
Abstract
In the area of bone tissue engineering, the concept of using biomaterials based bone scaffolds in the regeneration of critical size bone defects is a key element to development of alternatives to allogenic and autogolous bone graft. Globally, countries all over the world is experiencing population aging besides other bone defects related case including trauma, pathology and congenital defects. Calcium phosphate (CaP) has received much interest for broad range of bone substitutes since its physicochemical properties can be conveniently tailored with close resemblance to human bone constituents. In this study the mechanical properties of Polyhydroxyalakanoate (PHA)/CaP composite were investigated. CaP was reinforced in PHA in the range from 5 wt% to 30 wt% and the tensile and impact properties of the composite were investigated. The addition of CaP showed fluctuation value in both tensile strength and impact strength starting with drop at approximately three times lower than neat PHA. The maximum tensile stress recorded at 15 wt% of CaP was 7.93 MPa along with elastic modulus of 102.416 MPa while the minimum tensile stress recorded at 30 wt% of CaP was 2.423 MPa with elastic modulus of 49.455 MPa. In parallel, the highest impact strength showed at 15 wt% of CaP was 5.761 kJ/m2 while the lowest mechanical strength recorded at 30 wt% of CaP content. Morphological analysis demonstrates the crack surface of each sample with CaP inclusion in supporting the development of brittleness in nature of biocomposite throughout the inclusion of CaP osteo-filler. Admittedly, the finding of this study will contribute to development of PHA based scaffolds for bone tissue with compromise mechanical properties along with their biological performance identical or similar to that of an ancient graft or transplant upon implantation.
Introduction
Type of PHA with it famous rectus (R) configuration. 11
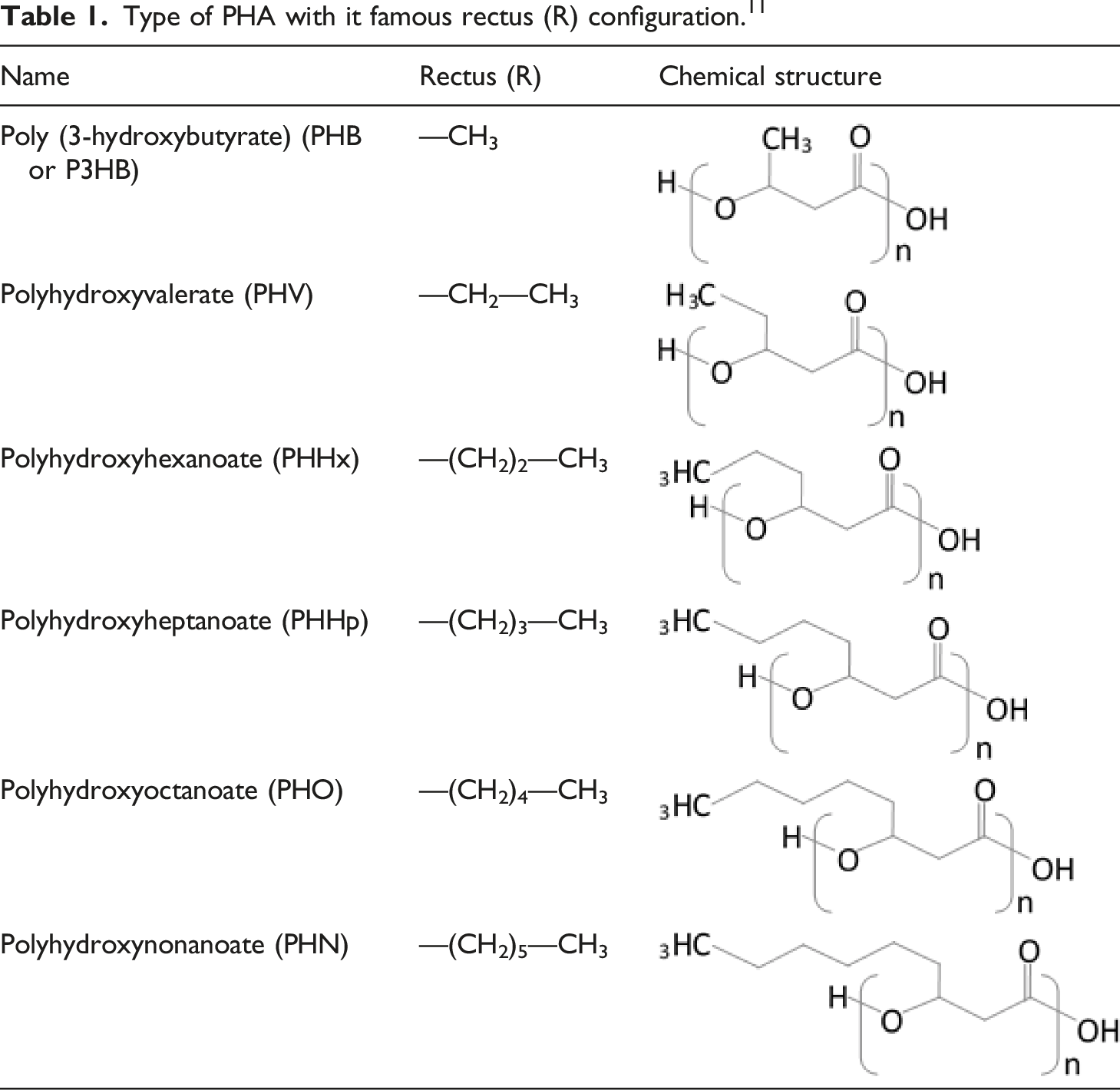
PHA in Table 1 is microbial biopolymer produced by a broad range of microbial taxa that have melting point around 42–180°C and a glass transition temperature of −10 to 9°C.12-15 PHA are macromolecules which are produced by various species of microorganisms that involve more than 300 bacteria from the family. 16 PHA are linear polyesters synthesized chemically by ring opening polymerization of β-lactones (4) and naturally by both Gram positive and Gram negative bacteria under adverse growing conditions such as physical or nutritional stress. 12 To date, the PHAs studied have mostly been linear polyesters containing 3-hydroxy fatty acid monomers. An ester bond is formed by the reaction between hydroxyl groups of one monomer unit with carboxyl group of one monomer. Hence, most of the PHA produced by various microorganisms are of R configuration as shown in Table 1.16–18 This occur because various PHA and their co-polymers that are isolated from different kind of bacterial species. To date, more than 150 different PHA monomers have been found where the monomeric unit composition significantly influences the physico-chemical properties of PHA. 19 There are several R configurations that widely being used in industry such as PHB, PHV, and PHO. PHA widely being used in packaging material (boxes, coating, films), agriculture (mulch, grow bags) and also in biomedical field (drug delivery, implants, scaffolds).16,20-22 From various types of material, PHA being choose in this project due to it biocompatibility and increasingly being used in biomedical field. Different PHA types can contribute to varying mechanical and chemical properties, in addition to their biodegradability and biocompatibility. 23 Biopolymer as matrix basically being applied in biomaterials composite system in order to hold filler especially bioceramic before applied it as biomaterials as it easily degrade and can have good interaction with bioceramic as bioceramic have porous microstructure. 24 So, PHA as matrix and calcium phosphate (CaP) as filler being applied in this research.
