
Abstract
Cross-linked polyvinyl chloride (C-PVC) foams and their nanocomposite foams, containing Cloisite 30B nanoclays were prepared. The effects of compression molding pressure and time on the morphology and mechanical properties of different foams were studied. Increment of molding pressure led to higher apparent density, gel content, cell density, and expansion ratio, and wider cell size distribution, which improved the mechanical properties of the foams. Additionally, with the increasing of molding time, lower cell density and final expansion ratio, narrower cell size distribution, and higher gel content and mechanical properties could be obtained. Moreover, incorporation of Cloisite 30B nanoclay in a PVC matrix not only improved cellular microstructure and mechanical properties but also reduced water uptake ratios of nanocomposite foams.
Introduction
Polyvinyl chloride (PVC) is a linear thermoplastic polymer whose chains are often branched and interacted with each other through Van der Waals interactions. 1 Low price, high processability with additive materials, self-extinguishability, and great fire and chemical resistances are some of the excellent features of PVC which lead it to extensively be used in various fields, such as automobile, packing, and pipe preparation.2,3 Among PVC-based productions, PVC foams, in addition to the aforementioned properties, possess high strength-to-weight ratios and low water absorption content. 4 PVC foams are widely employed as a core in sandwich-structured composites in different applications, including wind energy, aerospace, transportation and industrial applications, which require damage tolerance and weight loss.5,6
Linear PVC foams have low dimensional stability at high temperatures. In order to compensate for this deficiency, cross-linking of the linear chains by introducing a cross-linking agent is considered by which dimensional stability at high temperatures and mechanical, thermal, as well as chemical resistances could be improved.1,7,8 Kleber-Colombes,9,10 a French company, has reported one of the commercial procedures for preparation of cross-linked PVC (C-PVC) foams in two steps: (i) the grafting reaction of unsaturated acidic anhydrides and a monomer on PVC chains and (ii) the formation of a three-dimensional network by cross-linking reaction of acidic anhydrides and isocyanates in boiling water. However, the main preparation procedure of C-PVC foams consists of three steps, which are the mixing of materials, compression molding, and expansion. 11 In the compression molding step, with the releasing of a free radical from an initiator (such as azobis-isobutyro-nitrile (AIBN)), the polymerization of an acidic anhydride (such as maleic anhydride) and a vinyl monomer (such as styrene) is initiated which is followed by the graft copolymerization of acidic anhydride-vinyl copolymer on PVC backbone. 9 The network structure results from the reaction of diamine and diacid produced from the hydrolysis of isocyanate and anhydride components, respectively, at the expansion step.4,7,12
Incorporation of nanofillers in C-PVC could improve physical and mechanical properties and thermal resistance as well as reduce gas permeability and flammability of the resulting foam.13–15 One of the most commonly used nanofillers in the preparation of nanocomposite C-PVC foams is the exfoliated and intercalated layers of montmorillonite layered silicate (MLS), such as montmorillonite (MMT) clay with layered silicate structure, which belongs to dioctahedral smectite.2,16 Due to their high aspect ratio, the layered silicate sheets have a large contact surface with foam matrix which improves C-PVC’s performance. The dispersion and delamination degrees of layered silicate directly control their effectiveness on C-PVC’s properties and the most ideal state could be achieved by a uniform distribution of exfoliated structure throughout the foam matrix. 17 While, MMT clays have a high tendency to agglomerate which is caused by their high surface energy and aspect ratio. So, although exfoliated and intercalated structures could be observed in some cases, there might be no significant change in the gap of nanoclay layers.5,18,19 In order to obtain better dispersion of MMT nanoclay in foam matrix, the modification of MMT by alkyl quaternary ammonium is required by which they can interact properly with a hydrophobic matrix. The localization of polymer chains among nanoclay galleries reduces the Van der Waals and electrostatic forces of MMT layers, and as a result, their gaps are increased, which finally leads to their dispensation in the foam matrix.20,21
Balsa wood and thermoplastic polymeric foams are extensively used in the construction of fuselage and hull of ships due to their specific properties, including low density, high stiffness and strength, high damage stability, and corrosion resistance. 1 Buoyancy aids have a high sensitivity to water absorption via sandwich structures. By immersing them in aquatic environments, water could be absorbed into sandwich structure by transfer mechanisms, like capillary penetration, which increases its weight and affects its mechanical and insulating properties.22,23 A Siriruk et al. 23 studied the immersion of Balsa wood and PVC foam in tap water and seawater environments. Their results show that the weight gain content of Balsa wood is higher than PVC foam, especially in tap water, which is due to the hydrophilic functionalities of Balsa wood, such as lignin and cellulose. Additionally, they showed that the weight gain content of immersed samples in seawater is higher than that at tap water. A May-Pat and F Avilés 22 revealed that after a certain weight increment of PVC foam immersed in a water environment, a reduction in its weight occurs so that it might be even lower than its initial weight. They proved that as water molecules penetrate into the cell walls; these walls swell over time and eventually, the surface cells of foam collapse and lead to weight reduction. Moreover, water molecules act as the plasticizer and reduce the mechanical properties of PVC foam.
Herein, the effects of processing conditions, including compression molding pressure and time, as well as the presence of Cloisite 30B nanoclays on mechanical properties and cellular microstructure of cross-linked PVC (C-PVC) foams were studied. The dispersion state of nanoclays and chemical reactions occurring during foam preparation were investigated by X-ray diffraction (XRD) patterns and Fourier transform infrared (FTIR) spectra, respectively. Results showed that improved cellular microstructure and mechanical properties have been obtained by the incorporation of nanoclays in the PVC matrix. In addition, XRD patterns indicated that nanoclay layers have the intercalated morphology in C-PVC nanocomposite pre-foams and foams. In order to study the effects of different aqueous environments on C-PVC pure and nanocomposite foams, the samples were immersed for 45 days in distilled water and saltwater. The results showed that the weight increase contents for the samples immersed in distilled water are higher than those immersed in saltwater. Moreover, nanocomposite foams showed lower water uptake content than pure foams. The mechanical studies revealed that the samples have experienced lower mechanical properties loss with the reduction of water uptake content.
