
Abstract
Use of combination of natural fiber in hybrid composite ensures environment-friendly product and a balanced pursuit of required properties. Present research focuses on preparing a completely new hybrid composite reinforcing jute and sheep wool fiber into polypropylene (PP) matrix using a hot press machine. Jute fiber was chemically treated with 5% NaOH and diazonium salt at alkali, acidic, and neutral media to increase compatibility with sheep wool fiber and PP matrix. Total jute and sheep wool fiber loading was fixed at 15 wt%, with a ratio of 3:1. Both treated and untreated jute fibers were utilized during composite preparation. Mechanical, structural, thermal, and water absorption tests of prepared composites were subsequently conducted. Five percentage of NaOH treatment reduced the hydroxyl group in jute fiber, while diazonium salt treatment converted the hydroxyl group into the diazo group. Hybrid PP composite containing neutral media diazonium salt-treated jute fiber and untreated sheep wool fiber had the best of mechanical properties, thermal stability, and lowest water absorption among all prepared composites.
Introduction
Natural fiber composites (NFCs) are recently applied to high-value-added applications as biofriendliness is a prime concern nowadays. It shows a lot of advantages over synthetic fiber and so it becomes an attractive alternative for fiber-reinforced polymer.1,2 NFC shows biodegradability and good mechanical strength. They are nonabrasive and have low cost.3–5 Polymer matrix composites consist of a polymer matrix combined with a fibrous reinforcing dispersed phase. They are extensively used in today’s world as they are strong and lightweight materials, their preparation method is easier, and they do not require high temperature or high pressure. The fibers provide strength and stiffness to the material, while the matrix holds the fibers in place and transfers internal load between them. Their characteristics prevent them from damage and degradation. Hybrid composites are used when a combination of properties is needed. A hybrid composite contains two or more types of fiber; the advantages of one type of fiber could complement with what are lacking in the others.6–8
Polypropylene (PP) is a thermoplastic polymer and can be made by polymerizing molecules. Scientists prefer thermoplastic matrices than thermosets because of low production cycle, lower cost of processing, and high reparability of thermoplastics. PP has better properties such as good fatigue resistance, abrasion resistance, lower density, good surface hardness, higher softening point, good strength, and light in weight. They serve very well at higher temperatures as they have fantastic electrical and chemical resistance at higher temperature. They are also resistant to stress cracking corrosion.9,10
Jute and sheep wool fiber both are natural fibers. Both fibers are easily available as well as cheap. Among all animal fibers, sheep wool is the most extensively used natural fiber, which can be obtained from the covering of sheep. Wool is flame resistant and its natural moisture content makes it noncombustible. This fiber has good elasticity and resilience. They are good resilient and show a good elastic property. Jute is a natural fiber that is 100% biodegradable and recyclable and thus environmentally friendly. Jute fiber can be blended with natural and synthetic fibers. One of the ways of recycling jute is by using it as reinforcement in composite. Jute is one of the most versatile natural fibers that have been used in raw materials for packaging, textile, nontextile, and agricultural sectors. Considering these, jute and sheep wool fibers were chosen to be used as reinforcing fibers in the PP matrix for preparing composites.9,11
Several researches have been carried out so far on hybrid fiber-reinforced polymer composites.6,7,9 Present research focusses on the modification of jute fiber using alkali and diazonium chloride. Alkali treatment on natural fiber was carried out before to make better quality composites.12–14 Alkali treatment of jute fiber did not degrade the cellulose of jute fiber rather than enhanced its property.15,16 Diazonium chloride treatment was also used in previous research to enhance the property of palm fiber-reinforced polymer composites. 17 In the present research, jute fiber was treated with both 5% NaOH and diazonium chloride. Treated jute fiber was combined with untreated sheep wool fiber to prepare hybrid PP composites. According to authors’ best knowledge, hybridization of treated jute fiber with sheep wool fiber to prepare polymer composite was never done before. Effect of alkali and diazonium chloride treatment of jute fiber on prepared hybrid composites was later evaluated by subsequently carrying out mechanical, water absorption, and thermal testing of those composites.
