
Abstract
This work proposed an efficient method to synthesize acrylonitrile-butadiene-styrene (ABS) copolymer and α-Methylstyrene (α-MSt)/N-phenylmaleimide (NPMI)/Acrylonitrile (AN) (MSAMI) random copolymer via emulsion polymerization, aiming to combine the excellent heat resistance of MSAMI and numerous advantages of ABS resin including mechanical properties, processing and recyclability. The effects of the MSAMI content and α-MSt/AN ratio on the thermal performance, mechanical properties and the morphology of heat-resistant ABS were investigated by FITR, dynamic mechanical analyses (DMA), Vicat Softening Temperature (VST), Thermogravimetric Analysis (TGA) and Scanning Electron Microscope (SEM). As a result, the heat-resistant of ABS resin was obviously enhanced by MSAMI, and its glass transition temperature (Tg) could be extended with the increase of NPMI content. The Tg could reach 173°C when NPMI content was 20% at the same trend as the VST. Synthetically, the contradiction between the heat resistance and mechanical properties of ABS resin reached a good balance when the NPMI content was 15% and α-MSt/AN ratio was 69/31. In SEM, the fracture morphology of the heat-resistant ABS resin was gradually tended to be smooth with the increase of the NPMI content. Therefore, the MSAMI random copolymer was successful prepared, which provided insight for the synthesis of heat-resistant modifiers and promoted the potential application of heat-resistant modifiers in automobiles and aircraft.
Introduction
As well known, ABS 1 was an excellent thermoplastic engineering material, which had good processability, low price and chemical resistance. It was widely used in many fields such as automotive, electronics, aerospace, ship, computer, communication, 3D printing, building material.2,3 However, it had poor heat resistance and lost to maintain its excellent physical and mechanical properties when heated, which led to limit its underlying applications.
In recent years, many methods4–10 have been adopted in order to improve heat resistance of polymer materials. Hashima et al. 11 successfully developed the tough poly(butylene terephthalate) (PBT) alloys with good heat resistance by blending PBT with poly(ethylene-co-glycidyl methacrylate) (EGMA) together with linear low density polyethylene (LLDPE) and hydrogenated styrene-butadiene-styrene block copolymer (SEBS).The improved heat resistance and thermomechanical properties of PLA/short basalt fibers (SBF) composites were achieved, and the heat deformation temperature (HDT) was increased from 62.5°C to158.8°C when crystallinity was increased from 44.3% to 67.7%. Jar et al. 12 reported that the mechanical toughness of modified ABS alloys was prepared by blending ABS graft copolymers, styrene-maleic anhydride-phenylmaleimide copolymers (SMI) and styrene-acrylonitrile copolymers (SAN). It was found that the introduction of SMI into ABS alloys could to dramatically improve the heat resistance. Al-Haik et al. 13 addressed the effect of nanocrystalline cellulose (NCC) on the mechanical and thermal properties of polypropylene (PP). The results showed that the introduction of NCC improved the mechanical properties and thermal stability of PP.
The quest for engineering applications necessitated the development of high-performance polymer materials with excellent heat resistance and toughness. Unfortunately, it was difficult to give consideration to both mechanical and thermal properties for engineering plastics including thermosets and thermoplastics. Here, we reported a new strategy for the simultaneous improvement of heat resistance and toughness of rubber-modified plastics consisting of dispersed phase polymer and continuous phase polymer. In this work, we carried out the synthesis of acrylonitrile-butadiene-styrene (ABS) copolymer via grafting styrene (St) and acrylonitrile (AN) onto polybutadiene (PB) latex in emulsion polymerization, and α-methyl styrene-acrylonitrile-N-Phenylmaleimide (MSAMI) copolymer was synthesis, both of which were blended to obtain heat-resistant ABS material. The focus would concentrate on thermal properties, mechanical properties, thermal stability and morphology of heat resistance ABS.
Experimental
Materials
Styrene (St, ≥98%), α-Methylstyrene (α-MSt, ≥98%), and N-phenylmaleimide (NPMI, ≥98%) used in this study were purchased from Aladdin Industries Inc (USA). Acrylonitrile (AN, ≥98.5%) and Polybutadiene latex (PBL, ≥98%) were supplied by Jilin Chemical Industry Group synthetic resin factory, Jilin, China. Potassium persulfate (KPS, ≥99.5%) was implemented as initiator, which was provided by Tianjin Fuchen Chemical Co., Tianjin, China, and sodium dodecyl benzene sulfonate (SDB, ≥98%) was applied as emulsifier. Anhydrous magnesium sulfate (MgSO4, ≥98%), calcium stearate, cumene hydroperoxide (CHP, ≥98%), and tert-dodecyl mercaptan (TDDM, ≥98%) were commercial and the deionized water was utilized in this work.
