
Abstract
Polyetheretherketone (PEEK) and its composites are commonly used in the industry. Materials with PEEK are widely used in aeronautical, automotive, mechanical, medical, robotic and biomechanical applications due to superior properties, such as high-temperature work, better chemical resistance, lightweight, good absorbance of energy and high strength. To enhance the tribological and mechanical properties of unreinforced PEEK, short fibers are added to the matrix. In this study, Artificial Neural Networks (ANNs) and the Adaptive-Neural Fuzzy Inference System (ANFIS) are employed to predict the cutting forces during the machining operation of unreinforced and reinforced PEEK with30 v/v% carbon fiber and 30 v/v% glass fiber machining. The cutting speed, feed rate, material type, and cutting tools are defined as input parameters, and the cutting force is defined as the system output. The experimental results and test results that are predicted using the ANN and ANFIS models are compared in terms of the coefficient of determination (R2) and mean absolute percentage error. The test results reveal that the ANFIS and ANN models provide good prediction accuracy and are convenient for predicting the cutting forces in the turning operation of PEEK.
Keywords
Introduction
Polyetheretherketone (PEEK) is a thermoplastic with excellent chemical resistance and good mechanical properties, such as abrasion resistance with high ductility and elongation that can preserve it at elevated temperatures of up to about 250°C. These favorable properties are due to the semi-crystalline structure and the repeating rigid molecular unit. In general, PEEK is used in different engineering applications, such as aeronautical (bearings), automotive (compressor plate valves), and medical applications (reinforcing rods and spinal fusion devices).1–3 The mechanical properties of PEEK can be further enhanced by the addition of fillers, such as short fibers.
Carbon and glass fiber have primarily been used to improve the mechanical properties of PEEK. 4 Up to 30% of these materials were added to the total. Carbon and glass fibers have different influences on PEEK. The addition of carbon fiber increased the rigidity, which increased the load-carrying capability and wear resistance and improved the electrostatic discharge. These properties make carbon-fiber-reinforced PEEK work effectively for a long period in items such as bearings, bushings, seals, and structural parts.
Otherwise, the inclusion of glass fiber enhances the dimensional stability and increases mechanical properties, such as flexural modulus, tensile strength, and stiffness. The extrusion method was generally used to manufacture reinforced PEEK; consequently, the composite requires machining to obtain finished parts. Several parameters influence the quality of finished products during machining, especially PEEK composite, which includes abrasive materials.
In turning, the cutting forces, cutting tools, cutting speed, and workpieces are the primary parameters affecting the machinability of PEEK and its composites. Thus, a suitable model allowing a better finish quality must be developed. Artificial Neural Networks (ANNs),5–9 Analysis of Variance (ANOVA), 10 fuzzy logic, 11 and Adaptive-Neural Fuzzy Inference Systems (ANFISs)12,13 were principally used to develop models to predict output parameters. Limited studies on PEEK and its composite have been performed using ANNs.
For example, Karnik et al. 14 used the ANN to enhance machinability features, such as power and the specific cutting pressure of 30% carbon fibers (PEEK CF 30) and 30% glass fibers (PEEK GF 30). They found that the minimum specific cutting pressure can be realized using a higher feed rate. They demonstrated that polycrystalline diamond (PCD) tools and cemented carbide (K10) tools were better for the machinability of PEEK GF 30 and PEEK CF 30, respectively.
The use of ANNs on the PEEK composite was also studied in other research, such as the study by António et al., 15 which employed the ANN and genetic algorithm for orthogonal machining of PEEK composite. Similarly, Hanafi et al. 16 demonstrated that the ANN predicted output close to the experimental data of the surface roughness of the PEEK composite. Hanafi et al. also investigated machining PEEK CF 30 with titanium nitride cutting tools using the response surface methodology and fuzzy logic. 17 The developed model predicted the cutting power, cutting force, and specific cutting pressure. Briefly, the results revealed that fuzzy logic delivered precise estimations of tests with the response surface methodology. Meanwhile, Cabrera et al. found that the surface roughness of PEEK with 30% carbon-fiber content was effectively predicted using fuzzy logic. 11
To the best of our knowledge, ANFIS, which merges fuzzy logic and the ANN, was not investigated in the machining of PEEK for predicting surface roughness. Moreover, ANFIS was applied successfully to the machining of alloys, such as Inconel 690, 18 die material EN24, 19 and aluminum alloy A7075-T6. 12 However, the performance of ANFIS in some plastic composites was evaluated in several studies. For example, Singh et al. 13 examined the turning of glass-fiber-reinforced composites with the K20 tool to predict surface roughness using ANFIS, which generated an effective result. In addition, Abhishek et al. 20 compared ANFIS and genetic programming to predict surface roughness and force when drilling glass-fiber-reinforced composites. The findings revealed that ANFIS surpassed genetic programming.
It is known that the cutting force is one of the most used properties in evaluating machinability. Machinability can be improved when cutting force is obtained under special cutting conditions. The selection of the appropriate cutting force during machining, results in less tool wear and better dimensional accuracy. Apart from that, machining processes require special attention to ensure the end products are of good quality. 21 Composite materials (peek composites) are considered important engineering materials due to their superior mechanical properties. ANFIS was used for various materials to improve chip removal and the results of the ANFIS were significantly favorable as presented above. However, the literature indicated that ANFIS was not employed to investigate PEEK and its composite to predict the cutting force during turning and was not compared to ANNs. This study fills the gap in the information mentioned above. For this purpose, to improve the machinability of the 30% carbon-fiber-reinforced PEEK and 30% glass-fiber-reinforced PEEK composite, the cutting force was predicted using ANFIS and was compared to the ANN model.
Tests for determining cutting forces and the parameters influencing these forces are costly and take a long time to process. ANN and ANFIS prediction models can be used to observe the effect on output of the input parameters and solve such problems. The development of the models ANN and ANFIS brings advantages in terms of labor costs and processing time. The rest of this paper is presented under the following headings. The second section carries out the experimental analysis. The third section proposes the ANN and ANFIS models for predicting cutting forces. The results and discussion will be presented in the fourth section. Finally, the last section gives a summary and further research issues.