Experimental
Materials
PVC (with a commercial name of E-6834, K-value of 60–80, and pH of 7) was purchased from Arvand Petrochemical Company (Iran). Toluene diisocyanate (TDI, 80:20 wt/wt of toluene-2,4-diisocyanate: toluene-2,6-diisocyanate) was supplied by Karoon Petrochemical Company (Iran). Maleic anhydride, azodicarbonamide (ADCA), and acetone were purchased from Merck (Germany). Styrene monomer was purchased from DAEJUNG Co. (South Korea). Calcium stearate and zinc stearate were supplied by Poodrkar Company (Iran) and used as a heat stabilizer. azobisisobutyronitrile (AIBN) was prepared by Tabriz Petrochemical Company (Iran) and used as an initiator and chemical blowing agent. Epoxidized soybean oil (ESBO) was supplied by Parsian Chemical Company (Iran). Modified nanoclay (Cloisite 30B) with an ion exchange capacity of 90 meq/100 g and interlayer space of 1.8 nm was supplied by Southern Clay Company (USA).
Preparation of cross-linked PVC foams
Cross-linked PVC
Preparation conditions and acronyms of various C-PVC pure and nanocomposite pre-foams and foams.
Preparation of cross-linked PVC nanocomposite foams
In order to prepare C-PVC nanocomposite foams, initially, modified nanoclays (Cloisite 30B) were vacuum dried for 24 h at 80°C to remove the absorbed water. Then, 0.21 phr of dehydrated nanoclays were dispersed in TDI via an ultrasonic probe (BANDELINGM3200) for 16 min at 70 kW. The rest of the preparation procedure was as same as C-PVC foams, described above. The acronyms of resulting nanocomposite foams were tabulated in Table 1 as PN or FN-50-10, so that NP and NF show nanocomposite pre-foam and nanocomposite foam, respectively, and the numbers typically represent compression molding pressure and time, respectively.
Characterization
A hot press (Brabender, Germany) with controllable temperature and pressure was utilized to prepare pure and nanocomposite PVC foams at various conditions.
The compressive mechanical behaviors of prepared foams were studied according to ISO 604 standard using a tensile tester machine (Zwick/Roell, Z010, Germany). The experiments were performed at a strain rate of 5 mm/min.
Chemical structures of various foams were studied by Fourier transform inferred (FTIR) spectra recorded by a Bruker FTIR spectrometer (Tensor 27, Germany). The spectra were recorded in the wavenumber range of 400–4000 cm−1 with a resolution of 4 cm−1.
Cloisite30B nanoclay layers were dispersed by a BANDELIN ultrasonic probe (GM3200, Germany). Their dispersion states were studied by X-ray diffraction (XRD) patterns obtained via a D5000 Siemens X-ray diffractometer (Germany). XRD patterns were recorded in the range of 2θ = 2–10°.
The cell microstructure of different foams was studied by a scanning electron microscope (SEM, Cam Scan, MV2300).
The average cell size and cell size distribution of different foams were determined via the following equations


where σ, µ, x,
The cell densities of foams were calculated by the following equation

where N, N0, A, M,
The gel content of different foams was measured according to ASTM-D3596. To this end, small parts of samples were placed in tetrahydrofuran (THF) solvent for 24 h. Then, the residue solid parts were dried at 80°C for 24 h. The gel contents were calculated by the following equation

where w1 and w2 represent the initial and final weights of solid samples, respectively.
The foaming degrees of the samples were calculated by equation 5.

where
In order to investigate the effects of various soaking environments on different foams, specimens with dimensions of 25 mm × 15 mm × 5 mm were cut from foam samples and weighted (W). Afterward, they were immersed in distilled water and saltwater (167 g/L). Then, after 5 h, 1 day, 2, 10, 30, and 45 days, they were dried and weighted (Wt) again and the weight gain percent of the various foams were calculated using the following equation.

Results and discussion
Effects of molding pressure on C-PVC foams
The effects of compression molding pressure on PVC pre-foams and foams were studied at 50 and 100 bar at a constant molding time of 10 min. The results (Figure 1) show that increment of pressure from 50 to 100 bar has led to higher apparent density and gel content, bigger cells, wider cell size distribution, and lower cell density in pre-foam samples.
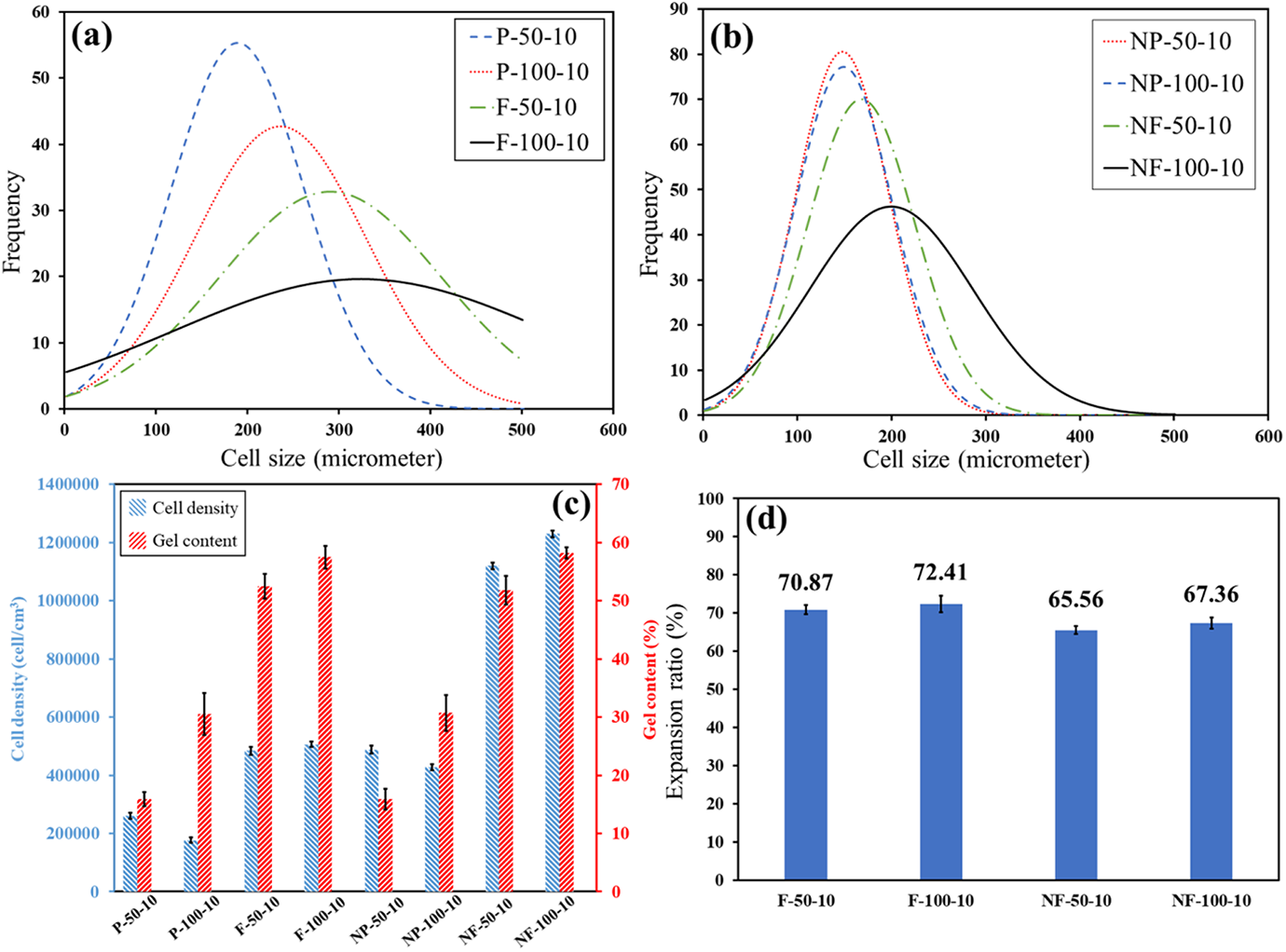
Effect of compression molding pressure. Cell size distributions of PVC pre-foams and foams (a), and PVC nanocomposite pre-foams and foams (b), cell density and gel content of pure and nanocomposite PVC pre-foams and foams (c), and the expansion ratio of pure and nanocomposite foams (g) at different molding pressure of 50 and 100 bar.
