
Abstract
The present research work investigates the effect of modified halloysite nanotubes (mHNTs) on the mechanical, thermal, and morphological properties of polyether ether ketone (PEEK) and polyetherimide (PEI). The developed PEEK/PEI blend matrix with 1 wt% of mHNTs shows a significant enhancement in mechanical properties like tensile, flexural, hardness, and impact. The developed blend matrix of PEEK/PEI matrix with mHNTs shows a significant enhancement of 25% in storage modulus (E′) and 13°C in glass transition temperature (Tg). In addition, an appreciable improvement of 26°C observed in maximum degradation temperature (Tmax). The effectiveness of the dispersion of mHNTs in the PEEK/PEI blend matrix was investigated by using SEM and TEM micrographs. The micrographs revealed that the mHNTs are uniformly dispersed in the PEEK/PEI matrix. The possible interaction of HNTs with PEEK/PEI and mHNTs with PEEK/PEI matrix were analyzed by Fourier Transform Infrared Spectroscopy (FTIR).
Introduction
The development of thermoplastic polymer blend based nanocomposite materials shows a significant role in the field of aerospace, aviation, automobile, and machinery. The high-performance thermoplastic polymers, blends, composites, and nanocomposite materials that contain inorganic nanofillers play a substitute role for metallic materials because of their excellent thermo-physical properties. 1 Polymer blends are the new class of polymeric systems in which at least two or more than two polymers are blended and form a new material with different physical properties. These two polymers can interact with weak Van der Waals forces physically or chemically in which no covalent bond exists. 2 The blending of two or more than two polymers creates a new class of polymeric systems containing some attractive modified properties, which is quite different from both blended components.3,4 The main advantage of polymer blends is to enhance polymeric performance by improving its specific properties. The positive effect on the required properties of a blend containing two polymers and one nanofiller made the choice to exploit the cost and therefore, at low-cost maximum processability and productivity would be attained. 5 Generally, some pairs of the polymers are immiscible and incompatible in nature which shows coarse phase morphology with poor particle dispersion, and poor adhesion to the matrix. In order to overcome these sets of problems, a compatibilizer can be used in this process which is called compatibilization. Different kinds of compounds have been widely used as a compatibilizer and even a small amount of loading of nanofiller can alter the final desired phase morphology and immiscibility. The high-performance polymer blend improves compatibility because of the surface-treated nanofiller acting as a compatibilizer in much the same way as the block or graft copolymers.6,7 The mixing of various components into thermoplastics polymer blend matrix is one of the basic processing steps applied in many industries. 8 The co-rotating twin screw extruder is very economical and most commonly used for the manufacturing of nanocomposites based on PEEK, PEI and HNTs.
In view of the importance of the polymer blend, the specialty polymers like PEEK and PEI are attaining a great deal of interest for making polymer blend. The PEEK belongs to a group of high-performance thermoplastic polymers and is widely used in structural components. 9 The PEEK has properties such as high tensile and impact strength, superior thermo-oxidative properties, flame resistance, biocompatibility, and excellent wear and solvent resistance. In addition to this, PEEK has a low glass transition temperature (Tg) [∼145°C]. The properties of PEEK made it a unique material which has wide applications in industries for making engineering application parts for aerospace, automotive piston, and bearing component, chemical process industries, and drug materials, etc. 10 The wide applications of PEEK in the above mentioned industries attracts the researchers to fabricate PEEK-based nanocomposites, 11 with nanofiller such as carbon nanotubes (CNTs), 12 nanofibres, 13 silica, 14 silicon carbide, 15 and many more. Researchers studied graphene nano-particles which was incorporated into polymeric matrix materials to enhance the various mechanical, thermo-physical, and electrical properties.16,17 On the other hand, PEI is an amorphous, high-performance specialty polymer having Tg around 217°C. 18 PEI having a low coefficient of thermal expansion, high physical, thermo-mechanical, and electrical properties and due to this, it is widely utilized in diversified applications like micro-electronics, aerospace, and automobile sectors. PEI consists of ether groups that are responsible for chain flexibility and therefore, it shows high processability. PEI has lower chemical resistance compared to PEEK materials and cannot be utilized beyond the Tg value. 19 Blending of an amorphous and semi-crystalline polymer is a common practice. The combination of amorphous and semi-crystalline polymers shows improved properties such as excellent thermal stability, chemical resistance, tensile flexural strength, good impact properties, ease in processability, 20 and also offer good dimensional stability. These improved properties of the blend have made interest for several researchers. A detailed study on the relaxation, thermal, dynamic mechanical behavior, morphological, and electrical properties related to PEEK and PEI has already been discussed in the literature. 21
Recent studies show that HNTs with a high aspect ratio is used for developing nanocomposites of favorable properties such as tensile strength, modulus, flexural, and impact strength.22,23 The nano-tubular clay minerals HNTs are similar to montmorillonite (MMT) in rigidity, and having similar structural symmetry to CNTs are mined from the available natural resources. 24 The HNTs occur in form of two-layer aluminosilicate in the white form having chemical formula Al2[Si2O5(OH)4]·nH2O in the form of hydration and dehydration. 25 HNTs contain a hydroxyl group with a low density that provides easy dispersion into the polymeric material compared to other nano clay. HNTs having a typical crystal structure and excellent surface ability made this material to be an excellent candidate for polymeric nanocomposites.26,27 As an additive, HNTs play an alternative role for other costly nanofiller like CNTs. Typically the dimension of HNTs varies from 50 to 5000 nm in length, 20−200 nm in an external diameter, and 10−70 nm in an internal diameter. 28 Hence, HNTs are characterized by a high length-to-diameter (L/D ratio) aspect ratio. HNTs reinforced with polymer matrix that shows a consequently a greater surface area of polymer-nanofillers interaction compared to other conventional fillers. The polymer-nanofillers interaction lowers the vibration of polymeric chain segments, which increases the degradation temperatures of polymers. In the area of polymer engineering, many researchers discussed and analyzed the addition of HNTs/nanoclay into the polymer and polymer-based nanocomposites improve their thermal property, 29 flame retardancy through catalyzing the charring during the degradation process.30,31 The researchers have been concerned about the commodity and engineering thermoplastics materials that have better properties, low cost, and easy processability. Various researchers conducted so far talked about HNTs reinforced with epoxy, 32 PP, 31 and LLDPE. 33 But to the best of our knowledge, the reinforcing ability of HNTs on thermo-mechanical properties of specialty polymers matrix has not been discussed so far in the scientific literature. Therefore, the present research work is focused on specialty polymers i.e. PEEK and PEI reinforced with modified HNTs.
