
Abstract
Acrylonitrile butadiene styrene has relatively good mechanical performances, but its low melt fluidity limits the production of thin parts. In this research, acrylonitrile butadiene styrene/thermoplastic polyurethane (ABS/TPU) blends and ABS/TPU/CNT nanocomposites were prepared by employing melt-mixing process. The melt fluidity, mechanical and fracture behavior of different samples were evaluated. The morphology of fracture surfaces was studied by scanning electron microscopy. The addition of TPU into ABS substantially elevated the melt flow index, but noticeably weakened the notched impact toughness. The presence of carbon nanotubes in ABS/TPU blend promoted the mechanical performances and developed a rough fracture surface morphology. The notched impact resistance and essential work of fracture in nanocomposite containing 0.1 wt.% CNT showed about 95 and 50% increases respectively as compared to ABS/TPU (90/10) blend. In the presence of 0.3 wt.% CNT, the plane stress condition favorably dominated the toughness behavior, enhancing the non-essential work of fracture and crack propagation energy. The appropriate dispersion of carbon nanotubes and their adhesion to ABS/TPU polymer matrix were considered as the prominent factors affecting the fracture resistance of ABS/TPU/CNT nanocomposites.
Introduction
Acrylonitrile butadiene styrene (ABS) is considered as an important engineering thermoplastic polymer because of its relatively high strength and stiffness, low notch sensitivity and remarkable impact resistance. 1 However, ABS low melt fluidity limits the injection molding of thin-walled and large components. Thermoplastic polyurethane (TPU) is an alternative polymer displaying high melt fluidity and flexibility. Thus, the incorporation of TPU into ABS can lead to the enhancement of melt processing. 2 The compatibility in ABS/TPU blends was investigated by León et al. using FTIR and microscopic analyses. The results of FTIR tests revealed that there is an interaction between these two polymers through the formation of hydrogen bond between polar groups of TPU and acrylonitrile in ABS. The results also showed that there is a relatively good compatibility between the two polymeric phases for those blends containing 10 and 20 wt.% of TPU, but the presence of 30 wt.% of TPU developed a continuous TPU phase in ABS/TPU blend. The results of tensile and microscopic tests indicated that the incorporation of TPU in ABS declined tensile strength and increased plastic deformation. 3 Nowadays, mineral reinforcements with various structures are commonly employed to improve the properties of polymers. 4 Structural conditions of reinforcement, its dispersion in polymer matrix and proper adhesion between polymer and reinforcement are crucial factors determining polymer composite properties. 5 Multi-walled carbon nanotubes (MWCNT) owing to their small diameter, high aspect ratio, low density and outstanding mechanical, thermal and electrical properties have received wide attentions since first discovered by Ijima in 1991. 6 The effect of multi-walled carbon nanotubes inclusion on the mechanical properties of ABS/MWCNT nanocomposites was studied by Jyoti et al. The addition of MWCNT into ABS notably increased tensile strength. However, the presence of MWCNT in ABS matrix promoted brittleness and diminished elongation at break. 7 The dispersion condition of MWCNT in polymer matrix directly influences the performance of nanocomposite. Owing to high propensity to aggregation, applying high amount of carbon nanotubes in polymers generally leads to the decline of mechanical properties. 8 –10
Fracture toughness refers to a property which describes the ability of a material containing a crack to resist fracture under external load. 11 Over the last decades, many researches have been conducted on the fracture toughness evaluation of polymers and polymer-matrix composites. Among different methods, the essential work of fracture (EWF) is an appropriate approach in the evaluation of fracture toughness for ductile materials such as polymer-based compounds containing macro-scale plastic deformation in crack tip zone. In addition, the EWF method offers simplicity in sample preparation and assessment. 12 The fracture toughness of ABS for various compositions of SAN/PB-g-SAN via EWF method was investigated by Mazidi et al. They reported that the plane stress EWF approach is applicable for different SAN/PB-g-SAN blends and the improvement in toughness extremely depends on the amount of butadiene rubbery particles in ABS. 13 Bhabani et al. studied the morphology and fracture behavior of polycarbonate (PC)/multi-walled carbon nanotube composites. The essential work of fracture (EWF) method was used to distinguish between two terms representing the resistance to crack initiation and crack propagation. The highest non-essential work of fracture was observed at 2 wt.% MWCNT inclusion, demonstrating enhanced resistance to crack propagation as compared to pure PC. At 4 wt.% MWCNT content, a tough-to-brittle transition was observed. 14 Khodabandelou et al. studied the effect of MWCNT inclusion on the fracture toughness of PP/EPDM system by applying EWF approach. The large MWCNTs aggregates acted as favor sites for crack initiation that led to a decrease in the essential work of fracture. On the other hand, individual MWCNT impregnated fibrils caused an increase in non-essential work of fracture through blocking the growing voids. 15
In the present research, thermoplastic polyurethane was added into ABS in order to raise the melt fluidity. Next, multi-walled carbon nanotube was incorporated into ABS/TPU in an attempt to promote the toughening behavior. Tensile, notched impact and EWF fracture tests were carried out to evaluate the mechanical and toughening performances in ABS/TPU/CNT. SEM conducted to study the morphology of fracture surfaces and to explore the toughening mechanisms.
Experimental
Materials
Acrylonitrile butadiene styrene (ABS-50) with a melt flow index (MFI) of 35 g/10 min (220°C, 10 kg) supplied by Ghaed-Basir petrochemical, Iran. Polyester-based TPU (Laripur-LRP 9025) with MFI of 79 g/10 min (235°C, 2.16 kg) purchased from COIM, Italy. MWCNT with outer diameter of 20–30 nm and length of 10–30 µm (US Research Nanomaterials, Inc.) was employed.
Sample fabrication
ABS and TPU granules were dried in an air oven at 85°C for 3 hours in order to avoid moisture degradation during the melt processing. ABS/TPU blends and ABS/TPU/CNT nanocomposites were produced via melt-mixing process using a co-rotating twin-screw extruder (ZSK 25, Coperion, Germany) with d = 25 mm and l/d = 40 under screw speed of 250 rpm and temperature range of 230 to 250°C from feed zone to die. Table 1 indicates the formulations of different samples. Firstly, TPU granules (10, 20, and 30 wt.%) were added into ABS in order to obtain different ABS/TPU blends. Afterward, ABS/TPU (90/10) blend was selected as base blend and MWCNTs (0.1, 0.3, and 0.5 wt.%) were mixed with the base blend to prepare ABS/TPU/CNT nanocomposites. After the preparation of granules by melt-mixing process and prior to the injection molding of standard specimens, the extruded granules were dehumidified at 85°C for 24 hours in an air oven. Afterward, the standard mechanical specimens including tensile and notched impact samples were produced by using an injection molding machine (EM 80, Aslanian, Iran) at the injection pressure of 80 bar and nozzle temperature of 240°C. The initial sheets of 250 × 250 × 2 mm3 dimensions for EWF samples were molded by employing a hot press (Toyoseiki, Japan) under the pressure, temperature and time of 150 kg/cm2, 250°C and 10 minutes respectively.
