
Abstract
In this work, Mulberry Stems (MS) obtained as a by-product of sericulture have been used as reinforcement for Polypropylene (PP) composites intended for green building, furniture and automotive applications. Mulberry stems are lignocellulosic and are renewable and sustainable sources but remain unutilized and are usually discarded as waste by burning or burying. An attempt has been made to utilize mulberry stems as substitutes for commonly used non-biodegradable composites using a simple and clean fabrication technique. The effects of reinforcement percentage (80% to 95% w/w) of MS and density (0.5 g cm−3 to 1.25 g cm−3) of composites on the properties have been studied. Results revealed that, 90/10 (MS/PP w/w %) was the optimum ratio that provides highest mechanical strength. Increasing the density enhanced the strength, thermal insulation, sound transmission loss, water stability and flame retardancy. The 1.25 g cm−3, 90/10 ratio composite had a high sound transmission loss of 46.6 dB and thermal conductivity of 0.130 W/mK which is 70% lower than neat gypsum board used in false ceiling applications. The high insulation and sound barrier properties of mulberry stem based composites are due to the unique hollow morphology of MS which aids in efficient absorbtion and dissipation of the thermal energy and sound waves. Weight loss of MS/PP composite after soil burial test for 120 days varied between 8.9% and 31.4%. MS/PP composites could be potentially used as a green replacement for ply, particleboards, false ceiling, automotive parts and other applications.
Introduction
Recently, the use of agro-industrial waste has gained importance mainly due to their surplus availability, renewable nature and potential use of the lignocellulosic components in various fields. Environmental concerns over the use of non-renewable resources and increasing price of synthetic polymers have increased the research and development of agro-waste products. Natural fibers such as flax, jute, coir and sisal have been extensively used for developing composites for various applications. Natural fibers have also been subject to physical and chemical modifications for enhancing performance properties. For instance, chemically modified sisal fibers were used to develop light-weight composites with excellent mechanical and dielectric properties required for electrical and automotive applications. 1 To develop completely biodegradable composites, Alfa fibers were combined with poly(butylene succinate) (PBS) and composites developed with improved properties. Addition of fibers increased the crystallization of PBS matrix and also improved the complex modulus. 2 Polypropylene composites reinforced with sodium hydroxide modified rice and coffee husks provided a tensile strength between 27 and 37 MPa and Young’s modulus between 1.7 and 2.2 GPa. 3 In addition to mechanical properties, biobased materials also provide improved thermal and acoustic resistance. In a study by Nechita and Stefania, thermoplastic composites were developed using expanded perlite and lignocellulosic wastes with thermal conductivity between 0.05 and 0.11 W/mK which is suitable for thermal insulation of buildings. 4 Addition of nanoclay to polypropylene composites reinforced with banana fibers increased flexural strength by 47% and tensile strength by 41%. High interaction was observed between the nanoclay, polypropylene and fibers which helped to improve modulus and thermal properties. 5
Several lignocellulosic residues such as turmeric stalks, castor stems, sabai grass, bagasse waste and others are now being considered as a source for natural cellulose fibers, for water purification and for developing bio-composites for civil, automotive, electronics and other applications.6–22 Although agricultural residues are predominantly used as a source for fuel (briquetting, ethanol etc), developing biocomposites from the residues is more efficient due to the higher value addition and larger market potential. Agro-wastes as reinforcement in composites provide, unique properties such as high acoustic resistance, thermal insulation, flame retardancy and mechanical strength.16–18,23,24 However, it has been suggested that biobased composites, particularly those reinforced with natural fibers need to overcome the difficulties in manufacturing, machinability and inherent limitations to be applicable for large-scale production and implementation. 25
Mulberry plants are cultivated largely for their leaves which are used in feeding silk worms. Mulberry plant residue, as a sustainable material is receiving increased attraction nowadays due to their abundant availability, renewability and biodegradability. Typically, a mulberry plant yields about 40 tons of leaves per year compared to 52 tons of stems. 26 Hence, it is apparent that utilizing the stems is necessary to increase value from the crops. India and China as leading silk growers, generate thousand of tons of mulberry plant wastes every year. 27 Some studies have been conducted to understand the composition, structure and potential applications of mulberry stems. Most common applications of the stems is to use them as firewood or for paper manufacturing. 28 Extracts from mulberry barks are reported to have medicinal effects including anti-HIV, anti-oxidative properties and relieving asthma. 29 Several authors have also reported using mulberry plant based films for biodegradable packaging, fiber extraction, biomanure and cellulose extraction.27–33 However, large-scale use of mulberry plant residue especially the mulberry stems (MS) is still not accomplished. 29 Moreover, in all of the previous studies, significant chemical and physical treatments have been used to obtain the extractives and pulp required for different applications.
Of late, increase in the cost of construction materials such as sand and cement has directed the scientists to develop alternate, inexpensive construction materials. Bio-composites seem to be a viable alternative to develop inexpensive building material for non-structural applications. Such efforts also lead to an effective utilization of agro-wastes. Earlier reports by the authors show the potential of agro-wastes such as bagasse, sabai grass, groundnut shell, rice husk, coffee husk as reinforcement for composites with properties suitable for interior applications without the need for any chemical or physical treatments to the residues.10,11,14,34 Despite being available in large quantities at low cost, there have not been many studies on using MS as reinforcement for composites. 35 In one study, scrimber boards were made out of mulberry branches using Phenol formaldehyde resin. Prior to the scrimber manufacture, the branches were subjected to boiling and treatment with superheated steam. Results revealed that resin content had minimum impact on the mechanical properties compared to the density.
In the current work, the authors have used MS in its native form as reinforcement for polypropylene (PP) composites useful in ply and interior applications. MS consists mostly of cellulose and hemicellulose which we believe can form excellent reinforcement. Using MS in its native form retains its inherent structure, minimizes pretreatment costs and ensures maximum value addition to the end product. The effects of density and reinforcement percentage on the mechanical properties of MS/PP composites were initially characterized. The MS/PP composites were also thoroughly characterized for its morphology, thermal and acoustic insulation, water stability and flame-retardant properties as they are crucial for the optimal use in green building applications. The composite data has been compared to several other biocomposites and conventional construction materials used in interior applications.
Materials and methods
Materials
MS (Cellulose—68%, Hemicellulose—10.2%, Lignin—10.8%, Ash—4.3%) were procured from the Karnataka State Sericulture Research & Development Institute (KSSRDI) campus in Bangalore. Non-woven PP webs (Density: 0.9 g cm−3, Melt Flow Index: 3.3 g/10 min at 230°C, Tensile Strength: 35 MPa) were obtained from Indian Oil Corporation, Mangalore, Karnataka, India. MS was dried at 105°C for 5 h to remove any inherent moisture after which they were crushed to a size of approximately 20 cm for composite fabrication. De-ionized water was used for the water absorption experiments.
Composite fabrication
Initially, composites of three different ratios (80/20, 90/10, 95/05 w/w%) of reinforcement: matrix and 0.5 g cm−3 density were prepared using an overall weight of 350 g.
