
Abstract
Fused deposition modeling (FDM) is one of the leading emerging technologies of Industry 4.0, which has been employed to develop sustainable engineering products, customized implants and sophisticated biomedical devices. However, the mechanical strength and durability of 3D printed parts is still lower than its conventional counterparts, which restrict its widespread use. In this regard, the use of short fibres (i.e. natural or artificial) and advanced nanomaterials to reinforce the existing polymer matrix has been drastically increased to improve the load bearing capacity of FDM printed parts. Hence, this article aims to provide a systematic review on thermoplastic composite structure prepared through FDM technology and summarizes the current knowledge about the use of various additives to improve the overall quality FDM parts. Moreover, the common defects associated with FDM printed composite structures and the methods required to improve the quality of FDM composite parts are discussed in this article.
Introduction
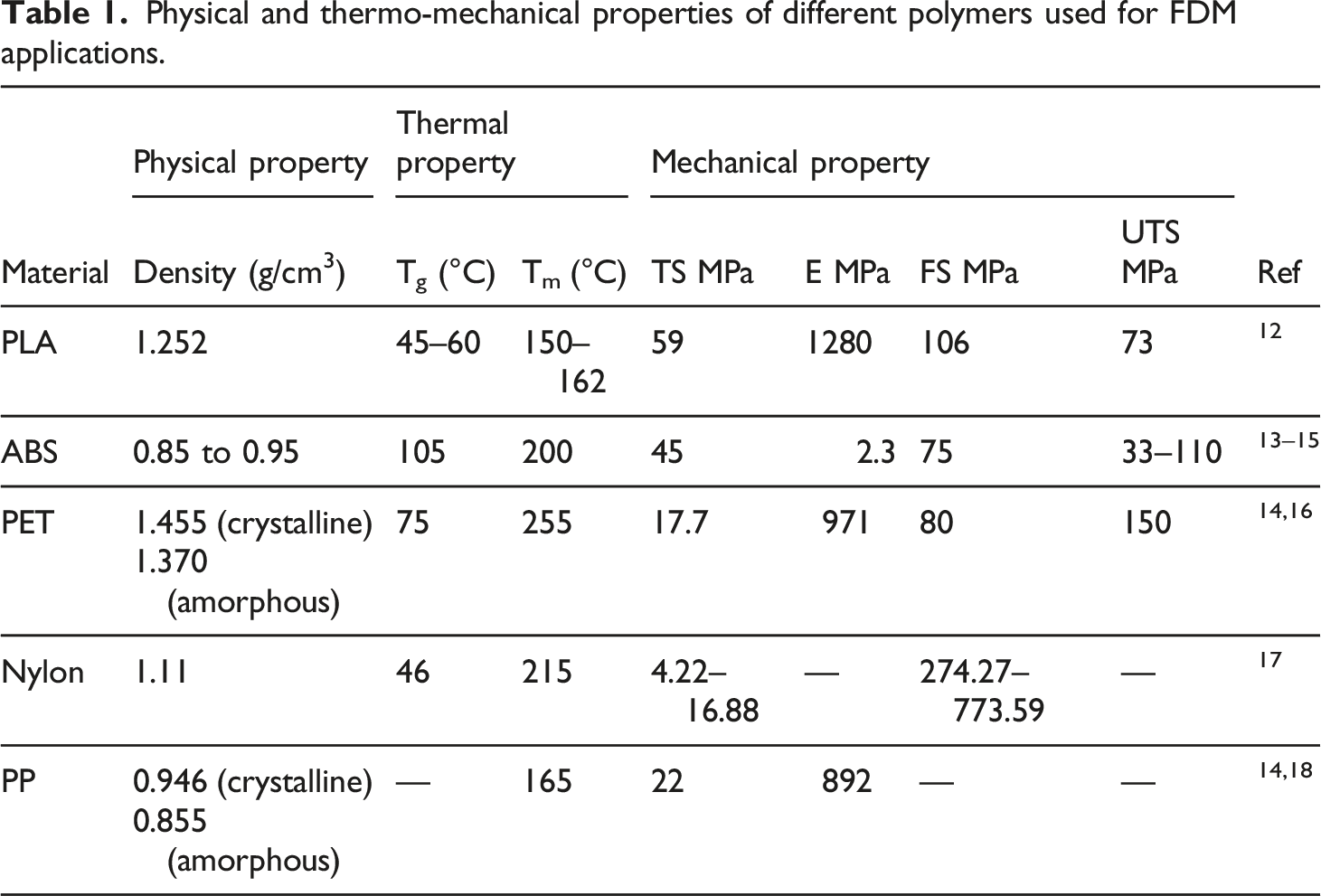
Fused deposition modeling (FDM) technology has been extensively utilized to use fresh and waste small-scale thermoplastic materials to produce end-use products for engineering and household applications.1,2 The low cost and adjustability to use different material such as metallic, polymers and ceramics have made this technology more popular among various additive manufacturing (AM) processes.3-5 In FDM, the solid filament material is supplied to heated printer extruder head through feeding roller, and is deposited in layer-by-layer manner on build platform as shown in Figure 1. In the very primary stage, a virtual part model is constructed through geometric modelling software and converted into STL file format. Secondly, a defined STL file is imported in slicer software where the model is sliced into thin 2D layers and the 2D contour information is derived. The derived 2D contour information helps the user to generate tool path motion for the FDM printer. A 3-axis control system helps the liquefier head to move in X-Y plane as per defined tool path and deposit the first layer on the print bed. After deposition of the first layer, the head starts to move in z-direction carrying semi solid material by amount of set layer thickness. Over the first layer a new layer is added and fuses forming a bond and the successive layer deposition will be in iteration until entire part is generated. After the completion of process, the 3D printed part can be manually or chemically withdrawn out from the print bed and supporting structures are removed.4–11 Table 1 illustrates the critical physical, and thermo-mechanical properties of popular polymeric materials like poly lactic acid (PLA),
12
acrylonitrile butadiene (ABS),13–15 polyethylene terephthalate (PET),14,16 nylon,
17
polypropylene (PP)14,18 used during FDM process. Schematic representation of FDM system. Physical and thermo-mechanical properties of different polymers used for FDM applications.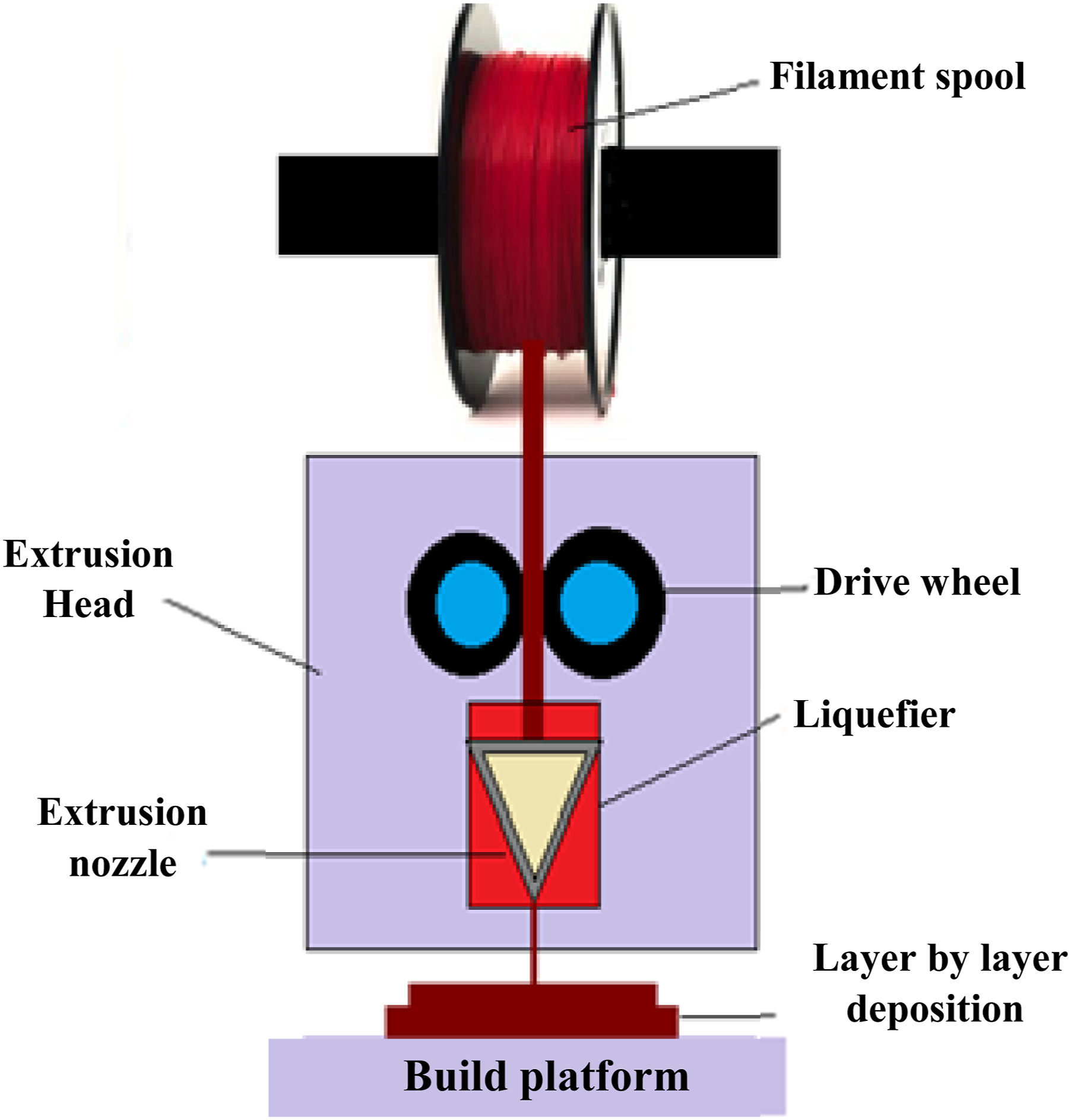
It is noteworthy that FDM operating conditions have significant effect on the final part quality. Thus, it becomes important to optimize the process to achieve desirable result. The key FDM process parameters are demonstrated in Figure 2.19,20 Although the structural performance and reduced weight of FDM parts are lauded but low strength and the stiffness of thermoplastic polymers limit the engineering application. Thermoplastics when subjected to high temperature becomes soft and fail to retain their original shape which causes dimension instability, warpage, and surface defects and sometimes doesn’t meet the specific functional requirements. Moreover, the strength of FDM parts is still lower than injection molded parts, which restricts its widespread use. Therefore, enhancement in thermomechanical properties of the FDM parts can be done by inclusion of additive like fibres, microparticles and nano fillers in thermoplastic matrix.21,22 These additives will aid in promoting FDM in the industries and other relevant applications.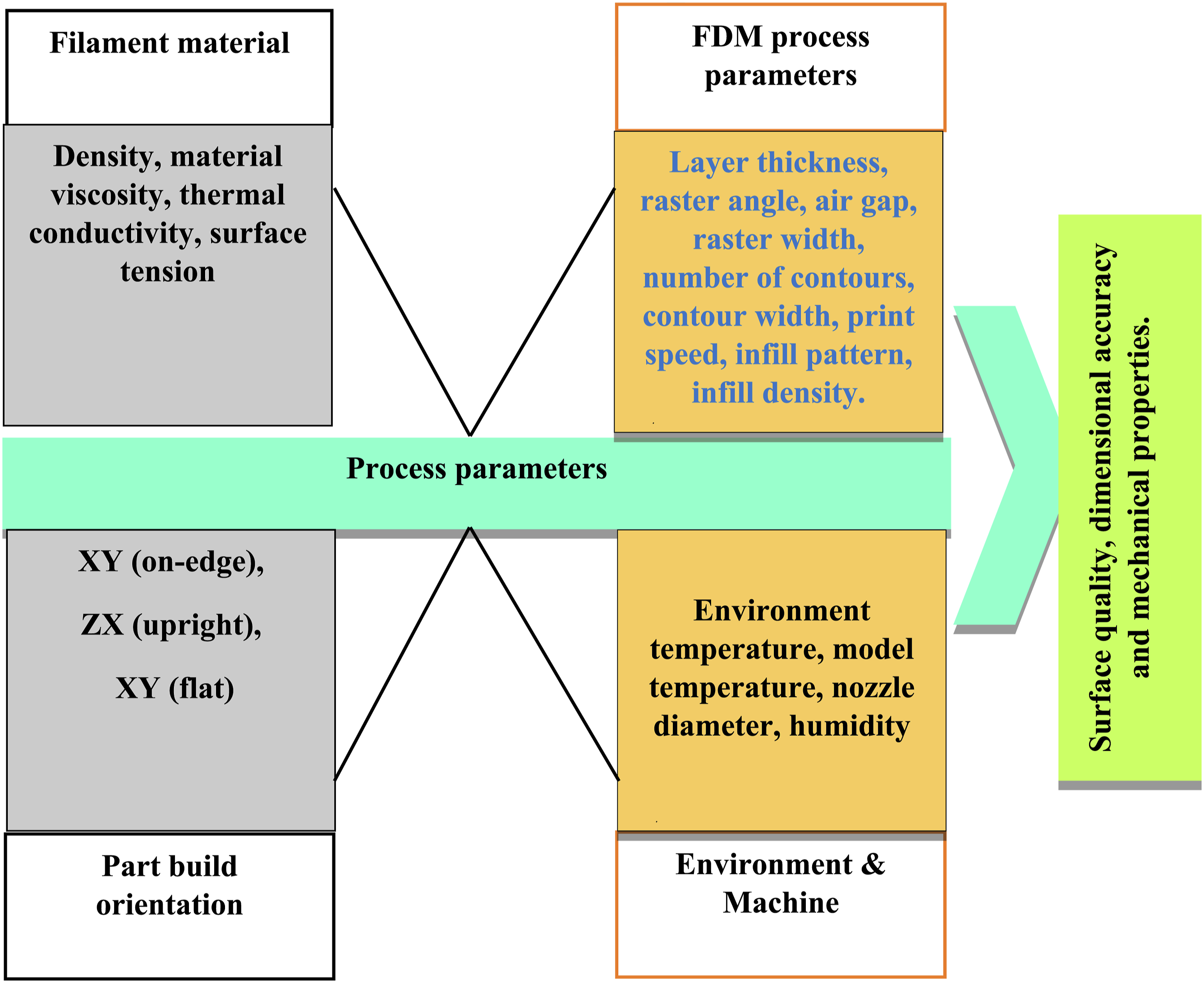
This systematic review focuses on providing an in-depth available information about the thermo-mechanical properties of 3D printed samples fabricated using composite feedstock filament. The paper includes the infromation about the preparation of thermoplastic composite feedstock filament for FDM printer and fabrication of 3D printed parts using natural/artificial fibres and nano materials. Moreover, to our best knowledge there had been a very few articles published that concentrated on the reasearches made on composite feed stock filament used for FDM printing and more is needed to be explored in field of additive manufacturing. Along with the available property evaluation and analysis, this paper also covers the complete analysis of defects that is associated during the part fabrication and the different post treatment techniques to overcome those defects. In addition to that, the paper will assist the reader to identify the research gap in order to explore FDM technique and make this technique useful for the society. The rest of the paper is organized as follows: Brief introduction to FDM process and composite with an engineering application; Filament fabrication process which include different extrusion techniques, advantages and disadvantages of the techniques; Literature review on use of different thermoplastic composites in 3D part fabrication by FDM technique; Comparative analysis of FDM printed and injection molded parts; Common defects associated with FDM; Different post processing techniques to minimize the defects; and the concluding remarks representing the worthy results derived from research and future scope of FDM.
