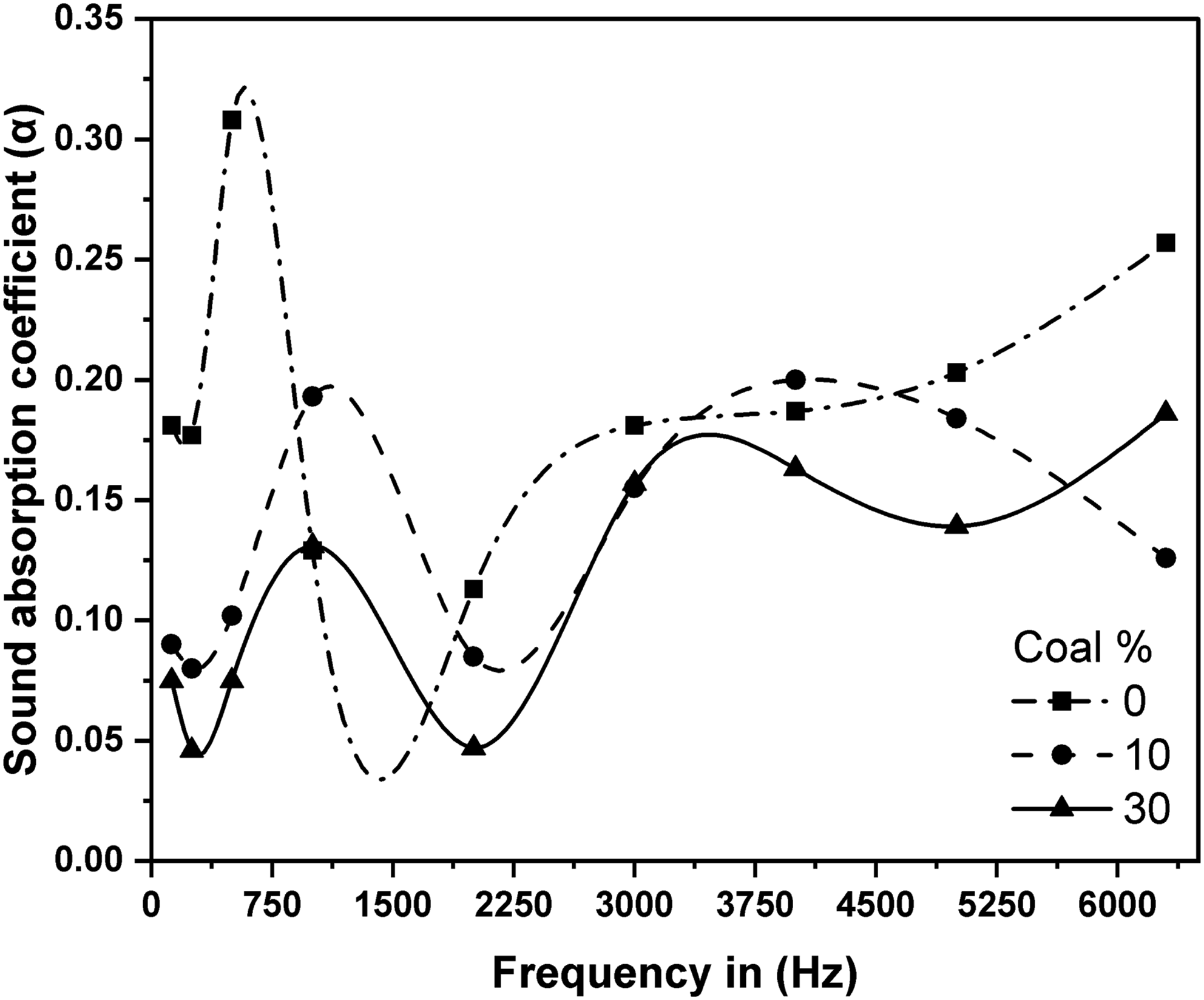
Effect of coal on the moisture absorption of the composites
Unlike most other properties, the addition of coal leads to a decrease in the moisture absorption of the composites. Without any coal, the moisture absorption gradually increases with an increase in time and reaches about 29% in 24 h. When 10% coal is included, the sorption is lower by about 14% after 1 h and by 43% when 30% coal is present. However, the coal-containing composites also sorb moisture and after 24 h absorb 26 and 22% for the 10 and 30% coal, respectively (Figure 6). The decrease in water absorption of the composites with the addition of coal could be due to the inherent hydrophobicity of coal, about 25% lower than the composites without any coal. Lower moisture absorption would be preferable for indoor and packaging applications. Effect of adding coal at 10 and 30% on the water absorption of the GNS-PP composites.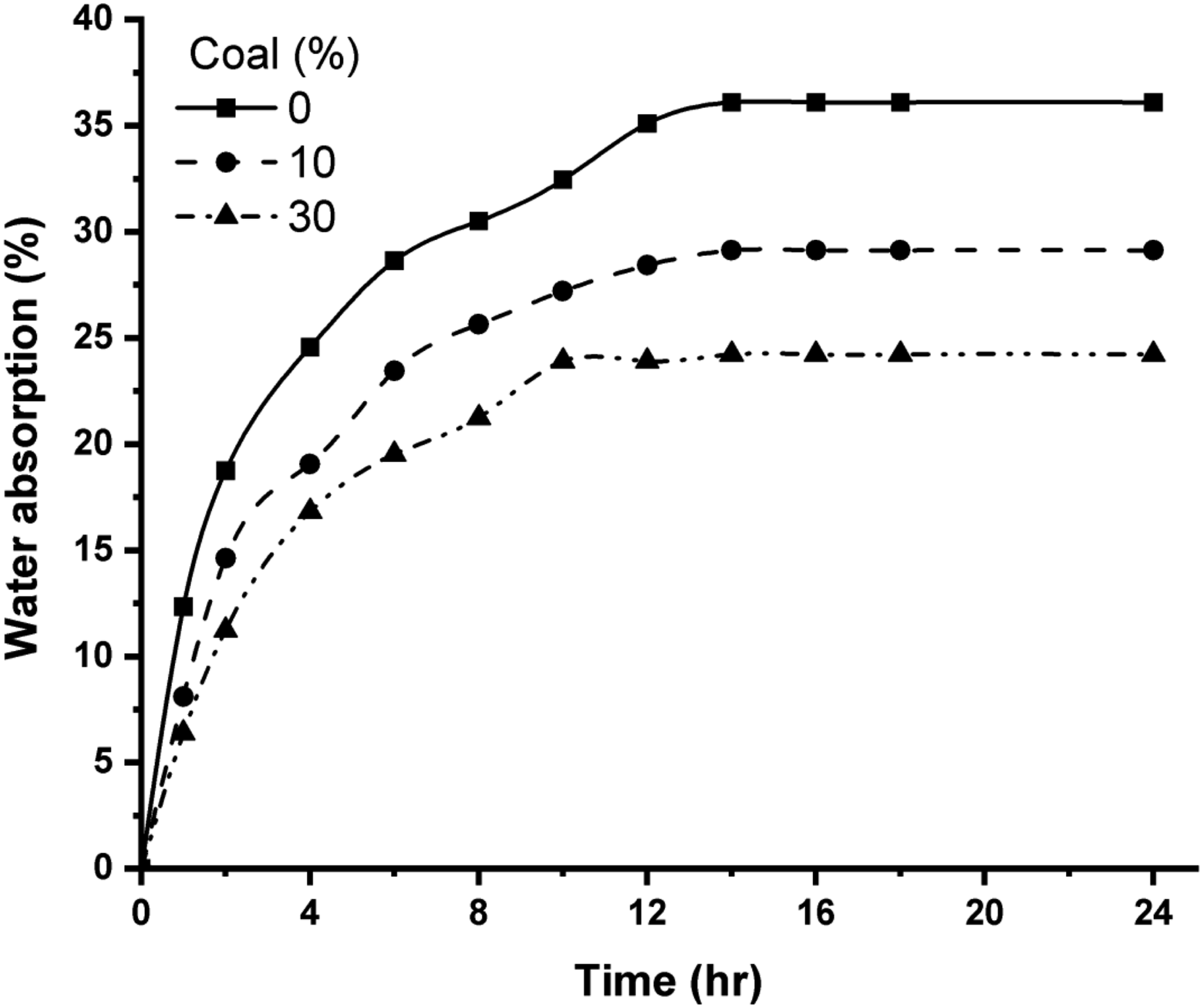
Conclusions
Coal as an additive for GNS-PP composites showed marginal improvement in tensile and flexural properties. Morphological analysis showed that GNS prevented easy flow and penetration of PP and hence, coal particles had limited interaction with the matrix. However, thermal resistance showed a 17% increase and flame resistance rating increased from V1 to V0 with LOI changing from 24 to 26, when 30% of coal was used. Due to the inherent hydrophobicity of coal, the moisture sorption decreased by 25%. Whereas the sound absorption showed varying effects and has the best absorption co-efficient of 0.20, which was obtained at 3750 Hz. With these unique properties, composites containing coal as additive exhibits noise and heat insulation that satisfies the requirements for interior building applications.
Footnotes
Acknowledgements
M. S. Santosh thanks CSIR – CIMFR for the in-house project grant under MLP – 153. Narendra Reddy thanks the Centre for Incubation Innovation Research and Consultancy for their support this work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.