CaP is the common name of a family of minerals containing calcium cations (Ca2+) together with orthophosphate (PO3−4), metaphosphate (PO3–), or pyrophosphate (P2O4−7) anions, and sometimes hydrogen (H+) or hydroxide (OH−) ions. 25 CaP minerals are the main inorganic component of the bones and teeth. 26 Because of their excellent bioresorption and compatibility with bone repair, CaP is one of the most widely used bioceramics. 27 CaP biomaterials are well known in the medical materials and devices world. 28 CaP is one of the bioceramic that eagerly being develop by researcher due to it suitability to be
Used as a carrier for drugs, non-viral gene delivery, antigens, enzymes, and proteins.29,30 CaP is also a great bioceramic in terms of bioactivity and biocompatibility.31-32 From this statement, most of the CaP that being used by researcher is CaP or hydroxyapatite (HA) or tricalcium phosphate (TCP). There are a lot of CaP types other than this three, but calcium (Ca) to phosphorus (p) ratio that consider to be used in range 1.37–1.87 because of the bone mineral composition that much more complex, containing additional ions such as carbonate, zinc, and silicon. 33 CaP can be extract from raw material that consist Ca in it compound like eggshell. Eggshell that made of calcium carbonate (CaCO3) similar to chalk, with a hard-wearing, crystalline structure. In addition, other studies revealed that eggshell to be in rich source for Ca from CaCO3 which potentially can be served as useful raw materials for CaP production in biomedical engineering. It is also important as a biomaterial because of its osteophilic nature and ability to integrate into bone tissues.34-36 In comparison to other natural sources of CaP such as bovine bones and corals, eggshell can currently serve as a promising biomaterials source due to its consistent supply.37-38 In order to convert CaCO3 to CaP, wet chemical precipitation being used to produce CaP in this research where Ca precursor from eggshell and phosphate precursor from phosphoric acid. On top of their properties as main inorganic component for bone and teeth, CaP is brittle and impossible to use alone.39-40 This is the main reason why CaP was filled in PHA besides to increase mechanical properties of neat PHA.
This research work focused on investigating the biomaterial composite consist of PHA (matrix) and the osteoconductive filler of CaP powder from eggshell waste as a source of apetite from biological derived similar to previous work by Gunduz, 2009 41 that use apatite-based ceramic derive from calcinated bovine bone (reinforcement) with chitosan as binder to produce several ratios with percentage variation of PHA and CaP compound. The mechanical properties of different compound ratio were analyze in this paper in order to established new data of PHA/CaP/Chitosan biomaterial composite where mechanical properties data are needed to decide suitable ratio to produce biomaterial based on their application.
Experimental
Materials
PHA medical grade was supplied by Ecomann Biotechnology, Inc (United States) as Ecomann® Bioresin EM10080 in a pellet form. It shows a melt mass-flow rate (MFR) of 1 g/10 min (170°C/2.16 kg) according to the ASTM D570 standard and a true density or specific gravity of 1.27 g/cm3.
The osteoconductive filler of CaP powder was synthesized via wet chemical precipitation at previous work. 30 It contains 1.63 Ca/p ratio with composition of 80% HAP + 20% β-TCP and purity is 96% along with less than 10% of impurities such as copper, nickel, zinc, iron, cobalt, cadmium, chlorine ion and sulfate ion.
Chitosan powder or Poly (D-glucosamine) Deacetylated chitin (C8H13NO5)n) BP grade 500 g was supplied by Ecomann Biotechnology, Inc (United States) in a powder form will acts as a binder. It has 30–40 µm of average particle size with 99.9% purity and density of 0.25 g/ml.
Manufacturing of PHA/CaP/Chitosan biocomposites
Compositions of the samples prepared in accordance to the weight content (wt%) of PHA, CaP and chitosan.
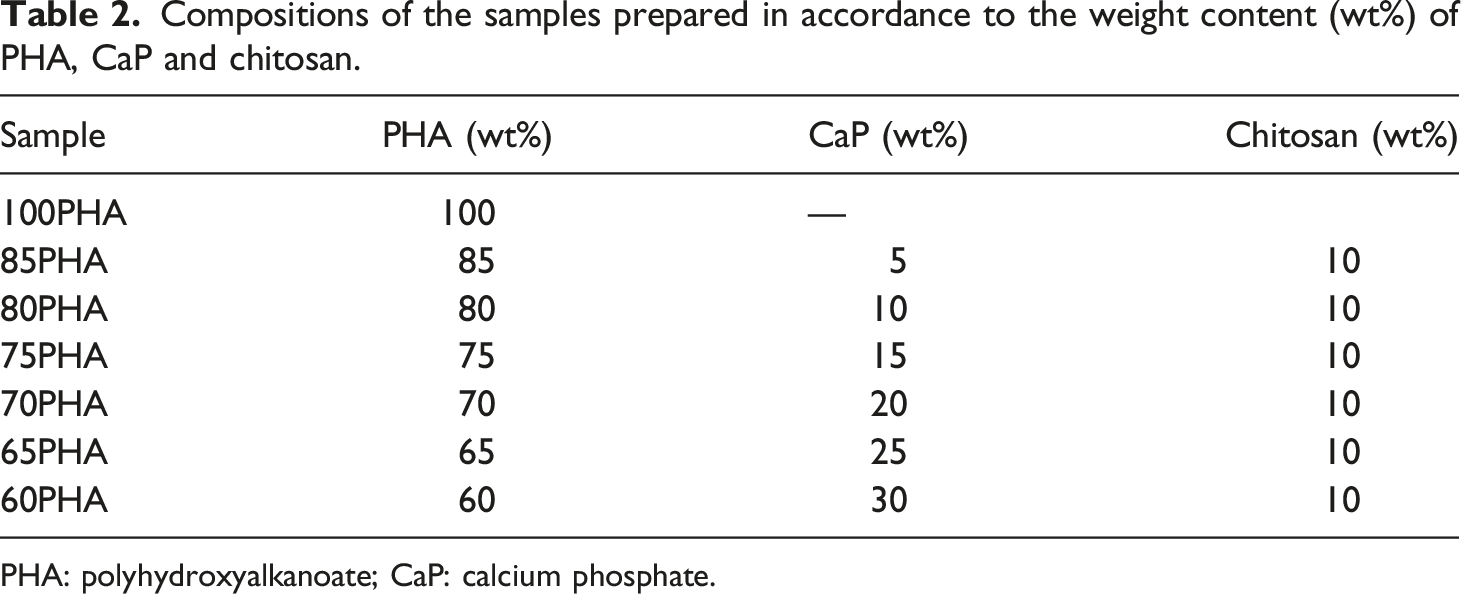
PHA: polyhydroxyalkanoate; CaP: calcium phosphate.