Filament fabrication process
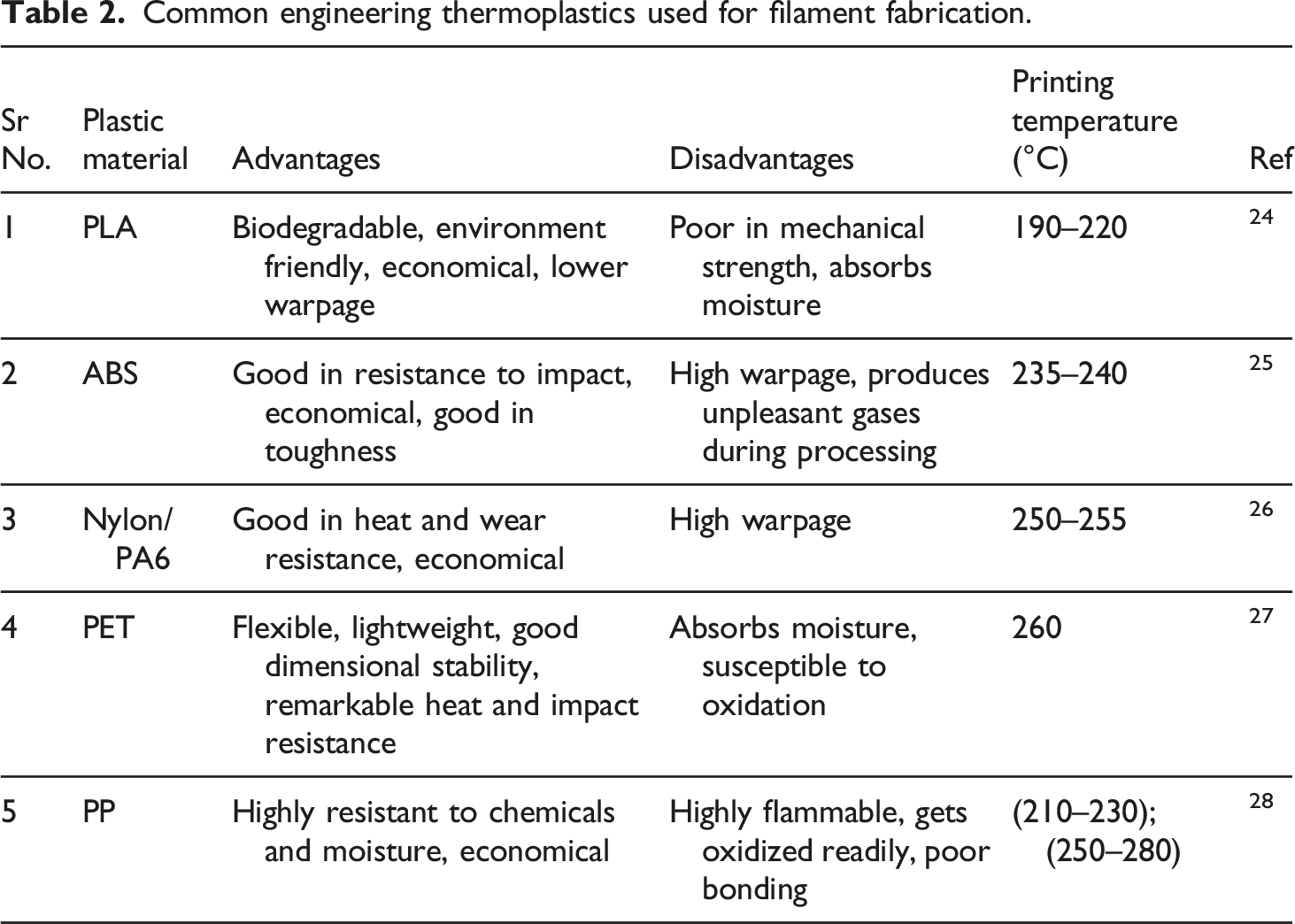
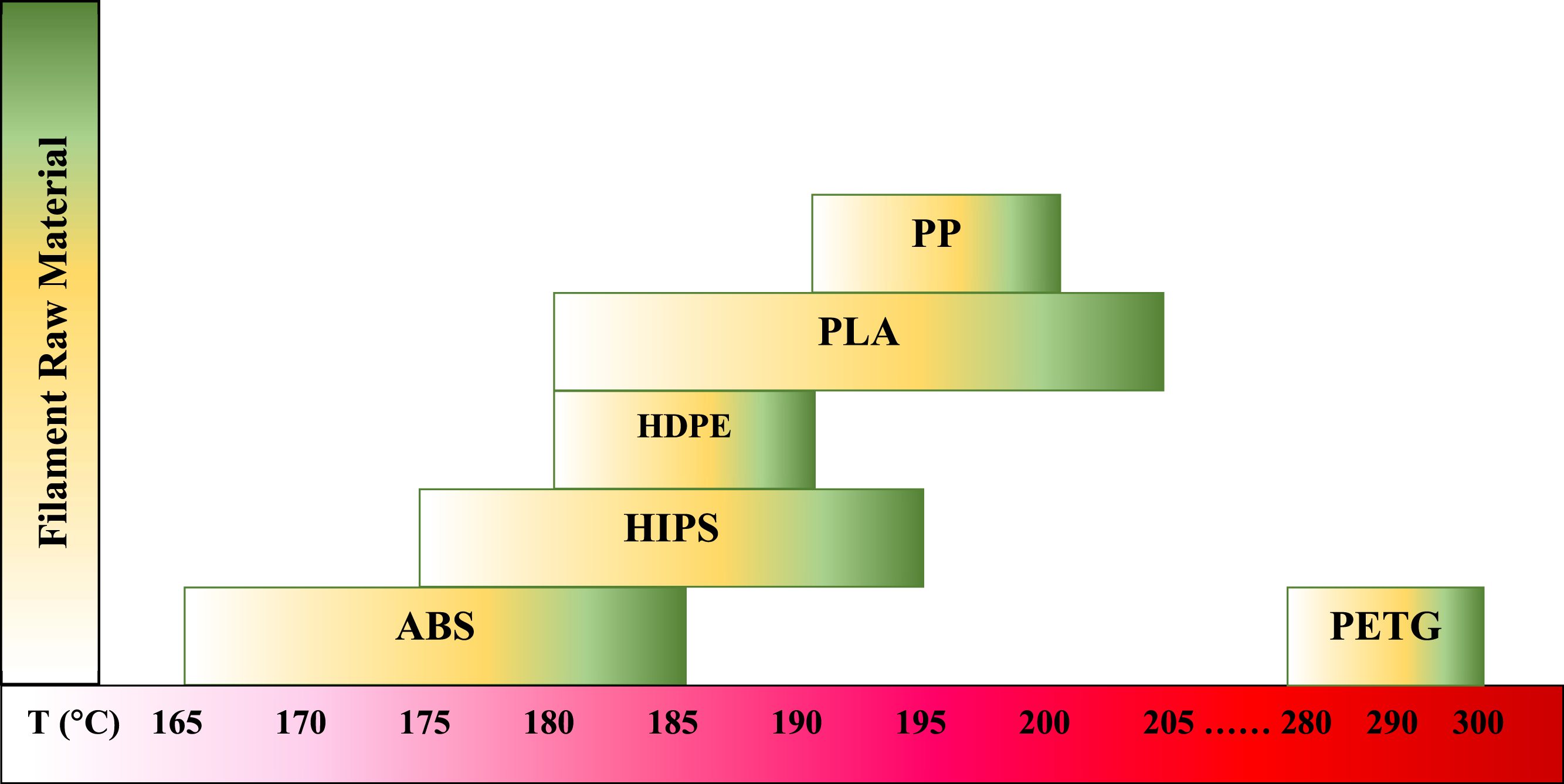
Common engineering thermoplastics used for filament fabrication.
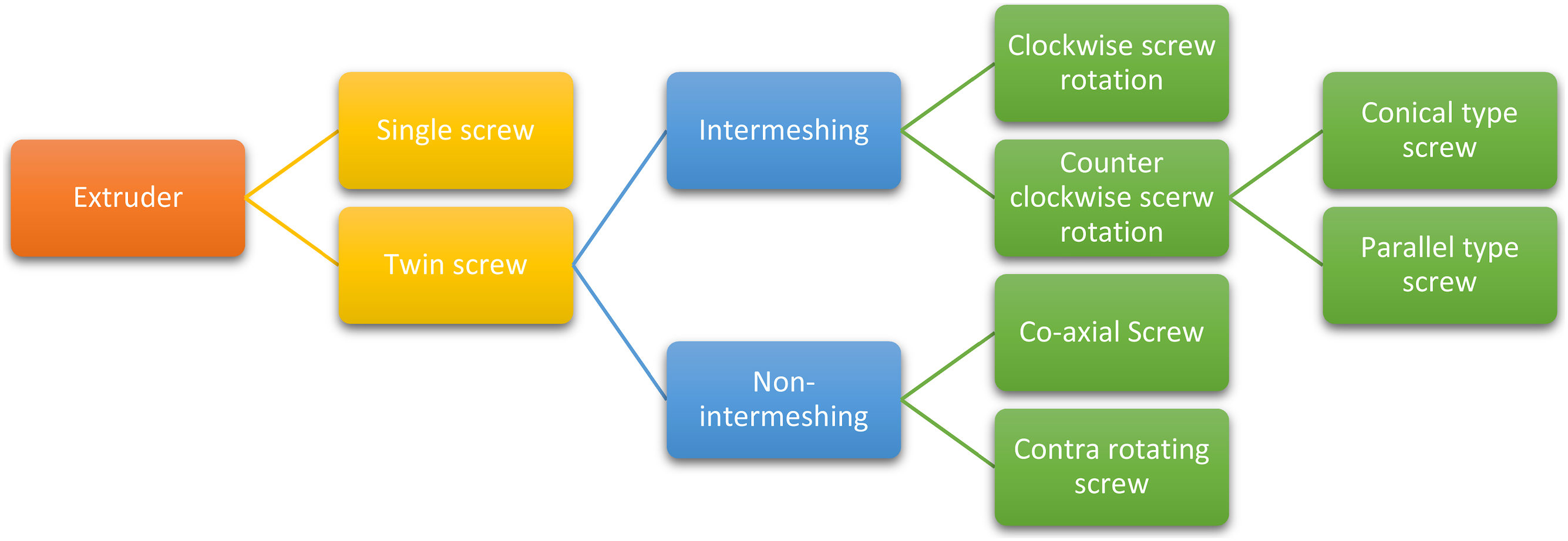
Classification of extruder system.
Single screw extruder system
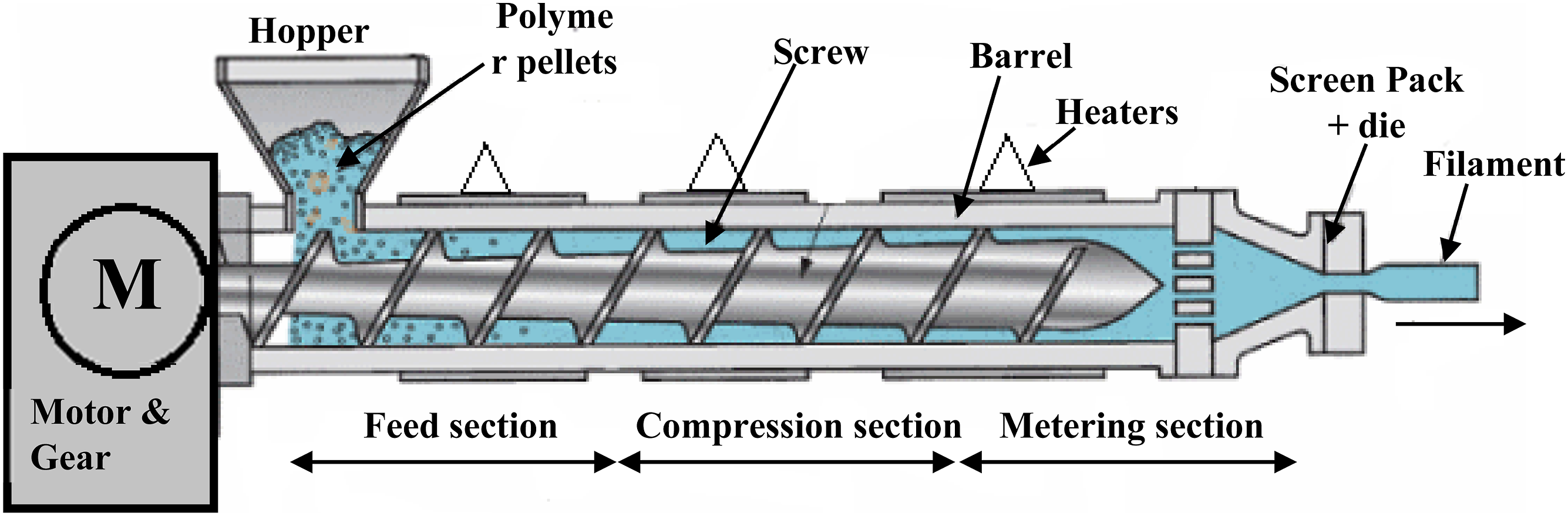
Single screw extruder (SSE) involves high volume manufacturing process to produce a continuous profile through the thermoplastic melt. The extrusion method starts with the gravitational/forced feeding of plastic material in the barrel through the hooper. The heaters are arranged on the surface of the barrel, and the friction generated through the mechanical turning of the screw ensures the homogeneous mixture and melt formation. The melt formed with the required pressure is allowed to pass through the die, which shapes the molten polymer in the desired shape. The cooling system installed at the die outlet helps the extruded molten plastic to get hardened during the cooling. Pipes, plastic wires, 3D printer filaments, plastic film, and wire coating are applications of single screw extrusion.34–36 This type of extruders is far more inexpensive and possess less shear as compared with other screw extruders. They have high throughput and wide range of materials can be processed due to ease in operation. But when comes to feeding performance, this type of extruder has some limitations due to material undergoing friction during processing. The major problem with this type of extruder is the inhomogeneity due to poor mixing of two or more different materials.