Materials and methods
Materials
Since jute and sheep wool fibers are widely available locally in Bangladesh, those were procured easily along with commercial-grade PP. Pictures of jute fiber, sheep wool fiber, and PP are shown in Figure 1. Jute and sheep wool were collected from the local market. Jute single fibers were separated from the bundle, which were dried in normal atmosphere to remove moisture. Jute fiber has 61.0–71.5% cellulose, 13.6–20.4% hemicellulose, 12.0–13.0% lignin, 0.4% pectin, 0.5% wax, and 12.5–13.7% moisture. On the other hand, sheep wool fiber contains 33% keratin, 28% grease, 12% suint, 26% impurities, and 1% mineral water. Commercial grade PP was also collected from the local market. It was white in color and granular in form, having a melting point of 160°C and a melt flow index of 20. Chemicals used in preset research were 5% NaOH solution, aniline, hydrochloric acid, and sodium nitrite.

Pictures of (a) jute fiber, (b) sheep wool fiber, and (c) PP.
Chemical treatment of jute fiber
Alkali treatment
During alkali treatment of jute fiber, 5% NaOH solution (1.32 M) was prepared in a beaker. Then jute fibers were immersed in the solution in a beaker and stirred properly. When the fibers were wet by the solution, the beaker was kept at room temperature for about two and a half hours. After that, the fibers were washed with distilled water until all NaOH were removed. Finally, the fibers were placed in an oven at around 100°C for around 2 h for complete removal of moisture. 18 The following reaction occurred during the alkali treatment.

o-Hydroxy diazonium chloride treatment
o-Hydroxybenzene diazonium chloride was synthesized from the reaction of o-hydroxyaniline (dissolved in hydrochloric acid) using sodium nitrite diazotization method.19,20 In a reaction beaker, 50 mg of aniline was weighed and 0.25 mL of concentrated (12 M) HCl and 0.5 mL of distilled water were added to it. This solution was then agitated to dissolve the aniline hydrochloride and then cooled in an ice bath to 0–5°C. A solution of 40 mg sodium nitrite (NaNO2) was prepared in 0.5 mL water in another reaction tube. This sodium nitrite solution was added dropwise to the acidic aniline solution while maintaining the reaction at ice bath temperature. The solution was finally agitated by vigorously stirring the reaction tube. Jute fiber was treated with this solution. The fiber was dried at 105°C for 24 h and then kept in a sealed container. To have diazonium salt in acidic, neutral, and alkaline media (pH of 3, 7, and 10.5, respectively), 60, 108, and 200 mL of 5% NaOH was mixed, respectively, with 300 mL of water in a beaker. A 500 g amount of fiber was submerged into the solutions mentioned above separately for 10 min at about 5°C in an ice bath. A freshly prepared cooled solution of benzene diazonium salt was then poured slowly into the above mixtures with constant stirring for 10 min. Fiber was then taken out, washed with soap solution followed by water, and finally dried in open air. Synthesis of benzene diazonium chloride is shown in equation (2) and Figure 2.


Synthesis of benzene diazonium chloride.
Composite preparation
Hybrid PP composites were prepared from untreated and treated jute and sheep wool fiber using a hot press machine. Firstly, fibers and PP were weighted in compliance with the essential weight fraction needed. Fibers were chopped into small (3 mm in length) size. Then, fibers were oven-dried at about 80–100°C for around 40 min to remove voids, water bubbles, and poor fiber–matrix adhesion. After that, mold was cleaned and silicon spray was used to ensure easy removal and quality surface finishing of the final product. Chopped fibers and PP were spread out layer by layer. 21 As both fibers are natural fiber, they made bonding. 22 At last, the die was placed in a hot press machine and followed the steps described in authors’ previous research to get the final composite. It was found that jute and sheep wool fiber loading of 15 wt% with a ratio of 3:1 yielded the best set of properties. 21 Thus, those conditions were utilized in present research during composite preparation.
FTIR spectroscopy
To investigate the interaction between untreated and treated fiber and PP matrix, ground composite powder samples were tested by Fourier infrared transform (FTIR). The FTIR spectra of the composites were recorded in the 500–4000 cm−1 region.