The different respective ratios of PHA, CaP and chitosan mixtures weighing 50 g were pre-mixed manually in closed container before melt-compounded using a Brabender plastography machine (Figure 1) that features integrated control panels that displays actual values of speed and temperature (3 zones), die heads, mixer blades geometries and extruder screws with real torque measurement up to 200 Nm. Next, all the blended mixtures were then pelletized using crusher machine and kept in drying box at constant temperature of 30°C for further manufacturing process. Brabender plastography machine for blending PHA/CAP/Chitosan biocomposite.
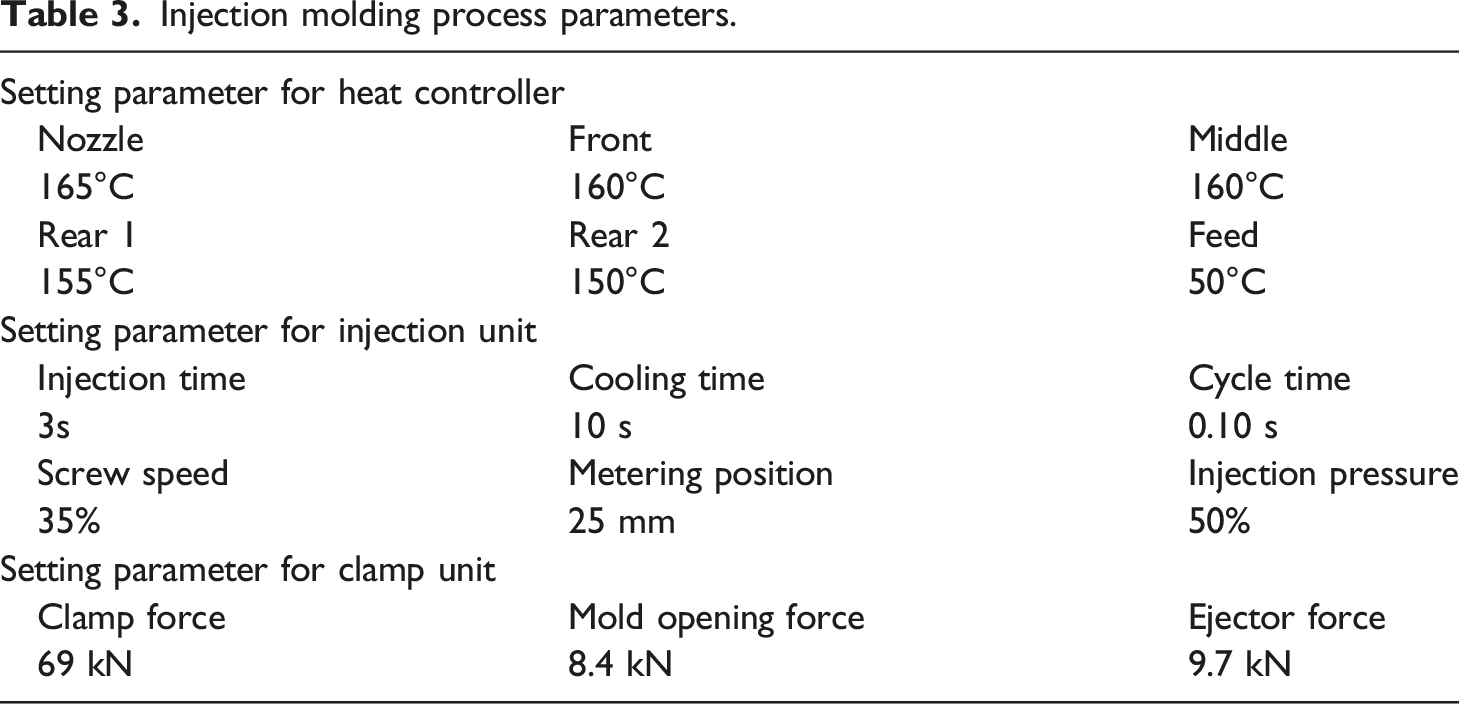
In this work, injection molding was performed by using Nissei Injection Unit NP7 Real Mini horizontal screw type with 7 ton capacity as shown in Figure 2. This machine equipped with a 19 mm screw diameter and 50 mm of screw stroke with multi-patented screen control as indicated in Table 3. Injection molding is a most common manufacturing process to obtain parts or products by injecting molten materials (usually thermoplastic polymer) in large volumes of identical items. It works by repetition process cycle of injecting molten materials by heat into a designated mold, cooling and then solidifying into final parts. In the area of polymer processing, injection molding of biodegradable polymer reinforced composites has been receiving huge attention in the establishment of mechanical properties of composites that required complicated shapes for mechanical testing. Previously, researchers prepared and compared bio-based polymer over traditional petroleum-based polymer with inclusion of nano and micro sized filler towards possibility improvement in its mechanical properties besides the non-toxicity features.42-44 In particular, both injection molding processability including process parameters involved as well as mechanical properties of composite can be studied. Injection molding machine for preparing mechanical test specimen. Injection molding process parameters.
Mechanical tests
During injection molding process, there are two types of mold used with respect to mechanical test specimen needed which are tensile testing in compliance to ISO 527–2 that injected into dumbbell shape of 75 × 10 × 3 mm and impact mold according to ISO 179-1 dimensions of 80 × 10 × 3 mm with 0.25 mm notch for Charpy impact test.