37
Figure 5 shows the major components of single screw extruder.
38
Single screw extrusion system.
38
Twin screw extruder system
In a twin-screw extruder system, the raw material passes through the primary feed throat/downstream feed port and passes on to the rotating screws. The contra-rotating intermeshing screws which is the inter-mesh of the two screws causes the positive conveying type of transport of the polymer material/raw material. Contra-rotating closely intermeshing extruders have a relatively small opening between the channels of the two rotating screws. As a result, the closely intermeshing screw flights trap the materials, and rotation screw forces the fixed amount of plastic forward. Whereas co-rotating twin screws are not positive displacement pumps, but they do have some positive conveying characteristics. Although intermesh of co-rotating twin screws appears tight, the screws have larger openings in the channel and intermesh region. The flight closes the medium, and the flow is pumped in a positive conveying direction. The rotation of the screw creates a drag force, thus dragging the raw material forward, resulting in uniform mixing and heaters producing the melt. The molten plastic then passes through the screen pack and the die, and finally, extrusion is accomplished. The schematic diagram of the twin screw extruder is shown in Figure 6.39,40 Twin-screw extrusion system.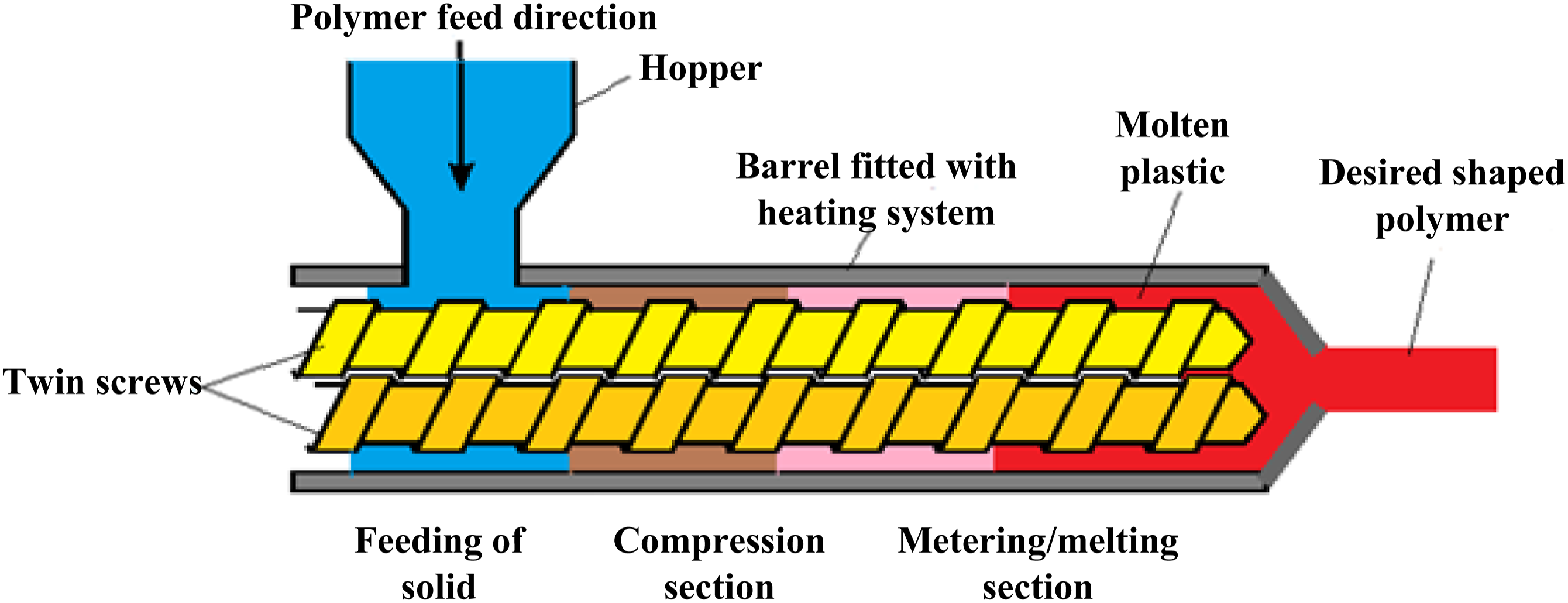
This type of extruder has remarkable high level of mixing and process capability, high and continuous production rate, good for business, requires less power for operation and reduces cost of production thus it is economical. Unlike single extruder, this type of extruder requires high capital investment and costly maintenance with complicated operational process parameters. Additionally, the materials requires pre-treatment before getting processed. 41
Use of composite filaments for fused deposition modelling
The substantial research reveals that the polymers when subjected to thermomechanical processes results in degradation in mechanical properties due to chain scission, weaker molecular bonding and changes in molecular structure.42–47 The parts fabricated from pure thermoplastic via FDM technique have manifested inadequate mechanical strength. This curbs the range of applications where of FDM technology can be adopted, necessitating the modification of pure thermoplastics to enhance their strength characteristics.48–54 In order to overcome these limitations, the researchers came up with the concept of polymer blending in which the thermoplastics matrix were blended with some additives (reinforcement). Moreover, it is believed that the phenomenon of polymer blending with the reinforcements can enhance the thermal, mechanical and morphological properties of the material. The process of reinforcing additives in the polymer matrix for the composite filament extrusion is shown in Figure 7. Schematic representation of composite filament extrusion process.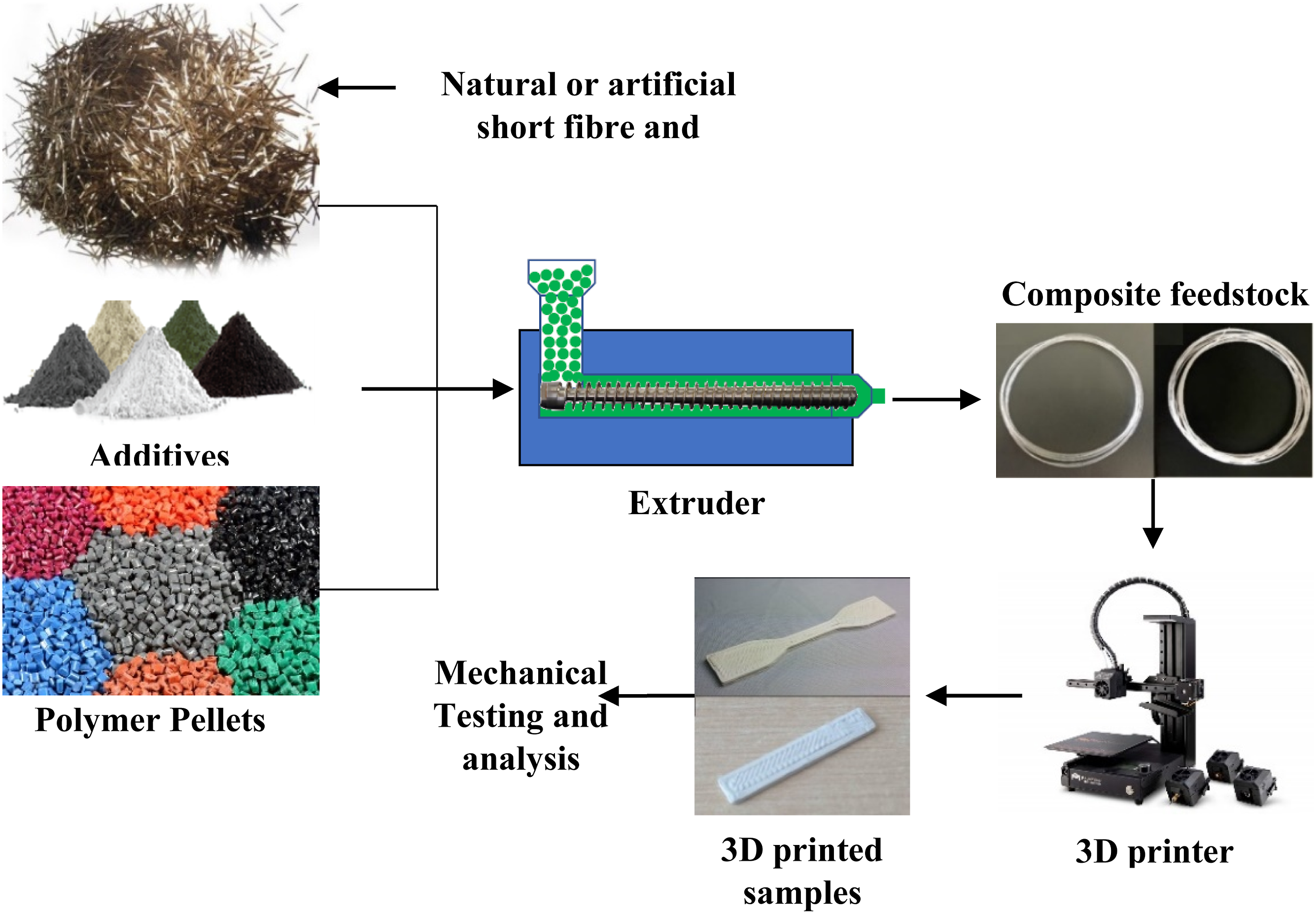
Polypropylene (PP) based composite filament
At present, polypropylene (PP) is one among the thermoplastics that is blasting the market due to its high demand. The reasonable price, low density, non-toxic property, excellent dye compatibility, and lower reactivity with acids, bases and oils, which makes PP unique from other thermoplastics. There has been variety of application of PP in film production, sheet manufacturing, injection moulding, food packaging industry, textile industry, medical facilities, piping, construction industry and automotive industry. Sodeifian et al. 32 investigated the mechanical property of 3D printed parts made from PP reinforced with short glass fibre (GF) and maleic anhydride polyolefin (POE-g-MA). It was found that increasing the content of POE-g-MA decreases the strength of FDM parts. The material structure gets weakened resulting in detachment of GF from the PP matrix. The mechanical test reveals that the dispersion of GF throughout the filaments enhances the strength and modulus but sacrifices the flexibility. Moreover, POE-g-MA being an elastomer when added with GF and PP matrix isolates the GF surface thereby decreases the strength and mechanical property of the parts because of phase separation. It was also observed that at 0.1 mm layer thickness, tensile strength is highest due to enhancement in interlayer adhesion. 32 In regard to the same approach, Stoof and Pickering 18 reinforced short hemp fibre/R-Gypsum/harakeke fibre (0–50% wt.) with the PP matrix to extrude series of composite fused filament for FDM printer. It was found that on increasing the % wt. of reinforcement beyond 30%, shark skin effect began to develop over the samples and becomes severe when fibre content increases to 50% wt. The tensile testing reveals that higher fibre fraction increases the stiffness and the strength of specimen. The filament comprising 30% harakeke fibres exhibits tensile strength and modulus of 39 MPa and 2.8 GPa respectively which was 74 and 214% higher in comparison with plain PP. But the 3D printed samples with these filaments possess reduction in property due to stress relaxation of polymer during printing at lower pressure.
PP is considered as a promising material for 3D printing process, but shrinkage and warpage of materials during printing causes dimensional instabilities. To resolve this issue, PP was reinforced with varying percentage of graphene, PLA based microcapsule, SiO2 nanoparticle, and TiO2 nanoparticle to extrude feedstock filament for FDM printer. Aumnate et al.