Formulations of different samples.
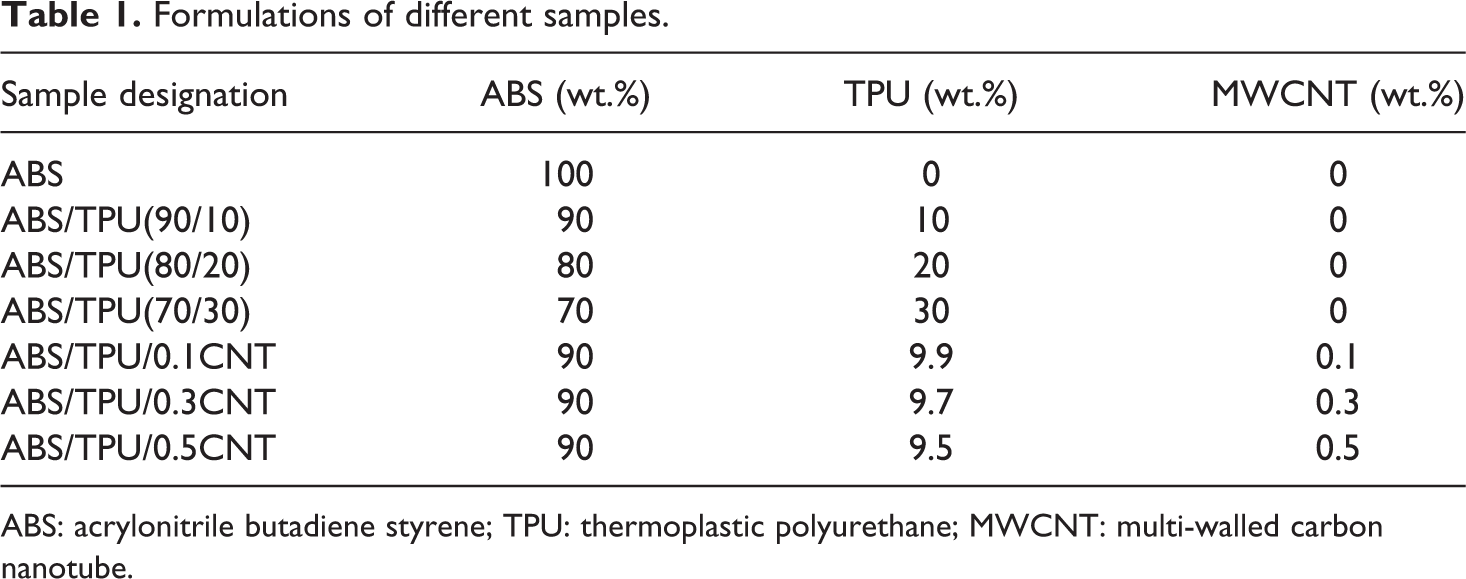
ABS: acrylonitrile butadiene styrene; TPU: thermoplastic polyurethane; MWCNT: multi-walled carbon nanotube.
Methods
Melt flow index was evaluated according to ASTM-D1238, at temperature of 220°C and load of 3.8 kg, by utilizing a melt flow indexer (RAY-RAN: 5MBA, England). FE-SEM (MIRA3 FEG-SEM, TESCAN, Czech Republic) was employed to study the fracture surface morphology of specimens, carbon nanotubes dispersion and interaction with polymer matrix. Uniaxial tensile test was conducted conforming to the ASTM-D638, using a universal testing machine (Z-10 Zwick/Roell, Germany) at the crosshead speed of 5 mm/min. The notched Izod impact test was carried out according to the ASTM-D256 by employing an impact testing machine (HIT25P Zwick/Roell, Germany) adjusted at 5.5 kJ impact energy. Standard mechanical tests performed at room temperature and repeated at least for five times.
In order to evaluate the fracture toughness of pure ABS, ABS/TPU blend and nanocomposites via the essential work of fracture method, and according to the ESIS protocol,
16
double edge notched tension (DENT) specimens of 90 × 30 × 2 mm3 dimensions were employed (Figure 1). Laser beam machining was applied to cut the samples to required size and to make notches on both sides of specimens. Next, a sharp crack was created at the end of each notches by using a razor blade with a tip radius of
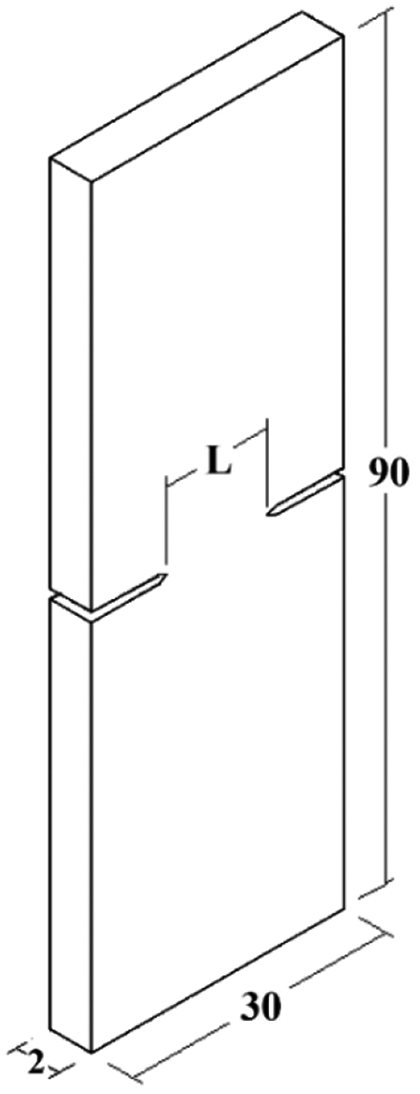
The geometry of DENT specimen, dimensions in mm.
Theoretical background
Essential work of fracture approach
The essential work of fracture (EWF) concept has gained broad attentions since first widely reported in 1968 by Broberg. 17 In the following years, the EWF method was further developed by Cotterell and Reddel in 1977, 18 and has been utilized for polymeric system by Mai and Cotterell for the first time in 1979. 19 Figure 2, schematically presents a double edge notched tension (DENT) sample which is employed in EWF approach. According to EWF methodology, under tensile loading, the total energy required to fracture (Wf) a pre-cracked specimen (Figure 2) can be divided into two components as described in equation (1). The two parts of this equation correspond to essential work of fracture (We) and non-essential work of fracture (Wp) concerning inner fracture process zone (IFPZ) and outer plastic dissipation zone (OPDZ) respectively.
