
Abstract
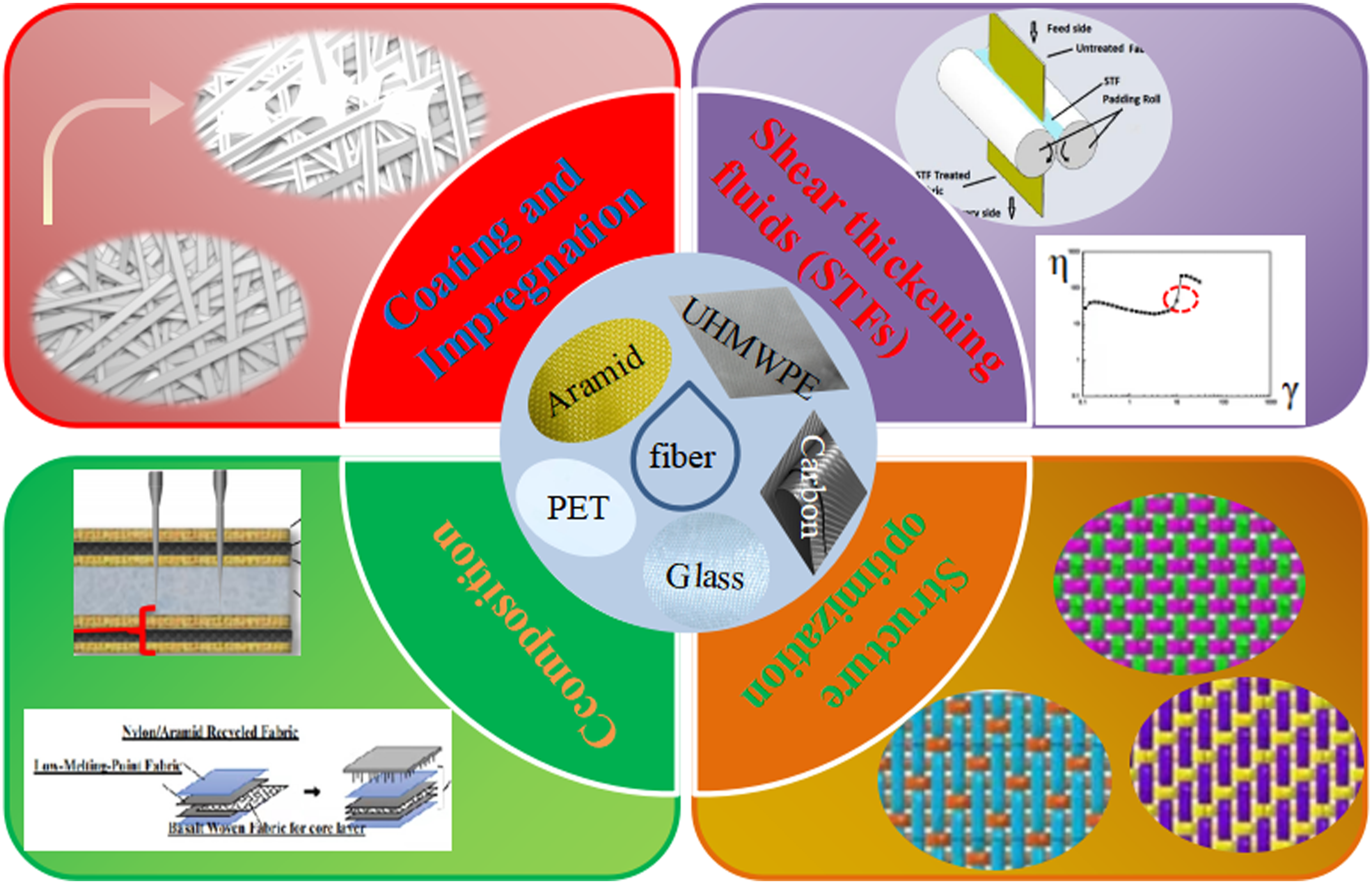
In recent years, with the popularity of firearms and ammunition, body armor materials have undergone a great development. Body armor is commonly used to provide protection against ballistic threats, and its use has increased as people become increasingly aware of protecting their own lives. Compared with the traditional body armor materials, fabrics made of high-performance fibers are not only lightweight and convenient, but also process good protective performance. The purpose of this study is to obtain textiles with higher puncture resistance, by reviewing the progress of rapidly changing and advancing field of high-performance textiles with puncture resistance, which is introduced into four methods: shear thickening fluids (STFs), coating and impregnation, composition and structural optimization, respectively. The content of the manuscript provides a comprehensive perspective for new researchers in relevant fields for subsequent design of protective clothing.
Introduction
Body armor, which is used to defend against threats from bullets, impacts, sharp weapons, knives and explosions, has attracted more and more attention from both individuals and scientific researchers. 1 With the increasingly strict control of guns, knives and knife-like sharp objects are often used as assault weapons, resulting in injury threat of personal safety. In addition, some people who are engaged in special occupations, such as policeman, medical staff, etc., need more personal protection at work.
Due to strict laws on gun control in our country, knife attacks have become a major violent act in recent years. In addition, people are also facing the danger of being stabbed in various areas of daily life, leading to an increase of the demand for stab protection. In military field, with the increasing of urban conflict, soldiers on the battlefield will encounter all sorts of stabbing threats including direct attack from sharp tools or contacting with fragments, broken glass and barbed wire. Therefore, the demand of personal protective equipment is arising to effectively prevent the human beings from body injury.
In light of the material types and purposes, puncture resistant materials can be divided into flexible, semi-flexible, rigid and liquid stab resistant materials. At present, there are many stab resistant materials on the market. The metal ring mesh is often used for cutting protection, such as packaging cans or other meat products. The ring meshes are also used to make stab proof vests, while these rings do not provide stab protection, especially from piercing objects. Other commercial designs use titanium foil layers that can offer good cutting and piercing resistance but are bulky and inflexible, making them inconvenient to wear. By contrast, flexible or semi-flexible stab resistant materials, such as high-density mixture fabric with polyethylene and aramid fibers, 2 have good stab resistance with high wearability. Moreover, this kind of fabric is lightweight and flexible while multi-layered lamination structure is required to attain a good stab resistance. Hence, many researchers anticipate creating flexible and semi-flexible resistant materials which can balance the lightweight requirement and high puncture property.
Advantages and disadvantages of the four methods.
Shear thickening fluids (STFs)
The shear thickening fluid (STF) is one of the most popular candidates applied in stab resistant materials.3–5 As evidenced by previous studies, a combination of fabric matrix and STF can obtain highly strengthened stab-proof.6–9 It is mainly attributed to the existence of component particles in STF which increases the friction force between fibers, thereby improving the stab resistance of the STF-based fabrics.10–12 Researchers have paid increasingly attention to STFs due to their miraculous shear thickening property that has the potential to realize puncture resistance, especially under dynamic puncture load.
STF is a type of non-Newtonian fluid in which the viscosity increases as a function of the shear rate.13,14 A particularly dramatic non-Newtonian behavior, known as discontinuous shear thickening, occurs in many densely packed suspensions and colloids. When pure fabric is subjected to external force, it only relies on the strength of the fiber itself and the friction between the fibers to resist external force, so the fabric is quickly penetrated. When the fabric is impregnated with STF, the particles in the dispersed phase are evenly distributed on the surface of the fiber or between the fibers. When subjected to external impact, the STF would have a shear and thickening effect, caused by the continuous increase of the viscosity, and the particles in the dispersed phase rapidly gather between the fibers, therefore the friction between the fibers would also increase. This results in less relative slippage between the fibers and requires greater force to pierce the fabric. Under the action of shear stress, when the shear rate exceeds a critical value, the viscosity of the fluid increases suddenly. More delightfully, when the shear rate decreases gradually, the viscosity also returns to the initial value, that is, the shear thickening behavior of the STF has reversibility. These suspensions seem to be like a thin liquid when stirred weakly, but feel very thick when stirred harder, and feel thin again when the stress is removed. 15 Therefore, based on this characteristic, there has been extensive researches focused on improving the puncture resistance of fabrics by impregnation with STF.16–18
One of the strategies is impregnating a STF in woven fabrics made of high-performance yarns to improve their puncture resistance. Animesh et al.
19
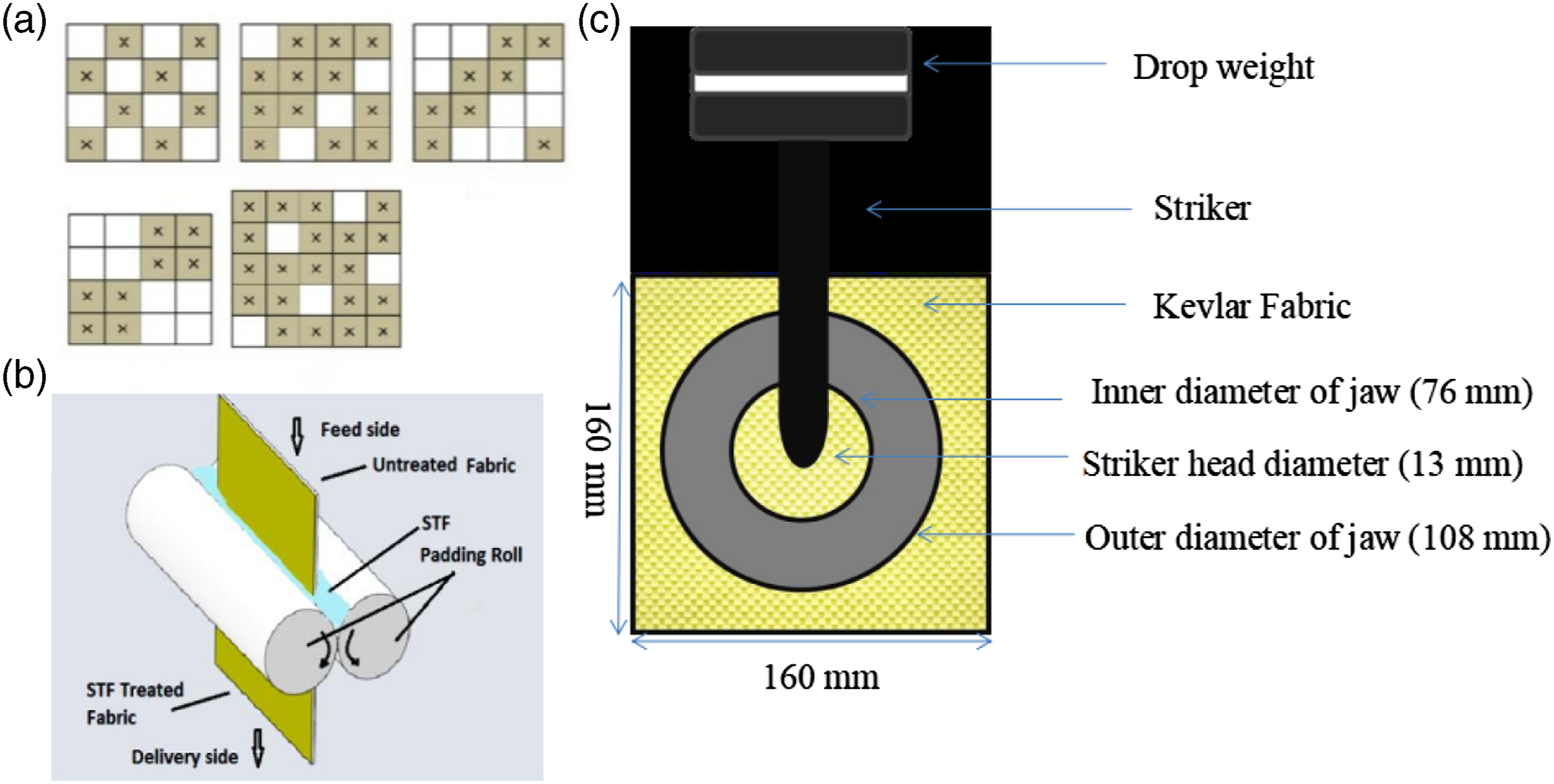
used p-aramid (Technora®) yarns to weave different thread densities and textures which were followed by treating with STF, as shown in Figure 1(a) and (b). The energy absorption of untreated and STF-treated Technora® fabrics was evaluated using dynamic impact resistance tester in Figure 1(c). The plain woven fabrics showed the highest impact resistance among untreated samples. In treated fabrics, the highest impact resistance is obtained in case of plain weave with 30 × 30 thread density. An interesting phenomenon is observed in the sample with 35 × 35 thread density, whose impact resistance remains almost the same as that of the corresponding untreated fabric. It could probably be due to the undue jamming of yarns in the fabric structure, which hinders the yarns from sliding past each other during impact, resulting in dormancy of STF. Hence, STF impregnation in fabric no longer contributes towards the increase of impact resistance. (a) Different weave structures: Plain, 3/1 Twill, 2/2 Twill, 2/2 Matt and 5 End Satin; (b) Schematic representation of padding mangle; (c) Schematic diagram of impact zone.