55
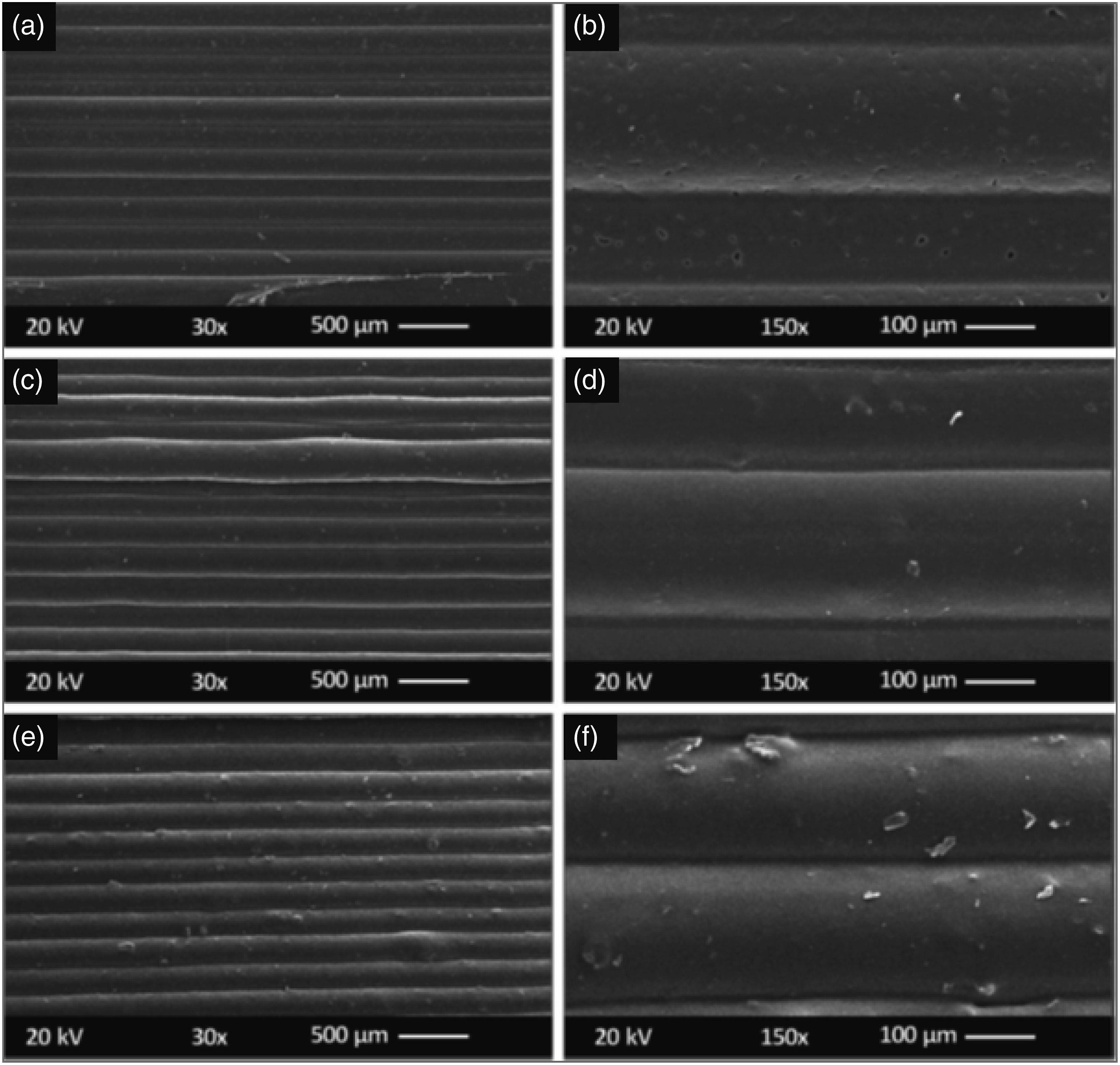
used PLA based micro capsule that comprises of PLA polymer and reduced graphene oxide with PP for the filament extrusion. and the 3D printed parts based on the printing conditions were fabricated and property characterization was done. It was found that at 0.1 wt.% and 0.25 wt.% reinforcement part exhibits ductile failure whereas at 0.5 wt.% and above reinforcement, there was significant increase in young’s modulus from 220 MPa to 450 MPa. However, at the same % wt. there has been significant drop in tensile strength by 30% due to crystallinity suppression by PLA, and insufficient interfacial bonding between microcapsule and PP matrix. The effect of reinforcing varying % wt. of nano silica and TiO2 nanoparticle with PP matrix to extrude composite fused filament was evaluated and 3D printing of part has also been performed.56,57 The 3D printed part for the PP/SiO2 nano composite-based material was mechanically tested. The SEM image of side and outer surface of 3D printed tensile specimen is shown in Figure 8. A good interlayer fusion between the intermediate layers can be seen while a minor defect was detected when specimen was fabricated using PP/4% wt. SiO2 filament. The observed defects can be due to high concentration of filler in PP polymer. The tensile test reveals that the part fabricated by adding filler of 0.5 wt. % and 2 wt.% exhibits 10% increase in tensile strength when compared with pure PP. There has been increase in flexural strength by 4–13% on addition of SiO2 nanoparticle. The possibility of defects and discontinuity in interlayer fusion was predicted that can affect mechanical performance of fabricated product which can be due low cohesion between the part strands. SiO2 nanoparticle not only enhances the mechanical property but also helps PP to maintain dimensional stability.
56
On the other hand, aPP/TiO2 composite part was fabricated by considering the advantages of nano TiO2 particle like ultraviolet stability, good antimicrobial and mechanical performance etc. Upon mechanical testing it was observed that filler concentration upto certain limit increases the tensile strength of the part approximately by 10%. At 0.5 wt. % and 1 wt.% filler loaded part exhibits intense ductile behaviour after yield point. It was also observed that this nano-filler has dispersed well in the sample with no porosity and agglomeration defect. While on increasing the concentration of filler by 2 and 4 wt. % the parts property shifts to brittleness. The flexural strength increases to 15% due to crystallinity in TiO2 nano particle.
57
SEM images of side/outer surfaces of tensile specimens at: (a) ×30 magnification (PP/SiO2 0.5 wt.%); (b) ×150 magnification (PP/SiO2 0.5 wt.%); (c) ×30 magnification (PP/SiO2 2.0 wt.%); (d) ×150 magnification (PP/SiO2 2.0 wt.%); (e) ×30 magnification (PP/SiO2 4.0 wt.%); (f) ×150 magnification (PP/SiO2 4.0 wt.%).
56
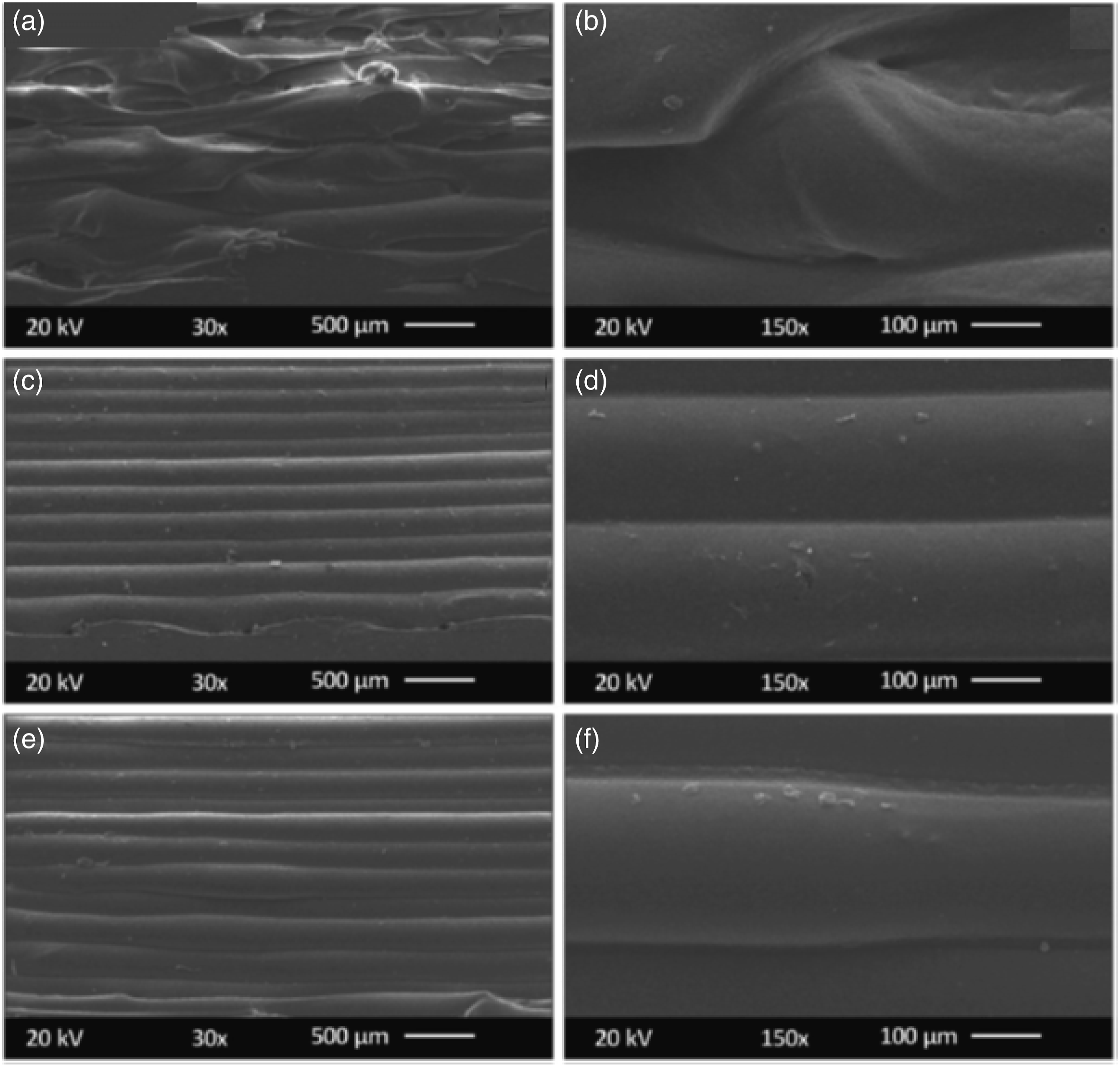
In another study, the effect of loading alumina (Al2O3) nano particles in PP matrix to 3D print nanocomposite was studied. A nanocomposite filament was prepared by melt mixing of alumina nano particles at different weight proportion with PP thermoplastic matrix. The mechanical properties such as tensile, flexural, impact and microhardness of 3D printed nano composite was investigated. For the microstructural characterisation of external surface, SEM images of 3D printed structure was examined and shown in Figure 9. It was found that alumina helps in formation of remarkable interlayer fusion which will increase the mechanical performance of the structure. However, slight inhomogeneity can be seen in the part fabricated using PP/4wt%Al2O3. The mechanical test revealed that 3D printed sample with 2 wt.% of alumina outperforms others with highest mechanical properties.
58
In a similar study PP matrix and organoclay was melt extruded using a twin screw extruder. The motive of this study was to examine the effect of loading organoclay on the thermal and rheological properties of the FDM based nanocomposite. It was observed that the 3D printed part can’t be successfully fabricated while using neat PP due to its semicrystalline nature which causes high shrinkage and warpage. However, the addition of organoclay nanofiller increases the viscosity of polymer which proves to be a physical network in the development of nanocomposite. This study opens up the future scope for the fabrication of 3D parts of engineering having semicrystalline nature.
59
SEM images of side surface of 3D printed nanocomposite comprising (a, b) PP/0.5 wt.% Alumina; (c, d) PP/2 wt.% Alumina; (e, f) PP/4 wt.% Alumina.
58
Nylon/Nylon6 (PA6) based composite filament
Nylon (i.e. polyamide) plastic is widely used by textile, fishing line and food packaging industries. 60 This is due to its high impact strength; good resistance to greases, oils, fuels, hydraulic fluids, water, alkalis and saline; good stress cracking resistance; low coefficients of sliding friction; high abrasion resistance; and high tensile and flexural strength. Apart from mentioned advantages, nylon has lower water absorption tendency and possess high dimensional stability. But being having such a good property, this polymer hasn’t been explored much in field of additive manufacturing. In the same contrast, some meticulous studies/researches have been done by researchers to enhance the property of Nylon and to make Nylon noteworthy for 3D printing. 60 Singh et al. 61 developed cost effective nylon based composite filament for FDM machine which was supposed to be an alternative of ABS filament. The different proportion of Al2O3 nano particle additive was blended with nylon to extrude composite filament using single screw extruder. Based on input parameters (like barrel temperature, screw speed and volume percent of Al2O3 in Nylon), the filaments were extruded and subjected to tensile testing. It was observed that the newly developed Nylon based composite filament possess improved flexibility and homogeneous mixing of Al2O3 with Nylon improved the strength of filament at different positions of a long wire. The cost of filament development was reduced by 72.61%. Likewise Singh et al. 17 has also investigated the mechanical property of reinforced Nylon 6- TiO2 hybrid feedstock filament (HFSF). The different proportion of matrix and reinforcements were blended and extruded using twin screw extruder (TSE). The influence of TSE process parameters on inhouse extrusion of filament was investigated. It was observed that tensile property of HFSF has reduced by 15.87% (63 MPa–53 MPa). The reduction in tensile property was due to TiO2 aggregation on Nylon 6 surface.
Moreover, the effect of blending short carbon fibre with Nylon to extrude fused filament for FDM printer and 3D printed part characteristics was analysed. The mechanical characteristics of 3D printed part,
62
microstructural characteristics and young’s modulus
63
were investigated and quantified. The volume fraction, void volume fraction and spatial distributions in the whole feedstock hybrid filament were extracted via optical microscopy and 3D printed samples from the same filament were subjected to quasi-static tensile test. The P-S-P approach (image based statistical analysis approach) was employed to understand the impact of process parameters on FDM printed CFRP composite from microlevel to macrolevel by integrating image based statistical analysis with physics-based modelling”. From the study it was found that processing parameters are the prime cause of void formation and void volume fraction distribution. The cooling rate of the printed material results in spatial variation of void volume fraction.