Experimental study
The turning test was performed in dry environment using GORATU G CRONO 4S CNC machine which had maximum spindle power and spindle speed of 26.5 kW and 3350 RPM, respectively. The unreinforced PEEK, PEEK CF 30, and PEEK FG 30 were supplied by ERTA1 (Spain) with the dimensions of 100 mm × Ø50 mm. The tools employed in the tests were a PCD insert tool (DCMW 11T3 04FPDC10) and a K15 tool (DCMW 11T304H13A). The tool properties were as follows: rake angle of 7, clearance angle of 0, cutting-edge angle of 93, and cutting-edge inclination angle of 0.
One of the most important and main factors in the machining process is the cutting force. In the manufacturing industry, studies are carried out to reduce costs by determining the cutting forces (Figure 1) of products. 21
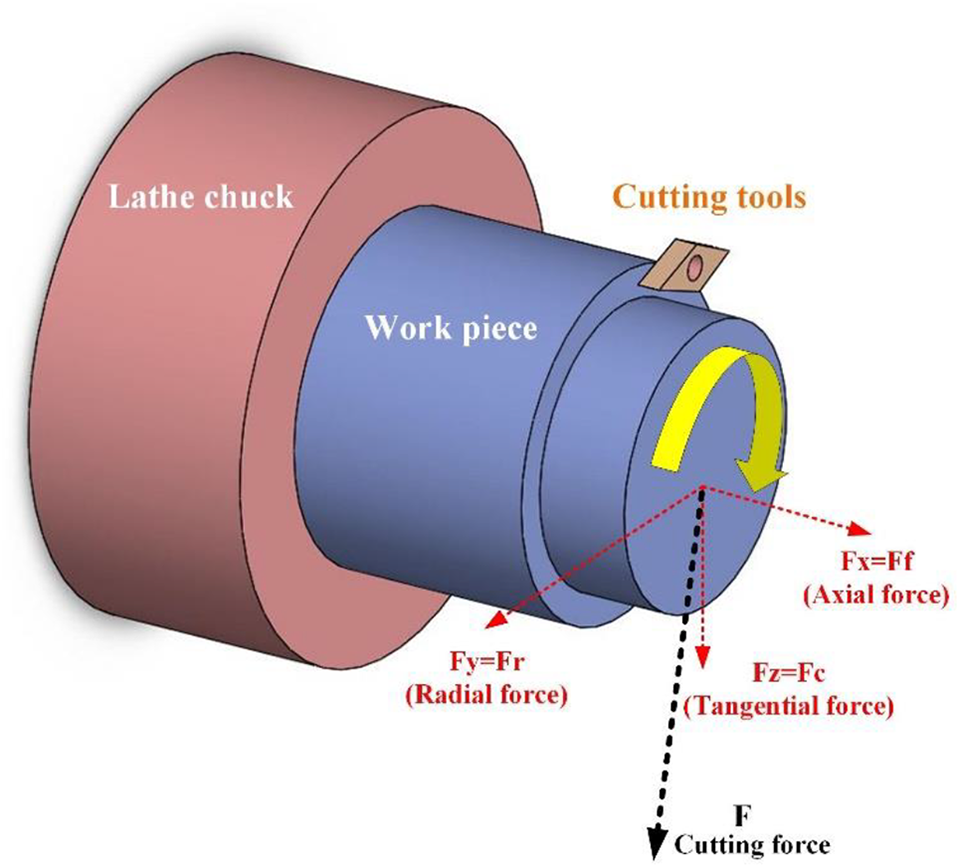
Cutting force components during turning.
The machining process can be modeled with real-time systems where the relationship between cutting force and cutting parameters such as feed rate and cutting speed are determined. Figure 1 illustrates the cutting force components during the turning of the composite. The Fx, Fy, and Fz are equal to the axial force (Ff), radial force (Fr), and tangential force (Fc), respectively. The resultants were recorded by using KISTLER piezoelectric dynamometer model 9121 linked to a load amplifier and data acquisition board. The cutting force (F) was the resultant of Fx, Fy, and Fz. The cutting force was calculated by the following equation (1) 7

In turning, a lower or higher force can cause different problems, such as power consumption, vibration, rapid tool failure, low production, and workpiece tolerance. 22 Information about the mechanical properties of materials is required when selecting the optimum processing parameters (cutting speed, feed rate, etc.). 23 In addition, the parameters such as material of the workpiece, tool geometry, and cutting conditions influence directly the cutting force in turning. Therefore, cutting speed, feed rate, material types and cutting tools were used as input parameters (Table 1).
Input variables used in adaptive neural fuzzy inference system and artificial neural network models.
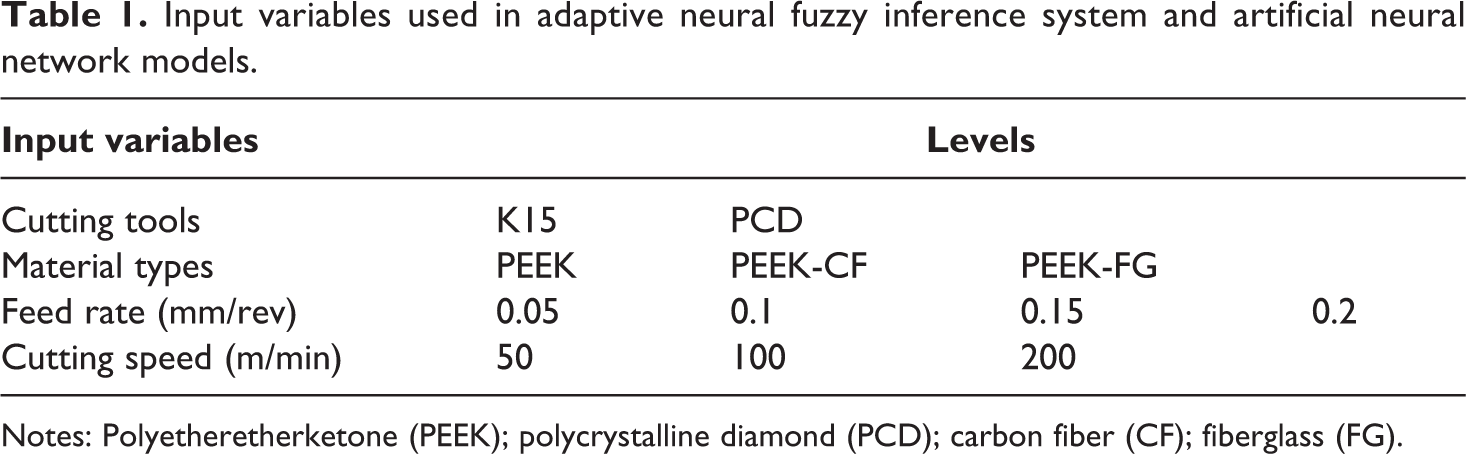
Notes: Polyetheretherketone (PEEK); polycrystalline diamond (PCD); carbon fiber (CF); fiberglass (FG).
