
Abstract
Ternary hybrid composites of Polypropylene (PP)/Short Glass Fibers (GF)/Hollow Glass Beads (HGB) were prepared using untreated and aminosilane-treated HGB, compatibilized with maleated-PP, and with varying total and relative GF/HGB contents. Static/short-term flexural strength properties data revealed, through lower flexural strength values, that the presence of untreated HGB particles induces to fiber-polymer interfacial decoupling at much higher extent than in the presence of aminosilane-treated HGB particles. This phenomenon is also evident when evaluating the data from displacement-controlled three-point bending fatigue tests. Monitored up to 106 cycles, the analyzed hybrid composites presented distinct performance relative to their fatigue stress relaxation rate: the lower the matrix-reinforcements’ interfacial adhesion, more pronounced the stress relaxation rate as a function of the number of fatigue cycles. Dynamic Mechanical Thermal Analysis (DMTA) results could successfully reveal the hybrid composites behavior at the microstructural level when they were submitted to both static flexural test and fatigue, depending on the degree of interfacial interactions between the polymer matrix of PP and the hybrid reinforcements of GF and HGB (with and without aminosilane surface treatment).
Introduction
Polypropylene (PP) composites reinforced with short glass fibers (GF) are materials widely explored in the scientific, technological and industrial areas. When properly compatibilized, such PP/GF composites are appropriate for injection-molded parts used on engineering applications. However, as in most injection-molded parts made of thermoplastic composites reinforced with high aspect ratio fibers such as GF, the mechanical properties are highly anisotropic due to the preferential fiber orientation in the mold fill direction. This effect is strongly present the higher the fiber content in the composite, contributing to some problems such as differential molding shrinkage, warpage and reduced weld-line resistance.1–13 Thus, hybridization of such high aspect ratio fibers with low aspect ratio fillers can be employed to minimize such anisotropic effects in these injection-molded parts made of fiber-reinforced composites. Hollow glass beads (HGB) are an example of low aspect ratio particulate fillers that are used to modify GF-reinforced thermoplastics, together with others such as calcium carbonate, talc and mica.2,7,14–20 When used together with GF to reinforce thermoplastic materials, the HGB can offer additional benefits such as weight reduction, 21 reduced thermal22–27 and electrical conductivity22,28 and increased sound damping. 29
Several requirements must be observed when putting forward the hybridization of particulate and fibrous reinforcements in order to guarantee proper mechanical properties of the produced ternary hybrid composites. The main ones can be highlighted as: (i) the total volume content of the hybrid reinforcement in the composite and (ii) the degree of interfacial interactions of both particulate and fibrous reinforcements with the polymeric matrix as the total and relative content of the hybrid reinforcement increases. 30 The published literature about ternary thermoplastic composites reinforced with different hybrid fibrous-particulate fillers indicate enhancing elastic modulus properties under tensile or flexural load.3,9–13,31,32 An opposite behavior is observed for the tensile, flexural and impact strength properties, which usually reduce with increasing particulate filler content.2,7,14–18,20,24,33–36 Available studies in which the ternary hybrid thermoplastic composites were composed of fibers and hollow glass beads show that the elastic modulus, even under tensile and flexural load, assumes values lower than those predicted by the rule of hybrid mixtures (RoHM), while the strength properties are essentially decreased with increasing HGB content.24,36–40 Additionally to these studies, a recent published work on ternary composites of polypropylene/GF/HGB 30 showed that at high total hybrid-filler content (close to its limiting volumetric packing fraction—Vf,max), the static/short-term tensile and flexural modulus are essentially determined by the RoHM model, independently on the presence of HGB silane surface treatment. On the other hand, the strength properties of the same set of ternary composites indicate minor synergistic gains with increase in aminosilane-treated HGB filler, whereas the use of untreated HGB filler results in severe loss of tensile and flexural strength with respect to that of its reference binary composite of PP/GF. 30
Despite of such influence over short-term mechanical properties, to the best of our knowledge, no clear understanding is yet reported regarding how the interfacial interactions of the hybrid reinforcements with the polymer matrix influence the dynamic/long-term flexural fatigue properties of these ternary composites with increasing total and relative hybrid-filler content. The previously mentioned work 30 shows that the low aspect ratio filler particles reduce the stress transfer efficiency at the fiber-polymer interface depending on the degree of interfacial adhesion of the particulate filler with the polymer matrix. Although other works explore approximately the same matter, but under fatigue load,41,42 a detailed understanding at the microstructural level of such set of composites under fatigue tests was not yet reported. Thus, in order to bring some sort of elucidation over this topic, dynamic mechanical (DMTA) properties (storage modulus—E’, loss modulus—E” and mechanical damping factor—tan δ) of binary composite of PP/GF(30) and ternary hybrid composites of PP/GF(30)/HGB (HGB with distinct degree of interfacial adhesion with the polymer matrix) were investigated, as the total and relative volume contents of single and hybrid reinforcements are increased.
Experimental
Materials
The hybrid reinforcements used in this work were: (i) chopped roving short glass fiber (GF) EC 13 4.5 968, from Vetrotex do Brasil (currently CPIC Ltda.), with 13 µm nominal fiber diameter, 4.5 mm length chopped roving and density of 2.55 g/cm3; “968” is a PP-compatible sizing with supposedly aminosilane coupling agent. (ii) Hollow glass bead (HGB) iM30k type Glass Bubbles made of soda-lime borosilicate glass from 3M Company. This HGB consists of a high crush strength grade (nominal 28.000 psi) for use in injection molding applications, with nominal density = 0.60 g/cm3, average diameter = 16 µm (size distribution: 9–29 µm) and an average nominal wall thickness of 0.70 µm. Two types of iM30k HGB, as supplied by 3M, were employed: untreated (HGB) and surface treated with aminosilane coupling agent (HGBamino). The polymeric matrix was an isotactic polypropylene homopolymer obtained by mixing two PP grades from Quattor Polyolefins/Braskem S.A., in the weight ratio of 3:1 of PP HP648 S (low molecular weight and MI = 40 g/10 min, at 230°C/2.16 kg) and PP HP550 K (high molecular weight and MI = 3.5 g/10 min, at 230°C/2.16 kg), respectively. An interfacial compatibilizer of maleic anhydride grafted PP copolymer (PP-g-MAH) was used to enhance the interfacial compatibilization of both HGB and GF reinforcements in all binary and ternary PP composites. The grade chosen was Polybond 3200, acquired from Addivant, with nominal MAH content = 1.0 wt.% and MFI = 115 g/10 min, at 190°C/2.16 kg. Finally, a combination of thermal stabilizers and antioxidants (Irganox 1010 and Irgafos 168 in a ratio of 1:2, supplied by BASF) were added at 0.5 wt.% with respect to the base PP matrix.
Extrusion compounding
The binary and ternary PP composites were obtained by mixing adequate amounts of concentrates of PP/GF and PP/HGB with the base polymer directly in the injection molding process to get composites with the desired varying total and relative GF and HGB hybrid-filler contents. The base PP matrix was obtained by extrusion compounding of the two previously mentioned grades, in the ratio 3:1, along with the thermal stabilizers. The PP/GF concentrate was extrusion compounded with nominal 45.0 wt.% of GF, while the concentrates of PP/HGB with untreated and aminosilane-treated HGB were similarly produced with 30.0 wt.% of HGB. The base PP matrix, as well as all the concentrates, were compounded in a Werner-Pfleiderer ZSK-30 corotating twin-screw extruder (TSE) of 30 mm screw diameter, L/D ratio of 35, 11-barrel sections and equipped with K-Tron gravimetric feeders. The extrusion compounding conditions used a barrel temperature profile of 210/225/235/230/230/230°C and screw rotation of 150 rpm.
Different screw profiles were used for compounding the PP/GF and PP/HGB concentrates. In the case of GF concentrates, the fiber was fed downstream into the fully molten polymer (barrel section #8), using a standard mild kneading and distributive mixing screw elements to assure minimum fiber breakage. On the other hand, the screw profile and HGB feeding arrangement were carefully selected to avoid excessive HGB breakage during processing of the PP/HGB concentrates. Although HGB feeding was also downstream into barrel section #8, aggressive kneading and distributive mixing screw elements were avoided, as recommended in the specific literature for compounding HGB-filled thermoplastic composites.43,44 In all concentrates, the PP-g-MAH content was defined based on the optimum concentration per unit surface area of the reinforcements, 45 being 2.5 wt.% and 8.0 wt.% for the PP/GF and PP/HGB concentrates, respectively.
Injection molding
Injection molding protocol was based on the solid-state mixture of proper amounts of the PP/GF and PP/HGB concentrates diluted with the base PP matrix, obtained by simple plastic bag “tumble blending of pellets,” so as to prepare the desired compositions. Table 1 presents the composition of all formulations involved in this work. The filler content in the binary PP/GF and PP/HGB with and without aminosilane surface treatment was restricted up to around 14 vol.%, so as to minimize both GF and HGB breakage.
Flexural test specimens (ASTM D790), composed of binary and ternary PP composite formulations with different total and relative hybrid GF/HGB content, were injection molded in an Arburg Allrounder 270V/300-120 machine. The injection molding conditions were: (i) barrel temperature profile: 200/210/220/225/230°C; (ii) mold temperature: 50°C; (iii) injection pressure/speed: 580 bar/5.0 cm3/s.
Characterization and testing
The real weight concentrations of the composites, indicated in Table 1, were determined through pyrolysis of the PP composite molded test specimens in a microwave oven at 620°C for 30 min. The total volume concentration (ϕ) of filler was calculated using Equation 1, valid for both binary and ternary PP composites. In Equation 1, W and ρ represent the weight fraction and density of the composite components, while the suffixes PP, GF, and HGB are related to the PP matrix, glass fiber and hollow glass beads, respectively.

Density measurements were carried out with a gas pycnometer equipment from Micromeritics, model AccuPyc II 1340, on both molded composite test specimens and on the pyrolysis residues of each formulation. The latter were used, together with the initial measured densities of the reinforcements as received from the suppliers, to calculate the percentage volume breakage of HGB during processing, according to Equation 2.44,46 In this equation, ρHGBi and ρHGBm are the densities of the hollow glass bead “as received” and “measured over pyrolysis residue,” respectively, while ρsg is the density of “solid glass” (2.55 g/cm3).

The flexural tests were carried out with an Instron universal testing machine, model 5569, according to ASTM D790 (Procedure A) standard test method. At least five test specimens were used for testing each formulation. The flexural test was performed with the support span-to-depth ratio = 16, support span (L) = 51.0 mm, rate of strain (Z) = 0.01 mm/mm/min, rate of crosshead motion (R) = 1.3635 mm/min and maximum strain = 5.0%. The presented flexural modulus data is the chord modulus taken between 0.05–0.25% strains, while the flexural strength data corresponds to the maximum flexural stress sustained by the test specimen during the bending test.