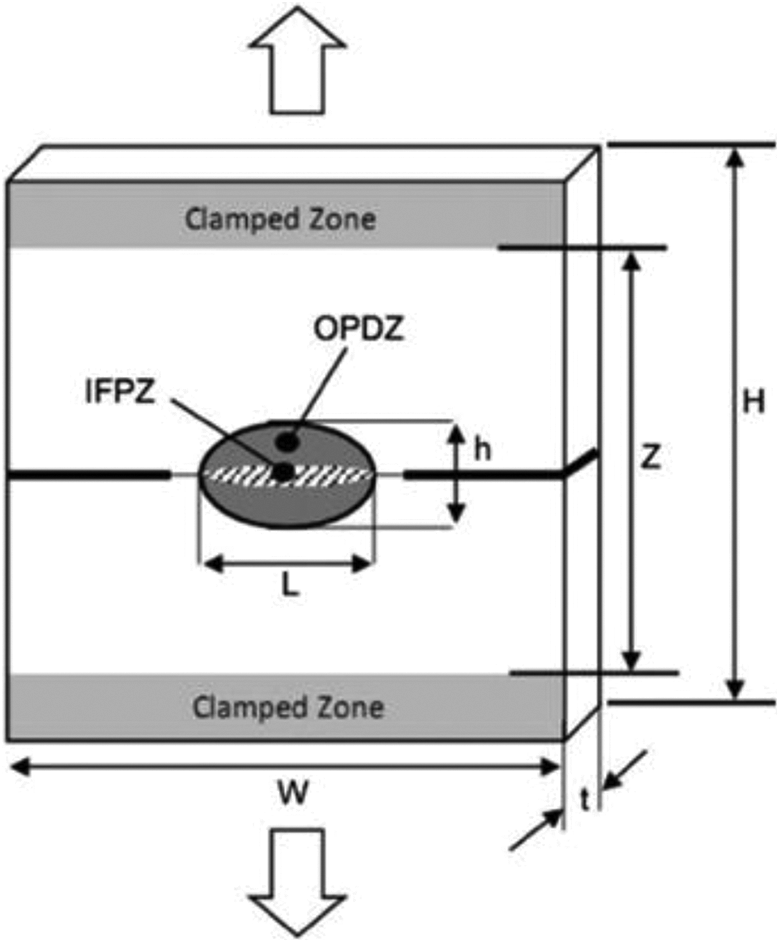
The schematic illustration of double edge notched tension (DENT) specimen in tensile state and different energy consuming zones. 13

According to Figure 2, the real fracture process occurs in IFPZ and various types of plastic deformations take place in OPDZ. Considering that both zones are within the ligament of the sample, each terms of equation (1) can be written as equations (2) and (3) respectively.


where L and t are the ligament length and thickness respectively;

where,

Results and discussion
Melt flow index (MFI)
According to Table 2, by adding 10, 20 and 30 wt.% TPU into ABS, the melt flow index increased by about 110, 460, and 1100%, respectively compared to pure ABS. TPU has high melt fluidity and hence the presence of TPU noticeably enhanced the MFI of ABS/TPU blends. The ABS/TPU (90/10), containing the lowest level of TPU, was considered as the base blend providing a relatively good fluidity. Next, MWCNTs were incorporated into ABS/TPU (90/10) in order to retain the baseline mechanical properties of ABS. The addition of MWCNTs into ABS/TPU (90/10) slightly declined MFI. The reduction in the fluidity of nanocomposites can be ascribed to the improved ABS-TPU miscibility and polymer matrix–CNT interaction impeding the mobility of polymer chains.
The results of MFI, tensile and impact tests.a
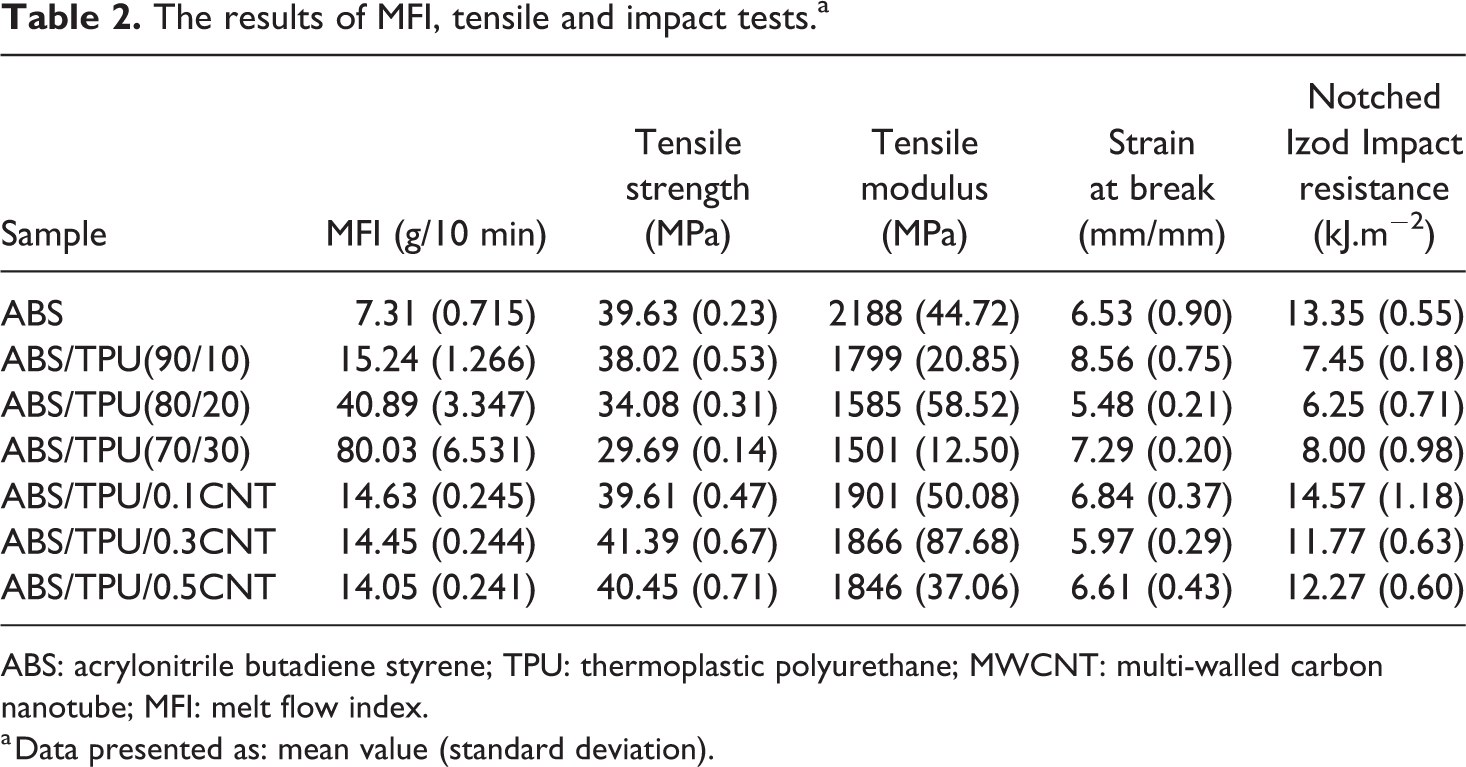
ABS: acrylonitrile butadiene styrene; TPU: thermoplastic polyurethane; MWCNT: multi-walled carbon nanotube; MFI: melt flow index.
a Data presented as: mean value (standard deviation).
