
Abstract
The new era of engineering society focuses on the utilization of the potential advantage of carbon nanomaterials. The machinability facets of nanocarbon materials are passing through an initial stage. This article emphasizes the machinability evaluation and optimization of Milling performances, namely Surface roughness (Ra), Cutting force (Fc), and Material removal rate (MRR) using a recently developed Grey wolf optimization algorithm (GWOA). The Taguchi theory-based L27 orthogonal array (OA) was employed for the Machining (Milling) of polymer nanocomposites reinforced by Multiwall carbon nanotube (MWCNT). The second-order polynomial equation was intended for the analysis of the model. These mathematical models were used as a fitness function in the GWOA to predict machining performances. The ANOVA outcomes efficiently explore the impact of machine parameters on Milling characteristics. The optimal combination for lower surface roughness value is 1.5 MWCNT wt.%, 1500 rpm of spindle speed, 50 mm/min of feed rate, and 3 mm depth of cut. For lower cutting force, 1.0 wt.%, 1500 rpm, 90 mm/min feed rate and 1 mm depth of cut and the maximize MRR was acquired at 0.5 wt.%, 500 rpm, 150 mm/min feed rate and 3 mm depth of cut. The deviation of the predicted value from the experimental value of Ra, Fc, and MRR are found as 2.5, 6.5 and 5.9%, respectively. The convergence plot of all Milling characteristics suggests the application potential of the GWO algorithm for quality improvement in a manufacturing environment.
Introduction
The manufacturing sectors are rapidly moving towards polymeric materials from the last three decades due to their flexibility to diverse and complex conditions. These materials can easily combine with different types of filler materials to achieve the desired mechanical, electrical, and chemical features of manufacturing sectors. 1 In the field of automobile, aircraft, chemical industries, biomedical devices, sensors, circuit components and aerospace, for weight reduction, glass or carbon fibre is widely used as filler material in the polymer matrix. A nanometre-sized reinforcing agent such as carbon nanotube, Multiwall carbon nanotube (MW/SW-CNT) and graphene are mostly used as fillers because of their extraordinary qualities like high dispersion and synergetic effect with matrix phase.2,3,4 Epoxy-based composites possess superb stiffness, strength as well as remarkable chemical and thermal aspects. The addition of MWCNT effectively enhances the properties of thermosetting epoxy. Many studies have proven the feasibility of the MWCNTs as the most suitable candidate to improve mechanical strength, electrical, stiffness, thermal stability and conductivity.5–7,8 MWCNT’s is the actively used carbon family member and it consists of excellent features to improve the physical and mechanical properties. The material researchers are highly interested in exploring its application in multifunctions. These exceptional properties make it unique from other nanofillers and it is used as a primary nano reinforcing material in polymer composites. 9 Fracture toughness of pristine epoxy LY-5052 was increased up to 1.0 wt% with the supplement of MWCNT in ascending order. 10 The electrical resistivity declines steeply from ∼1015 Ω·cm for the pure epoxy resin to ∼102 Ω·cm for the proposed material film with 2.0 wt% MWCNTs under the percolation behaviour. 11 Guo et al. 12 observed that the tensile strength of MWCNTs reinforced epoxy achieved the highest value of 69.7 MPa at 8 wt% of MWCNTs loading. Subhra Gantayat et al. 13 manufactured epoxy nanocomposites using three different weight percentages of MWCNT (0.4, 0.6 and 1.0 wt.%). The findings reveal that the highest value of tensile strength and Young’s modulus were achieved at 0.6% of f-MWCNT mixing. Montazeri et al. 14 show that mechanical performance was also increased for MWCNT modified nanocomposites. Also, Allaoui et al. 15 confirmed a significant upsurge in Young’s modulus and strength with the inclusion of MWCNTs into the elastic epoxy matrix.
In polymer manufacturing industries, the assembly of different types of structure or component frames requires primary machining processes like Drilling, Milling, Turning and Trimming, etc. Without these primary manufacturing operations, efficient assembly is not possible. Machining and machinability aspects of any novel material play a critical role in developing high-quality products. The material should have higher machinability efficiency to obtain the desired shape and size. In the material sector, without in-depth manufacturing knowledge, it is not feasible to fully explore the material potential in society interest. The machining of polymeric nano/composites is drastically distinctive from conventional metals due to their anisotropic and inhomogeneous nature. The various eminent scholar tries to investigate the mechanics behind the machining of composites. For reduced delamination at the drilled hole’s entry and exit side and the surface finish with high yield, Mohan et al. 16 use the lower feed constraint values to achieve the desired value of drilling performances. Davim et al. 17 analysed the consequence of machining constrictions on the surface finishing. The outcomes reveal that the feed rate is a highly prominent factor for surface finishing. The interaction of components with the parts in contact assembled system was largely influenced by surface roughness. 18 The machined component with high surface roughness generally wear more rapidly and have high friction coefficients and higher cutting speed generates improved surface finish. 19 However, Takeyama et al. 20 commended that more annihilation on the machined sample surface at higher cutting speed creates higher cutting temperatures, resulting in the material’s softening. Chandrasekaran et al. 21 concluded that average surface roughness changes proportionally with feed rate and contrariwise with spindle speed. Reddy Sreenivasulu 22 investigated the machining performances and observed that cutting depth drastically alters the surface roughness trailed by feed and cutting velocity. The surface finish of the machined component consists of some crucial issues like surface ripping, craters, crack up, etc. due to process parameters. The surface integrity of the machined components affects the fatigue life, corrosion, creep, etc.23,24 Parsa Ghannadi et al. 25 used Multiverse Optimizer (MVO) to tackle the varying constraints optimization problem of structural damage detection. The finding of the MVO was compared with the Sine-cosine algorithm (SCA) and Harris hawks optimization (HHO). The proposed optimizer significantly reduces the computation cost and improves the other multi-objective quality indices. In another case study of Parsa Ghannadi et al. 26 a modified objective function based on alteration in natural frequencies was explored through the Natural Frequency Vector Assurance Criterion (NFVAC) for damage detection. The concept of bioinspired algorithms was used to find the best solution. The Salp swarm algorithm (SSA) outcomes clearly indicate the feasibility of the proposed algorithm to estimate the damage locale and severity in multi-storey shear frames efficiently. During machining of polymeric materials, the cutting force plays a significant role in surface quality and the material removal rate is highly responsible for productivity concerns.27,28 In the manufacturing procedure, identifying the optimum parametric setting is a prime concern for a suitable machining environment. Although many researchers rigorously work out to obtain favourable parametric settings using different types of conventional optimization tools.29,30 This scarcity can be eased by creating a metaheuristic optimization method31–34 to achieve the balance of local values and global solutions (exploration and exploitation) of the multi-attribute case studies. The control of varying constraints plays a decisive role in attaining the desired value of machining output. It has been remarked that the machining estimation of the proposed nanocomposites is passing over the intermediate phase, and it requires more attention from the research and academia side. The complete investigation of the exceptional properties of nanocomposites is not feasible without understanding machining aspects.
Applying the nature instigated algorithm (Grey wolf) considered in this paper is an exciting module for obtaining the global best solution. The developed model feed as a fitness function into the nature-inspired metaheuristic Grey wolf optimization Algorithm (GWOA), which imitates Grey wolf hunting conduct. The conventional optimization tools typically begin from a randomly decided initial solution and move in the optimization solution’s direction iteratively. The final solution is dependent on the initially chosen random solution. Previous studies efficiently demonstrate that the metaheuristics algorithm is a cost-effective module to quickly confront complex case studies and achieve a satisfactory solution by trial and error. Onwubolu et al. 35 utilized a heuristics module to obtain a suitable combination of parameters during the RSM array-based Milling process. Rashmi Lmalghan et al. 36 explored the RSM-based Particle Swarm Optimization (PSO) algorithm and the desirability functions for decreasing the operating path of automated or CNC drilling procedures. Ravi Sankar et al. 37 performed drilling operations, and the investigation was done for machining characteristics, namely delamination factor, thrust, and surface features. The optimization of the CFRP drilling process was attained by using Ant Colony Algorithm (ACO). The considered drilling characteristics were substantially influenced by the cutting velocity and trailed by cutting depth and feed. Jayakumar et al. 38 explored the combined heat and power transmit with cogeneration methods with the help of GWO. The outcome of the research shows the satisfactory performances of the GWO. Song et al. 39 executed the GW optimizer to predict the parameters for surface waves, which offers the effective implementation of the proposed optimizer. Pradhan et al. 40 investigated the economic load dispatch issues by GWO is a very effective way. By considering different types of case studies with varying conditions, Medjahed et al. 41 noticed the desired performance and efficiency of relatively advanced GWO in solving the hyperspectral band assortment issue. Milling process is an indispensable material cutting operation in which the material cutting is performed with the help of a single-edged or multi-edged tool called as Milling cutter. The cutting tool works on a rotary movement (primary motion) and the job in a linear direction (secondary motion). This method is used to create flat, parallel, inclined planes stepped faces, slots and grooves etc. Another exciting aspect of the proposed work is to intended a robust optimization tool for multi-response optimization while machining (Milling) polymers.