63
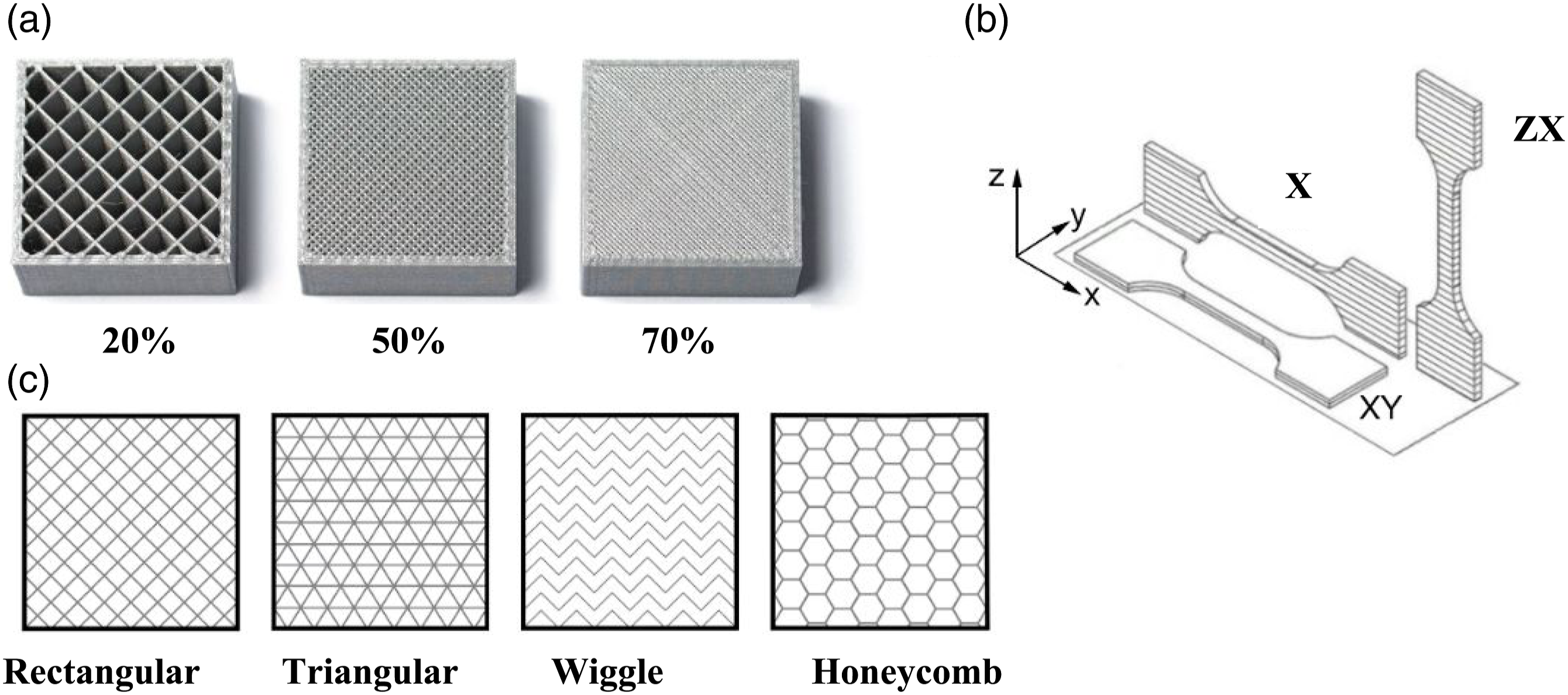
A nonlinear relationship between mechanical property and filling factor was obtained when the part was fabricated by varying the X, Y, Z plane axis. Figure 10 shows the parts that were fabricated by considering % infill, and different planes (XY and XZ). The mechanical test revealed that part produced in the XY direction have higher hardness, lower stiffness and requires high energy at break. The part shows significant change in mechanical property and dimensional accuracy die to introduction of residual stress, material prone to shrinkage that involves material stiffness and bond between the beads. The crystallization reaction adds up the strains that has promoted internal stresses and partial deformation. The filling factor doesn’t have strong influence on the resistance on XY plane.
62
(a) Percentage infill; (b) 3D printed dog bone specimen at different plane; (c) Different infill patterns.
62
High density polyethylene and low density polyethylene based composite filament
In past decade, the utilization of hybrid fused filament to fabricate 3D components has exponentially escalated because of its superior mechanical, thermal and rheological characteristics. Piotr et al. reinforced fine powder obtained from shredded car windscreen waste with low density polyethylene (LDPE) to produce hybrid feedstock filament for 3D (FDM) printing. It was found that addition of glass powder improved the behaviour of LDPE and the print quality of 3D component. There has been significant reduction in shrinkage during cooling of the fabricated component. The introduction of solid particles has improved the MFI of LDPE. When the produced filament is subjected to static tensile test, it was observed that maximum stress was obtained at 50% elongation and increasing volume fraction of glass powder the strength of filament decreases. 3D printed components shows less deformation due to contraction and stiffening of material caused because of addition of hard glass particles.64,65 In the same direction Prakesh et al. 66 reinforced Mn-ZnO based reinforcement in LDPE to tune thermo-mechanical, morphological and piezoelectric characteristics of LDPE. The functional hybrid filament obtained at different processing condition and was subjected to tensile test. It was observed that high processing temperature had enhanced the rheological property of material by enhancing the homogeneity of composite material. The maximum ultimate tensile strength and fracture tensile strength was obtained due to the combination of high processing temperature (140 °C) and screw torque (0.25 Nm). In addition to that intermediate loading of material (10 kg) provides the good blending of polymer matrix with reinforcement.
The righteous researchers explained in their research about bioactive glass (BAG) which has renowned characteristics to bond with tissues are extensively used for bone repair and other functional recovery. By considering the described fundamental theory, BAG was reinforced in high density polyethylene (HDPE) to produce composite filament for additive manufacturing. Through the produced composite, the orthopaedic components like customizable scaffolds and implants for bone replacements can be fabricated. The addition of BAG in HDPE increases the crystallization temperature, decreases the crystallinity of HDPE and reduces the warpage thus improving the dimensional stability of 3D printed components. When the 3D printed, component was subjected to dynamic mechanical analysis, it was observed that with the addition of BAG storage modulus increase and damping factor decreases. This may be due to BAG restricting the mobility of HDPE chain. 67 “Additively manufactured polymeric heat exchangers are of contemporary interest in the field of thermal sciences because of their lightweight and complex heat-transfer-enhancing geometrical features”. In regard to that, organic based phase change material (PCM42) and HDPE was blended and extrude into hybrid filament. For the first time shape stabilized PCM42/HDPE based 3D component was fabricated using FDM technique. The thermal test revealed that approximately 40% mixing of PCM42 with HDPE will lead to increase thermal storage capability of resultant filament. Initially, it was harder to print component by neat HDPE but with the addition of PCM42 the process became easier. 68
Acrylonitrile butadiene styrene based composite filament
Acrylonitrile butadiene styrene being one of the most popular choice for the AM and polymer industry possess a disadvantage of lower strength and hardness when conventional ABS is used in filamentary form. The intrinsically limited mechanical property of 3D printed component by pure ABS has led the researchers to think about possibility of addition of reinforcement in ABS matrix. The formed thermoplastic composite critically improves the mechanical strength followed by enhancement in other desirable characteristics. ABS matrix was reinforced with carbon fibre powder, short glass fibre and carbon nanotubes (CNT) at different proportion and incorporating different modifiers (if required) to obtain composite feedstock filament for FDM based 3D printing. 3D printed samples were fabricated using FDM based printer and subjected to mechanical testing. It was observed that with the increase in carbon fibre content in ABS the tensile strength and young’s modulus increases but the yield strength and ductility decreases. This was due to presence of porosity and insufficient interfacial adhesion between carbon fibres and ABS matrix. 69 The samples fabricate by glass fibre/ABS composite on subjecting mechanical testing resulted in enhancement in strength at an expense of reduction in flexibility and handleability. The addition of glass fibre in ABS makes the composite brittle due to which the obtained filament can't be wound and used for FDM machine. So, several attempts were made by blending LDPE and hydrogenated Buna-N as plasticizer and compatibilizer in the composite to increase the ductility of the composite and make the filament fit for FDM machine. 70 Similarly, addition of multi walled CNT fibre nano powder with ABS for filament production and 3D part fabrication at different infill pattern resulted in enhancement of tensile strength and modulus by 19%. Moreover, with presence of CNT in 3D printed samples, better creep and dimensional stability at high temperature was observed. This was because of increase in total fibre orientation and uniform mixing of CNT in ABS matrix. 71
Likewise, artificial fibres, some research has been carried out to make ABS based composite filament using natural fibre. The purpose was to make cost effective filament that to be used for 3D part fabrication. Rice straw flour (RS)72 and optimal particle size coir fibre73 was reinforced with ABS to extrude composite feedstock filament for FDM machine. The 3D printed samples from the obtained composite filament were subjected to mechanical testing. The investigation reveals that, with increase in RS, tensile strength of sample decreases by 5% but by changing the raster angle the tensile properties are quite better. The decrease in tensile strength was due to increase in porosity of composite on increasing fibre content. The porosity creates a poor bonding between fibre and ABS matrix thus decreasing the mechanical strength of 3D printed component. 72 The 3D printed dog bone structure and other samples of coir fibre/ABS composite on subjecting to mechanical test reveals that the natural fibre has a negative impact on the mechanical strength of parts. There had been a significant decrease in cohesion between individual layers due to occurrence of natural phase. The tensile strength decreases by 15% and young’s modulus decreases by 25% (approximately). 73
Mixing of graphene oxide (GO) 74 and graphene 75 with ABS in definite proportion is one of the investigations done in order to make a good quality composite filament for 3D printer machine. The composite filament was extruded and the samples were 3D printed using FDM machine. Upon mechanical testing of samples, it was observed that addition of 2 wt.% GO enhances the tensile strength and young’s modulus with the reduction in elongation at break due to good interfacial interaction between GO and ABS. This was due to the order of the hierarchical structure caused by interlayer crosslinks of GO sheets under loading. The 3D printer encounters nozzle clogging in some time interval leading to print failure. 74 With the similar approach, ABS was reinforced with nano particles (NPs) of TiO2 and Antimony (Sb) doped Tin oxide (ATO) to produce nanocomposite-based feedstock filament for FDM machine. The FDM based parts fabricated from composite filament on subjecting mechanical test reveals that lower NPs reinforcement causes higher elastic fracture accompanied by formation of increased polymer spikes on the fracture surface as compared to neat ABS samples. The agglomeration of both the filler content exceeds by 5 wt.% which promotes brittle failure behaviour thus promoting a formation of clean fracture surface. 76 Likewise, Francis and Jain used organically modified nano clay as a filler at 0.1 wt.% with ABS matrix to 3D print a nano composite. Nano clay was coated over ABS filament surface using a slurry made from nanoclay swelled in dimethyl ketone (DMK) followed by simultaneous solubilization of ABS polymer. During fabrication of composite samples using FDM process, coating present over the filament circumference gets diffused with the inner ABS polymers creating a network of ABS matrix and nano-clay reinforcement. The specimen of ASTM standard were fabricated and subjected to mechanical testing. Finally, it was observed that tensile strength, young’s modulus and surface hardness of nano-composite has increased by 14.5, 21.22 and 15.37% respectively. This increase was due to fine dispersion and exfoliation clay nano-particle with the ABS matrix. 77
With the discovery of hybrid filament for AM, metallic particles had become the limelight for the researchers. Hwang et al. 78 mixed ABS with copper and iron particles to produce feedstock filament for FDM machine. The 3D printed samples produced from same filament was subjected to mechanical investigation. It was observed that with the increase in metallic particle loading tensile strength decreases. At lower temperature the adhesion between the layers was weaker so, the resulting tensile strength decreases. It was concluded that a proper metallic content and melting temperature must be selected to improve the property of the samples. Chavez et al., developed a hybrid material mono-filament by blending ABS and Tin-bismuth (SnBi) alloy powder (non -functionalized powder and powder functionalized by Silane) for 3d printing platform. 3D printed tensile specimens of ASTM standard D638-14 were produced using FDM technology and subjected to mechanical testing. It was found that addition of 5 wt.% of functionalized SnBi powder in ABS yielded higher ultimate tensile strength (UTS) as compared to non-functionalized sample pool. UTS of functionalized ABS/5% SnBi was found to be 37.82 ± 1.76 MPa which was 14.02% higher than neat ABS sample. It was also observed that excessive addition (increasing loading wt.% to 10%) of functionalized SnBi diminishes the difference of mechanical property obtained between functionalized and bon-functionalized sample pool. 79
PLA based composite filament
PLA is being a common most material for consider for 3D printing because of its eco-friendly nature and good characteristics. To utilize PLA more efficiently, different micro and nano particles of carbon, Graphene, copper, carbon nanotube, silica sand, stainless steel, etc., were reinforced with PLA thermoplastic matrix at different proportion to produce a unique hybrid feedstock filament for FDM machine. From the produced filaments researchers fabricated 3D parts and conducted several mechanical tests to investigate the effect of reinforcement on PLA. It was observed that with the addition of carbon nano particle with PLA, tensile strength, compressive strength, shore hardness and flexural strength increases and the dominant process parameter responsible for the enhancement was infill rate.
80
Similarly, when the micro-Cu particle/PLA based 3D printed composite samples was subjected to compressive test it was observed that the compression resulted in squeezing of copper particles and creates slippery action due to presence of voids inside the part which leads to displacement of Cu particle and creating a wear mark. The SEM image in Figure 11 provides evidence that Cu reinforced in PLA matrix changes its position with the application of load showing squeezing action. The presence of smaller Cu particle was unable to withstand high load capacity.
81
Plymill et al.
82
fabricated 3D printed parts using graphene and multi walled carbon nanotubes (MWCNTs) PLA hybrid feedstock filament and conducted tensile and impact test and analysed fractured surface for further investigation. From the test it was concluded that the mechanical properties were moderately increased with the addition of graphene and MWCNTs. Graphene/PLA based 3D parts shows increase in tensile strength by 47%, young’s modulus by 17 and 12% increase in energy absorption upon fracture whereas, MWCNTs/PLA based 3D part shows increase in tensile strength by 41%, young’s modulus by 16 and 9% increase in energy absorption upon fracture. Another researcher investigated the stainless-steel powder (316L)/PLA based 3D printed part. A 3D printed porous scaffold structure was produced using FDM process and subjected to compression test where the compressive strength and modulus were evaluated. It was observed that the addition of 316L (below 10 %volume) with PLA increases the stiffness of PLA and compressive strength of the 3D printed scaffold. Beyond 10 vol% of 316L powder addition to PLA, voids start to appear within the layers and agglomeration takes place which results in decrease in compressive strength of the sample.
83
Chavez et al., developed a hybrid material mono-filament by blending PLA and Tin-bismuth (SnBi) alloy powder (non -functionalized powder and powder functionalized by Silane) for 3d printing platform. 3D printed tensile specimens produced using FDM technology and subjected to mechanical testing. It was found that addition of 5 wt.% of functionalized SnBi powder in PLA yielded slightly higher ultimate tensile strength (UTS) as compared to non-functionalized sample pool. UTS of functionalized PLA/5% SnBi was found to be 54.59 ± 1.82 MPa which was 1.2% higher than neat PLA sample. It was impossible to extruded printable monofilament by addition of SnBi powder at 10 wt.% as filament get stiffer.