Morphology
Figure 3 illustrates the SEM of fracture surfaces of DENT samples for pure ABS and ABS/TPU (90/10), respectively. The nature of blend constituents as well as melt mixing condition directly affect morphology and mechanical properties. 20 Morphological observations revealed that ABS/TPU has smoother fracture surface and lower ductility as compared to the pure ABS (Figure 3). Figure 4 shows the fractured surfaces of DENT samples for nanocomposites. The addition of MWCNT into ABS/TPU (90/10) polymeric blend caused a rough fracture morphology with coarse fibrils indicating enhancement of ductility. The presence of carbon nanotubes can promote the dissipation of fracture energy by forming a network structure in the whole blend. 21 The dispersion condition of carbon nanotubes and their interaction with polymer matrix are crucial factors governing the mechanical properties of nanocomposite. According to Figure 4, a relatively good dispersion of CNTs for nanocomposites containing 0.1 and 0.3 wt.% CNT is observed. Increasing the amount of CNT to 0.5 wt.% led to the agglomeration of carbon nanotubes. The non-uniform dispersion of CNTs in polymer matrix can affect the CNTs performance in stress transfer and energy dissipation. 22 In addition, the mechanical performances of nanocomposite depend on the appropriate adhesion of polymer matrix to nanotubes. 23 According to Figure 5, after the fracture, the pulled-out CNT is still covered by a polymeric layer and has diameter of about 55 to 71 nm, while the diameters of CNTs incorporated were within the range of 20 to 30 nm. Figure 5(b) more clearly presents the pulled-out CNT and complete bonding of polymer to CNT. This can broaden the energy transfer and absorption in the polymer-CNT interface. 8
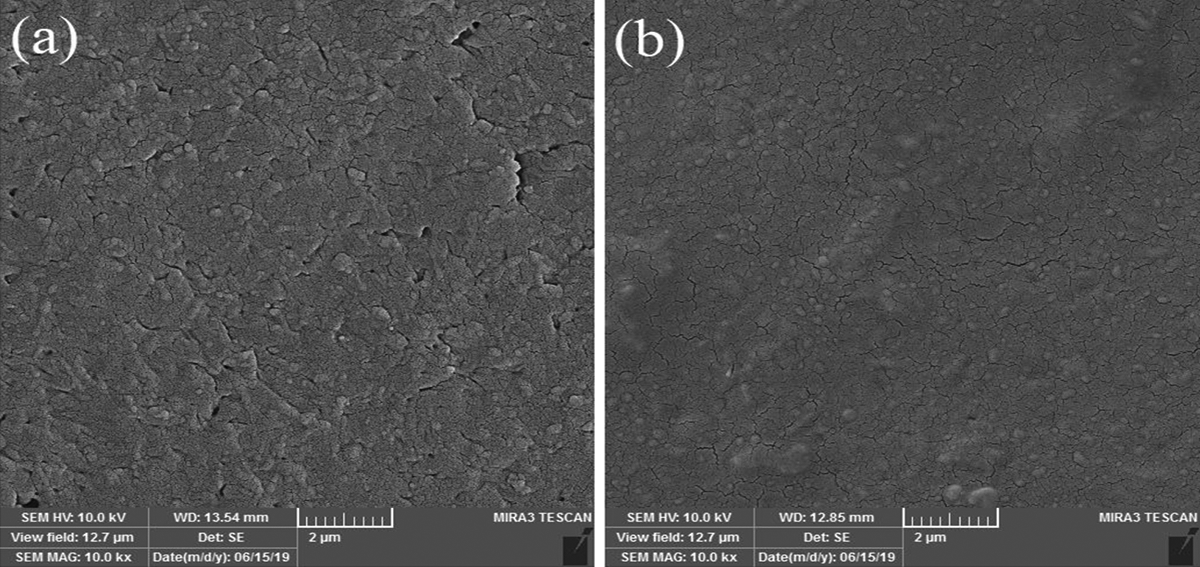
SEM images of (a) pure ABS and (b) ABS/TPU (90/10).
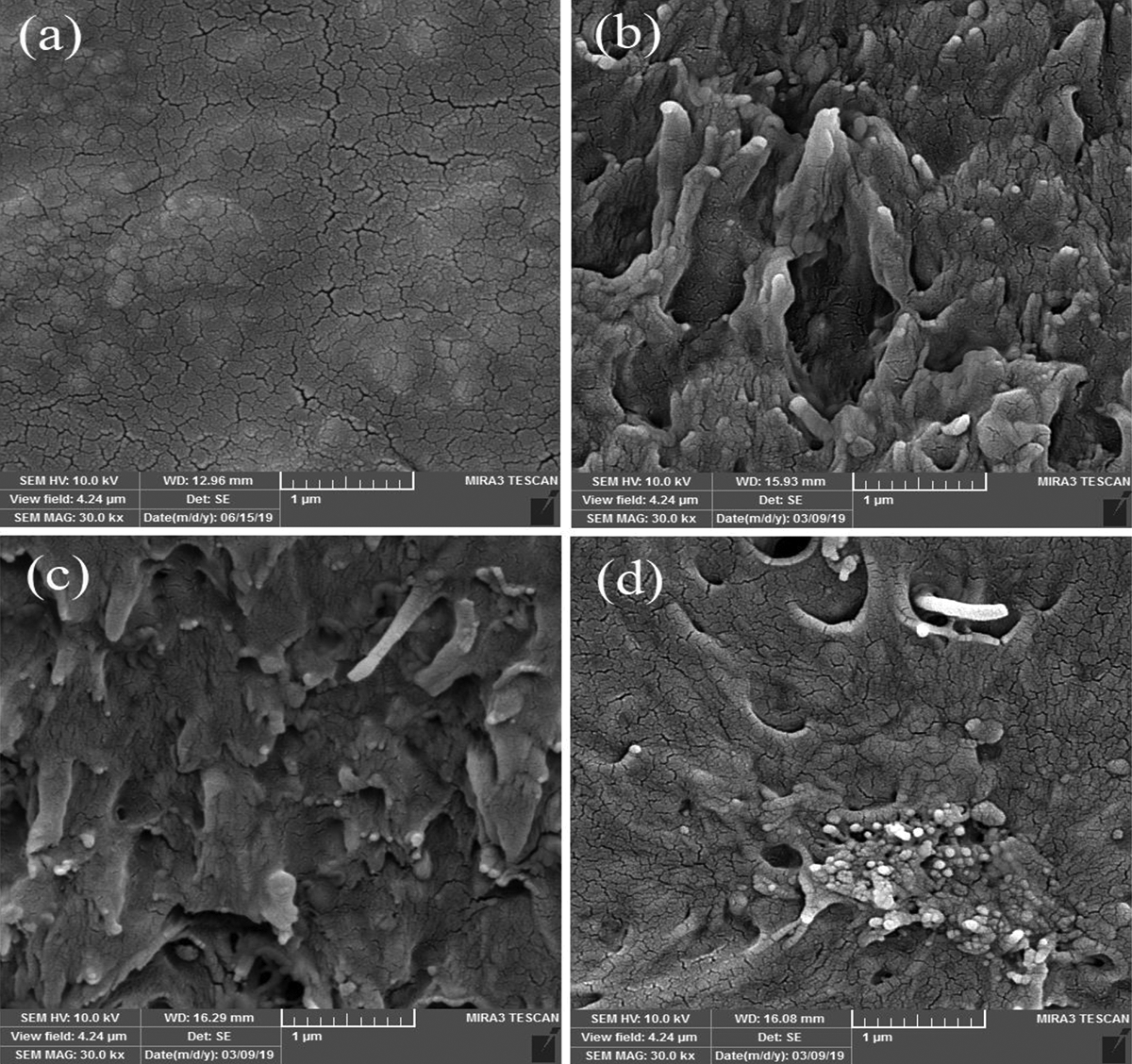
SEM images: (a) ABS/TPU (90/10), (b) ABS/TPU/0.1CNT, (c) ABS/TPU/0.3CNT, and (d) ABS/TPU/0.5CNT.
