
Abstract
This article aims to improve the sintering quality of the sisal fiber/poly-(ether sulfone) (PES) composite (SFPC) part fabricated via selective laser sintering (SLS). The sisal fiber and PES powders were proposed as the feedstock of the SFPC powder bed for SLS. An orthogonal experimental methodology with four levels and five factors was applied to optimize the process parameters for the single-layer sintering experiment. The mechanical properties and accurate dimensions of the sintered part were tested using a universal testing machine and Vernier caliper. The preheating temperature, scanning speed, and laser power were selected as influencing factors on the mechanical properties and accuracy dimensions of the SFPC part. Furthermore, the influence factors on the quality of the sintered part were studied and analyzed. Additionally, the synthesis weighted scoring method was used to determine the optimum parameters of the SLS part. The results showed that the optimal parameters (factors) were preheating temperature of 82°C, scanning speed of 2 m s−1, laser power of 14 W, and laser wavelength of 10.6 μm. Thus, the quality of SFPC part was significantly enhanced when the optimum parameters were applied in SLS process. This article provided the main reference value for the choice of the process parameters of the biomass composite.
Keywords
Introduction
Selective laser sintering (SLS) technology is a 3D printing technology.1,2 Compared with other 3D printing technologies, the SLS process has a wide material selection, which does not require support during the manufacturing process, and the unsintered material could be recycled and reused.3,4 Therefore, SLS technology has been widely applied in manufacturing, such as the casting parts, aerospace, medical treatment, automotive, and construction purposes.5,6 For the current discussion, the term sintering will be understood to involve the localized fusing and melting powder particles include poly-(ether sulfone) (PES) powder and sisal fiber powder (SFP).
In order to improve the SLS technology, the materials used in the SLS can be developed and improved which is play a significant role in the sintering quality of the SLS part. 7 Presently, the materials used in the SLS process mainly focused on metals, ceramics, polymers, and biomass composite material.8,9 However, these materials cannot meet completely the demand of the market due to a lack of structural variety.10,11 To further improve the SLS process, there is a growing need to research and develop additional materials in terms of the effects of particle size and mixture ratio on the mechanical properties of sintered part. 12 Therefore, the authors developed a sustainable and environmentally friendly biomass composite with low cost and low energy consumption with optimal mixture ratio, as a novel material for the SLS process. Previous research mostly concentrated on forming process and single sintering experiments from eucalyptus wood, 7 aspen wood, 11 and rice husk. 13 However, the SLS process of biomass composite powder is a very complex thermal process of heat and mass transfer. SLS parts of complex shape can be fabricated by SLS, but there are some technical process defects during the laser processing such as deformation of the surface, accuracy dimensional part, and over-sintering; these defects are caused by processing parameters. Besides, the size and particle distribution of the composite influenced the mechanical properties of the sintered part, as reported by Daniele Sofia.9,14 Therefore, the optimization of processing parameters of sintering biomass composite is one of the main purposes of this study. Generally, in the SLS process, a laser beam as a direct heat source radiates from powder biomass composite. Consequently, the quality of SLS parts not only depends on the interaction mechanism of the laser beam and biomass composite powder but also has a significant relation of the SLS processing parameters. Thus, it is essential to study and find the optimum process parameters on the mechanical strength and accuracy dimension of the SLS biomass composite parts.
Sisal fiber is a biomass material from renewable agricultural waste sources. Compared to wood powder, rice husk, and bamboo, the SFP has more advantages; it is a substantial waste source and recyclable material with short growth cycle. Additionally, it has lower carbon emission and higher mechanical properties compared to the wood powder composite. 9 Also, the SFP of different particle diameters range can be obtained without the need for expensive tools, so that it is easy to obtain on different particle sizes range. The particle of SFP is approximately spherical shape; in SLS, the spherical SFP is useful for powder mixing dispersing and spreading. Consequently, the sisal fiber particles are easily permeated with PES powder, which is the basis of fabricating the forming accuracy and mechanical properties of the SLS parts. This study proposes sisal fiber/PES composite (SFPC) as the feedstock of SLS with the advantages of environment-friendly concept, easy formability, and sustainable low-cost material. An orthogonal experimental design with five factors and four levels was adapted to optimize the process parameters of the SFPC sintered parts; the energy required for the sintering process depends on the particle size. In particular, part of the energy supplied by the laser beam is dispersed by different mechanisms of energy transfer. 15 Meanwhile, the mechanical properties and accurate dimensions (X-, Y-, and Z-direction) of the sintered parts were studied and analyzed. The SFP used in this experiment has the particle size range of less than 0.105 mm and the mixture ratio of SFPC powder was 1:4 (20% of SFP and 80% of PES powder by weights), respectively. To validate the mechanical strengths and accuracy dimensions of the optimized sintered part, a detailed comparison is presented between the tested pieces of optimized SFPC part and related results in other research (wood–plastic).
Materials and methods
Material preparation
The sisal fiber for this study was a super fine powder provided by Hangzhou Gaoke Composite Materials Co. (China). PES, also referred to as polymer, was obtained from Shanghai TianNian Material Technology Co., Ltd (China). In this study, the SFP was sifted through a 120 mesh screen with an intensive shaking procedure, using a vibrating sifter, to remove powder agglomerates as well as obtain SFP particle size range (average diameter) of less than 0.105 mm. The glass transition temperature (Tg) of PES and SFP was found through the differential scanning calorimetry (DSC) test; based on the result, the optimum sintering windows (processing temperature) of the PES and SFP powders are determined to be between 72°C and 97°C and 70°C and 100°C, respectively. Figure 1 shows the SFP, PES powder, and SFPC powder obtained after sieving. Following the sifting, the sisal fiber and polymer powders of PES were mixed using a specific volume ratio of 1:4 and mechanically mixed using an SHR-10A high-speed mixer (Hongji Machinery Ltd, Zhangjiagang, China) to reach a proper uniformity. To obtain homogeneous powder mixtures of maximum dispersion and uniform color, the SFPC powder was mixed at high-speed mixer for 15 min. The SFP is selected in this study because of its good physical and mechanical properties. 9 Additionally, the SFP tended to make the composite powder smoother and flexible. Also, there were increases in the accuracy of the dimensions of the SLS parts and it was possible to carry out treatments of the sintered parts. Figure 2 shows the flowchart of the preparation process of SFPC.