Tensile test
Uniaxial tensile test was performed according to ISO 527-2 standard using AGS-J Shimadzu Universal Testing Machine fitted with a load cell of 5 kN. The respective dimensions of specimen used for tensile test in accordance to the standard use including gauge length, initial distance between gap and width at narrow portion were measured accurately in feed in tensile test software. Then, test specimen is ready to be placed vertically onto the gauge clamped and begin the test. Finally, test specimen is ready to be placed vertically onto the gauge clamped and begin the test. Total number of 10 tensile test samples were prepared for each parameter for the average data to analyse.
Impact test
Impact test according to Charpy method were used in accordance to ISO 179-1 standard using Wolpert Werkstoffprüfmaschinen Impact Tester of maximum 4 J. The respective dimensions of specimen used for Charpy impact test in accordance to the standard use are including notch tip radius, thickness and cross-section area will be crucial in determining the value of impact strength. The centre test specimen having V-shaped notch is mounted horizontally and supported unclamped at both ends before the hammer is released and strike through the specimen. Total number of 10 tensile test samples were prepared for each parameter for the average data to analyse. Impact energy is expressed in Joules and then, the impact strength is calculated by dividing impact energy (in kilo Joules) by the area under the notch (m2). A higher number of impact strength indicates a tougher material.
Morphological characterization
Morphological structure of destructive test sample composite was conducted by scanning electron microscope (SEM)-associated energy dispersive spectroscopy/X-rays (EDS/EDX) (Hitachi U151O, Japan). The magnification used were from 50 X to 5000 X using accelerating voltage of 15 kV with scale 15 µm. Secondary electrons (SE) imaging were selected to obtain the topography of the crack sample surface and homogeneity of sample blends. Samples were prepared by using fractured samples after tensile and impact tests. All samples were uniformly cut (40 × 40 × 2) mm adhesively mounted on stubs using tape before double coated with gold in a gold sputtering system. By using a mini gold sputter, sputter gold for 30 s at ∼70 mTorr pressure in order to prevent charging of the surface of the non-conductive samples.
Results and discussion
Effect of CaP reinforcement on mechanical properties of PHA/CaP/Chitosan biocomposites
In order to investigate this composite towards tension before failure, tensile test being choose. Three data has been plotted in Figure 3; elastic modulus to evaluate the stiffness of material, maximum stress to investigate maximum stress that a material can withstand while being stretched and maximum strain to investigate elongation of sample toward stress Elastic modulus, maximum stress and maximum strain of PHA composite with CaP composition.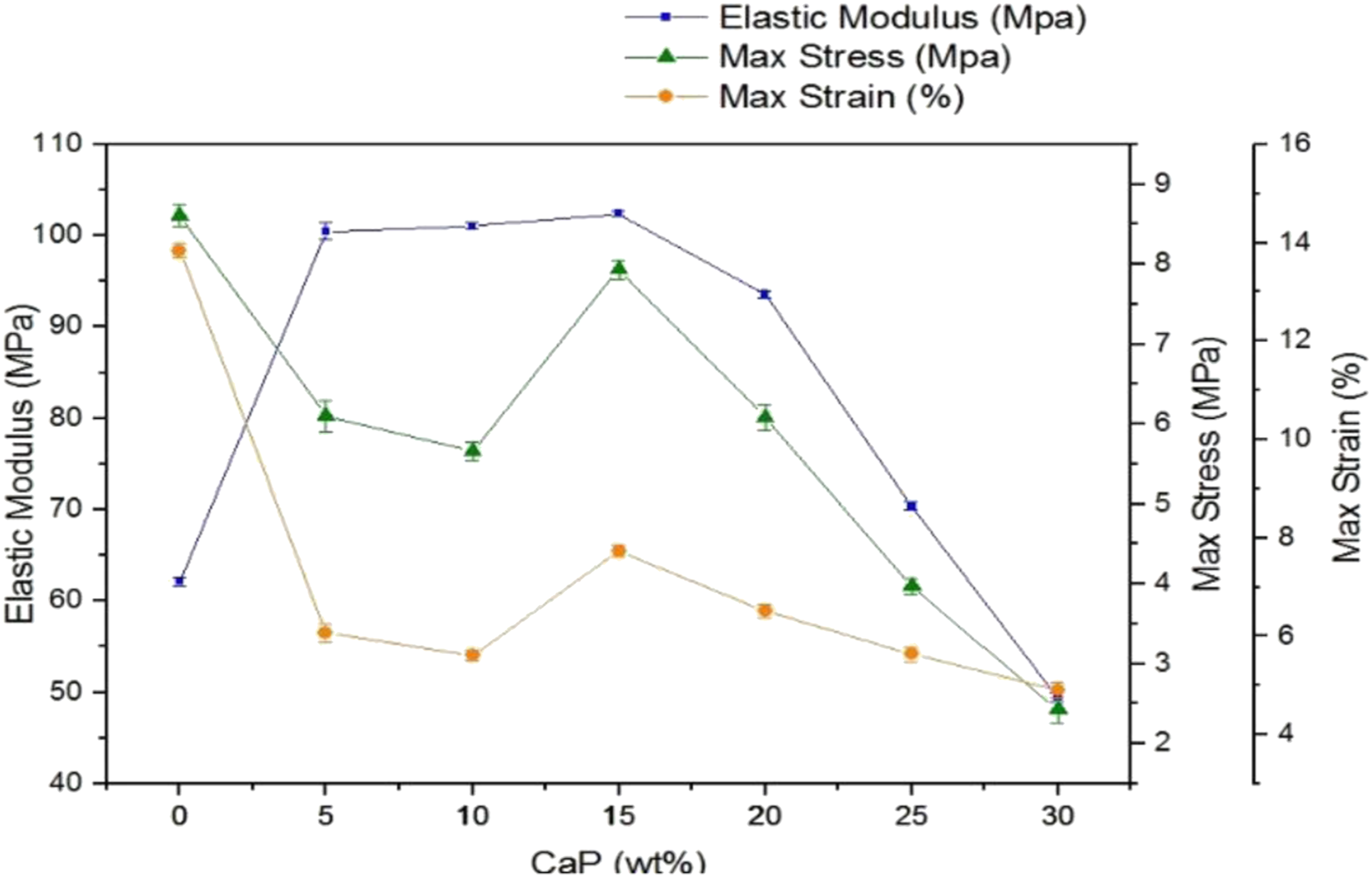