From the prior state of the art, it has been noticed that renowned researchers carry out great work for synthesis, development, and characterization of polymer macro and nanocomposites. Few scholars also attempted machining aspects of polymer nanocomposites. It has been realized that relevant work is not sufficiently flourished in machining performance optimization and machinability of MWCNT/epoxy nanocomposites using a nature-inspired metaheuristic algorithm. Hence, it can become a potential research area for polymer industries, the construction sector, practicing engineers and academia well. This work’s prime aim is to achieve the machining characteristic desired value through parametric control of varying limits. To properly utilize the proposed polymer nanocomposites reinforced with MWCNT, it is highly required to understand machining behaviour for high-quality and cost-effective products. This article considers the versatile and primary machining process (Milling) and evaluates its machinability efficiency. The conflicting Milling indices are effectively investigated in the proposed work using advanced metaheuristics computations. The MWCNT wt.%, spindle speed, feed rate and depth of cut were taken as process parameters. The second-order polynomial equation was developed using a regression assessment to represent the mathematical model’s experimental behaviour. The generated model feed as a fitness function into the nature-inspired metaheuristic Grey wolf optimization Algorithm (GWOA), which imitates Grey wolf’s hunting conduct. The confirmatory experiment was performed in an optimal setting to check the viability of the proposed method.
Materials and experiment details
Initially, the MWCNT/epoxy nanocomposites samples was fabricated through solution casting techniques. The three different wt. % of MWCNT (0.5, 1.0, 1.5) is used to reinforce the epoxy matrix (Lapox, L-12). The proposed sample’s considered MWCNT has an average length of 15 µm and an average diameter of 10–15 nm. The SEM and TEM images of the MWCNT is display in Figure 1, which shows the morphology and graphitic layer arrangement in MMWCNT. It has been remarked that the distance between two concentric graphitic layers is 0.327 nm. The Milling operations were staged on a Vertical CNC Milling setup having model No.: BMV35-TC20, as shown in Figure 2. The force dynamometer arrangement and data acquisition system were incorporated with a CNC setup to online measure the machining procedure’s cutting force. The assessment of surface roughness was done by using roughness measurement setup Surtronic S128 manufactured by Taylor Hobson Co., and the Material removal rate was determined by the following expression (Eq. 1)

Wi = Initial weight of the workpiece, Wf = Final weight of the workpiece, ρ = Density of the work material, and tm = Machining time.
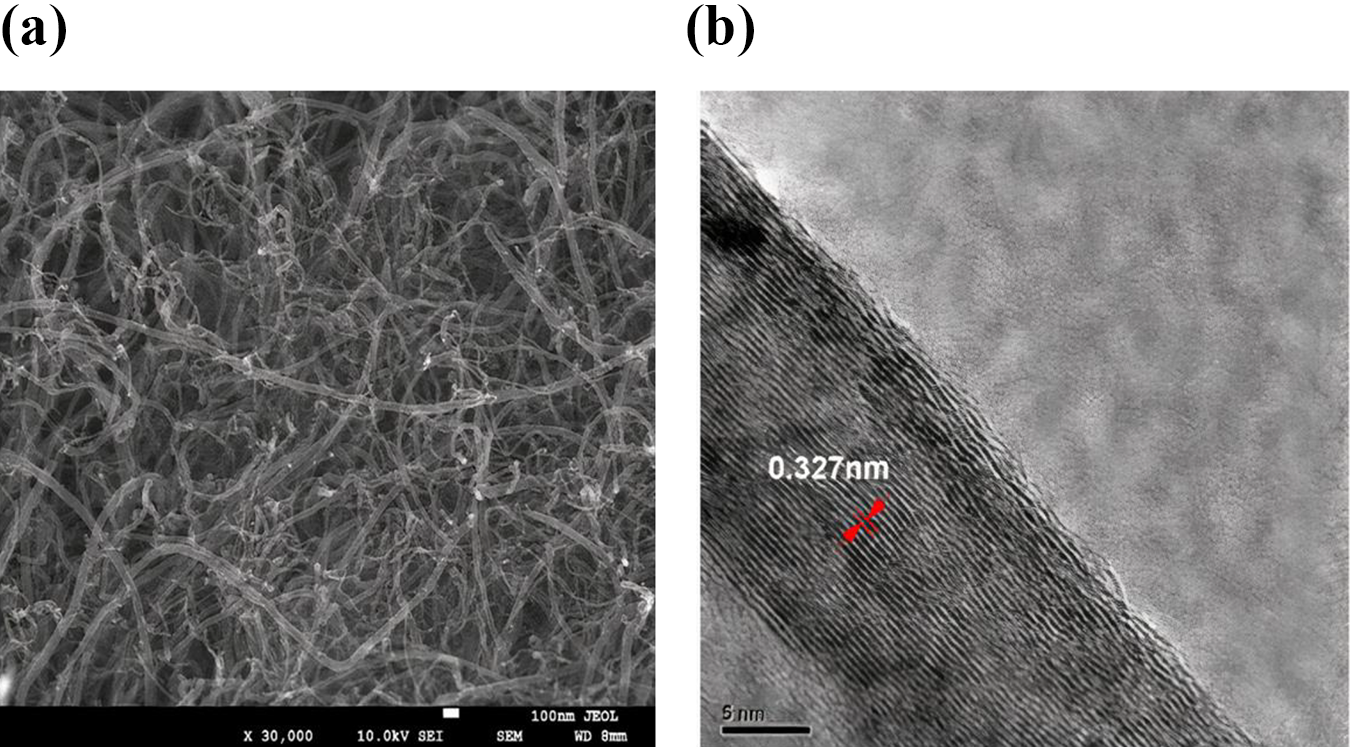
Microscopic images of MWCNT: (a) SEM, (b) TEM.
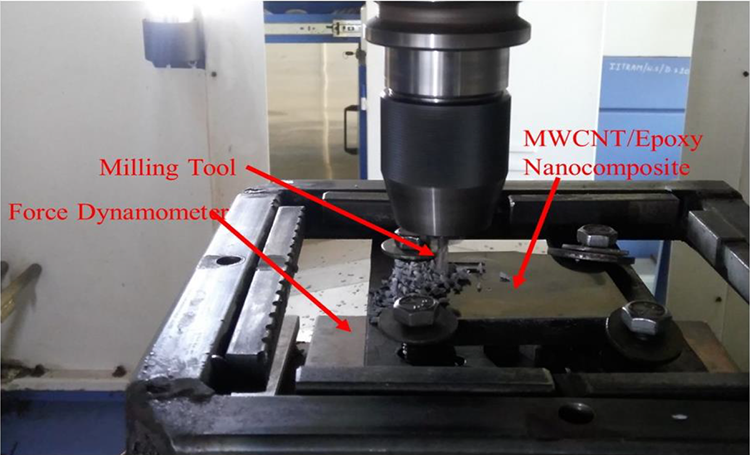