79
Likewise, to maximize and transform plastic into tailored properties, PLA was blended with different proportion of fine silica particle to using twin screw extruder to produce composite feedstock filament. For the mechanical characterization the samples for extruded filament were subjected to mechanical testing using UTM. It was found that on addition of silica at 10 wt.% there has been increase in tensile strength to 121.03 MPa followed by increase in other mechanical properties like toughness, ductility, and yield strength. Beyond 10 wt.% of silica addition the phenomenon of void formation and agglomeration which acts as a defect and initiation spots that cause material failure and reduction in tensile strength.
84
(a) Movement of Cu particle creating a cleavage; (b) Squeezing of Cu particle under loading condition.
81
In the above context it has been seen that different non-metallic, metallic and ceramics materials were being reinforced with PLA to tailor the material property. Likely, the same approach has also been used to mix natural filler with PLA thermoplastic. With the addition of natural fillers several advantages like low carbon footprints, reusability, easy availability of resource and recyclability can be observed. The natural fillers like birch fibre with PEG plasticizer, oil palm empty fruit bunch fibre (OPEFBF), waste office paper (WOP), bamboo nano powder, white eggshell waste (WES), Teak wood flour, Timber fill etc., were blended with PLA thermoplastic to produce composite feedstock filament for 3D printing. The newly extruded filament and 3D printed samples from the filament using FDM printer was subjected to mechanical characterization. Rafiee et al., observed that with the increase of birch fibre content in neat PLA matrix young’s modulus decreases indicating that the stress that was applied doesn’t gets transferred from matrix to reinforcement because of inhomogeneous mixture and poor interfacial adhesion.
85
Shekar et al., observed that with the addition of OPEFBF fibre tensile modulus of composite filament increased by 18% due to stiffness nature of OPEFBF. But the tensile strength decreases with increasing fibre content due to presence of void in filament. There was reduction in fibre content due to sedimentation during extrusion.
86
Similarly, on the addition of waste office paper (WOP) and white eggshell waste (WES) ϒ with PLA it was observed that addition WOP enhances the MFI but decreases the tensile strength of 3D printed samples due to heterogeneous dispersion and aggregation. A Silane coupling agent (ϒ-methacrylo-oxypropyl-trimethoxyl silane) was further added with WOP/PLA to increase the mechanical property.
87
Meanwhile the addition of WES particle a significant increase in mechanical strength was observed. With 5 wt.% of WES particle addition flexural strength of part increases by 11.88% due to homogeneity in composite and no apparent appearance of void between the constituents. However, beyond 10% increase in filler content the flexural content starts to decrease.
88
Similarly, the addition of teakwood flour and timberfill with PLA to produce filament and 3D printed samples was done. It was observed that, teakwood based composite results in clogging of printer nozzle due to agglomeration of teak wood flour of size 125 μm. Although with 75 μm flour particle size printer works well. Silane coupling was added to enhance the interfacial adhesion between the hydrophilic teakwood and hydrophobic modified PLA matrix.
89
On analysing the fatigue behaviour of timberfill/PLA composite filament and 3D printed samples it was observed that infill density directly effects the fatigue lifespan and tensile strength and this need to be maximize so to have positive effect as expected. The part fabricated through honeycomb infill pattern was preferred over rectilinear ones to enhance the fatigue life. The fractographies of the specimens printed with rectilinear and honeycomb infill pattern is shown in Figure 12. An optimal set of printing process parameters were obtained to print the dog bone structure. The tensile test reveals that the part prepared by using the combination of optimal printing process parameter maximum strength of 9.37 MPa was obtained. The introduction of wood fibre in PLA caused the appearance of voids thus reducing the adhesion between reinforcement and matri.90,91 The summary of polymer composites that are used for 3D printing using FDM technique are demonstrated in Table 3. Fractographies of timberfill based 3D printed composite with infill pattern (a) Rectilinear; (b) Honeycomb.
90
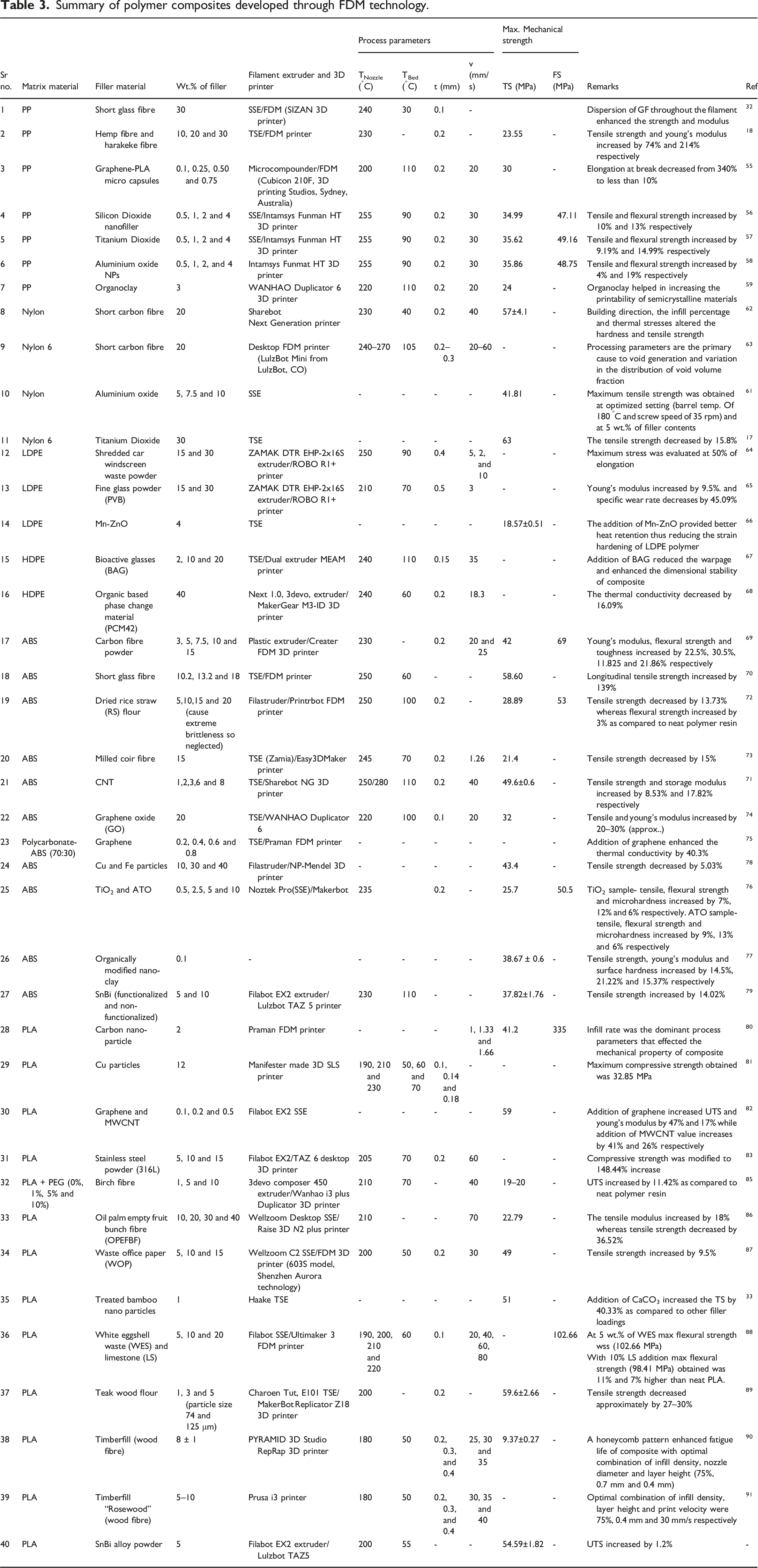
Summary of polymer composites developed through FDM technology.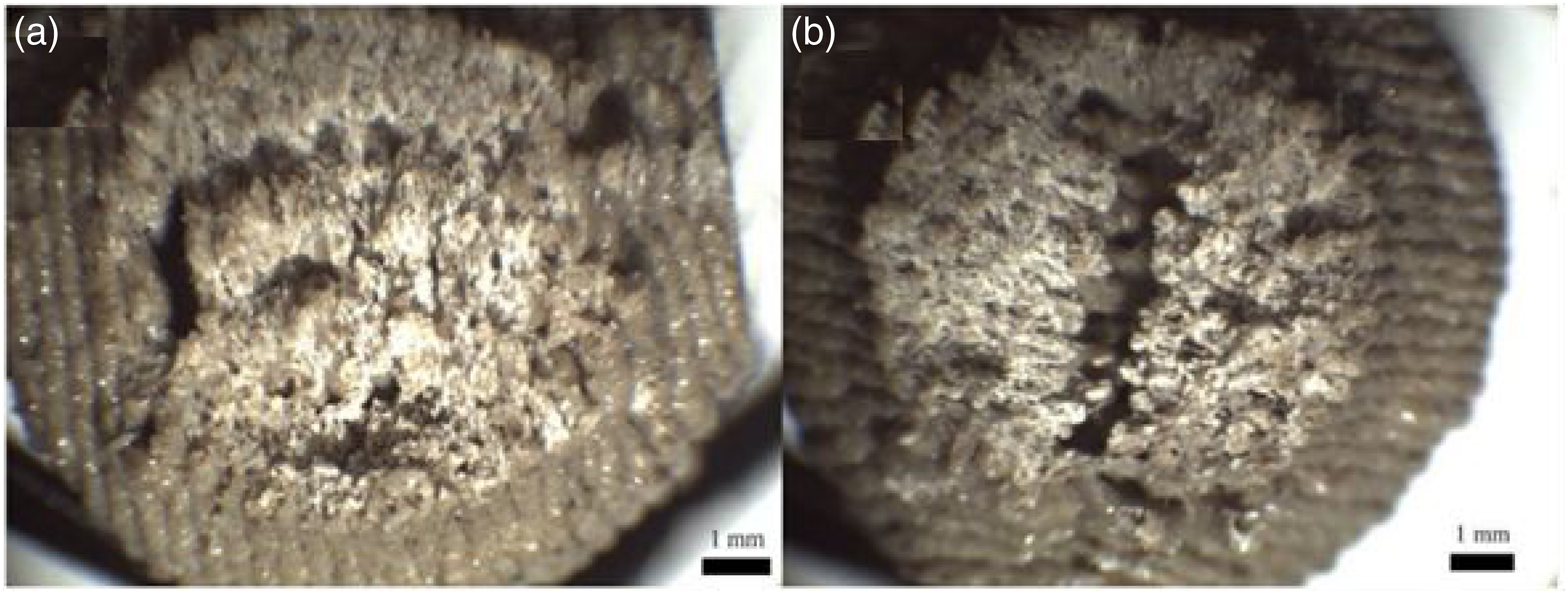
Comparative analysis of fused deposition modeling printed and injection molded thermoplastic composites
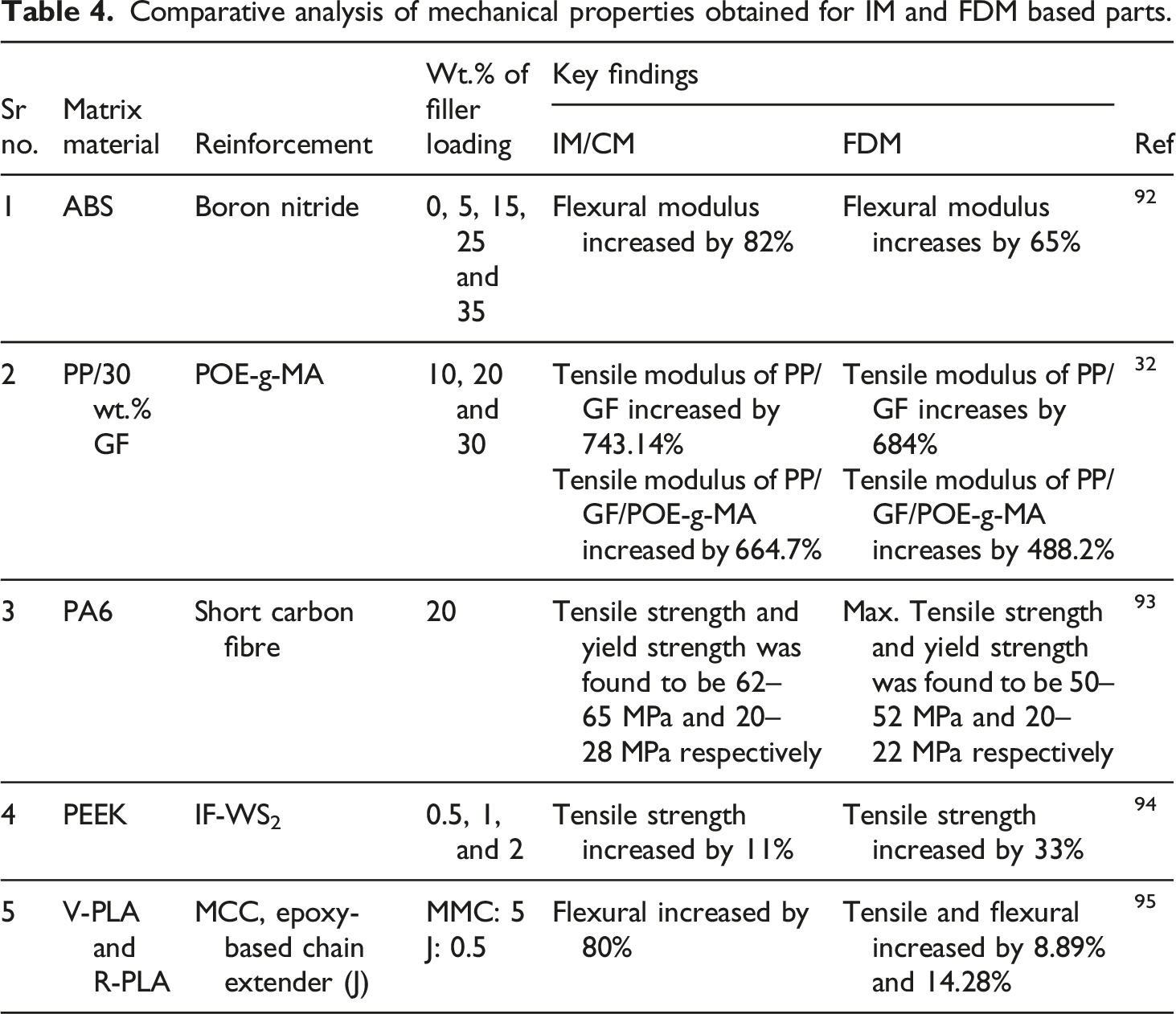
Quill et al., compared the mechanical properties of Boron Nitride (BN)/ABS specimens prepared by FDM and injection molded (IM) process. It was observed that addition of BN content in ABS matrix monotonically reduces flexural strength of IM specimens and this reduction was rapid for 3D printed specimens. The greatest flexural modulus for IM and FDM samples was found to be 4.33 GPa and 3.93 GPa respectively. The addition BN flakes reduce the interfacial and chemical bonding with the matrix material. It was also noticed that there was disparity between the strength of IM and FDM specimens. The impact test analysis revealed that IM specimens shows greater impact strength in comparison to FDM printed specimens.