The main materials used in this study: (a) SFP, (b) PES powder, and (c) SFPC.
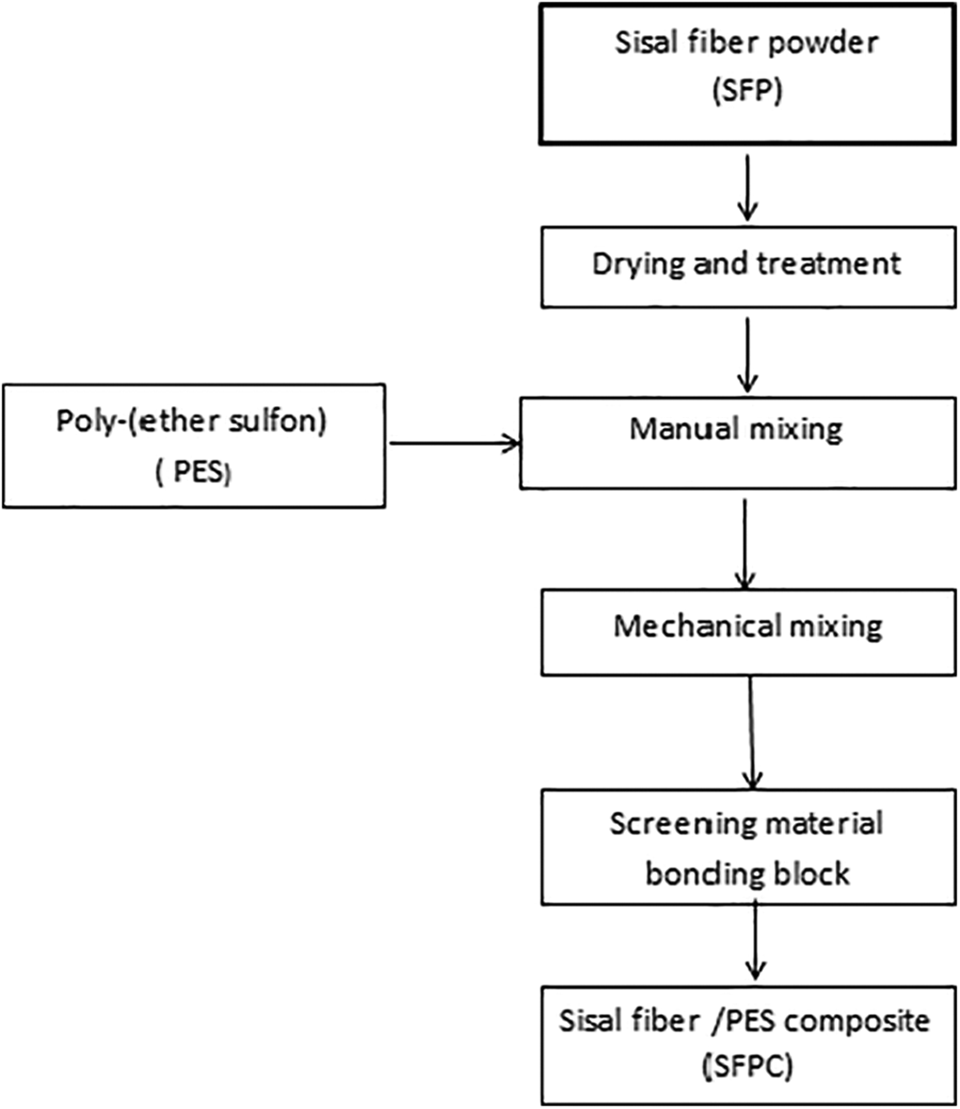
Flowchart of the preparation process of SFPC.
Laser sintering experiment test
The specimens of sisal fiber/PES mixtures in the volume ratio of 1:4 were produced via an AFS-360 (Beijing Longyuan Technology, Ltd. Company. China) rapid prototyping machine (SLS). The varied processing parameters in this study were laser power, preheating temperature, and scanning speed. The values of these parameters were shown on the orthogonal design table; with a constant scan spacing of 0.2 mm and a layer thickness of 0.1 mm. The orthogonal test method was applied in the SLS processing to print all the mechanical specimens’ test. All the tested specimens of this work were manufactured in the same mixture ratio of 1:4. Figure 3 shows the AFS-360 rapid prototyping machine and the laser sintering production of the SFPC, respectively (building process of SLS).
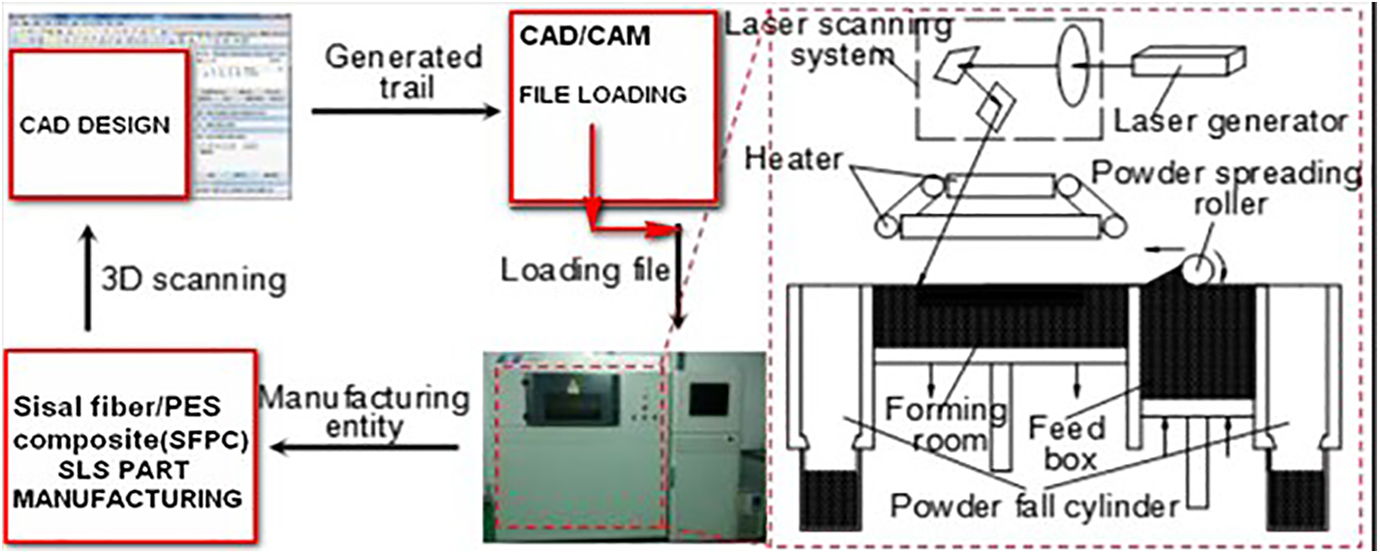
AFS-360 rapid prototyping machine and LS tests of SFPC.