Milling setup.
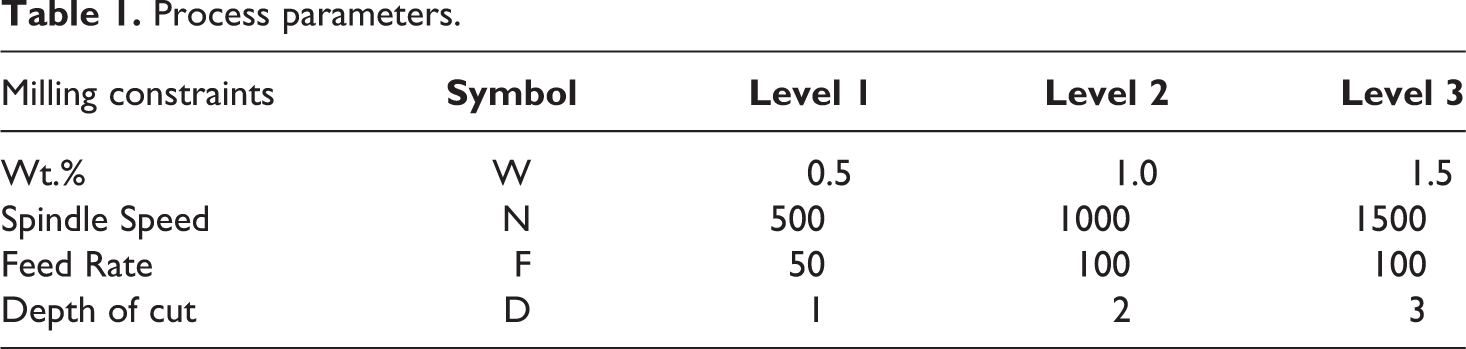
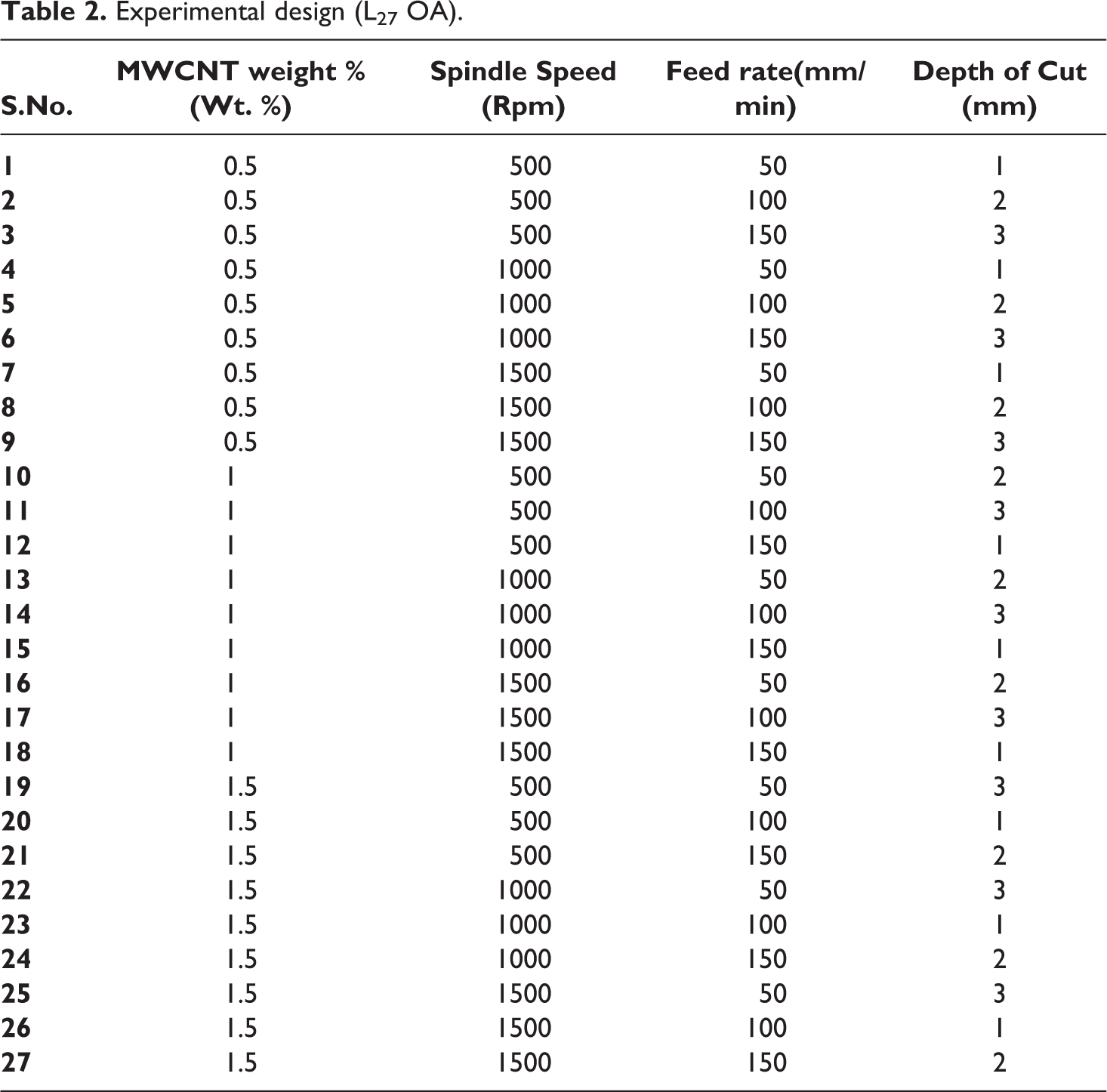
The four process parameters, namely, MWCNT wt.%, spindle speed, feed rate and depth of cut varied at three distinct levels as depicted in Table 1, and Taguchi L27 orthogonal array (Table 2) was utilized to perform the Milling experiment. The Taguchi method is a statistical method called a robust design method. It is a perfectly designed set of experiments in which all constraints are varied over a specific range to achieve systematic data. Statistically, such a completed set of experiments should give preferred results.
Process parameters.
Experimental design (L27 OA).
Grey wolf algorithm
Grey wolf is a flesh-eating animal having large jaws and teeth, mostly found in North America, Africa, and the Asian continent. The scientific name of Grey wolf’s is Canis lupus having a life span of 6–8 years in the wild. The average running speed of Grey wolf is 50–60 km/h, which is the additional features of this animal that can kill large size animals such as buffalo, deer, bear, cow etc. or even in a group, they can attack a zebra, brown bear, wildebeest and other bulky size animals. The searching behaviours and the Grey wolf hierarchy were recently observed and proposed by Mirjalili et al. in the year 2014 in the Grey wolf algorithm. 42 In this algorithm, the order of command and the wolf’s hunting process in nature was imitated. A Grey wolf typically prefers to live in a group of 10–15 members. This algorithm divides the group into four categories, namely, alpha, beta, delta, and omega, according to the hierarchy to command the group (Figure 3). The alpha is the hierarchy’s first level and is referred to as the pack leader and then beta for choice making. The delta’s role is to follow seniors’ order and the last is omega to initiate the process.
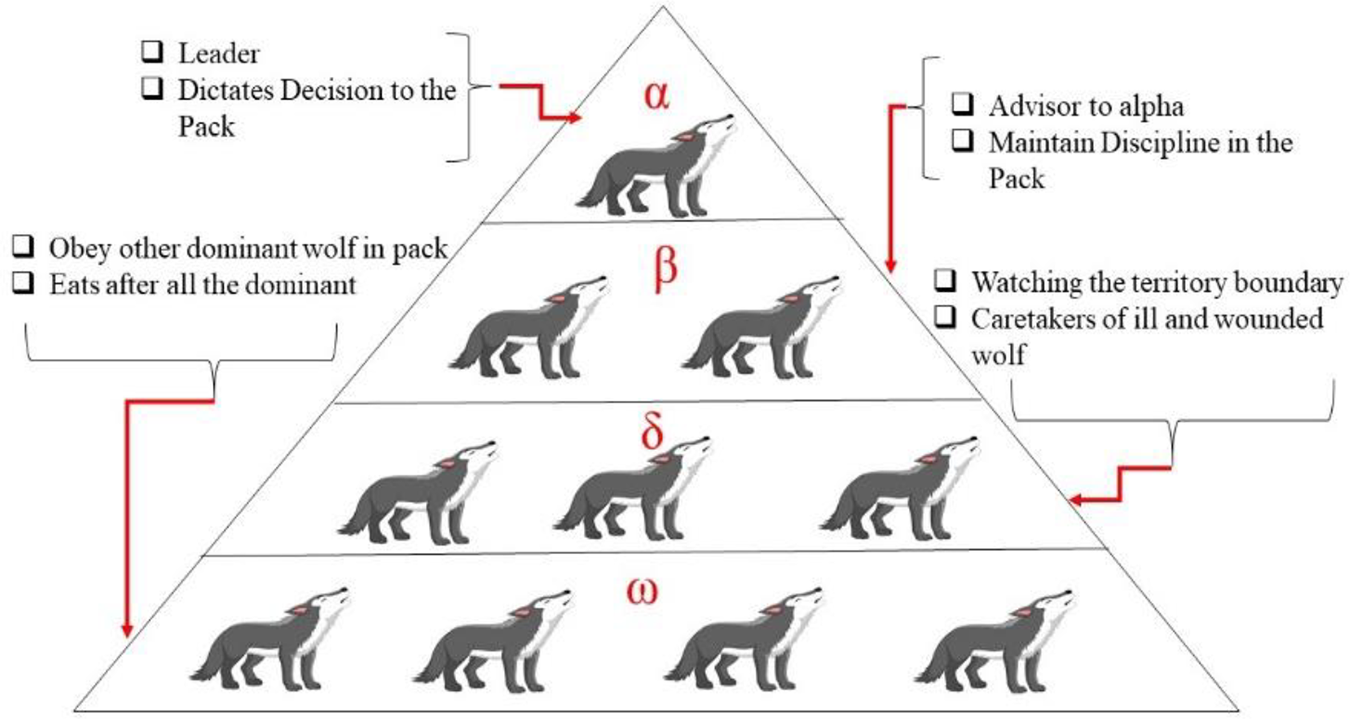
Grey wolf social hierarchy pyramid.
Muro et al.,
43
define and designed the primary phase for wolf conduct in the algorithm as: Tracing, chasing, and looming to the target (prey) Circling and teasing the prey until it halts moving, and Attacking
The hunting act of Grey wolf is mentioned in the above phases and mathematically modelled in the algorithm in the next sub-section.
Social hierarchy
In this paradigm, the top level is alpha(α), and the second-greatest in command is beta (β), and delta (δ) is the third. It is assumed that the remnants of the population are omega (ω). The hunting act of the prey is directed by alpha (α) beta (β) and delta (δ) and ensued by omega (ω).
Encircling the prey
Grey wolf pursues a unique style of tracking, i.e. during targeting, they move around the prey. The equations statistically model the circling act of the wolf:


where t = signifies the current iteration,
The coefficient vectors


where the complete sequence of iteration factors of
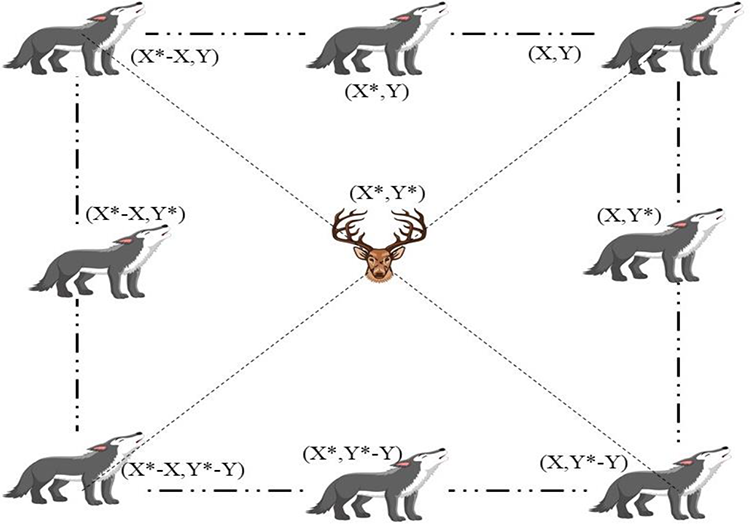
Possible locations in a 2D space.