92
In another study compression molded (CM) and FDM printed composite prepared by PP, glass fibre and maleic anhydride polyolefin (POE-g-MA) was investigated. It was found that IM and FDM specimens made from 10 wt.% POE-g-MA and PP/glass fibre possess same tensile strength but FDM samples had more flexibility. CM and FDM composite specimen’s, tensile modulus was approximately recorded as 390 MPa and 300 MPa with POE-g-MA loading. This was due to FDM parts made with lower layer thickness which enhances the inter layer adhesion of composite.
32
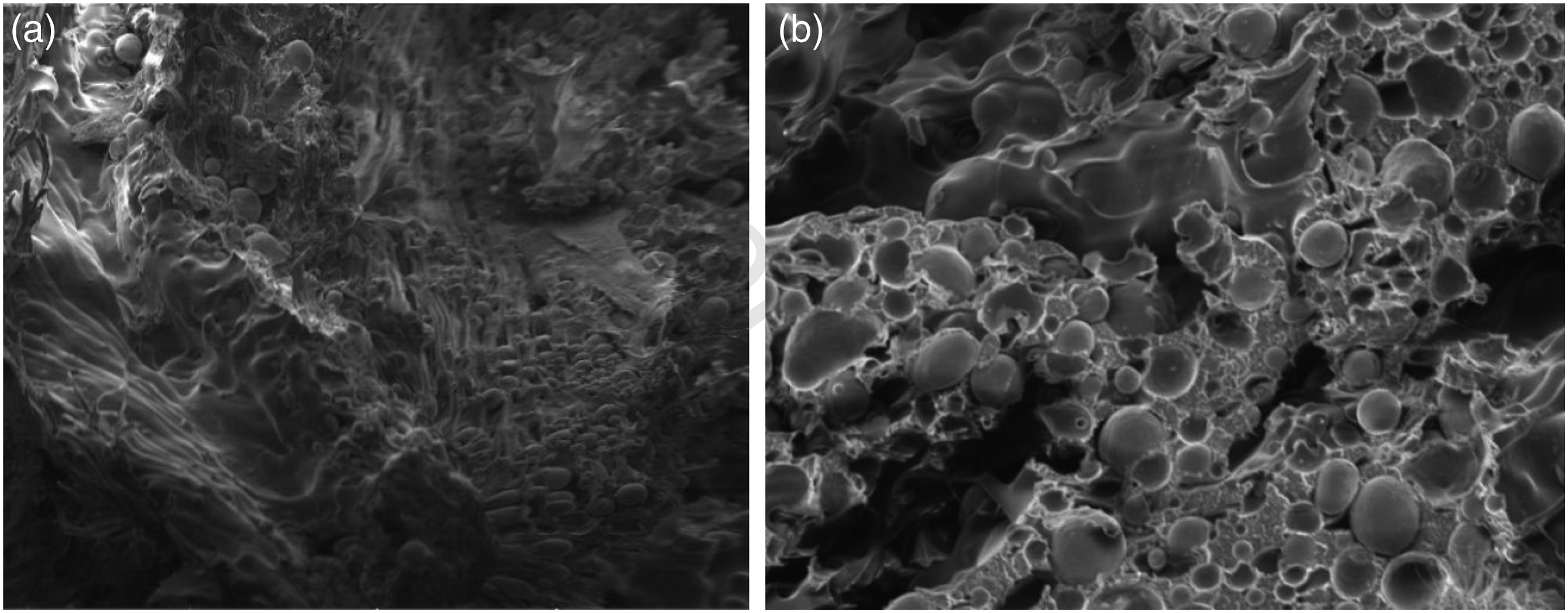
In similar study, IM and FDM composite was prepared using different weight proportion of short carbon fibre (SCF) and polyamide (PA6). Upon tensile testing it was observed that IM and FDM specimens possess maximum tensile strength of 60–65 MPa and 50–52 MPa respectively. Figure 13(a) and (b) presents the SEM images of fractured surface of the composite which illustrates that despite of lower injection pressure (8.5 bar), injection molding has created a reasonable grade of polymerization of composite whereas through Figure 13(c) and (d) internal pores and fibre pull out in greater proportion can be seen for FDM printed specimens. There was reduction in interfacial area of fibre and matrix resulting in reduce mechanical strength for FDM specimens.
93
Goldbang et al., investigated of IM and FDM based nanocomposite samples comprising Polyether ether ketone (PEEK) and different weight proportion of Tungsten di-sulphide (IF-WS2) nano-particles. Upon tensile test, maximum tensile strength of IM and FDM nano-composite was found to be 102 ± 4 MPa and 84 ± 2 MPa at 1 wt.% filler loading. Furthermore, on increasing the percentage loading the mechanical properties starts to degrade due to the effect of stress concentration at agglomerated region and material crystallinity gets decreased.
94
Likewise, the property of IF and FDM bio-composites prepared using virgin PLA (V-PLA), recycled PLA (R-PLA) and microcrystalline cellulose was investigated. It was observed that maximum tensile strength and flexural strength for IM bio-composite obtained was 70 MPa and 125 MPa (approx..) respectively whereas for 3D printed bio-composites the maximum tensile strength and flexural strength was 49 MPa and 80 MPa. The increase in mechanical properties of IM samples are due to increase in molecular weight of material and the reduction of mechanical properties of 3D printed composite was due to high porosity content in internal structure.
95
Table 4 summarizes a comparison of different properties of composites made from FDM and injection molded process at same filler proportion. SEM images of fractured tensile samples of 20 wt.% SCF/PA6: (a) Injection molded specimens at 600X; (b) Injection molded specimen at 1000X; (c) Pores in FDM printed specimens (0° raster) at 600X; (d) FDM printed specimens (±45° raster) fibre pull-out at 600X.
93
Comparative analysis of mechanical properties obtained for IM and FDM based parts.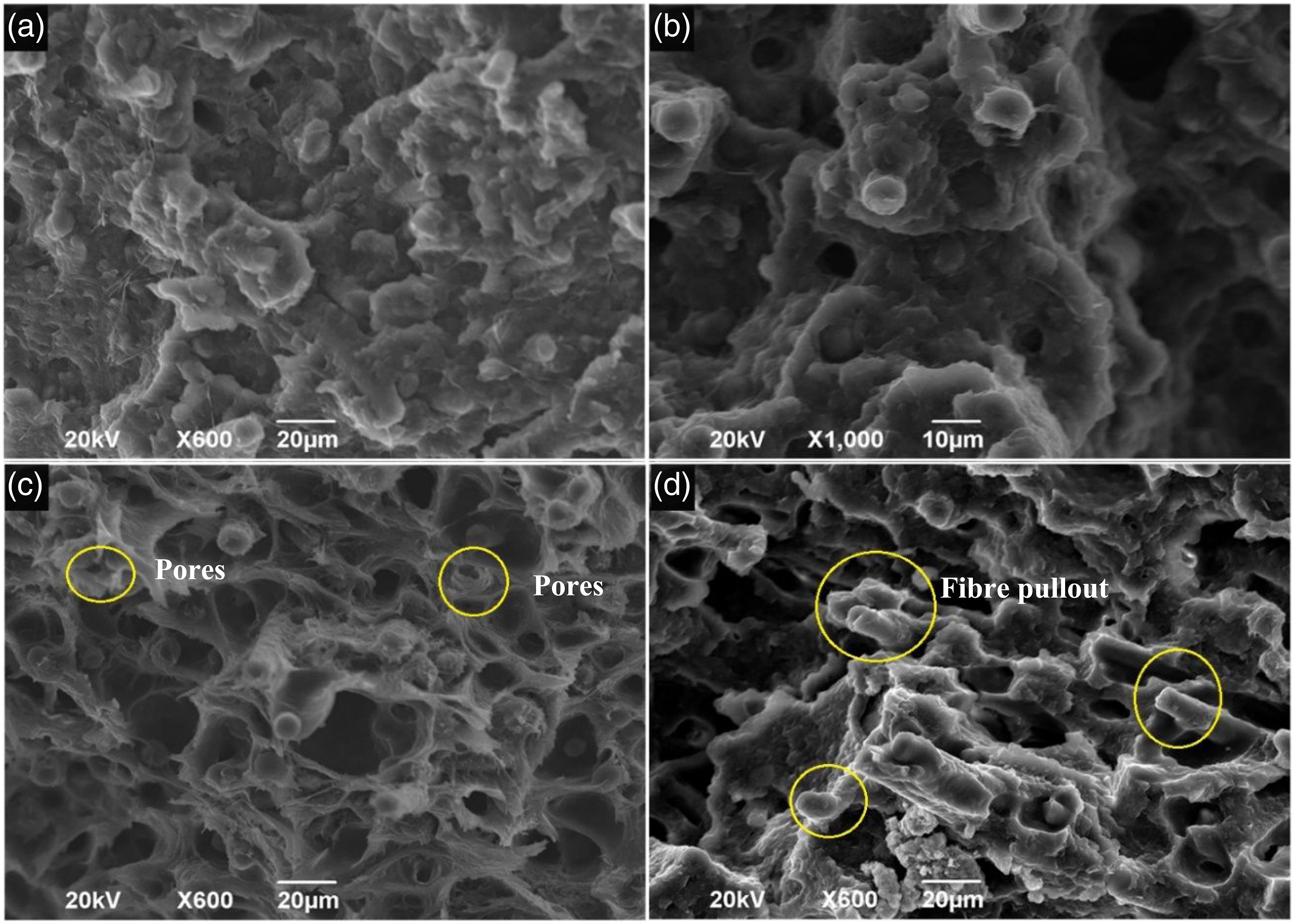
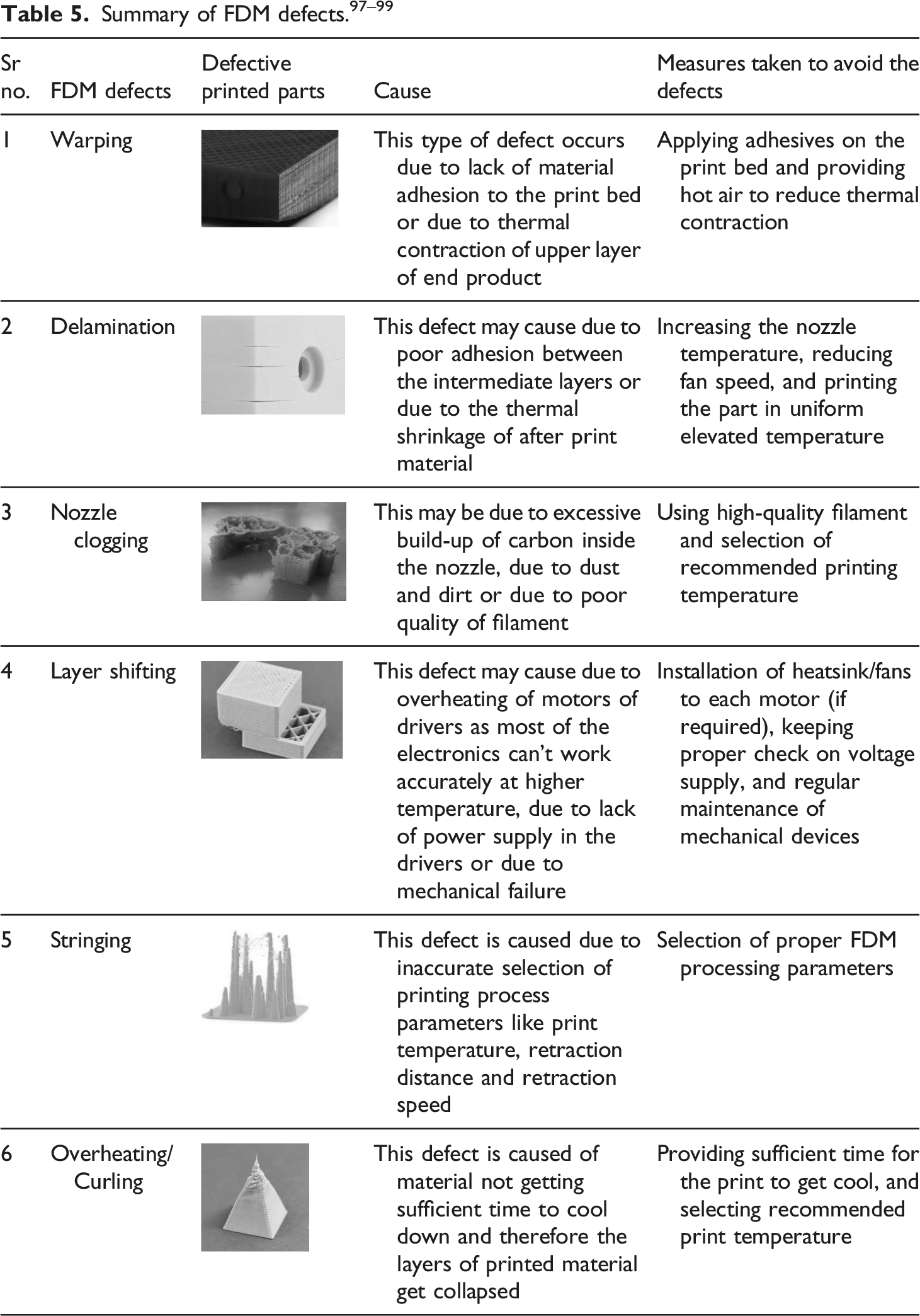
Common defects associated in fused deposition modeling printed composite polymers
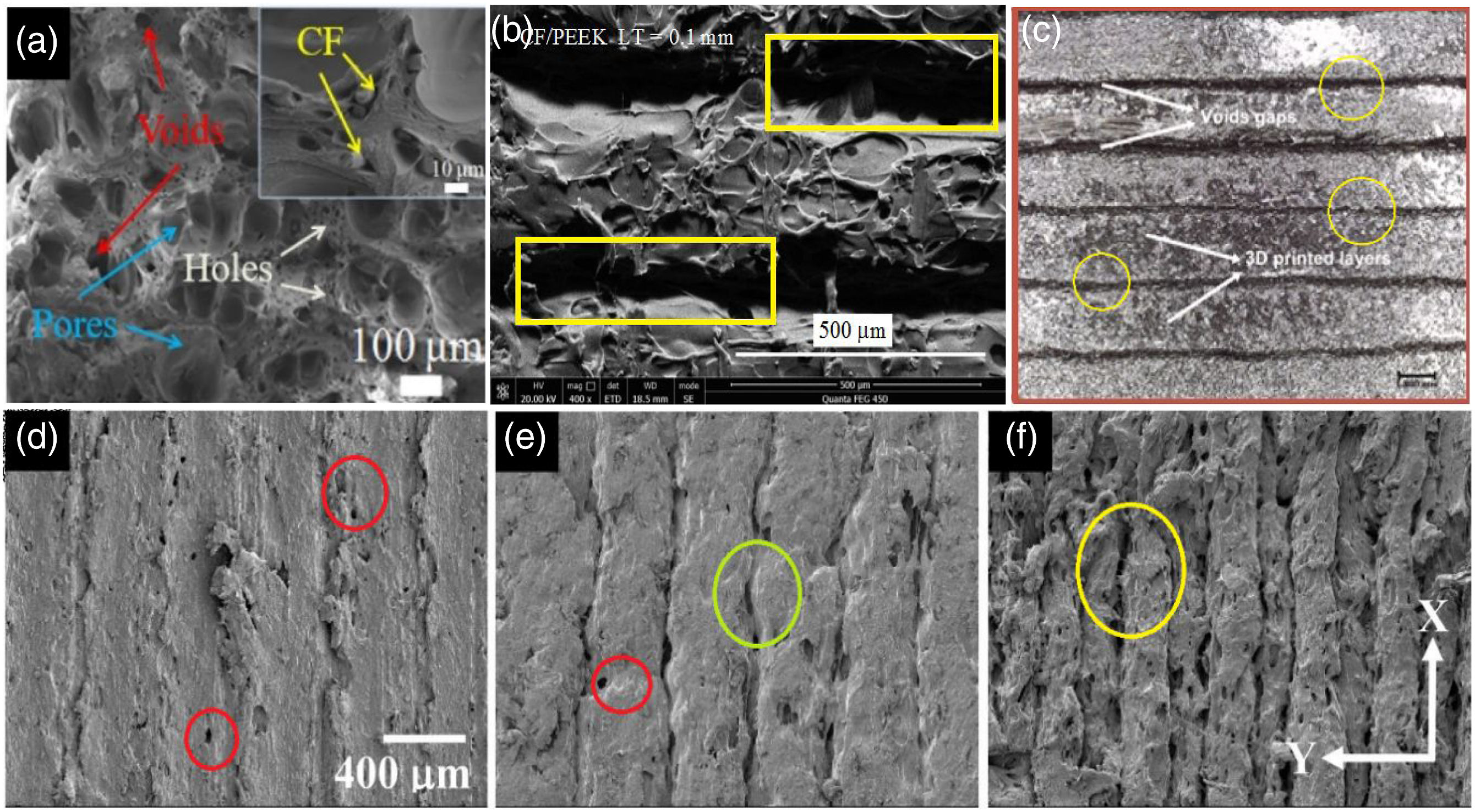
Yu et al.,
100
observed serious warpage due to presence of porosity in FDM based CF/ABS samples. This sacrifices the tensile properties of the 3D printed specimens. Figure 14(a) illustrates presence of porosity in the sample which caused due to formation of physical gaps between individual layer during part fabrication. Guo et al.,
101
the top surface morphology of 3D printed CF/PEEK samples. SEM image in Figure 14(b) exhibits the details of material deposition. It was observed that there was fluctuation in surface roughness of part and layer gaps are present which could alter the mechanical strength of material. Similarly, in another study void gaps has been observed in 3D oriented PLA-short fibre composite. Micrograph in Figure 14(c) presents the layer deposit and the irregularities. This void gap formation was due to non-uniform printing and extrusion of semi-molten matrix material through printer nozzle.
102
Yang and Yeh
103
from Figure 14(d) observed delamination and voids in 3D printed wood fibre/PLA sample caused due to increasing printing speed. The printing speed leads to decrease in layer width, part density and increase in surface roughness. The compressive and flexural strength of samples decreases with increase in print speed.
103
SEM image of (a) CF/ABS sample showing porosity;
100
(b) CF/PEEK sample showing void gaps/delamination;
101
(c) CF/PLA samples showing void gaps;
102
(d) WD/PLA sample printed at 30 mm/s showing voids and pores;
103
(e) WD/PLA sample printed at 50 mm/s showing voids and layer gap;
103
(f) WD/PLA sample printed at 80 mm/s showing delamination/layer gap.
103
Methods to minimize the defects associated with fused deposition modeling printed composites
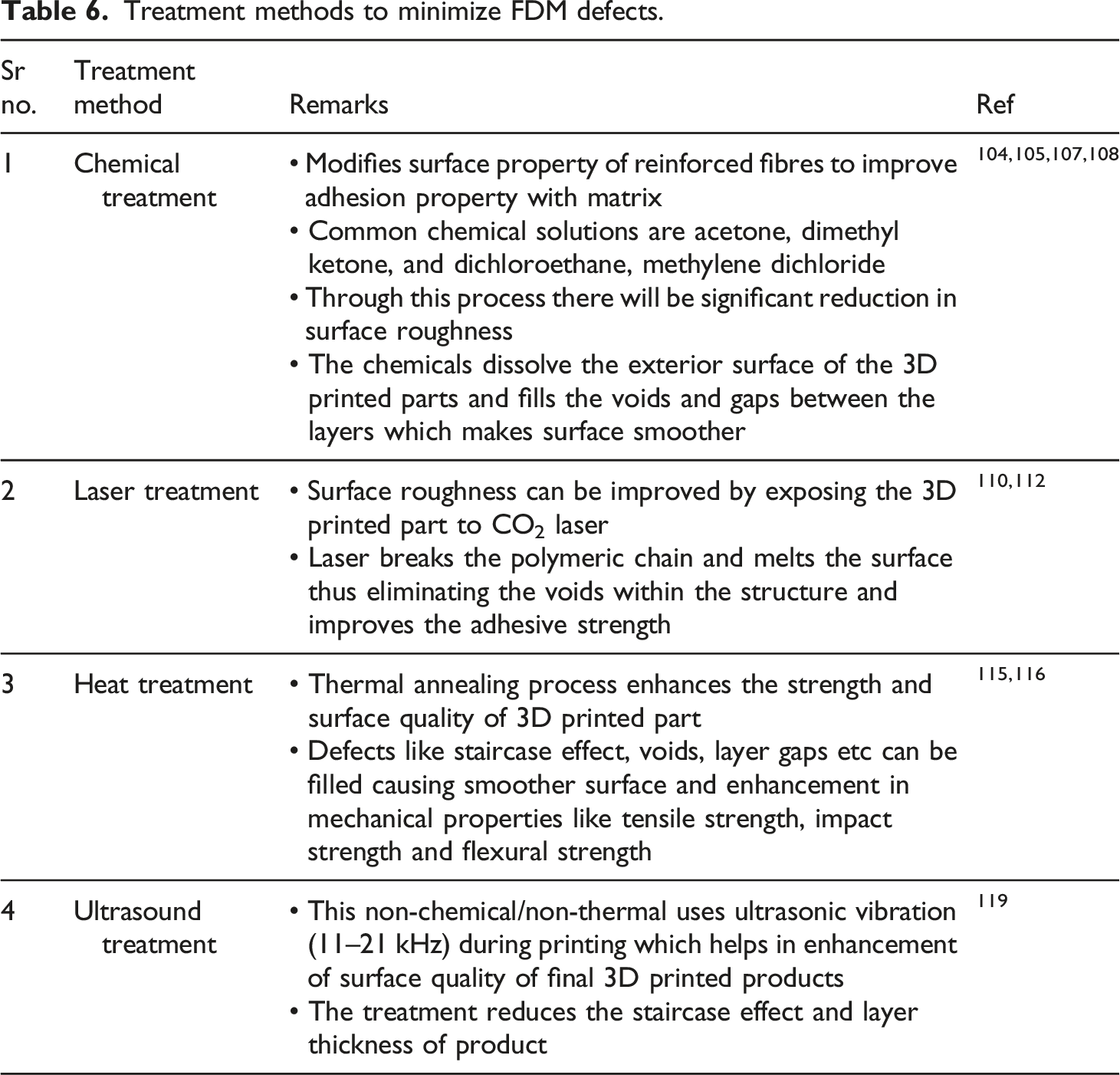
The drawbacks or the defects in FDM print parts can be primarily minimized or removed by chemical treatment, laser treatment, heat treatment and ultrasound treatment process. In addition to this, the properties of printed part can also be enhanced by the mentioned processing. The different post processing treatments for FDM printed parts are explained below.
Chemical treatment