Figure 3 shows the plot evaluation of the main parameters obtained from tensile tests. Reinforced PHA shows increasing trend in elastic modulus until it reach maximum value of elastic modulus (102.416 MPa) at 15% where it values higher than unreinforced PHA (62.145 MPa). The significant improvement in elastic modulus of PHA/CaP/Chitosan can be attributed to the ability of CaP to resist the stress and limit the movement of molecular chain in PHA system when a load applied on the composite. The increase of modulus can be attributed to the sufficient stress transfer across the Polymer-CaP interface.45-47 However this trend change when percentage of CaP was added from 15% to 30% as it shows decreasing value of elastic modulus from 102.416 MPa to 49.455 MPa. This shows the composite become more stiffness as increasing of CaP content will contribute to more brittle composite as nature of CaP is brittle. Maximum stress of the composite shows decreasing trend from 0% to 10% (8.606–5.662 MPa) and from 15% to 30% (7.934–2.423 MPa) of CaP. It is possible to expect
Somewhat interaction between the filler particles and the polymer matrix will have increasing in surface tension as CaP is highly porous. This trend is shown in Figure 4(b), (c), (e), (f), and (g) where it clearly shown porosity on composite system that leads to stiffer material. It also shows poor dispersion between reinforcement and matrix as some reinforcement agglomerate and does not contribute to tensile strength as expected that may lead to decreasing of tensile strength. Different with unreinforced PHA as shown in Figure 4(a) where no porosity and agglomeration shown as it is unloaded with CaP while Figure 4(d) is microstructure of PHA filled with 15% CaP that not shown any sign of agglomeration that can contribute to high value of tensile strength although it contains CaP. With fixed 15% percentage of CaP, it increases the load carrying capacity due to the presence of hard and stiff CaP particles in the composite material as result of 15% CaP have better maximum stress than PHA that filled with less than 15% CaP and more than 15% CaP. Hence, the load carrying capacity of the composite material increases. Maximum strain also shows same trend as maximum stress where decreasing trend from 0% to 10% and from 15% to 30% of CaP for maximum strain. This trend can be predict as increasing of CaP percentage may lead to increasing of composite brittleness. SEM images at 5000 X of failure surface after tensile test with different wt% CaP: (a) unreinforced PHA, (b) 5 wt%, (c) 10 wt%, (d) 15 wt%, (e) 20 wt%, (f) 25 wt%, (g) 30 wt% CaP.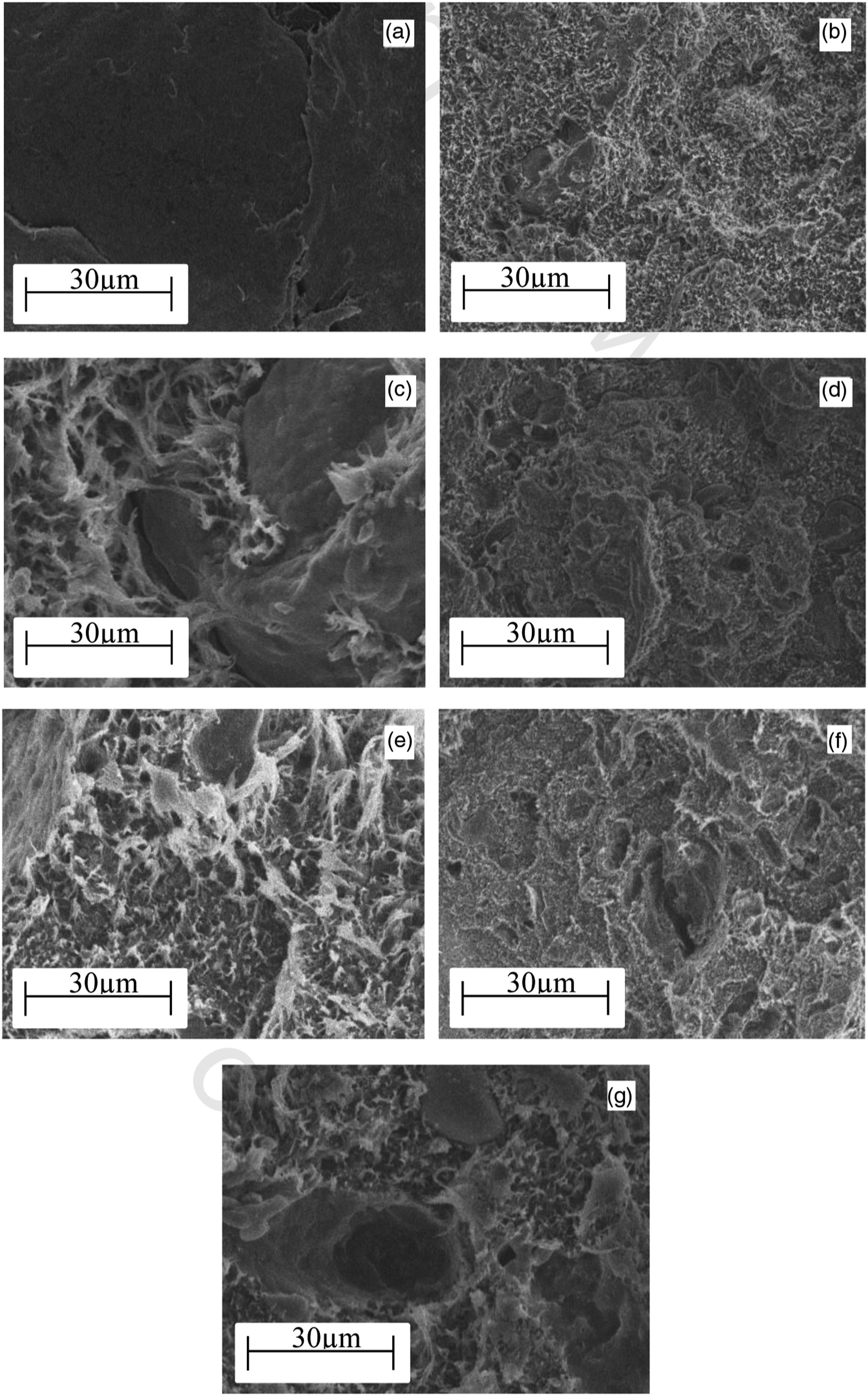