Post-processing experiments
The sintered part of the SFPC was cleaned carefully and then placed in the electric heating at a temperature of 70°C for 30 min. After finishing the insulation, the sintered part was immersed slowly in the wax pool. Finally, the sisal fiber/PES waxing part was cleaned and prepared for the mechanical test. The post-processing experiment is shown in Figure 4. The melting wax would infiltrate the SLS parts through capillarity action. After completing the post-processing insulation, most of the voids are filled with wax, and the voids fraction between the sisal fiber and PES particles is decreased; in addition, the bonding between powders and the density of sintered parts are improved. However, post-processing caused a little influence on the dimensional accuracy of wax-infiltrated parts, due to an increase in dimension size of the waxed SLS part, but the surface quality of waxed sintered part has been greatly improved and become smoother.
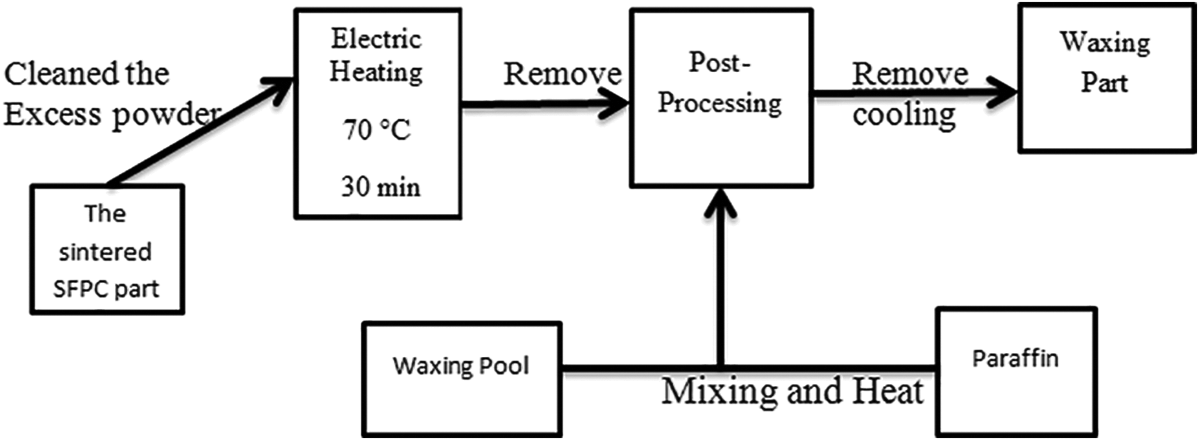
The post-processing flowchart of sisal fiber/PES parts.
Method
Orthogonal experiment design
In the SLS process, the mechanical performance and dimensional precision (DP) of the sisal fiber/PES sintered part are the main significant factors to evaluate the formability and quality of the SFPC sintered part. The forming process of SLS is very complicated, and the mechanical performance and dimensional accuracy of the sisal fiber/PES part mainly depend on the process parameters of the sintered parts. Therefore, an orthogonal experiment design with five factors and four levels was applied in the SLS experiment to print the sisal fiber/PES part. The mechanical properties and accurate dimension (X-, Y-, and Z-direction) of the sintered part were studied and analyzed. In addition, the weighted scoring method analysis was used to obtain the optimum performance parameters for the sisal fiber/PES SLS part. The factors and levels design test are shown in Table 1, and the orthogonal test plan of this experiment is presented in Table 2.
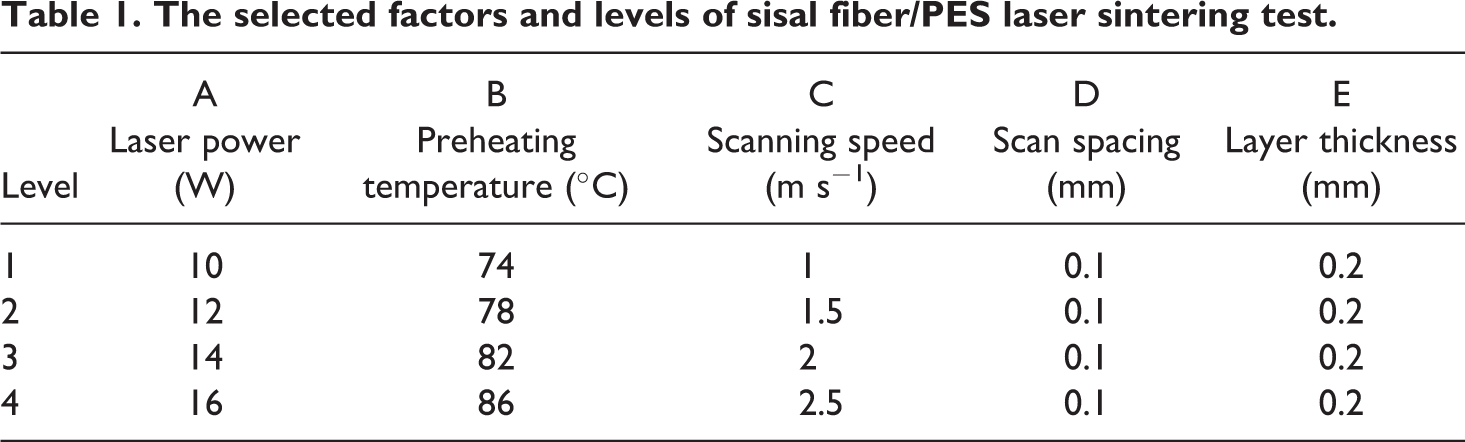
The selected factors and levels of sisal fiber/PES laser sintering test.