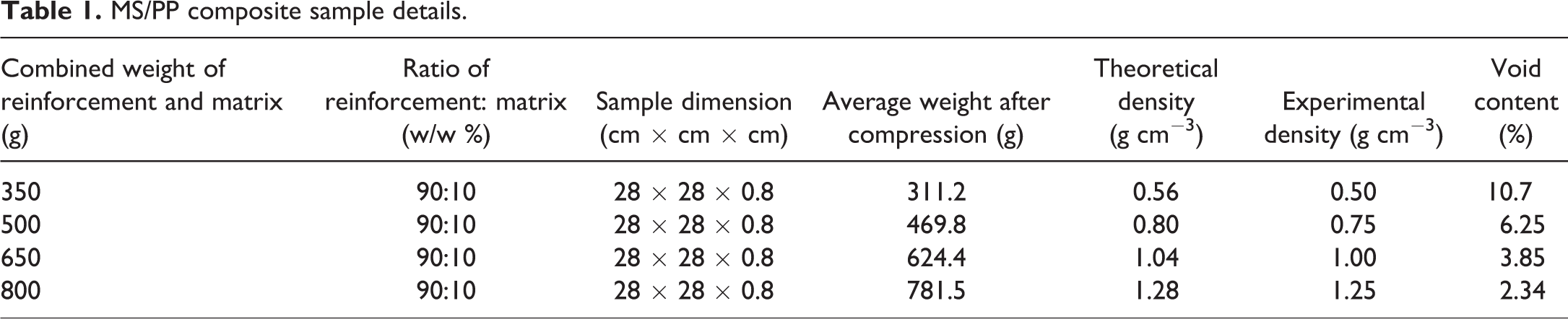
Later, calculated amounts of MS and PP were stacked alternately in a sandwich type prepreg. In a typical prepreg of dimension 28 cm × 28 cm × 0.8 cm, there were three layers of PP and two layers of MS with each of their layers having equal amount of material. In the case of 80/20 ratio, two layers of MS each weighing 140 g was sandwiched between three layers of PP weighing 35 g each. The so prepared prepreg was then placed between aluminium foils and was compression molded at 180°C, 3000 PSI for 6 min. After the specified time, cold water was run through the cooling valves of the press until the temperature dropped below 50°C. The composites were then removed from the press and cut according to the standards for mechanical testing. The results of mechanical and fire retardancy showed that the 90/10 ratio was the optimum ratio in terms of strength and flame resistance. Considering these two important factors for building applications, the effects of higher densities (0.75 g cm−3, 1.0 g cm−3, 1.25 g cm−3) was studied using the 90/10 ratio. A similar composite fabrication procedure was followed for the density study. The difference in theoretical and experimental densities of the composites were expressed as the percentage void content (Table 1).
MS/PP composite sample details.
Microscopy
The surface morphology of MS, and MS/PP composites and fracture surface of the composites were analyzed in a Scanning Electron Microscope (Hitachi SU3500, Japan). The samples were sputter coated with gold-palladium for 120 s before observing at an operating voltage of 10 kV. The sections of MS were also observed in a transmitted light, inverted imaging microscope (EVOS XL Core, Thermo Fisher Scientific).
Mechanical properties
The tensile and flexural properties of the composites were determined in a Universal Testing Machine (MTS Mechatronics, Ichalkaranji, India) using appropriate load cells and fixtures. The tensile samples measured 165 mm in length and 19 mm in width (at its widest section). ASTM D638-14 standards were followed for the tests. The average tensile strength and Young’s modulus of at least 20 trials in each sample set were reported with its standard deviation.
The flexural test was performed according to the ASTM D790-15 standards on at least 15 trials in every condition. The flexural samples were 203 mm in length and 76 mm in width. The crosshead speed was set at 10 mm/min. The average flexural strength and modulus was reported with its standard deviation.
Thermal properties
Thermal conductivity of MS/PP composites of all densities and ratios were tested in accordance with JIS 1412-2 standards in an EKO Thermal Conductometer by comparison method. The samples had dimensions of 200 mm × 200 mm. The conductivity was measured on three samples per condition and the average values were reported. The thermal resistivity was deduced from the conductivity value as the reciprocal of the former.
The thermal degradation of the composites was studied in a Shimadzu TGA 50 Thermogravimetric Analyzer. About 5–10 mg of composite samples were heated from RT to 700°C. Nitrogen gas was passed through the system at a flow rate of about 50 ml/min throughout the experiment.
Acoustic insulation
The sound transmission loss of MS/PP composites were studied according to ISO standard 10534-2:1998 standards in impedance tube (SW 477, BSWA Technology Co. Ltd). Three trials on composites of 90/10 ratio (all the densities) were carried out in the 0–1600 Hz frequency range. The average transmission loss was reported.
Water sorption
Percentage water sorption of the composites was determined using the ASTM D570-98 standards. Prior to the tests, the samples were dried in a hot air oven at 105°C for 3 h to remove any moisture present. The samples were then carefully weighed and later immersed in de-ionized water for up to 24 h. The samples were taken out at frequent intervals to measure the percentage sorption. Once taken out, the water droplets on the sample surface were carefully wiped using a soft tissue and the samples were re-weighed. The difference in weight was expressed as the percentage water absorbed by the sample. The average values of five trials were reported.
Flame retardancy
The flame retardancy test was performed according to the UL-94 standard. Samples measuring 125 mm × 12.5 mm were placed vertically above an igniter for 10 s before the igniter was removed and the sample was let to burn. Cotton was placed below the ignited sample to check for the sample dripping. Based on the time to extinguish and dripping, the flammability rating was assigned. Five samples for each ratio were tested to ensure the consistency of the results and the averages were reported.
Biodegradability test
The biodegradability of all ratios of MS/PP composites were determined by measuring the weight loss of the samples (sample dia: 100 mm) buried in compost soil as described in. 36 in our study, the samples were dug out of the soil after 15, 90 and 120 days. Samples removed after the burial test were also observed under SEM for any morphological changes.
