
Abstract
Nowadays, polymer nanocomposite becomes a suitable alternative to conventional materials for lightweight and structural applications. Multiwall carbon nanotube (MWCNT)-reinforced epoxy composites possess superior electrical, mechanical, and thermal properties. In this article, drilling of MWCNT/epoxy nanocomposites has been investigated by considering varying parameters, namely, reinforcement wt% of MWCNT (W), speed (N), feed rate (F), and tool material (M). The response surface methodology (RSM) array was used for drilling experimentation. The mathematical modeling of drilling parameters was done by using artificial neural network. This study also highlights the integrated approach of principal components analysis (PCA)-embedded combined compromise solution method for multiobjective optimization of conflicting responses such as surface roughness (Ra), torque (Tr), and thrust force (Th). The PCA tool efficiently identified the response priority weight during the aggregation process. The confirmatory test was directed to evaluate the efficiency of the proposed hybrid module. The outcomes show a good agreement between the predicted and experimental value, and it can be endorsed to the polymer manufacturing sector for quality and productivity enhancements.
Introduction
The material industries are proliferating to fulfill the varying need of customers. Due to this, material engineers or practitioners are focusing on the development of lightweight, improved strength, stiffness, chemically stabilized, and durable material. For this, polymer composites play a vital role in achieving these varying demands with cost-effectiveness and durability concerns. Polymers consist of superior chemical stability, exceptional strength, electrical insulation, and low-cost processability.1,2 The applications of plastics in the areas of pharmaceutical, electronics, manufacturing industries, and energy sectors have received significant interest over the last few decades. Polymer matrix composites consist of better properties such as corrosion resistance, tensile, impact strength, stiffness, weight, temperature-dependent behavior, thermal conductivity, wear resistance, and fatigue life.3–5 The recent investigations in the developments of nanomaterials show their compatibility with micro/macro composites. The little addition of nanomaterials in the matrix can boost the strength and other mechanical features in a significant way.6–8 However, some investigations demonstrate that the imbalance addition of nanomaterials can lead to the tendency of agglomeration in composites. It can deteriorate the mechanical and electrical properties.9–12 The carbon family consists of numerous nanomaterials such as carbon nanorods, nanotube, nano-onions, graphene, and reduced graphene oxide. The carbon nanotubes (CNTs) are the most demanding nanomaterial in the epoxy matrix as it consists of elastic modulus of 1 TPa, 60 GPa of tensile strength, 3000 Wm−1 of thermal conductivity, 500 GPa of strength, and 0.8 g cm-2 of specific gravity.12–14 The multiwall CNT improves the aspect ratio and better surface interface between the matrix and reinforcement that can enhance the properties in a prominent way. The improved dispersion of MWCNT and its compatibility with epoxies make them a suitable candidate for polymer composites. 15 Minor loadings of nanotubes can increase the electrical conductivity and mechanical properties of the polymeric materials up to several orders of magnitude. 16 Due to these properties, the CNT becomes the area of research, production, and commercialization for stakeholders. Hence, the carbon-based nanomaterial is frequently used as a reinforcing agent into the polymer matrix to enrich the properties of composites.2–4,6
Earlier, various investigations were done by eminent scholars for the synthesis and fabrication of MWCNT/polymer composites to utilize the potential of MWCNTs. In this series, Roy et al. 17 studied the effect of functionalized MWCNT for modifying the properties of the matrix at 0.5% CNT composites and enhancement into the tensile strength was observed by 7.2, 11.4, 11.2, and 14.2 raw CNTs, octadecyl amide functionalized CNTs, carboxylate CNTs, and hydroxylated CNTs, respectively, and maximum 34% glass transition temperatures (Tg) was observed for hydroxylated CNTs. Zeng et al. 18 investigated the multiscale MWCNT-glass fiber fabric composites and found interlaminar shear strength improved by 40.5%, storage modulus by 27.7% and 125.0%, in the glassy rubbery region, respectively. Gong et al. 19 investigated the influence of the non-ionic surfactant to enrich the feasibility of proposed CNT/epoxy composites for thermal and mechanical aspects. It has been found that Tg increases with small addition (1 wt%) of CNTs. Domun et al. 20 have observed that at 0.1 wt% nanofiller enhances the critical strain energy by 57% and fracture toughness by 71.6% in contrast to pristine epoxy. Kostagiannakopoulou et al. 11 examined the result of nanotubes additives on elastic behaviors of textile-based composites. It was found that up 2% CNT additives enhance mechanical performance and, after that, material strength decay significantly. The machining and machinability behavior of any materials is an essential aspect of the