Mechanical and water absorption tests
Tensile test of prepared composites was performed following ASTM D 638-01. An Instron machine (Instron, Norwood, MA) having maximum capacity of 50-kN load was used. Each test was continued until tensile failure. Flexural test of the composite specimen was conducted according to ASTM D 790-00 using the same Instron machine. The loading nose and supports were aligned in such a way that the axis of the cylindrical surfaces was parallel and the loading nose was midway between the supports. Crosshead speed used during tensile and flexural tests was 5 mm min−1. For the water absorption test, the specimen was cut into rectangular shape. The initial weight of the specimen was taken. Then the specimen was soaked in water for 24 h. Water absorption (%) was calculated from the weight gain. For each test and type of composite, five samples were tested and average values are reported.
Thermogravimetric analysis
Thermogravimetric analysis (TGA) is a method of thermal analysis in which the mass of a sample is measured over time as the temperature changes in a controlled (nitrogen) atmosphere. TGA is a useful technique to determine the thermal stability of the materials. In the present research, TGA was carried out in a universal V4.2E TA instruments (TGA Q50 V6.4, TA Instruments, New Castle, DE) at a temperature range of 25–500°C with a constant heating rate of 10°C s−1.
Results and discussion
FTIR analysis results
FTIR spectra analysis of untreated and 5% NaOH treated jute fiber-reinforced hybrid PP composites are shown in Figures 3 and 4, respectively. Although the occurrence of majority of peaks did not change, it is noted that the absorption peak around 1654 cm−1, corresponding to the C=O stretching of hemicellulose in the untreated fiber, was almost missing in the spectrum of alkali-treated fiber. It indicates the elimination of hemicellulose during alkali treatment. Furthermore, there was no change in the peak around 1500–1515 cm−1, a result of aromatic skeletal ring vibration of lignin, which shows no structural change of the lignin component in the fiber after alkali treatment. The FTIR analysis clarified the elimination of hemicellulose by alkali treatment, which resulted in breakdown of untreated bundle fiber into smaller ones. This phenomenon of fibrillation is the reason why the fiber diameter of the treated fiber decreased. In addition, alkali treatment removed the impurities, waxy materials, as well as hemicellulose, which was responsible for an easy deformation of the cellular networks. Extensive hydrogen bonding network might be broken and ordered structural arrangement of cellulose might be lost. FTIR spectroscopic analysis of untreated (Figure 3) and treated jute (Figure 4) confirms the above phenomenon. The IR spectrum of treated jute clearly indicates the absorption band of –OH stretching near 3312 cm−1 and C–O stretching at the region of 1050 cm−1. Again, the IR spectrum of the raw jute suggests the absorption band at the region near 1740 cm−1. This absorption band may be due to a carboxyl group of acetyl ester in cellulose and carboxyl aldehyde in lignin.9,23
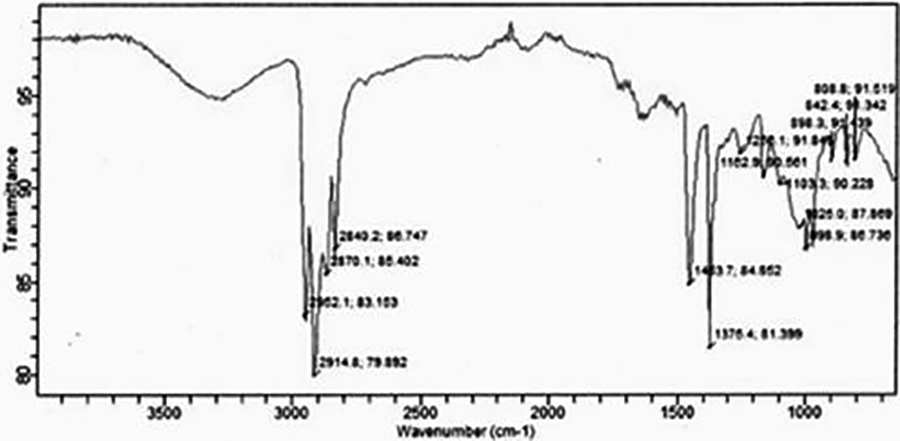
FTIR spectra of untreated jute fiber.