Results and discussion
Morphology
Figure 1 shows the cross-section of MS under a light microscope. The MS has an outer layer of peel able skin which up on removing exposes a woody bark. This woody bark is the key element for the mechanical strength of the composites. The center of the stem which is the soft low density pith, is protected by the woody bark. Pith of MS aids in the insulation properties. This type of pith and bark structure is common in fibrous reinforcements such as sunflower stem or sugarcane bagasse.10,37
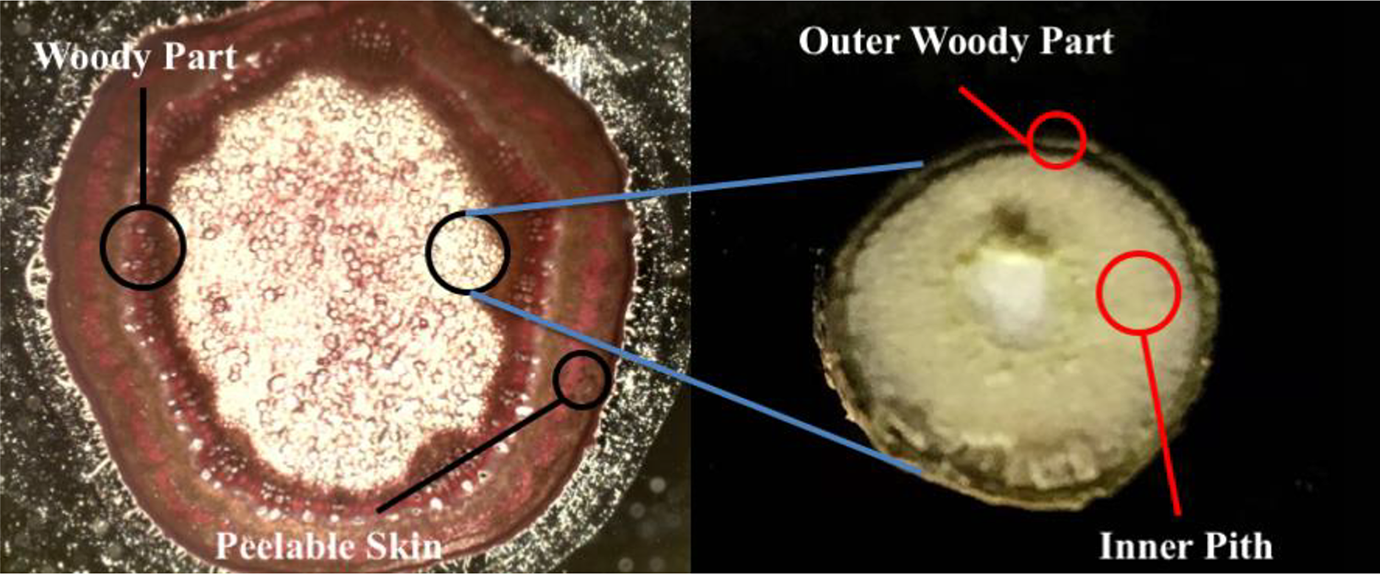
Cross-section of MS observed in a light microscope.
The SEM images of MS and the composites are given in Figure 2. Cross-section of raw MS revealed that a single stem is composed of numerous smaller individual fibers. These fibers appear to have a unique hollow tube-like structure (Figure 2(a) and (b)) which is also retained in the MS composite after compression molding (Figure 2(c)). Using reinforcements with hollow center yields composites with high insulation propertie. 38 The surface has micro-scale cracks and etched areas (Figure 2(d) and (e)) which could be due to two reasons: high pressure compaction and lower percentage (<20%) of matrix used in all the ratios. Also, the surface contains some impurities probably from MS since it was not subjected to any chemical treatment. Fracture morphology of MS/PP composite shows fiber pullouts of random nature and a relatively intact matrix (Figure 2(f)). This suggests effective stress transfer from matrix to fibers due to good adhesion and interaction between the fiber and matrix even without any chemical treatments. On the whole, MS is an effective reinforcement with unique morphology useful in fabricating composites with high mechanical (by absorbing greater strain energy) and insulation properties (by aiding in dissipation loss).39,40
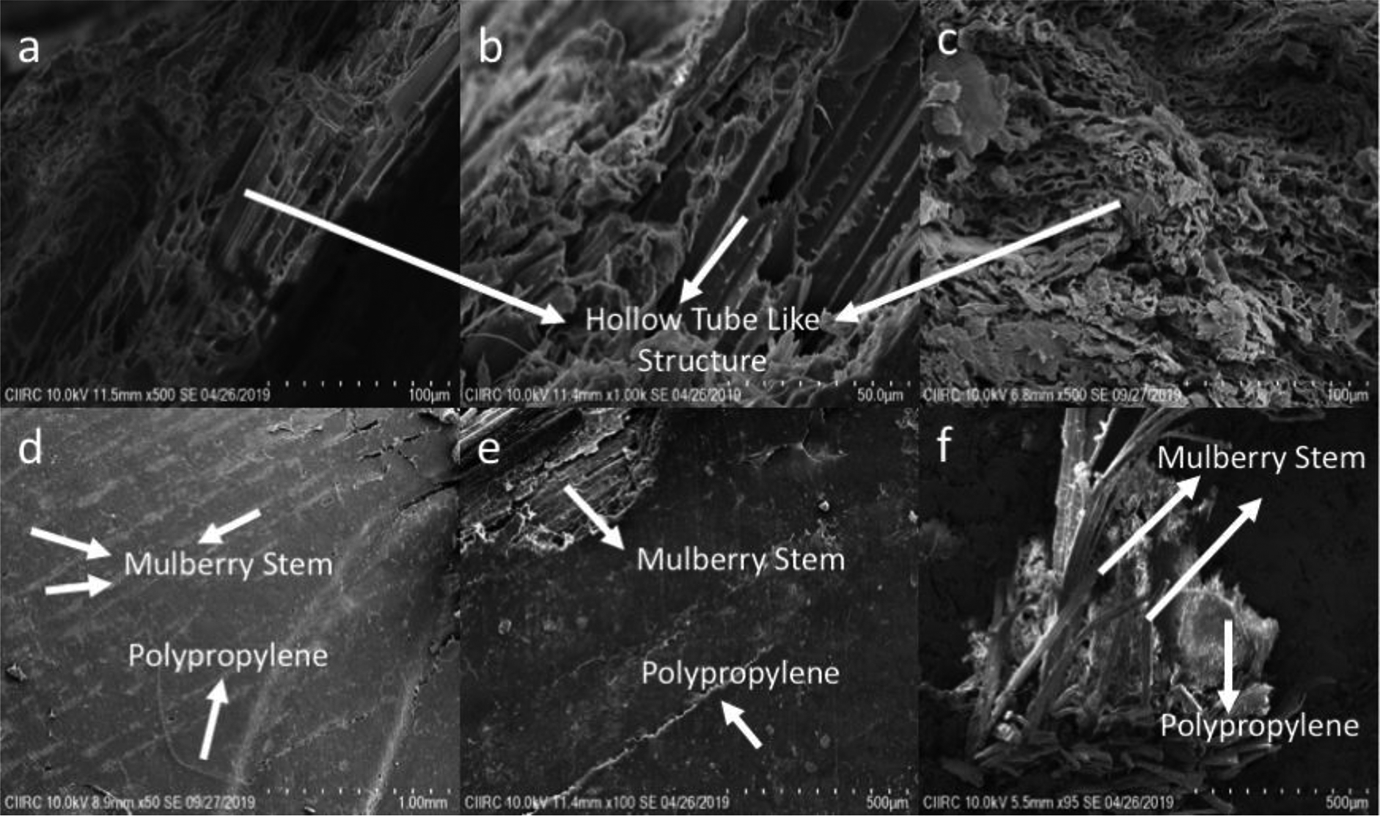
SEM images of (a, b) MS (cross-section) (c) cross-section of the MS/PP 1.0 g cm−3 composite (d, e) surface morphology of MS/PP 1.0 g cm−3 composite (f) cross-section of the fracture surface of MS/PP 1.0 g cm−3 composite.