Table 1 shows the input parameters and levels used for the experiments. The experiments used four feed-rate levels (0.05, 0.1, 0.15, and 0.2), three cutting-speed levels (50, 100, and 200), two cutting-tool types (K15 and PCD; Tools 1 and 2), and three material types (unreinforced and reinforced PEEK CF 30 and PEEK FG 30; Materials 1–3). The input and output database was established to train and test the ANN and ANFIS models. The full factorial design of the experiments is used to model turning process of the experimental setup for the ANN and ANFIS models. 24 The experimental layout includes 72 sets of combinations of process parameters according to the full factorial design, and each experiment was carried out twice. 75% of the data was used for training for the ANN and ANFIS models, while 25% of the data was used for testing. 25 The total number of experiments in this study covers 72 datasets, among which 14 (one-thirds) datasets have been considered for testing and 58 (two-third) for training.
Artificial neural network and adaptive-neural fuzzy inference system modeling for the prediction of cutting force
In this study, the aim is to develop a model that enables us to observe the effect of input variables on the output according to different levels and to predict the output. The recent development of artificial intelligence techniques has enabled the solution and modeling of nonlinear problems. Moreover, ANNs are used as an effective method in modeling turning processes that involve complex input-output relationships, are very expensive to obtain, and contain numerous datasets.
In addition, ANFIS is one of the soft computing techniques that plays an important role in modeling the matrix relationship between input and output. The ANFIS is used when subjective knowledge and expert suggestions are significant in defining the objective function and decision variables. The ANFIS is ideal for predicting cutting parameters based on input variables due to the nonlinear conditions in the machining process.26,27 In conclusion, the present work aims to investigate the use of the feed rate, cutting speed, cutting tools, and material types based on ANFIS and ANN modeling for accurate cutting-force prediction in turning operations for intelligent machining.
Artificial neural networks
The ANN is a mathematical modeling technique which simulates the human biological brain and is a mechanism of parallel calculation consisting of rules of learning, neurons and connections. This mechanism assigns each relation a weight according to the rules of learning. The information required during the training of the network is stored as weights of the connections. 28 For this analysis, the ANN model has one output layer neuron, and four input layer neurons. It has two hidden layers consisting of 15 neurons. The network’s prediction outcome is that the neurons in the output layer generate the cutting force. The feed rate, type of material, cutting speed and cutting tool are defined as the input variables for training and testing the ANN model. The ANN model’s architecture is shown in Figure 2.
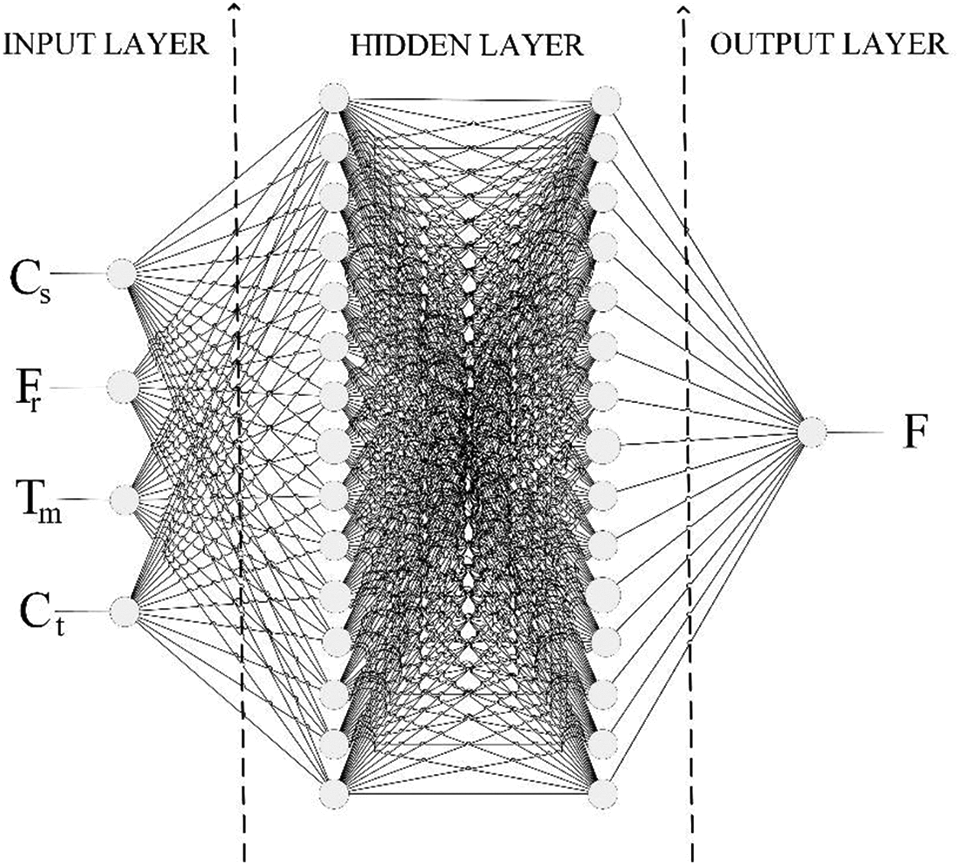
Artificial neural network architecture; Cutting speed (Cs), Feed rate (Fr), Cutting tool (Ct), and Type of material (Tm), Force (F).