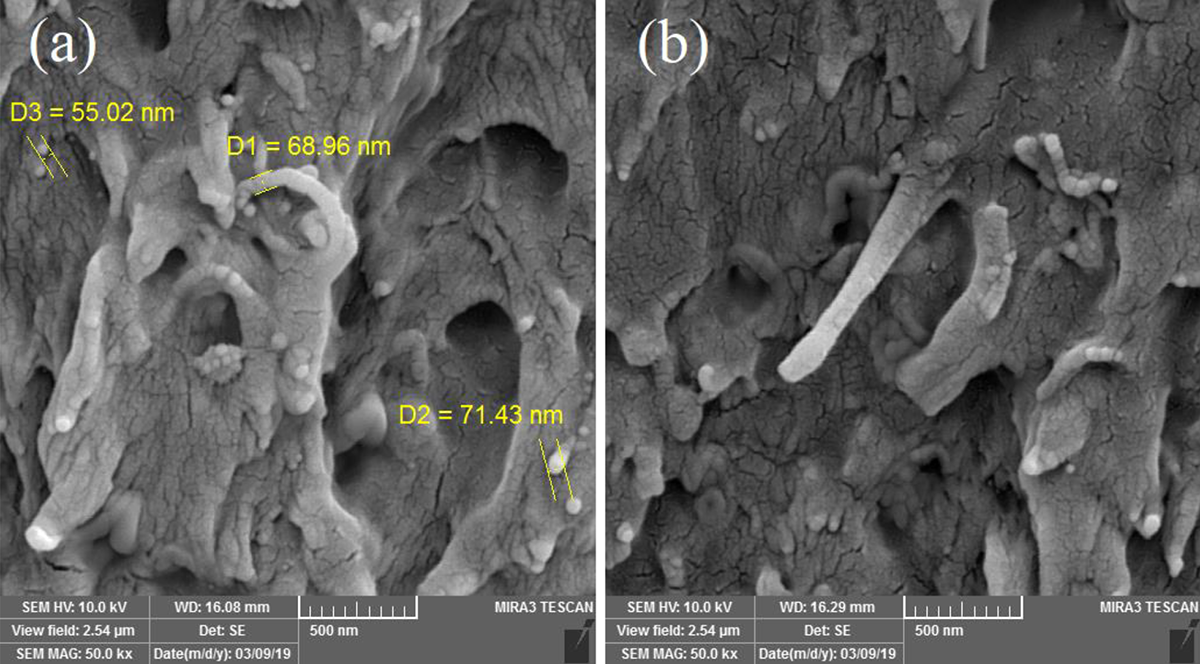
The pulled-out CNT covered by polymer in ABS/TPU/0.3CNT nanocomposite sample.
Mechanical properties
Table 2 presents the results of mechanical characterizations comprising tensile and impact tests for different samples. The stress–strain relationships for pure ABS, ABS/TPU blends and ABS/TPU/CNT nanocomposites are depicted in Figures 6 and 7. The addition of TPU elastomer into ABS declined tensile strength and modulus. This is attributed to the low strength and stiffness of TPU. 24 The blend containing 10 wt.% TPU exhibited the highest tensile strength and modulus as well as elongation at break as compared to other blends, and hence, this compound was selected as the base blend. The incorporation of carbon nanotubes into the ABS/TPU (90/10) increased tensile strength and modulus. This improvement is attributed to the high aspect ratio of CNT, uniform dispersion of nanotubes in polymer matrix (Figures 4b and 4c), and appropriate adhesion between polymer and CNT (Figure 5). The decrease in tensile performance for nanocomposite containing 5 wt.% CNTs is attributed to the agglomeration of nanotubes (Figure 4d).