The objective of the present research article was to fabricate high-performance nanocomposites which have high thermo-mechanical properties. In order to achieve the objective the PEEK/PEI blend matrix was filled with HNTs which was modified with H2SO4. These high-performance nanocomposites could be used in aviation, microelectronics, automotive medical, optics, sports, and construction industries as well as for conventional spare parts in aircraft interior components. A vast characterization technique was performed to assess the effect of modification of HNTs on the filler-polymer interaction, filler dispersion, thermal stability, and the mechanical properties of the developed blend matrix.
Experimental methods
Materials used
The HNTs having a specific gravity of 2.54 gm/cc and surface area 65 m2/g were purchased from Sigma-Aldrich (U.S.A.). The average length and diameter of the HNTs vary in a range of (1–3 µm) and (30–70 nm), respectively. The H2SO4 having density 1.84 gm/cc was supplied by Loba Chemie Pvt. Ltd. (Mumbai). PEEK (KetaSpire KT-820NT) having (Tg ∼145°C) and specific gravity (1.30 gm/cc) purchased from Solvay chemicals Alpharetta (USA). PEI (Uitem-1000) having (Tg ∼217°C) and specific gravity (1.27 gm/cc) was procured from Sabic Innovation Plastic (USA). The blend ratio (50:50) of PEEK and PEI was used as matrix materials in the present research work.
Modification of HNTs
The modification of HNTs has been done by adding 10 g of dry HNTs into a 30% solution of H2SO4. The sonication of the suspension was done for 20 min in an ulatrasonicator. After that the dispersed HNTs samples were kept in an oven under vacuum for drying at 100°C for 3 h. The surface modification of HNTs with sulfuric acid exposed the tubular morphology of HNTs by an increase in silicone content and removing significant amounts of carbon and iron element from the HNTs surface. 34
Preparation of PEEK/PEI blends with and without modification of HNTs
The pellets of PEEK and PEI were dried at 80°C in the oven under vacuum for 8 h in order to remove moisture content. After drying, (50:50) wt% of PEEK/PEI blend named “A” was mixed with 1 wt% of HNTs and mHNTs having samples code A-HNTs and A-mHNTs respectively. The homogeneous mixture of PEEK, PEI, and HNTs was compounded by the melt extrusion process. The temperature of different zones in the extruder was maintained between 315°C and 385°C. After the extrusion process, the pellets of compounded materials were cut from the extrudate by a pelletizer. The testing samples were prepared by using an injection molding machine with different barrel temperature zones (hopper to nozzle), i.e. 320°C, 340°C, 370°C, and 395°C.
Testing and characterizations
Fourier Transform Infrared spectroscopy, Cary 600 (Agilent) were used to examine the functional groups and possible chemical interaction between PEEK/PEI with and without modification of HNTs. The microscopic examination of the test specimen (fracture surface) was examined by SEM, JEOL Japan. The dispersion of HNTs and mHNTs into the PEEK/PEI matrix was examined by transmission electron microscopy (TEM), JEM1400, JEOL. The storage modulus (E′) and Tan δ of the PEEK/PEI matrix with HNTs and mHNTs loadings have been determined by dynamic mechanical analyzer (DMA), using HITACHI, DMA 6100. The test was performed in the range 30–300°C at 1 Hz frequency under an inert nitrogen atmosphere at 5°C/min constant heating rate. The effect of HNTs and mHNTs reinforcement on thermal characterization like thermal stability and degradation behavior of prepared PEEK/PEI matrix has been analyzed by using Perkin Elmer thermo-gravimetric analyzer (TGA) equipment. The TGA test has been performed in the temperature range from 50°C to 800°C at a heating rate of 10°C/min. Tensile properties like tensile strength at maximum load and tensile modulus of developed binary PEEK/PEI matrix with HNTs and mHNTs loadings were examined as per standard ASTM D-638 by Universal Testing Machine (UTM) with 50 mm gauge length and 5 mm/min crosshead speed. The flexural strength and flexural modulus were determined as per standard ASTM D-790 by using UTM. The dimensions of test samples were (127 × 12.7 × 3) mm in length, width, and thickness, respectively. The impact strength of developed binary and ternary blends was determined with the help of an impact tester as per standard test method ASTM D-256. The specimen’s size of the Izod impact test is 64 × 12.7 × 3.2 mm. Rockwell hardness (M-scale) of developed specimens was observed as per ASTM D-785.