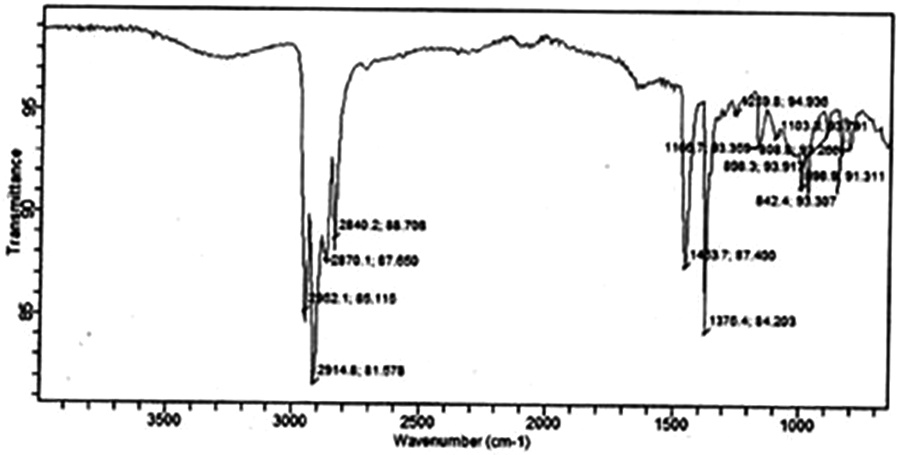
FTIR spectra of 5% NaOH-treated jute fiber.
To improve mechanical properties of the composites, jute was also chemically treated using benzene diazonium salt. The hydroxyl group in untreated jute is responsible for high water absorption and weak interfacial bond between the coir fiber and the PP matrix. There are actually three hydroxyl groups present in a cellulose anhydroglucose unit. One is a primary hydroxyl group at C6 and the other two are secondary hydroxyl groups at C2 and C3. Although the primary hydroxyl group is more reactive than the secondary groups, the diazonium salt breaks the OH group of carbon 6 and carbon 2 during the reaction. This converts the two hydroxyl groups into diazo groups and results in an azo product, 2, 6-diazo cellulose, as illustrated in Figure 5.19,20 FTIR spectroscopic analysis of untreated (Figure 2) and diazonium salt-treated (Figure 6) jute confirms this phenomenon. The infrared spectrum of treated jute clearly shows the presence of the characteristic band of the NO group in the region of 1600–1700 cm−1, an absorption band of N=N stretching near 1614 cm−1, and a C–O stretching band at the region of 1300–1000 cm−1. Again, IR spectrum of untreated jute shows the absorption band at the region near 1732 cm−1. This absorption band may be due to the carboxyl group of acetyl ester in cellulose and the carboxyl aldehyde in lignin.17,24,25
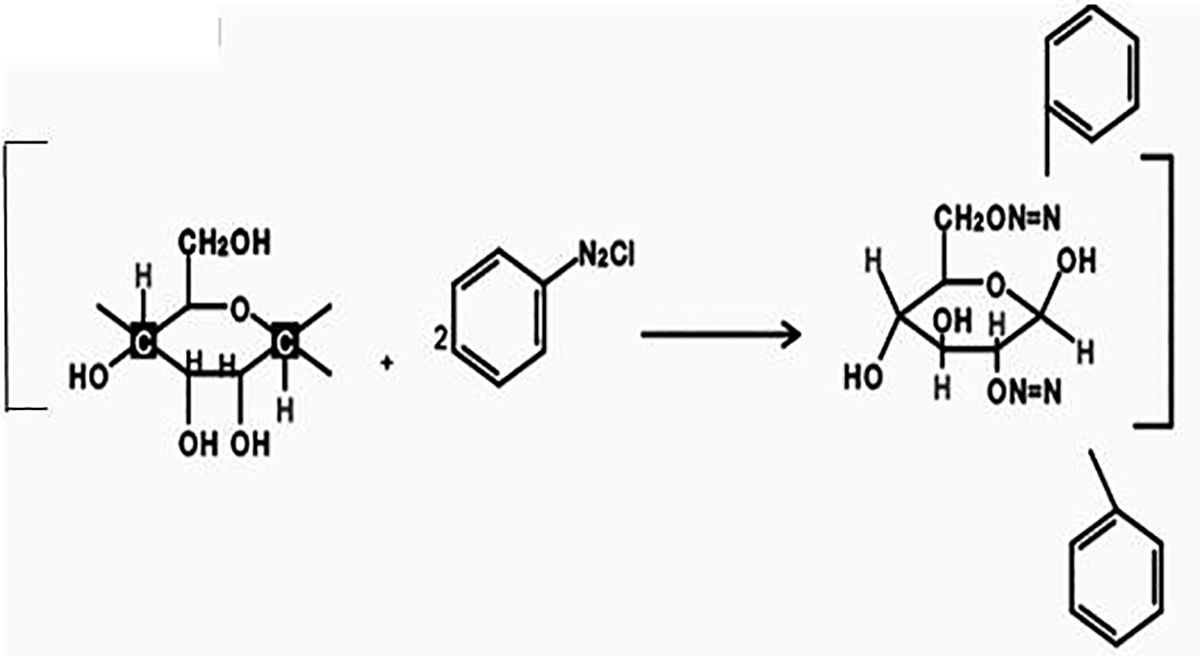
Coupling reaction of diazonium salt with jute.