Compression molding pressure does not solely affect the nucleation during the molding step. By the effect that molding pressure has on the pre-foam, it is possible that the microstructure and final density of the final foam exhibit some changes. In the expansion step, along with the previously-formed cells, new cells form and grow in the polymer matrix. So, due to the higher content of PVC in the pre-foam matrix (lower apparent density at molding step), F-100-10 shows higher cell density, greater average cell size, and wider cell size distribution. Eventually, F-100-10 shows higher apparent density (145 ± 5) compared with F-50-10 (120 ± 5). Additionally, as F-50-10 has lower gel content and as a result, lower melt strength, polymer chains have higher mobility and water molecules can easily penetrate the polymer matrix, which leads F-50-10 to have a higher gelation rate in boiling water. 24
With incorporating of Cloisite 30B nanoclays, the nucleation can be controlled by different parameters, including shape, surface chemistry, and surface tension of the nanoclays, as well as the PVC matrix. Moreover, Cloisite 30B nanoclays reduce the gas penetration out of the sample which increases the gas solubility in PVC nanocomposite compared to pure PVC sample (both pre-foams and foams). 25 Therefore, the increment of gas solubility and nucleation in the presence of nanoclays increases the nucleation of nanocomposite samples in comparison with their pure counterparts. This statement could be verified by the comparison of P-50-10 and NP-50-10. Although both samples have approximately the same average cell size, nucleation has been initiated at lower content than the super-saturation amount in NP-50-10, which has led to the increment of nucleation and as a result, reduction of NP-50-10 sample density with respect to P-50-10. In the expansion step, pure PVC foam has been expanded higher than PVC nanocomposite foam. This is due to the fact that the produced gas in this step was spent on the cell growth rather than their nucleation. So, in spite of the same apparent density, the average cell size of F-50-10 is approximately 1.5 times NF-50-10.
The effect of molding pressure on PVC nanocomposite samples is similar to the pure samples. However, nanocomposite samples show narrower cell size distribution and smaller average cell size compared to pure sample. 25 Moreover, gel content in some nanocomposite samples is slightly lower than pure samples. This might be due to the reaction of isocyanate groups (-NCO) with functional groups of Cloisite 30B. It is noteworthy that due to the reaction of functional groups of nanoclays with PVC chains, some trivial increase could be observed in the gel content of nanocomposite foams. 26
Effects of molding time on C-PVC foams
The effects of compression molding time on microstructure and gel content of pre-foams and final foams of pure and nanocomposites PVC samples were studied at a constant molding pressure of 50 bar and molding time of 10 and 15 min. According to Figure 2, it could be concluded that the increment of molding time from 10 to 15 min has reduced cell density and average cell size of pure PVC pre-foams, however; it has led to higher gel content and narrower cell size distribution by which pre-foams with higher apparent densities (ρb) have been produced (ρb P-50-10 = 412 kg/m3 and ρb P-50-15 = 477 kg/m3).