Synthesis of acrylonitrile-butadiene-styrene (ABS) graft copolymers
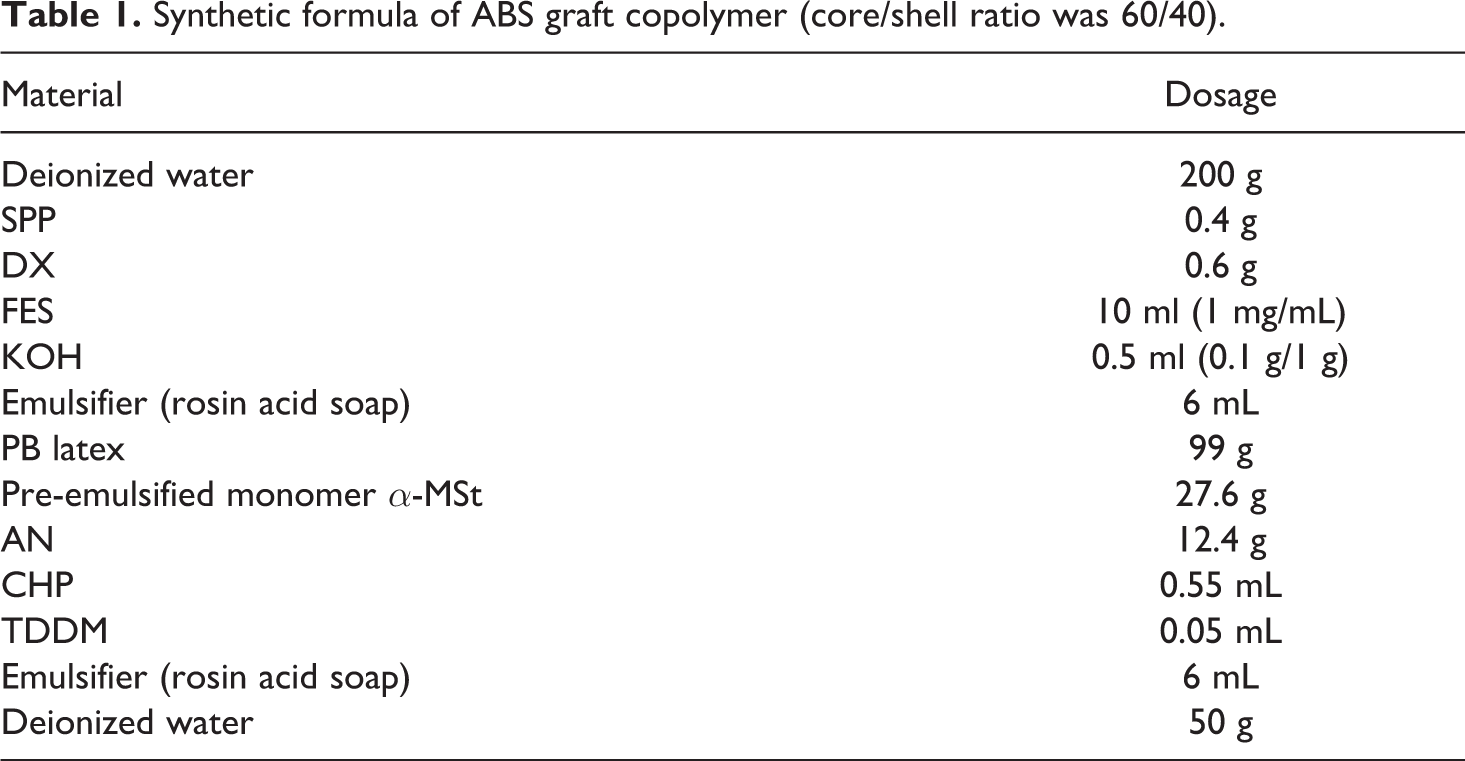
The ABS graft copolymers were fabricated by grafting styrene (St) and acrylonitrile (AN) monomers onto polybutadiene latex particles (PBL). The redox initiator system consisted of dextrose (DX), ferrous sulfate (FES), cumene hydroperoxide (CHP), and sodium pyrophosphate (SPP). The emulsion graft polymerization was performed in 1 L glass reaction under nitrogen at the temperature of 65°C, and the reaction was carried out under an alkaline condition at pH10. The deionized water, SPP, DX, FES, KOH, emulsifier, and PB latex were added to the reactor system and stirred for 10 min under nitrogen to remove oxygen from the system, and then the mixture of the deionized water, emulsifier, St, AN, CHP and chain transfer agent, tert-dodecyl mercaptan (TDDM) were added in a continuous feeding way to the reactor system. The polymers were isolated from the emulsion by demulsification, which was desiccated in a vacuum oven at 60°C for 24 h before being used. The core-shell ratio of ABS graft copolymer was 60/40 and the synthetic formula was shown in Table 1.
Synthetic formula of ABS graft copolymer (core/shell ratio was 60/40).
Synthesis of MSAMI copolymer
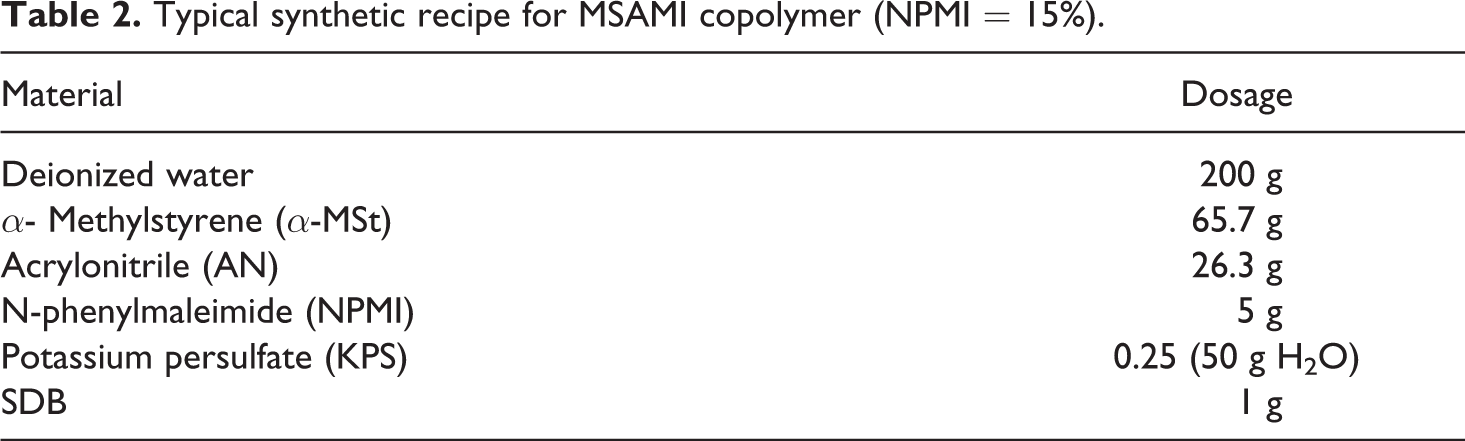
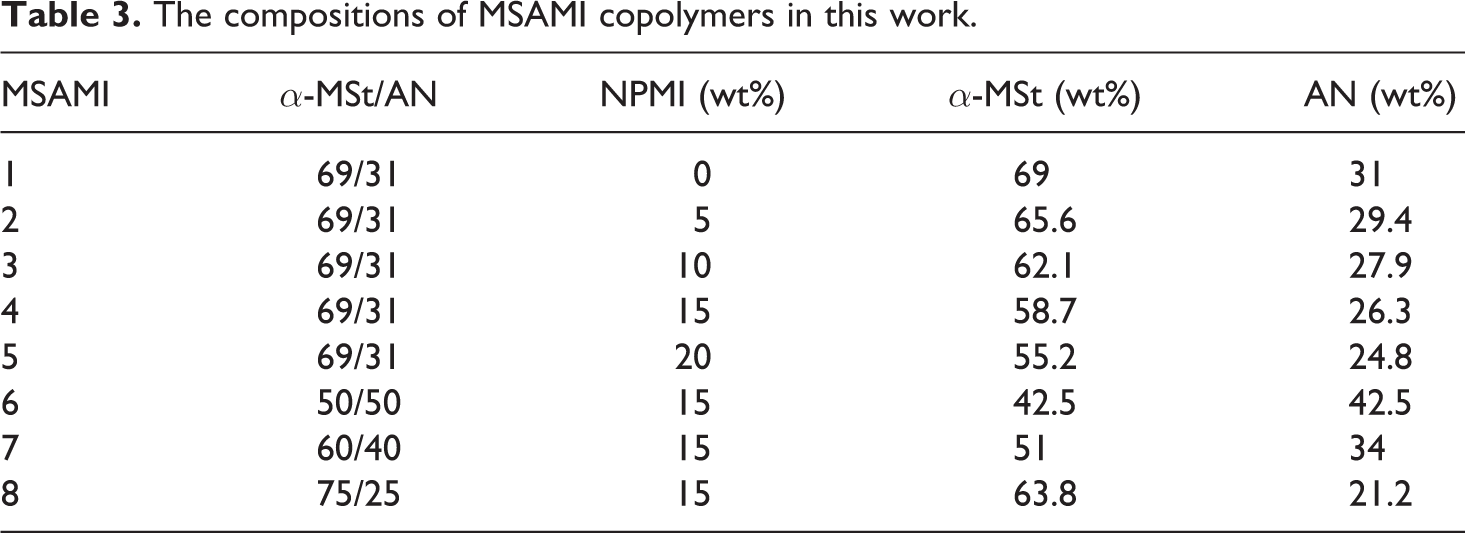