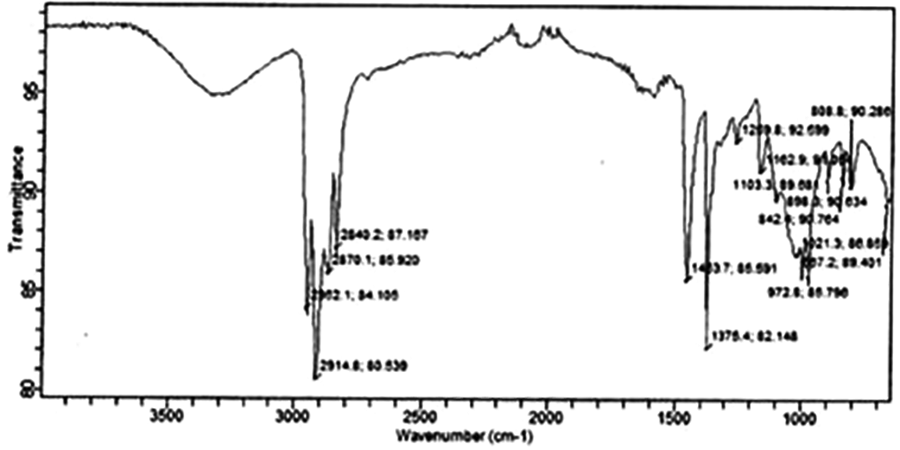
FTIR spectra of benzene diazonium salt-treated jute fiber.
Tensile properties
Tensile properties of prepared composites were calculated from stress/strain curves obtained from tensile test. A typical tensile stress–strain curve is shown in Figure 7. Figures 8 and 9 show the variation of tensile strength and Young’s modulus of prepared composites, respectively. Tensile strength of alkali-treated composite was lower, while Young’s modulus of alkali-treated jute fiber-reinforced composite was higher as compared to untreated jute fiber-reinforced composite. Main purpose of 5% NaOH treatment is to disrupt hydrogen bonding in the network structure and remove some hemicelluloses, lignin, wax, and oils, thereby increasing surface roughness and reducing its hydrophilic nature. During alkali treatment, alkali reacts with cementing material especially hemicelluloses, which leads to the splitting of the fibers into finer filaments. As a result, wetting of fiber as well as bonding of fiber with matrix may improve to some extent; however, it makes the fiber more brittle. As a result, composite becomes stiff and shows higher modulus as compared to the untreated one. As brittle materials are weak in tension, it shows lower strength than untreated composite. 26 It is also observed from Figures 8 and 9 that tensile strength and Young’s modulus of composite containing jute fiber treated in diazonium salt (neutral medium) were higher than those of untreated jute fiber-reinforced composite. Chemical treatment of jute with diazonium salt-reduced hydroxyl group of cellulose anhydroglucose unit by coupling with diazonium salt. The hydroxyl group of cellulose in jute fiber is responsible for its inherent hydrophilic nature. As a result, it becomes difficult to make composite of it with the hydrophobic polymer matrix. As reaction with diazonium salt-reduced hydroxyl group, it ensured better adhesion between jute fiber, sheep wool fiber, and PP matrix. As a result, tensile properties increased in the respected composite. However, composites containing alkali and acidic media-treated jute fiber might have weaker mechanical properties due to fiber degradation. 27 Overall, tensile strength and Young’s modulus of composite containing jute fiber treated in diazonium salt (neutral medium) was highest among all prepared composites.