manufacturing process. It is not possible to explore the complete utilization of any materials without machining. The machining aspect of MWCNT polymer composites is significantly different from other conventional engineering materials. During manufacturing, the appropriate set of process parameters show an active role in the quality and the productivity of the machined samples. In industries, drilling is considered as the primary and indispensable manufacturing process to create an intricate hole in composites. The imprecise hole results in poor quality assembly structure that can disturb the durability and product efficiency. Hence, such types of machining-induced damages can lead to a substantial loss in product/process.21–24 In productions, 40% of the manufacturing time is dedicated to hole making which validates the many actions done by eminent scholars in previous studies.23–25 Various scholars attempted the machining aspect of polymer composites. López de Lacalle et al. 26 observed the best tool for the machining of glass polymer composites by a comparative study between the TiAlN-coated tool and straight edge polycrystalline diamond tool. The result shows that the TiAlN-coated tool is more feasible for polymers. Faria et al. 27 premeditated the various statistical model among parameters and responses for carbon fiber-reinforced polymer machining and observed that low fed rate results in the increase in the tool wear. Erkan et al. 28 concluded that the combined effect of speed and feed could increase the damage zone in glass fiber polymers. It can be reduced with higher cutting depth and the number of flutes in the cutting tool. Abhishek et al. 29 proposed a hybrid approach of the PCA-Fuzzy-Taguchi concept to appraise the parametric effect during drilling of polymers. This hybrid tool efficiently achieves the desired value of damages, that is, delamination and subsurface cracks. Previous studies demonstrate the importance of optimization and modeling of machine parameters during the machining of polymeric materials. The artificial neural network (ANN) is observed as a useful modeling tool for varying parameters of the machining process.30–32 It is a statistical pattern that imitates the natural behavior of neurons. Gaitonde et al. 33 discussed an ANN-based multilayer model of feedforward to investigate the cutting parameters of polyamide reinforced by glass fibers (PA66 GF30). The specific cutting force, machining force, and power were considered as machining characteristics. The outcomes of this model reduced the cutting force by controlling speed and feed rate during machining. 31 It can provide several process properties with the most complicated analytical relationship about process parameters at the same time. Jenarthanan et al. 34 established the ANN model by considering the varying parameters such as feed rate, the orientation of fiber, speed, and helix angle for prediction of engendered cutting force in milling of glass fiber reinforced polymer(GFRP). Hanief et al. 35 compared the regression model and ANN for the prediction of cutting force during the turning of red brass. The varying process parameters, namely, speed, feed rate and cutting depth was taken in the proposed work. The outcome of the study demonstrates the efficacy of the ANN model for cutting force prediction. Pendse and Joshi 36 employed the back-propagation algorithm to calculate the surface roughness in machining of Al/SiCp composites. The experimentation provides the training data for the established ANN model. The trained ANN model with experimental data shows that surface roughness was correctly assessed from the developed model. For surface roughness estimation, Chen et al. 37 established a nested-ANN model. This approach was compared with quantitative and computational models created on response surface methodology (RSM) design and traditional ANN methodology. The nested-ANN was achieved by providing fewer input variables than other models to achieve prediction precision. The proposed ANN model was found to be more accurate in predicting the cutting force and surface roughness. The results were having a different combination of speed, feed, cutting depth, and tool nose radius during turning procedure investigated by Ramezani and Afsari. 38 Ciupan et al. 39 estimated the various mechanical properties of composites using the principles of ANN modeling. The efficiency of the ANN model was found satisfactory for the prediction of mechanical properties of developed composite materials. Farahnakian et al. 40 investigated the machinability of the polyamides-6 (PA-6) nanocomposites by performing milling experiments at varying process parameters, namely nanoclay wt%, spindle speed, and feed rate. The effects of parameters and the optimal setting were achieved by using the particle swarm optimization-ANN hybrid approach. Yilmaz et al. 41 modeled the surface roughness during machining of PA-6-based polyamide. The ANN model was proposed for feed rate and spindle speed and trained with a different combination. Athijayamani et al. 42 developed the neural network model (multilayer feedforward) with a back-propagation training algorithm to model the drilling factors of natural fiber hybrid composites for toque and thrust force.