The random copolymers poly(α-methylstyrene-co-acrylonitrile-co-N-phenylmale- imide) (MSAMI) were synthesized via emulsion polymerization. Firstly, SDB and deionized water were added to glass reaction and stirred for 10 min to dissolve completely. After α-MSt, AN, NPMI and KPS were charged into the glass reaction, and the temperature was stirred at 75°C for 4 h under nitrogen. Then, the copolymer was cooled to room temperature, and antioxidant was added into reaction system. Eventually, anhydrous magnesium sulfate solution with the concentration of 1% was introduced into the reaction system for demulsification. The copolymer powders were collected and dried under vacuum at 60°C for 24 h. The synthetic formula and compositions of MSAMI copolymers in this work were listed in Tables 2 and 3 and reaction equation was shown in Figure 1.
Typical synthetic recipe for MSAMI copolymer (NPMI = 15%).
The compositions of MSAMI copolymers in this work.
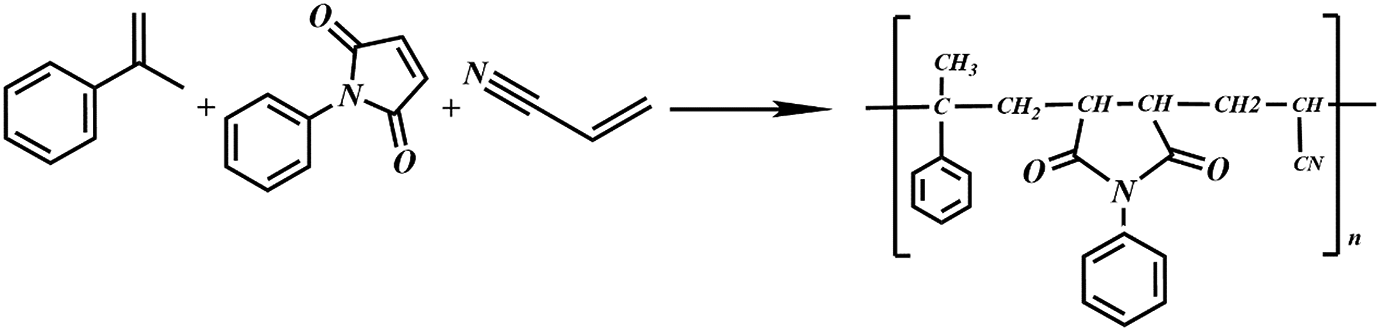
Reaction equation of MSAMI resins.
Preparation of heat resistance ABS material
Heat resistance ABS materials were fabricated by blending MSAMI copolymer and ABS graft copolymer on a two-roll mill. In all the blends, the weight ratio of ABS and MSAMI was kept at the same level of 75/25. For all the blends, the temperature was set at 185°C for about 5 min. Schematic diagram and of heat-resistant ABS material was shown in Figure 2.
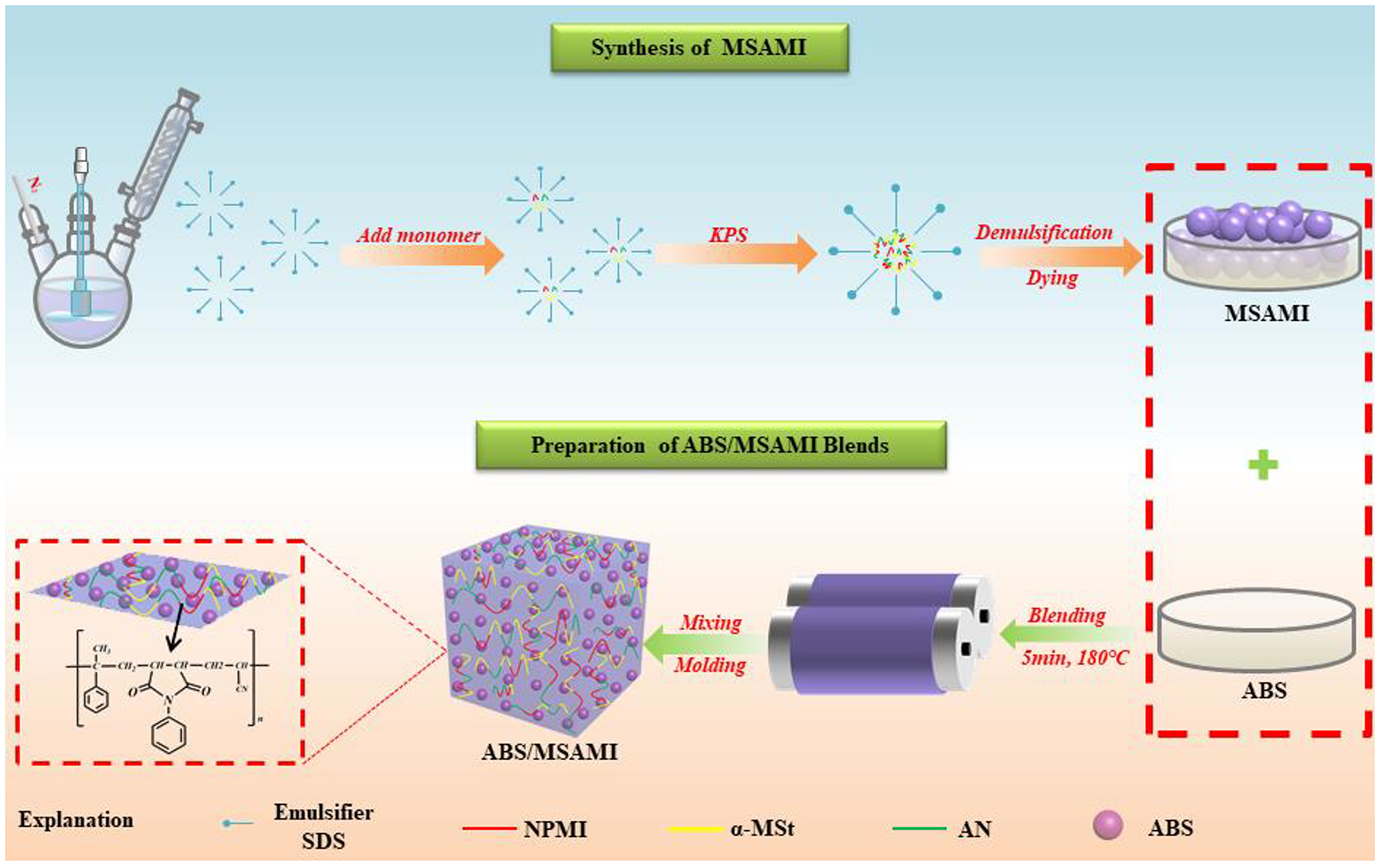
Schematic diagram of heat-resistant ABS resin in this work.