Hunting
Grey wolf can find out and traced their prey till hunting down. An alpha wolf commands the entire activity, the beta and delta often join up the hunt down process. The theory is primarily centred on a social pyramid, i.e. alpha, beta, and delta are the most proficient at searching the prey locale. The optimum locale obtained so far is stored in alpha, beta, delta, and omegas are satisfied to alter their position concerning α, β, and δ utilizing the equation.



From Figure 5 it has been achieved that the closing juncture of omega (around prey) would be at a random locale inside a circle demonstrated by the positions of alpha, beta, and delta
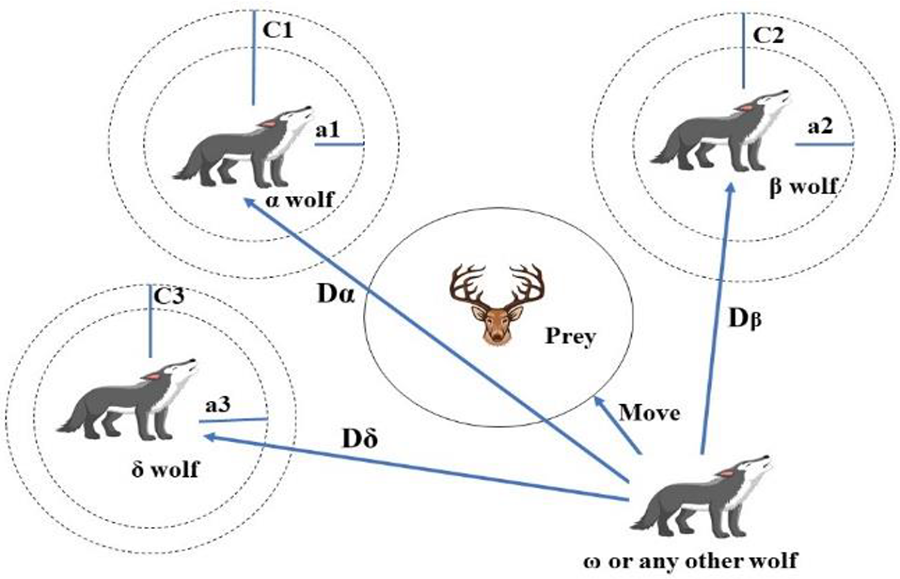
Omega location and position of alpha, beta, and delta at the 2D search space.
Attacking prey (Exploitation)
The Grey wolf stop moving and finishes the hunt when the wolf strikes the prey. The prey spot position was mathematically model by decreasing the value of
Search for prey (Exploration)
Wolf is having a unique and unite behaviour to search and hunt down their prey. It has been mathematically observed which utilize the model
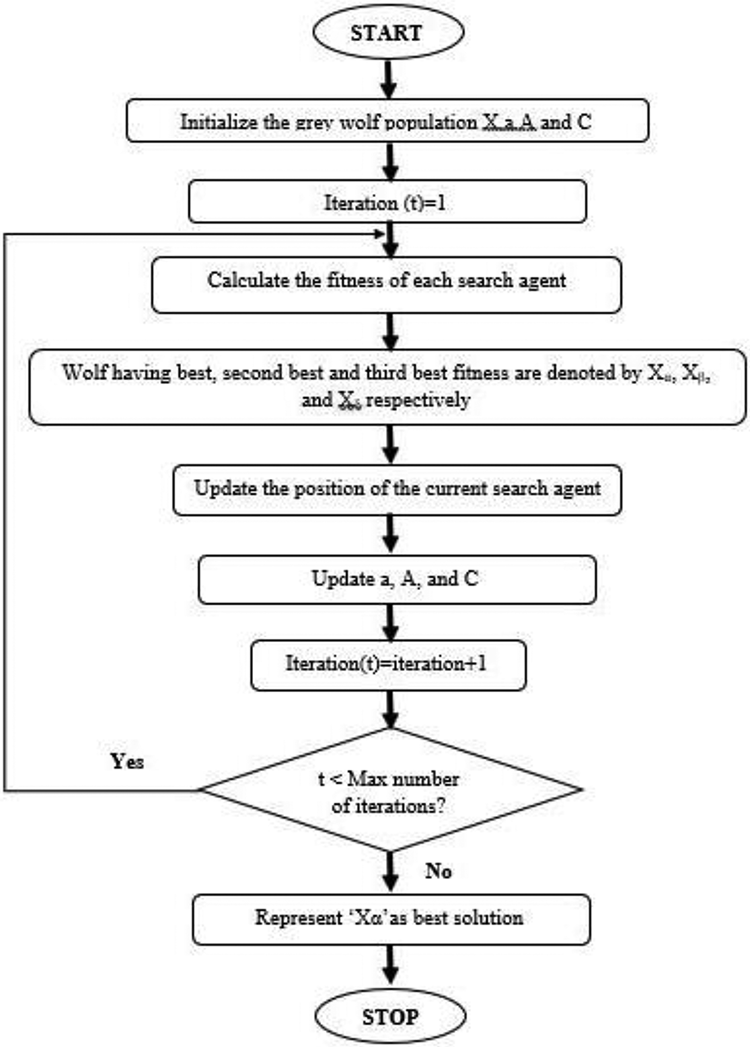
Flow chart of the proposed Grey wolf optimization algorithm.
Result and discussion
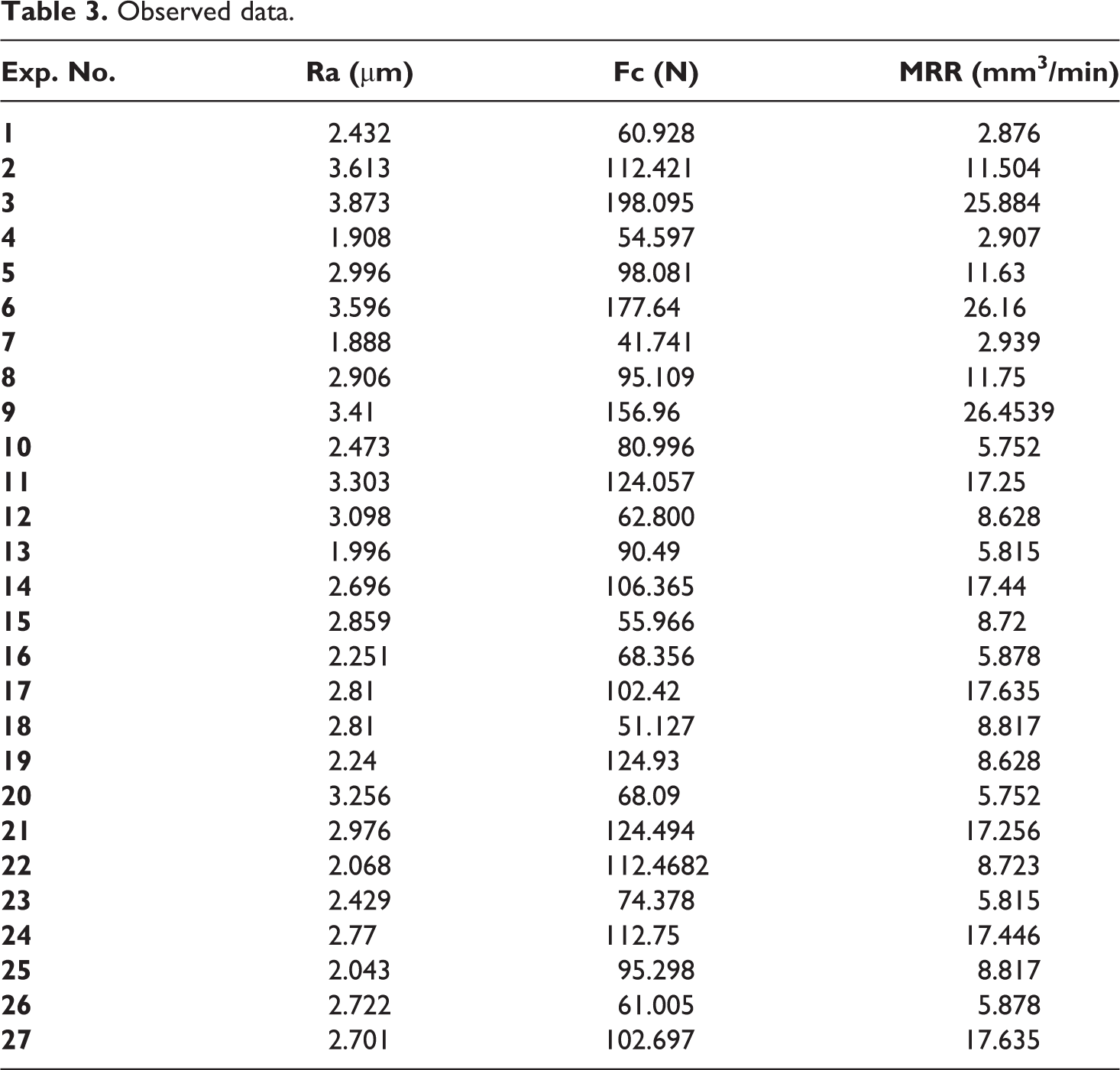
In this paper, machining was performed on MWCNT/epoxy nanocomposites to examine the Milling characteristics. The four parameters varied at three distinct levels (Table 1), which corresponds to the L27 orthogonal array (Table 2) and the corresponding Milling data is demonstrated in Table 3.
Observed data.