ANNs are often favored over regression model optimization and prediction purposes for the noisy data. ANNs were used for optimizing and predictive modeling of highly complex and nonlinear biological processes.43–45 The traditional methods are feasible for a single response only, but during the manufacturing process, various responses affect the machining performances. In this critical situation, it is highly required to optimize multiple performances simultaneously. In this article, the relatively advanced technique is used for the optimization of various responses during the machining of nanocomposites. Earlier, a combined compromise solution (CoCoSo) was used by very limited scholars for different types of decision-making case studies. Yazdani et al. 46 discussed the CoCoSo method for multiple parameter optimization for a real case study. The technique was explored for making decisions for the selection of logistics and transport firm in France that is related to a project of the supply chain. Yazdani et al. 47 also created the extended version of CoCoSo with grey concept to investigate the performance measure of construction materials supplier company in Madrid. The study has made on the seven relevant criteria, and 10 different suppliers’ outcomes were feed into a decision matrix. The weight assignment is done by two methods, Decision Making Trial and Evaluation Laboratory (DEMATEL) and best worst method (BWM). The DEMATEL approach is used to realize the best and worst parameters and the BWM is used for the arrangement of criteria as per linear programming formulation. The CoCoSo approach assigned the rank and the comparison of results with the complex proportional assessment method and its outcomes show the higher application potential. Abdullah et al. 48 applied fuzzy linguistics and the CoCoSo method for the selection of third-party logistic providers for financial institutions case study. Hashemkhani Zolfani et al. 49 proposed a hybrid approach of CoCoSo and BWM for the selection of sustainable supplier multiple criteria decision study. Pradhan 50 determined the optimal arrangement of process parameters for material removal rate (MRR) with a combination of lower surface roughness using grey relational analysis (GRA) and principal component analysis (PCA). The PCA provides the response weight assessment into the grey theory function. Umamaheswarrao et al. 51 target a multiple response case study for turning of AISI 52100 steel. This work presents the simultaneous optimization of cutting force surface temperature and surface quality using the GRA-PCA approach. Kaushik and Singhal 52 optimize the wear characteristics of aluminum alloy AA6063/SiCp metal matrix composites with the Taguchi-based PCA-embedded GRA approach. The influence of sliding distance (m), load (N), and wt% of SiC (%) on the frictional force, wear rate, and specific wear rate was investigated using analysis of variance (ANOVA) test. The experimental result and optical microscopic investigation reveal that wear behavior enhanced on the optimum experimental states. Raj and Prabhu 53 present the technique for order preference by similarity to ideal solution (TOPSIS) method for the analysis of electro discharge machining (EDM) process parameters. The results show the desired improvement in machining performances, namely, electrode wear rate, MRR, and surface roughness. The variance analysis was used to identify the prominent factor affecting the machining index. Chakraborty 54 defined the multiobjective optimization by ratio analysis (MOORA) module for the appraisal of multiple responses. Jenarthanan and Eyapaul 55 optimized the milling parameters of glass fiber-reinforced polymer composite, namely, spindle speed helix angle and feed rate and fiber orientation angles, by using the desirability function. The Taguchi-based L27 orthogonal array was used for experimentation with a different helix angle of solid carbide end mills. The outcomes of the study show the desired improvement in delamination factor, surface roughness, and cutting force. Singaravel and Selvaraj 56 obtained the optimum parameters of turning of EN25 steel using a hybrid approach of TOPSIS-analytic hierarchy process (AHP). A significant improvement was observed in the desired values of surface roughness, MRR, and microhardness. Lu et al. 57 investigated the milling performances like MRR and tool of SKD61 tool steel using the GRA-PCA method. Limited data exist on PCA applications in optimization engineering. Most of the optimization tools assume the uniform priority weight and negligible response correlation, which is not feasible in real practice. It will alter the efficiency of the modules and finally affects the quality and productivity of the process/product. It has been noted that the majority of the studies accept the uniform response weight during the aggregation process, which is not feasible in practice. Such types of assumptions can create error, imprecision, and ambiguity in the solutions.58–60 PCA converts multiple correlated responses into independent quality indices while solving the multiobjective problem. It considers the real weight of the response based on statistical methods. The response priority weight for individual output functions is determined using PCA. To increase the machining (drilling) efficiency of this novel MWCNT polymer nanocomposites and to overcome the damage/defect and waste, it is highly required to understand the drilling behavior. It is only possible by experimentations and intends of the statistical model between the process constraints and responses. 53 Also, the literature in this area is not particularly enriched and needs more focus.