The reading of fracture or impact energy absorbed by the specimen were taken and the average of impact strength were calculated and presented in bar graph shown in Figure 5. Impact strength of unreinforced PHA and PHA/CaP at various weight percentages.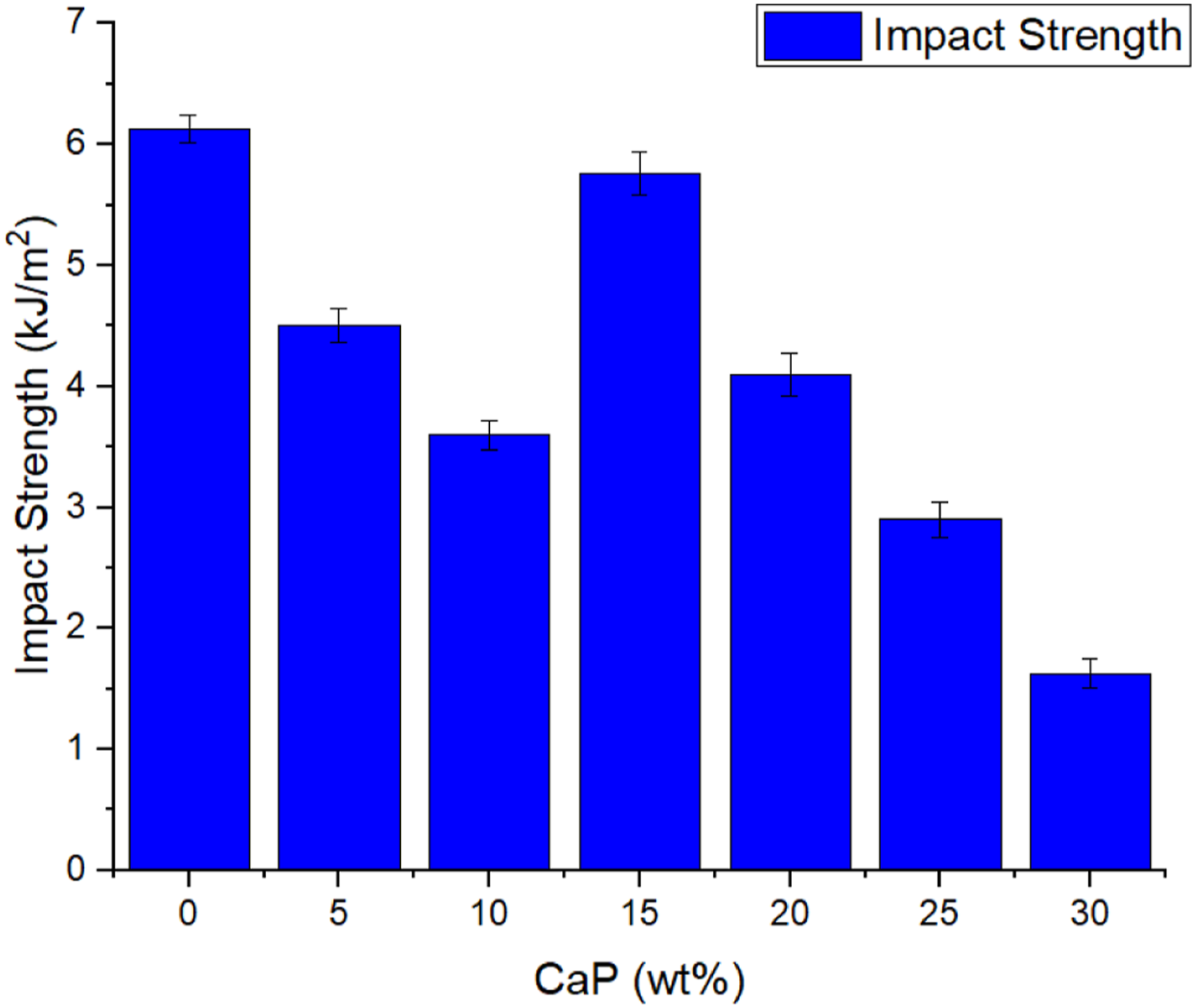
Based on the impact strength result, the highest impact strength value recorded at 6.125 kJ/m2 for the PHA with no osteo-filler. In supporting to that, the crack surface can be examined to determine the Charpy mode failures which commonly can be recognized as brittle, ductile or mixed mode with presence of crazing by referring to SEM micrographs in Figure 5. The crack surface of neat PHA (Figure 6(a)) display a reasonably smooth and does not showing any deformation before failure. An excellent polymer and its composite can be generally defined as capable of absorbing a large amount of energy before failure. However, the graph shows fluctuated rapid drop of impact strength composite approximately three times lower than neat PHA at 5 wt% and 10 wt% of calcium phosphate content. The impact energy values of particulate filled polymer composite reveals to be in a very complex variation with increasing particle loading that mainly relies on the fracture toughness of the polymeric matrix. In general terms, impact strength also called impact toughness demonstrate how much force the material (or composite) can support while toughness (area under graph) indicates how much energy a material (or composite) can absorb before experiencing sudden failure. In reference to fracture crack surface shown in Figure 6(b), (c) and (d), the typical characteristics of brittle failure including a flat and reflective crack surface as a result of sudden impact. Most studies observed the same trend of rapid decreasing impact strength with increasing particle fractions while simultaneously calcium phosphate particle filler were harder and stiffer than the PHA matrix. SEM images at 1000 X of failure surface after impact test with different wt% CaP: (a) unreinforced PHA, (b) 5 wt%, (c) 10 wt%, (d) 15 wt%, (e) 20 wt%, (f) 25 wt%, (g) 30 wt% CaP.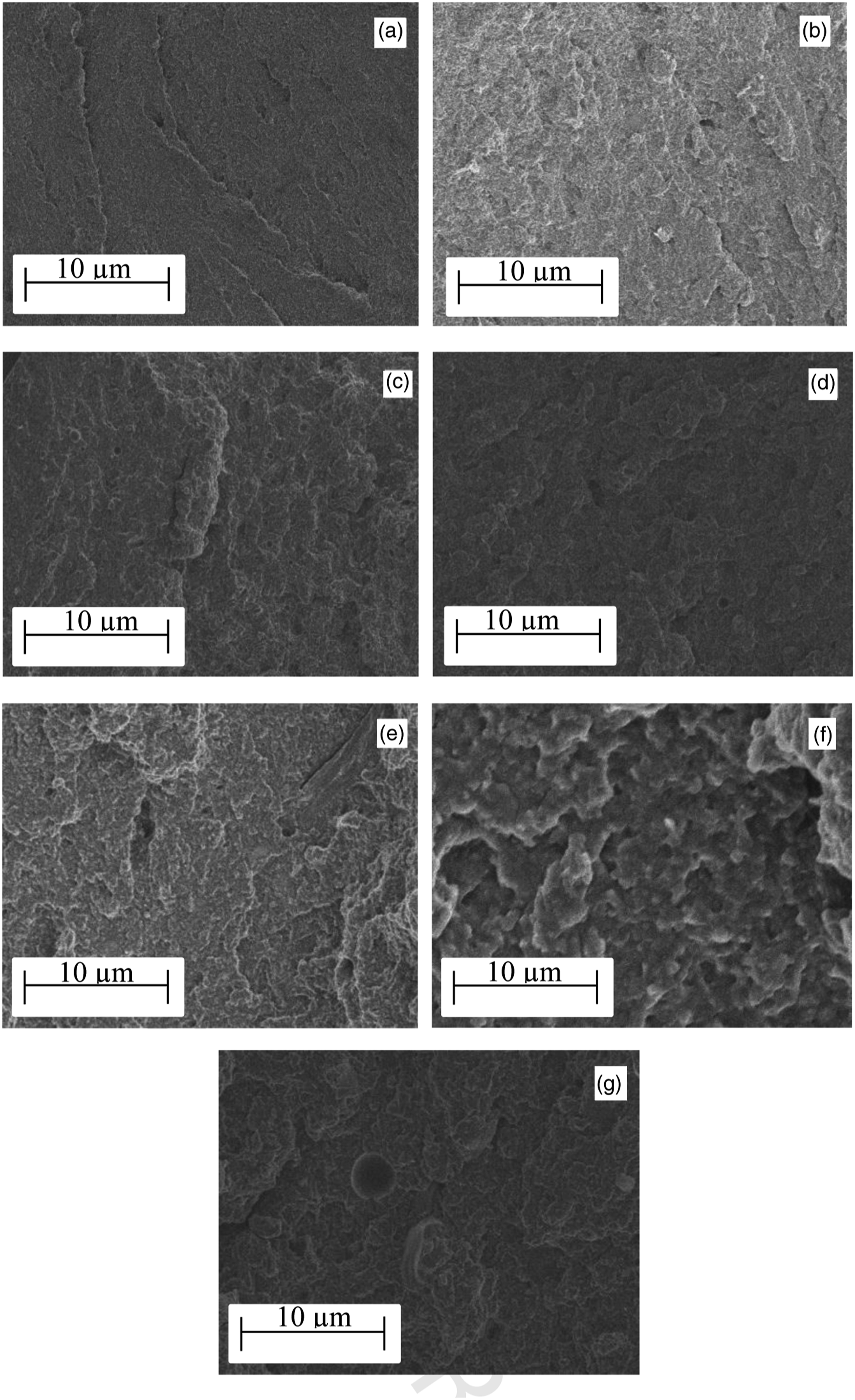
Despite that, the value of impact strength of PHA filled calcium phosphate osteo-filler substantially rise to 5.761 kJ/m2 at 15 wt% of CaP loading. It is found that increasing impact strength caused by off-plane particle matrix debonding and local matrix yielding around particle. It also appear that the interfacial adhesion between 15 wt% of particulate filler in 75 wt% of filler in a good condition mechanism for particle-particle interaction and dissipation. The CaP