The fatigue at three-point bending tests were performed according to procedure A of the ASTM D7774-17 standard: Standard Test Method for Flexural Fatigue Properties of Plastics in a Bionix Servohydraulic Test System model 370 equipment, manufactured by the company MTS, using a 15 kN load cell, support span-to-depth ratio of 16:1, support span (L) of 51.0 mm and frequency of 5 Hz. The tests were carried out on three specimens per formulation, at room temperature (23°C) and under controlled displacement. Fatigue tests can be conducted under (i) controlled stress and (ii) controlled strain/displacement. As known, polymeric materials have poor thermal conductivity and consequently, the heat energy generated during cyclic loading will not be efficiently dissipated. As a result of such bulk temperature increase in the test specimen, the modulus decays. Under flexural fatigue test at controlled stress, the deflection will increase along with the decay in the modulus. An increase of the deflection will consequently increase the heat generation through mechanical hysteresis, resulting in the acceleration of heat buildup within the polymeric material. The fatigue test under controlled strain/displacement, on the other hand, can minimize the heat buildup due to mechanical hysteresis. In this method, the stress decay (“stress relaxation”) is measured as a function of the number of cycles. As the stress decreases with increasing number of fatigue cycles, the level of heat buildup per cycle will decrease, being more prone to fail by crack propagation. Considering the above, the fatigue tests in this study were carried out at controlled displacement of sinusoidal waveform, varying at 85 ± 5% of the yield deformation (offset 0.2%) obtained in the static flexural test of the formulation PP/GF(30)/HGB(3.5). In other words, an initial displacement was applied to reach 85% of the yield deformation (offset 0.2%) controlled by the equipment’s actuator, and the displacement was fluctuated by ±5% around this initial value and thus, being controlled for equivalent deformations of 80 to 90%. Further details of the employed displacement/deformation values are presented in Section 3 (“Results and discussions”).
In fatigue tests under alternating stress cycles with sinusoidal wave, the stress amplitude (σa) alternates around an average stress (σm), which is defined as the average between the maximum (σmax) and minimum (σmin) stress in the fatigue cycles. The stress ratio (R) corresponds to the relationship between the maximum and minimum stresses, being: (i) R = −1 test performed with mean stress equal to zero, that is, complete reverse cycle; (ii) −1 < R ≤ 0 or 0 ≤ R < 1, minimum stress different from the maximum stress and, therefore, the average stress is different than zero. This test mode results in the superposition of two types of loading, being a combination of fatigue, caused by cyclic stress and creep, resulting from the non-zero average stress. These parameters are calculated using Equations 3, 4 and 5.



Dynamic mechanical thermal analysis (DMTA) was carried out in a TA Instruments Q800 equipment. The analysis was performed under three-point bending method, with a constant strain amplitude of 60 µm (<1%, in the linear viscoelastic regime), frequency of 1 Hz, temperature range of −30°C to 100°C and heating rate of 3°C/min. All storage modulus (E’), loss modulus (E”) and mechanical damping factor (tan δ) results are presented as an average from triplicate DMTA runs for each composite formulation.
Results and discussion
Static flexural properties
Table 1 indicates the total nominal and real filler concentrations, and the static flexural properties results, as determined from the previously mentioned experimental procedures. The real total volume filler content was calculated by discounting the percentage of HGB breakage determined by Equation 2. The percentage of HGB breakage data, which varied between 8–12%, was shown and discussed in detail elsewhere. 30 Discussed in detail in that same previous work 30 and also presented here in Table 1 are the results of the static flexural tests. Briefly, comparing the reference binary composites at equivalent reinforcement volume content, one can observe that the addition of GF to the PP matrix has a much higher reinforcement effect on the flexural modulus and strength properties, as compared to the HGB-filled composites. This is proportional to the aspect ratio of each type of reinforcement, its effective solid volume content (much lower for HGB filler) and the preferential orientation of glass fibers along the mold fill direction. As expected, the static flexural modulus value increased from 1.2 GPa of neat PP homopolymer to 5.2 GPa for the binary PP/GF(30) composite. On the other hand, at nearly equivalent filler volume concentrations in the binary PP/HGB composite systems (filler aspect ratio = 1), the static flexural modulus values proportionally increased much less, to nearly 2.0 GPa and apparently independent of the degree of polymer-filler interfacial adhesion (HGB with and without aminosilane treatment). For the ternary hybrid PP/GF(30)/HGB composites, one can observe that the flexural modulus values remain practically unaltered with respect to that of their reference binary PP/GF(30) composite, irrespective of the content of untreated HGB filler, and increase slightly with aminosilane-sized HGB content.
Static flexural properties and the nominal and real GF/HGB content in binary and ternary PP composites.
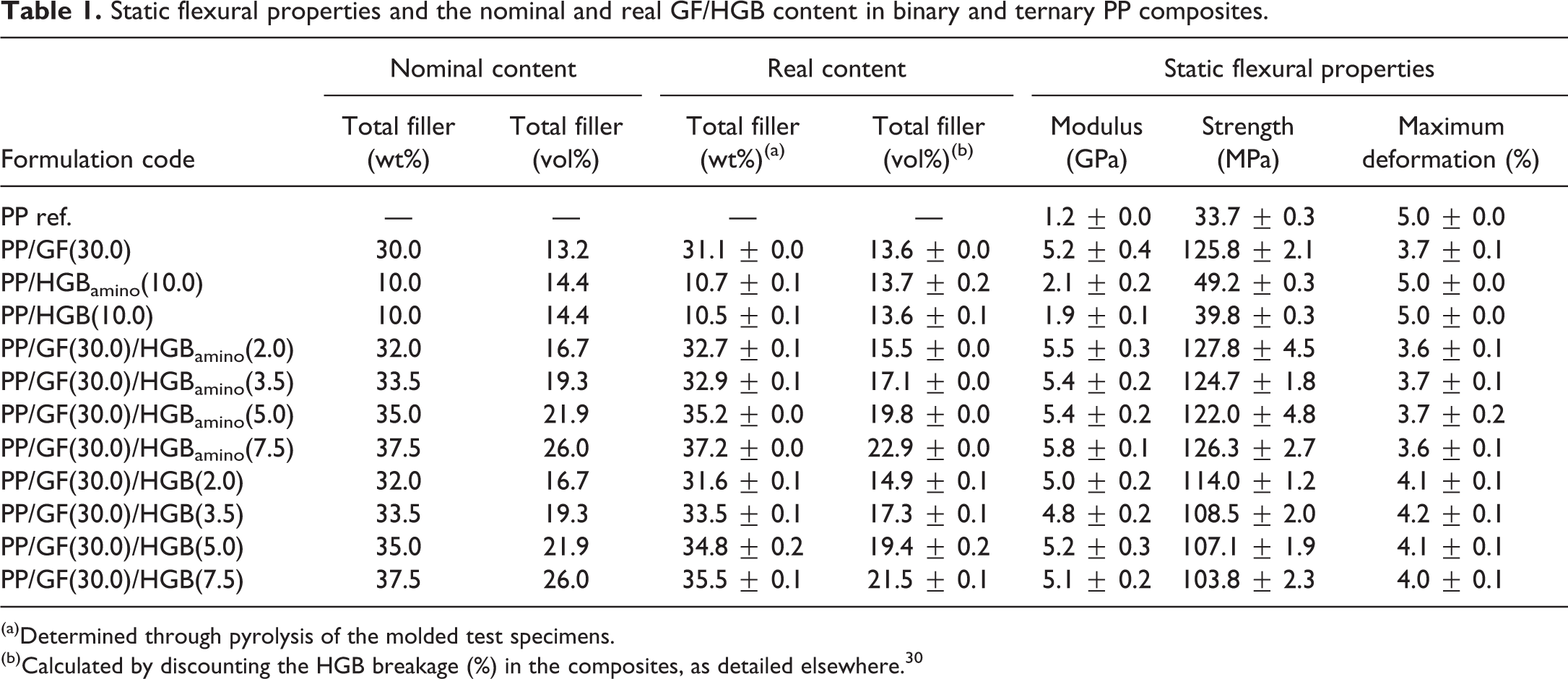
(a)Determined through pyrolysis of the molded test specimens.
(b)Calculated by discounting the HGB breakage (%) in the composites, as detailed elsewhere. 30
When evaluating the static flexural strength results, such low reinforcement efficiency of the HGB is also observed. The flexural strength of the reference PP matrix increased from 33.7 MPa to 125.8 MPa by the incorporation of approximately 14 vol.% (around 30 wt.%) of GF, while the same equivalent 14% volume content (around 10 wt.%) of HGB filler reached 39.8 MPa and 49.2 MPa for untreated and aminosilane-treated HGB, respectively. Although the reinforcing efficiency of HGB over the PP matrix is low, it is worth noting the significant difference of strength values among the composites containing the untreated and aminosilane-treated HGB, which can be attributed to distinct polymer-filler interfacial adhesions. The interfacial compatibilization of PP/glass filler composites with use of maleated-PP compatibilizer has been widely documented in the literature.30,45–51 In these studies, it is shown that the maleic anhydride (-MAH) functional group of PP-g-MAH may chemically react with the naturally occurring hydroxyl (-OH) groups present on the untreated borosilicate glass HGB particles through ring opening mechanism of the MAH or through physical secondary hydrogen bonding interactions. However, as reported by Orr et al., 47 the reactivity between the hydroxyl (-OH) and maleic anhydride (-MAH) functional groups through such ring opening mechanism of the MAH is quite low. Thus, in the case of PP composites with untreated HGB filler, only weak secondary hydrogen bonds are likely to occur. On the other hand, in the case of the PP composites containing aminosilane-treated HGB, the interfacial compatibilization is highly efficient as a result of strong amide and imide covalent bonds between amine (-NH2) and maleic anhydride (-MAH) co-reactive functional groups, which is of high reactivity according to Orr et al. 47 When it comes to the set of ternary composites of PP/GF(30)/HGB with increasing volume filler content, the flexural strength values remain practically unaltered with respect to that of their reference binary composite of PP/GF(30) when the filler is the aminosilane-treated HGB. On the other hand, increasing content of untreated HGB results in a nearly linear decay of the flexural strength values.
Fatigue
As previously mentioned in Section 2.4, the fatigue tests were performed under three-point bending, with controlled displacement at sinusoidal waveform, frequency of 5 Hz and at room temperature (23°C). Three specimens were tested per formulation until reaching 106 cycles each. An initial displacement, controlled by the equipment, of 1.72 mm was applied, equivalent to 85% of the yield deformation (offset 0.2%) of the PP/GF(30)/HGB(3.5) composite. This displacement was then varied by ± 5%, corresponding to the range of 1.61 to 1.82 mm. Table 2 shows, in detail, the procedure for defining the displacement values that were used.
Detailed procedure to define the displacement adopted during the flexural fatigue tests.