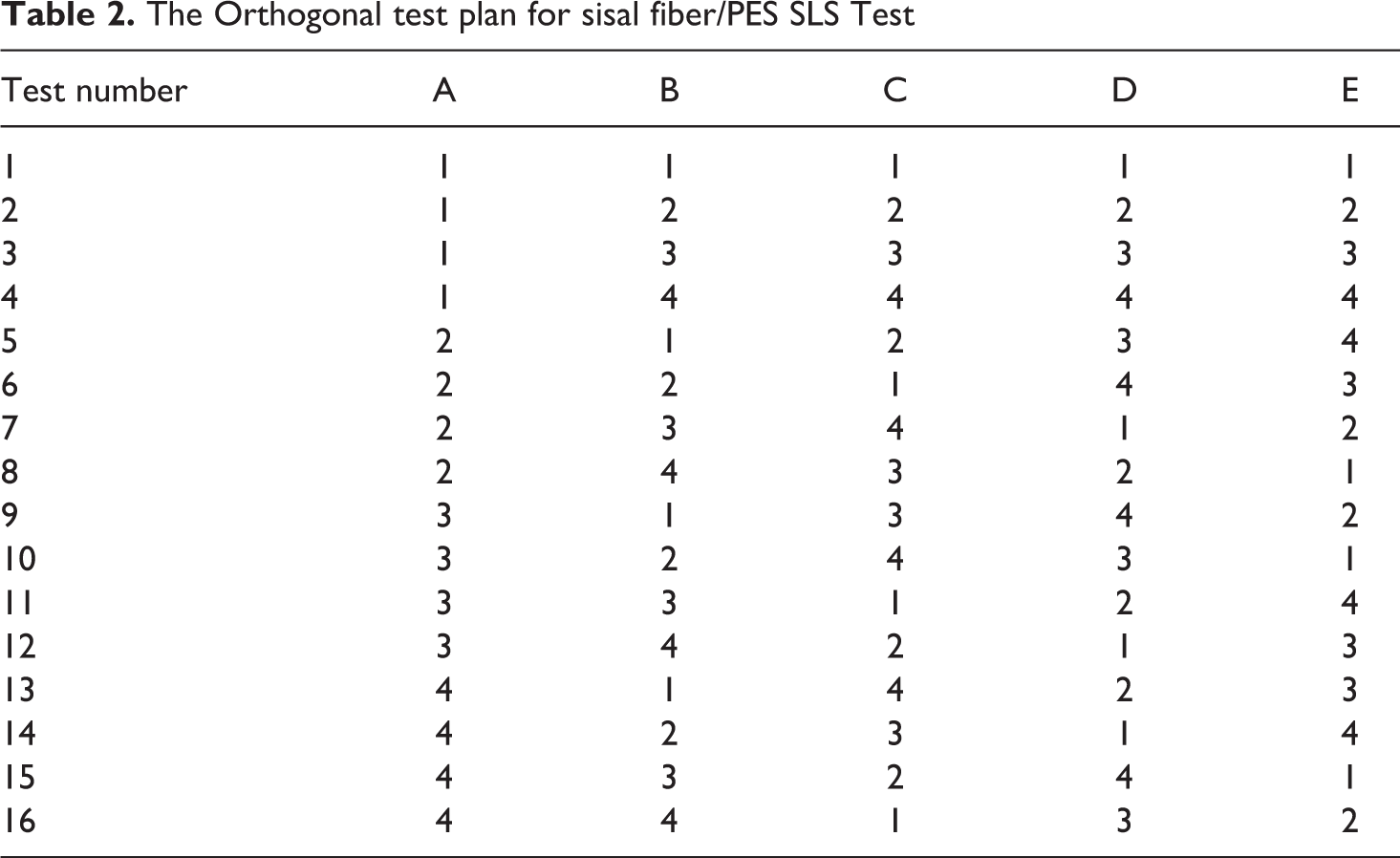
The Orthogonal test plan for sisal fiber/PES SLS Test
Scanning electron microscopy
The SFP, PES powder, and SFPC powder were scanned using an FEI Quanta200 scanning electron microscopy (SEM) device (Hewlett-Packard Company, Amsterdam, the Netherlands). The morphology and the inner microstructures of the SFP, PES powder, and the composite powder of the sisal fiber/PES are shown in Figure 5.