19
Baharvandi et al.
20
investigated the effect of particle size and weight fraction (concentration) on the rheological properties and quasi-static (QS) penetration resistance of Twaron®/STF composite fabrics. The STF suspension was made by silica nanoparticles (12 and 60 nm) dispersing in 400 g/mol polyethylene glycol, as shown in Figure 2. The fabrics were impregnated in the prepared STF solution for 2 min and dried in an oven to obtain the Twaron®/STF composite. The manufacturing of Twaron®/shear thickening fluids composite fabrics.
20
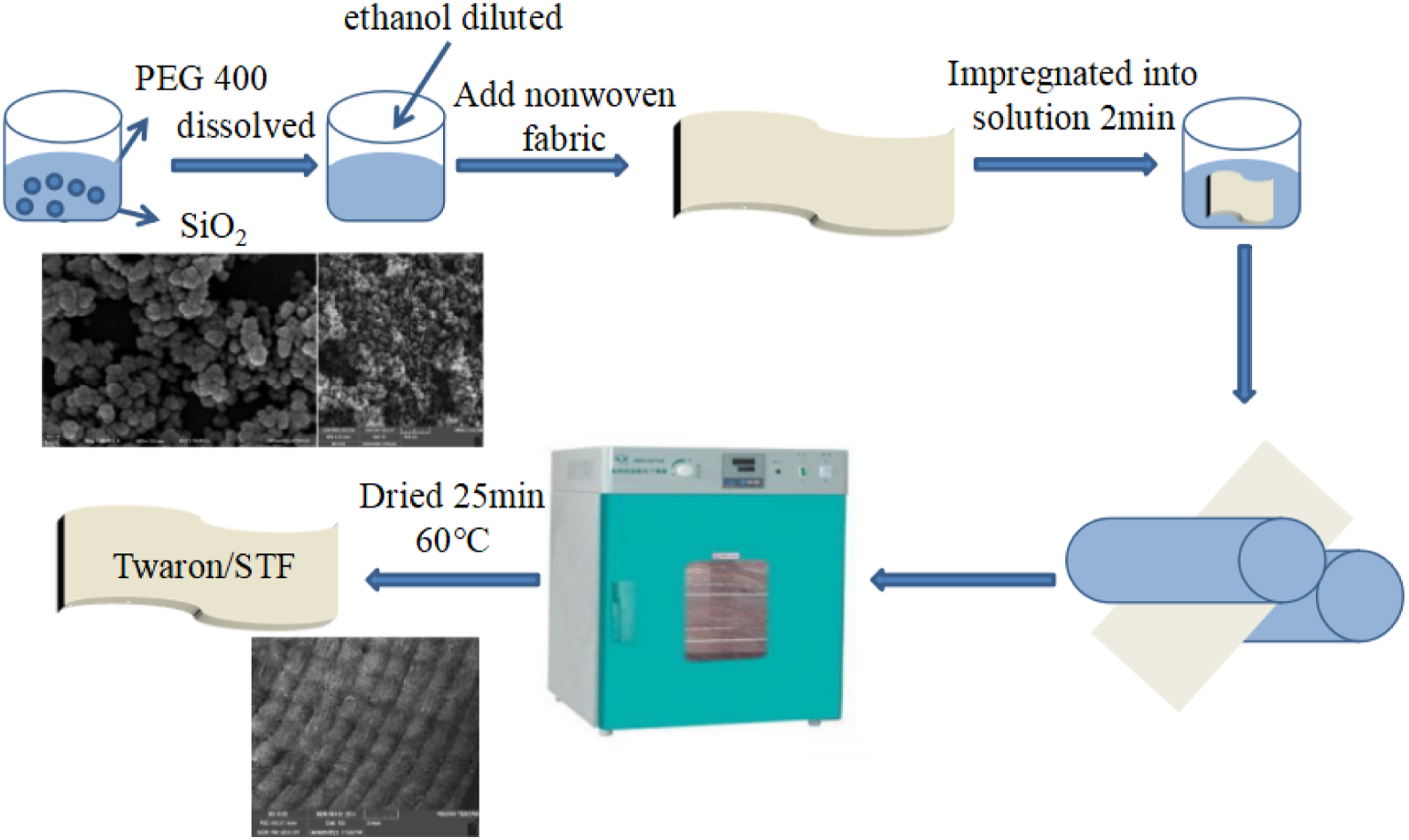
Analysis has been carried out that the STF treatment significantly increases the quasi-static puncture resistance at three different STF concentrations as 15, 25 and 35 wt. %. Compared with the neat Twaron®, the STF-coated Twaron® with the concentration of 35 wt. % illustrates maximum bearable load (3.6 times) as well as the maximum absorption energy (2.3 times). With the increase of the silica concentration in the STF, the critical shear rate decreases, the solution viscosity increases and the slope of shear thickening region becomes steeper. With the decline of silica particle size in the STF, the critical shear rate, the initial, critical as well as ultimate viscosity all increase. To sum up, with the increase of the STF concentration and reduction of the silica particle size, the maximum bearable puncture load and the maximum energy absorption of the Twaron®/STF composite increase.
Apart from aramid fabric, there have been other high-performance fabrics utilized in liquid armor. Hassan et al. 21 reported on the knife resistance of STF/Nylon composite and found that STF-treated target could bear higher puncture loading than neat sample without affecting the fabric flexibility significantly. Yu et al. 22 investigated the quasi-static stab resistance of STF/glass fabric composites and found that STF-treated glass fabrics offered superior stab protection for knife threats. Compared to the neat glass fabric target, the cutting resistance of the STF/glass fabric composite is improved significantly, which could be due to the shear thickening effect or the increase in viscosity with an increasing stress applied on the yarn during the pullout processing.
Sun et al.
23
preliminarily synthesized STF/ultra-high molecular weight polyethylene (UHMWPE) composites and found that the stab resistance of UHMWPE fabrics is also greatly improved by impregnating STF.
24
Similarly, Li et al.
25
also studied the dynamic stab resistance property of UHMWPE fabrics impregnated with STFs. Li’s team mainly investigated the influence of the dispersing medium (polyethylene glycol) with different molecular weights, the additives (PEG 6000 and PEG 10000) with different concentrations and molecular chain length on the quasi-static and dynamic puncture performance of prepared composites. The preparation process is shown in Figure 3(a). The results demonstrate that the dynamic stab resistance of UHMWPE fabric is significantly enhanced due to the presence of STF. STF effectively decreases the yarn mobility and accelerates the transverse response of UHMWPE fabric. Furthermore, with the decreasing of the molecular weight of dispersing medium, the critical shear rate of STF becomes higher and the energy absorbed by STF/UHMWPE composites during stab test increases. Also, the stab resistance property of STF/UHMWPE composites, especially the spike resistance, is improved with the increase of the concentration and the molecular chain length of additive.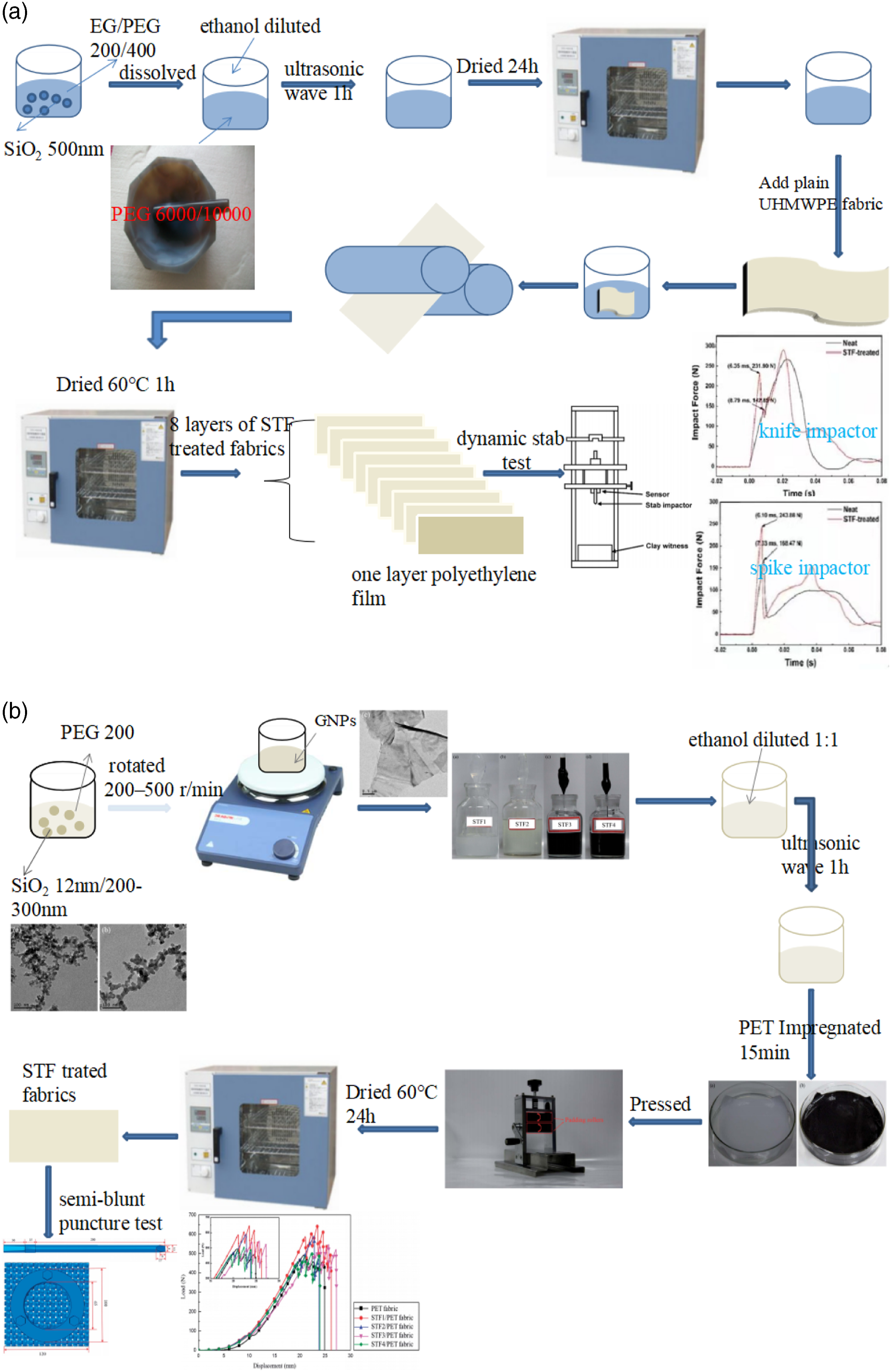
Abundant researches have been conducted and verified the enhancing effect of STF on the stab-resistant performance of various textile structures. In order to deeply explore the influence of fiber characteristics on the puncture resistance of STF impregnated fabric. Li et al.