particles distribute evenly as shown in SEM micrograph in Figure 6 (d) resulting in a good space in distributing stress concentration. As the calcium phosphate content increases up to 30 wt%, a clear decreasing tendency can be observed to a considerable poor in energy absorbed with the lowest impact strength value recorded at only 1.625 kJ/m2. The amount of energy absorbed evaluated at the breaking point of the composites or toughness of material decreases drastically with an increasing percentage of CaP because of the brittle and hard nature of CaP particles which provide ductility under the static or slow rate of loading. Whereas, for suddenly applied loads, bonding between CaP and PHA particles breaks soon without allowing further transfer of load due to higher percentage of CaP and breaking of the bonding that exists between reinforcement and matrix. Note that the increasing roughness of crack surface across the SEM micrograph shown in Figure 6(e), (f) and (g), indicates overlapping or agglomeration of two or more CaP particles in the thickness direction. While ductile materials are able to drawn out into thin wires (experiencing necking from deformation), brittle material on the other side are hard but prone to break easily like for example ceramic material.
In case of low percentage of CaP, load transfer happens between CaP and PHA. Hence, the impact strength can also be increased by refining CaP particle size. At higher % of CaP, the interparticle distance increases make matrix hard to undergo yielding, decreasing the impact strength. When the CaP content was less than 20% weight, the interparticle distance reaches a minimum which can change into plastic yield to improve the impact strength. Higher % CaP decreases the interparticle distance which makes it behave like brittle. The toughness of the CaP particles depends on ductility of the PHA matrix and interparticle distance of reinforcements. These introduced stress concentrations result in deboning of the filler particles and in successively void formation. The interparticle distance depends on particle content and the PHA matrix stress state around the voids. In other words, PHA was poor in capability in absorbing energy for deformation before fracture to occur. These values indicate that the presence osteoconductive calcium phosphate filler developed into a stress concentrate in the composite systems which causing the ability of PHA for energy absorption is considerably sensitive. Composite materials with HA particles are not the best option for fixation devices that could be subjected to high impacts, although it is excellent for stiffness pieces like screws. These drawbacks can be overcome by different strategies 39 such as compatibilizer as reported by Ferri et al., 2017.