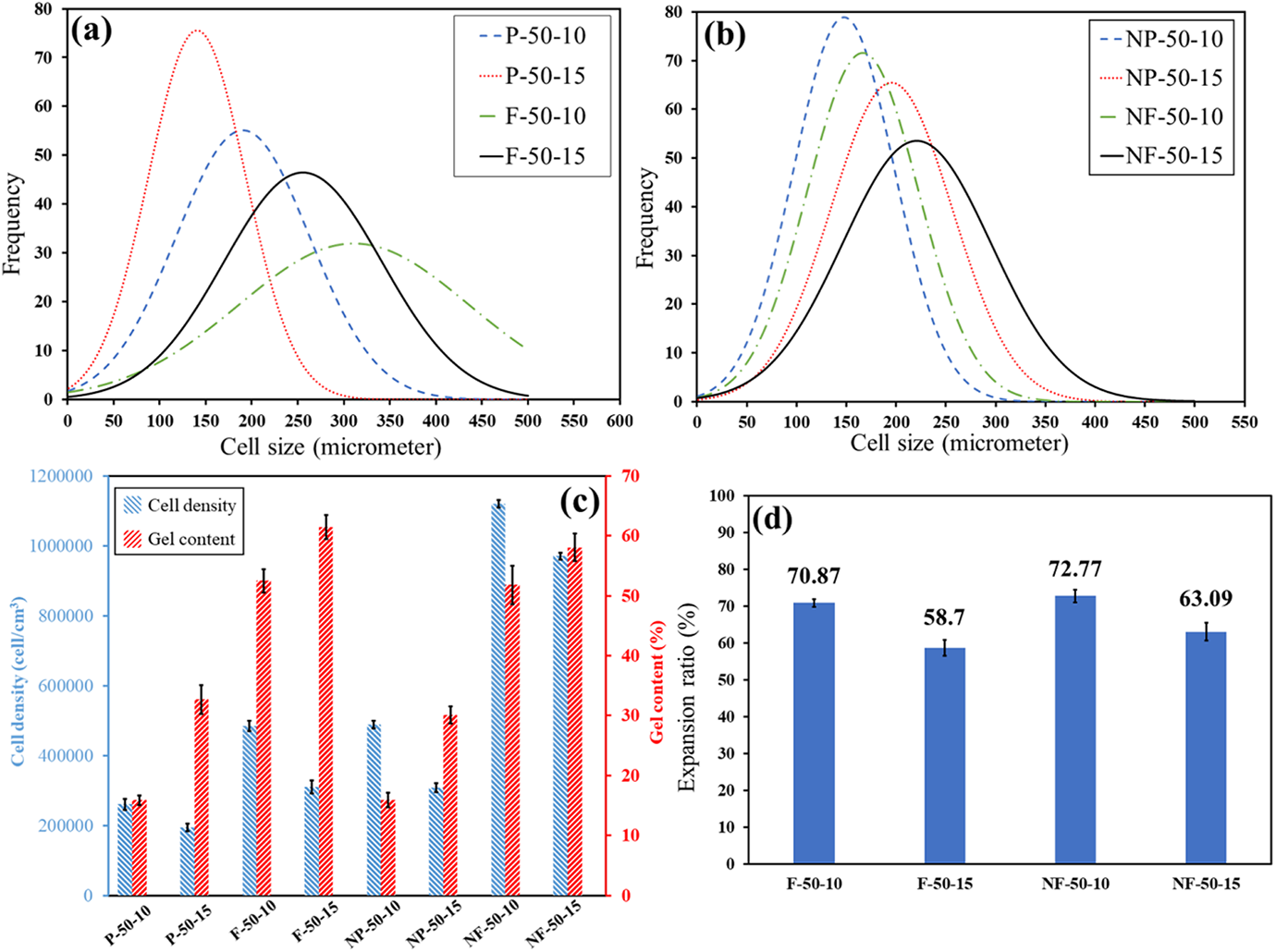
Effect of compression molding time. Cell size distributions of PVC pre-foams and foams (a) and PVC nanocomposite pre-foams and foams (b), cell density and gel content of pure and nanocomposite PVC pre-foams and foams at 50 and 100 bar (c), and the expansion ratio of pure and nanocomposite foams at 50 and 100 bar (g) at different molding time 10 and 15 min.
In the expansion step, water molecules have penetrated in F-50-15 sample with a lower rate, due to its higher gel content in the pre-foam preparation step, which is followed by a lower cross-linking rate compared to F-50-10 sample. Additionally, high gel content and low water penetration rate of P-50-15 sample have caused F-50-15 foam to have lower cell density and smaller average cell size than F-50-10 foam, which has resulted in a low final expansion of F-50-15. On the other hand, P-50-10 pre-foam sample, due to its low viscosity and gel content, has experienced easier cell nucleation and growth, and a coalition in expansion step which has led to the fabrication of foam with bigger average cell size and wider cell size distribution (F-50-10 foam sample). 27
Although nanocomposite samples, thanks to heterogeneous nucleation of nanoclays, have lower apparent density, higher cell density, and narrower cell distribution than pure samples in the same conditions, they show similar behavior as pure samples, except in connection with cell size. 25 The results show that NP-50-15 foam has a higher density than NP-50-10 (435 and 363 kg/m3, respectively). According to Figure 2a and b, the cell size of PVC nanocomposite samples has been increased by molding time increment, however; the effect of cell density was higher than that of cell size and has decreased the density of NP-50-10 foam compared to NP-50-15 one.
Figure 2a shows that the cross-linking content has been increased by the increment of molding time in PVC nanocomposites pre-foams. In the expansion step, although NF-50-15 foam has higher gel content than NF-50-10 since NP-50-10 has lower gel content and as a result, higher water penetration rate, it showed a higher cross-linking rate than NP-50-15 foam. However, the results indicate that PVC nanocomposite pre-foams and foams have lower gel contents than their pure counterparts in the same conditions. In the preparation of nanocomposite samples, -NCO groups of isocyanates may react with functional groups of Cloisite 30B nanoclays which probably reduces the number of available isocyanate groups for cross-linking reaction. 26
XRD patterns of PVC nanocomposite samples
According to Bragg’s equation, the gap of the modified nanoclay layers (Cloisite 30B) at a diffraction angle of 2θ = 4.8° is 1.85 nm. 28 Figure 3 illustrates the XRD patterns of PVC/Cloisite 30B nanocomposite pre-foam (NP-50-10), and foam (NF-50-10) prepared at molding pressure of 50 bar and molding time of 10 min, respectively. Using Bragg’s equation, dspacing of NP-50-10 and NF-50-10 are 2.34 (2θ = 3.78°) and 2.54 nm (2θ = 3.6°), respectively. As it could be deduced from Figure 3a, nanoclay layers are intercalated in nanocomposite pre-foam and foam samples. This may be attributed to the reaction of isocyanate groups and oxygen-containing functionalities of nanoclays. Isocyanate groups could penetrate among nanoclay layers and react with OH groups of nanoclays which reduces the electrostatic forces between nanoclay layers and as a result, increases their gaps. So, polymer chains could localize between nanoclay layers and may change the intercalated state to an exfoliated one. Finally, at the high residence time of nanoclays within isocyanate, it is possible that the un-reacted ends of isocyanate groups react with other nanoclay layers and isocyanate chain may act as a cross-linker between two nanoclay layers (see Figure 3b). This leads to the intercalation of nanoclays in the polymer matrix.