26
discussed the influence of silica particle size and STF concentration on the rheology of STF system as well as the puncture resistance of the two composite fabrics. Through mechanical stirring and ultrasonic oscillation, PEG 200 was used as the dispersing medium and silica particles as the dispersing phase to form a stable and uniform STF system, as shown in Figure 4. The results demonstrate that the reinforcement mechanisms of knife stab and spike puncture are different, resulting in higher knife stab resistance for STF/UHMWPE samples and higher spike puncture resistance for STF/Kevlar samples. To a large extent, STF impregnation is largely ineffective in improving yarn’s strength and toughness. Therefore, the knife stab resistance exhibits not better than spike stab resistance for both of STF/UHMWPE and STF/Kevlar composite fabrics. (a) Preparation process of STF and STF-impregnated composite fabric; (b) Spike puncture test of STF/UHMWPE composite fabric as related to particle size and concentration of SiO2 particles; (c) Spike puncture test of STF/Kevlar composite fabric as related to particle size and concentration of SiO2 particles; (d) Knife stab test of STF/UHMWPE composite fabrics made of different SiO2 contents and particle sizes; (e) Stab resistance of STF/Kevlar composite fabrics made of different concentrations of SiO2 and SiO2 particle sizes.
26
STF: shear thickening fluids.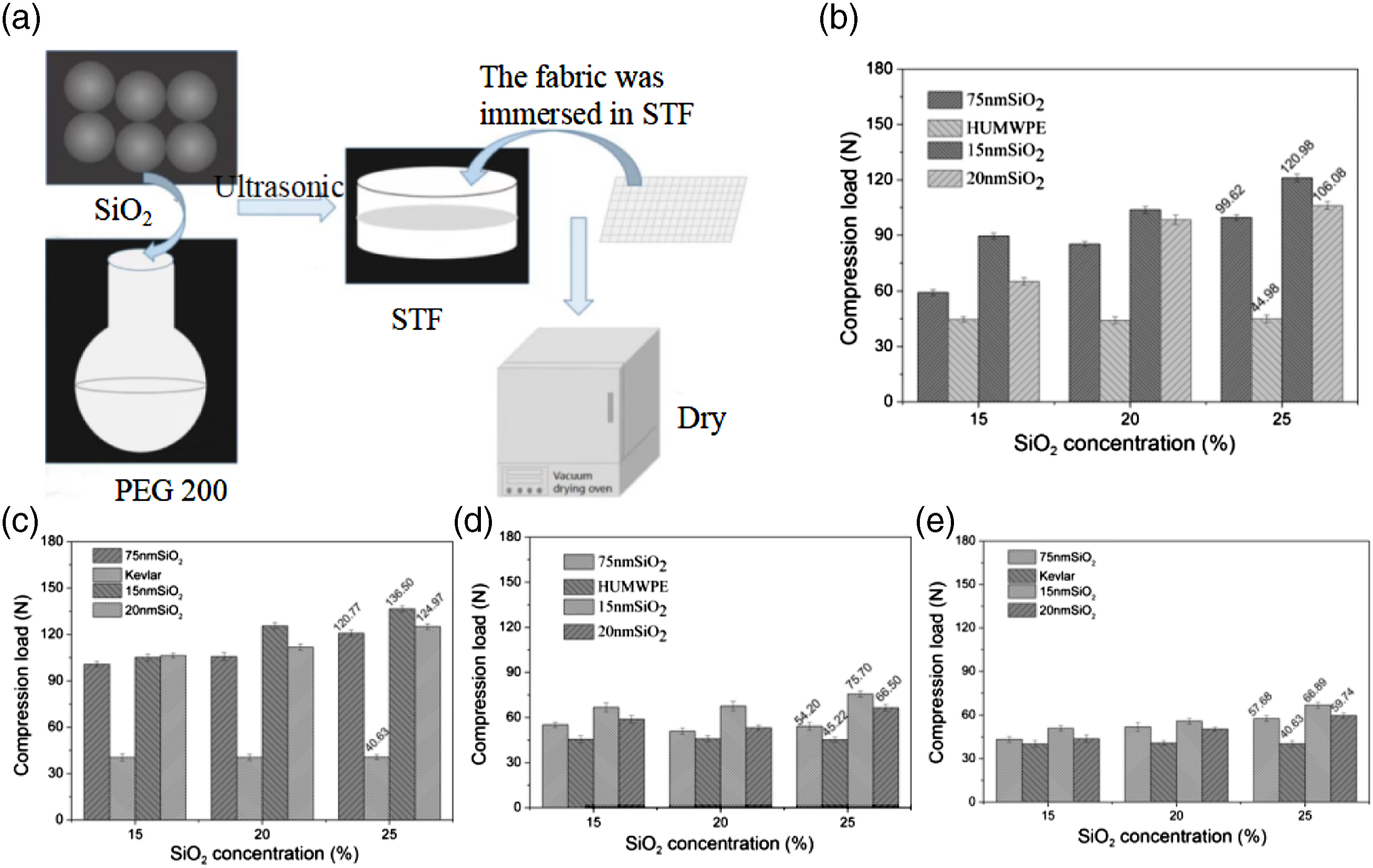
Our team 27 also reported the semi-blunt puncture behavior of fabrics impregnated with the STF, which is a dispersion system of nano silica/polyethylene glycol (SiO2/PEG) with or without additive of graphene nanoplatelets (GNPs), as shown in Figure 3(b). It can be concluded that the presence of STF improves the semi-blunt puncture resistance of woven fabrics, which is meaningful for engineering applications. Moreover, the presence of additive GNPs in the STF suspension leads to a comparatively lower shear thickening behavior while significantly enhances the semi-blunt puncture performance of woven fabric.
Another candidate additive, multi-walled carbon nanotubes (MWCNTs), which were first discovered in 1991 by Lijim in NEG Corporation of Japan,
28
has attracted more and more focus in the fields of chemistry, physics, materials, aerospace due to its unique structure and mechanical properties.29–32 Currently structural health monitoring (SHM) technology is widely used in the aircraft, which plays a vital role in the reliability and safety of the aircraft, and can be used to monitor the stress change of the composites.
33
Li et al.
34
proposed a flexible stab-resistant material with STF/MWCNTs system impregnation and different fabric textures which is shown in Figure 5. The synergetic influence of silica size and texture on tensile strength, quasi-static knife and spike stab resistance of the STF/MWCNTs-impregnated aramid fabrics were examined. Results show that the plain aramid fabric immersed in the STF/MWCNTs system containing 12 nm SiO2 (SM 12) exhibits the maximum tensile strength and quasi-static knife stab resistance, which is 1.15 and 1.43 times higher than corresponding neat samples. Moreover, the basket weave aramid fabric immersed in the STF/MWCNTs system containing 12 nm SiO2 exhibits the maximum quasi-static spike stab resistance of 17.12 MPa compared to other textures of fabrics, which is 1.05 times higher than those containing 75 nm SiO2 (SM 75) and 1.33 times higher than that of intact sample. Process of the preparation of the STF/MWCNTs system. The maximum quasi-static knife stab stress, strain, normalized maximum knife stab stress of the STF/MWCNTs-impregnated aramid fabrics as related to the size of SiO2 and the texture of the fabrics, The maximum quasi-static spike stab stress, strain, normalized maximum spike stab stress of the STF/MWCNTs-impregnated aramid fabrics as related to the size of SiO2 and the texture of the fabrics.