Characterization
The chemical structure of MSAMI resins was characterized via fourier transformation infrared (FTIR) spectrometer (Nicolet iS50, USA). The range of wavelength was set from 4000 to 500 cm−1.
The notched impact strength test was enforced on a cantilever beam impact testing machine (XJU22) at room temperature. The tensile test was performed on an instron tensile tester system (Instron-3365, USA) with a crosshead speed of 20 mm/min at 23°C. Samples were cut into dumbbell-shape with an effective size of 30 × 4 × 0.2 mm. At least five samples were implemented and took the average.
Dynamic mechanical analyses (DMA) of heat-resistant ABS resins were studied on a Diamond PE (Perkin-Elmer, USA), and the dimension of test samples was 30 mm × 10 mm × 1 mm. Specimens were subjected to a tension with amplitude of 20 µm and at a frequency of 1 Hz. The temperature range was set from −100°C to 190°C with a heating rate of 3°C/min. An experiment was always repeated by using another sample to make sure the reproducibility.
The thermal weight loss of heat-resistant ABS resins was determined via TGA (PYRIS-1) in the temperature range of 30°C to 600°C at constant heating rate of 10°C/min.
All test samples were preconditioned at room temperature, 50% humidity for 24 h before tests. The VST was measured according to ASTMD 1525 using a CEAST 6921 machine. The heating rate and load were 50°C/h (5 ± 0.5°C/6 min) and 5 kN, respectively.
Scanning electron microscopy (SEM) images were obtained by using a JSM6510 instrument (JEOL, Japan) with an accelerating voltage of 10 kV. All the samples with impact section were coated with a thin layer of gold on the fractured surface.
Results and discussion
FTIR analysis
The structure of MSAMI resins was characterized via FTIR, and the primary areas of spectra were depicted in Figure 3(a) and (b). The characteristic absorption of NPMI segments of MSAMI resins was found at around 1381 cm−1, which corresponds to the five-member ring of the imide structure. MSAMI resins showed the C=C group at 1390∼1750 cm−1 and the carbonyl group of NPMI was at 1712 and 1776 cm−1. Other features were ascertained via absorption peak at 1390∼1750 cm−1 (aromatic, C=C group), 1712 and 1776 cm−1 (the carbonyl group of NPMI), 700 and 760 cm−1 (C-H, α-MSt). A binary copolymer of α-MSt and AN was synthesized, when the NPMI content was 0%, which was no peak at 1712 cm−1,1776 cm−1 and 1381 cm−1. With increasing content of NPMI, peak acreage of MSAMI were enlarged. Figure 3(a) and (b) showed that the synthetic MSAMI was indeed a terpolymer composed of NPMI, α-MSt and AN.
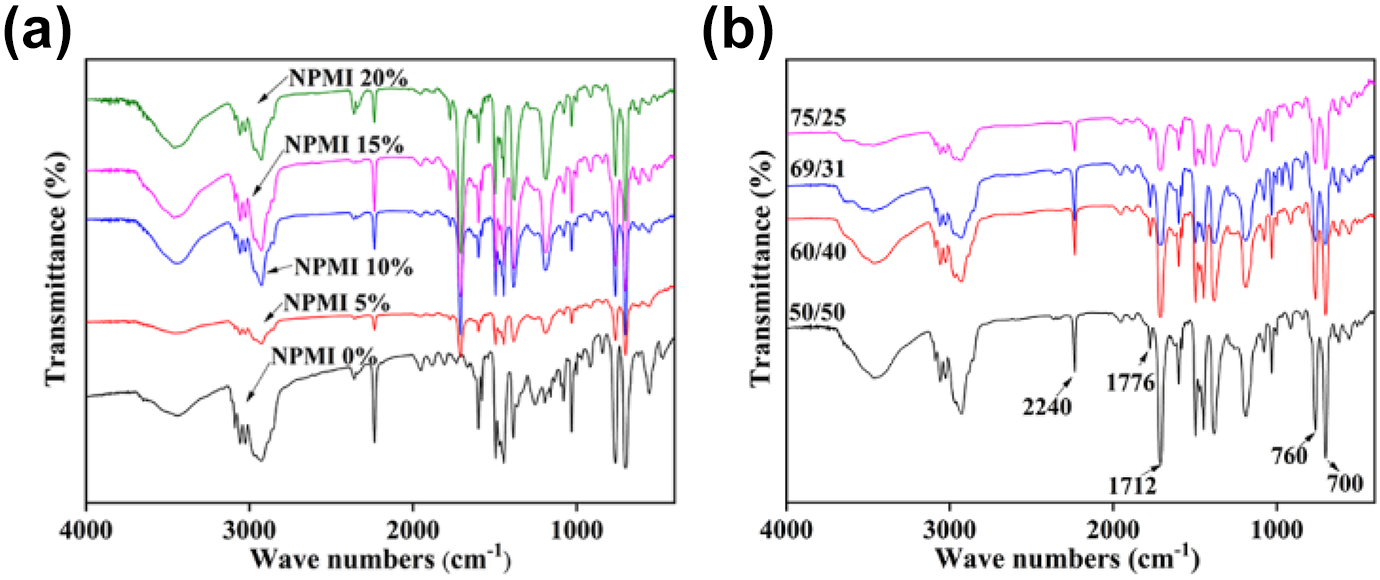
FTIR spectra of MSAMI resins with different composition.