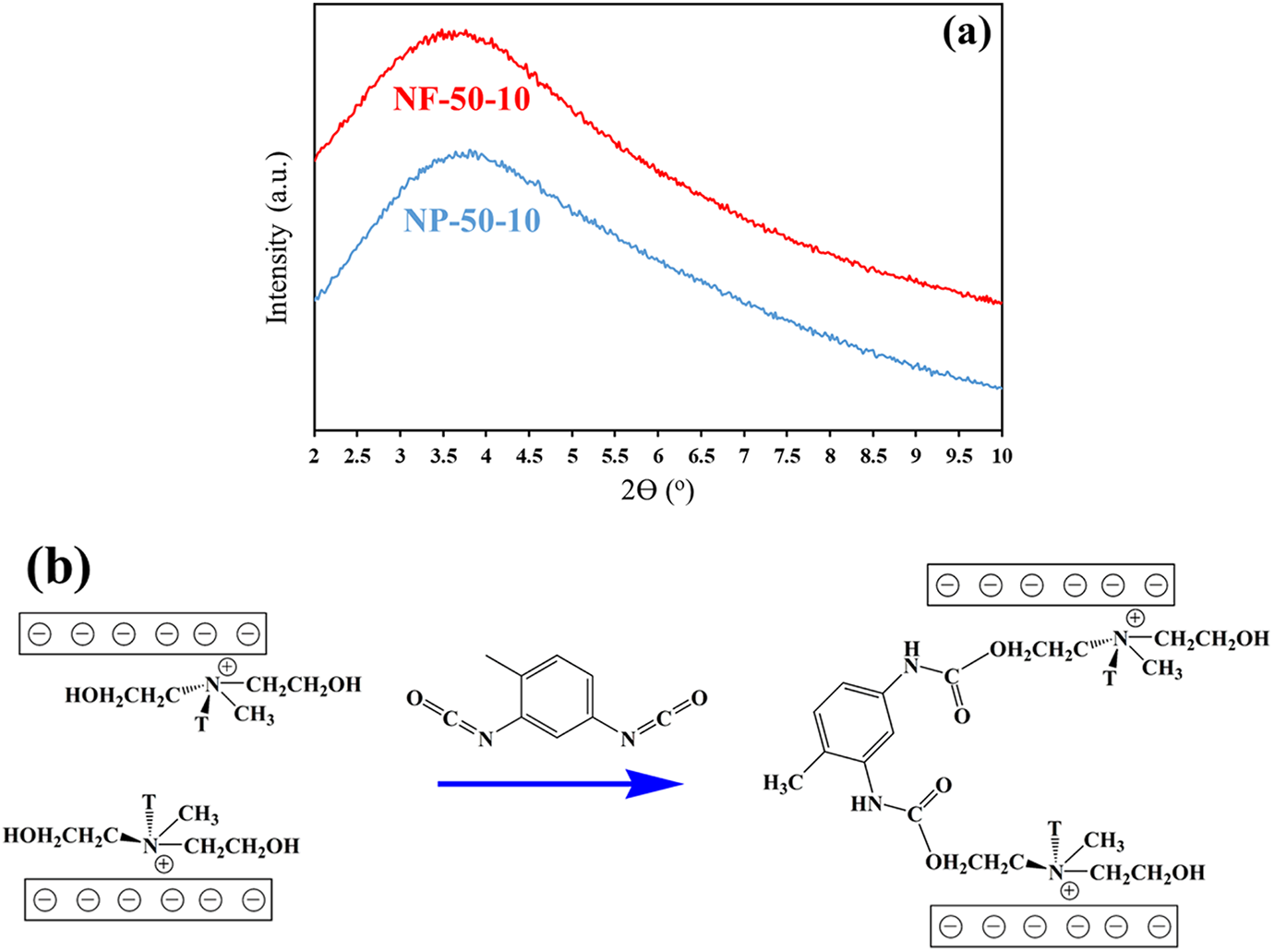
Dispersion of nanoclays. XRD patterns of PVC/Cloisite 30B nanocomposite pre-foam and foam (a). Schematic illustration of cross-linking of TDI among nanoclay layers (b).
The appearance of wide diffraction peaks in XRD patterns of NP-50-10 and NF-50-15 might be due to the two reasons: (i) some layers could be arranged somehow that they were recognized as a single layer by XRD and (ii) although the possibility of intercalation of nanoclays increases with the increment of their residence time, some nanoclay layers might be exfoliated which is resulting in the presence of both exfoliated and intercalated nanoclay layers in samples. 26
FTIR spectra of samples
FTIR spectra were used to study the interactions that take part in mixing, molding, and expansion steps for pure and nanocomposite PVC foams. The comparison of characteristic peaks of AIBN (N=N at 1699 cm−1 and 1171 cm−1), styrene, and maleic anhydride (C=C at 1648 cm−1) with those of the initial mixture, it could be deduced that in the mixing step, AIBN has been decomposed and produced free radicals by applying heat. These free radicals initiated the polymerization and consumed a portion of styrene and maleic anhydride. 28
In the molding step, remaining AIBNs were completely decomposed via heating and released N2 gas and free radicals which could be verified by the disappearing of C-N peak at 1171 cm−1 in FTIR spectrum of pre-foam. 28 Moreover, by the presence of free radicals and high molding temperature, the intensity of C-Cl peak at 696 cm−1 and CH2 peaks at 2856 and 2930 cm−1 assigned to PVC chains were severely decreased, while the intensity of C=C-H peak at 3028 cm−1 was increased. So, these results point out that Cl and H atoms were separated from the PVC chains and led to the formation of unsaturated C=C bonds on PVC chains. 29 It is also observable that anhydride peaks at 1779 and 1849 cm−1 and isocyanate peak at 2268 cm−1 in the pre-foam FTIR spectrum are significantly weakened in the molding step. Additionally, the appearance of C=O and NH peaks at 1641 and 3636 cm−1, respectively, indicates that isocyanate groups and maleic anhydride were cross-linked due to the presence of moisture, which produced amide linkages.3,30,31 Therefore, during the molding step of pre-foam samples, in addition to the copolymer grafting reaction, cross-linking could be occurred in a small amount. With the increase of molding time, it is possible that two grafted copolymer chains on different PVC chains connect to each other