Results and discussion
FTIR spectroscopy analysis
All the spectral assignments obtained by FTIR analysis of HNTs, mHNTs and PEEK/PEI matrix blended with HNTs and mHNTs are depicted in Figure 1. Figure 1 HNTs spectra depict the characteristics peaks of Si–OH (3693 cm−1) and Al–OH (3621 cm−1, 906 cm−1) which suggest that HNTs surface having certain reactive sites. 33 The peaks appear at 1650 cm−1 and 1000 cm−1 in HNTs spectra are related to the O–H stretching of water and the bending vibration of the Si–O band, respectively. After the modification of HNTs, similar spectra appear in mHNTs, addition to the peak (1000 cm−1) shifted to the lower side (992 cm−1) and another new peak appears at 2989 cm−1 attributed to O–H stretching. In PEEK/PEI blend the peaks appear at 1224 cm−1, 1093 cm−1 associated with the C–O–C stretching vibration of ether groups present of PPEK. The peaks at 2923 cm−1 and 1722 cm−1 arises due to –CH stretching and carbonyl imides bands of PEI present. As expected, the binary blend PEEK/PEI shows the characteristics peaks of both the polymers, which suggest that both polymers strongly interact with each other by π–π stacking. 35 It is evident from Figure 1 that the PEEK/PEI/HNTs and PEEK/PEI/mHNTs spectra the characteristics peaks 3693 cm−1 shifted to 3700 cm−1 (Si–OH), and the peaks 3621 cm−1, 906 cm−1 shifted to the higher side to 3623 cm−1, 915 cm−1 (Al–OH), which suggest that there is a possible interaction between the outer and inner hydroxyl groups of HNTs with PEEK/PEI matrix. In addition to this, the stretching vibrations of water, O–H group of HNTs (1650 cm−1), and mHNTs (2989 cm−1) appear in the PEEK/PEI blend with the addition of HNTs/mHNTs and depicted in Figure 1. Such phenomena indicate the formation of a hydrogen bond between ketone groups of blend with the O–H moieties of HNTs. 36
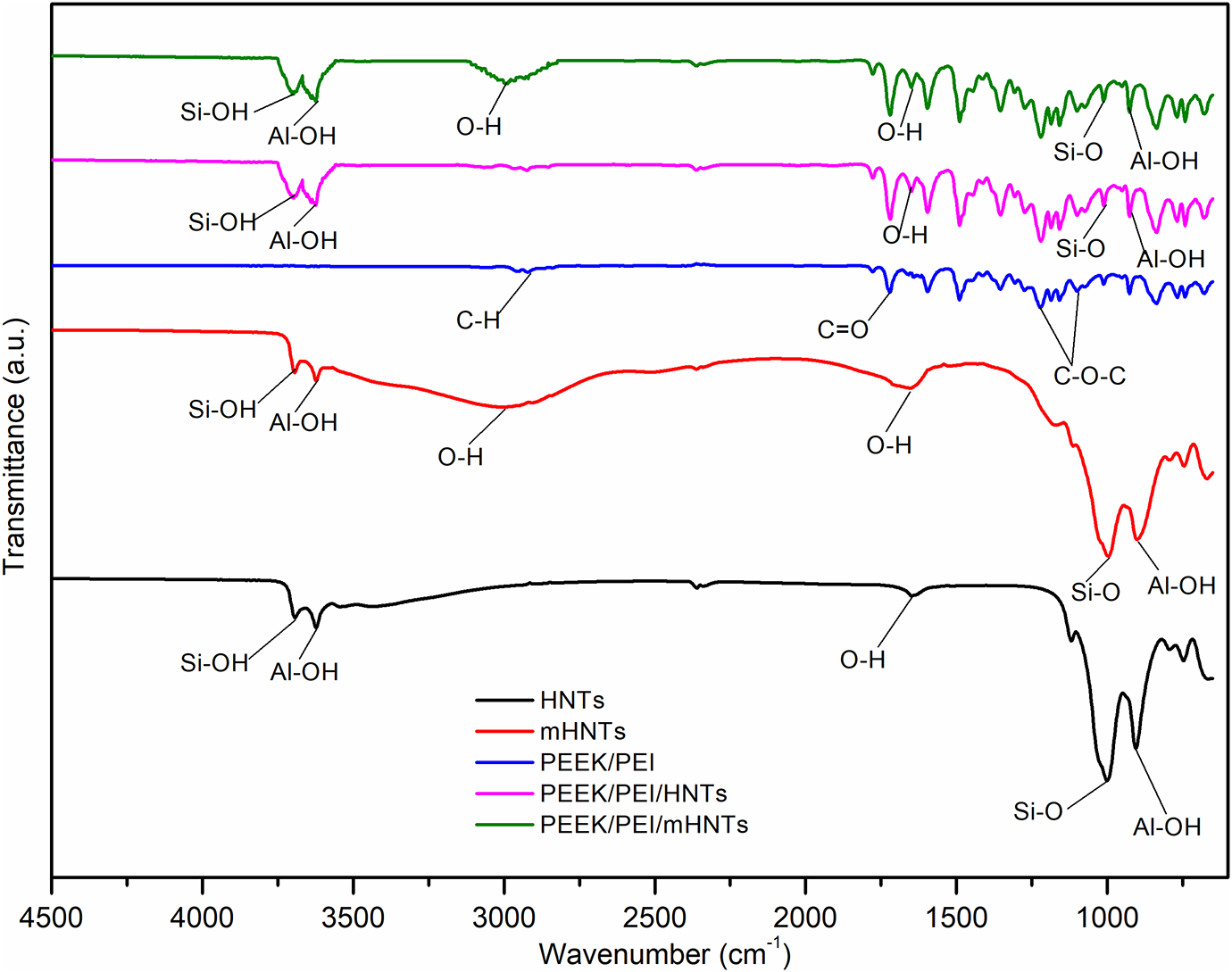
FTIR spectra of HNTs, mHNTs, PEEK/PEI, and PEEL/PEI matrix filled with HNTs and mHNTs.
Surface morphology
The surface morphology of the fabricated blend and nanocomposites has been analyzed by SEM and the micrographs are visualized in Figure 2(a) to (d). Different images were captured of each specimen of PEEK/PEI blend at 1000× magnification. Figure 2(a) depicted the SEM micrograph of HNTs and it shows that most of the HNTs are having a cylindrical tubular structure and having 30–40 nm in diameter and 0.5–2.5 microns in length. Two-phase morphology with hollow domains was clearly visible among the blend either with unmodified or modified HNTs. The difference between the three micrographs in Figure 2(b) to (d) is the average domain size. It is clearly visible in Figure 2(d). The surface-modification of HNTs causes the nano-particles to disperse well and more uniformly in the blend matrix, and they formed strong adhesion between the nano-particles and the blend matrix. A-mHNTs matrix has the smallest average domain size as compared to the average domain size of A and A-HNTs, is because of the excellent compatibility of the mHNTs between the blend matrix, and this behavior is depicted in Figure 2(b) and (c), respectively. The decrease in average domain size might be ascribed to uniform and homogeneous dispersion of the mHNTs into the PEEK/PEI matrix. 37 The larger domain size of A and A-HNTs samples attributed to the poor dispersion of the nanofiller. Figure 2(b) clearly shows that the surface of the blend matrix is very smooth and uniform without the presence of HNTs content. Figure 2(c) depicts that HNTs insert into PEEK as well as into the PEI phase. Figure 2(d) shows that the mHNTs are intercalated between the two phases (PEEK and PEI) and surface roughness of developed nanocomposites has been observed due to chain interlocking into the polymer matrix. The long organic chain of PEEK and PEI matrix was acquired by mHNTs. Therefore the bridging effect between the blend matrix and mHNTs improves the ability of stress transfer from the matrix phase to the nanofiller phase, which suggests that large amounts of energy will be required for the separation of the matrix phase. Earlier literature reported that the modified multi-wall carbon nanotubes (MWCNTs), bring excellent mechanical properties into the PPO/LCP blend matrix due to the nanotubes bridging effect. Liu et al. 32 also described the bridging concept of HNTs in the epoxy/HNTs nanocomposites and found excellent mechanical and morphological characteristics. They suggest that the HNTs play the possible alternative role of costly MWCNTs for the fabrication of nanocomposites. Therefore, it can be concluded that there are strong interfacial adhesion and uniform dispersion of mHNTs into the PEEK/PEI blend matrix.