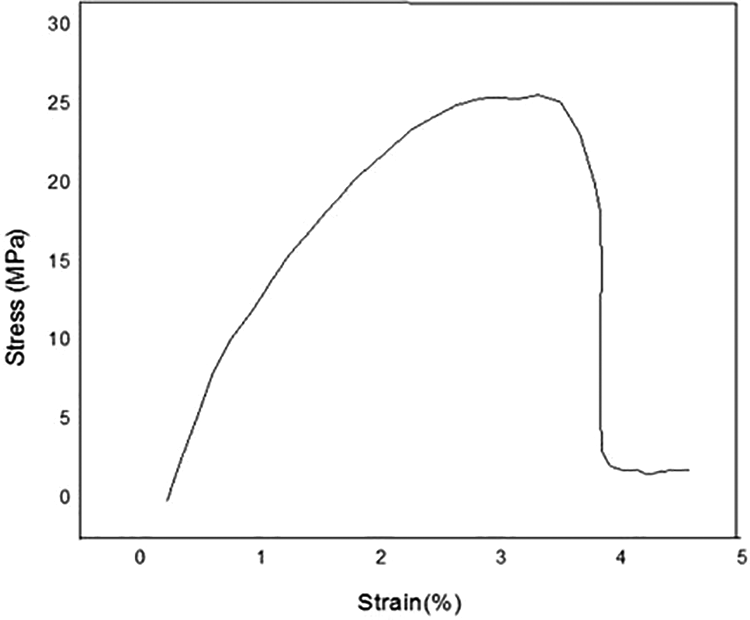
Typical tensile stress–strain curve.
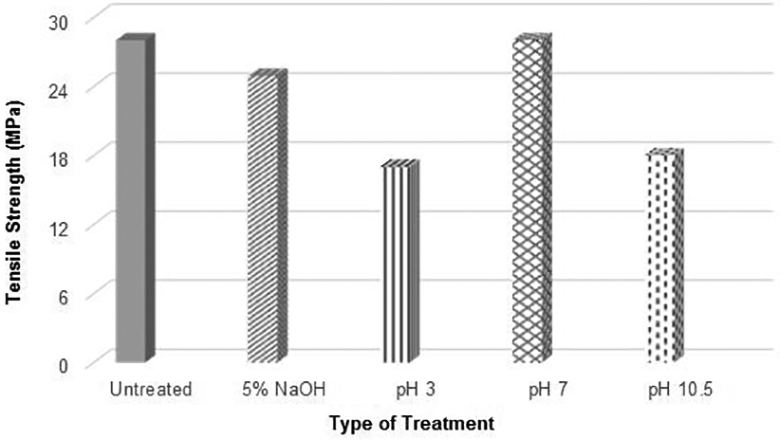
Variation of tensile strength of prepared composites containing different treated fiber.
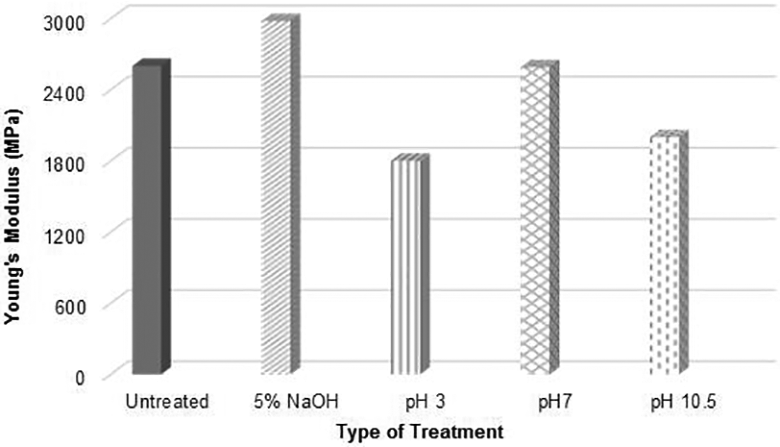
Variation of Young’s modulus of prepared composites containing different treated fiber.