Thermal performance
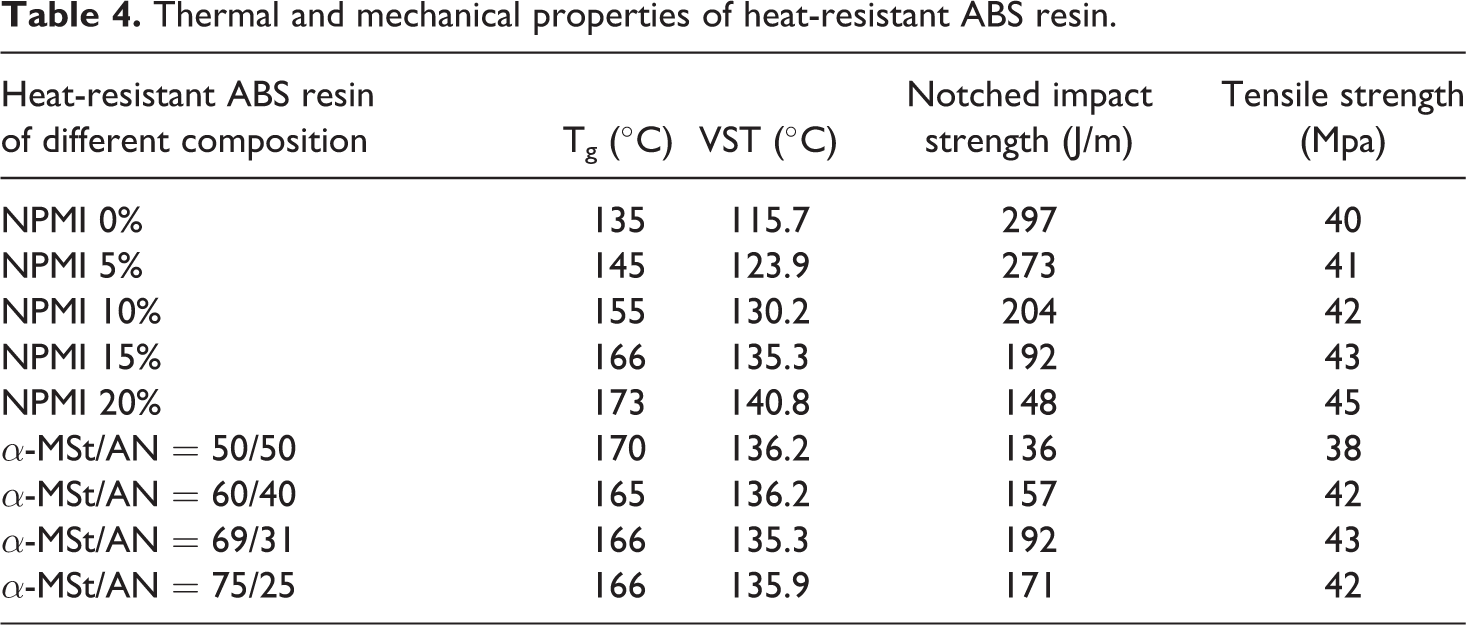
The heat-resistant ABS resin was an awfully promising plastic and its Tg was as high as 173°C. According to previous studies, it was found that as the NPMI content increased, the heat resistance of the NPMI-St copolymer was greatly enhanced. 10 Thermal performance data of heat-resistant ABS resins were presented in Table 4, including Tg and VST and the higher the Tg and VST of material, the better heat resistance. Figure 4(a) and (b) were proved the relationship of the Tg of heat-resistant ABS resin with different NPMI content and α-MSt/AN ratio. Based on the determination of the vitrification of the material, the temperature of material was used could be evaluated. In the Figure 4(a), the Tg of the common ABS resin was 135°C. The Tg was 173°C when NPMI content was increased to 20%, which was 38°C higher than the common ABS resin. The Tg and the NPMI content were rendered positive correlation and all samples had only one Tg, so it was possible to sufficiently describe the thermal compatibility between the MSAMI and the ABS resin. For the reason that the rigid skeleton of NPMI and the steric hindrance of the methyl group of α-MSt were achieved the effect of increasing Tg, and they had synergistic effects. In the Figure 4(b), NPMI content was introduced into MSAMI was 15%, when the ratio of α-MSt/AN was changed to 50/50, 60/40, 69/31, 75/25, the change of Tg was not obvious. It showed that the effect of NPMI on heat resistance was even obvious, when NPMI and α-MSt worked together to increase the Tg of ABS resin.
Thermal and mechanical properties of heat-resistant ABS resin.