The regression analysis was performed on these machining responses by considering a second-order polynomial equation into a mathematical model, as depicted in equation Eq. 9 to Eq. 11. The plot between the experimental and predicted value of Ra, Fc and MRR are shown in Figures 7 to 9, respectively. These plots have assessed that developed mathematical shows the desired agreement among values. The experimental and predicted value for surface roughness and cutting force model deviated very little because the proposed model has an average error of 4.722% and 4.695%, respectively. The perfect overlapping of both the values for the MRR plot is mainly due to the satisfactory adequacy of the model with a very less average error (0.330%), as shown in Figure 9.

S = 0.293716, R2 = 89.85% and R2(adj) = 82.40%

S = 0.0612851, R2 = 98.95% and R2(adj) = 97.89%
S = 0.0219508, R2 = 94.68% and R2(adj) = 90.79%
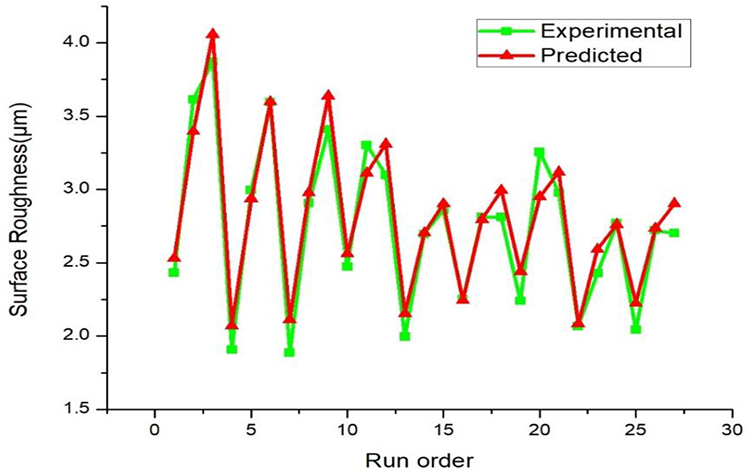
Plot between experimental and predicted value of Ra.
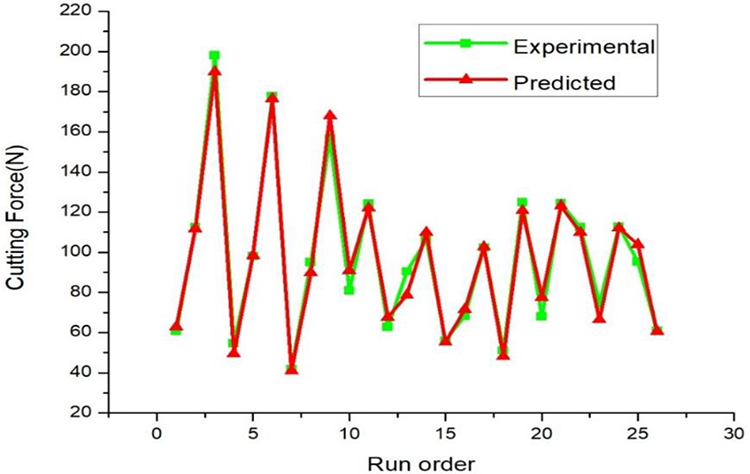
Plot between experimental and predicted value for Fc.
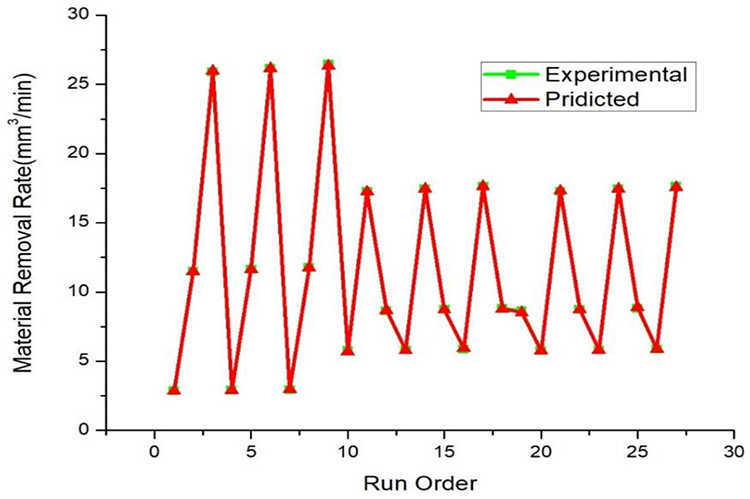
Plot between experimental and predicted value for MRR.
Analysis of variance (ANOVA)
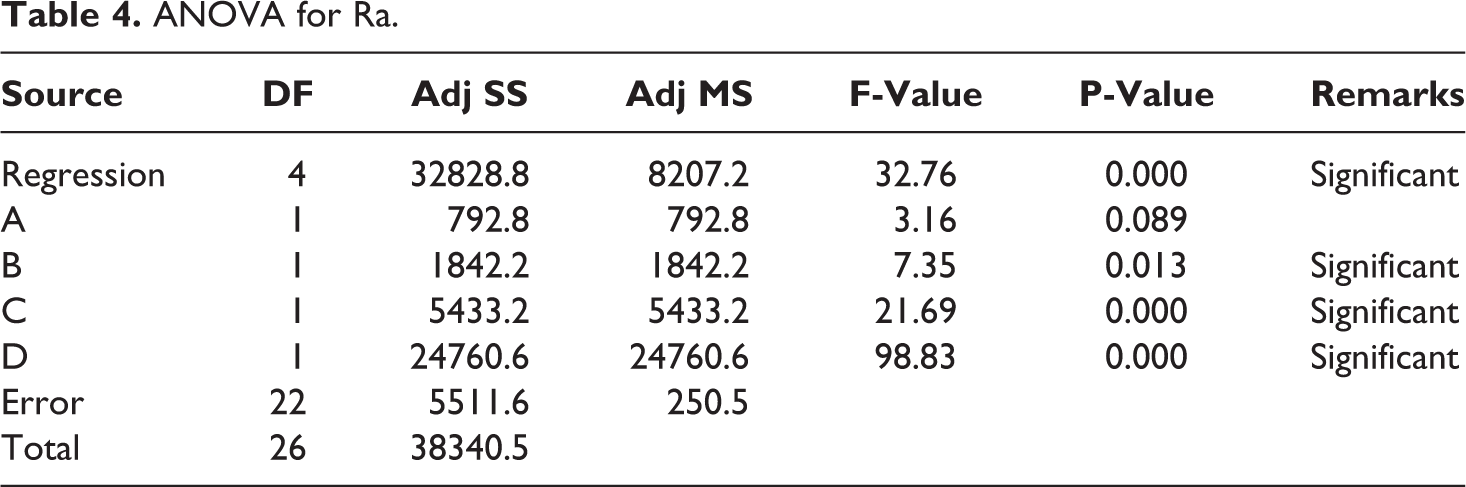
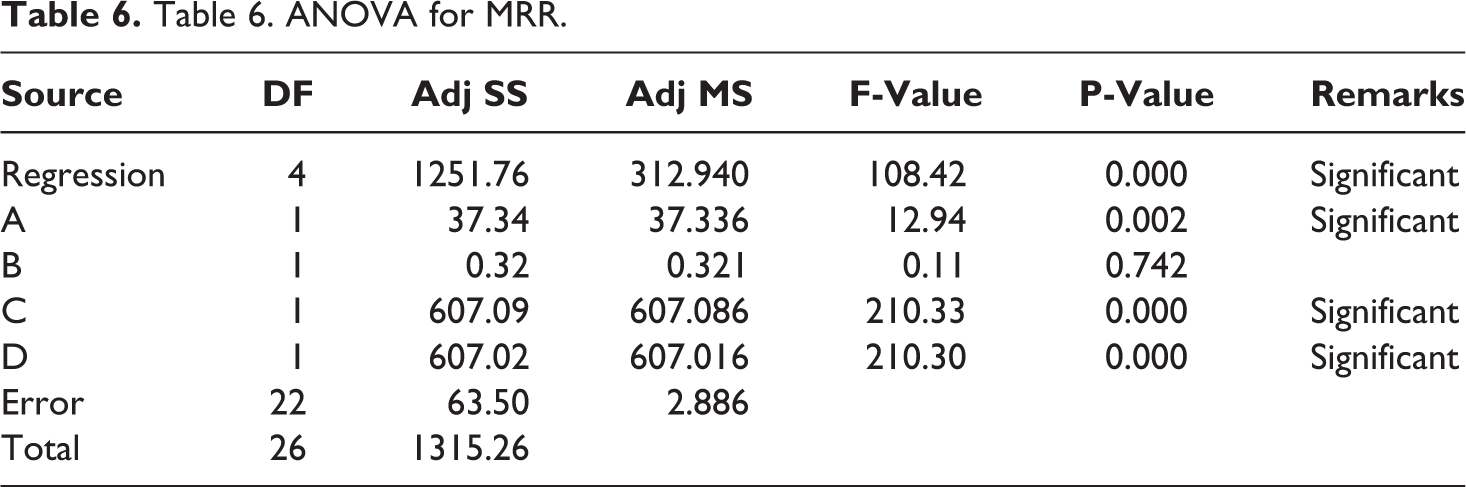
ANOVA deals with the output function to find the effect of the parameters. From Table 4, it is seen that Feed rate(F) is the extremely substantial (55.25%) parameter for Surface roughness trailed by Spindle speed (N), MWCNT (wt.%) and depth of cut (D). From Table 5, it is noticed that the depth of cut is substantial (64.58%) for cutting force pursued by feed rate and spindle speed. From Table 6, it is inferred that feed rate and depth of cut are equally significant, i.e. 46.14% for the MRR. If the p-value is <0.05, then the parameters are significant otherwise nonsignificant.