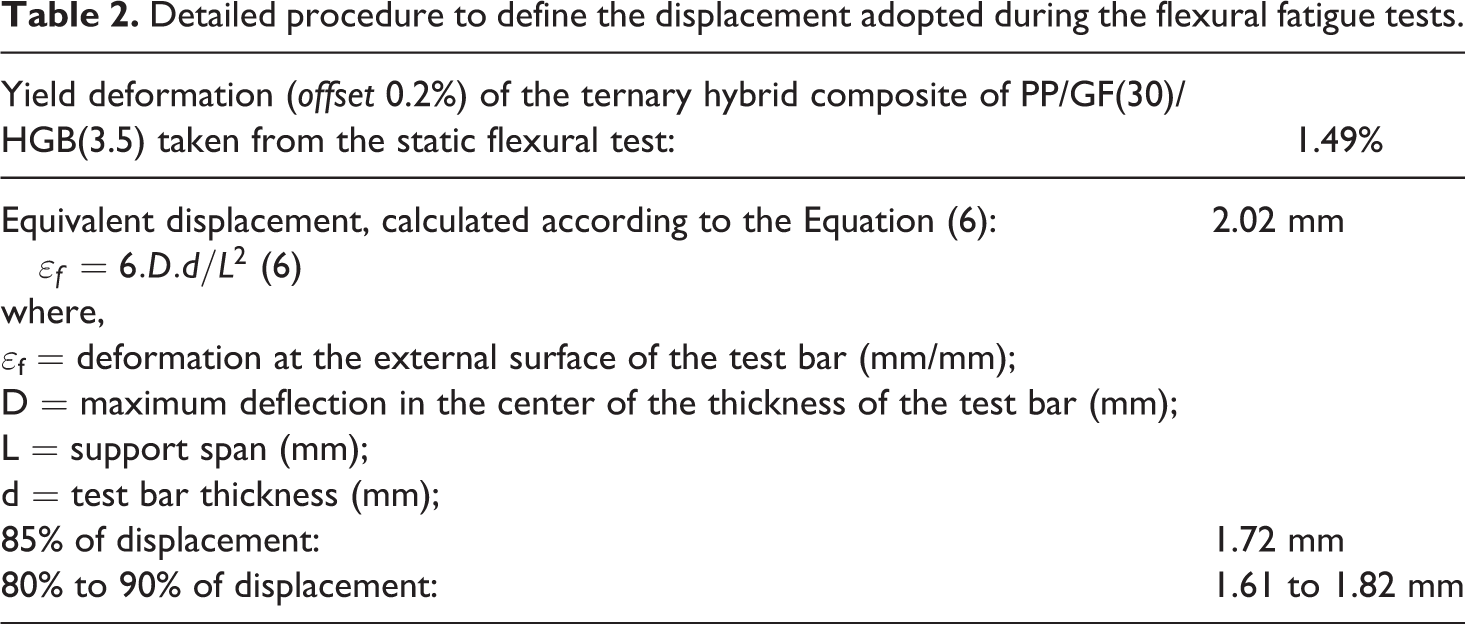
The choice for the fatigue test methodology under controlled displacement and at relatively low levels of deformation aimed to enable the tests to be conducted up to the proposed limit of 106 fatigue cycles without failure of the specimens, so that these test bars “after fatigue” could be further evaluated by DMTA.
The fatigue failure of plastic materials can be of two types: (i) Thermal failure, due to heating (and consequently, softening) of the polymer through mechanical hysteresis; (ii) Mechanical failure due to crack propagation. According to the literature,52,53 at low frequencies and low stress levels, the temperature in the polymeric specimen will rise and eventually reach a thermal equilibrium when the heat generated by the combination of internal friction and mechanical hysteresis equals the heat removed from the specimen by conduction. Some studies in the literature related to fatigue of PP/glass fiber composites under these conditions show temperature increase and further equilibrium at maximum 5°C.53–56 If the frequency or stress level is too high, the temperature will rise to the point where the test specimen softens and breaks before reaching thermal equilibrium. This mode of fracture is usually referred to as thermal fatigue.52,53 Polymer composites will have the crack initiation sites at stress concentrators caused by geometric discontinuities, especially pronounced at fiber ends.57,58 Additionally, the ends of the fibers have low adhesion to the matrix because there is no silane surface treatment at these points, since the fibers are broken during the extrusion and injection molding processes. Considering the above, it is worth mentioning that all samples in this study reached the defined value of 106 fatigue cycles without failure, neither thermal (monitoring over the test specimen surface showed maximum temperature increase of around 3°C), nor mechanical.
The stress relaxation amplitude as a function of the increasing number of fatigue cycles is shown in Figure 1 for each of the four systems evaluated under fatigue in the study, being: PP/GF(30), PP/GF(30)/HGB(3.5), PP/GF(30)/HGBamino(3.5) and PP/GF(30)/HGBamino(7.5). It is worth noting that the curves are plotted in a range of fatigue cycles from 103 to 106, in order to avoid deviations associated with the adjustments of the specimens in the initial fatigue cycles and to ensure stable stress readings. For each composite, the fitting curves using the least squares method between the three test specimens, considering a logarithmic approximation, are presented. From the corresponding equations, it was possible to obtain the stress relaxation rate as a function of the number of fatigue cycles (slope of the curves), as shown in Table 3.
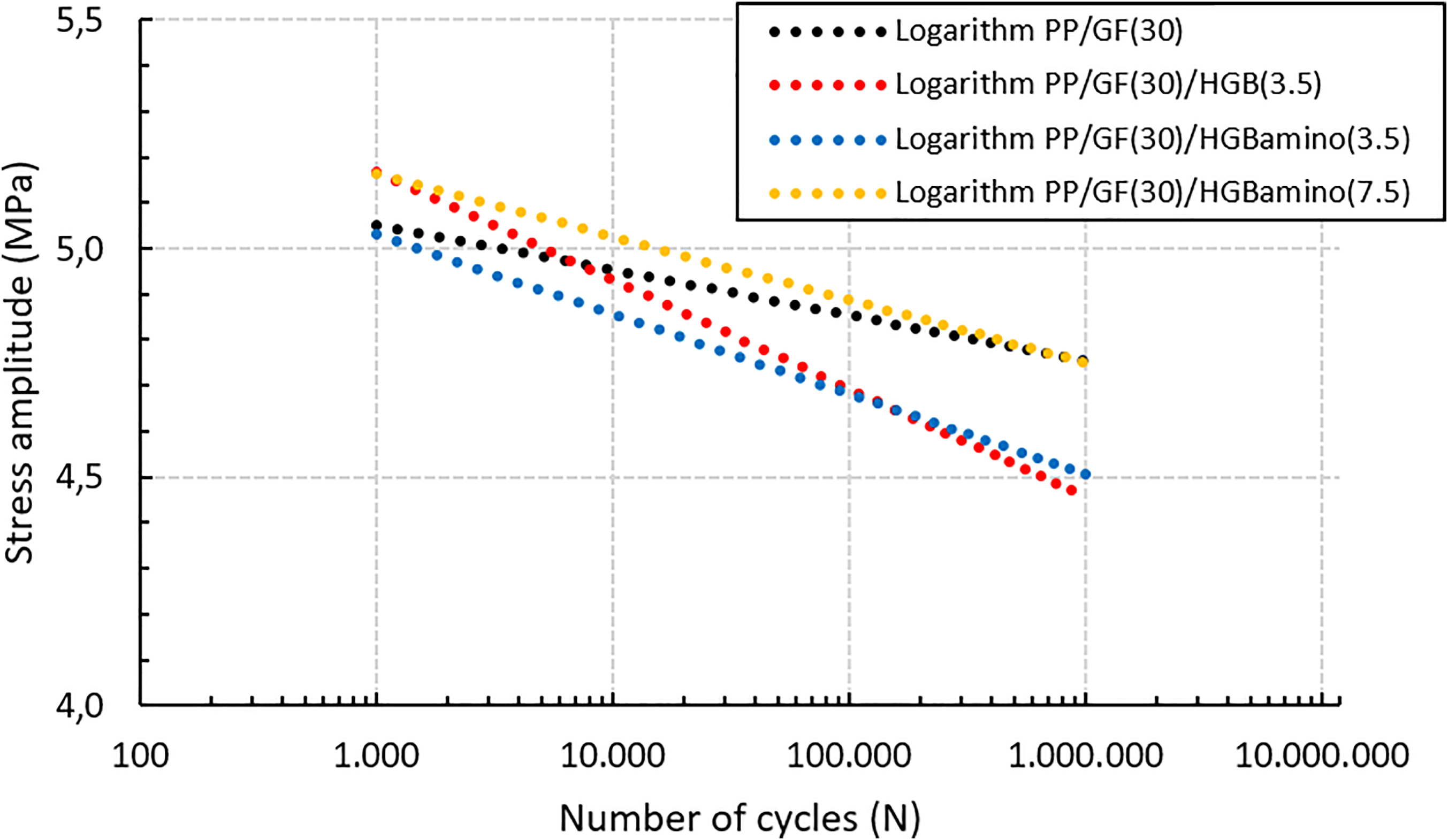
Logarithmic fitting curves of σa–N of each composite system. Fitting equations: y = −0.043.ln(x) + 5.3471 for PP/GF(30); y = −0.103.ln(x) + 5.879 for PP/GF(30)/HGB(3.5); y = −0.076.ln(x) + 5.5526 for PP/GF(30)/HGBamino(3.5); y = −0.060.ln(x) + 5.5756 for PP/GF(30)/HGBamino(7.5).
Fatigue test results.
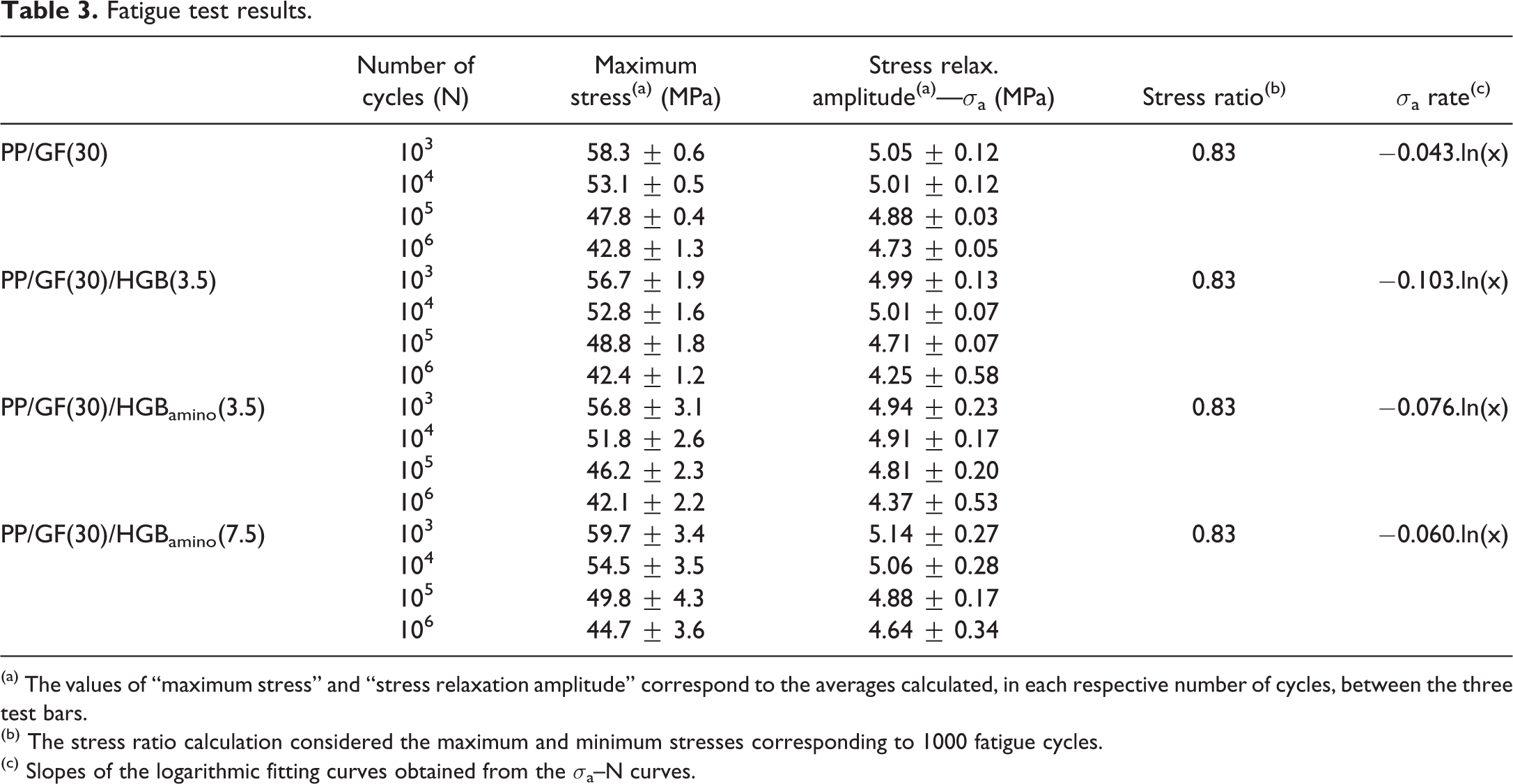
(a) The values of “maximum stress” and “stress relaxation amplitude” correspond to the averages calculated, in each respective number of cycles, between the three test bars.