and create a network. At the expansion step, the diacid groups on this network (resulted by hydrolysis of maleic anhydride) could react with diamine groups in the environment (resulted by isocyanate hydrolysis) and form a 3D network (Figure 4b). In the expansion step, the results show a trivial decrement of peak intensities at 1780, 1853, and 2268 cm−1 assigned to anhydride and isocyanate groups, respectively, and a slight increase of peak intensity of amide groups, which reveals that the cross-linking reaction was completely performed.30–32
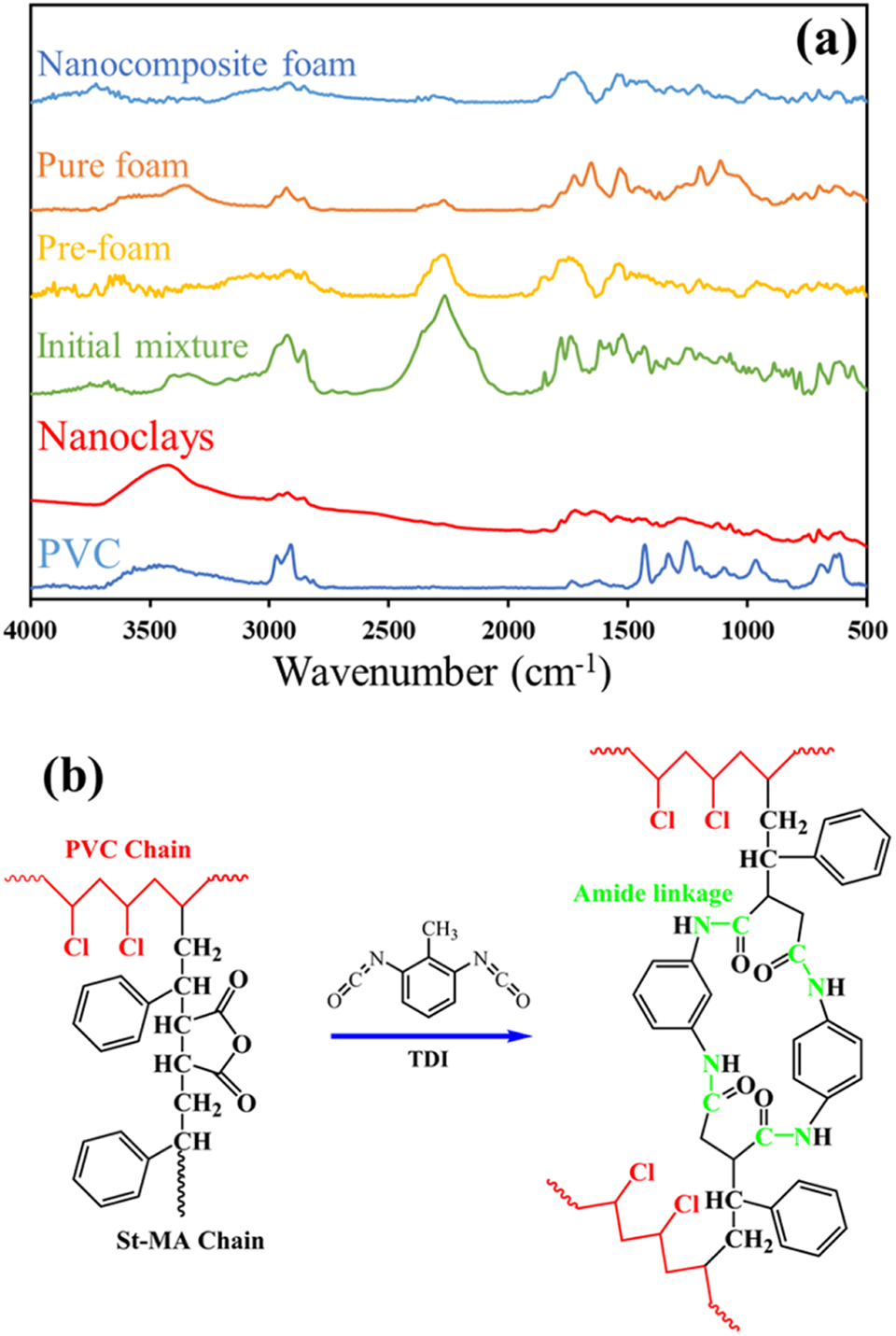
FTIR spectra of PVC, nanoclays, initial mixture, pre-foam, pure foam, and nanocomposite foam (a), and schematic illustration of cross-linking of two PVC chains (b).
The comparison of FTIR spectra in nanocomposite and pure foams indicates that isocyanate peak intensity at 2268 cm−1 is weaker in nanocomposite foam than pure foam. This is might be due to the reaction of isocyanate groups with OH functionalities on nanoclay layers. Moreover, diamine groups (formed by hydrolysis of isocyanate) on nanoclay layers can react with diacid (resulted by hydrolysis of anhydride) grafted on PVC chains by which nanoclay layers could participate in cross-linking reactions and increase gel content of nanocomposite foams.
Compressive mechanical properties of foams
Compression properties of the pure and nanocomposite foams were evaluated by compressive mechanical experiments and the results are presented in Figure 5. The results indicate that compression modulus and compressive strength are decreased with the increment of molding pressure. Despite the fact that foams’ densities are reduced by the decrement of molding pressure from 100 to 50 bar, F-50-10 foam shows higher compression modulus and compressive strength than F-100-10. As mentioned, F-50-10 foam has a smaller average cell size and narrower cell size distribution than F-100-10. So, it could be concluded that the cell microstructure dominates the effect of density and improves the mechanical properties of F-50-10 sample. Moreover, the comparison of F-50-10 and NF-50-10 foams with an approximately similar density shows that NF-50-10 nanocomposite foam has better compressive properties than F-50-10. NF-50-10 nanocomposite foam possesses higher cell density, smaller cells, and narrower cell size distribution than F-50-10 foam which has led NF-50-10 foam to show higher compressive strength. This behavior also exists in pure and nanocomposite foams prepared at molding pressure of 100 bar.