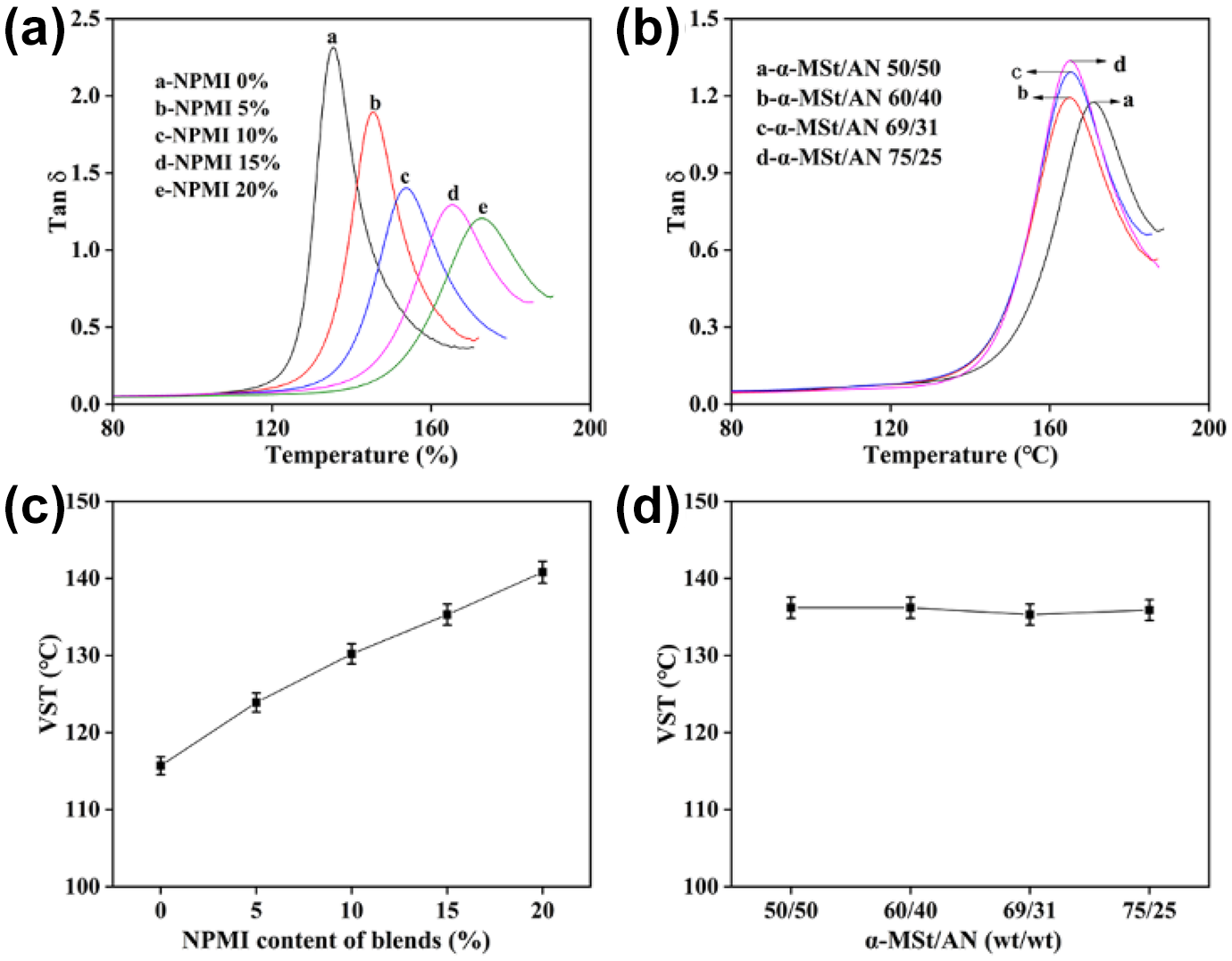
DMA (a and b) and VST (c and d) variation curves of heat-resistant ABS resins with different composition.
VST was diffusely applied to the motor-dom for plastics research, which could be used as the final limiting temperature of plastics at short notice. 14 The same trend was also reflected in the VST of heat-resistant ABS resins. The VST was related to the difficulty of polymer molecular segment movement, because its essence was due to the time-temperature equivalence principle of polymer viscoelasticity. In the Figure 4(c), the VST of ABS was only 115.7°C, which directly restricted its applications in automobiles and appliances. With the introduction of NPMI content, the VST of heat-resistant ABS resin increases almost linearly. The VST reached as high as about 140.8°C when the addition of NPMI was 20 wt%, which can meet the thermal resistance requirements of almost all the automobiles and appliances including automobile interior parts and electric parts. Figure 4(d) showed the relationship of VST of heat-resistant ABS resin with α-MSt/AN content. It can be known in Figure 4(d) that the ratio of α-MSt/AN was transformed to 50/50, 60/40, 69/31, 75/25, the VST change of the heat-resistant ABS resin was not very obvious, which was the same as the variation of Tg.
Mechanical properties
Figure 5 showed the relationship of the notched Izod impact strength and tensile strength of heat-resistant ABS resins with different NPMI content and α-MSt/AN ratio. As it could be known in Figure 5(a), the notched Izod impact strength of ABS resin without NPMI was reached by 297 J/m. When the content of NPMI was 20%, the notched Izod impact strength was reached by 148 J/m, which was 149 J/m lower than the ABS resin without NPMI. As the introduction of NPMI, the impact strength was declined. The impact strength and NPMI content presented negative relationship. Experimental results showed that the addition of NPMI could enhance the heat resistance of ABS, its impact toughness would be reduced. In one aspect, the augment of NPMI content in the system was such that the rubber of matrix was relatively reduced, which led to impact value of ABS resin was relatively reduced. Therefore, the reduction of the impact strength was inevitable. Furthermore, rigid chain segments of NPMI existed in MSAMI was enhanced the conformational energy barrier of molecules in the heat-resistant ABS resin matrix.15,16 Hence, the movement of the molecular chain was so hard in the matrix, which resulted in a reduce material toughness. It was hard for the material to internal rotation of molecular chain under the stress field when subjected to external force. In the circumstances, the dynamic branching of the shear band and the craze were tougher, which was resulted in the inability of the craze to terminate and the cracks to cause cracking. In Figure 5(b), when the content of NPMI was 15%, the ratio of St/AN was changed to 50/50, 60/40, 69/31 and 75/25, the impact value of heat-resistant ABS resin first enhanced and then reduced. The highest impact value of the heat-resistant ABS resin was 192 J/m when the α-MSt/AN ratio was 69/31. It indicated that the heat-resistant ABS resin had best toughness when the α-MSt/AN ratio was 69/31.