(b) The stress ratio calculation considered the maximum and minimum stresses corresponding to 1000 fatigue cycles.
(c) Slopes of the logarithmic fitting curves obtained from the σa–N curves.
From the fitting curves and results presented in Figure 1 and Table 3, it is possible to observe a significant difference of behavior among the binary PP/GF(30) composite and the hybrid systems. The results indicate that the hybrid PP/GF(30)/HGB system showed a higher stress relaxation rate when compared to the binary composite with a corresponding glass fiber volume content, that is, PP/GF(30). In other words, while the hybrid composites of PP/GF(30)/HGB(3.5), PP/GF(30)/HGBamino(3.5) and PP/GF(30)/HGBamino(7.5) showed relaxation rates of −0.103.ln (x), −0.076.ln (x) and −0.060.ln (x), respectively, the binary composite of PP/GF(30) decreased by a rate of −0.043.ln (x). These results point to a slightly different behavior of the materials under static mechanical loading (and of short duration) compared to long-term dynamic loading (fatigue). Under static loading, the incorporation of untreated HGB results in the decrease of the flexural strength properties whereas for the case where the HGB contains the silane surface treatment, the properties are maintained equivalent to the binary PP/GF(30) composite. On the other hand, under dynamic loading (fatigue), the property decay is significantly greater for the hybrid composites than for the binary system, regardless of whether the HGB has the silane treatment or not. Thus, it is possible to affirm that, under fatigue loading, even the aminosilane-treated microspheres contribute, together with the glass fiber ends, to the property decay through decoupling phenomena. As expected, decoupling is greater as lower the degree of polymer-HGB interfacial adhesion and, therefore, the greater the decoupling of microspheres and fibers when the HGB does not have the aminosilane treatment, as previously discussed in the “Static flexural properties” section.
The choice of the hybrid formulations tested under fatigue aimed to evaluate the effect of different levels of interfacial interactions on the fatigue behavior of PP composites, as detailed below: Evaluate the influence of the degree of interfacial polymer-HGB adhesion, at the same total volume content of the hybrid reinforcement, when comparing the results of the ternary PP/GF(30)/HGB(3.5) and PP/GF(30)/HGBamino(3.5). Investigate the effect of increasing the total content of hybrid reinforcement for the same degree of interfacial polymer-HGB adhesion, when comparing the behaviors of PP/GF(30)/HGBamino(3.5) and PP/GF(30)/HGBamino(7.5) composites.
The results allow one to observe that, for the hybrid composites containing equivalent volume content of reinforcement (GF and HGB), the degree of polymer-HGB interfacial adhesion improved by the use of the aminosilane-treated HGB—PP/GF(30)/HGBamino(3.5)—results in a lower stress relaxation rate than that observed for the PP/GF(30)/HGB(3.5) composite, whose degree of polymer-HGB interfacial adhesion is inferior.
When evaluating the effect of the increasing content of treated HGB (HGBamino) into the PP/GF(30) reference binary composite, that is, as the total volume content of reinforcement increased from 13.6 vol.% (binary composite with 30 wt.% of GF) to a range around 17.1 vol.% (hybrid composite with 3.5 wt.% of HGBamino) up to 22.9 vol.% in the PP/GF(30)/HGBamino(7.5), would influence his behavior under fatigue, one can observe that the incorporation of HGBamino results in a decrease of the fatigue stress relaxation rate of the composites, going from −0.076.ln(x) to −0.060.ln(x) in hybrid composites containing 3.5 wt.% and 7.5 wt.% of HGBamino, respectively. The presence of a higher volume content of the particulate filler resulted in lower loss of property or, in other words, less relaxation of the maximum and minimum stresses throughout the fatigue test cycles.
Dynamic mechanical thermal analysis (DMTA)
In this study, the DMTA was used with the main objective of evaluating the characteristics of the interfacial interactions of PP matrix polymer with GF or GF/HGB reinforcements in the composites not subjected to fatigue (“as-molded”) and after 106 fatigue cycles.27,42,45,50,59–63
Storage modulus (E’) of as-molded samples
Dynamic mechanical thermal analysis of ternary hybrid composites of PP/GF/HGB as a function of different interfacial interactions between the components of the hybrid composite was extensively discussed in a previous work. 30 Briefly, in that work the DMTA results were used to corroborate the short-term mechanical performance of the analyzed ternary composites, in which higher storage modulus (E’) and lower mechanical damping (tan δ) values obtained at temperatures above 60°C (when residual interfacial thermal stresses are nullified) were precisely used to evidence the important role played by the interfacial interactions between the components of the hybrid composite in order to attain improved mechanical performance of ternary hybrid PP/GF/HGB composites. Such results are summarized in Table 4.
Storage modulus (E’), loss modulus (E”) and tan δ data for neat PP, maleated-PP matrix, reference binary PP/GF(30) and ternary PP/GF(30)/HGB composites.
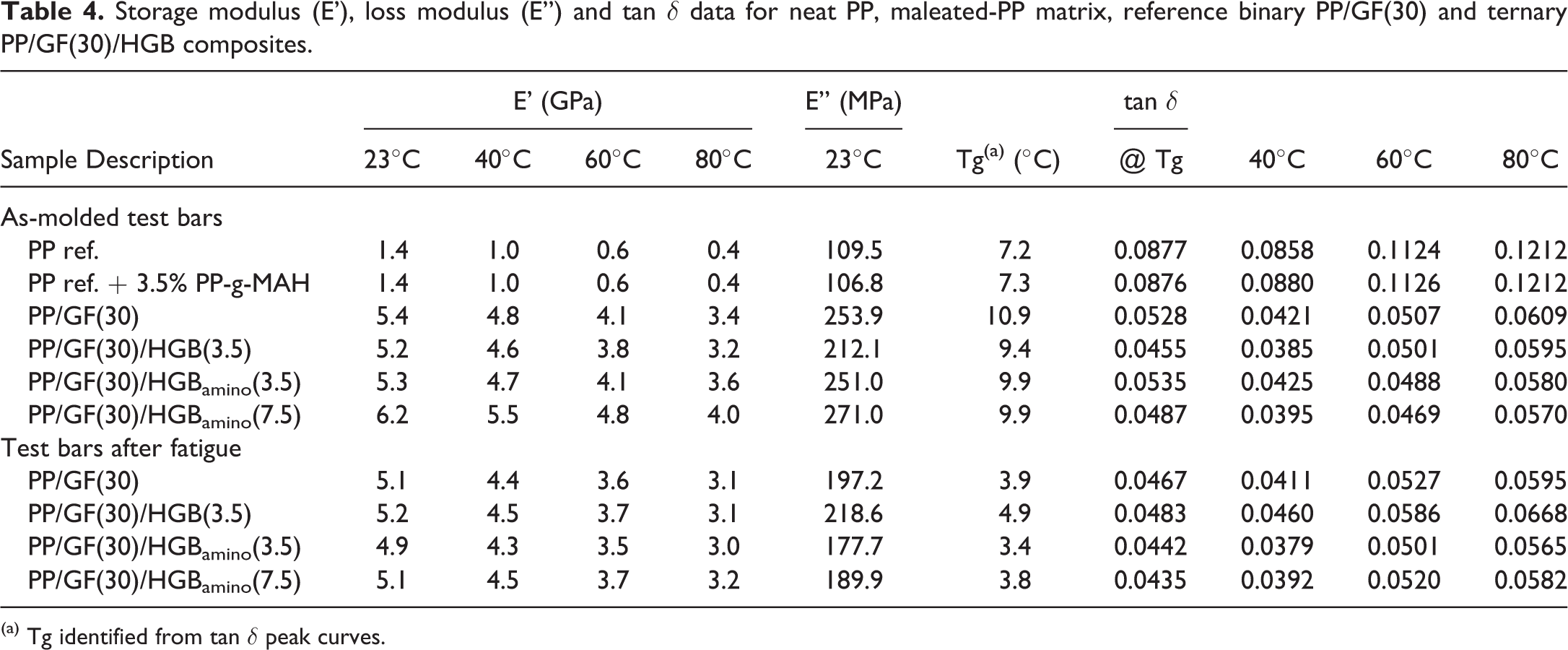
(a) Tg identified from tan δ peak curves.
Firstly, one can observe from the results presented in Table 4, an equivalence in the DMTA data between both reference PP matrix (indicated as “PP ref.”) and the modified base PP matrix with 3.5 wt.% of PP-g-MAH (corresponding to the maximum content of the compatibilizer in any of the analyzed PP composite systems). This equivalency in behavior between these two PP samples makes it possible to demonstrate that all further discussion about distinct degrees of polymer-filler interfacial adhesion throughout the work are valid. In other words, it is possible to say that the differences did not come from the modification of the polymer matrix itself, but are certainly due to the variances in the interfacial compatibilities between the MAH-modified PP matrix with the individual and hybrid GF/HGB reinforcements (especially with untreated and aminosilane-treated HGB).
When analyzing the storage modulus (E’) as a function of increasing temperature (as data shown in Table 4), it is noted a decrease in E’ values for all materials, as expected. It should be mentioned that the E’ values of the composites spread out significantly at temperatures above 60°C (when the effects of interfacial thermal stresses are nullified), as a clear indication of the contribution of the polymer-filler interfacial adhesion to the measured property.30,60,61,64,65 The storage modulus of the reference binary PP/GF(30) composite assumes intermediate values between the hybrid PP/GF(30)/HGB composites with untreated and aminosilane-treated HGB filler. The E’ values are lower in the case of the PP/GF(30)/HGB(3.5) composite, in which the polymer-particulate filler (HGB) interfacial adhesion is poor, while the ternary PP/GF(30)/HGBamino composites, in which the interfacial adhesion is good, present enhanced E’ values with respect to the reference binary PP/GF(30).
Loss modulus (E”) of as-molded samples
The loss modulus (E”) is associated with the energy dissipation as heat by the viscous component (out of phase) of the polymeric material when it is deformed. The loss modulus curves (E”) of the binary PP/GF(30) and the ternary PP/GF(30)/HGB(3.5), PP/GF(30)/HGBamino(3.5) and PP/GF(30)/HGBamino(7.5) composites, in the temperature range of −30°C to 100°C, are shown in Figure 2.