Flexural properties
Figures 10 and 11 show the variation of flexural strength and flexural modulus of prepared composites, respectively. Like tensile properties, flexural properties of 5% NaOH-treated composite was lower, while Young’s modulus of alkali-treated jute fiber-reinforced composite was higher as compared to untreated jute fiber-reinforced composite. On the other hand, flexural strength and flexural modulus of composite containing jute fiber treated in diazonium salt (neutral medium) were higher than those of untreated jute fiber-reinforced composite. Same reasons mentioned for tensile properties also applicable flexural properties. Thus, flexural strength and flexural modulus of composite containing jute fiber treated in diazonium salt (neutral medium) were highest among all prepared composites.
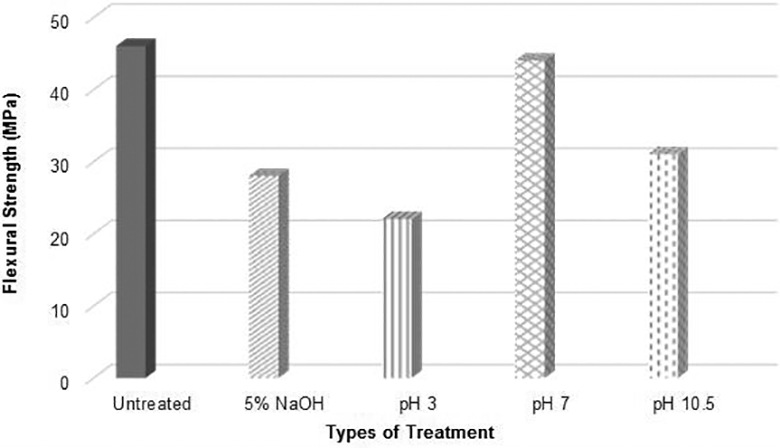
Variation of flexural strength of prepared composites containing different treated fiber.
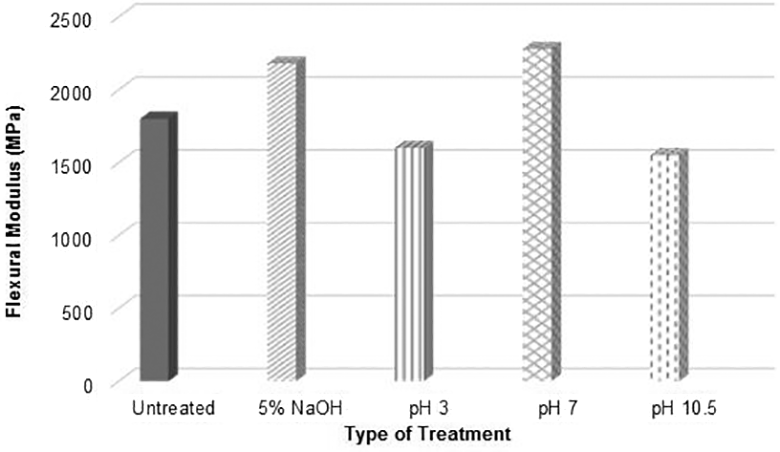
Variation of flexural modulus of prepared composites containing different treated fiber.
Water absorption characteristics
Water absorption characteristics of various prepared composites are shown in Figure 12. It is observed that with 5% NaOH-treated jute fiber composite was lower as compared to untreated jute fiber-reinforced composite. During alkali treatment, the number of hydroxyl group in jute fiber decreased that resulted in reduced water absorption. 23 Among all composites, water absorption of the treated fiber in neutral medium was the lowest, confirming the better properties obtained in mechanical tests. The water absorption of composite containing treated jute fiber in pH 3 was higher than that of composite with untreated jute fiber, whereas the absorption of composite with jute fiber treated in pH 10.5 medium was lower than that of the composite with untreated jute fiber. 17
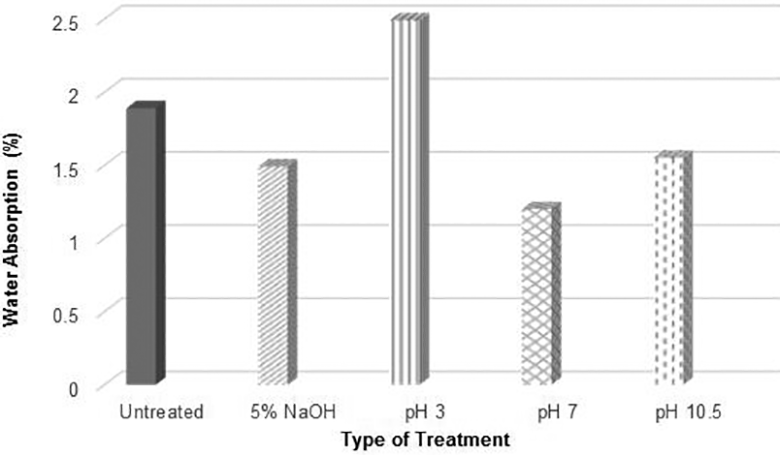
Variation of water absorption of prepared composites containing different treated fiber.