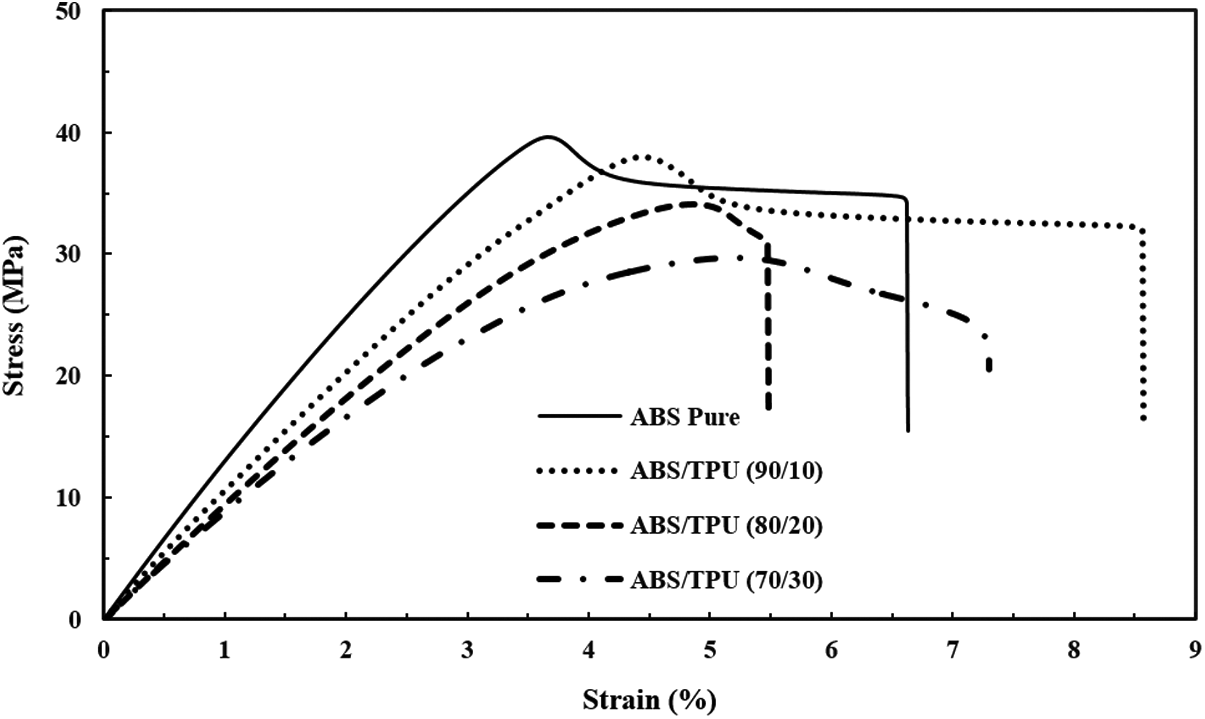
Stress–strain diagrams of neat ABS and ABS/TPU blends.
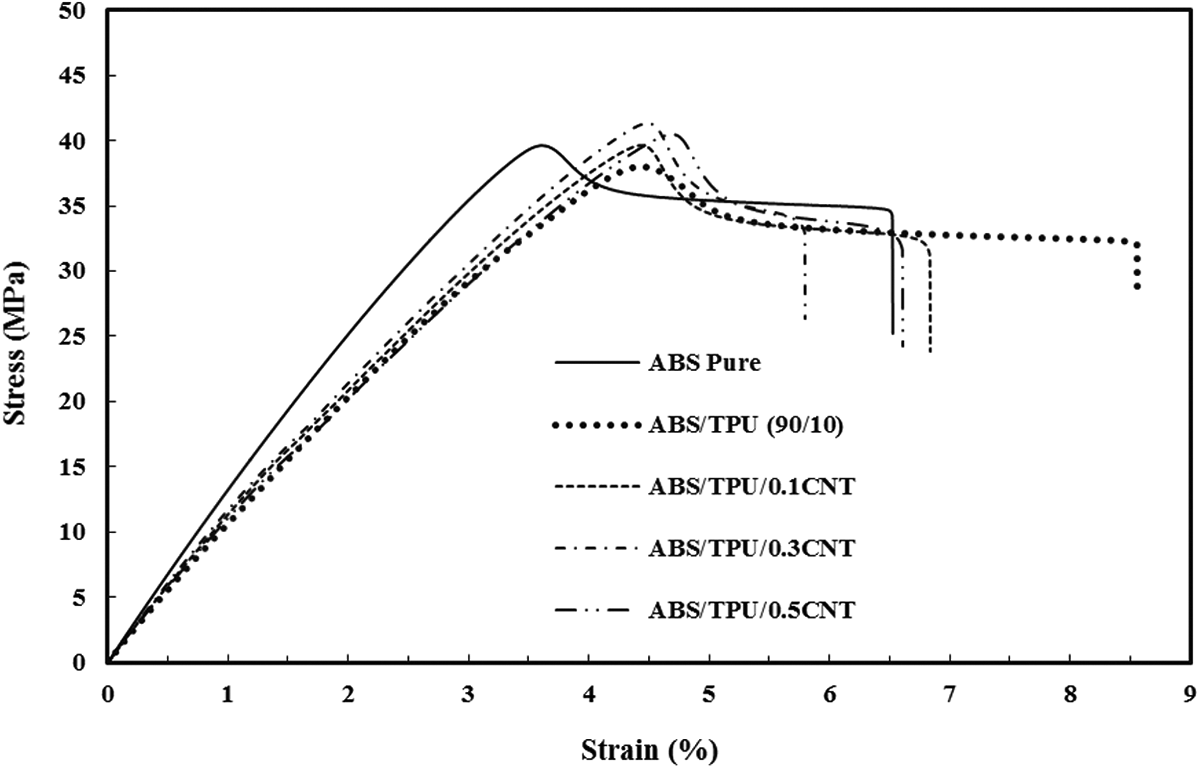
Stress–strain diagrams of ABS/TPU/CNT nanocomposites.
According to Table 2, pure ABS inherently has a high impact resistance. The addition of TPU into ABS noticeably reduced the impact resistance (about 45%). The drop in impact strength can be attributed to the interference of TPU phase in impact energy absorption behavior of ABS. However, the addition of MWCNT into ABS/TPU (90/10) improved the impact strength. The existence of CNT in ABS/TPU can affect melt-mixing process and hence further improve homogeneity. Furthermore, the appropriate dispersion of nanotubes in polymer matrix can distribute the impact energy. 25 In addition, the proper bonding between polymer matrix and carbon nanotubes (Figure 5) raises the energy required to pull-out the CNTs from polymer matrix, expands the plastic deformation and hence increases the impact energy absorption capability. 26,27 According to Tables 1 and 2, the sample designated as ABS/TPU/0.1CNT containing 9.9 wt.% TPU and 0.1 wt.% CNT can be considered as the optimal formulation in terms of fluidity, tensile and impact behavior.
Fracture behavior
The fracture toughness behavior of ABS/TPU/CNT nanocomposites was investigated under plane stress condition and based on elastic–plastic fracture mechanics by using an energy-partitioning scheme and essential work of fracture method. Figure 8 shows load–displacement curves for the different ligament lengths of DENT specimens. Results indicate that the overall trends of curves are similar and for all specimens a post-yielding fracture behavior has occurred. As the ligament length increases, the maximum load and displacement at break increase. According to visual observation, prior to crack initiation, full ligament yielding (displayed as stress-whitening) occurred at the maximum load for all samples. The above conditions of load–displacement curves support the EWF method effectiveness for present application. 12,28 Figure 9 shows the sequential snap-shots of ABS’ DENT sample during tensile loading comprising ligament local-yielding, ligament full-yielding and associated stress-whitening, crack propagation and fracture in IFPZ. According to Figures 8 and 9, no evident indication of blunting at crack tip in pre-yielding zone and not any sign of necking in post-yielding zone observed. According to Figure 8, comparing the curves for pure ABS and ABS/TPU indicates that the addition of 10 wt.% TPU into ABS marginally reduced the values of yielding force as well as post-yielding deformation. On the other hand, the inclusion of 0.1 wt.% CNTs into ABS/TPU (90/10) substantially enhanced both the yielding load and post-yielding deformation, and thus promoted the total work of fracture (Wf).