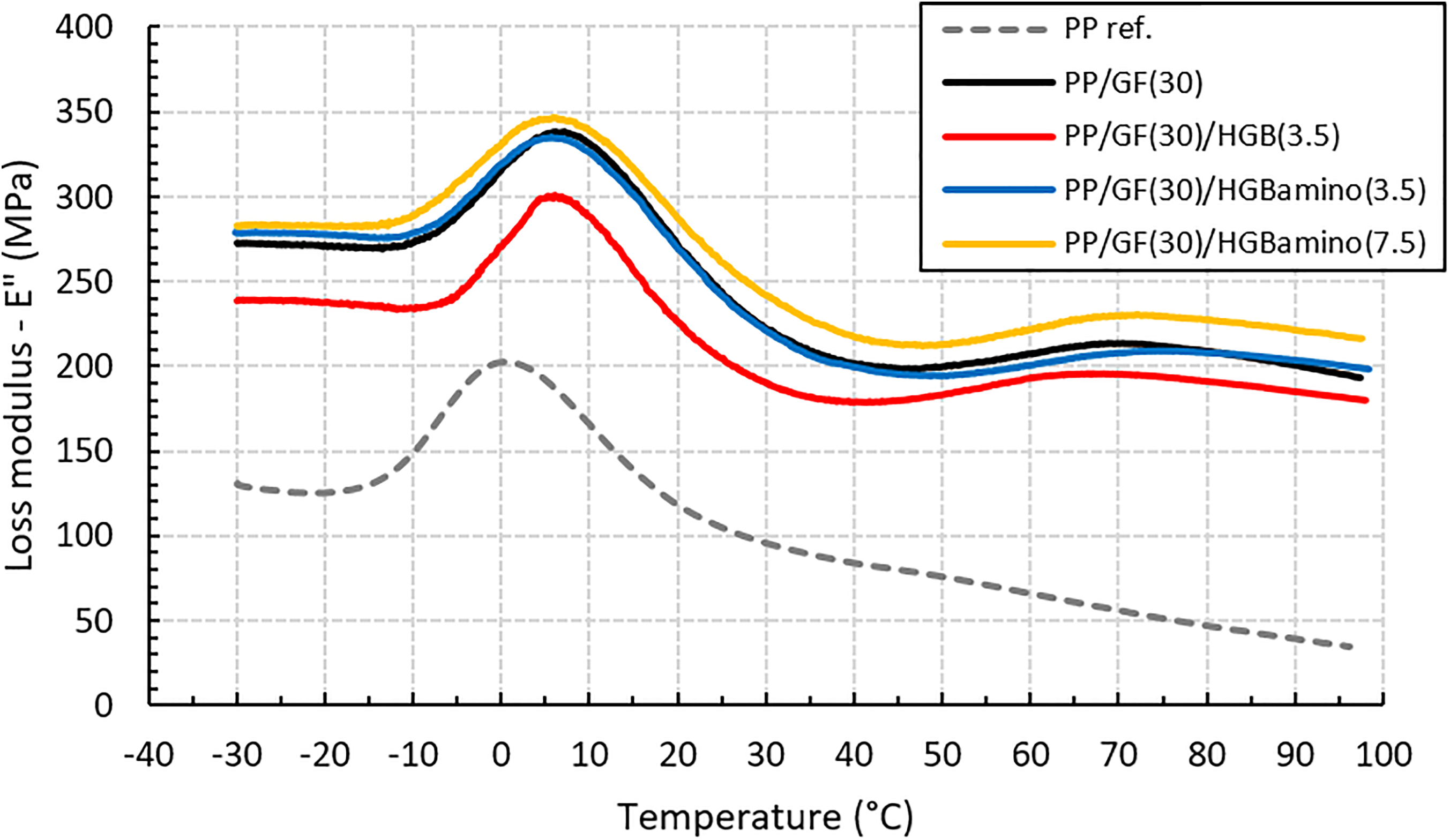
Loss modulus (E”) curves of as-molded test bars for the binary and ternary composites.
From the analysis of these results, it is observed that the heat dissipation by the viscous component occurs in greater intensity, reflected by curves in higher levels of E”, for the composites than for the reference polymeric material (PP ref.). Additionally, when comparing the E” curves of the composites over the entire temperature range, lower levels of E” are observed for the hybrid composite of PP/GF(30)/HGB(3.5), the one that contains the untreated HGB and, therefore, of low interfacial adhesion with the polymeric PP matrix. On the other hand, E” appears at higher levels for the PP/GF(30)/HGBamino(7.5) system, that is, the one with the highest reinforcement volume content and with good interfacial adhesion of the HGB with the PP matrix. This behavior is equivalent to that observed in composites reinforced with high aspect ratio particles and with good interfacial compatibility.61,66,67 The incorporation of inorganic reinforcements of “pure elastic” behavior to the polymer matrix results in a reduction of the volume fraction of the matrix; thus, when the interfacial adhesion between the reinforcements and the matrix is good, a strong restriction to the deformation of the polymer matrix due to the molecular anchoring exerted by the reinforcement particles on the polymeric chains exists. The increase in the volume fraction of such elastic reinforcement and, therefore, reduction of the volume fraction of the viscoelastic matrix causes, under a certain overall deformation of the composite, a larger deformation of the matrix itself. According to Ferry,68,69 the energy dissipation rate is defined as:

where, Ü is the energy dissipation rate, f is the frequency, J” is the loss compliance of the material (a function of frequency f and temperature T) and σ is the maximum stress. As the stress is proportional to the deformation and being “squared,” the contribution of viscous energy dissipation is amplified in the composite with high deformation of the matrix, resulting in loss modulus curves (E”) at higher levels. When interfacial adhesion is poor, as is the case of the ternary hybrid composite of PP/GF(30)/HGB(3.5), the molecular anchoring exerted by the reinforcements is smaller and, therefore, the deformation of the viscoelastic matrix is smaller. Thus, the contribution of the deformation of the matrix to the energy dissipation ends up being less intense. For the composites systems containing the aminosilane-treated HGB and, therefore, those composites where there is good interfacial compatibility between such filler and the matrix, the molecular restriction increases as the volume content of this reinforcement increases, with consequent greater viscous energy dissipation (greater E”) by deformation of the polymer matrix.
Mechanical damping factor (tan δ) of as-molded samples
The mechanical damping (tan δ) obtained from the DMTA temperature scan is a material characteristic related to its molecular relaxation, which values indicate how far the polymeric material’s solid-state mechanical behavior deviates from the ideal elastic condition.45,60,70,71 In polymeric composites, the interfacial interactions between the polymer matrix and the reinforcement components are more intense at or in the near vicinity of the reinforcement’s rigid surface, denominated as the interface or interphase region, which has properties deferring from those of the polymer matrix.4,5,60,61,63,70–73 In a simplified arrangement, Kubát et al. 60 defined the mechanical damping factor of a polymer composite (tan δc) as a function of the volume fractions (ϕ) of the reinforcement, interface or interphase and polymer matrix, as indicated by Equation 8:

where the indices “c,” “r,” “i” and “m” correspond to the composite, reinforcement, interface or interphase and polymer matrix, respectively. There are several aspects in this equation to be considered, which were extensively discussed elsewhere. 30 For the purpose of this present work, it is worth highlighting that strong polymer-filler interfacial interactions tend to reduce macromolecular mobility in the vicinity of the surface of the reinforcement particles, compared to the mobility present in the bulk matrix.60,61,70 However, in the condition of poor polymer-reinforcement interfacial adhesion, the contribution of the interface to the overall tan δc increases as a result of a large dissipation of heat related to the interfacial friction of the loose polymer chains at the reinforcement’s rigid surface. 60 This effect is predominantly evident when the residual interfacial thermal stresses are nullified, i.e. at temperatures higher than 60ºC for PP composites.30,45,60,61,64,74,75 These tan δ data along with the glass transition temperature (Tg) values are summarized in Table 4, in which an important difference of tan δ values is observed among all composite systems at the temperature of 80°C. The tan δ values decreases as high as the matrix restriction imposed by higher volume content of reinforcement along with a high adhesion degree of the reinforcements with the polymer matrix (the hybrid composites containing aminosilane-treated HGB). Then, decreasing tan δ values follow the order: PP/GF(30) > PP/GF(30)/HGB(3.5) > PP/GF(30)/HGBamino(3.5) > PP/GF(30)/HGBamino(7.5). When comparing the two sets of ternary composites with nearly identical total and relative volume contents of hybrid GF/HGB reinforcement (total 17.3 vol.% and 17.1 vol.% for the PP/GF(30)/HGB(3.5) and PP/GF(30)/HGBamino(3.5), respectively), one can observe a higher interfacial heat dissipation in the ternary composite with untreated HGB filler as a consequence of its lower polymer-reinforcement interfacial compatibility.
Storage modulus (E’) after fatigue
In Table 4, the storage modulus (E’) data of the binary and ternary PP composites after fatigue are presented comparatively to the values obtained from the analysis in the as-molded test bars.
The first observation is related to the decay of the storage modulus (E’) in post-fatigue composites when compared to their corresponding as-molded test bars, regardless of the total volume content of reinforcement and the polymer-HGB interfacial adhesion. This drop in E’ values for all evaluated composite systems is closely related to the loss of stiffness of the composites or, in other words, to the stress relaxation over the increasing number of cycles under fatigue, as indicated by the decreasing σa–N curves of Figure 1. It is understood that, as the fatigue cycles increase, some physical phenomena possibly take place in these composite materials, such as (i) strain softening of the PP matrix associated with heat buildup from mechanical hysteresis and (ii) decoupling of glass fiber ends, mainly those that are shorter, and decoupling of the HGB. Both phenomena can contribute to the modulus (E’) reduction of the composites.55–58
When comparing the storage modulus (E’) data of the PP/GF(30)/HGBamino composites presented in Table 4, that is, those systems in which there is good polymer-HGB interfacial adhesion, one can observe that the drop in E’ is more pronounced in the composite containing the highest total volume content of the hybrid reinforcement, which is PP/GF(30)/HGBamino(7.5). This decay was, at 23°C, in the order of 1.1 GPa (from 6.2 GPa in the as-molded test bar to 5.1 GPa in the post-fatigue test specimen), while in the PP/GF(30)/HGBamino(3.5) composite, the reduction was of 0.4 GPa (from 5.3 GPa to 4.9 GPa). The percentage reductions were 17.7% and 7.5% in the composites with 7.5 wt.% and 3.5 wt.% of HGBamino, respectively. These results are illustrated in Figure 3, along with the E’ percentage reductions of the other composite systems. Figure 3 also reveals that the smallest percentage reduction of the storage modulus after flexural fatigue occurred for the hybrid composite of PP/GF(30)/HGB(3.5), which is the one of lower polymer-HGB interfacial adhesion. Therefore, in this composite, the loss of stiffness under fatigue due to the combination of the strain softening, fiber end and HGB interfacial decoupling mechanisms is much less significant.