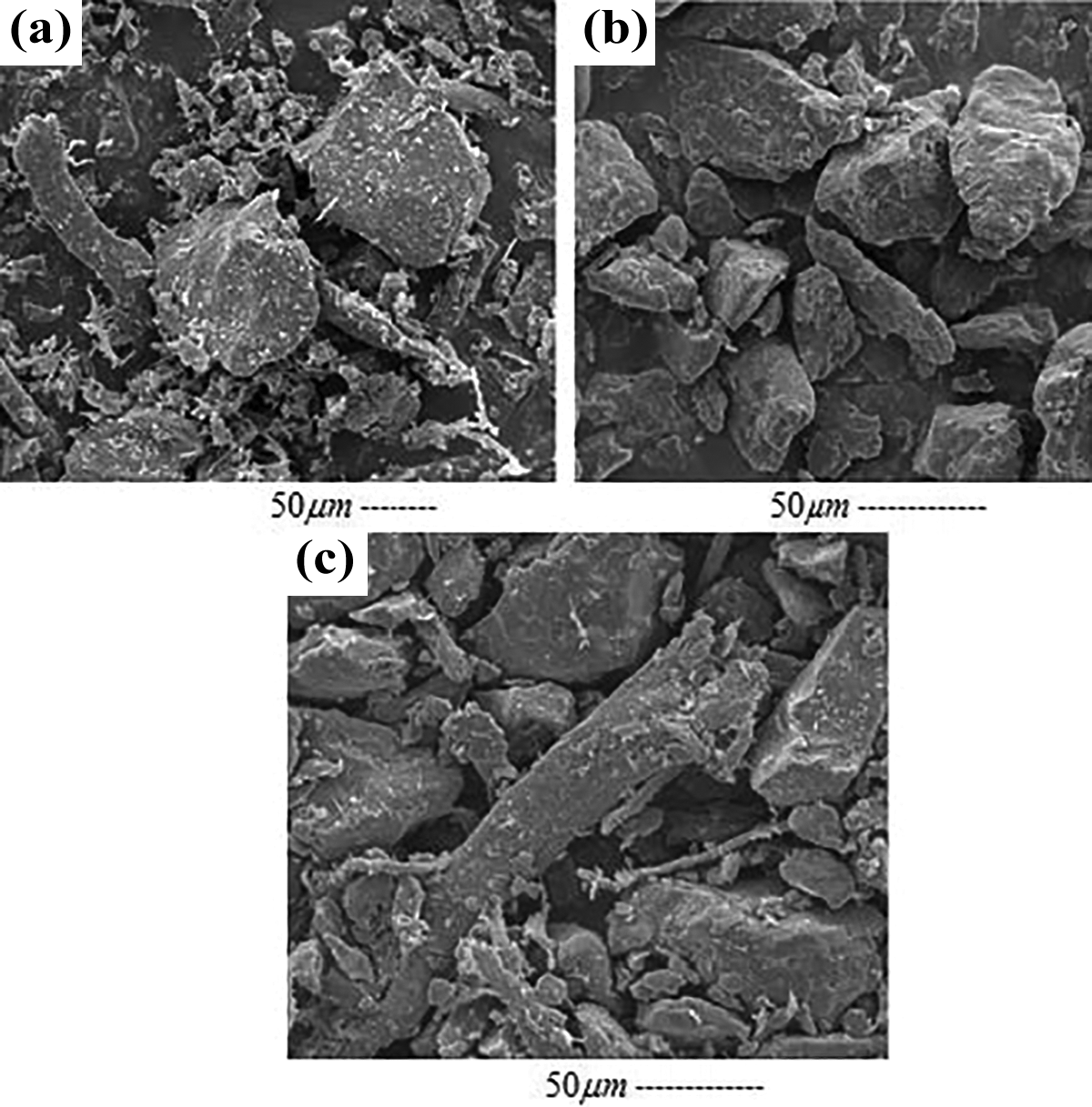
The SEM morphology of (a) SFP, (b) PES powder, and (c) SFPC.
Differential scanning calorimetry
The Tg of the SFP and PES powder was analyzed using DSC device. The test had the specific parameters as follows: amount of 5 mg of SFP and PES powder was taken, the heating rate of test was 10°C min−1, and the temperature range of experimental testing was 20–240°C. The DSC curves of SFP and PES powder are presented in Figure 6.
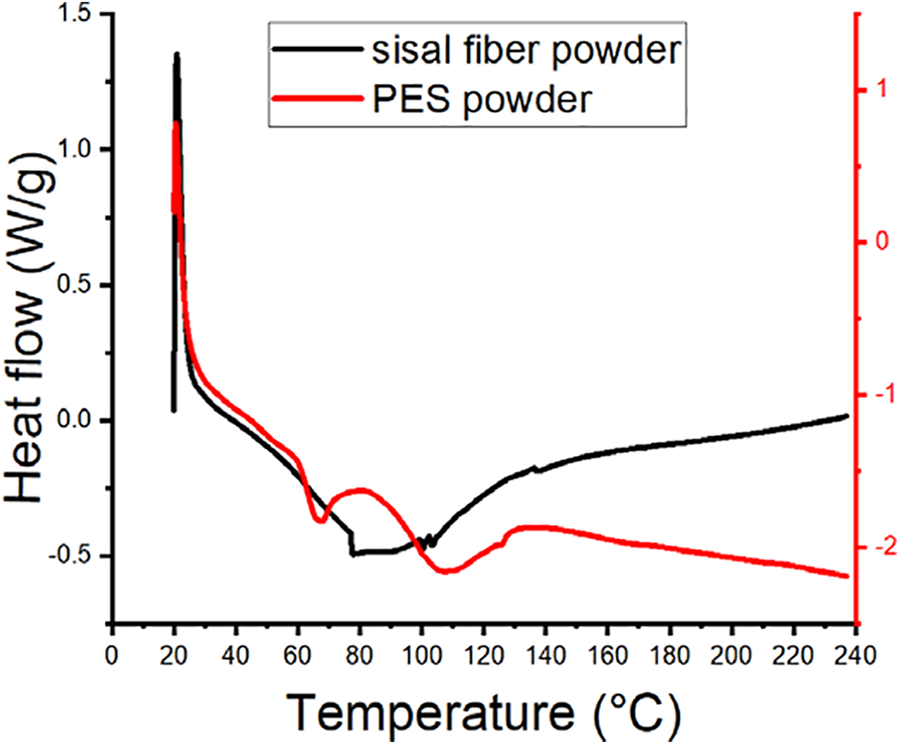
The DSC curves of the PES powder and SFP.
Dimensional precision
The part of specimen dimensions of 80 × 10 × 4 mm3 is used in the dimension accuracy analysis. The SFPC parts were fabricated by SLS based on the process parameters in the orthogonal test table. The actual dimensional of the SFPC part was measured using a Vernier caliper. Therefore, the DP

where
Mechanical testing
An AFS-360 rapid prototyping machine was used to print the bending and tensile specimens test. For the tensile strength, the tensile specimens having typical dimensions of 150 × 20 × 10 mm3 were tested according to GB/T1040-1992 standard; a crosshead speed of 5 mm min−1 and a gauge length of 50 mm were used for tension testing. For bending strength, specimens having dimensions of 80 × 10 × 4 mm3 were measured under three-point loading, designed based on GB/T9341-2008 standard; a crosshead speed of 0.1 mm min−1 and a span length of 80 mm were used for the test. The mechanical properties test and dimensional accuracy measurement were performed by using a Byes-3003 (Shanghai Bangyi Precision Measuring Instrument Co., Ltd., China) universal testing machine and Vernier caliper, respectively.
Results and discussion
Laser sintering
Through the laser sintering test, the experimental results were analyzed to obtain the best gaming performance of SLS processing parameters for the SFPC part. The power range of the SLS machine used in this experiment is below 55 W. Based on the orthogonal test method design, (16) groups of experimental pieces were carried out during the SLS processing to obtain the optimum process parameters for sintering part of the SFPC.