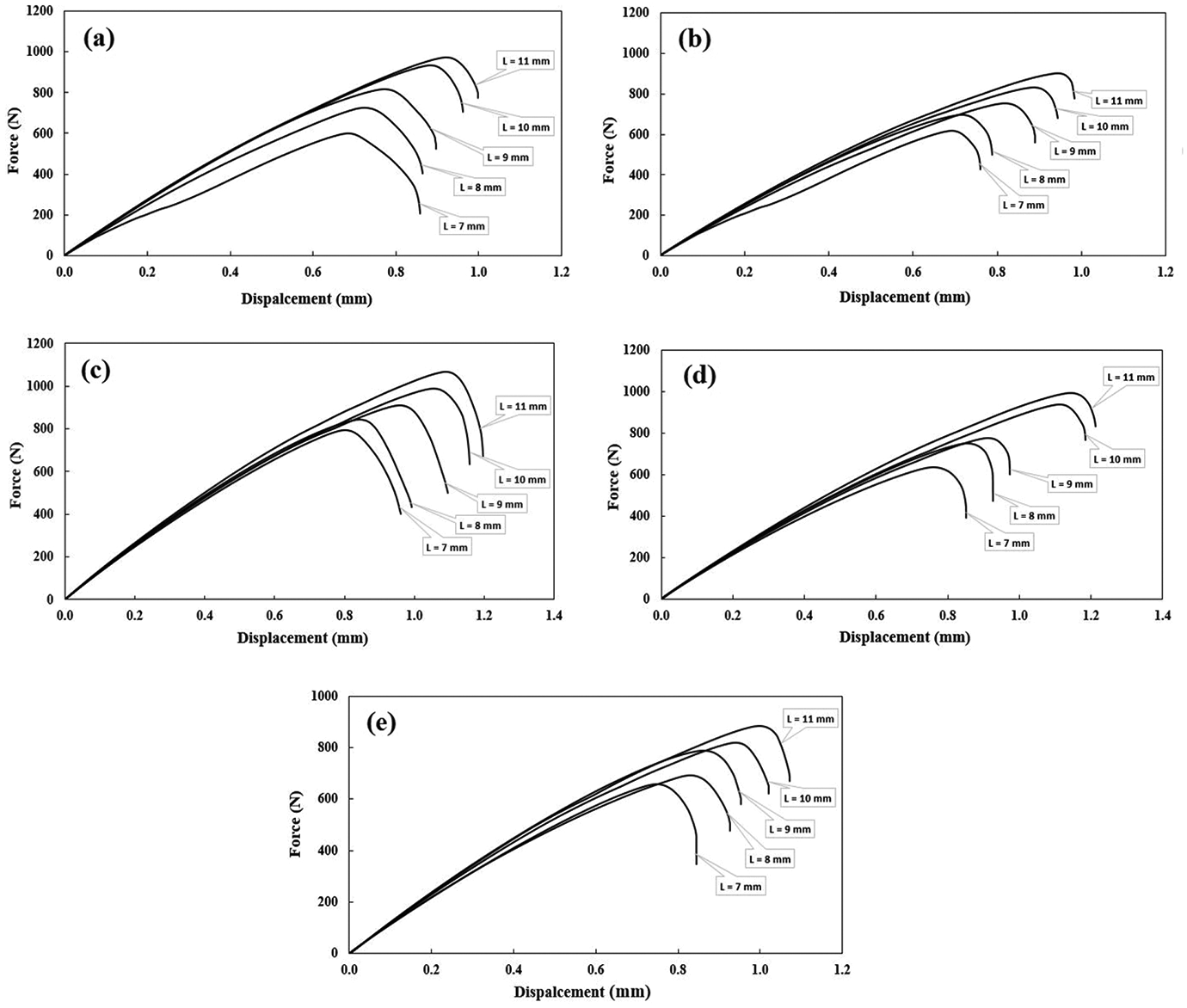
The load–displacement curves of ABS/TPU/CNT nanocomposites for different ligament lengths: (a) ABS, (b) ABS/TPU (90/10), (c) ABS/TPU/0.1CNT, (d) ABS/TPU/0.3CNT, and (e) ABS/TPU/0.5CNT.
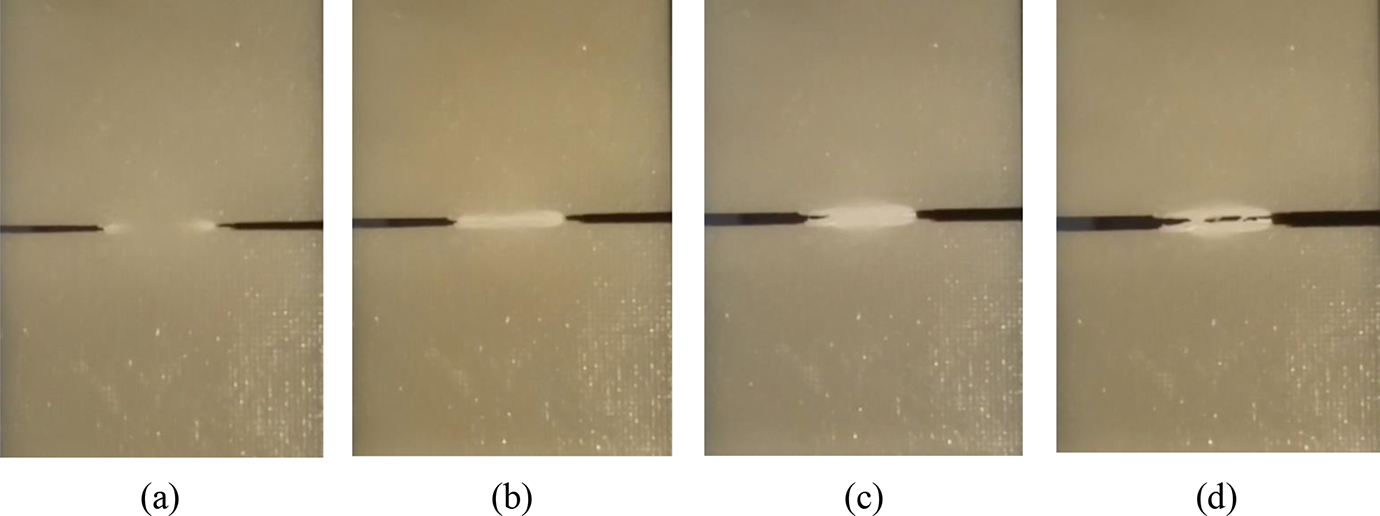
Consecutive snap-shots of ABS’ DENT sample (for L = 10 mm) during tensile loading: (a) ligament local-yielding, (b) ligament full-yielding, (c) crack propagation and (d) fracture.