Input layer as the first layer of the system which works as a receiver conveys the data to the second layer. The second layer processes and delivers the data to the output layer, which is called the hidden layer. This layer is placed between the input and output layer and consists of neurons that have no connection with the outside. The data is received by the output layer, this layer is the final layer and allows the exportation of the data (Figure 2). 29 Inputs, weights, total function, activation function and outputs are the five main units of an artificial neuron (Figure 3).
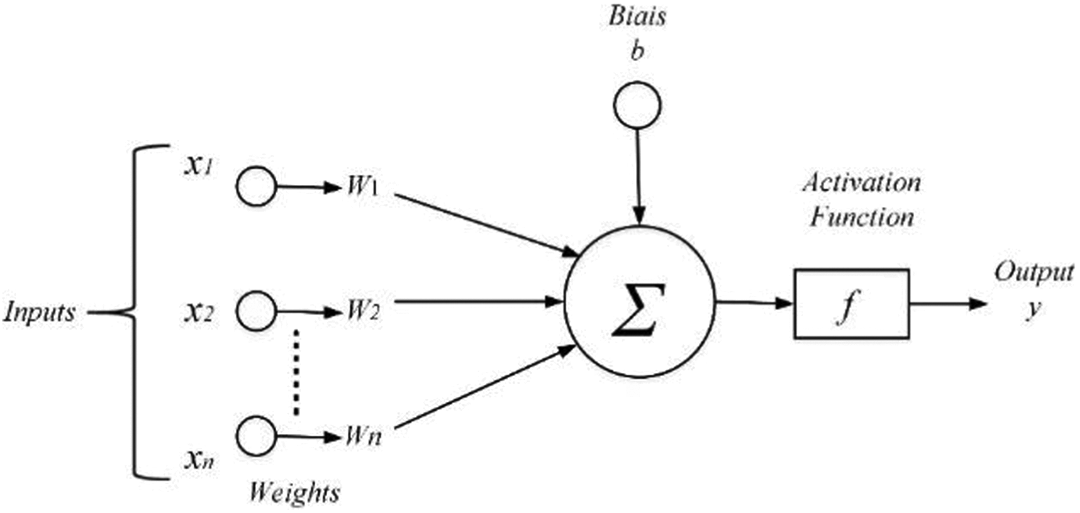
Artificial neuron structure.
The effect of input or the process elements in the previous layer is signified by the weights. The input includes information from outside which comes to the neurons. The output of the neuron is detected via the activation function which processes the net input from the sum function. Weights and input impressions are computed by the sum function on the processing unit. 30
Adaptive-neural fuzzy inference system
The ANFIS is an integrated system that consists of both neural networks and fuzzy inference systems. It is considered fuzzy inference and instability while neural network adaptability. The integrated systems are usually called Sugeno fuzzy models. Takagi, Sugeno, and Kang proposed a model that can produce fuzzy rules from input-output datasets. A typical fuzzy rule format is indicated in Equation (2).

where A and B are fuzzy proposition sets, and


The output of each rule in this inference system is a linear combination of input variables and a constant term. The final output is the weighted average
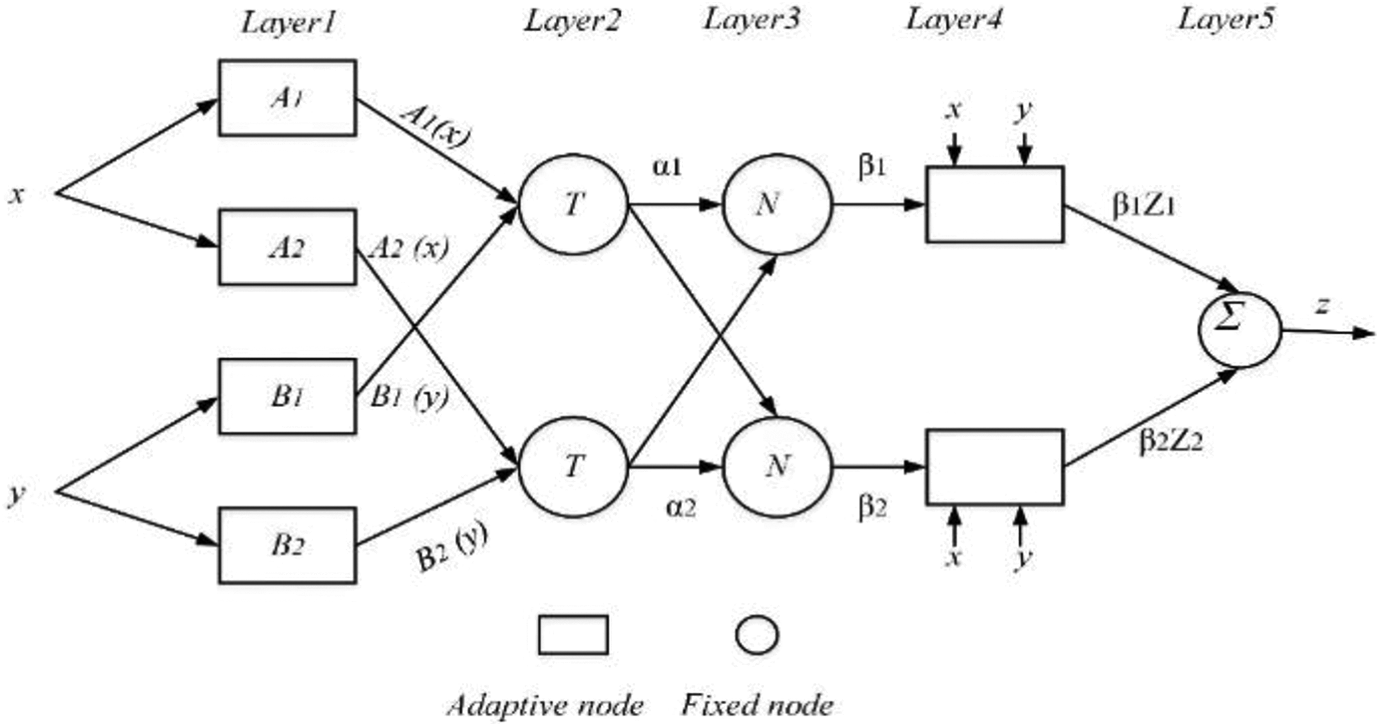
Adaptive-neural fuzzy inference system architecture for a two-input Sugeno fuzzy model.