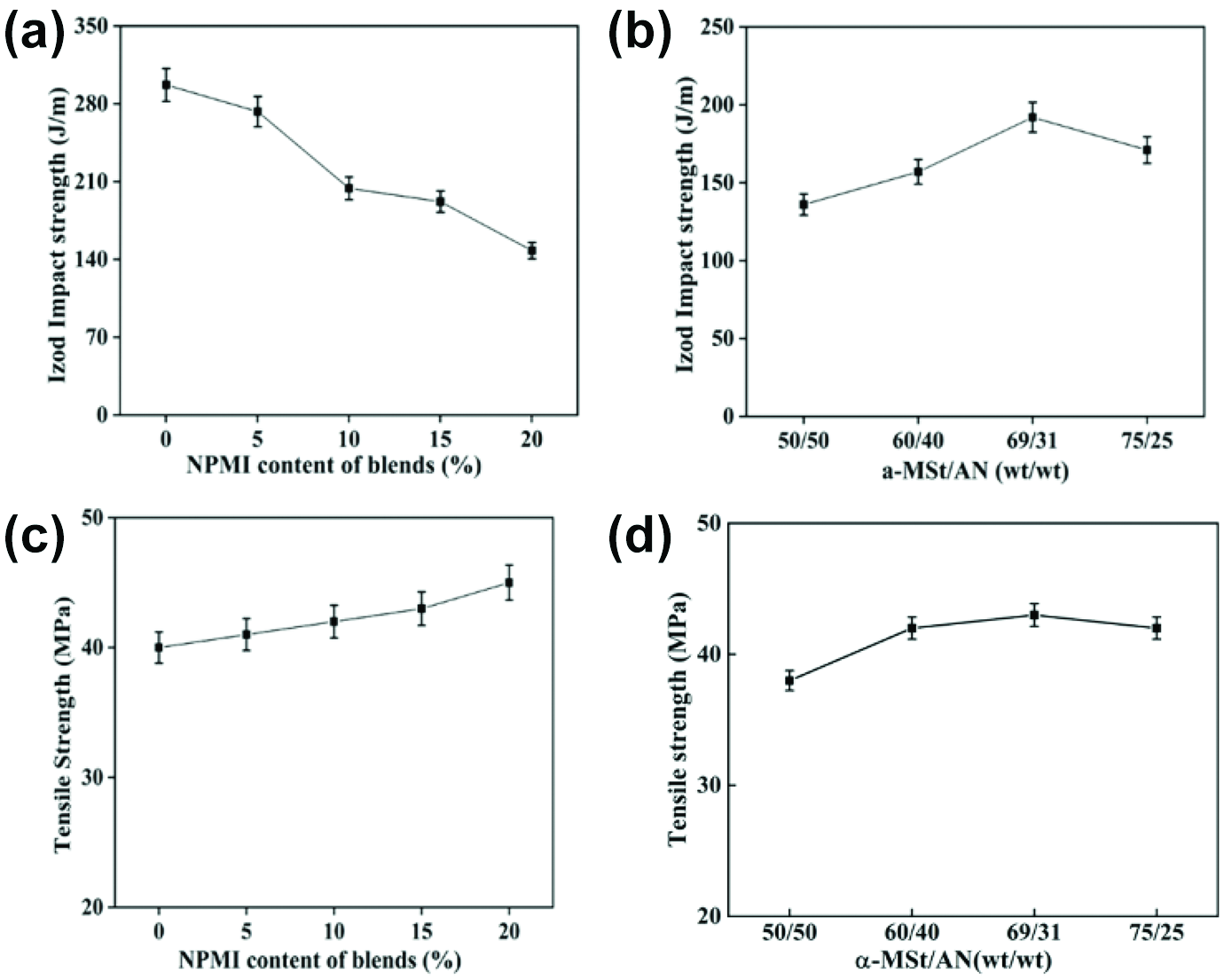
Izod impact strength (a and b) and tensile strength variation curves (c and d) of heat-resistant ABS resins with different composition.
The relationship of tensile strength of heat-resistant ABS resin with NPMI content and α-MSt/AN content was revealed in the Figure 5(c) and (d). The tensile strength of ABS resin without the NPMI was 40 MPa in the Figure 5(c), which was 45 MPa when the content of NPMI was 20%. As the content of NPMI was increased, the tensile strength was also improved, both of which were presented positive relationship. It was possible that the process of stretching from material to breaking could be a process, which overcame the interaction force between multiple molecules. The NPMI rigid segment of the MSAMI resin was increased the average interaction between molecules in the matrix, so the tensile strength was gradually increased. Figure 5(d) illustrated that the tensile value enhanced from 37 Mpa to 43 Mpa, and then presented a downward trend when content of NPMI was 15%, the ratio of α-MSt/AN was adjusted to 50/50, 60/40, 69/31, 75/25. The tensile value of the heat-resistant ABS resin was 43 MPa when the α-MSt/AN ratio was 69/31. It indicated that the MSAMI was most suitable when the α-MSt/AN ratio was 69/31.
Thermogravimetric analysis (TGA)
Figure 6 showed the relationship of the TGA curves of heat-resistant ABS resins with different NPMI content. Thermal decomposition was primarily distributed in two stages that the temperature range was 250°C∼450°C and 450°C∼600°C, respectively. The degradation was mainly the main chain cracking in the temperature range of 250∼450°C. The butadiene was initiated to decompose at around 300°C, then α-MSt was disintegrated. The acrylonitrile was begun to decompose at about 400°C, and then NPMI was decomposed. Above 450°C was mainly the further degradation of the remaining carbon. Analysis from Figure 6 was presented that when NPMI content was adjusted to 5%, 10%, 15%, 20%, all the heat-resistant ABS resin exhibited similar thermal degradation behavior. As the content of NPMI was increased, the decomposition rate of the resin became slow and the thermal stability was increased. When the NPMI content was 20%, the temperature at which the heat-resistant ABS resin lost 5%, 20%, 50%, 80% were 374°C, 396°C, 422°C, 470°C, respectively. Because the content of NPMI was increased, the NPMI unit contained in the molecular segment was increased, which effectively reduced the degrading efficiency of the molecular link, thereby enhanced the heat resistance of the resin.
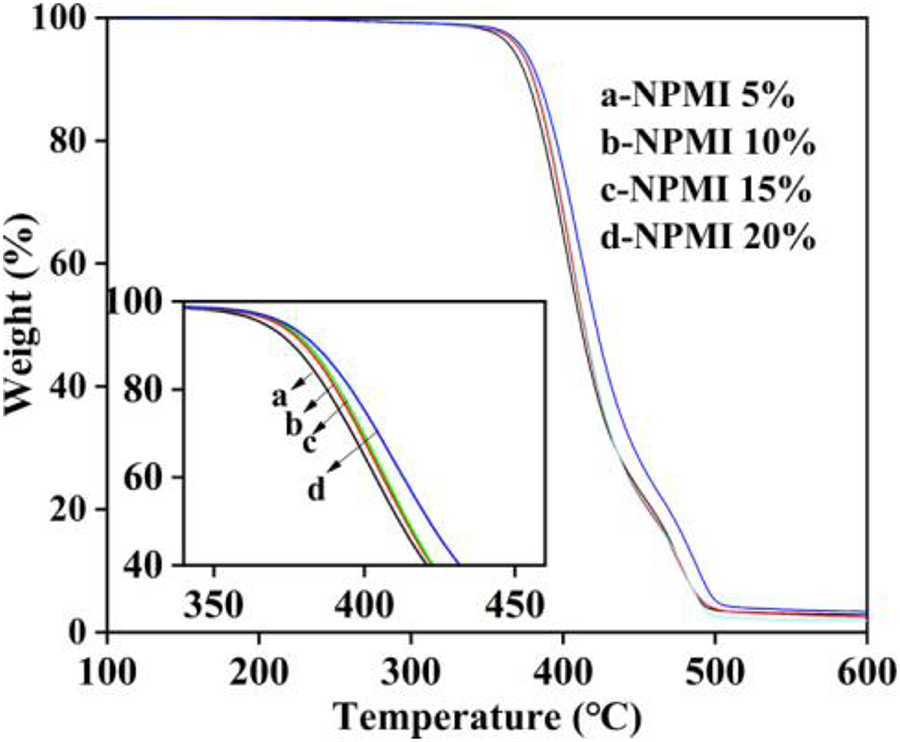
TGA variation curve of heat-resistant ABS resin with different NPMI content.