To control the AFS-360 rapid prototyping machine, the AFS Win automatic molding system could be used. Firstly, the molding and powder supply cylinder of SLS were adjusted in the upper limit for 10 and 20 mm, respectively, and then the SFPC powder was placed in the middle of the supply cylinder. Secondly, the powder material was flattened manually with a plastic ruler, and then the rapid prototyping machine was used to carry out finer and smoother lamination by automatic molding system software. After the flattening was completed, the side rails of the AFS-360 laser sintering machine should be cleaned with a vacuum cleaner to remove all the excess powder. The different processing parameters were set in the SLS machine based on the orthogonal design test in Table 2. Finally, the SFPC powder was heated for 20–30 min on the molding cylinder to uniformly heat the composite powder. After the heating process of composite powder was completed, the machining experiment was started to produce the sisal fiber/PES SLS parts, which is shown in Figure 7.

SLS specimens parts test: (a) part for tensile and bending test and (b) SLS waxing part test.
Mechanical test analyses
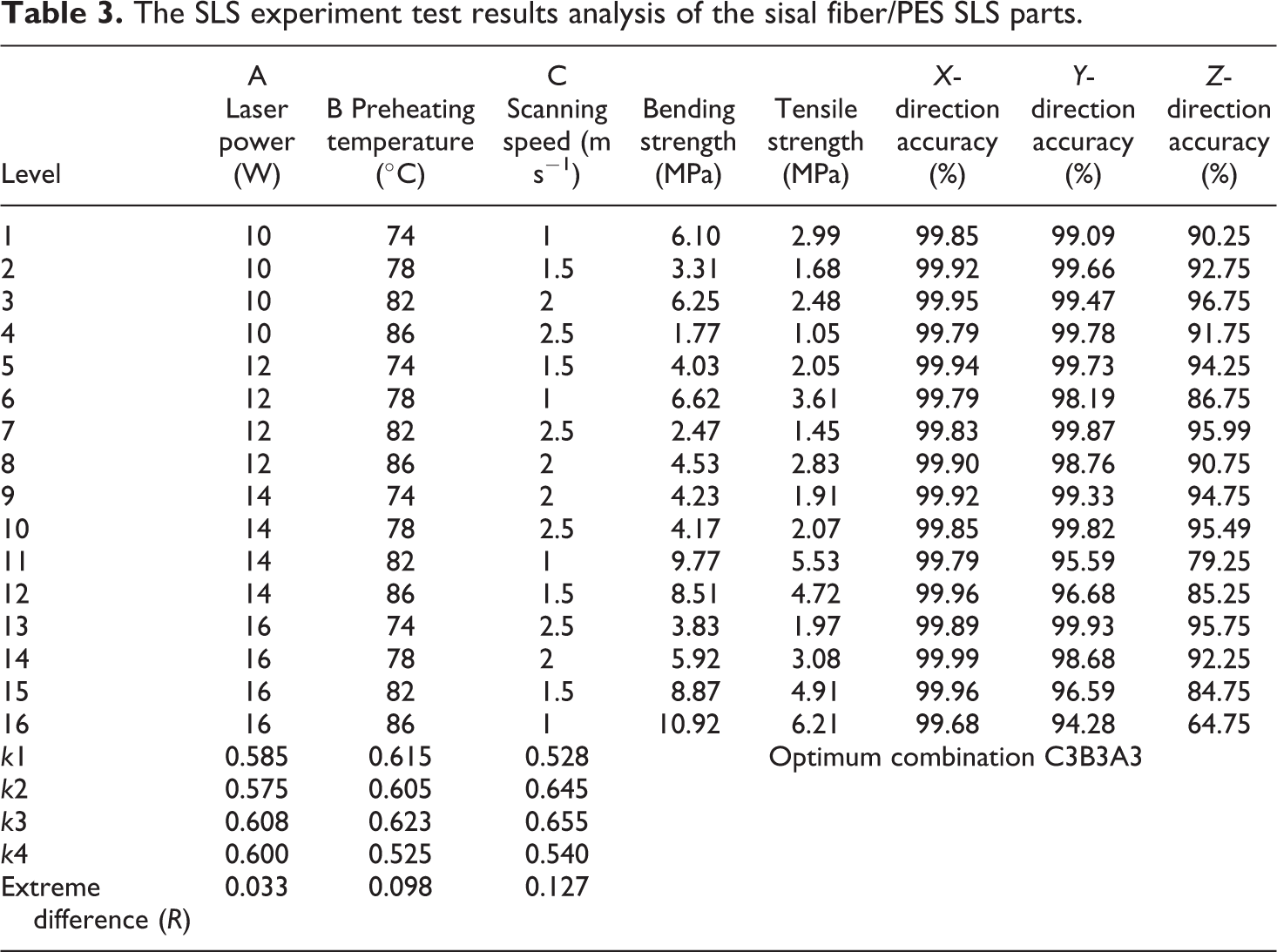
The purpose of this section was to explore the bending strength, tensile strength, and dimensional accuracy analysis of the sisal fiber/PES parts produced via SLS. The results analysis of the bending and tensile strength and the (X-, Y-, and Z-direction) dimensional accuracy are shown in Table 3.
The SLS experiment test results analysis of the sisal fiber/PES SLS parts.
Mechanical properties analyses
Through an orthogonal experiment result, the influence of the process parameters on the (X-, Y-, and Z-direction) dimensional accuracy of the sisal fiber/PES sintered parts is determined and presented in Table 3. It can be seen from Table 3 that when the laser power was increased, the power absorbed by powder bed was increased and the powder was fully fused. Consequently, the power diffused along the laser sintering path and the sintered depth was increased, which increases the dimension of the SLS part in Z-direction. Thus, lead to decrease the Z-DPs; which as clearly shown in level 15 and level 16 in the orthogonal result in Table 3. Similarly, with increasing the preheating temperature, the temperature gradually reached the hardening temperature of powder. The unsintered powder has adhered to the SLS part and the powder cleaning becomes difficult, which increased the dimension in Z-direction of the sintering parts, thus directly decrease the (Z) dimensional precision. And when the scanning speed is increased, the power absorbed by the powder bed is decreased; therefore, the (Z) DP was increased due to decrease in the sintered depth of the sintered part.