The behavior of the node function in the same layer is described in detail below (note:


Here x and y indicate the entries of node i; Ai and

Here


Outputs of this layer are called normalized.

where

As a basic learning rule of ANFIS, the backpropagation gradient descent is used, the output layer is given back to the input node, and error signs are calculated using recalling itself (the square error associated with the output of each node). This learning rule is the same as the backpropagation learning rule used in common feed-forward neural networks.
Artificial neural network and adaptive-neural fuzzy inference system models and parameters for the cutting-force prediction
The ANN model consists of two hidden layers consisting of 15 neurons. Network prediction results are produced by the neurons in the output layer. The cutting force (F) is defined as the output variable, while the feed rate, material type, cutting speed and cutting tool are defined as the input variables for training and testing the ANN. The developed model for the ANN is shown in Figure 5.
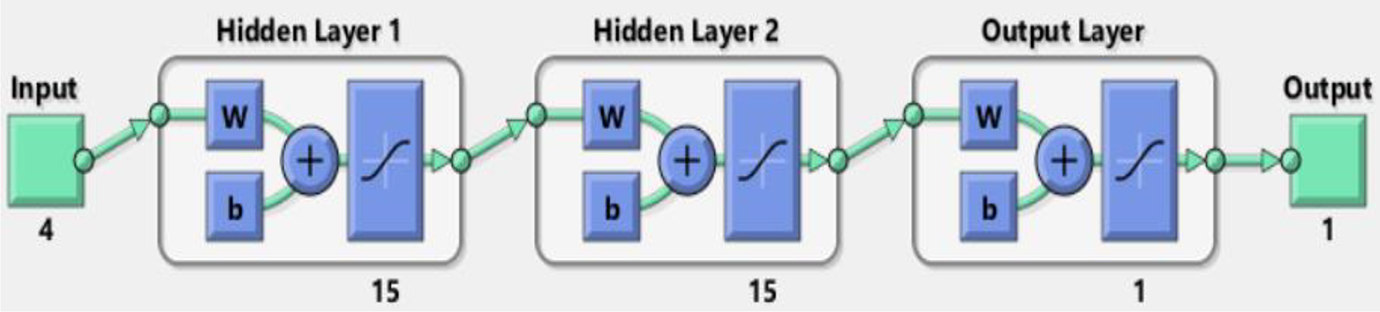
Artificial neural network model for predicting the cutting force.
ANN models, different learning algorithms with different epochs, were tested to determine which model has the best ability to predict the experimental results. The ANN model (Figure 5) was developed using Levenberg–Marquardt (as the training function), the feed-forward backpropagation algorithm, tansig (as the transfer function), learngdm (as the adaptation learning function), and the mean squared error (as the performance function). A sensitivity analysis was performed using SPSS 20.0 software.
Independent variables were used as input for the developed ANN model, after the effects on the dependent variables were obtained, (Figure S1). Importance rates were obtained to determine the effects of input variables on the output.
The ANFIS model developed in this research has four inputs: material type, feed rate, cutting speed, and cutting tool (Figure 6).
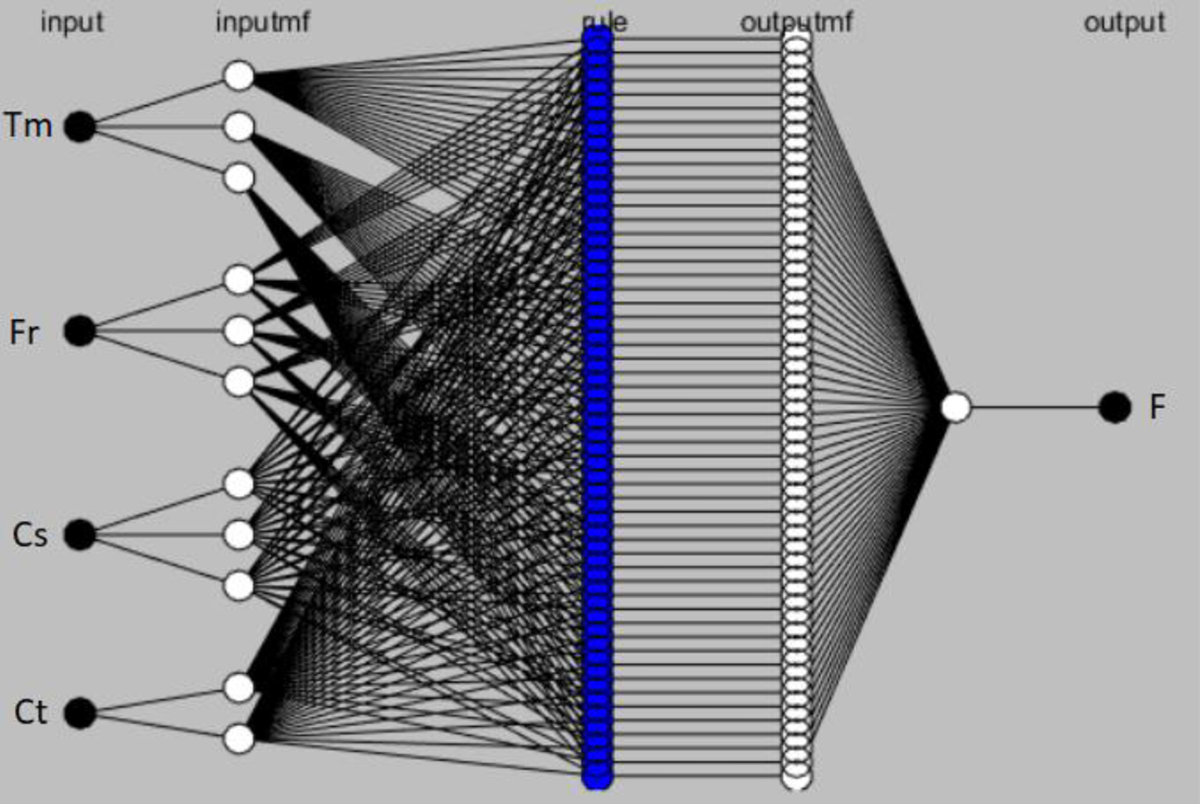
General structure of the adaptive-neural fuzzy inference system model.