This type of treatment method is used to improve the surface quality of 3D printed components and also to customize the fibre surface inorder to enhance the fibre bonding with matrix material. The most common chemical used for this treatment process is acetone. 104 The 3D printed component is immersed in bathtub containing acetone solution for the reduction of part surface roughness. This process is economical in comparison to other post treatment process and doesn’t produce any harmful gases. In one of the studies, ABS printed part was immersed in acetone solution for the surface treatment. After sometime, it was observed that printed part surface roughness gets reduced by 97.2% with shinier texture. But due to chemical reaction, part tensile strength gets reduced by 42.58%. 105 Likewise, in another study, the surface quality of ABS printed part was investigated by immersing the part in bath containing acetone and dichloroethane respectively. It was examined that the part immersed in dichloroethane possess much smoother surface as compared to acetone. The percentage reduction in surface roughness was recorded within the range of 60%–91%. But again, the tensile strength of part reduces by 48% as compared to original 3D printed part. The chemical used for the surface treatment dissolves the voids that are formed over the part surface and fill the layer gaps with the dissolved polymers and by this the part surface roughness gets reduced. Like acetone, methylene dichloride was used for the post treatment of carbon fibre (CF) reinforced PLA filament. As a result, PLA gets dissolved in the chemical and obtained CF was modified using emulsified surface-active antifoaming agent. It was observed that modified CF was now capable of forming a good bond with PLA matrix during the 3D printing. 106 Galantucci and Percoco 107 treated FDM prototypes with solution containing 90% dimethyl ketone and 10% water to reduce the surface roughness. It was observed that there was dramatic reduction in surface roughness by 91% with good ductility.
Laser treatment
It is another method to enhance the surface quality of 3D printed products. In this method the surface of the 3D printed part/sample is exposed to laser which in result removes unwanted irregularities from the part surface. The laser beam breaks down the polymeric chain which causes the melting of surface and this fills the void. 108 As per the literature discussion, PLA printed part surface as compared to ABS can be easily treated using this method.109–111 Chen et al., 112 in his study exposed Cu fibre reinforced PLA composite to 5W power laser beam of 200 μm diameter. It was observed that surface quality as well as mechanical performance of the composite gets enhanced. The surface roughness gets reduced by 91% and tensile strength increases by 34.1% as compared to untreated Cu fibre reinforced composite. This was due to improvement in bond strength between the filler and matrix and secondly due to elimination of voids from the part surface and structure.
Heat treatment
It is one of the most popular post treatment processes to improve the surface quality and the mechanical performance of FDM printed parts. Annealing is a type of this process which has increased the interlaminar toughness of the polymers. 113 Singh et al., 114 in his study on ABS printed part observed that upon post heating, staircase effect and surface roughness gets significantly reduced. Heating increases the density of the 3D printed part and the void present get filled forming a smooth surface. Moreover, heating the part at glass transition temperature causes reduction in viscosity of polymer which minimizes the molecular surface tension causing the polymeric material to flow on to the surface. This reflow of material fills up the gaps present in between layers of 3D printed product. Hong et al., 115 annealed the PLA printed part at 140°C for 600 s and noticed that with the increase in heating temperature, bonds between the intermediate layers and raster gets stronger. This eventually, enhances the mechanical strength of the part but sacrifices the polymer ductility. Likewise, in another study, short CF reinforced PLA and PETG was annealed at temperature of 65°C and 85°C for 60 min. It was observed that tensile strength of Cf reinforced PLA and PETG was increased by 16.8 and 12/4% respectively.
Ultrasound treatment
Treatment methods to minimize FDM defects.
Conclusion
The review paper provided the summary of current approaches that has been adopted to use reinforcement with thermoplastic polymer matrix for FDM based 3D printing processes. Considering mechanical property as a primary goal different material for 3D printing has been processed and 3D printed using FDM based manufacturing approach and further subjected to mechanical testing. The use of different types of short fibres (artificial and natural) and nano-particles (metallic and ceramic) to reinforce thermoplastic were presented in this study and it is observed that most of the reinforcement have significantly enhanced load bearing capacity of FDM printed parts. It is noteworthy that some biofibres such as pinewood, teakwood, rice husk etc., being suitable for 3D printing degraded the material property in terms of hardness and flexibility. However, it is suggested that the use of plasticizer and compatibilizers could be the promising way to resolve this issue. Although the researchers have explored the use of short fibres like carbon, Kevlar and glass fibres but very limited work has been observed using natural fibres. Moreover, the concept of nozzle impregnation can be explored further to make use of continuous natural fibres such as jute, bamboo, banana etc., to produce high strength FDM bio composites for different engineering applications. The paper unveils the research gap that is required to widen the 3D printing technological field for sustainable growth of advanced industries.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.