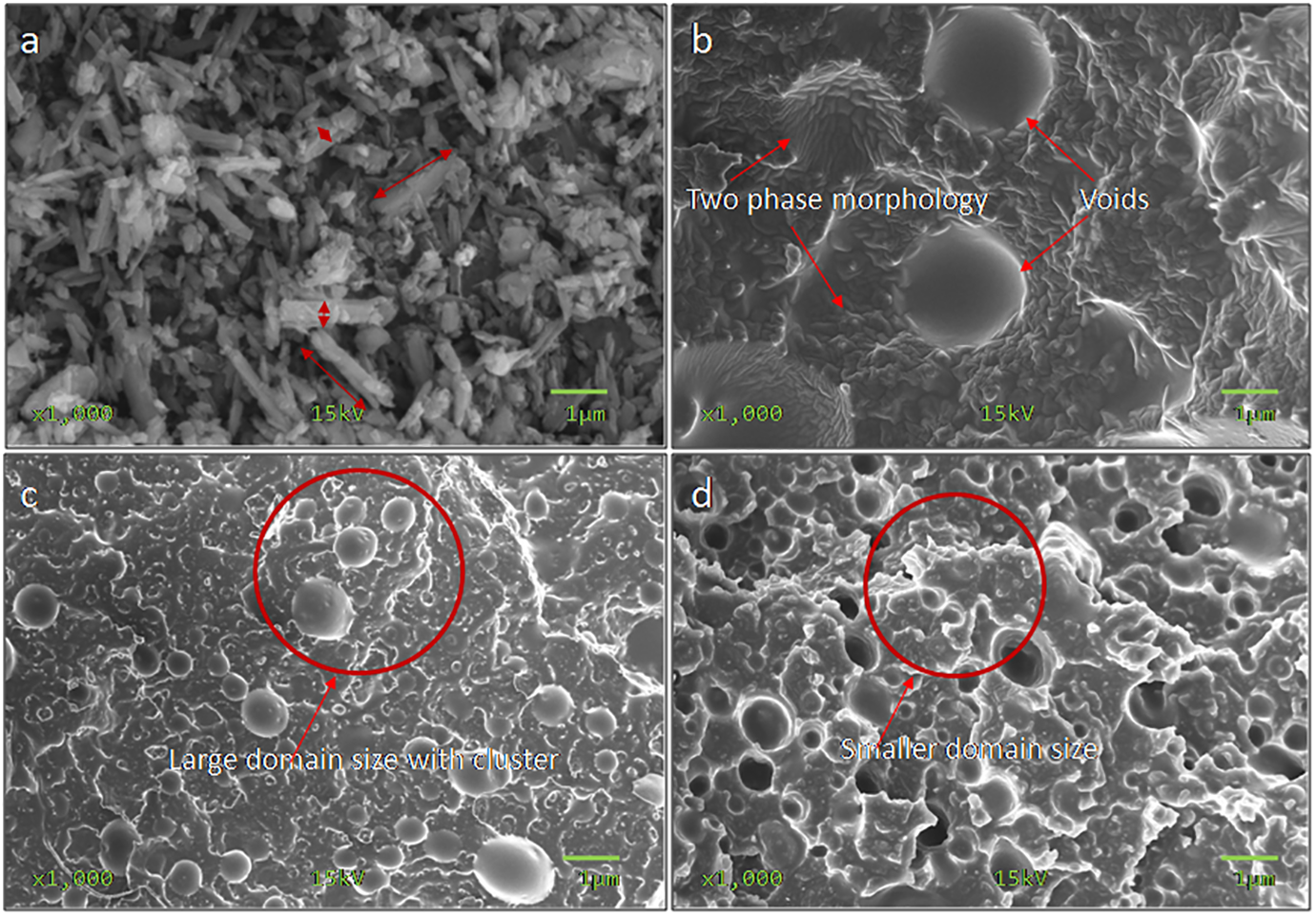
SEM images of (a) pure HNTs (b) PEEK/PEI blend (c) A-HNTs (d) A-mHNTs.
Dispersion HNTs into PEEK/PEI matrix
TEM images of PEEK/PEI blend reinforced with HNTs and mHNTs are given in Figure 3(a) and (b). Many researchers found that the uniform and homogeneous dispersion of nano-particles into a polymer matrix is an important factor for enhancing the thermo-mechanical properties of nanocomposites. Whereas, a decrease in properties was found because of the formation of the aggregation of nanofillers, which creates stress concentration region within the polymer matrix. The problem of aggregation rises when nano-particles were utilized as fillers, and these nano-particles have a strong tendency to form aggregations. 38 So, the uniform and homogeneous dispersion of nano-particles into the polymer matrix is a tough task. Figure 3(a) clearly shows that the distribution of HNTs throughout the whole blend matrix (PEEK/PEI) is good. Comparing Figure 3(b) to (a) the uniform dispersion of modified HNTs in ‘A-mHNTs’ is excellent than that of unmodified HNTs (A-HNTs) which is clearly visible. It is very difficult to disperse pure HNTs uniformly into the entire polymer blend matrix because of Van der Waals’s interaction between HNT tubes which promotes the formation of aggregation. To overcome this problem, HNTs require surface modification. In modified HNTs, the modifiers get stacked onto the HNTs surface and due to this; the average diameter will be increased. The increase in outer diameter of mHNTs causes the elimination of Van der Waals forces and because of this, the Van der Waals interaction is minimized among the HNTs nano-particles. Therefore, it can be concluded that filler-filler interaction will be reduced through the surface modification of HNTs.