The impact of process parameters on the bending and tensile strength of the sisal fiber/PES SLS parts is also determined and presented in Table 3. The results showed that with the increase in the laser power and preheating temperature, the bending and tensile strengths of the sintered parts were increased due to an increase in the power absorbed by powder bed. Moreover, the interfacial bonding strength between the SFP and PES powder was significantly enhanced. When the scanning speed is increased, only a little time is available for the laser beam to radiate the powder bed. Here, the power absorbed by powder bed decreases and the powder was not completely fused, which decreased the interfacial bonding strength between the SFP and the PES powder. Thus, the bending and tensile strengths of the sintered parts were directly decreased. Commonly, when the laser power and preheating temperature are increasing and the scanning speed is decreased, the mechanical strength of sintered part is increased, but the dimension accuracy is directly decreased, which is clearly shown in levels 11, 12, 15, and 16 in Table 3. At low scanning speed, a longer time is required for the laser beam to radiate the powder bed, which increases the power absorbed and mechanical strength of the sintered part. When the power absorbed by the powder bed increased, the dimensions of sintered parts in directions of X, Y, and Z were increased, and correspondingly the volume became bigger; consequently, the quality of SLS parts was decreased. However, at greater scanning speed, the power absorbed by the powder bed gradually decreased, and the internal pores of sintered parts were gradually increased, as a result, a decrease in the mechanical strengths of the sintered parts. Therefore, the optimization of SLS process parameters is very significant to the quality of the sintered parts. The developed SFPC can be applied in the technology of additive manufacturing, such as wood composites, furniture industry, the manufacture of carpets, rugs, ropes, and construction purposes.
Optimization of SLS process parameters for the SFPC
Through the analysis result of different group’s specimens of sintered parts in Table 3, the proper processing parameters of SLS were obtained by a method of multiple indexes analysis. The synthetic weighted scoring method was used to optimize the SLS process parameters of sisal fiber/PES sintered parts. Therefore, the index membership value of each experimental result could be calculated by using equation (2)

where IMV is the index membership value, IV is the index value, MIN IV is the minimum index value, and MAX IV is the maximum index value.
Multi-index synthetic analysis
Synthetic weighted evaluation
The bending strength, tensile strength, and (X-, Y-, and Z-direction) DP were considered as the five indexes analysis in this study. The multi-index test result was evaluated by the synthetic weighted scoring method. The synthetic weighted scoring method is a method that selects the weights of multi-index based on the significance of each test index on the whole test. Thus, the multi-index results were transformed into single index results, and then the result was optimized according to the single index analysis method.
Dimensionless test index
The test results of bending strength, tensile strength, and the (X-, Y-, and Z-direction) DP were transformed into the dimensionless form. The dimensionless of these results were performed according to equations (3) to (7), respectively





where Z1 is the dimensionless of the bending strength, Z2 is the dimensionless of the tensile strength, Z3 is the dimensionless of the X-direction precision result, Z4 is the dimensionless of the Y-direction precision result, and Z5 is the dimensionless of the Z-direction precision result.
Synthetic weights of test index
The test indexes were given weights based on the importance of test indexes. Generally, the index of fewer important items was given smaller weights and the index of the more important items was given the bigger weights. The influences of the bending strength, tensile strength, and the (X-, Y-, and Z-direction) DP have the same importance key indexes in this study, and the weights (τ) of each one equals 0.2. Therefore, the synthetic weighted scoring values are calculated by equation (8)

Through the comprehensive analysis of data processing in Table 3, the smaller and larger comprehensive scores are shown. The result found that the parameters factors were affecting the mechanical strength and dimensional accuracy of the sisal fiber/PES SLS parts. The result explores that the factor C (scanning speed) was the largest score, which had the highest impact on the test index analysis. Therefore, level 3 is suitable for factor C. Similarly, the factor of B (preheating temperature) is smaller than that of C; consequently, its impact was less than C; level 3 is suitable for factor B. And the factor A (laser power) was lesser than factors C and B, thus the impact was less, level 3 was suitable for factor A. Therefore, the optimum combination of the various factors parameters in this study was C3B3A3. Consequently, the optimum process parameters of the sisal fiber/PES sintered part were scanning speed of 2 m s−1, preheating temperature of 82°C, and laser power of 14 W. Based on the optimized process parameters, SFPC part was printed and tested to validate the experimental results. The result showed that the bending and tensile strengths of the optimized SLS part were 8.63 and 4.96 Mpa; and the (X-, Y-, and Z-direction) dimensional accuracy were 99.91%, 99.55%, and 93.93%, respectively. Therefore, the experimental result of the optimized sintered part showed better quality and mechanical properties than the most other experiments result in Table 3 and the surface roughness value of the optimized SLS part became smoother. The average mechanical properties of this comparison are listed in Table 4. In addition, the mechanical strength of the optimized sintered part was remarkably higher than the pure PES powder SLS part and wood–plastic composite part; the comparison is presented in Table 5. Herein, the purpose of optimizing the performance parameters of the sisal fiber/PES SLS parts is fully succeeded. This optimization of parameters was planned for improving the quality of the sisal fiber/PES sintered parts. Therefore, this article provided a basis for the choice of the process parameters and then provided a new direction for subsequent SLS experiment of biomass composite powder.
The comparison of mechanical strength and surface roughness value between the optimum and optimization sisal fiber/PES SLS Part.