Mechanical properties
Mechanical properties of MS/PP composites were highly influenced by the loading percentage and the density. Initially, for the 0.5 g cm−3 density, increasing the amount of MS from 80% to 90% increased the tensile strength and modulus by 11% and 53% respectively (Figure 3). On further increasing the reinforcement percentage to 95%, the strength and modulus dropped by 18% and 21%, respectively. The decrease in strength and modulus could be due to the lack of sufficient matrix required for good adhesion between the matrix and reinforcement leaving the core of the composite very soft and vulnerable to fracture. 41 The highest tensile strength obtained in 0.5 g cm−3 density was 5.4 MPa and the highest modulus obtained was 8.3 GPa. Flexural property also followed a similar trend in the 0.5 g cm−3 density composite. The 90/10 ratio showed a 54% and 60% higher strength and modulus respectively compared to the 80/20 ratio (Figure 3). Further increasing the MS ratio to 95% lead to an 18% and 43% decrease in the strength and modulus, respectively. As concentration of MS increases, the amount of PP present is insufficient to form a well-bonded composite thereby reducing the strength and ability to transfer stress.38,40,41 On the basis of the mechanical strength, 90/10 ratio composite was chosen as the reference to determine the effects of density on the properties of MS/PP composites.
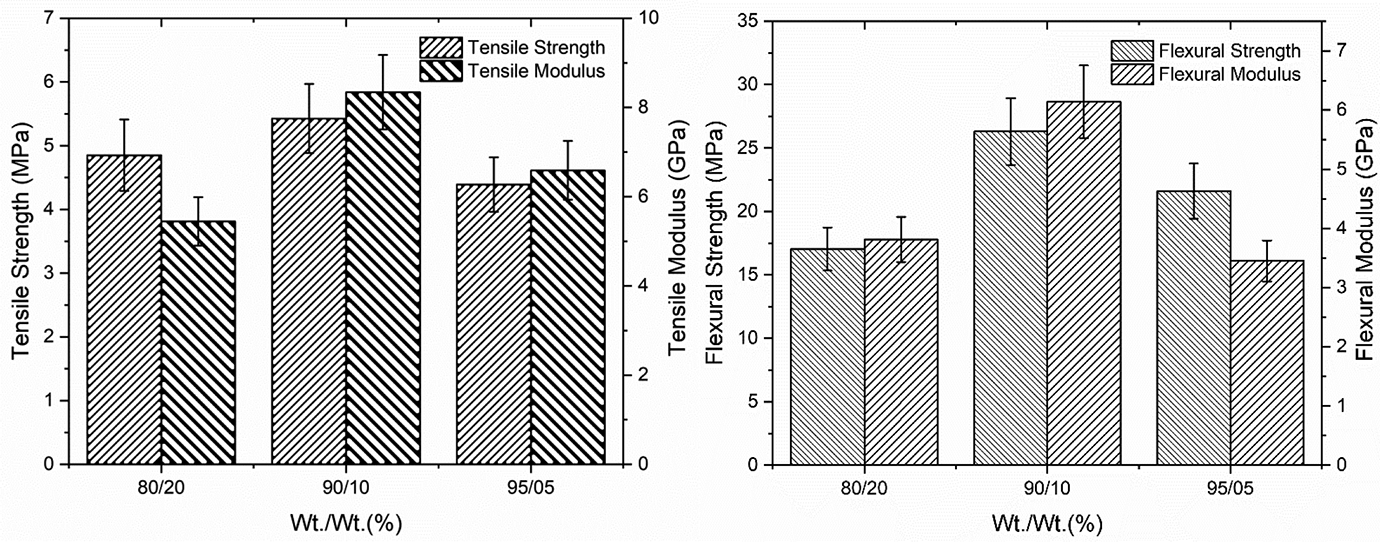
Effects of varying MS/PP ratio (0.5 g cm−3 density) on the (Left) tensile properties of the composites (Right) flexural properties of the composites.
The mechanical properties, both tensile and flexural show significant positive improvement with increase in density from 0.5 g cm−3 until 1.00 g cm−3 (Figure 4). The tensile and flexural strength showed a 162% and 55% higher value, respectively for the 1.00 g cm−3 composite compared to that of the 0.5 g cm−3 composite. The tensile modulus doubled and the flexural modulus increased by over 50% in the 1.0 g cm−3 composite when compared to 0.5 g cm−3 composite. Further increasing the density to 1.25 g cm−3 slightly decreases the strength and modulus. The decrease in strength and modulus could be attributed to the fact that at constant thickness, compared to low density composites, higher densities composites have a tighter packing with decreased void content (Table 1) which lead to better mechanical performances. 38 However, increasing the density beyond this threshold density leads to poorer adhesion between the matrix and reinforcement. Such poorer adhesion is due to the fact that, at higher concentration of MS, the MS are packed close to each other with no gap for the matrix to flow in. This limits the binding only to the MS surface, not cementing two MS fiber from the sides resulting in weaker adhesion and thereby reduced mechanical properties. Similar behavior were seen in composites developed from hollow milkweed floss, ground and whole chicken feathers and kenaf reinforced polypropylene composites.38,40–42
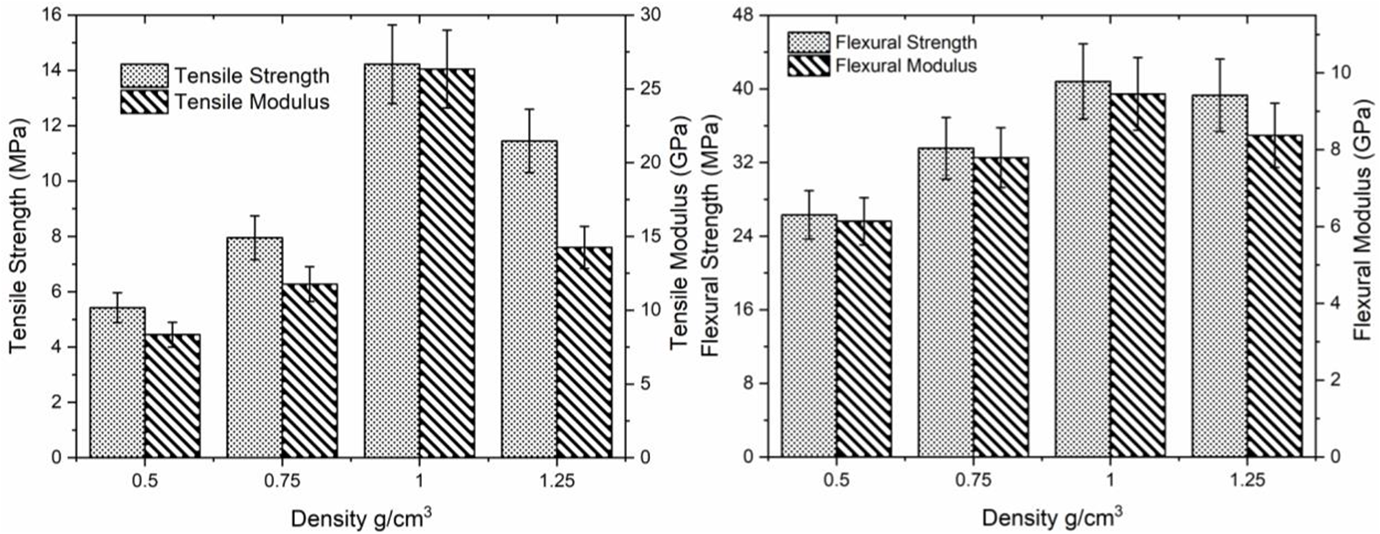
Effects of densities of MS/PP 90/10 composites on (Left) the tensile properties (Right) the flexural properties of the composites.