In the model, after experimenting with different learning algorithms and different epochs, the best correlation was found with the hybrid learning algorithm and 100 epochs. In the model, the “trimmf” membership functions were selected for the input variables. Membership functions of the inputs are displayed in Figure S2.
The triangular membership functions for the ANFIS were obtained for the feed rate and cutting speed. Cabrera et al. 11 also proposed triangular membership functions for input variables for the prediction of cutting parameters because the output values were very close to the experimentally measured values.
Results and discussion
In this study, the ANN and ANFIS models were developed to analyze the influence of the parameters (cutting speed, cutting tool, material type and feed rate) on cutting force during the turning operation. The MATLAB toolbox is used for ANN and ANFIS training and testing cutting forces. In addition, 58 datasets were used for training, and 14 were used for testing in the ANN and ANFIS models. Comparisons between the experimental and predicted values are shown in Figure S3, Figures 7 and 8.
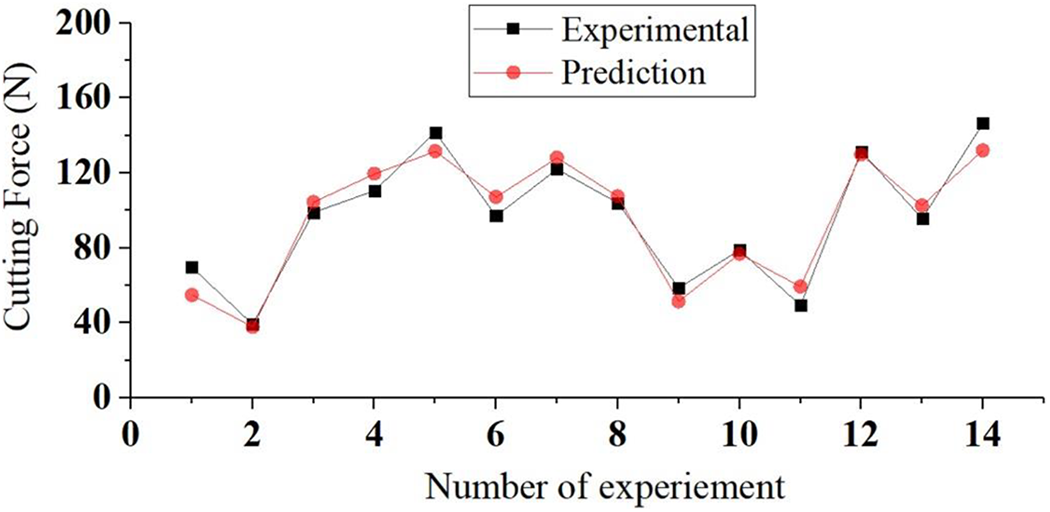
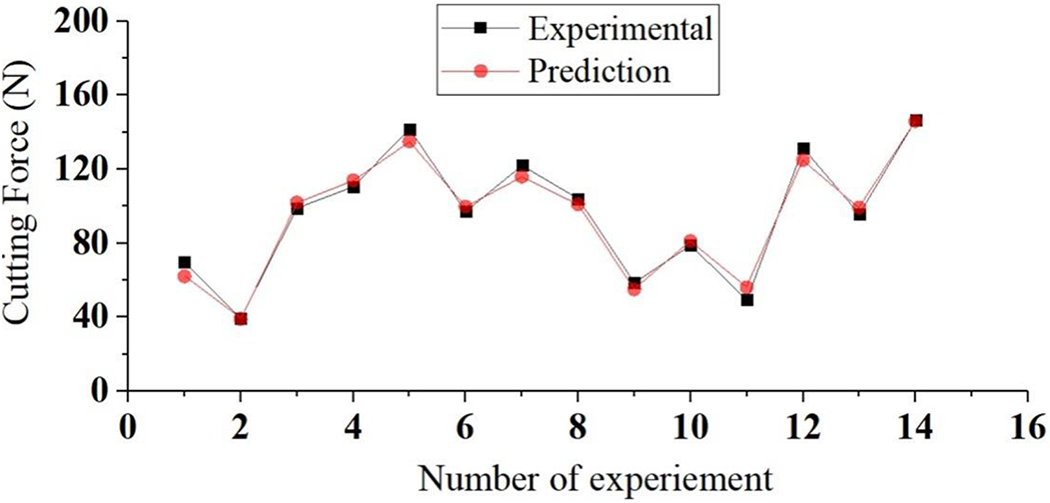
Comparison of experimental and testing cutting force results of the artificial neural network model.
Comparison of experimental and testing cutting force results of the adaptive-neural fuzzy inference system model.
These graphs illustrate that no substantial difference exists between the experimental results and predicted values of the cutting force (Figures S3, 7, and 8). The predicted values are very close to the experimental results of the training and testing in the ANN and ANFIS models. The results of the ANFIS and ANN models (predicted values) and the experimental results (training and testing data) are compared in terms of the mean absolute percentage error (MAPE) and R2.