ANOVA for Ra.
ANOVA for Fc.
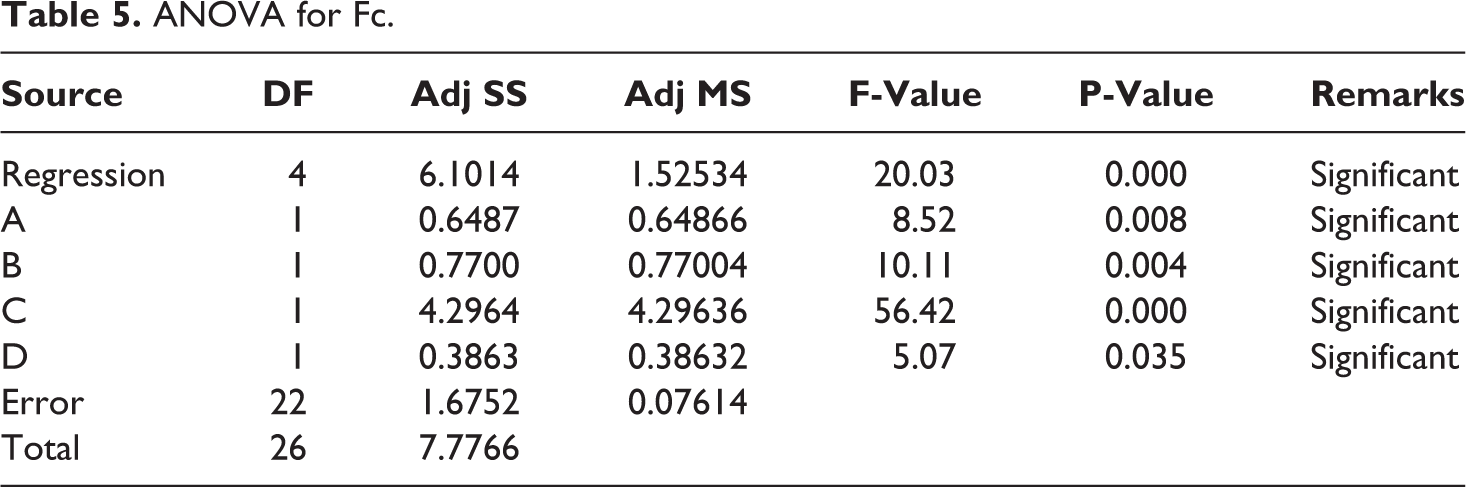
Table 6. ANOVA for MRR.
Influence of milling parameters
The influence of process factors on Milling characteristics has been explored through statistical models. Figure 10 shows that surface roughness decreases with the accumulation of MWCNT into the matrix, mainly due to the gap in the epoxy matrix, which, in turn, significantly demises with adding nano reinforcement.44,45 The surface roughness reduces from 500 rpm to 1000 rpm and after that rises at higher spindle speed is mainly due to developed wear on a machined surface with high spindle speed.46,47 The surface roughness increased with feed rate due to the strain hardening effect while machining with a higher feed rate. 48 Surface roughness also increased with a higher depth of cut due to large volume removal from the surface, which generates the machined sample rough surface. Figure 11 shows that the cutting force high at 0.5 Wt.% and lower at 1.0 wt.% due to the higher machinability feature when adding MWCNT into the epoxy matrix 49 and further increased with MWCNT wt.% due to the rigid structure by adding of MWCNT into the epoxy, therefore, locking in the polymer chain is occur which generates a minor impact on the tool clearance face side 50 and the cutting force shrank with at higher spindle speed. It may be partially due to the decreased shear strength in the flow region as the temperature raised with the cutting speed, 51 the tangential and radial forces are quite balanced at elevated cutting speeds. It may be sensible for the reduction of force values with a rise in cutting speed. The justification for this rise in cutting force with the high feed is mainly due to a rise in chip load per tooth as feed rate rises. 52 It has been noted that cutting forces erect almost linearly with cutting depth, which is mainly due to the effective area of shear per tooth. 53 From Figure 12, it is remarked that the MRR lowers at high MWCNT loading. The rate of MRR decreases at higher wt.% of MWCNT; in turn, it improves the machinability of thermoset epoxy. Due to this, the removal of small particles is increased while machining.54,55 Also, the value of MRR increased with a rise in spindle speed, feed rate, and depth of cut in a comparable way because the high cutting depth is responsible for large chip thickness and higher feed rate refer to the movement of the tool into the material.56,57
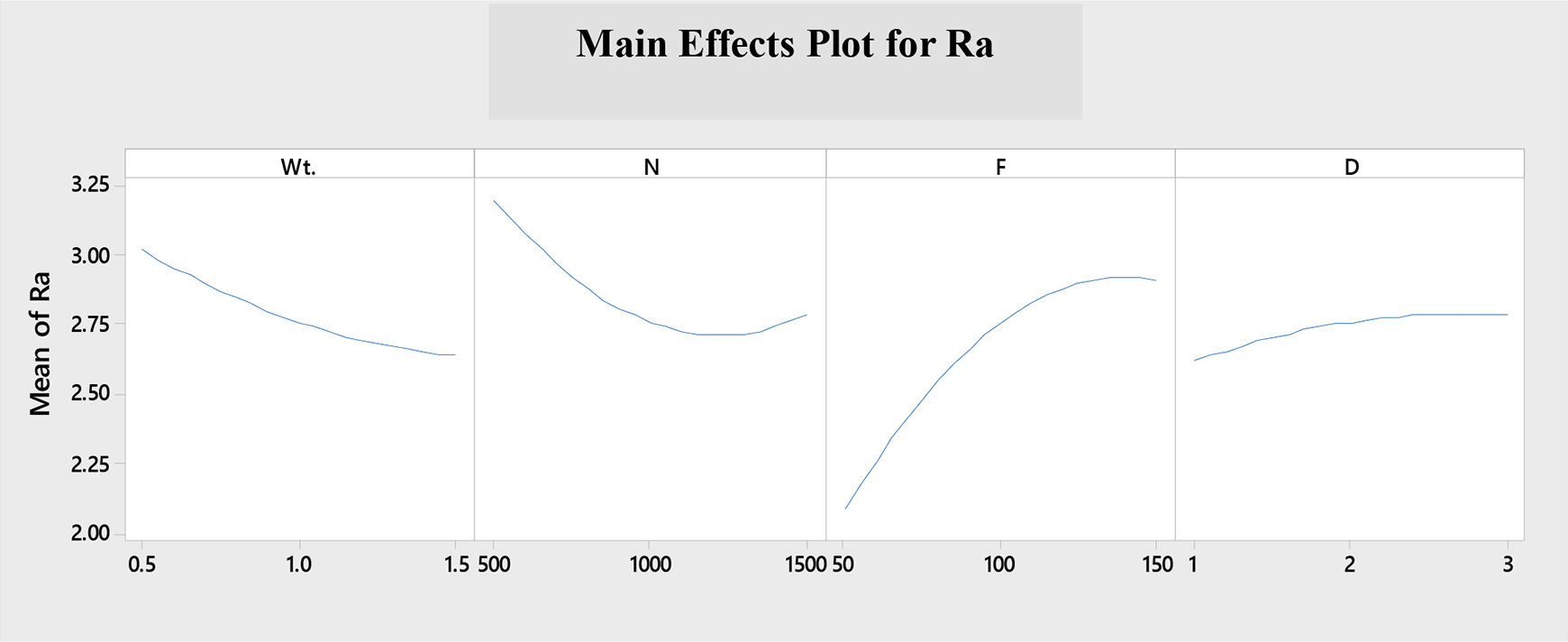
Plots for surface roughness (Ra).
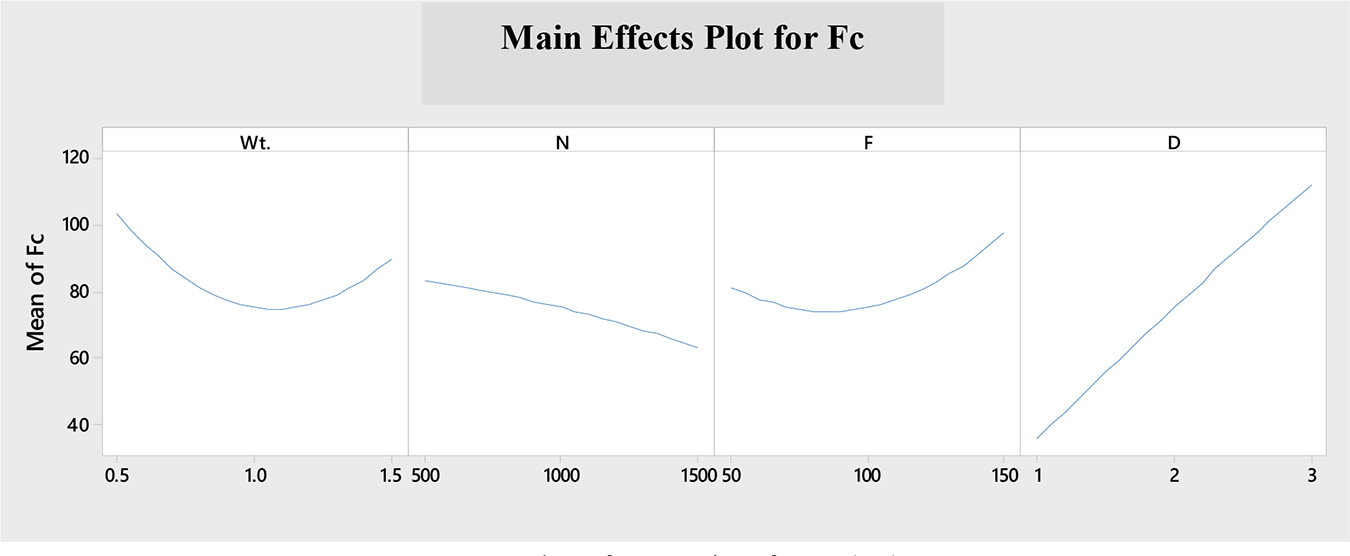
Plots for cutting force (Fc).