Thermal properties
Thermal conductivity and resistivity
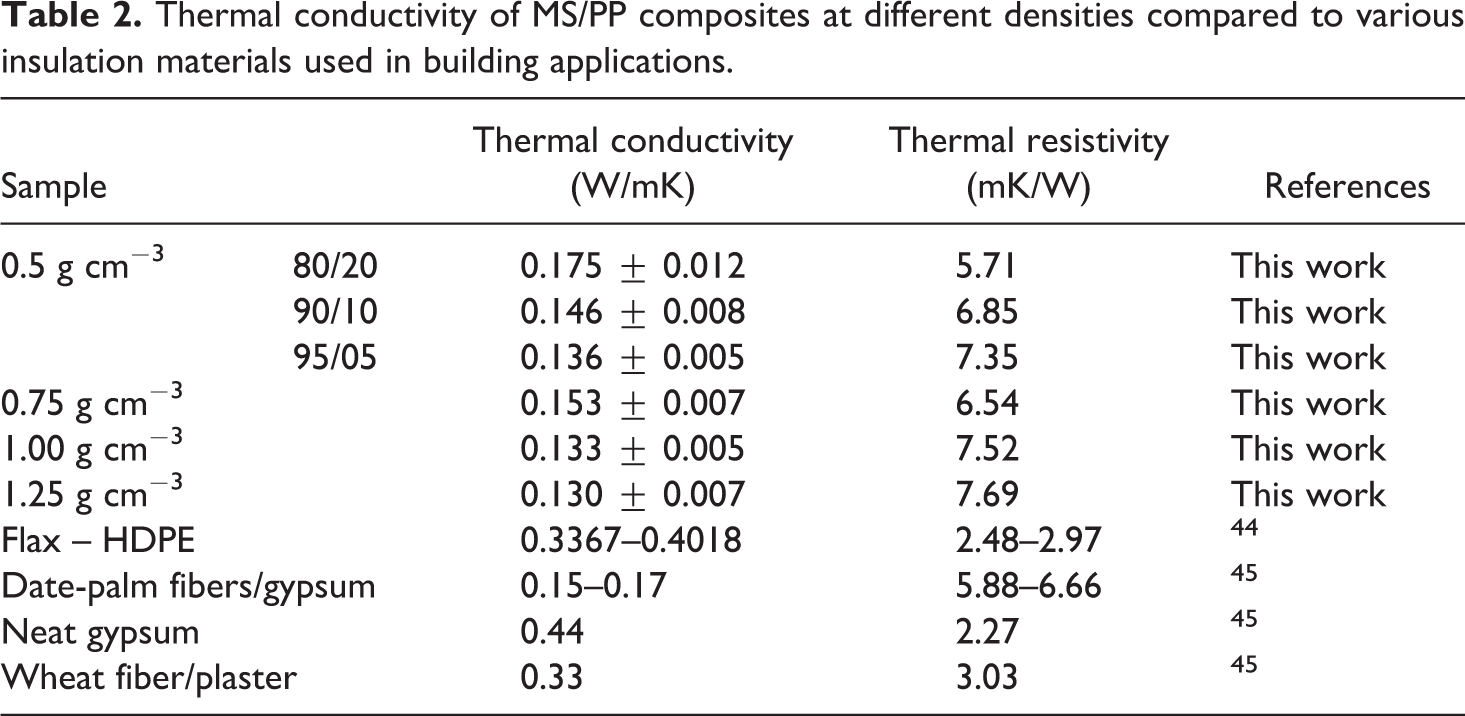
With increasing MS content, the thermal conductivity decreased, and laminar thermal resistivity increased in both the initial and varying density study (Table 2).The conductivity decreased by 22% when the MS loading was increased from 80% to 90% for the 0.5 g cm−3 composite. A similar percentage of conductivity drop (24%) was observed when the density was increased from 0.5 g cm−3 to 1.00 g cm−3. However, further increasing the ratio to 95% (in 0.5 g cm−3 composites) decreased the conductivity by only 7%. Increasing the density to 1.25 g cm−3 only resulted in a 2% decrease compared to the 1.00 g cm−3 composite. Decreased conductivity can be attributed to two major reasons: the hollow MS fiber and the difference in the thermal conductivities of PP and MS. The lowest thermal conductivity of MS/PP composites (0.130 W/mK) was 70% lower than neat gypsum (0.44 W/mK) used in thermal insulation applications. MS/PP composites also had a lower conductivity value compared to other biocomposites reported such as Flax/HDPE, date-palm fibers/gypsum composites (Table 2) and conventional wood based particleboards (0.150 W/mK). 37 Generally, in building applications, materials having thermal conductivity below 0.25 W/mK are preferable for thermal insulation. 43 Similarly, the thermal resistivity value ranged between 5.7 to 7.7 mK/W which were again similar or better than the composites reported earlier using biobased materials. The results of thermal conductivity show that all the MS/PP composite ratios can potentially be used in insulation applications.
Thermal conductivity of MS/PP composites at different densities compared to various insulation materials used in building applications.
Thermogravimetric analysis
The thermal degradation rate and the differential thermogram (DTG) of MS/PP composites is given in (Figure 5(a) and (b)), respectively. All the composites underwent a three-step degradation related to the evaporation of residual moisture, degradation of MS and PP, and combustion of residual char. The five percent weight loss was marked at 94°C, 130°C, 303°C and 305°C respectively for the 0.5, 0.75, 1.0, 1.5 g cm−3 composites. MS contains a relatively higher percentage of lignin which is known to have a higher and wide thermal degradation temperature (200–500°C) and a slow degradation rate. Therefore, at higher densities, due to the presence of higher quantities of MS (specifically lignin), the stability is increased compared to the lower density composites. The final residual weight remaining was between 20% and 22% for all the composites except the 1.0 g cm−3 composite (2%). As biomaterials contain several impurities that vary among samples, we believe it is the reason for this anomaly. Overall, the MS/PP composites possessed high thermal stability and can be used in green building and ceiling tiles applications.