34
STF: shear thickening fluids.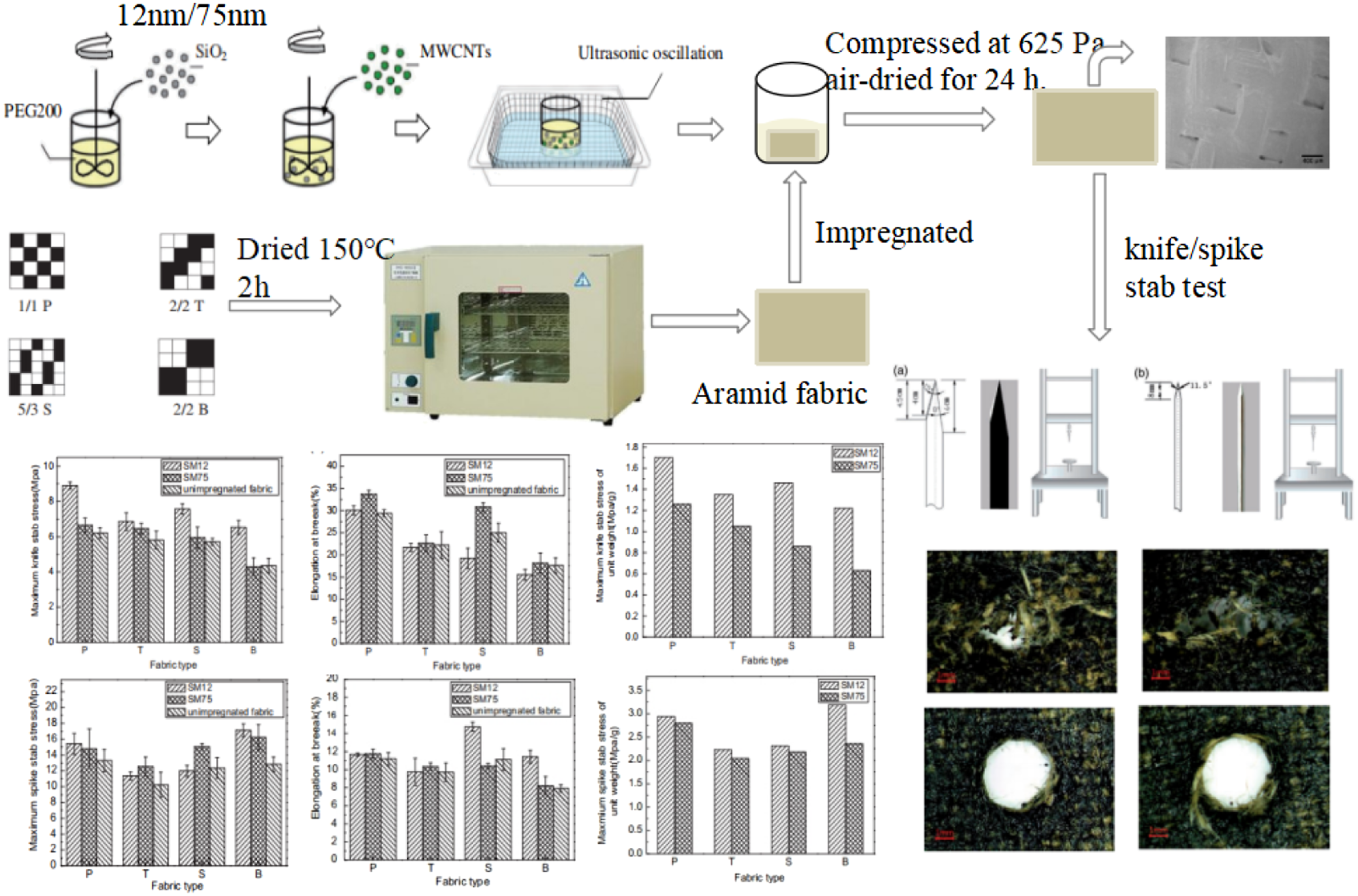
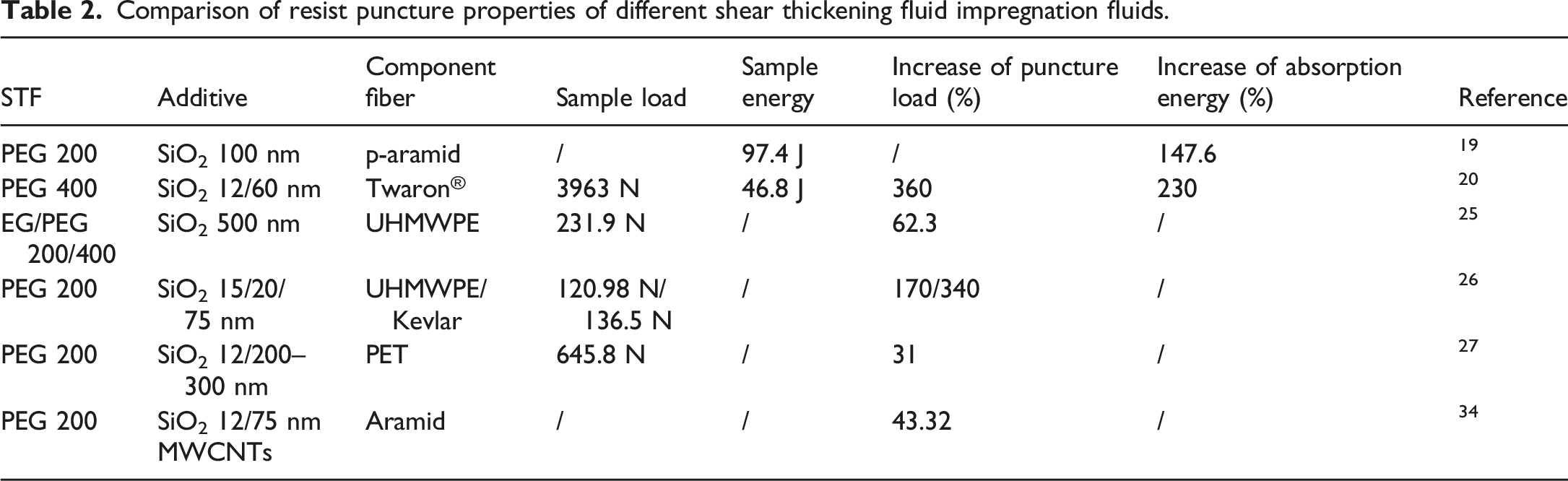
Comparison of resist puncture properties of different shear thickening fluid impregnation fluids.
So far, the research on STF mainly focuses on single-phase STF. Gurgen et al.35–37 prepared new multiphase STF by adding three different sizes of SiC particle into silica and polyethylene glycol (PEG)-based STF respectively. The rheological behavior of single-phase and multiphase STF was studied, and then the high performance aramid fabric was impregnated respectively. The results show that single-phase STF is superior to multiphase STF in thickening behavior, but the fabric treated with multiphase STF has higher puncture resistance. Due to the advantages of high hardness and strength of SiC particle, it helps to absorb energy during puncturing. In addition, the particles also effectively increase the friction associated with the fabric and impactor contact surfaces thus improving puncture resistance. Based on the experimental study, it is found that STF mainly increases the friction in the fabric. Therefore, a numerical model is established by introducing the friction effect of STF treatment. 38 The numerical results show that the numerical results are in good agreement with the experimental results, which greatly saves the time, labor and material cost of the experimental work.
Although some experts and scholars have used the additives in STF to increase the friction of fabrics, thus enhance the mechanical properties of materials, the mechanism of shear thickening still needs to be further explored due to the complexity of the rheological behavior of STF which is in terrible stability and poor repeatability. Secondly, most researches on the mechanism of STF reinforced fabric’s stab resistance performance remain in the experimental stage. The reason for the improvement of stab-proof performance is still only qualitative analysis, and there is a lack of theoretical research on quantitative verification of the strengthening mechanism.
Coating
The coating or impregnation is another effective method adopted by many studies to improve fabric’ resistance against stab or spike attacks.39–44 Fabrics can be treated with a thermoplastic or thermosetting resin to form a stabilized material with far greater resistance to sharp attacks. The coating can be applied on one side or impregnate the whole fabric which makes the fabric become textile reinforced structural composites.
Rajkishore et al. 45 investigated the stab resistance and thermo-physiological comfort properties of the fabrics prepared with high-performance fibers including aramid (AR, i.e. Kevlar) and ballistic nylon (BN). The fabric samples were coated with boron carbide (B4C) to improve the stab resistance properties. It can be observed that the application of the coating has significantly improved the resistance against three types of objects (NIJ knife, 10 mm ball and pointed impactor) adopted in the test. The resistance to knife penetration increases by more than double in both warp and weft directions after coating. The increase can be attributed to the coating can bind the warp and weft threads in the fabric and resist their movement during the penetration process. Hence, the impact object needs to bear the component yarns’ strength other than overcome the frictional force in crossing points, which needs less energy. It’s worth noting that the air permeability is significantly reduced, accompanied by the increase of the water-vapour resistance and the thermal resistance with the application of coating. This means that the coated fabrics will have to compromise the comfort aspects to achieve the desired protection level, which is the prime requirement for the stab resistant textile materials.
The selection of coating particles is crucial. B4C has high strength, high elastic modulus as well as high chemical stability. In recent years, many researchers have considered it to be used for coating stab resistant clothing, which has a good toughening and reinforcing effect. Figure 6(a) illustrates the preparation process of the aramid/B4C coated fabric.
46
At first, B4C dispersion was prepared according to orthogonal experiment to determine the optimal parameter combination. Then, the B4C dispersion was mixed with the epoxy resin and coated onto the aramid fabric. The results show that the stab resistance increases with the decrease of particle diameter as well as the increase of particle mass fraction. For coated composites, the ultimate puncture load per weight reaches 486 N/g, 428% higher than that of uncoated samples. The anti-stinging mechanism of the coated composites has also been investigated by analyzing the surface and fracture morphologies combined with the load-displacement curves. A typical load-displacement curve of puncture test is shown in Figure 6(b). In section a-b, the knife begins to contact with the composite sample, which deforms elastically, so the puncture load remains low; as the displacement continues to increase, the load begins to increase rapidly until reaches the ultimate value (b–c); with load increasing, at point c, the knife starts to penetrate into the sample and the puncture load drops dramatically (c–d); due to the local deformation and fracture of the composite sample, the puncture load fluctuates with the increase of the puncture displacement, and the puncture energy is gradually absorbed (d–e). (a) The preparation process of the aramid/B4C coated fabrics ;