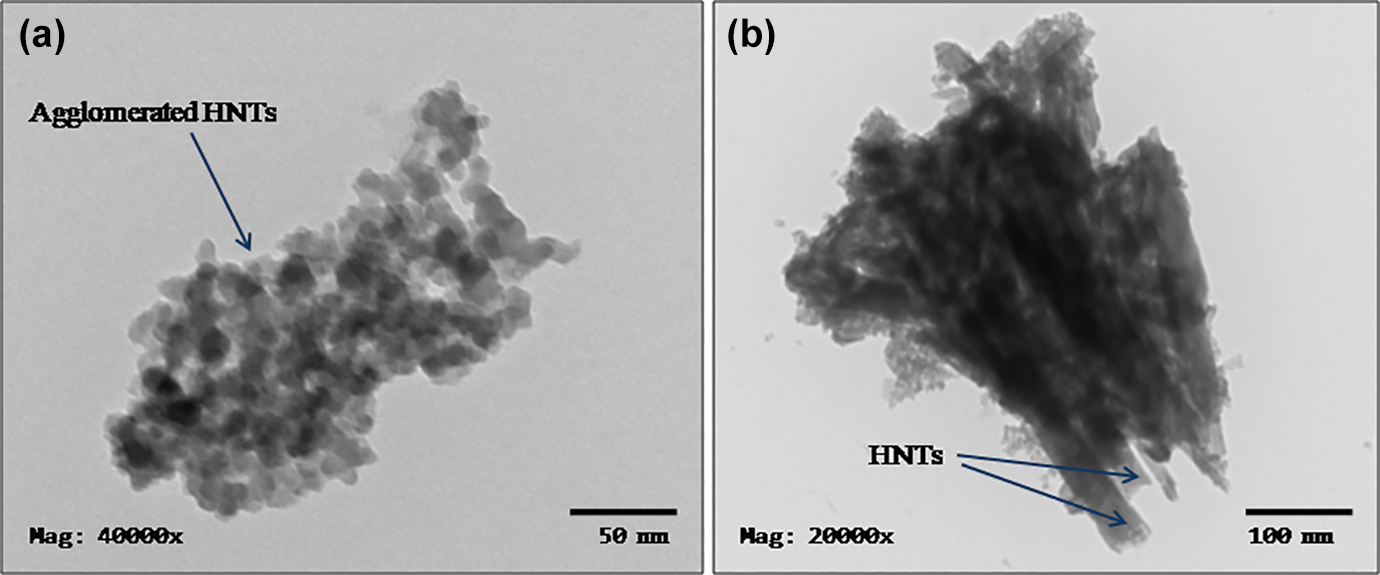
TEM images of (a) A-HNTs (b) A-mHNTs.
Dynamic mechanical analysis
The storage modulus (E′) and glass transition temperature (Tg) of PEEK/PEI blend matrix with 1 wt% of HNTs and mHNTs loadings at different temperature are summarized in Table 1. Figure 4(a) depicts the variation of E′ vs temperature. As can be seen in the Table 1 that the E′ at 50°C of A-mHNTs is 8245 MPa decreases continuously with increasing temperature and appears a sharp fall near to the Tg value. The chain mobility of polymer blend increases with increase in temperature hence, the E′ will fall down where all segmental motion of the polymer chain takes place close to Tg especially. A similar trend is also observed in the case of PEEK/PEI blend matrix and A-HNTs with increasing temperature. In particular, at 50°C with the addition of HNTs and mHNTs, the E′ of the A-HNTs increases to 1112 MPa (17%), and of A-mHNTs increases to 1626 MPa (25%) as compared to PEEK/PEI matrix. Comparably, the enhancement in E′ of A-mHNTs is higher than that of A-HNTs and blend matrix (A) in the temperature range of 50–150°C. It is observed from Table 1 that the E′ of the binary PEEK/PEI matrix increases with the incorporation of HNTs and mHNTs. The increment of the E′ at both above and below Tg demonstrate that the HNTs improve the stiffness of the PEEK/PEI matrix. The reinforcing ability of mHNTs is greater than that of HNTs which improves the stiffness of A-mHNTs over A-HNTs. The improvement in stiffness occurs due to the homogeneous distribution and reinforcing effect of HNTs. Hence, this remarkable improvement observed at mHNTs content will be simply related to modification effects.
DMA results of blend A, A-HNTs, and A-mHNTs.
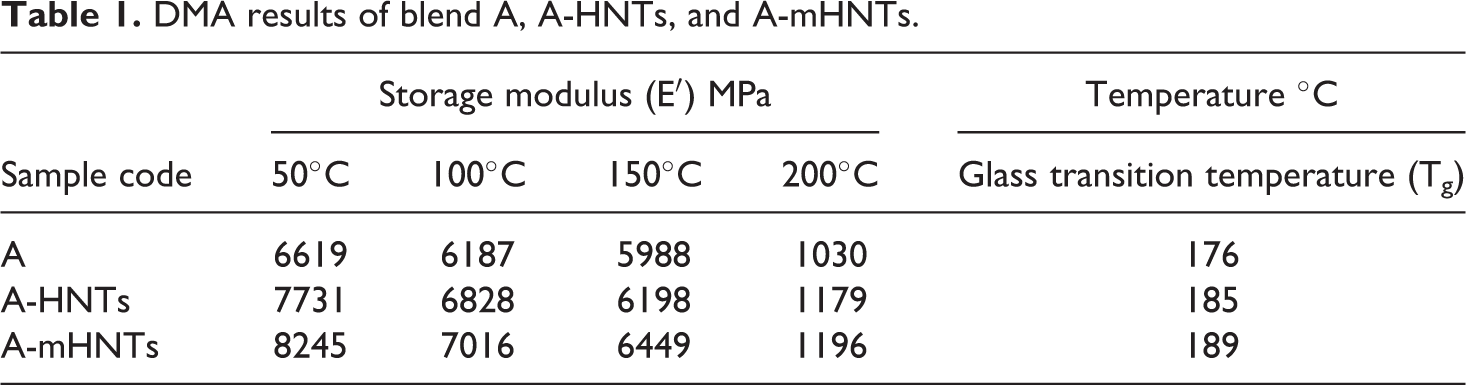
The ratio of loss modulus/ storage modulus is known as tan δ which is determined by the damping behavior. The damping behavior is very sensitive to the morphological characteristics of polymeric material. Figure 4(b) shows the thermo-plots of Tan δ vs temperature. The addition of mHNTs into the PEEK/PEI blend matrix provides a remarkable improvement in the Tg value, with an increment of ∼13°C in Tg at 1 wt% mHNTs content given in Table 1. In the PEEK/PEI blend, Tg arises at 176°C that increases to 185°C for the A-HNTs having 1 wt % of HNTs. The appreciable increment is ascribed to the creation of a nano-particle network that retards the polymer chain mobility and decreases the free volume space. Additionally, the essential polymer chain mobility retardation will be associated with the strong interaction (H-bonding) among the blend matrix and HNTs together with the uniform nanofiller dispersion that leads to an increase in the contact area. 39 The increase in Tg will also be attributed to the immobilizing effect of HNTs at higher temperatures.