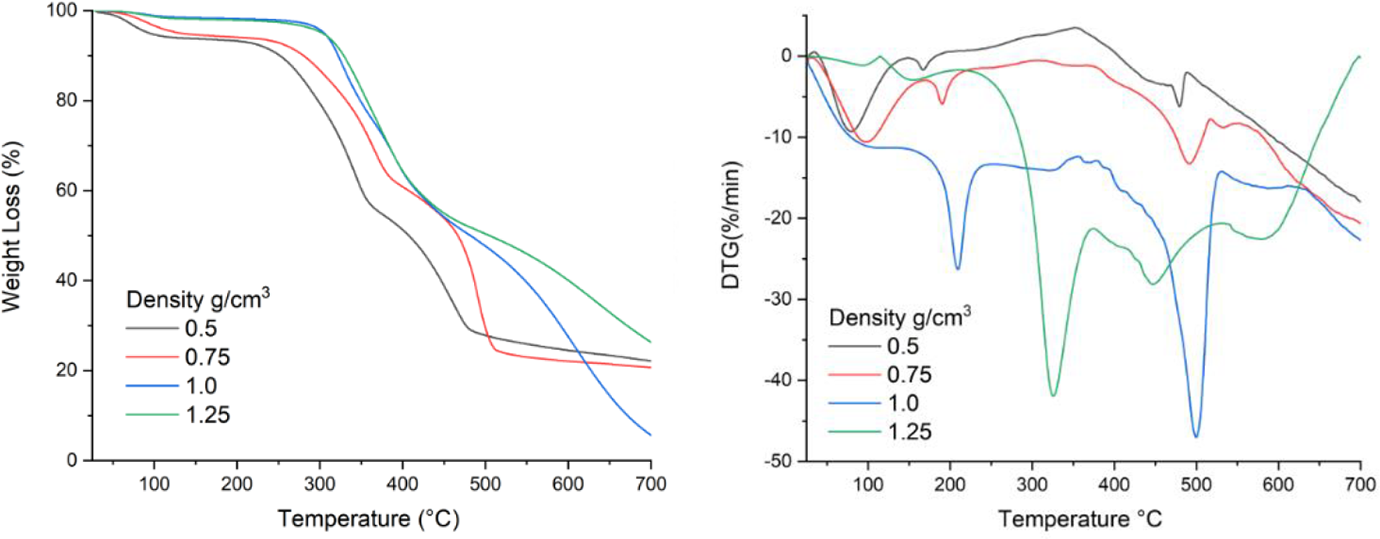
Weight loss vs temperature curve of MS/PP composites (left) and DTG curve (right).
Sound transmission loss
The sound transmission loss characteristics of MS/PP composites is given in Figure 6.Transmission loss refers to the sound intensity lost as the wave propagates through a structure. It is seen that with increase in density, the transmission loss in the MS/PP composites also increases steadily until it peaks at around 800–1000 Hz except for the 0.5 g cm−3 composite. The highest transmission loss was found to be 46.6 dB at 800 Hz in the 1.25 g cm−3 composite. Similar transmission loss (46.5 dB) was observed in the 1.0 g cm−3 composite at 1000 Hz. As can be seen from Table 1, with increasing density, more and more MS are packed tighter to each other with less void content. Reduced number of voids lead to a lesser number of escape routes for the sound waves. Hence, the transmission of sound waves on to the other side of the composite gets restricted. Zhao et al., reported that higher particle diameter (∼5 mm) in wood/rubber composites showed twice the transmission loss (40 dB) than that of composites made out of 1 mm particles. 46 In the case of MS/PP composites, the average diameter of the fiber was around 8 mm, which contributes to the better (46.6 dB) transmission loss.
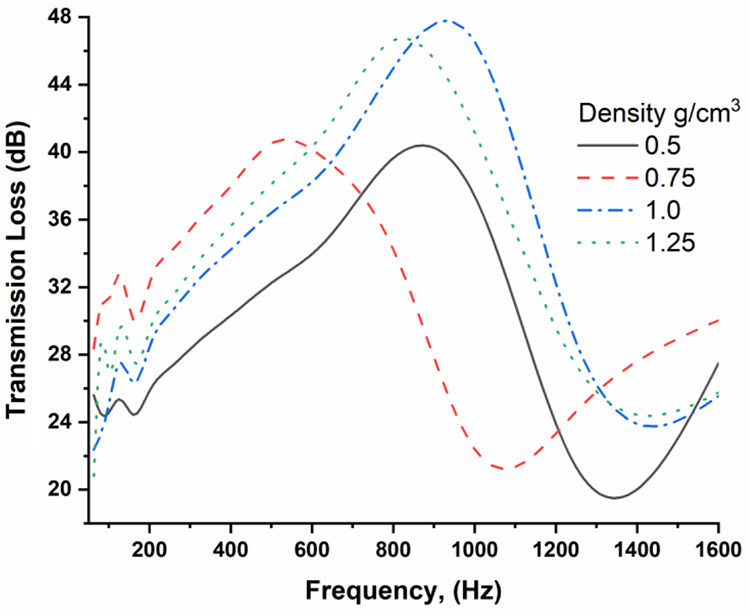
Transmission loss behavior of 90/10 (w/w%) MS/PP composites at various densities.
Water sorption
Water sorption of MS/PP composites increased with increasing MS content (Figure 7) Although PP is a hydrophobic matrix, MS is a typical lignocellulosic material that is hydrophilic in nature. With increasing MS content, the amount of PP available to cover the MS reinforcement decreases leading to an increase in the percentage sorption. A 160% higher sorption was found in the 1.25 g cm−3 composite compared to that of the lowest density (0.5 g cm−3) composite. Furthermore, MS fiber is a hollow tube which absorbs more water compared to other non-hollow reinforcements. However, in comparison to conventional insulation materials, the highest water sorption percentage in MS/PP composite (24.3%) was over 70% lower than that of gypsum boards used as false ceiling tiles. 24 The sorption percentage was also over 90% lower than other particleboards made from agricultural by-products such as sunflower bark or flax shives reported in literature. 37 Hydrophobization of the reinforcement can lower the sorption percentage but, the aim of the study was to use the waste material with minimum modifications, hence the approach was not considered. Moreover, the sorption behavior of MS/PP composites is well within the ANSI 208.1 standards for commercial products which allows up to 35% water sorption. 24 If required, sorption percentage could be controlled to some extent by adjusting the thickness. Reduced thicknesses lower the void content between the reinforcement, but the extent of reduction needs to be analyzed. Overall, MS/PP composites are relatively stable to be used as ceiling tiles or particleboards.