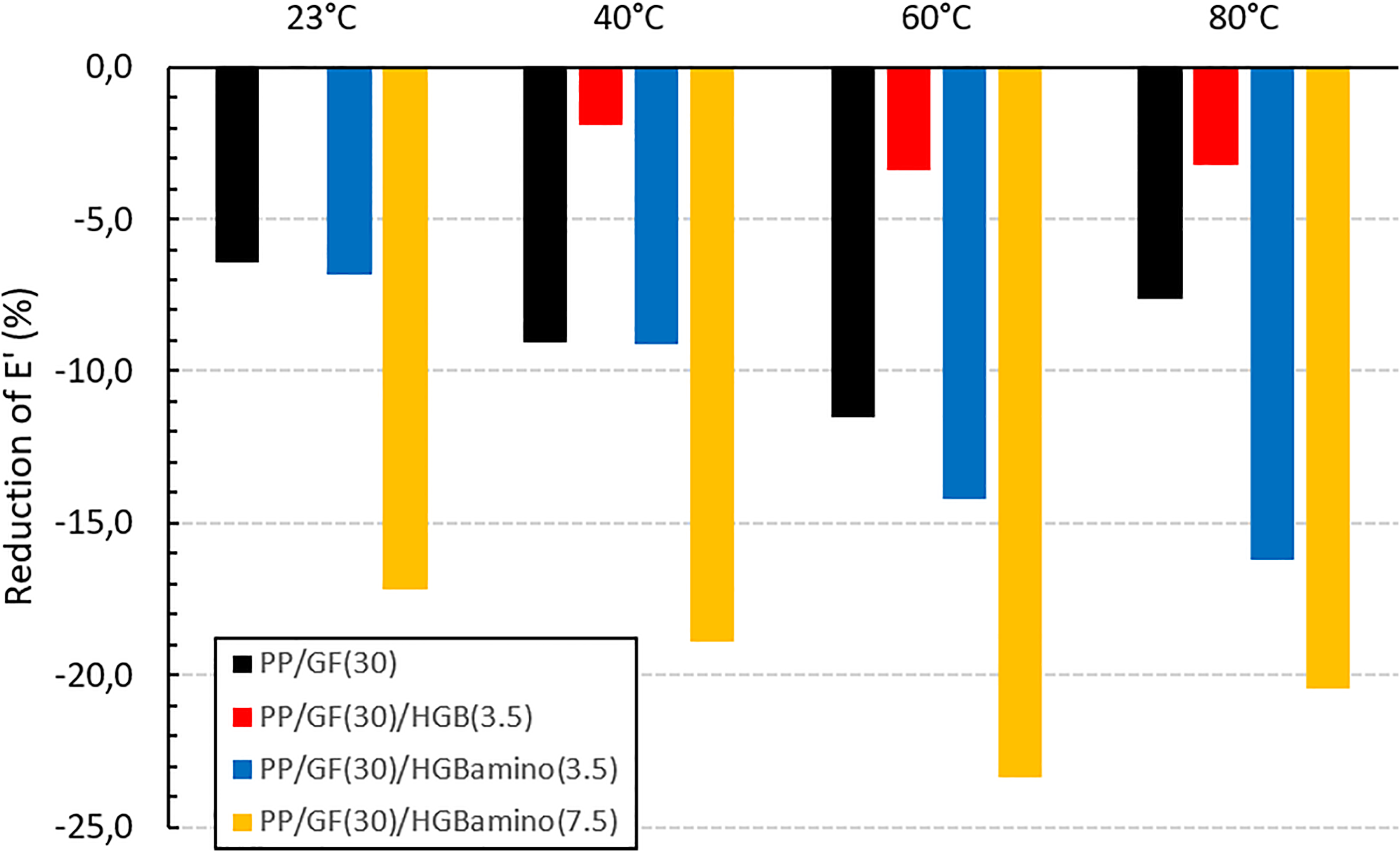
Percentage reduction of storage modulus (E’) in as-molded test bars and after fatigue.
Loss modulus (E”) after fatigue
Figures 4, 5 and 6 present the loss modulus (E”) curves of the composites obtained from DMTA analysis over post-fatigue and as-molded test bars. Figures 4 and 5, corresponding to the PP/GF(30) and PP/GF(30)/HGBamino composites, demonstrate a clear decrease in the peak of E” (associated with the glass transition temperature—Tg—of the materials), as well as a change of the curves to lower levels after flexural fatigue. These behaviors are linked to (i) the gain in mobility of the amorphous phase of the polymer matrix (reflected by the reduction of the Tg peak) in the composites after fatigue; this increase in mobility can be a result of both strain softening as well as the interfacial decoupling of the GF ends and HGB and, therefore, less macromolecular restrictions generated by the reinforcements over the PP matrix; and to (ii) lower levels of heat energy dissipation by the viscous component of the polymer matrix when subjected to a certain deformation. When composites whose reinforcements, binary or hybrid, have high interfacial compatibility with the polymer matrix, are subjected to flexural fatigue under controlled displacement, the high degree of macromolecular restrictions employed by the reinforcements results in a higher level of deformation/stress over the polymer matrix. When such level of deformation/stress over the matrix is higher, the viscous energy dissipation is more intense, as described by Ferry68,69 (Equation 7) and as discussed in Section 3.3.2. Thus, when the polymer matrix of the composites with good interfacial adhesion (PP/GF(30)/HGBamino composites) pass through strain softening, fiber end and HGB decoupling during the fatigue test, such post-fatigue test bars will present a matrix with lower degree of macromolecular restrictions and, therefore, minor deformation levels. Consequently, they will have lower heat energy dissipation, reflected by inferior curves obtained in DMTA analysis.
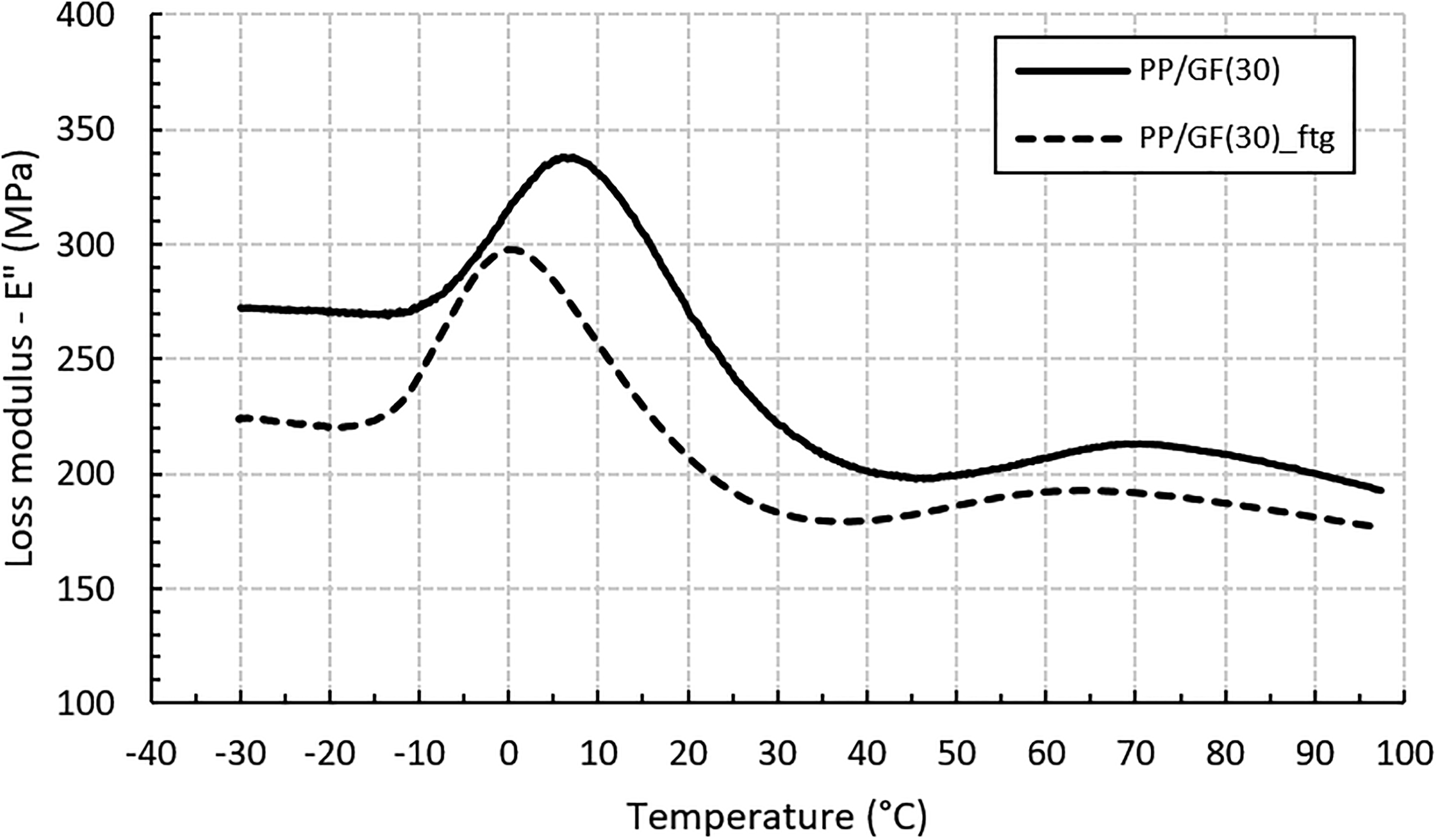
Loss modulus (E”) curves of as-molded test bars and after fatigue for the binary PP/GF(30) composite.
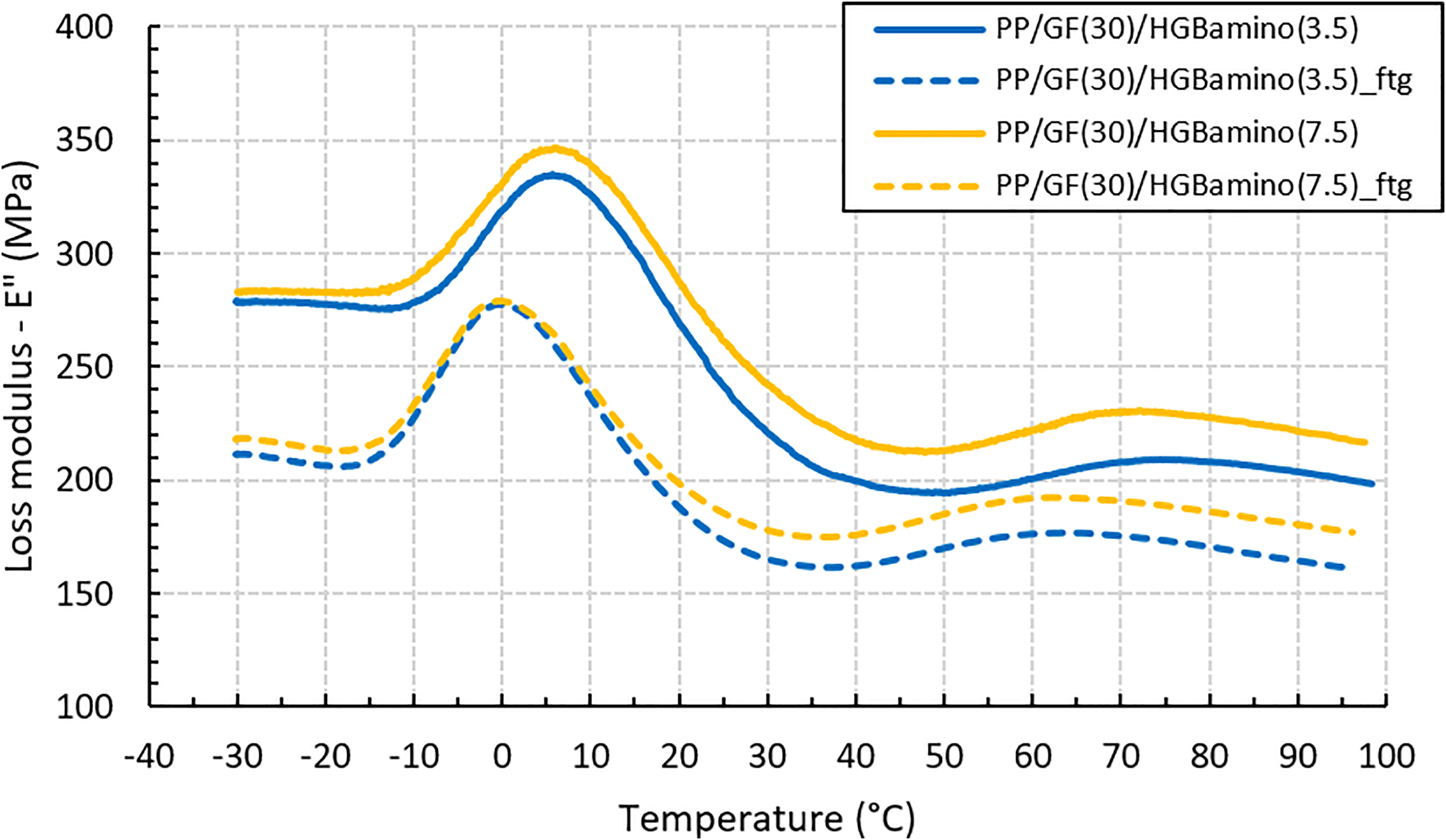
Loss modulus (E”) curves of as-molded test bars and after fatigue for the ternary hybrid PP/GF(30)/HGBamino(3.5) and PP/GF(30)/HGBamino(7.5) composites.