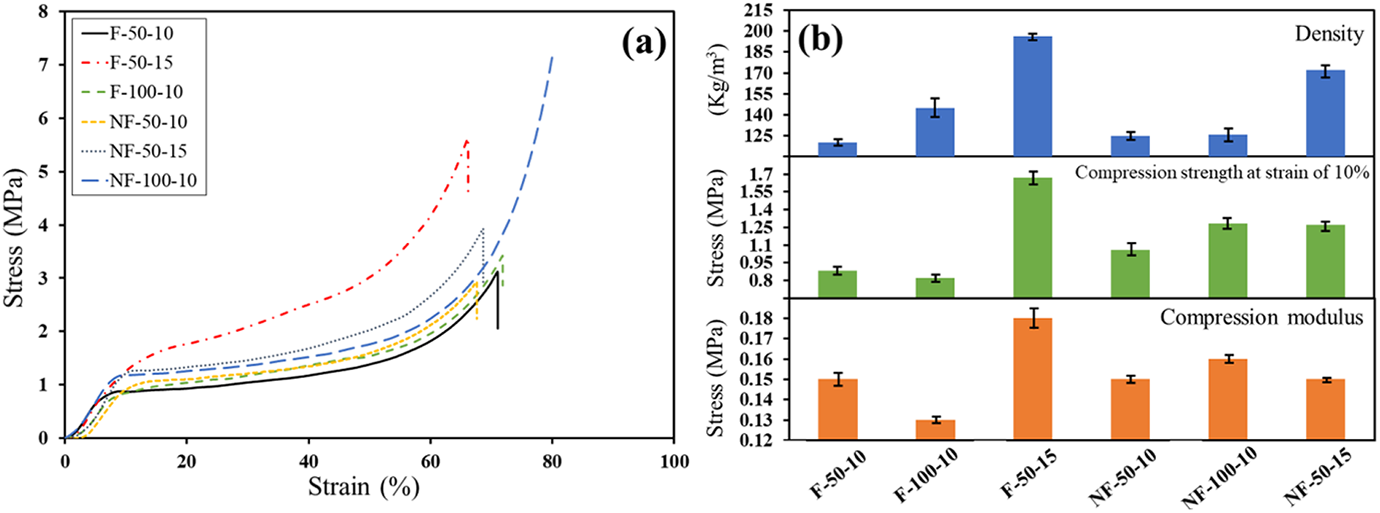
Stress-strain curves of compression mechanical test (a) and density, compressive Young’s modulus, and compressive strength at the strain of 10% (b) for PVC pure and nanocomposite foams.
According to Figure 5b, F-50-15 and NF-50-15 foams have the highest densities (196 and 172 kg/m3) among other prepared foam samples which have led them to show higher Young’s modulus and compressive strength compared to other samples. However, thanks to the molding time of 15 min, F-50-15 shows better compressive mechanical properties than NF-50-15.1,12,33–35
The effect of immersion in water on cell microstructure of PVC foams
Cell microstructure of pure and nanocomposite PVC foams was studied after immersion in distilled water and saltwater for 45 days. The results indicate that the weights are increased about 370 and 320% for PVC pure and nanocomposite foams, respectively. However, they show lower water uptake contents in saltwater, due to the presence of large salt ions which prevent the penetration of water into the samples. According to Figure 6, the average cell size of pure PVC foam is increased from 250 µm to 430 and 520 µm after immersion in saltwater and distilled water, respectively. Moreover, the absorption of the high content of distilled water caused a large part of cells to be decomposed and the sample shows a wider cell size distribution than one immersed in saltwater. According to the results, PVC nanocomposite foams show a lower weight increase compared to pure foams. This could be due to two reasons: (i) the number of open cells is less than closed cells in PVC nanocomposite foams, and (ii) lower capillary effect and penetration than pure foams. With the incorporation of nanoclay layers, the viscosity of nanocomposite pre-foam samples increases which inhibits the formation of open cells and diminishes the number of open cells in final PVC nanocomposite foams. Moreover, the dominant mechanism in the initial time of immersion is the filling of open cells on the surface of the foam sample. Therefore, as the ratio of open cells to close cells is decreased, the water uptake content in the primary stage of immersion is reduced. Over time, the predominant mechanism of water absorption becomes capillary and penetration mechanisms. Although nanoclay layers have hydrophilic nature, they could act as barriers for capillary mechanism and water penetration, and as a result, lead nanocomposite foams to absorb lower content of water. As shown in Figure 6, similar to pure foams, with the filling of surface cells over immersion time, cells and cell walls of nanocomposite foams are expanded which creates internal tensions and consequently decomposes cell walls and makes cell size distribution wider compared to its counterpart before immersion. Additionally, the results show that distilled water has greater effects than saltwater on the cell microstructure of samples. 22
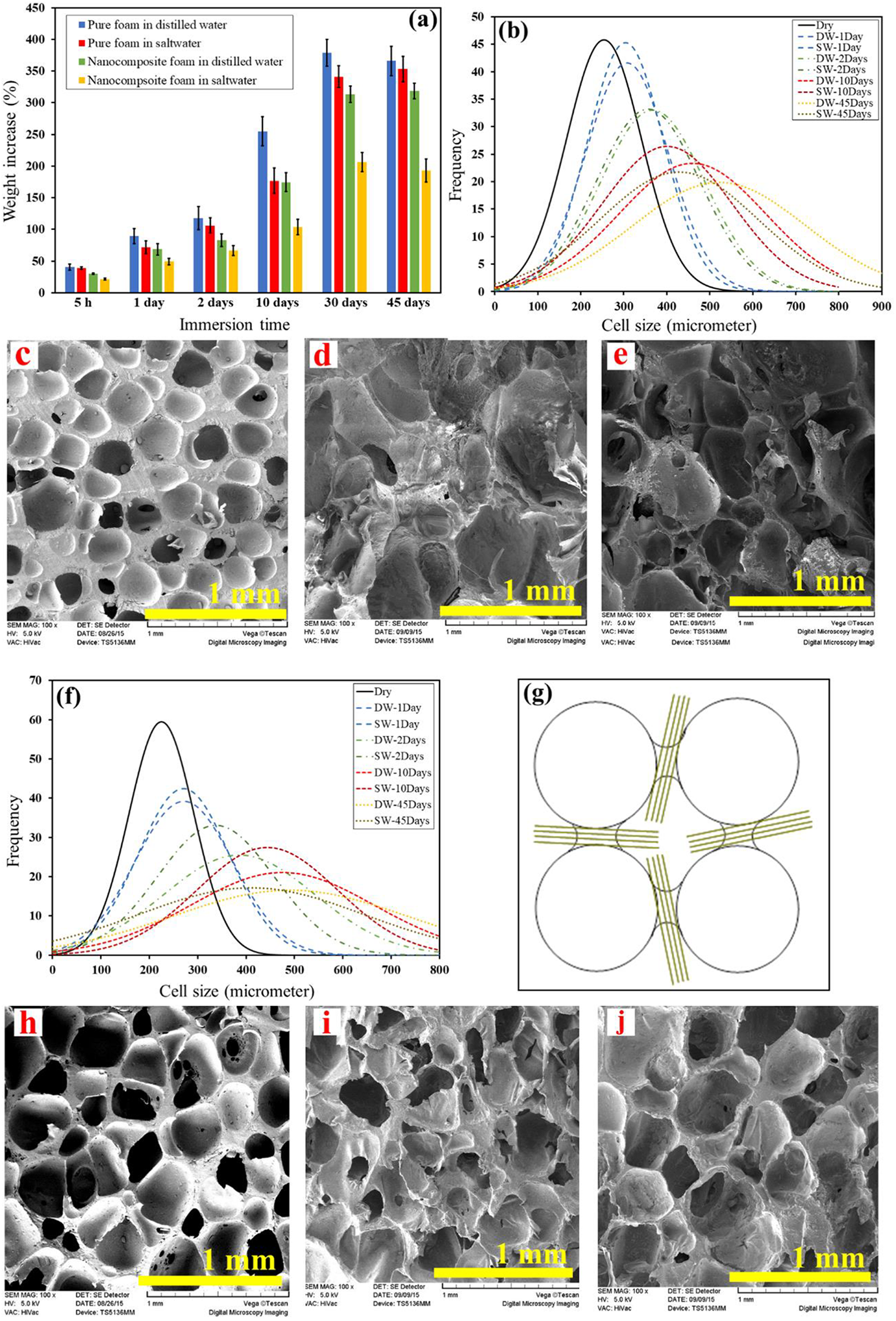
Cell microstructure of foam samples immersed in distilled water (DW) and saltwater (SW). Weight increment of pure and nanocomposite foams (a). Cell size distribution (b), SEM images of pure PVC foams ((c) (dry), (d) (in DW for 45 days), (e) (in SW for 45 days)). Cell size distribution (f), schematic of localization of nanoclay layers (g), and SEM images of PVC nanocomposite foams ((h) (dry), (i) (in DW for 45 days), (j) (in SW for 45 days)).