Here,
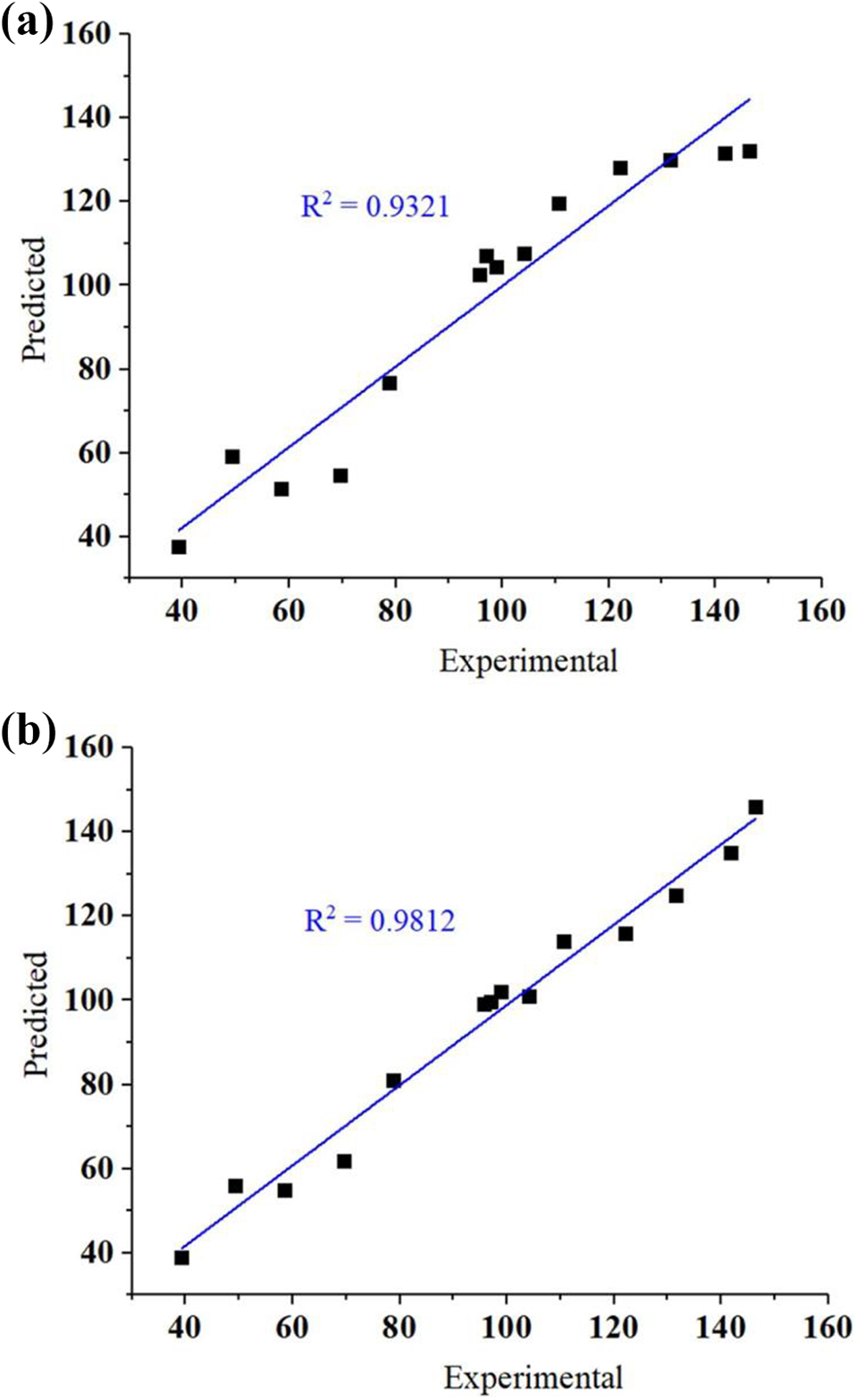
Predicted and experimental values for cutting force for the artificial neural network (a) and adaptive-neural- fuzzy inference system (b) models.
The values from the testing are close to the experimental results in the ANN and ANFIS models (Figure 9). The R2 values for the ANN and ANFIS models obtained for F are 0.9321 and 0.9812, respectively. The results reveal that the ANN and ANFIS models can generalize with fairly good predictions between the output and input variables.
The test stage results in Figures 7 and 8 illustrate that the ANN and ANFIS models are suitable for fairly good cutting force predictions. The statistical values for both testing and training, such as R2 and MAPE, are listed in Table 2. While the statistical values of R2 and MAPE from training in the ANN model were obtained as 0.9952 and 0.0090, respectively, these values were obtained in testing for the ANN and ANFIS models as 0.0871 and 0.9321; 0.0468 and 0.9812, respectively. All the statistical values in Table 2 indicate that the proposed ANN and ANFIS models are acceptable and very closely predict the cutting force values to the experimental results. Compared to previous studies in this field, this study helps predict the cutting force considering the feed rate, material type, cutting tools and cutting speed when turning unreinforced and reinforced PEEKs.
Cutting force statistical values of the designed artificial neural network (ANN) and adaptive-neural fuzzy inference system(ANFIS) models.
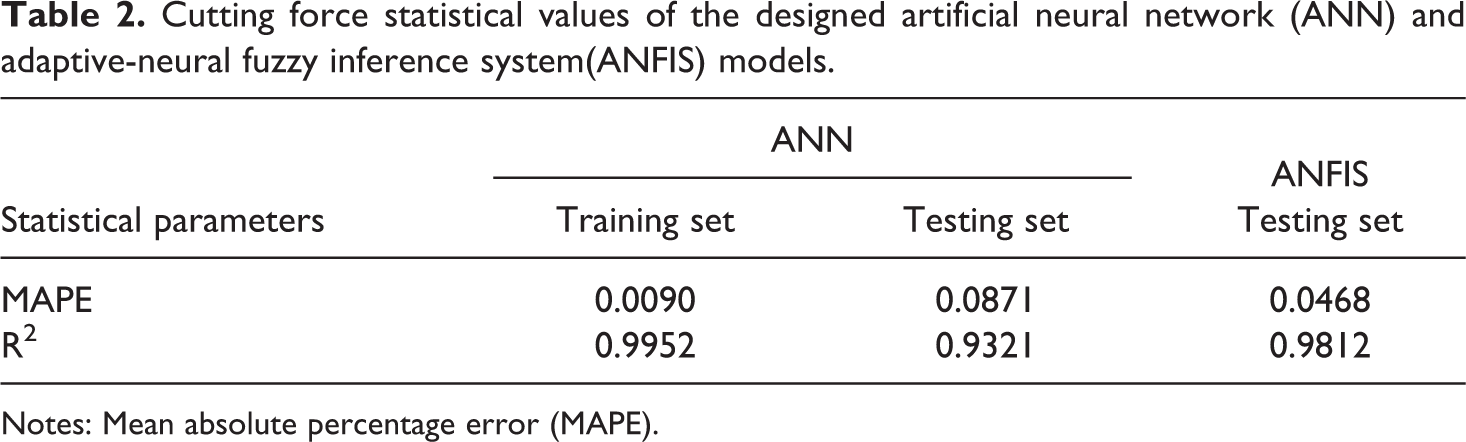
Notes: Mean absolute percentage error (MAPE).