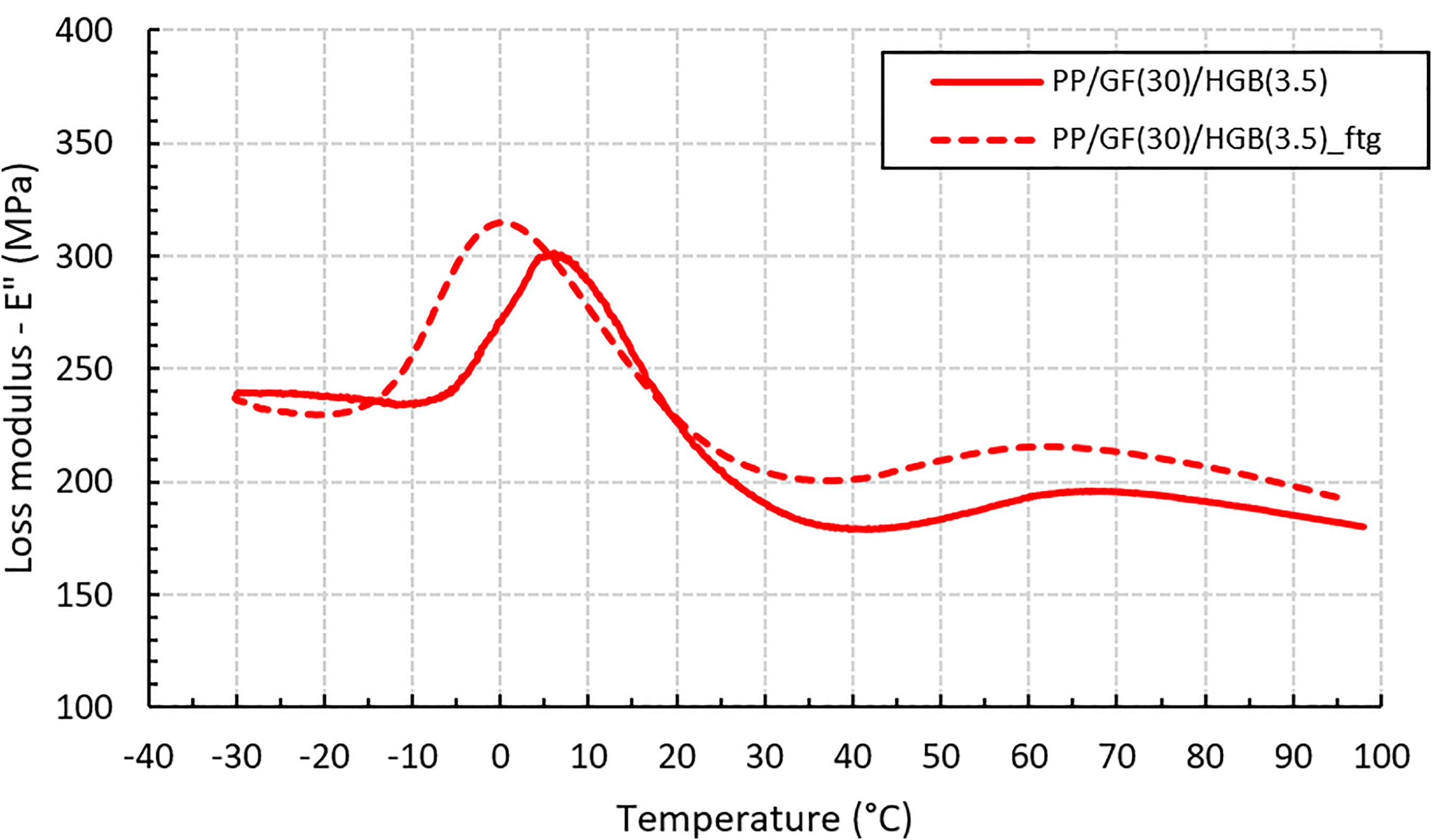
Loss modulus (E”) curves of as-molded test bars and after fatigue for the ternary hybrid PP/GF(30)/HGB(3.5) composite.
The behavior of the composite with low polymer-HGB interfacial adhesion, which is PP/GF(30)/HGB(3.5), shown in Figure 6, similarly reveals a drop in the Tg value of the polymer toward lower temperatures when subjected to fatigue. However, the viscous energy dissipation, reflected by the E” curve, remains at a level close to that of the as-molded composite. This behavior can be understood as a practically equivalent microstructure in the as-molded and post-fatigue composites. In other words, the low degree of polymer-HGB interfacial adhesion interferes in the microstructure of the composite such as a premature fiber end and HGB decoupling results in similar degrees of macromolecular restrictions, exercised by the reinforcements over the matrix, for both “before” and “after” fatigue conditions. Thus, the imposed strain/stress are not much distinct and, consequently, the energy dissipation revealed by the E” curves appear at very close levels in both as-molded and post-fatigue composites.
Mechanical damping factor (tan δ) after fatigue
In Figures 7, 8 and 9 the tan δ curves as a function of temperature are presented for the binary and ternary hybrid composites obtained from the analysis over as-molded and post-fatigue test bars.
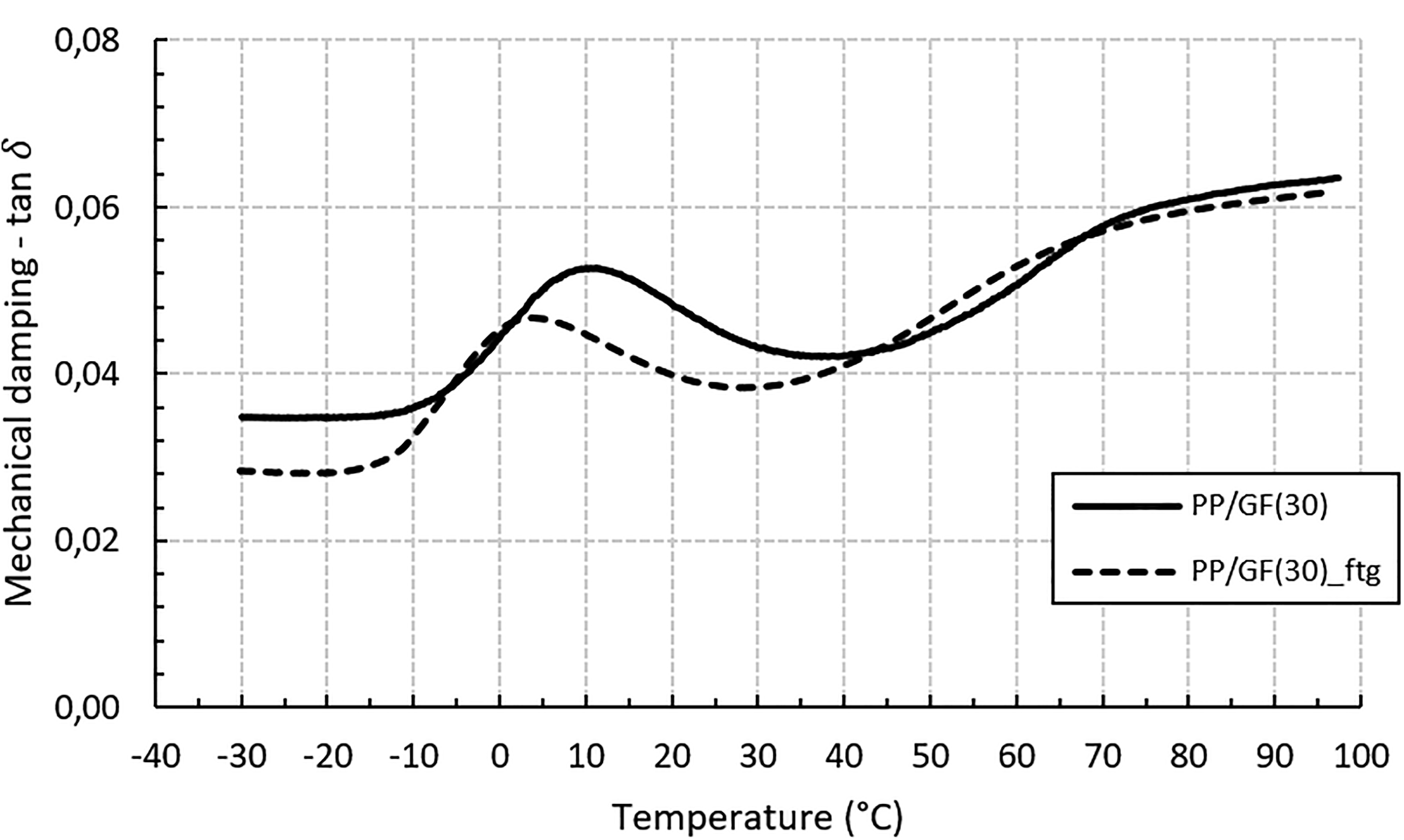
Mechanical damping (tan δ) curves of as-molded test bars and after fatigue for the binary PP/GF(30) composite.