46
(b) Load-displacement diagram of coated composites with B4C particle diameter of 2.5 μm and mass fraction of 40%.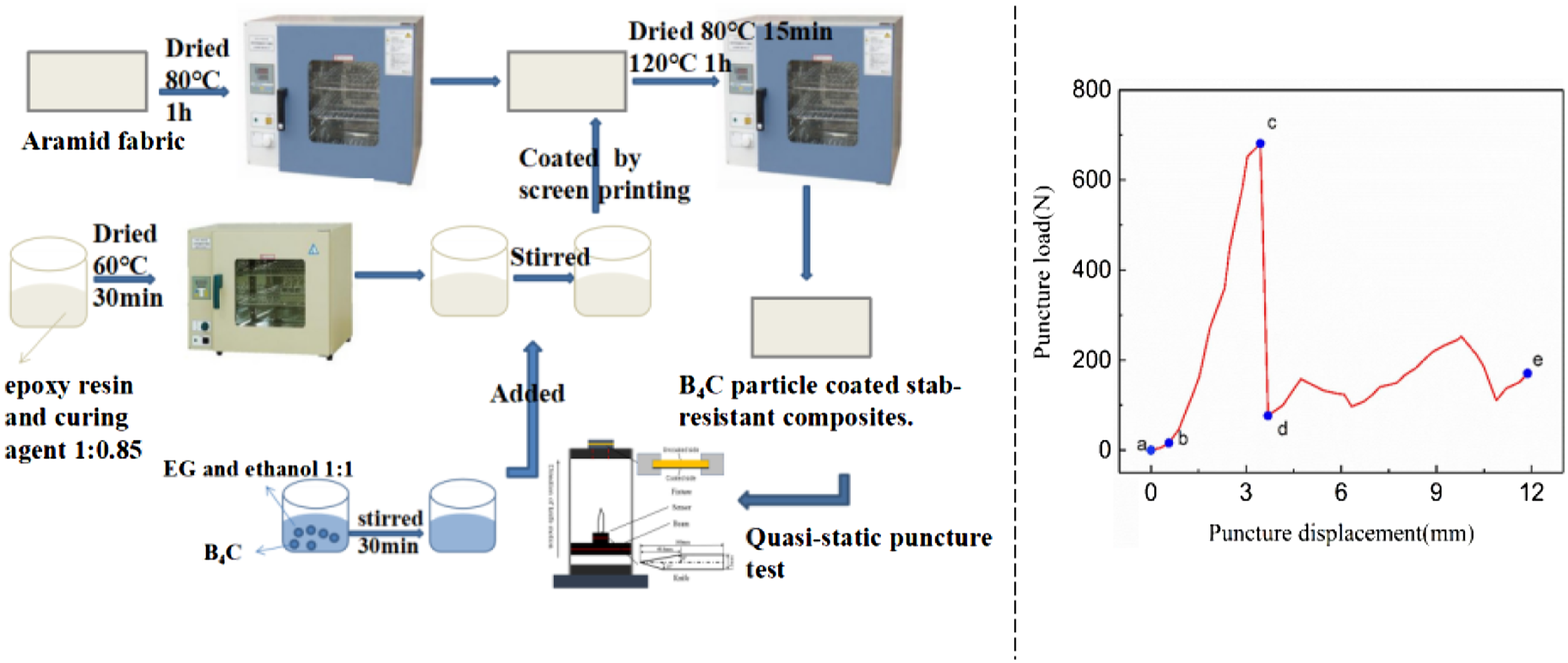
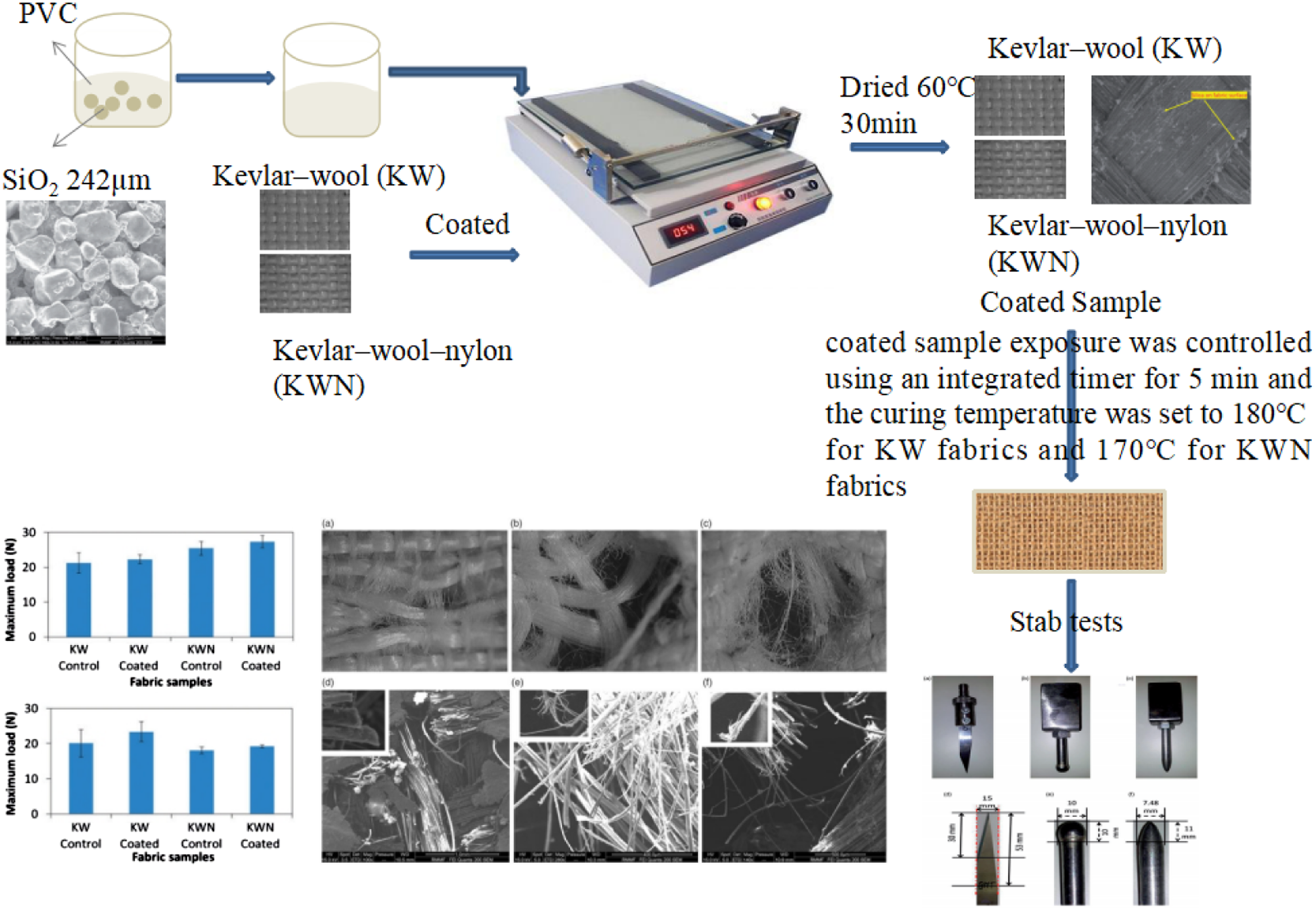
Apart from B4C, silica is another desirable choice in the coating reinforcement. Kanesalingam et al.
47
prepared the Kevlar–wool (KW) and Kevlar–wool–nylon (KWN) fabrics combined with coated silica, shown in Figure 7, which were experimentally evaluated in quasi-static conditions using knife, ball as well as pointed impactors. The increase of impact resistance may be attributed to the fact that the coating increases the friction between yarns as well as yarns and metal impactor. In the quasi-static puncture test, it can be observed that the damage area and degree of coated fabric is small, which may be caused by additional energy absorption of coating. However, the fabric stiffness increases due to the existence of coating, which will negatively impact the ergonomics and wearability. Process of the preparation of the Kevlar-wool and Kevlar-wool-nylon coated fabrics.
47
The biomimicry design which combines the fabric reinforcement with coating/impregnation matrix is also proved to be a feasible strategy to improve the puncture resistance. Our research team
48
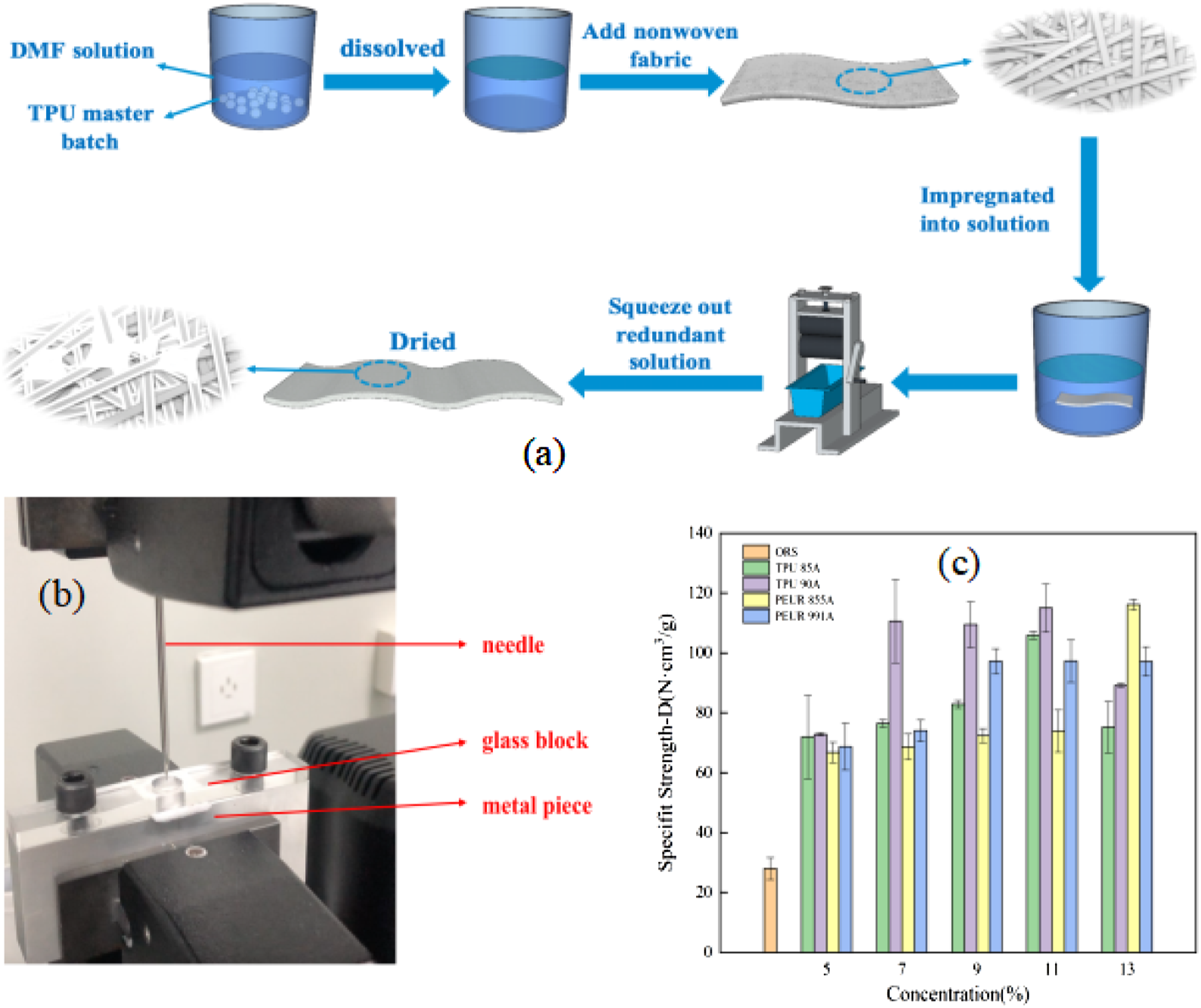
designed a biomimicry composite, aiming to improve the static puncture resistance through polyurethane impregnated treatment. The preparation process is shown in Figure 8(a). The puncture device used in the test is shown in Figure 8(b). In contrast, as shown in Figure 8(c), the static puncture resistance of polyester polyurethane (TPU 90A) impregnated nonwovens is significantly improved. Then, silica particles were added to the impregnated solution,
49
and the addition of the particles further improved the puncture resistance of the composite material. This study inspired by the structural characteristic of silk cocoon proposes a novel and low-cost strategy to design static puncture resistant materials. (a) Preparation process of polyurethane impregnated polyester filament nonwovens; (b)The needle puncture device; (c)The comparison of specific puncture strength-D between original sample and impregnated samples of different types and concentration.
48
To sum up, the preparation process of coating or impregnation technique is relatively simple and low-cost. After resin coating or impregnation, the stab puncture resistance can be effectively improved, while its air permeability and wear comfort are greatly affected. In contrast, the coating polymer with hard particles can retain water or air permeability better because of the gap between grains. The addition of the particles effectively improves the friction between the fibers and improves the puncture resistance. The durability of the coating is still a challenge that has not been solved.
Composition
Inter-laminar reinforcement is another common method for improving the fracture toughness via combination of staple fibers, 50 nanoparticles,51–53 Z-pin bridges 54 and so on. In early stage, some rigid materials such as metal sheet, ceramic plate and titanium foil were inserted in armor interlayer to resist against puncture attacks. However, their intrinsic characteristics, such as bulky, inflexible and uncomfortable, make it impossible to be prevalent in police and military applications. Later, some researchers considered the adoption of high strength, high modulus fibers such as aramid fiber, UHMWPE, polyamide, Cytostachys renda fibre 55 etc. as reinforcement layer to improve the stab resistance performance.
Naveen et al. 56 studied the tensile and bending properties of natural woven cocous nucifera sheath (CS) and plain woven Kevlar 29 (K) laminate hybrid composites. The results show that the tensile strength of the hybrid composites (75/25) was 19% lower than that of the Kevlar fabric-reinforced epoxy composites. However, the hybrid composites (75/25) show the highest bending strength (175 MPa) and bending modulus (18 GPa) than the pure Kevlar reinforced epoxy composites. Khan et al. 57 analyzed the influence of the stacking sequence of kenaf and jute fibers on the tensile and bending properties of kenaf/jute composites. Kenaf/jute/kenaf (K/J/K) and jute/kenaf/jute (J/K/J) composites were prepared respectively, while maintaining 30% of the total fiber load. The results show that the tensile strength (43.21 MPa) and bending strength (75.57 MPa) of K/J/K composites are both higher than those of J/K/J composites. The impact of environmental factors on composites, contributing to their degradability, was also investigated. 58
Troltzsch et al. 59 used three-point bend test and puncture impact test to characterize the mechanical properties of fabric sandwich structures. The fabric is made of an external unidirectional fiber layer and an internal injection molding layer consisting of pure or additional short fiber reinforced polypropylene. Compared with the un-treated sample, it can produce a significant enhancement effect.