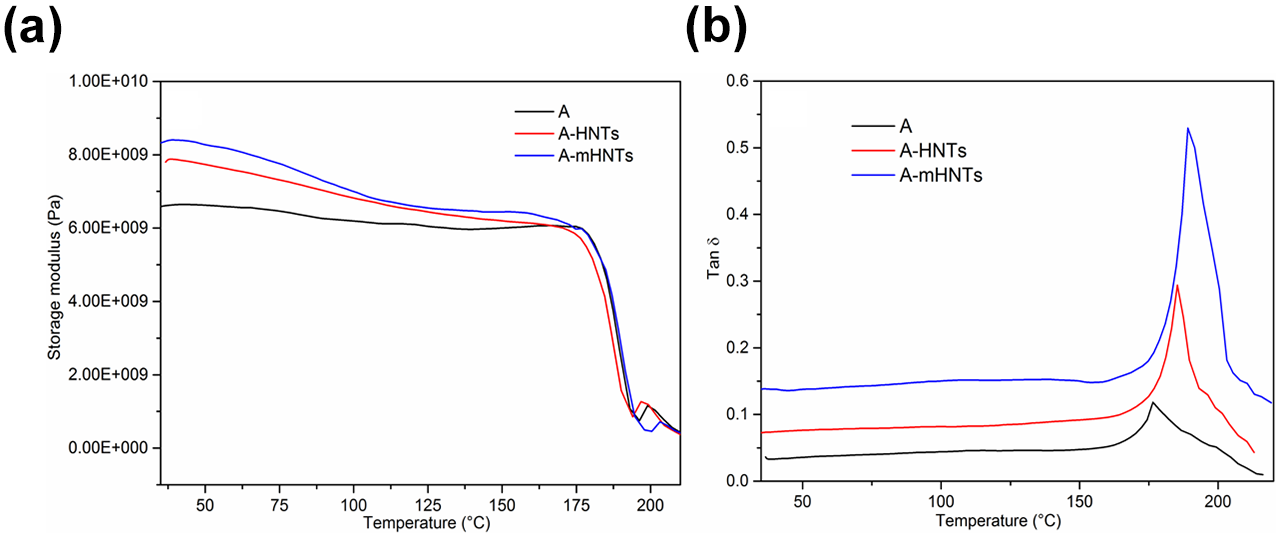
DMA thermo-plots (a) variation of storage modulus (E′) with a temperature of A, A-HNTs, and A-mHNTs (b) variation of Tan δ with a temperature of A, A-HNTs, and A-mHNTs.
Thermo-gravimetric analysis
The weight loss and thermal stability of PEEK/PEI blend, A-HNTs, and A-mHNTs have been conducted by TGA. The TGA thermo-plots are shown in Figure 5(a) and (b) and their respective degradation temperature results are tabulated in Table 2. It is depicted from Figure 5(a) that the TGA thermo-plot of the PEEK/PEI blend at 1 wt% loading of modified HNTs shows the greater thermal stability as compared to binary blend and unmodified HNTs content. It is analyzed from Table 2 that the 5% weight loss of sample ‘A-HNTs’ is obtained at 552°C which is 9°C greater than that of the PEEK/PEI blend. But in the case of sample A-mHNTs, the thermal stability improved up to 559°C (5% wt loss) which was 16°C greater than that of sample ‘A’. A similar result has been found in the case of 10% weight loss, 5°C, and 14°C increments in temperature as compared to the PEEK/PEI blend shown in Table 2.
The maximum degradation temperature (Tmax) found at 571°C (A-HNTs) and 585°C (A-mHNTs), which is 12°C and 26°C greater than that of the PEEK/PEI blend respectively, which is clearly visible in the differential thermo-gravimetric (DTG) analysis curves of Figure 5(b). The increment in Tmax increases the thermal stability of polymer materials. With the increment in thermal stability with the addition of 1 wt% mHNTs content, a large number of restricted sites are created which prevents the chain mobility and decreases the thermal vibration of the C–C bond. 39 A large amount of energy will be needed for the degradation of sample A-mHNTs, which shows an increment of thermal stability of the blend system. Due to the uniform and homogeneous dispersion of mHNTs, the more number of restricted sites (polymer chain mobility) formed in 1 wt% modified HNTs content as compared to other samples (i.e. A and A-HNTs). The appreciable enhancements are associated with the strong interaction (H-bonding) among the polymer blend matrix and HNTs nano-particles that restricted the polymer chain mobility. 36 Furthermore, the HNTs nano-particles can act as a barrier against the motion of volatile constituents. Thus, the inclusion of inorganic components mHNTs into the PEEK/PEI matrix which obstructs the time to reach the degradation point, and results enhance the thermal stability of the binary blend matrix.