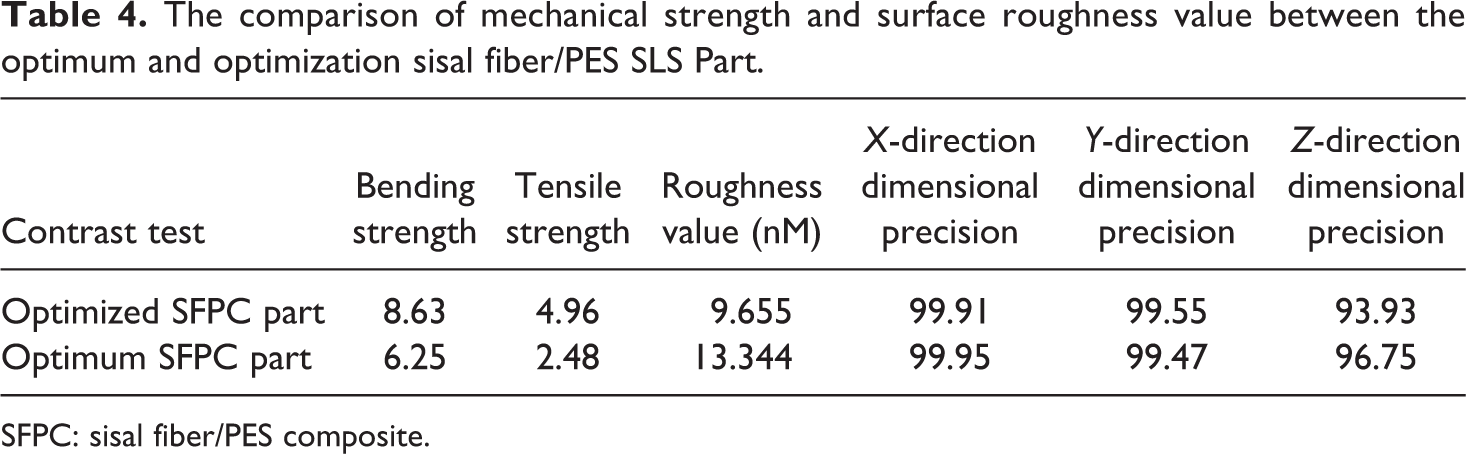
SFPC: sisal fiber/PES composite.
The comparison of mechanical strength between the optimized sisal fiber/PES SLS part, wood-plastic composite part and the part produced by pure PES powder.
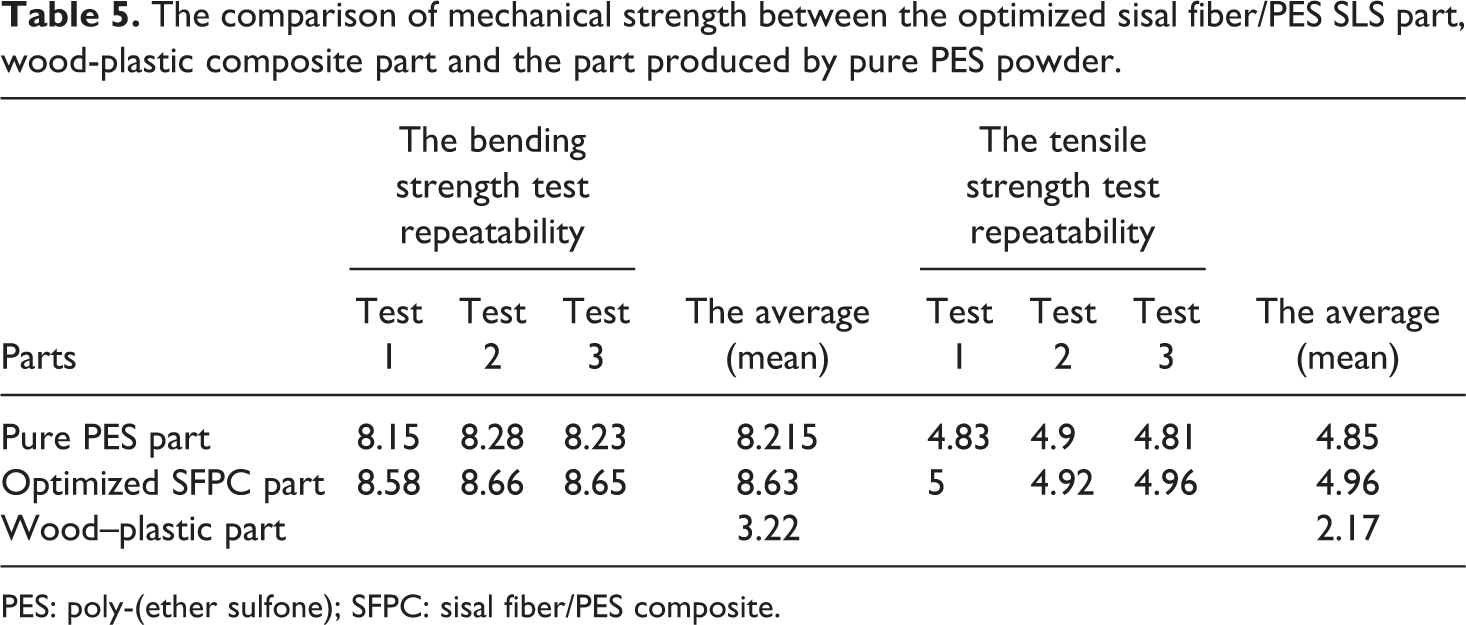
PES: poly-(ether sulfone); SFPC: sisal fiber/PES composite.
Conclusion
In this article, the SFPC powder was successfully sintered and manufactured using an AFS-360 rapid prototyping machine (SLS). The bending strength, tensile strength, and dimensional accuracies of the (X-, Y-, and Z-direction) result of the sisal fiber/PES SLS part were obtained and analyzed. The obtained result was used to evaluate the influence of process parameters on the quality of the sisal fiber/PES SLS part. Through an orthogonal experimental analysis, the result found that the impact of the process parameters on the sisal fiber/PES SLS parts was as follows from large to small: scanning speed > preheating temperature > laser power; and the related optimum combination of various factors was C3B3A3. Therefore, the scanning speed was 2 m s−1, preheating temperature was 82°C, and laser power was 14 W. By using the optimal combination of process parameters (C3B3A3) in SLS application, the quality of the sintered part was enhanced; the bending strength increased 28% and the tensile strength increased 50%. In addition, the dimensional accuracy of Y-direction enhanced by 0.145% and the surface roughness value of the sintered part was enhanced by 0.38%. Therefore, the optimized parameters exhibited enhancement in the quality of the SFPC part fabricated by SLS, which is providing a reference factor for the choice of the process parameters of the sisal fiber/PES SLS.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported in part by the Fundamental Research Funds for the Central Universities under grant no. 2572018BF04 and in part by the National Natural Science Foundation of China under grant no. 51905084.