Li et al. 60 investigated the effect of process parameters and the fabric component on the puncture resistance performance of prepared composites. The composite material was composed of Nylon 6 staple fibers, recycled Kevlar fibers, and low-melting-point polyester (LMPET). Then, the quasi-static and dynamic puncture resistances were evaluated by changing LMPET and Kevlar fibers mass fractions. The results show that the composite material with 30 wt. % of LMPET and 20 wt. % of Kevlar fibers, yields the maximum quasi-static and dynamic puncture resistances.
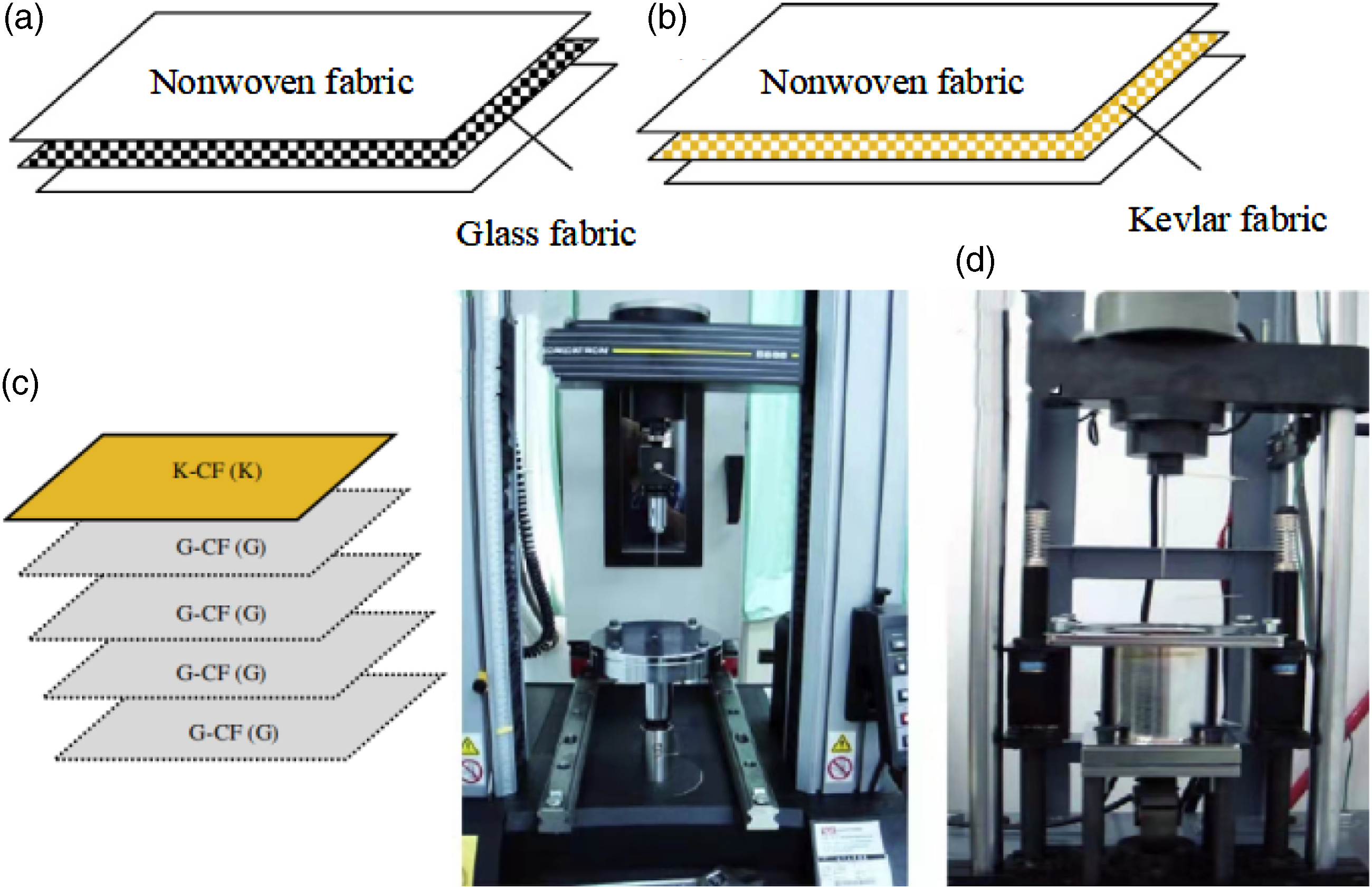
As a further research,
61
Li’s team adopted nonwoven and woven interlayer with the same fiber composition to form flexible composite fabrics by needling and thermal bonding processes. A single layer of composite fabric was formed by needling two layers of nonwoven fabric and an intermediate layer of fabric (glass or Kevlar fabric). Nonwovens inter-layered with glass fabric or Kevlar fabric were respectively labeled as glass compound fabric (G-CF), and Kevlar compound fabric (K-CF). After that, the composite fabric was thermally bonded. It is worth noting that the Kevlar adopted in this research is recycled. The study focuses on the effect of recycled Kevlar fiber loading, number of layers, inter-laminar shear on static and dynamic puncture resistance of compound fabrics. Results show that static puncture resistance of G-CF and K-CF with 20 wt. % Kevlar fibers is improved by 41.87% and 33.83% respectively comparing with that of 0 wt. % Kevlar fibers loading. Comparatively, K-CF has higher both static and dynamic puncture resistance than G-CF. This is because Kevlar fiber has higher cut resistance than glass fabric, and more anti-shearing energy are produced to resist against puncture energy. With constant recycled Kevlar fibers, number of layers has linear relation to static puncture resistance but polynomial correlation with dynamic puncture resistance. Compared with different positions of K-CF, the composite fabric 3 G/1 K/1G (three layers of G-CF, single layer of K-CF and one layer of G-CF) has the highest static puncture resistance, and 1 K/4G (single-layer K-CF and four layers of G-CF) owns the optimized dynamic puncture resistance. The static puncture resistance will be better when the K-CF layer is placed at lower part, while the dynamic puncture resistance will be better when the K-CF layer is near the upper part (Figure 9). The constitution of (a) G-CF; (b) K-CF; (c) 1 K/4G compound fabric, 1 K/4G compound fabric was composed of single-layer K-CF and four layers of G-CF; (d) Static and dynamic puncture instruments.
61
One-sided needle-punching technology is usually adopted to fabricate compound fabrics composed of different structures or components.62–65 Thermal bonding is another feasible and efficient method to combine different planar materials, especially for thermoplastic polymers which are the main composition of most synthetic fibers. Li et al.
66
combined needle-punching and thermal bonding technologies to improve the puncture resistance of multilayer compound fabrics that were composed of different kinds of nonwovens and woven fabrics. Two kinds of compound fabrics named with CF-A and CF-B respectively were prepared as shown in Figure 10. The effect of woven fabric orientation and thermal bonding on static/dynamic puncture properties was explored. Multilayer compound fabrics with different nonwoven compositions and woven fabric sequences were comparatively discussed to assess the influence of fabric and nonwoven structures on static/dynamic puncture resistances. The puncture resistant property of CF-B is significantly influenced by fabric orientation, while that of CF-A is mainly affected by thermal bonding. As a result, woven fabric oriented at 45° displays maximum static and dynamic puncture resistance, which can be predicted by contact length between nonwoven and woven fabric. The optimized fabric orientation plied between nonwovens depends on the yarn density of woven fabric. Thermal bonding changes specific fiber toughness, and has different effects on the static puncture resistance of compound fabrics. Preparation process of CF-A (a) and CF-B (b) with three layers of woven fabrics (Nonwoven A: 70 wt. % LMPET and 30 wt. % PET, Nonwoven B: 20 wt. % recycled Kevlar fibers, 50 wt. % Nylon 6 fibers, and 30 wt. % LMPET).
66
LMPET: low-melting-point polyester.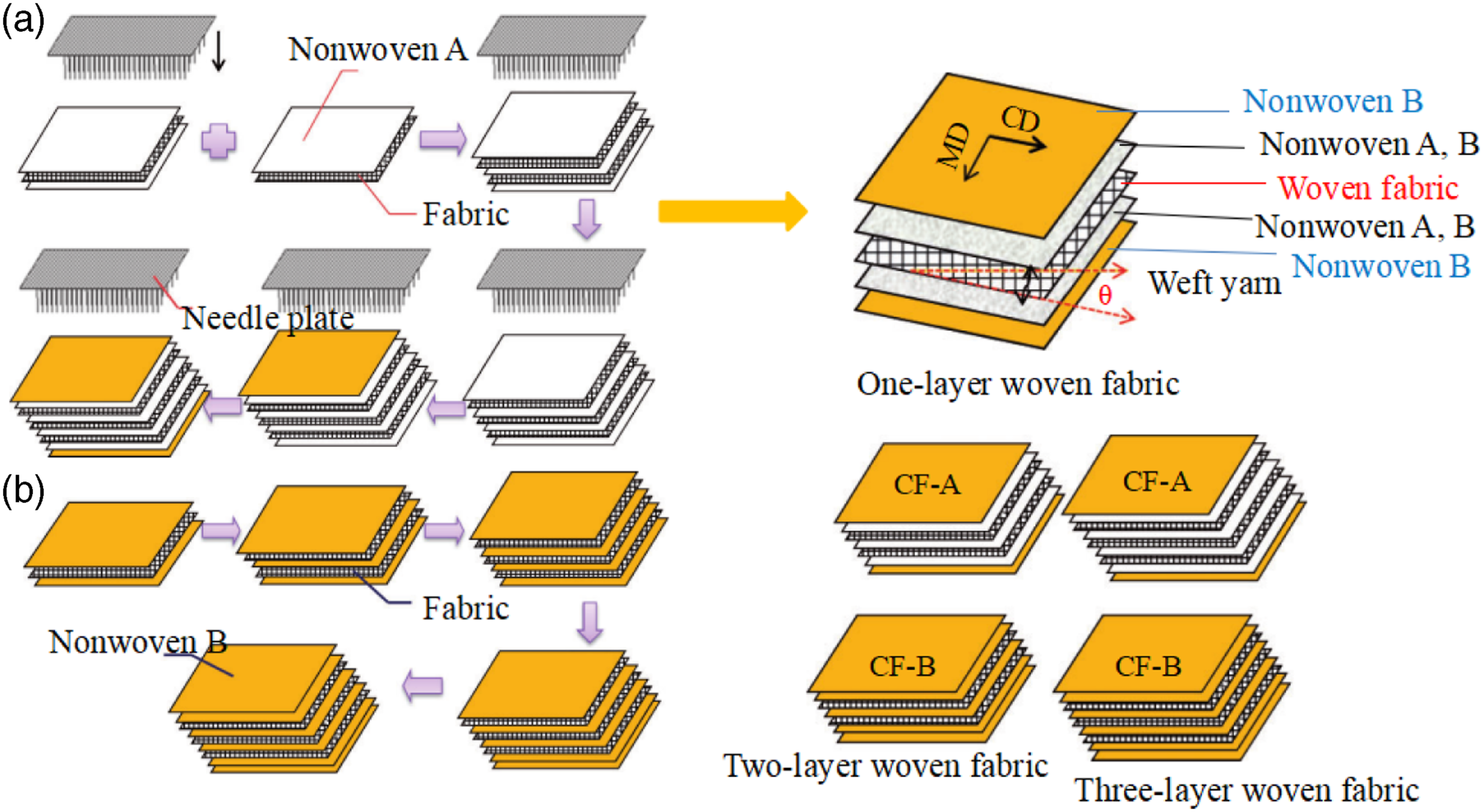
There are plentiful researches focused on the strategy of increasing the stab resistance ability via combining two kinds of fabric structure (mainly woven or nonwoven). Li et al. 67 proposed a woven/nonwoven hybrid stab-resistant structure. The LMPET nonwoven fabrics were needle-punched and further intertwined with basalt plain woven fabric in order to strengthen the stab-resistant property. The influence of areal density (AD), needle punching density (ND), and depth of needle punch (DP) of LMPET nonwoven fabrics was mainly studied. The test results show that the bursting strength and quasi-static stab resistance of sandwich composites are highly dependent on the AD and ND. Likewise, DP has a significant influence on the knife stab resistance and bursting strength, while the tensile strength is solely dependent on ND.