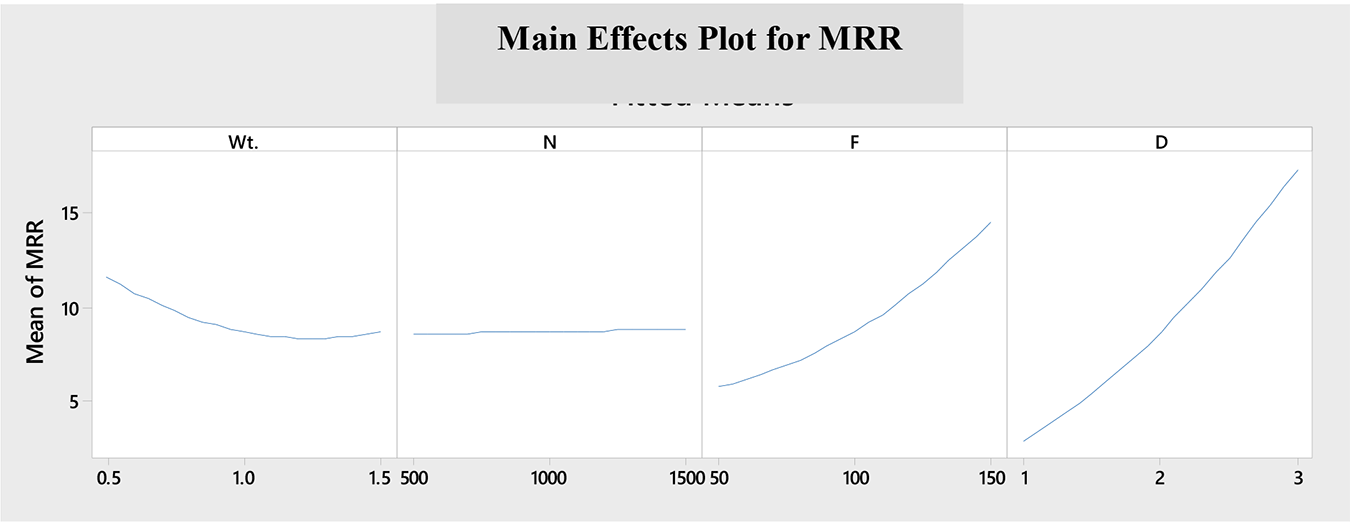
Plots for material removal rate (MRR).
Grey wolf optimization for milling parameters
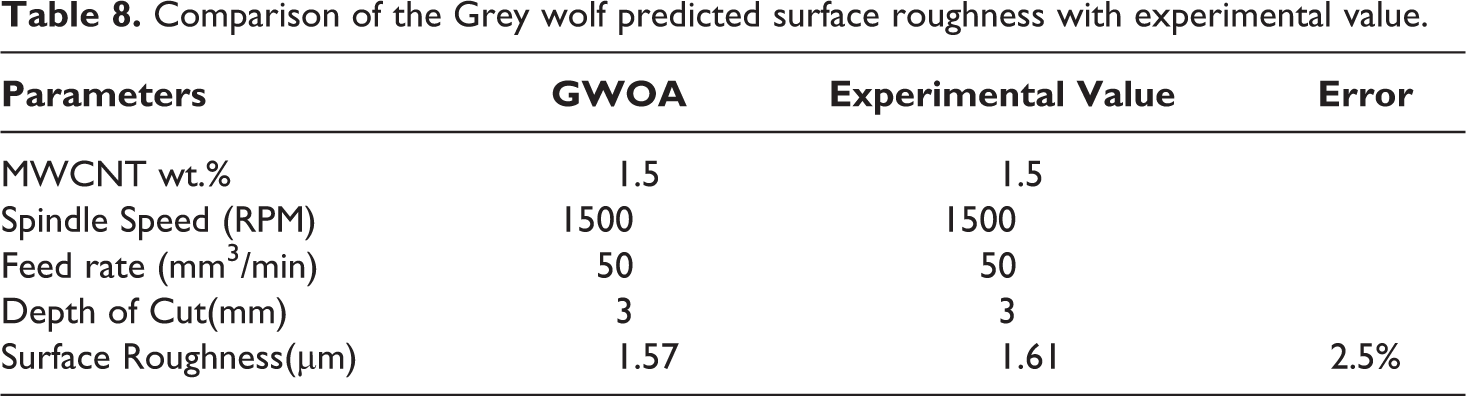
The convergence plot is generated using GWO constraints (Table 7) to obtain the best parametric condition. Figure 13 shows the convergence value for Surface roughness, which demonstrates the optimal parametric combination: 1.5 MWCNT wt.%,1500 rpm, 50 mm/min, and 3 mm, which is not available under the performed experimental array. The confirmatory experiment was performed on optimal setting and the surface roughness was observed (Table 8) as 1.61 µm with 2.5% of error in the predicted value of the GWO algorithm, which shows the satisfactory adequacy and feasibility of the GWO algorithm approach.
Grey wolf optimizer constraints.
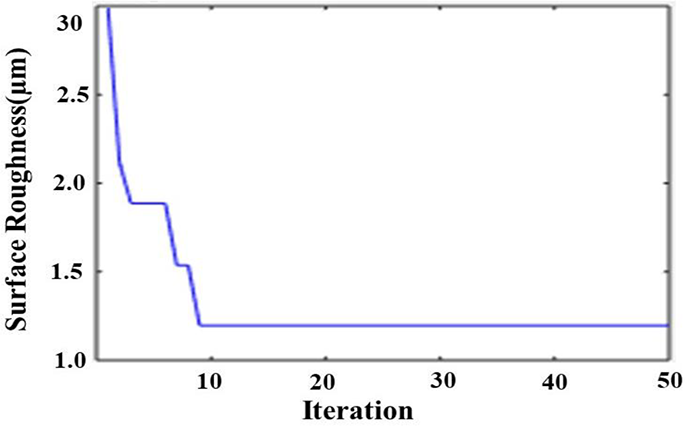
Convergence plot for Ra.
Comparison of the Grey wolf predicted surface roughness with experimental value.
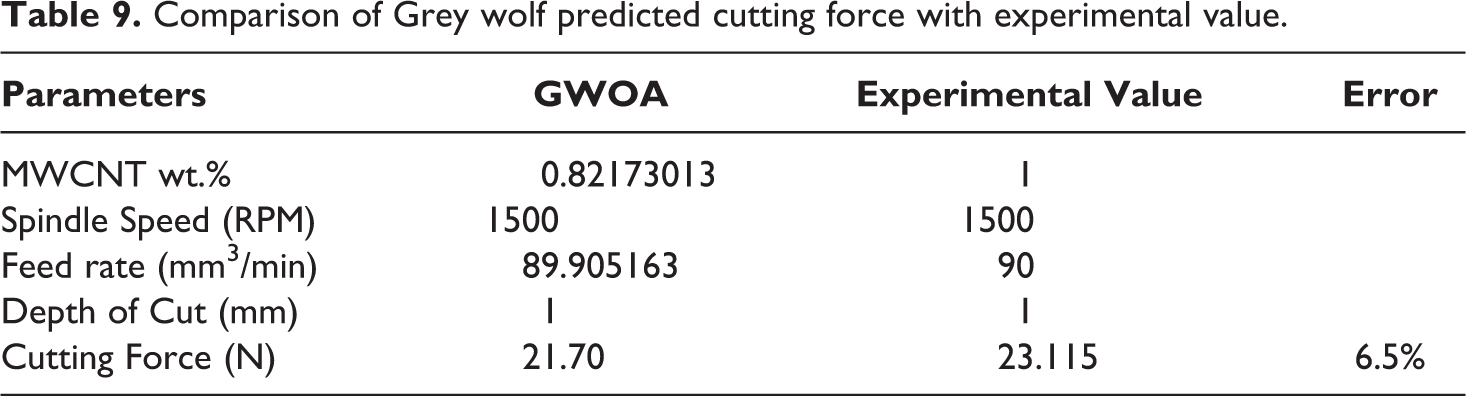
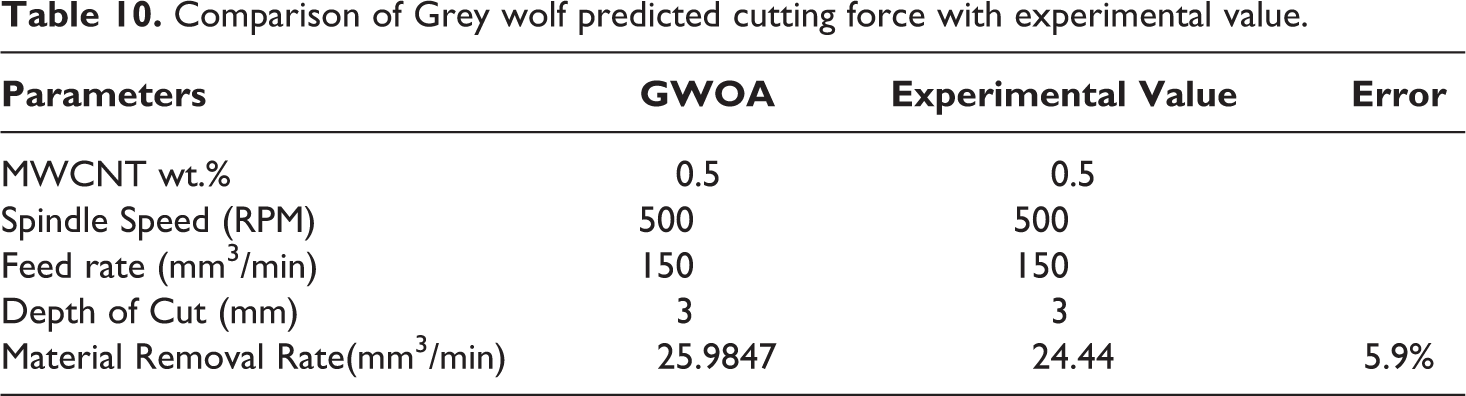
The convergence plot for Cutting force (Fc) is shown in Figure 14, and the optimal value is found as 0.82 wt.%,1500 rpm, 50 mm/min, and 1 mm. The confirmatory experiment was performed on the next possible tuned value i.e. 1.0 wt.%,1500 rpm, 90 mm/min and 1 mm and the cutting force was observed (Table 9) 23.115 N with the 6.5% error with the predicted value. The convergences plot for the MRR are shown in Figure 15 and the optimal combination 0.5 wt.%,500 rpm,150 mm/min and 3 mm and these combinations are not available into the performed experiment. The confirmatory experiment was staged on the optima set, and the MRR is observed (Table 10) as 24.44 mm3/min with a 5.9% error with the predicted value of the GWO algorithm. The convergence plot and confirmatory test outcomes show the higher application potential of the proposed approach, which can easily tackle the quality and productivity issues.