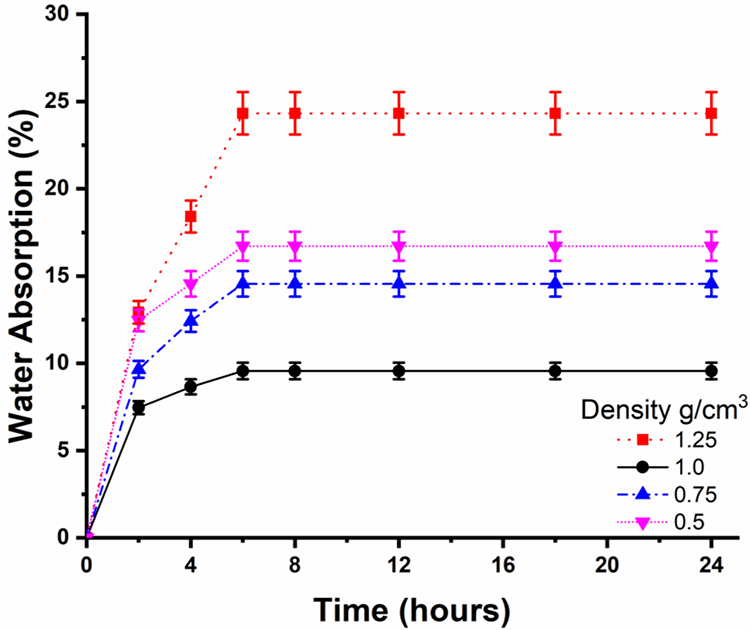
Water sorption characteristics of MS/PP 90/10 composite at different densities.
Flame retardancy
Flame retardancy is one of the key requirements of building materials. The digital image of the test is given in Figure 8. All the MS/PP composites possessed V1 rating in the UL-94 test category except the 95/05 MS/PP, 0.5 g cm−3 composite (V2). In general, lignocellulosic particles have higher resistance to flames than PP due to the presence of complex aromatic lignin structure. The lignin network structure produces high amount of char upon combustion forming a black soot layer that retards the flame propagation. 24 However, in the case of 95/05 composite, contrary to the lignin theory, in spite of the higher quantity of MS present (meaning higher quantity of lignin), the rating was V2. This is due to the fact that, at higher reinforcement ratio, due to the lack of sufficient matrix to bind, the adhesion is just physical due to the compaction. This physical adhesion is easily broken during flame propagation allowing multiple smaller paths for the flame to spread. As the flame propagates, the lignocellulosic MS particles tend to fall off easily on to the surgical cotton leading to the low rating of V-2. Conventional gypsum based particleboards contain several flame retardants giving it the highest rating in UL standards, V0. If required, flame retardancy of MS/PP can also be improved by introducing flame retardants such as diammonium phosphates which are proven to have positive effects on the flexural properties of biocomposites as well. 14

Digital image of (a) flame retardancy sample (b) sample under ignition (c) sample after the flammability test.
Biodegradability of MS/PP composites
The digital images of MS/PP composites after biodegradability test are given in (Figure 9(a) to (c)). MS is a lignocellulosic material that is easily degraded in the environment. PP on the other hand is a synthetic polymer that does not degrade. 47 In this work, the amount of MS was over 80% in all densities of the composites developed. Studies have shown that, reinforcing synthetic polymers (such as polyethylene, polypropylene) with more than 30% cellulosic reinforcement lead to a profound effect in the biodegradability of the composite. 48 The composites underwent moderate degradation over the course of 120 days. Weight loss of the composites was directly proportional to the amount of MS present similar to that observed in previous studies. 48 The highest and lowest weight loss was seen in the 1.25 g cm−3 90/10 composite (31.4%) and 0.5 g cm−3 80/20 composite (8.9%) respectively (Figure 9(d)).
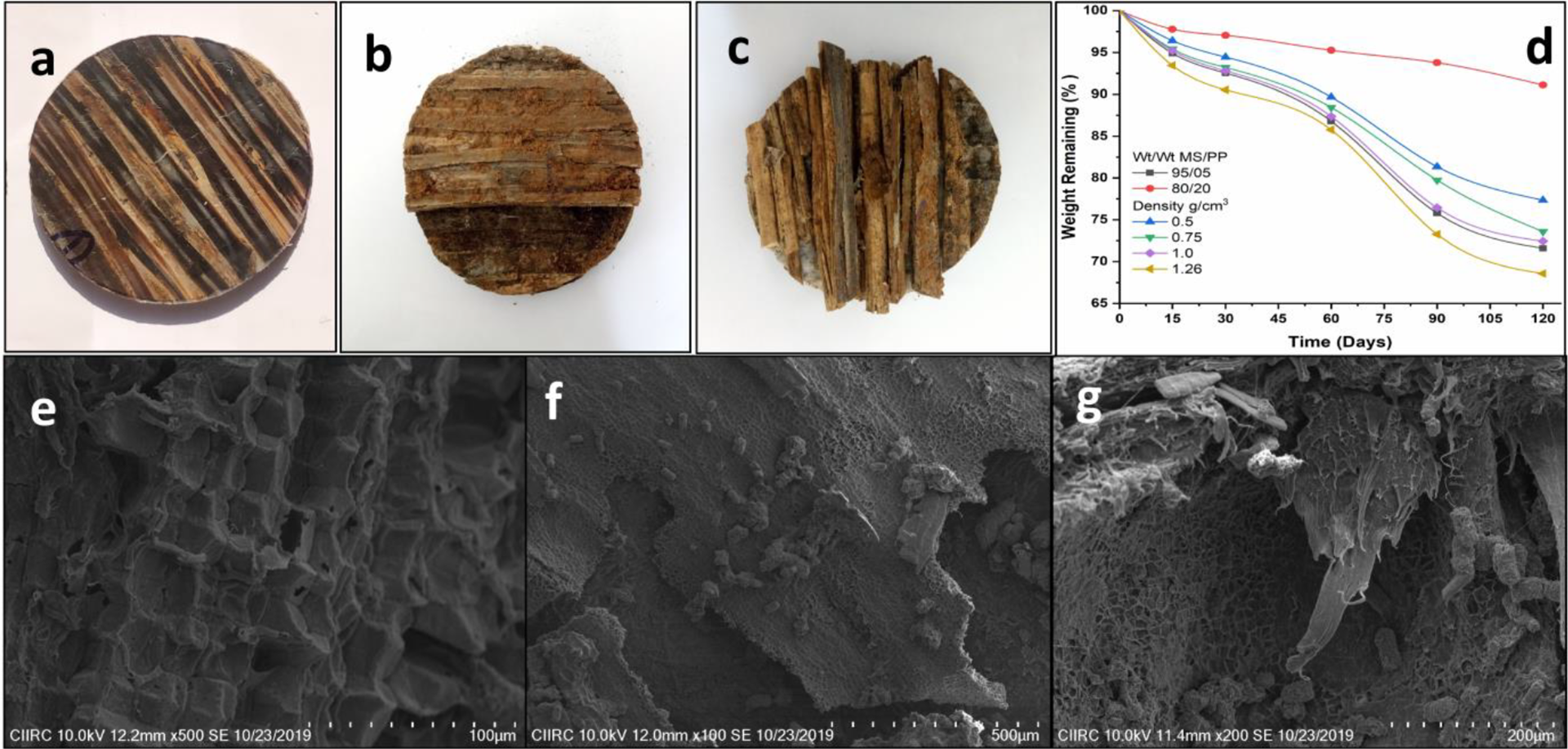
Biodegradability of MS/PP composites (a) digital image of pristine biodegradation test sample (1.25 g cm−3) (b) digital image of degraded sample (0.5 g cm−3) after 120 days (c) digital image of degraded sample (1.25 g cm−3) after 120 days (d) Weight loss characteristics of MS/PP samples during the biodegradation test (e) SEM image of MS taken out of the sample after 120 days of degradation (f) SEM image of MS/PP composite (1.25 g cm−3) after 30 days of soil burial (g) SEM image of MS/PP composite (1.25 g cm−3) after 120 days of burial in soil.