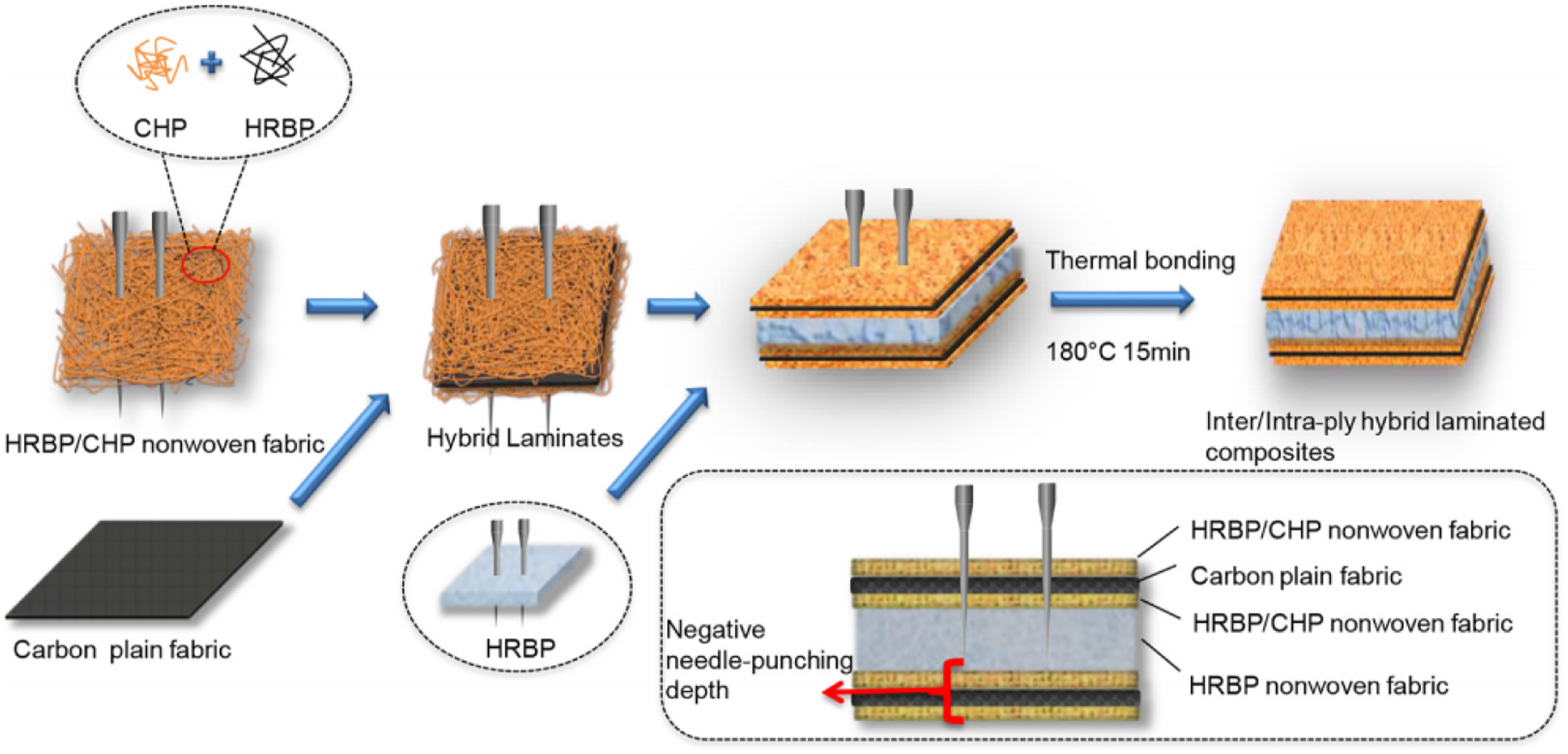
The nonwoven inter/intra‐ply hybrid composites were successfully prepared through needle‐punching and thermal‐treating in Figure 11 by Yan et al.
68
The composite material consists of two inter/intra‐ply hybrid laminates and a high resilience cushioning center‐ply. Five types of nonwovens were first prepared with reference to different blending ratios of high-resilience bonding polyester (HRBP) and three-dimensional crimped hollow polyester (CHP) fibers. HRBP fiber is a synthetic fiber with a low melting point, used for developing hot melt bonding materials and their products.69,70 Carbon plain fabric was then laid between two intra‐ply hybrid nonwovens to form a three‐layer inter/intra‐ply hybrid laminates. HRBP staple fibers were laid and strengthened by needle‐punching to obtain an intermediate cushioning layer. The double hybrid laminates and a HRBP cushioning layer were integrated into inter/intra‐ply hybrid laminated composites. The cushioning layer was respectively located to the top, intermediate and bottom layer. The results show that the puncture resistance is enhanced with an increase in HRBP fiber blending ratio and a decrease in needle‐punching frequency. The puncture resistance of the cushioning center layer at the bottom position is reported to be lower than that at the top position. Fiber fracture and sliding friction are regarded as the main resistant mechanism. When the cushioning layer is located at the top position, through which the needle first penetrates, the impact energy of the needle is consumed to a large extent, and the penetration resistance will increase instead. When the cushioning layer is located at the bottom, the needle first passes through the double hybrid laminates, the fiber breaks, and the composite material is easily damaged. Procedure for preparing hybrid composites.
68
The textile industry of whole world is facing two prime problems. On the one hand, the rapid increase in the consumption of textiles has led to the shortage of raw materials for textiles and the sharp rise in prices. On the other hand, a large number of waste textiles are mostly buried and burned as garbage, which not only causes the waste of resources, but also pollutes the environment. The proposal of “double carbon” target increases the demand for textile recycling, and many researchers adopt recycled fibers or regenerated fibers as a component of protective materials.
Chuang et al.
71
studied a flexible protective material with multi-layer fabric structure, as shown in Figure 12(a). In the study, recycled PET fiber was selected as raw materials. The combination of nonwoven and woven fabrics provides high-strength hybrid boards that are less burdensome than traditional rigid composite shielding72,73 and can be easily made into a variety of products due to their softness. The experimental results demonstrate that the recycled PET fibers still maintain high strength and can be made into protective products, which can reduce the waste of resources to a certain extent. At the same time, the combination of nonwoven and woven fabrics provides the advantages of different puncture behaviors, which enhances the puncture resistance of the hybrid-fabric fibrous planks. (a) Manufacturing process of hybrid-fabric fibrous planks.
70
(b) Schematic diagrams of the manufacture of fabric composites. ①The laminates are needle punched and thermally treated to form the woven-reinforced fabric composites (N/L/W/L/N). ② Sectional view during the needle punch the woven-reinforced fabric composites (N/L/W/L/N). ③ PET continuous filament lamination processing to form the N/L/F/L/N.
74
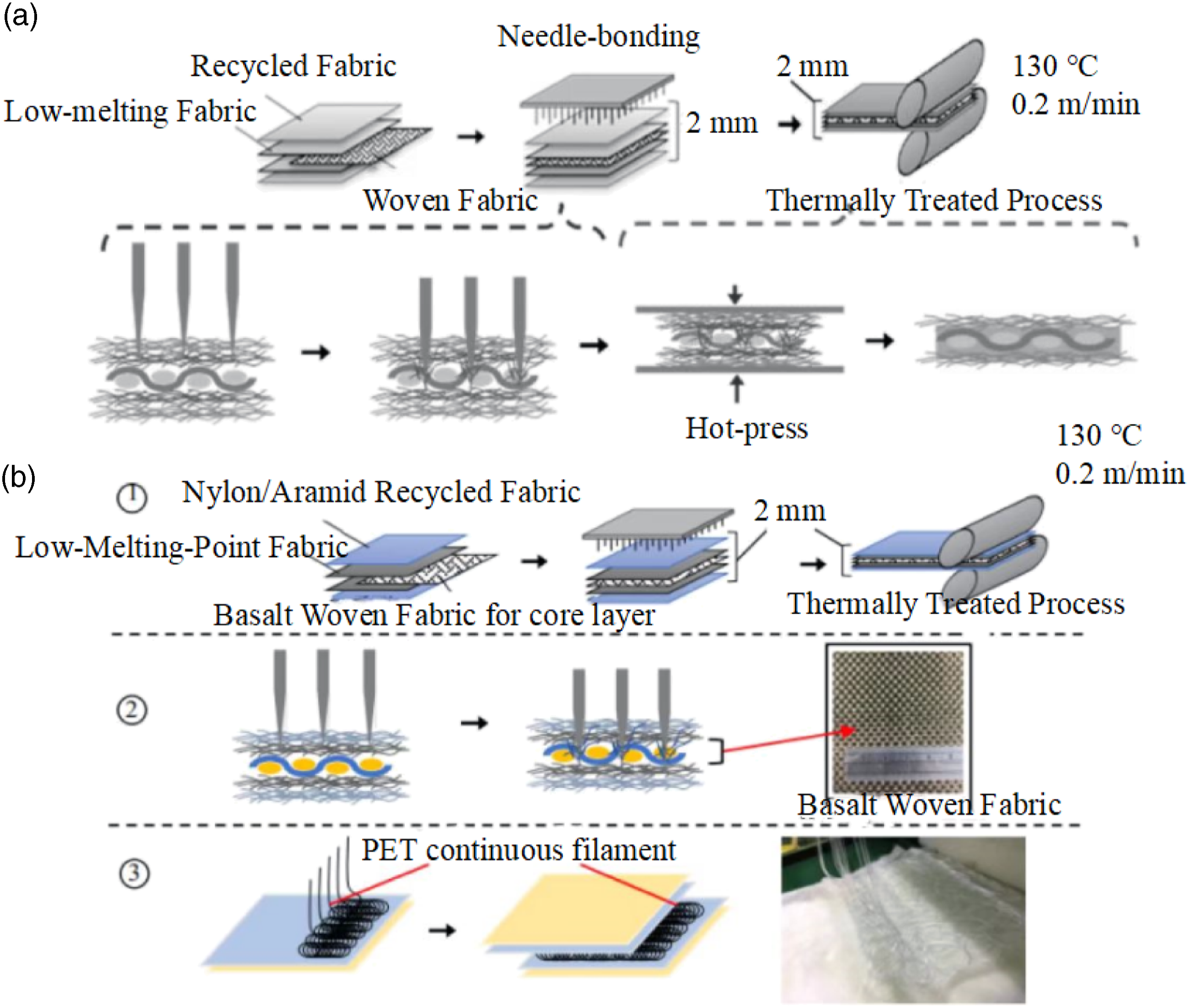
In order to reduce the waste of textile fibers, Chuang et al. 74 developed a puncture resistant fabric composite material with a sandwich structure by using recycled aramid staple fiber, nylon staple fiber and single-layer LMPET, which can be used in the field of protective clothing and geotextiles, as shown in Figure 12(b). The composite is composed of multiple layers, including nonwoven layer, reinforced layer and LMPET layer. The nonwoven layer is composed of aramid and nylon staple fibers, which can dissipate puncture energy to a certain extent. The reinforcement layer consists of woven fabric and PET filaments that are gathered between the surface layers, providing resistance to puncture probes in all directions. Since the needle would drive the sliding of the filament in the process of puncture, in order to make up for this shortcoming, a LMPET layer is used to heat-bond the composite fabric with a thickness of 2 mm to avoid the sliding of the filament in the process of needle punching. Compared with other studies, the presence of LMPET adhesive layer has a positive effect on preventing the sliding of filaments, thus improving the mechanical properties of laminated composites. Most of all, an efficient recycling process using textile waste to make protective fibrous planks can decrease the production cost considerably, which endows the protective products more advantageous and acceptable.