Scanning electron microscope (SEM)
The typical fracture surface morphology of heat-resistant ABS resins with different contents of NPMI was shown in Figure 7. All the micrographs for appearance of fracture were inspected in areas anigh the notch. When the NPMI content was 0%, the cross section of the heat-resistant ABS resin exhibited massive blowholes, and the dimension scale was indicated that the energy absorbed by the rubber particles was hollow during the fracture process (Figure 7(a)). Interestingly, from the change in the number of contents added from NPMI (from 5% to 10%, 15%, 20%), we can observe that the sample section was obviously flattened by roughness. Figure 7(b) illustrated the fracture morphology of the blend with 5% NPMI and a smooth fracture surface with a little cavities was observed. With increasing NPMI content, the fracture surface became smoother with much fewer cavities (Figure 7(c) to (e)), showing the development of a typical brittle fracture behavior of blends.
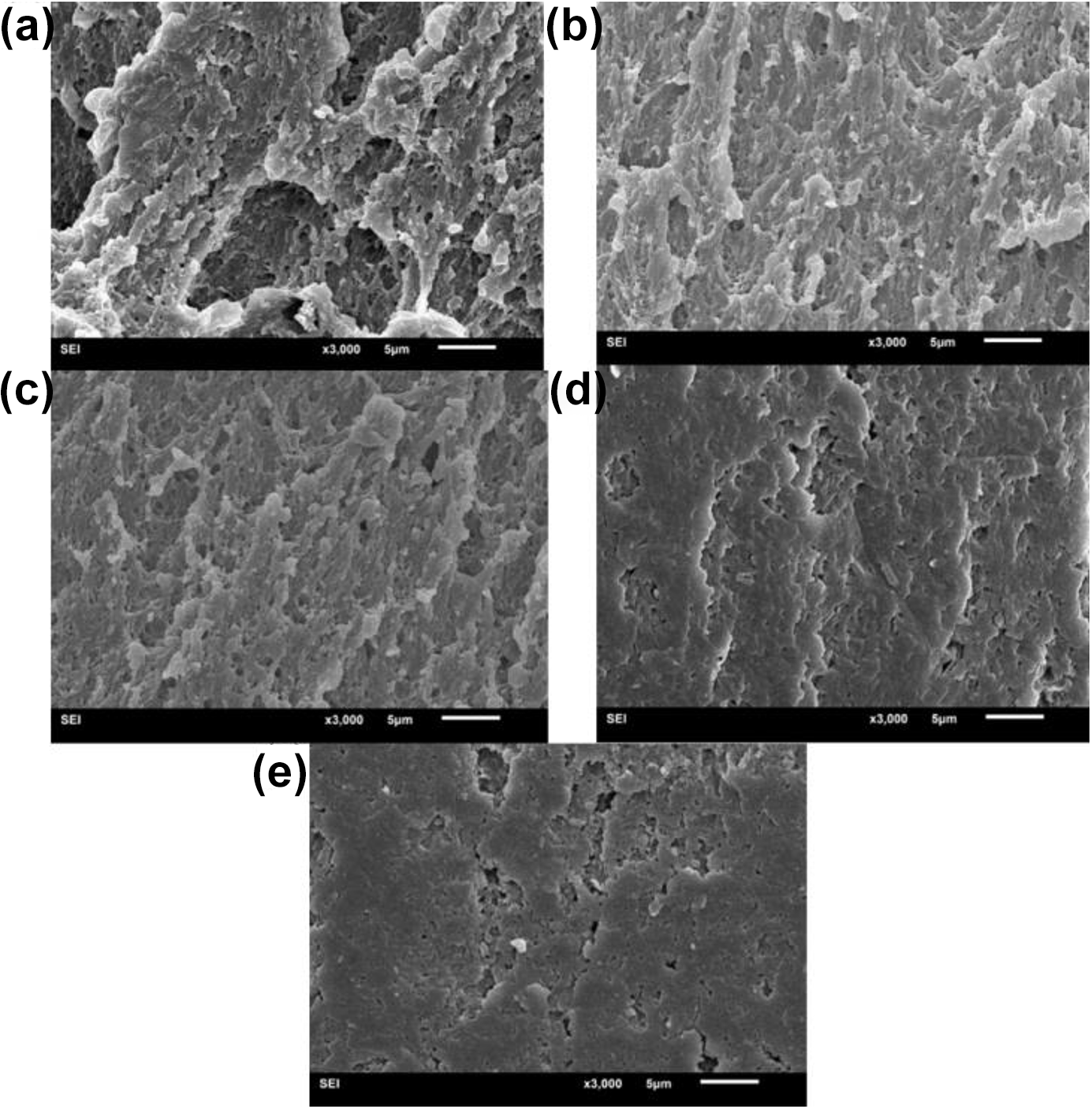
SEM micrographs of fracture surface of heat-resistant ABS resins with different NPMI contents from (a) NPMI 0%, (b) NPMI 5%, (c) NPMI 10% (d) NPMI15%, (e) NPMI 20%.
As the addition introduction of MSAMI was increased, the entropy elasticity of the continuous phase of ABS resin was decreased, because the density of PB rubber particles was decreased, which making it difficult for the material to absorb energy through the conformational transformation under the stress field when the material was impacted. 17 The yielding was become more difficult, which willed accelerate the strain rate of the PB rubber phase and gradually decreased its toughness. 12 It was corresponding with the variation of its mechanical properties. Moreover, rubber particles can be well dispersed in MSAMI matrix, ABS resin had a good compatibility with MSAMI matrix, and the increase of NPMI content not affected the dispersion of PB rubber particles in the matrix.
Conclusion
In this article, we synthesized a novel heat-resistant modifier (MSAMI) to modify ABS resin. The influence of the content of NPMI and α-MSt/AN ratio on the mechanical property, thermal property, and micromorphology of materials was studied.
It was found that the Tg and VST were 140.8°C and 173°C, respectively, making it a very promising for uses as a heat-resistant material. As the content of NPMI was increased, the Tg, VST, tensile strength of heat-resistant ABS enhanced reasonably. When NPMI content was constant and α-MSt/AN ratio was changed, Tg and VST were not particularly noticeable. Synthetically, the maximum mechanical properties and heat-resistant for ABS resin would be reached when the NPMI content was 15% and α-MSt/AN ratio was 69/31. Observing the impact section of materials by SEM, the rubber particles were well dispersed in the MSAMI, and ABS had good compatibility with MSAMI. This work developed an efficient strategy to fabricate heat-resistant ABS composites and was useful to broaden its application fields into more electronic parts and automotive fields.