The graph (Figure 10) reveals that the cutting force increases parallel with the feed rate, at the lowest and highest cutting-speed values. Thus, the maximum cutting force can be obtained when applying feed rate of 0.15 and cutting speed at 50 m/min and 200 m/min. In contrast, the lowest cutting force was observed when exerting the lowest feed rate of 0.05 and cutting speed of between 100 m/min and 150 m/min. Regarding the effect on the material type, when the feed rate increases, the cutting force rises for all material types. The highest cutting force was obtained when applying feed rate of 0.2 for PEEK-CF compared to PEEK and PEEK-FG. Due to strengthening of the composite from the carbon in the PEEK, the cutting force reached the highest value comparatively. Otherwise, PEEK and PEEK-FG had higher cutting force at lower feed rate of 0.05 compared to PEEK-CF.
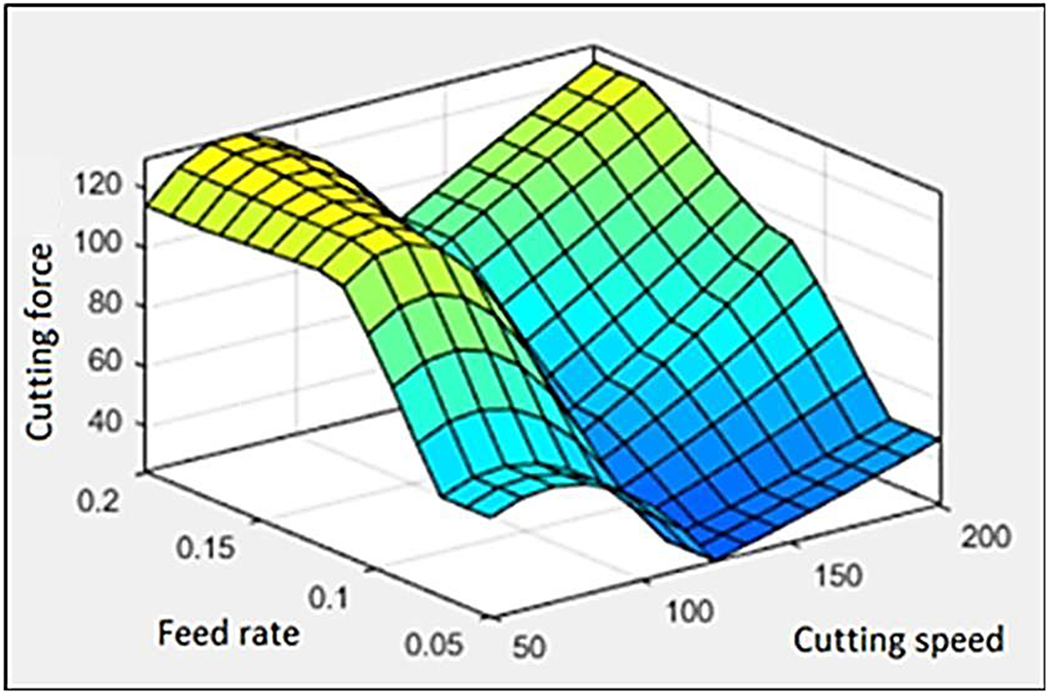
Cutting-force variation by cutting speed and feed rate.
The effect of cutting speed with materials on the cutting force was analyzed. A higher cutting force was achieved with the lowest cutting speed of 50m/min for PEEK-CF. In contrast, the minimum cutting force was obtained at between 100 m/min and 150 m/min for all materials and was more pronounced for PEEK (Figure S4). Cutting tool K15 had larger influence on the cutting force when machining PEEK-FG, whereas the lowest cutting force was recorded for PEEK. When examining cutting tool PCD, the cutting force was higher when machining PEEK-CF compared to PEEK and PEEK-FG.
Furthermore, the cutting force increased progressively with the increase in the feed rate when using both cutting tools. In addition, the influence of cutting tool PCD was more noticeable against cutting tool K15 (Figure S5). When investigating the effect of the cutting speed with cutting tools on the cutting force, both tools behaved similarly. A higher cutting force at a low cutting speed of 50m/min was observed, whereas the lowest cutting speed was between 100m/min and 150m/min during machining.
Conclusion
In this study, ANN and ANFIS models were used to predict cutting forces during the turning operation of unreinforced PEEK and reinforced PEEK CF 30 and PEEK GF 30 using the K15 and PCD cutting tools. The feed rate, cutting speed, material type, and cutting tools were defined as input parameters. After determining the ANN and ANFIS model results, R2 and MAPE were used as evaluation criteria. To compare the experimental and predicted values of training, MAPE (0.0090) and R2 (0.9952) were obtained for ANN. MAPE and R2 were 0.0871 and 0.9321 for ANN, 0.0468 and 0.9812 for ANFIS respectively in testing. Thus, the predicted cutting-force values were close to the experimental results from the training and testing stages of the ANN and ANFIS models. The results show that the ANFIS had slightly better prediction than ANN and suggest that ANFIS can be employed to get better quality product during turning of PEEK composites.
In conclusion, the ANN and ANFIS models are practical methods to predict cutting forces during the turning operation of unreinforced and reinforced PEEK using the K15 and PCD cutting tools in a short period with low error rates. This proves that the ANN- and ANFIS-based models can be used to effectively predict the cutting force during PEEK composite machining. By using this system, the efficiency of the machined parts can be improved. With the addition of more variables and the analysis of a broader variety of cutting conditions, more improvements in these models are possible. The other parameters (surface roughness: Ra, Rt, etc.) can be predicted using more input parameters for future study.
Supplemental material
Supplemental Material, sj-docx-1-jtc-10.1177_08927057211013070 - Modeling of cutting parameters in turning of PEEK composite using artificial neural networks and adaptive-neural fuzzy inference systems
Supplemental Material, sj-docx-1-jtc-10.1177_08927057211013070 for Modeling of cutting parameters in turning of PEEK composite using artificial neural networks and adaptive-neural fuzzy inference systems by Gökçe Özden, Mustafa Özgür Öteyaka and Francisco Mata Cabrera in Journal of Thermoplastic Composite Materials
Footnotes
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.