In addition to the fabric can be compounded with each other, the sheet and fabric can be thermally bonded to form composite materials. Lin et al.
75
used Kevlar/LMPET nonwoven interlayer and two TPU covers to form the laminated composites via thermal bonding which is shown in Figure 13. Results show that tensile strength and static puncture resistance mainly depend on the needle punching depth to a large extent, primarily on the tangled fiber points. The peel load is mainly dependent on the needle punching rate. Regardless of the random combination of needle punching rate and needle punching depth, all load–displacement curves exhibit three creeps, indicating the failure of the top TPU sheet, nonwoven interlayer, and bottom TPU sheet in order. (a) Schematic diagrams of laminated composites; (b) b1 The nonwovenlayer, b2 needle punching mechanism, and b3 the lamination structure of the laminated composite and b4 the needle punching machine; (c) Adhesion mechanism of LMPET fibers: c1 melting-and-bonding diagram and c2 thermal bonding point; (d) Image of entangled fibers of the core layer in the laminated composites (200-15) where Kevlar fibers are marked in yellow and LMPET fibers are marked in blue.
75
LMPET: low-melting-point polyester.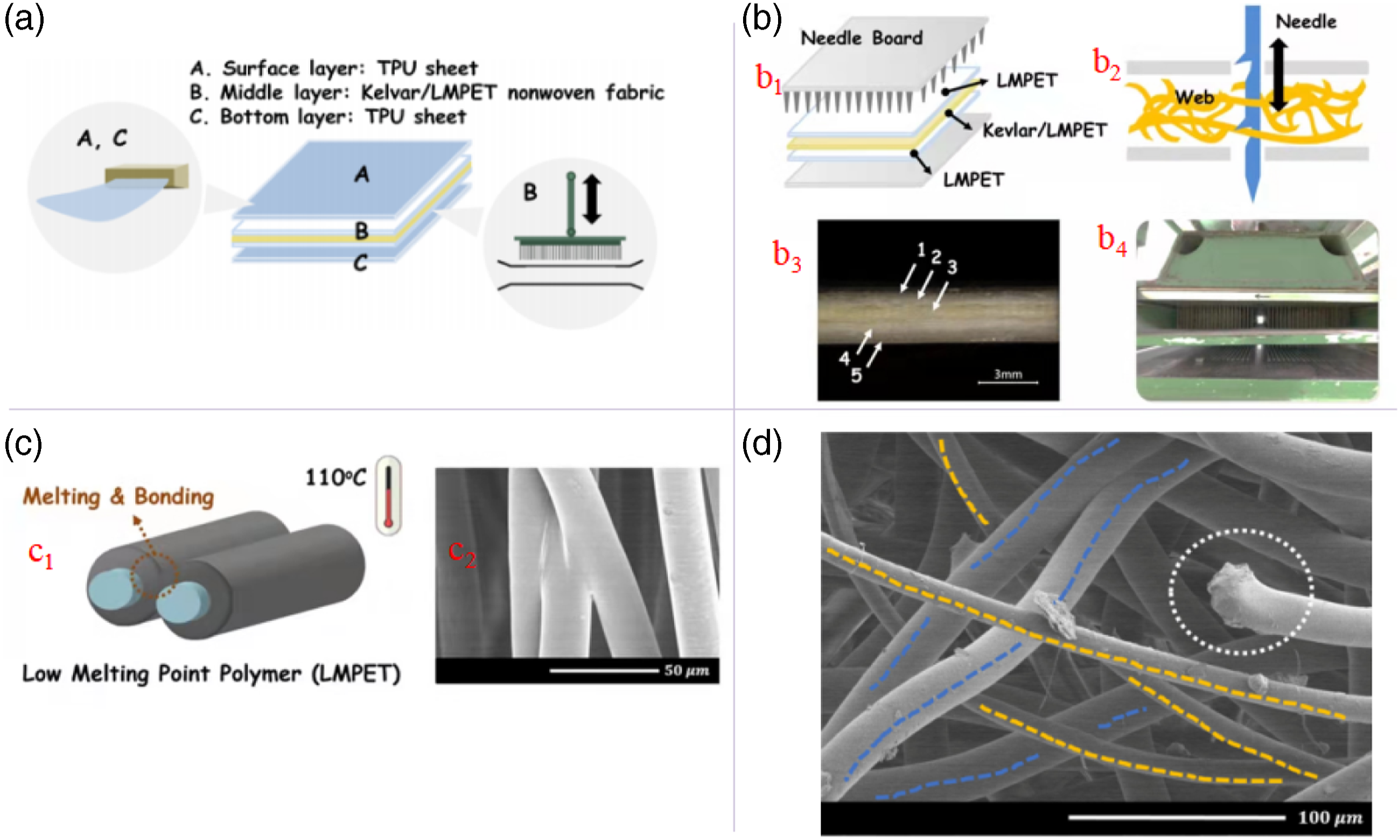
To sum up, the compound process can improve the stab-proof performance of the fabric, and the preparation process is comparatively simple and feasible. Fabrics of different materials or structures can be adopted and designed via proper laminating technology, which improves the anti-stab effect of the fabric and makes it easy to produce various products. At the same time, the use of recycled fiber can reduce the waste of resources as well as the pollution to the environment.
Structure optimizations
In addition, the fabric structure also has an impact on the performance of stab resistance, many scholars begin to study the impact of the structure. A series of economical and flexible fabrics were prepared using high-strength polyester yarns with different fabric structures (Figure 14(a)), warp/weft densities and number of layers.
76
The effect of these factors on quasi-static puncture resistance was comparatively studied. The failure mode of the fabrics was analyzed with SEM images as shown in Figure 14(d). Findings indicate that the structure affects the quasi-static puncture resistance property of the fabrics, and the plain fabrics have better puncture resistance property than twill and satin fabrics owing to having more tangles. With the constant weft density, the number of layers has a linear relationship to quasi-static puncture resistance. Figure 14(c) shows the damage mechanism diagram of the yarns and fabrics during the quasi-static puncture process. As the penetration depth of the probe increases, the yarn nearby the stabber begins to bend, and the contact pressure between the yarn and the probe rises sharply, impeding the probe’s movement until the yarn breaks. (a) Images of fabrics with different weft density and structures; (b) Quasi-static puncture instruments and the probe for test; (c) Schematic diagram of penetration process for the damage mechanism; (d) SEM photos of plain fabrics before and after the puncture damage.
76
Our team
77
also considered three traditional weave structures, plain, 2/1 twill and 5-harness satin, to evaluate the effect of weave type on puncture behavior of woven fabrics, as shown in Figure 15. In this research, a series of theoretical models based on the yarn-level-structure of woven fabrics were established and calculated using finite element method (FEM). The theoretical results show that plain woven fabric has better puncture resistance compared with 2/1 twill and 5-harness satin fabrics, which is in accordance with the experimental result of Wang et al.
76
This is mainly due to the more crossover points between warp and weft yarns which contribute larger frictional force to afford external load. Moreover, the warp density aids in improving the puncture performance no matter for 2/1 twill fabric or 5-harness satin fabric. Considering the effect of friction efficient, it can be concluded that the puncture performance is dramatically improved with the increase of friction coefficient from 0.08 to 0.48. The simulation results also show that the maximum load and friction loss energy of 2/1 twill fabric are sensitive to the change of friction coefficient between warp and weft yarns. (a) Three dimensional spatial structure of warp and weft yarns in ① plain, ② 2/1 twill, and ③ 5-harness satin; (b) The FE models of fabrics: plain, 2/1 twill, and5-harness satin; (c) the load-displacement curve of plain, 2/1 twill, and 5- harness satin; (d) the load-displacement curves for 2/1 twill and 5-harness satin with different warp densities; (e) the load-displacement curve with different coefficient.
77
To sum up, fabric structure would also affect the stab resistant performance. The plain weave fabric has more yarn entanglement points, more friction than that of twill and satin fabric, so plain weave fabric has better stab resistance.
Conclusions
With the continuous development of technology, stab-resistant textiles will surely become the one of necessities with a large demanding market in the future. The traditional anti-stab materials in the market are bulky, inflexible and inconvenient to wear. Most of them use high-performance fibers, which are expensive and have not been comprehensively promoted. Herein, in the research, we outline the main strategies for designing and improving puncture resistance of textiles, including STFs, coating or impregnation, composition and structural optimization. STFs can effectively enhance the mechanical properties of the fabric, while the rheological behavior of STF is complex, poor stability and poor repeatability. The preparation process of coating or impregnation is relatively simple and low cost. After coated or impregnated with nanoparticle or resin, the resistance to puncture can be improved effectively, but the air permeability and comfort are greatly affected. Therefore, further efforts should be made to balance the puncture resistance and wearing comfort for anti-stab products in the future. The method of composition is simple in preparation, low in cost, and can be processed into different products. In the structural optimization, owing to more fiber or yarn entanglement points, plain fabric has better stab-proof performance than twill and satin fabric. Therefore, it is an imperative goal for the researchers and manufacturers to develop lightweight, comfortable, flexible, and stab resistant clothing.
Compared with other flexible high-performance composites, the research and development of stab-proof products is still in its infancy. There still existing various problems demanding proper solutions, among which one of the most important problems worth mentioning is the lack of testing standard, including testing conditions, stabber and sample shape, etc. This problem makes it different to compare and assess absolute puncture resistant capability among different samples which has negative effect on the development of research on composite materials with high stab tolerance.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work is gratefully supported by Science and Technology Guiding Project of China National Textile and Apparel Council (Grant No. 2020064), Foundation Project of Jiangsu Advanced Textile Engineering Technology Center (Grant No. XJFZ/2021/3) and Major Project of Natural Science Research of Jiangsu Higher Education Institutions (22KJA540002).