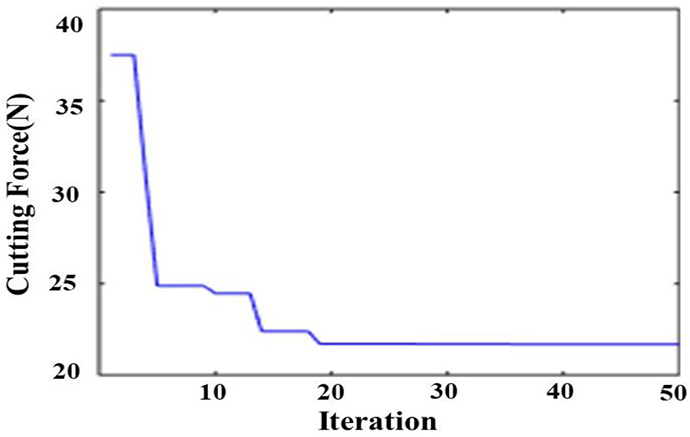
Convergence plot for Fc.
Comparison of Grey wolf predicted cutting force with experimental value.
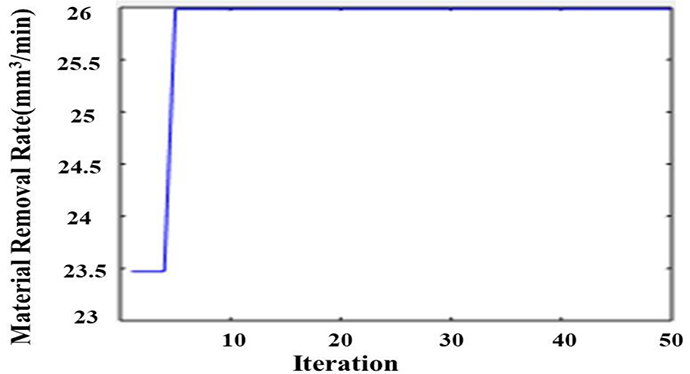
Convergence plot for MRR.
Comparison of Grey wolf predicted cutting force with experimental value.
Comparative study
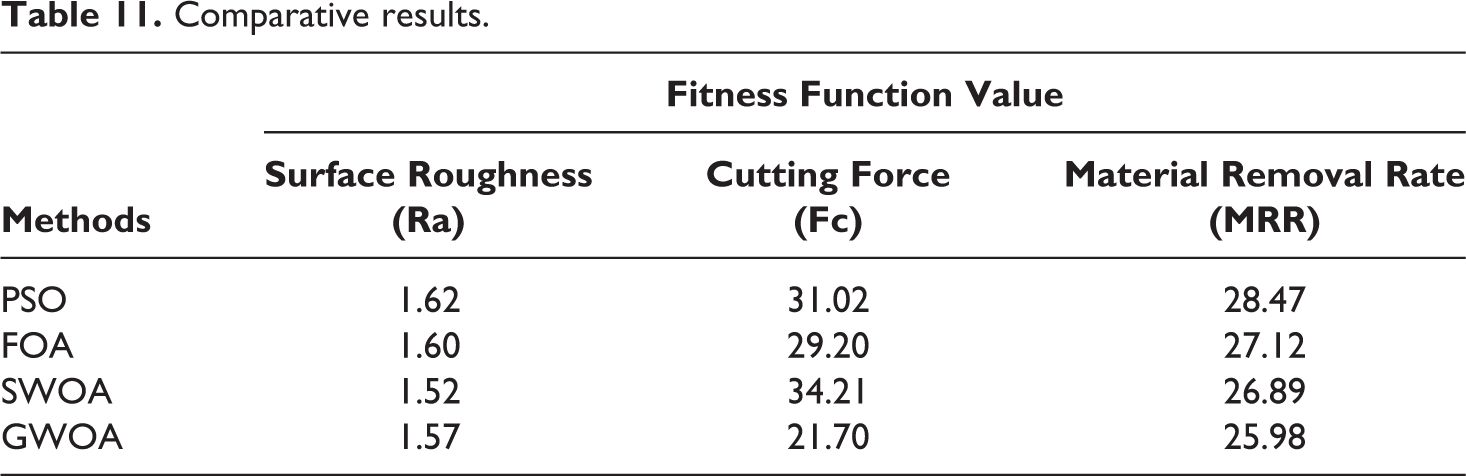
The proposed algorithm’s feasibility has been estimated through the validation test, which shows the satisfactory performance of the GWO algorithm. Further, the application potential of GWO is compared with the other algorithms. The optimal set of process parameters is evaluated by using Particle swarm optimization algorithm (PSO), Fire-fly optimization algorithm (FOA) and Salp swarm optimization algorithm (SWOA). The outcomes of all these algorithms are mentioned in Table 11. From the obtained findings and comparative study, it has been noted that the GWO shows a higher application potential in achieving an efficient machining environment.
Comparative results.
Conclusion
This article explores MWCNT/epoxy nanocomposites’ machining performance, which possesses a wide range of applications in manufacturing components. The proposed nanocomposites machinability estimation is studied through the nature instigated metaheuristics algorithm. The Milling experiment was done according to a statically balanced Taguchi L27 orthogonal array. From the above outcomes, the following conclusions can be outlined. The mathematical model was developed using a second-order polynomial equation for regression analysis. The developed mathematical model used as fitness function into the using nature-inspired metaheuristic Grey wolf algorithm, which simulates Grey wolf’s hunting conduct. The finding of the ANOVA study figured out the contribution of Milling constraints on machining response. The Grey wolf algorithm estimates the optimal parametric condition and provides the desired value of the Milling performances. The lower value of Surface roughness is observed at 1.5 MWCNT wt.%, 1500 rpm spindle speed, 50 mm/min feed rate, and 3 mm depth of cut. The optimal set for Cutting force is remarked as 1.0 wt.%, 1500 rpm, 90 mm/min, and 1 mm, and the optimal condition for MRR is obtained at 0.5 MWCNT wt.%, 500 rpm, 150 mm/min, and 3 mm depth of cut. The outcomes of the confirmatory test demonstrate that the predicted value of Surface roughness (Ra), Cutting force (Fc), and materials removal rate (MRR) varies with the 2.5%, 6.5%, and 5.9% error. This less error shows the high-performance yield and predictivity of the algorithm during the Milling of nanocomposites. The machining characteristics’ desired values show the application potential of the GWO algorithm in a manufacturing environment to improve the process/product quality aspects.
This article can be summarized by saying that the proposed Grey wolf optimization algorithm (GWOA) effectively optimize the Milling performances. The alteration in epoxy’s mechanical properties could be achieved by adding the carbon nanomaterials as MWCNT in the present case. The proposed nanocomposites could be an area of research interest for industries, academia and the manufacturing sector. However, the proposed work outcomes will open a new opportunity to explore the polymer and material researchers’ developed optimization modules. MWCNT polymer nanocomposites can be used for multifunctional applications based on the obtained results and mechanical properties claimed in this article literature survey. Also, in the upcoming work, this Grey wolf method can be customized to optimize other manufacturing responses simultaneously.
Footnotes
Acknowledgement
The authors are very grateful to the Materials and Morphology Laboratory (MML) Division, Madan Mohan Malaviya University of Technology Gorakhpur 273010 India, for providing the fabrication setup used in this work.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.