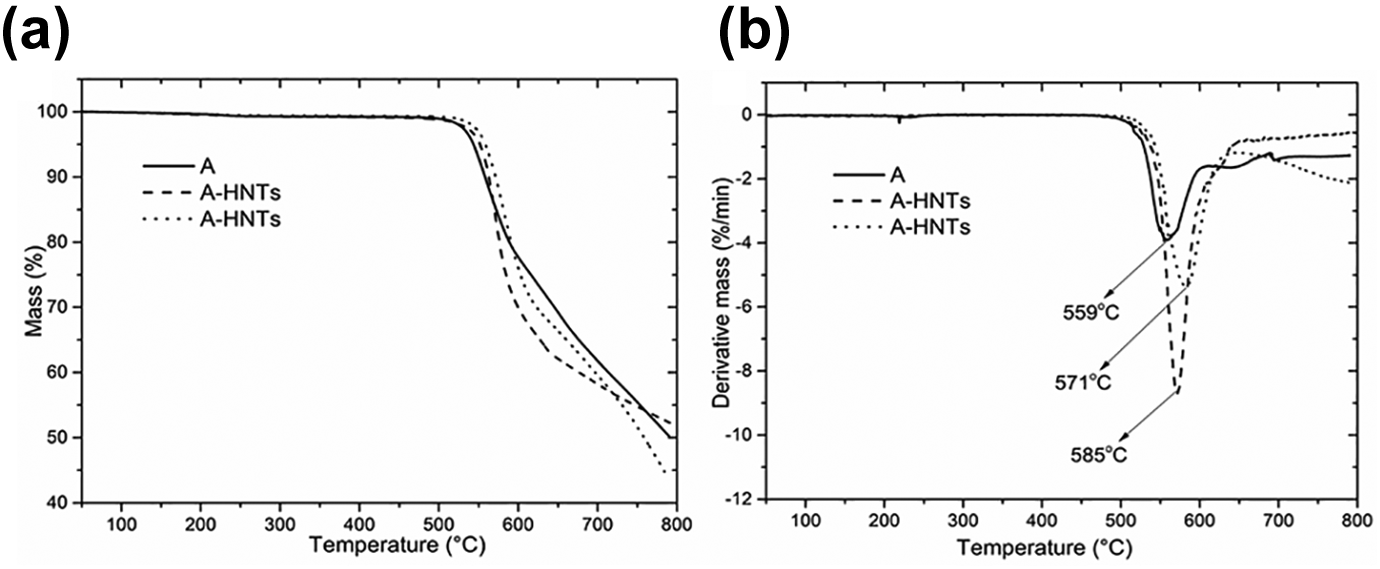
TGA thermogram (a) Mass vs temperature of A, A-HNTs, and A-mHNTs (b) Derivative mass vs temperature of A, A-HNTs, and A-mHNTs.
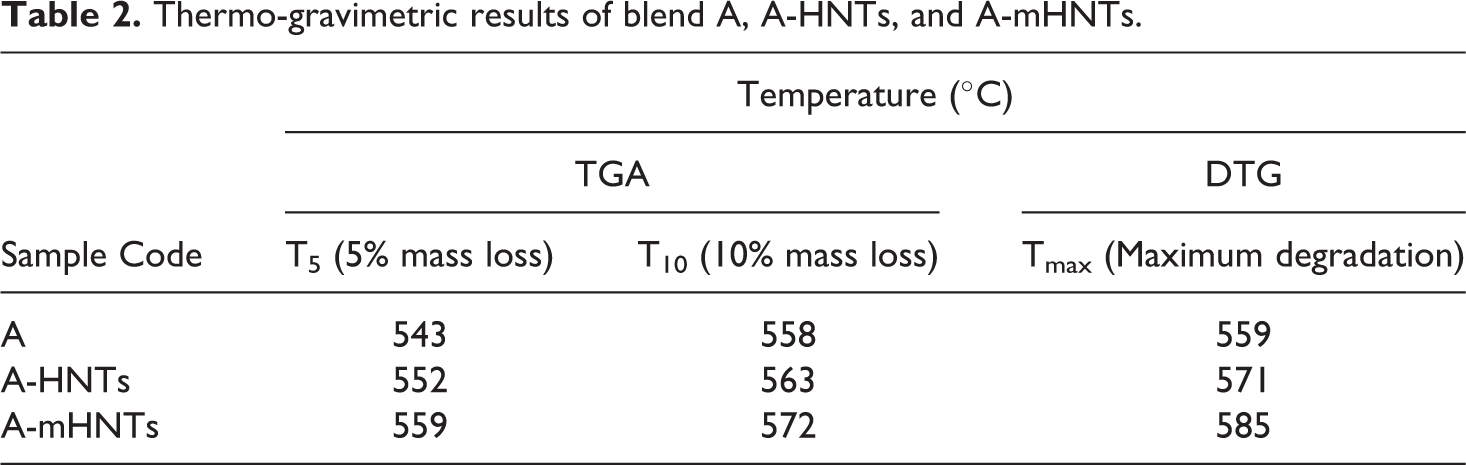
Thermo-gravimetric results of blend A, A-HNTs, and A-mHNTs.
Mechanical testing
The mechanical properties results such as tensile, flexural, impact and hardness are tabulated in Table 3. The variation of tensile stress with varying strain rates in a typical tensile stress-strain curve is shown in Figure 6. There is a remarkable enhancement in tensile properties, flexural properties, impact properties, and Rockwell hardness of A-HNTs and A-mHNTs compared to pure blend (A) which is shown in Table 3. The small increment in tensile properties of A-HNTs compared to the pure blend (A) is from 100.5 MPa to 108.9 MPa, i.e. enhancement of 8% is due to the weak interfacial adhesion that increases the aggregation of HNTs nano-particles leading to the failure of the blend matrix in contrary 14% enhancement is observed for A-mHNTs (100.5–114.5). This is because of the good dispersion and strong interfacial adhesion (H-bonding interactions) of mHNTs nano-particles to the blend matrix.40,41 The strong interfacial interaction arises because of the appreciable dispersion of the mHNTs over the entire blend matrix. The good dispersion minimizes the stress concentration, while the strong adhesion ensures proper stress transfer from the polymer matrix to the nanofiller. A similar enhancement of 6% in Young’s modulus for PEEK/PEI matrix at 1 wt% of mHNTs compared to PEEK/PEI blend is observed. The incorporation of micro filler and nanofiller as reinforcement provides more stiffness as compared to pure blend because of the improvement of modulus properties. 42 Elongation at break of PEEK/PEI matrix at 1 wt% of HNTs and mHNTs content increases as compared to PEEK/PEI blend may be because of increase in ductility.
Tensile, flexural, impact and hardness results of blend A, A-HNTs, and A-mHNTs.

The flexural strength of the binary blend (A) is 160.4 MPa but when mHNTs are added to the binary blend (A) the flexural strength increases to 176.3 MPa, i.e. enhancement of 16% is observed and shown in Table 3. A noticeable improvement of 11% in flexural modulus of A-HNTs against A is analyzed. The improvement of these properties is mainly due to the good dispersion of a given volume fraction of mHNTs and perfect interaction (H-bonding) between the blend matrix to mHNTs. The maximum hardness of PEEK/PEI has been achieved at 1 wt% of mHNTs loading. The hardness of the PEEK/PEI blend is increased with the modification of HNTs. The hardness of the PEEK/PEI blend matrix is increases due to the uniform dispersion of mHNTs and the interfacial action between the nanoclay and blend matrix.