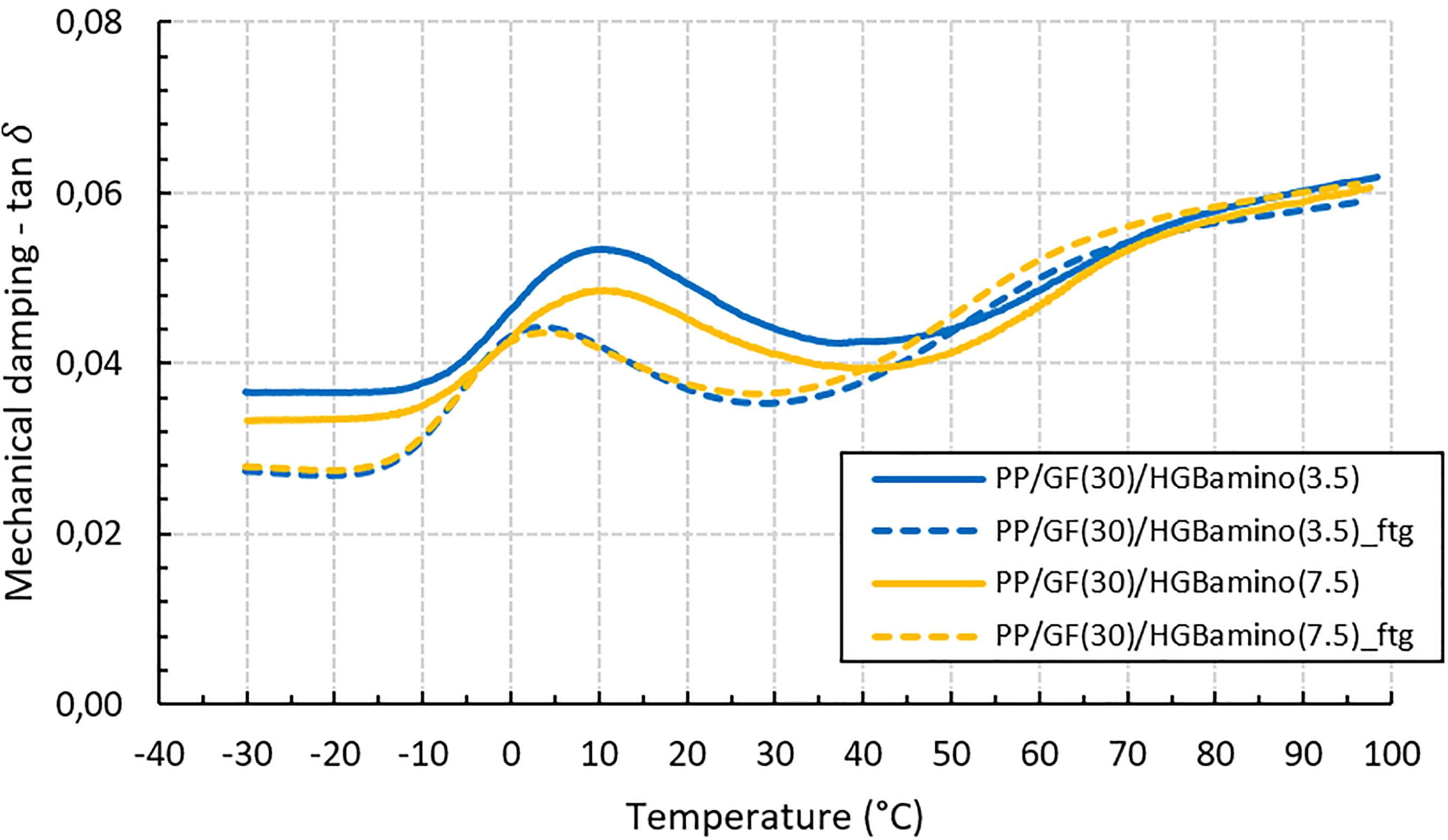
Mechanical damping (tan δ) curves of as-molded test bars and after fatigue for the ternary hybrid PP/GF(30)/HGBamino(3.5) and PP/GF(30)/HGBamino(7.5) composites.
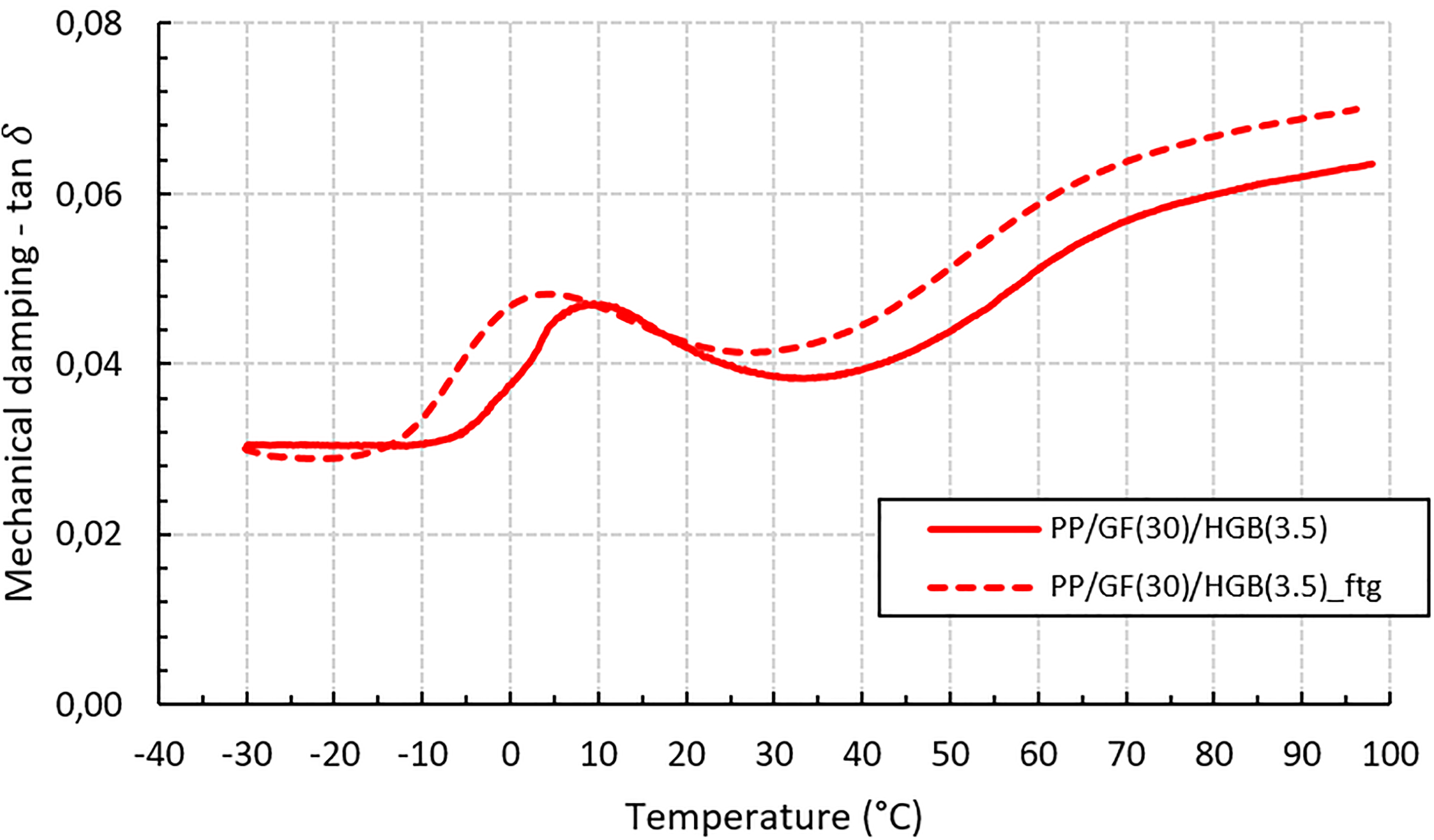
Mechanical damping (tan δ) curves of as-molded test bars and after fatigue for the ternary hybrid PP/GF(30)/HGB(3.5) composite.
The first observation consists in the fact that the Tg, obtained from the peak of tan δ, decreases for all the composite systems analyzed, as previously shown in the discussion over the loss modulus curves (E”). The Tg values are shown in Table 4 as well. This phenomenon of Tg reduction occurs due to the lower restriction to molecular mobility resulting from the strain softening of the polymer matrix and the decoupling of the reinforcements (particularly, the hollow glass beads and fiber ends) with fatigue. The second relevant point is that the tan δ property at temperatures above 60°C, where the interfacial thermal stresses were relieved and, therefore, the degree of polymer-reinforcement interfacial adhesion is highlighted,66,67 assumes practically indistinguishable values between the analysis over as-molded and post-fatigue for the composite systems of PP/GF(30), PP/GF(30)/HGBamino(3.5) and PP/GF(30)/HGBamino(7.5). These composites are those in which the degree of interfacial compatibility between the polymer matrix and the hybrid components (GF and HGBamino) is high. Thus, it is possible to infer that the presence of the aminosilane-treated HGB does not undergo significant decoupling from the matrix and does not significantly influence the degree of decoupling of the glass fibers (which would be reflected by higher tan δ values, resulting from greater polymer-reinforcement interfacial friction). This observation is regardless of the total volume content of reinforcement in these composites; in other words, even at increasing HGBamino volume content and, consequently, at decreasing interparticle distance within the hybrid reinforcements, the interfacial interactions are positive and the glass fibers maintain their adhesion to the PP matrix; i.e. in these composites, the glass fibers keep their function of mechanical reinforcement of the polymer matrix. Thus, under both static/short-term flexural test and dynamic/long-term flexural fatigue test, the matrix-GF and matrix-HGBamino interfaces remain virtually unchanged, which is consequently reflected by: (i) constant static flexural modulus and strength properties at increasing volume content of the aminosilane-treated HGB compared to that of the binary PP/GF(30) composite and, (ii) under flexural fatigue, the stress relaxation being resultant mainly from the viscous/heat energy dissipation of the polymer matrix (resulting from mechanical hysteresis), while the contribution of the interfacial decoupling (measured by tan δ) wasn’t much significant.
On the other hand, in the PP/GF(30)/HGB(3.5) composite, in which the HGB filler has low interfacial adhesion with the PP matrix, the tan δ property values at temperatures above 60°C reveal significant differences between the as-molded and post-fatigue composites. One can observe that tan δ assumes higher values in the post-fatigue composite, which indicates greater heat dissipation by interfacial friction as a result of decoupling of the reinforcements (HGB and GF ends). This phenomenon is revealed either in the dynamic/long-term test (fatigue), as a significant stress relaxation rate and, in the static/short-term test, as decreasing flexural strength properties with increasing volume content of untreated HGB compared to the reference binary PP/GF(30) composite.
Conclusions
Dynamic Mechanical Thermal Analysis (DMTA) results could successfully reveal the hybrid composites behavior at the microstructural level when they were submitted to both static/short-term flexural test and dynamic/long-term flexural fatigue (after 106 complete cycles), depending on the degree of interfacial interactions between the polymer matrix of PP and the hybrid reinforcements of GF and HGB (with and without aminosilane surface treatment).
When the matrix-HGB adhesion is good (true for the aminosilane-treated HGB, i.e. the ternary hybrid PP/GF(30)/HGBamino(3.5) and PP/GF(30)/HGBamino(7.5) composites), the DMTA results (storage modulus—E’, loss modulus—E” and tan δ) corroborate that under both static/short-term flexural test and dynamic/long-term flexural fatigue test, the matrix-GF and matrix-HGBamino interfaces remain virtually unchanged. In other words, when the low aspect ratio filler (HGBamino) does not impair the integrity of the fiber-matrix interface and its reinforcing effect over the PP matrix, which is reflected by (i) constant static flexural modulus and strength properties at increasing volume content of the HGBamino compared to that of the binary PP/GF(30) composite and, (ii) under flexural fatigue, by the stress relaxation being resultant mainly from the viscous/heat energy dissipation of the polymer matrix (resulting from mechanical hysteresis), while the contribution of the interfacial decoupling (measured by tan δ) is not much significant.
On the other hand, when the interfacial adhesion between the polymer matrix and HGB is weak, as occurs for the PP/GF(30)/HGB(3.5) composite, the DMTA results indicate high heat/viscous energy dissipation by interfacial friction as a result of decoupling of the reinforcements (HGB and GF ends). This phenomenon is observed either in the dynamic/long-term test (fatigue), as a significant stress relaxation rate and, in the static/short-term test, as decreasing flexural strength properties with increasing volume content of untreated HGB compared to the reference binary PP/GF(30) composite.
Footnotes
Acknowledgments
The author gratefully acknowledges the support provided by the companies 3M do Brasil Ltda., Braskem S.A., CPIC Ltda., Addivant-SI Group and BASF in providing the raw materials used in this work. This study was partially financed by the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior—Brasil (CAPES—Finance Code 001) and is part of the doctoral thesis of the author, approved by the Postgraduate Program in Materials Science and Engineering (PPG-CEM) of Universidade Federal de São Carlos, Brazil.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.