Mechanical properties of foams after immersion in water
Cell size and cell size distribution of surface cells of foams, as well as the absorbed water molecules by samples, are two factors that control the compressive mechanical properties of pure and nanocomposite PVC foams. As mentioned, larger cells with broader cell size distribution could be formed with the penetration of water molecules, which weakens the mechanical properties of immersed samples compared to their dry counterparts (see Figure 7). 22
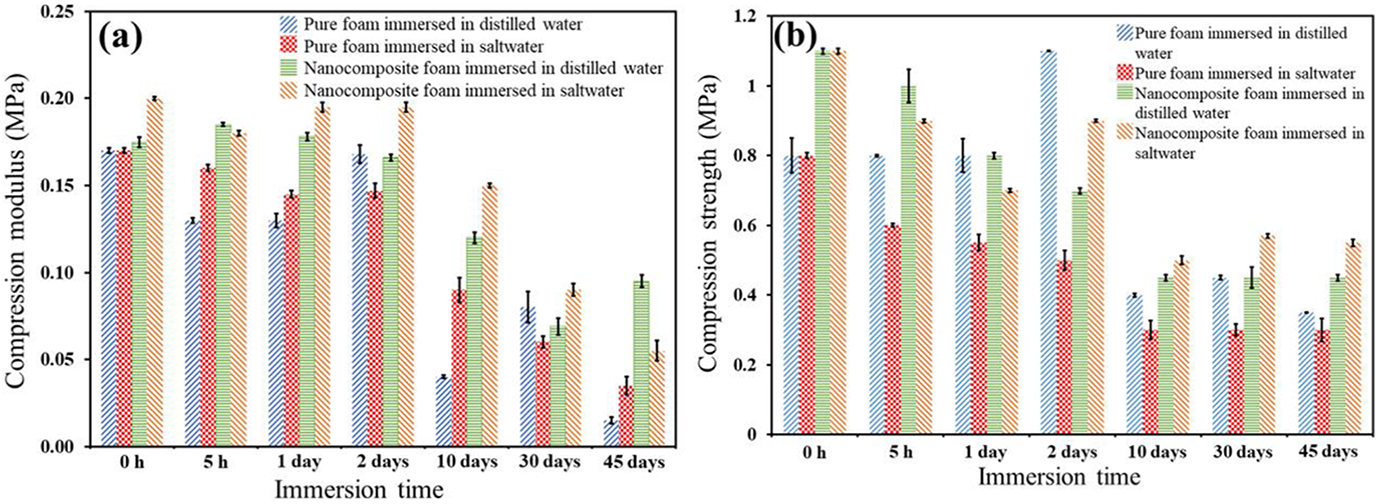
Compressive mechanical properties of pure and nanocomposite PVC foams after immersion in distilled water and saltwater for various times.
Conclusion
Investigation the effects of compression molding parameters like time and pressure on density, cell microstructure, and mechanical properties of pure PVC and PVC/Cloisite30B nanocomposite pre-foams and foams showed that both pure and nanocomposite pre-foams prepared at the molding pressure of 50 bar, due to better cellular structure, have lower densities than their counterparts prepared at molding pressure of 100 bar. However, because of the foaming of pristine parts in boiling water, the prepared foams at molding pressure of 100 bar have higher cell densities and expansion ratios, broader cell size distribution, and lower gel content than those prepared at molding pressure of 50 bar. Moreover, by the increasing of molding time from 10 to 15 min, the foam samples have shown lower final expansion ratios and cell densities, narrower cell size distribution, and higher gel content and mechanical properties. The incorporation of nanoclays in the PVC matrix has improved cell microstructure and diminished foam density and gel content, which resulted in improved mechanical properties compared to their pure counterparts. The XRD patterns illustrated that the cross-linking reaction has occurred among nanoclay sheets which caused the intercalation of nanoclays in PVC nanocomposite pre-foams and foams. The FTIR spectra showed that the grafting reaction of St-MA copolymer on PVC chains, due to the decomposition of AIBN, has been initiated in the mixing step and continued until the end of the molding step. Besides, in addition to the expansion step, the cross-linking reaction also happened in the molding step. With the addition of nanoclays into the PVC matrix, the nanoclay layers have participated in cross-linking reaction after the reaction with isocyanate functionalities. The immersion of samples in saltwater and distilled water for 45 days showed that the pure and nanocomposite foams had about 320 and 370% weight increases, respectively; while these samples showed lower weight increases when immersed in saltwater. In addition, the result indicated that the immersion time has a direct relation with cell size and cell size distribution and indirect relation with mechanical properties of foams. However, PVC nanocomposite foams showed lower dependency on immersion in various environments than PVC pure foams.