TGA results
Thermal stability of fiber-reinforced composite is very important during their preparation. TGA of prepared composites was performed. TGA curves of various prepared composites are shown in Figure 13. Initial decomposition of untreated and 5% NaOH-treated fiber-reinforced composites are found to be 1.8% and 5.4% at temperatures of 218.9°C and 215.5°C. Final temperatures for those two composites were 389.1°C and 396.8°C, respectively. Thus, 5% NaOH-treated fiber-reinforced composite had higher thermal stability as compared to untreated fiber-reinforced composite. The initial decomposition of pH 3, pH 7, and pH 10.5 diazonium salt-treated jute fiber-reinforced composites are found to be 1.3%, 1.2%, and 2.3% at temperatures of 215.3°C, 223.9°C, and 214.1°C, respectively. Their final decomposition temperatures were observed at temperatures of 377.8°C, 384.1°C, and 379.2°C, respectively. Thus, neutral media-treated jute composite had the higher thermal stability among all prepared composites.
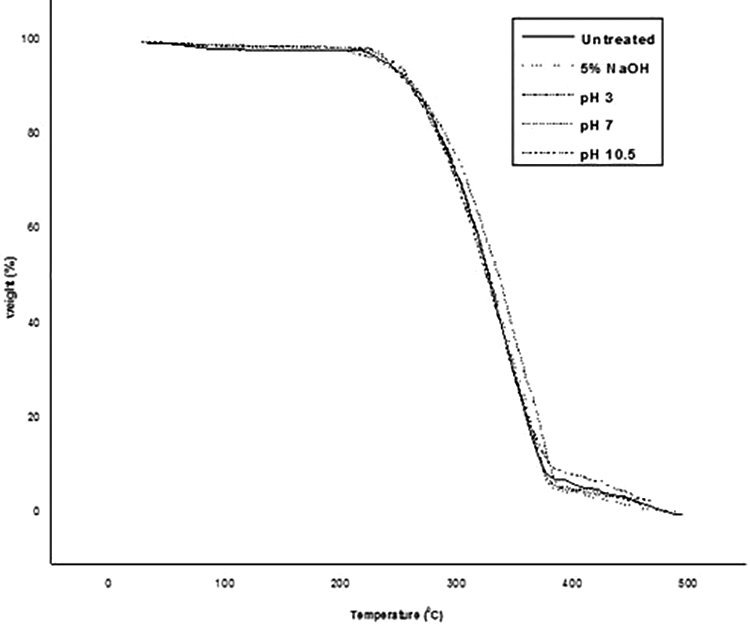
TGA curves of various prepared composites.
Conclusion
Hybridization of natural fiber in composite ensures environment-friendly product as well as balanced pursuit of required properties. Present research prepared jute and sheep wool fiber-reinforced hybrid PP composites using hot press technique. Jute fiber was chemically treated with 5% NaOH and diazonium chloride (at different pH) to increase compatibility with sheep wool fiber and PP matrix. Total jute and sheep wool fiber loading was fixed at 15 wt%, with a ratio of 3:1. Both treated and untreated jute fiber were utilized during composite preparation. Prepared composites were subsequently characterized using structural, mechanical, water absorption, and thermal testing. Alkali treatment reduced the hydroxyl group in jute fiber, while diazonium salt treatment converted the hydroxyl group into the diazo group. As a result, treated jute fiber-reinforced composites had better mechanical properties and thermal stability as compared to untreated jute fiber-reinforced one. On the other hand, hybrid PP composite containing neutral media diazonium salt-treated jute fiber and untreated sheep wool fiber had the best of mechanical properties, thermal stability, and lowest water absorption among all treated jute fiber-reinforced composites.