Bone Modulus Matching
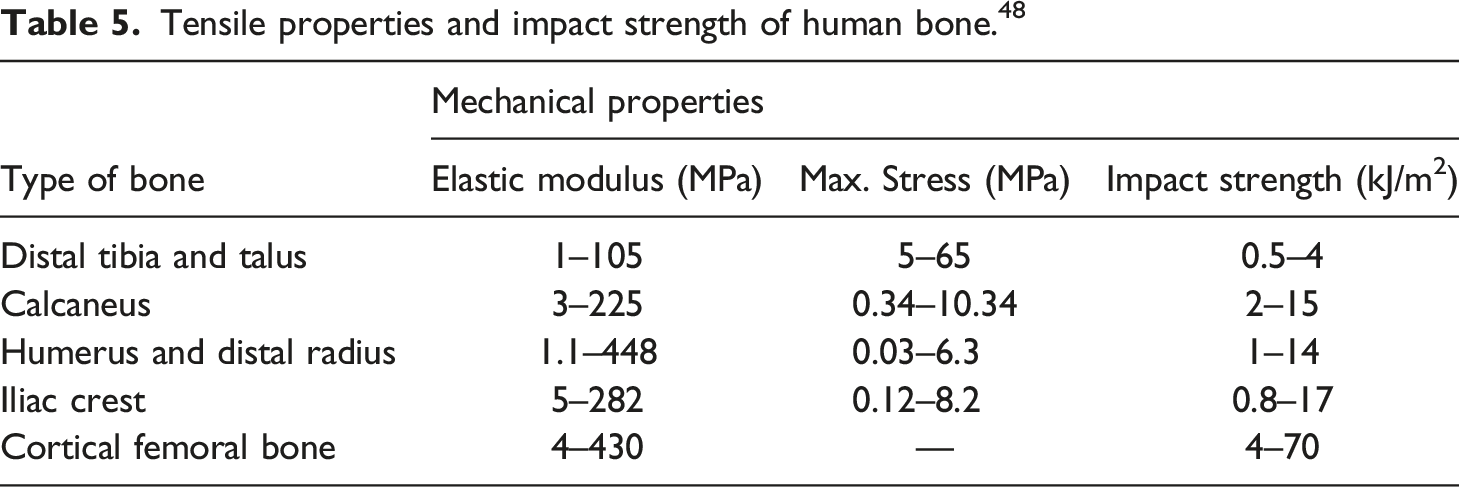
The development of natural bone graft biomaterials available for replacement and/or regeneration of damaged bone have experienced evolution from several synthetic scaffolds. Investigation on polymer-ceramic composite scaffolds from biological derived revealed despite having several disadvantages such as poor mechanical properties in comparison to synthetic polymer and have limited supply, natural polymers offer a biological (cell) recognition feature that makes them biocompatible and improves cell adherence and differentiation. Applying concepts from bone mineralization processes as well as bone’s mechanical and structural properties is a crucial element of bioinspired bone tissue development. In comparison with this study, the incorporation of novel calcium phosphate as the material with closet resemblance with bone and microbial origin of PHA polymer matrix with high biocompatibility and good degradation will provides an overview to achieved potential used of biocomposite in certain part of human bone structured with respected to the experimental results of modulus values.
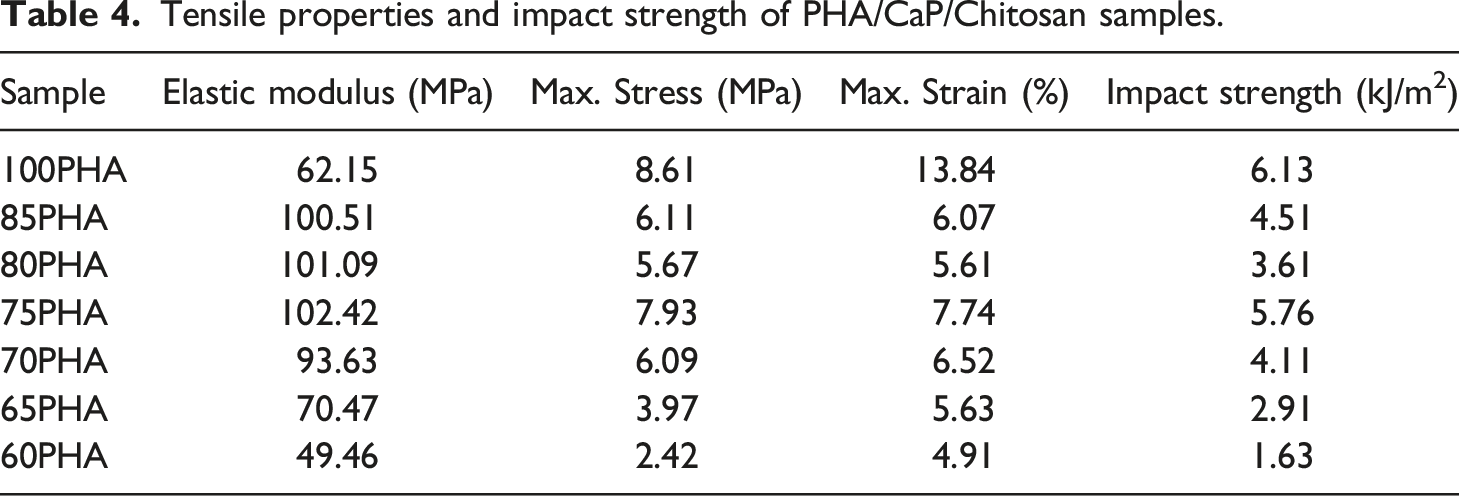
Tensile properties and impact strength of PHA/CaP/Chitosan samples.
Tensile properties and impact strength of human bone. 48
Conclusions
From this study, it can be concluded that the mechanical properties of PHA/CaP biocomposite play an important role in development of scaffold for bone tissue engineering. In this work, PHA biopolymer had been successfully compounded with several CaP ratio alongside chitosan binder. Thus, showed the presence of good affinity between polymer and the reinforcement. By employing various CaP ratio, tensile strength and impact strength of composite can be examined and reviewed. The maximum tensile stress and elastic modulus of PHA/CaP composite were at 15 wt% CaP inclusion and it shows the load are efficiently transferred in the system. Furthermore, the higher impact strength also showed at 15 wt% of CaP inclusion apparently due to good dispersion of particles and increase in fracture energy. Besides, SEM images also showed parallel structure of fractured samples being from elasticity to rigid fractured along with increasing in CaP reinforcement. Another interesting trend revealed is that strength decreases with increasing CaP content in PHA/CaP composite. This limitation appears to be related with load bearing a composite system can handled in which it requires an optimum amount of reinforcement to be able to perform brilliantly.
Footnotes
Acknowledgements
The authors wish to acknowledge their appreciation to the Faculty of Mechanical and Manufacturing Engineering (FKMP), Universiti Tun Hussein Onn Malaysia (UTHM), for the use of the facilities.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Ministry of Higher Education (MOHE), Malaysia through Fundamental Research Grant Scheme (FRGS), FRGS/1/2019/TK05/UTHM/03/5, vot number K199; and Research Management Centre (RMC) UTHM through Graduate Research Grant (GPPS), vot number H540.