Table 3 shows the Izod impact (toughness) strength of binary blend A, A-HNTs, and A-mHNTs. The toughness properties are derived from the tensile curves, i.e. stress-strain diagram as depicted in Figure 6. The maximum enhancement of 23% in toughness properties of A-mHNTs is observed as compared to A i.e. (53.2–65.5) kJ/m2. The enhancement in toughness properties associated with the creation of tough and strong material due to the barrier effect present in mHNTs. The better interfacial interaction, good, and homogeneous dispersion mHNTs nano-particles can efficiently resist the crack propagation. This leads to an increase in the absorption energy during impact deformation and resulted in improved toughness properties. Also, the higher aspect ratio of HNTs nanotubes may provide the rigidity matrix/filler interaction, during nanotubes bridging, breaking, and pull-out that might assist the local plastic deformation of the matrix. A small increase in impact strength from 53.2 kJ/m2 (PEEK/PEI) to 58.8 kJ/m2 (A-HNTs) i.e.11% has been observed. The small increment in toughness properties at 1 wt% of HNTs loading may be attributed to the formation of a few nano-particle clusters, which act as a stress concentration that starts the cracks, causing brittle failure. The clustering of nano-particle was clearly visible in the SEM micrograph (Figure 2(c)). Therefore, it can be concluded that improvement in mechanical properties of PEEK/PEI matrix with mHNTs requires nanofiller with a high aspect ratio, good dispersion within the polymer matrix, and strong adhesion at the polymer-nanofiller interface.
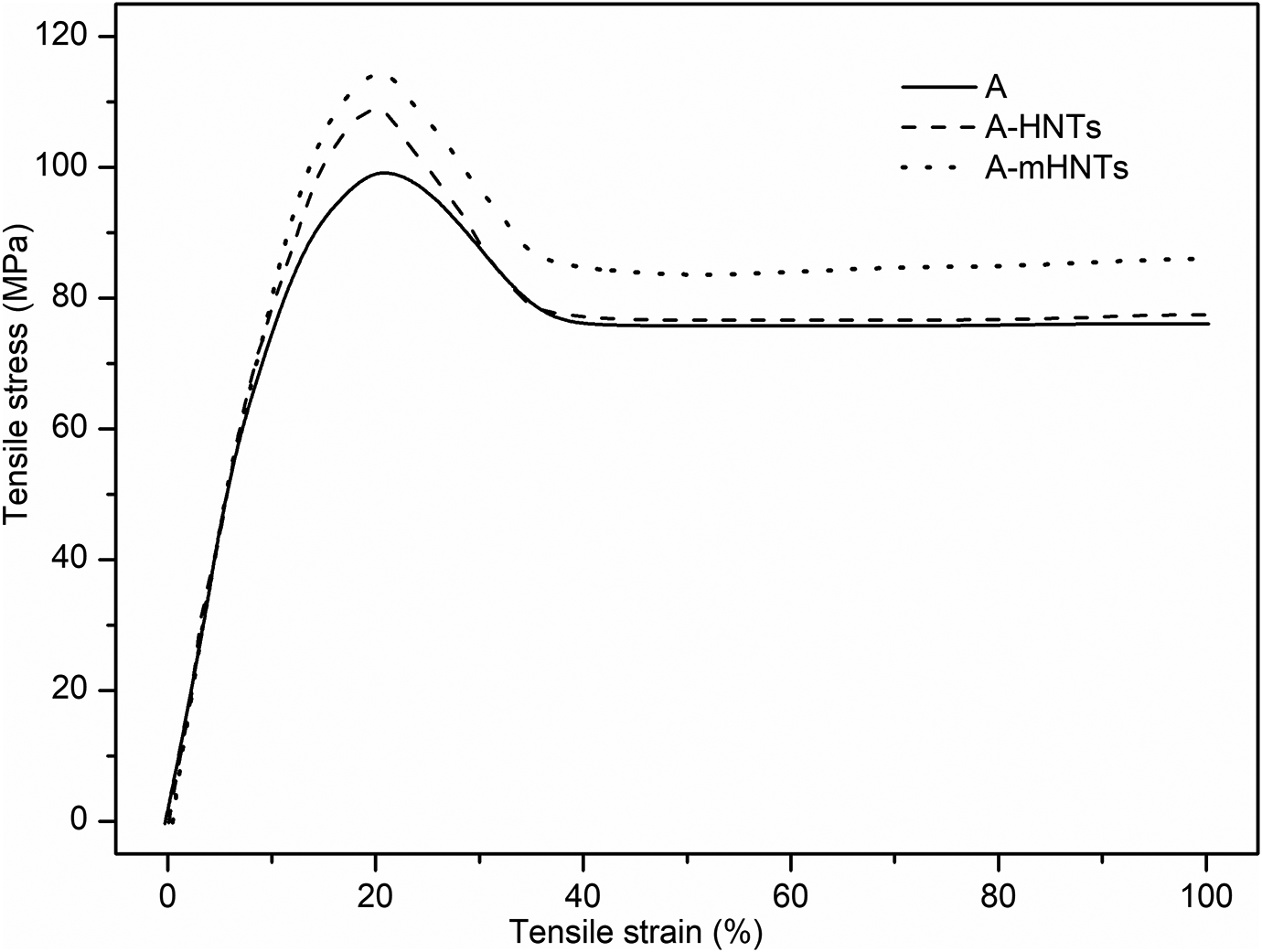
Tensile stress vs tensile strain of A, A-HNTs, and A-mHNTs.
Conclusion
The unmodified and modified HNTs were successfully incorporated into the (50/50) PEEK/PEI blend matrix by melt extrusion technique followed by injection molding. The FTIR spectra confirmed the possible interaction of a functional group of PEEK/PEI and mHNTs. The surface morphology was studied by SEM & TEM which reveals that there are excellent interfacial adhesion and uniform dispersion of mHNTs into the PEEK/PEI matrix. DMA results revealed that the significant increments were found in E′ and Tg of PEEK/PEI blend matrix with 1 wt% mHNTs loading. TGA results demonstrated that the incorporation of inorganic nanofiller mHNTs into the PEEK/PEI matrix improves the degradation temperature and thermal stability. The developed PEEK/PEI blend matrix with 1 wt% of mHNTs loadings exhibited significant improvement in mechanical properties such as tensile strength, tensile modulus, flexural strength, flexural modulus, Izod impact strength, and Rockwell hardness. Therefore, it can be concluded that the surface modification of HNTs by sulfuric acid leads to the significant dispersion of HNTs into the PEEK/PEI matrix.