The integral area of load–displacement curve, i.e. the total fracture work (Wf), for each DENT sample (Figure 8), was divided by corresponding ligament cross-section area to obtain the specific work of fracture. Figure 10 shows the specific work of fracture (wf) for different material formulations against ligament length (L). The addition of 10 wt.% TPU in ABS marginally shifted the wf to a lower level. While, the incorporation of 0.1 and 0.3 wt.% CNT into ABS/TPU substantially raised the wf. In order to distinguish the mechanisms of wf improvement for different inclusions of CNT, the essential and non-essential works of fracture were partitioned and calculated. By employing equation (4) and conducting regression analysis on the linear relationships illustrated in Figure 10, the essential work of fracture (we) and the term associated with non-essential work of fracture (
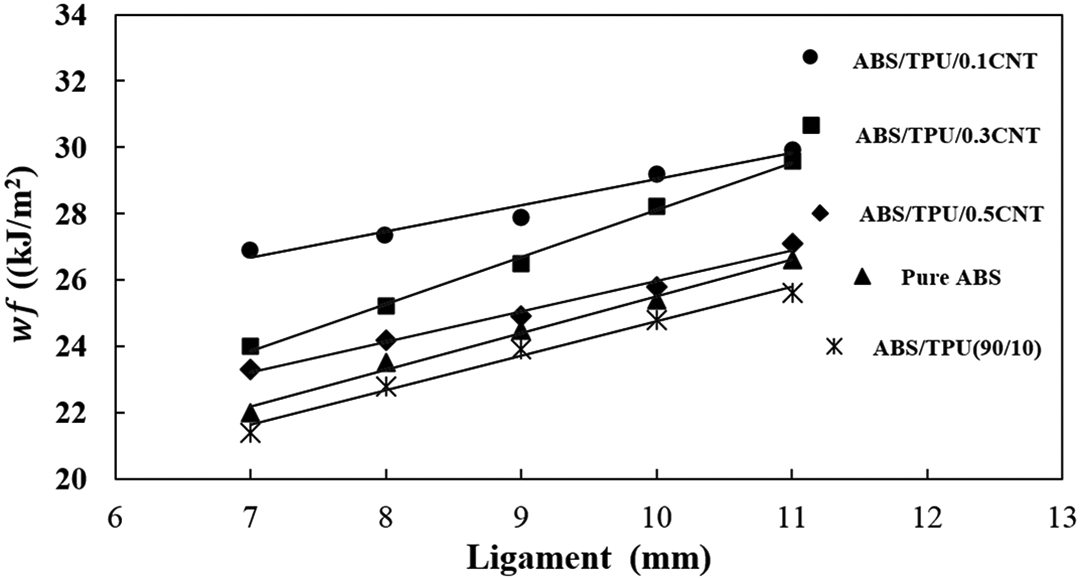
Specific work of fracture versus ligament length for different compositions.
The components of specific work of fracture.
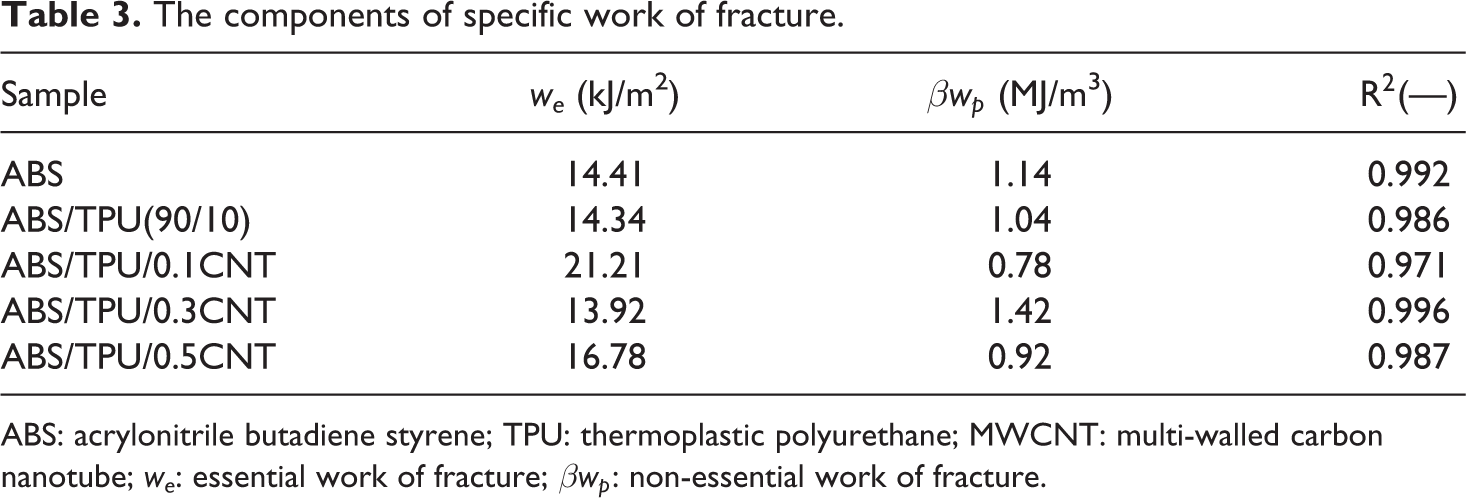
ABS: acrylonitrile butadiene styrene; TPU: thermoplastic polyurethane; MWCNT: multi-walled carbon nanotube; we: essential work of fracture;
Conclusions
In this study, the effect of adding thermoplastic polyurethane as well as multi-walled carbon nanotubes on the fluidity, mechanical and toughening behavior of ABS/TPU/CNT were investigated. The fracture toughness behavior of ABS/TPU/CNT nanocomposites was investigated under plane stress condition and based on elastic–plastic fracture mechanics by using an energy-partitioning scheme and essential work of fracture (EWF) method. The inclusion of TPU into ABS significantly enhanced the melt flow index, but declined the impact toughness noticeably. The addition of MWCNT into ABS/TPU (90/10) polymeric blend caused a rough fracture morphology with coarse fibrils indicating enhancement of ductility and toughening performance. The incorporation of 0.1 wt.% MWCNT into ABS/TPU (90/10) boosted the impact strength by approximately 95%. The results of EWF indicated that the application of 0.1 and 0.3 MWCNT in ABS/TPU (90/10) blend notably improved fracture resistance by initiating different mechanisms of energy absorption and dissipation. The relatively good dispersion of CNT in polymer matrix and appropriate interaction between polymer matrix and CNT were the most important factors in the mechanical properties improvement of ABS/TPU/CNT nanocomposite.