SEM images reveal that after 120 days of burial in soil, the surface of MS seems to be etched by micro-organisms in the soil leading to the weight loss (Figure 9(e)). Cross-sectional view of the degraded samples shows substantial weathering of the MS/PP composites (Figure 9(f) and (g)). Degradation is highly influenced by the mechanism and the type of cellulosic material used. 48 Hence, a thorough study on the degradation behavior of MS/PP composite is required to further accelerate the biodegradation of MS/PP composite after its use.
Comparison with other biocomposites
Table 3 presents a comparison of the key properties of biobased green building materials reported by others with the MS based composites developed in this study. However, one has to be cautious while comparing since the preparation and testing conditions of the samples are not the same. With such precautions, it can be inferred that the properties of MS/PP composites are comparable to most of the previous reports. MS/PP also fared better than gypsum based false roofing tiles in terms of mechanical properties and percentage water sorption. 14 Improved flame retardancy can be obtained by incorporating suitable additives. For false roofing and green building applications, the MS/PP composites perform within the standard range reported for thermal insulation and water sorption.24,43
Properties of MS/PP composites compared with other biocomposites potentially useful in. building applications.
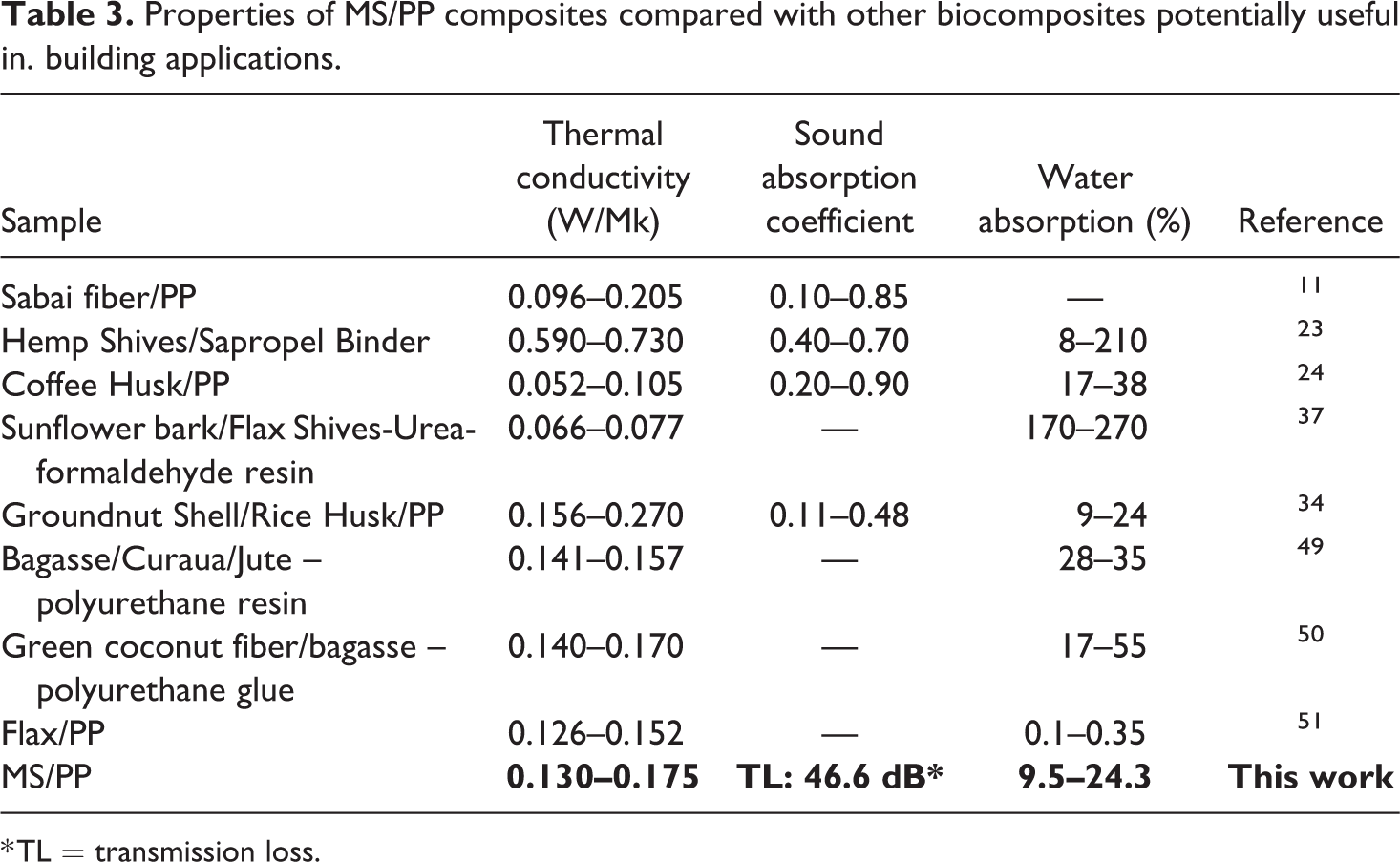
* TL = transmission loss.
Conclusions
Mulberry stems (MS) disposed as waste in silk industry were used as reinforcements to fabricate polypropylene (PP) bio-based insulator panels and bioproducts. The results of this work show that 90/10 (w/w %) ratio of reinforcement: matrix was the optimum in terms of strength. With varying density (from 0.5 to 1.25 g cm−3), the mechanical, thermal insulation, sound barrier properties, aqueous stability and flame-retardant properties of the composites significantly improved. The MS/PP composites had a 70% lower thermal conductivity at 0.130 W/mK compared to neat gypsum used in false ceiling applications. The better insulation and sound barrier properties was mainly due to the hollow structure of MS stems. The water sorption behavior of MS/PP (9–24%) was in accordance with the ANSI 208.1 standards for commercial products. Soil burial test showed that MS/PP composites degraded around 8.9–31.4% after 120 days. MS can be used without any chemical/physical treatment to develop PP composites for a variety of applications such as false ceiling boards, automotive parts, green-particle boards and plywoods. Modifications and treatments to MS and the composites can be done for functional applications where precise level of functionalities are desired. However, pre-treatment increases the cost of production and decreases the value added to the waste residues and therefore should be carried out only if absolutely required.
Footnotes
Acknowledgements
The authors thank the Center for Incubation, Innovation, Research, and Consultancy and Karnataka State Sericulture Research & Development Institute (KSSRDI) in Bangalore, for their support in this work. Narendra Reddy thanks the Department of Biotechnology, Government of India, for funding through the Ramalingaswami re-entry fellowship.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.