Based on the extensive literature appraisal, it has been observed that MWCNT/epoxy nanocomposites consist of superior properties. It is a suitable alternative for conventional materials for multifunctional structural applications, although it is widely used in electronics devices, biomedical, aircraft, automotive, and so on. Present studies are limited to synthesis and characterization stages; it needs more attention from academia, research organization, and practicing engineers. Without understanding machining and machinability aspects, it is not possible for a manufacturer to fully utilize any novel material in society’s interest. The machining performance optimization is not satisfactorily explored in earlier works. The appropriate process parameters setting is highly required to improve the quality features during machining of composites. Drilling of MWCNT/epoxy polymer composites have a broad scope of research. Also, the review demonstrated that ANN is an appropriate modeling tool for the manufacturing process. The application of neural networks modeling in the machining of MWCNT nanocomposites was not adequately explored in previous studies. The recently developed CoCoSo method is not used in MWNCT composite machining. Therefore, the current work aims to propose the ANN modeling and development of an integrated approach (PCA-CoCoSo) for the optimization of different output during the drilling of MWCNT nanocomposites. The PCA tool appraises the priority weight assessment for the objective function. The role of MWCNT reinforcing into the epoxy matrix has been studied to minimize the damages during the drilling process. The ANN predicted results demonstrated a good agreement with the experimental result. The obtained results have been verified through a confirmatory test that shows a satisfactory conclusion. An attempt has been made to propose a robust and hybrid optimization approach that can overcome the drawbacks and limitations of existing modules.
Materials and methods
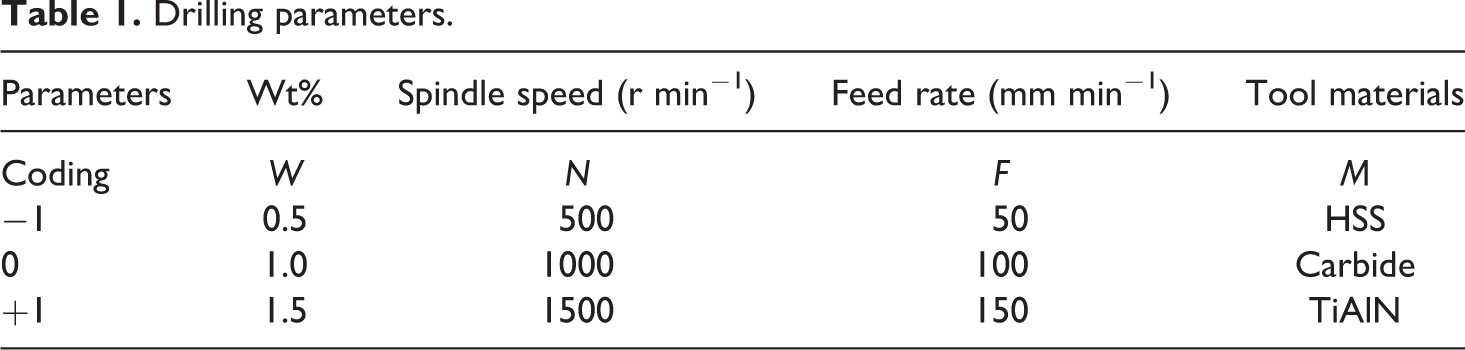
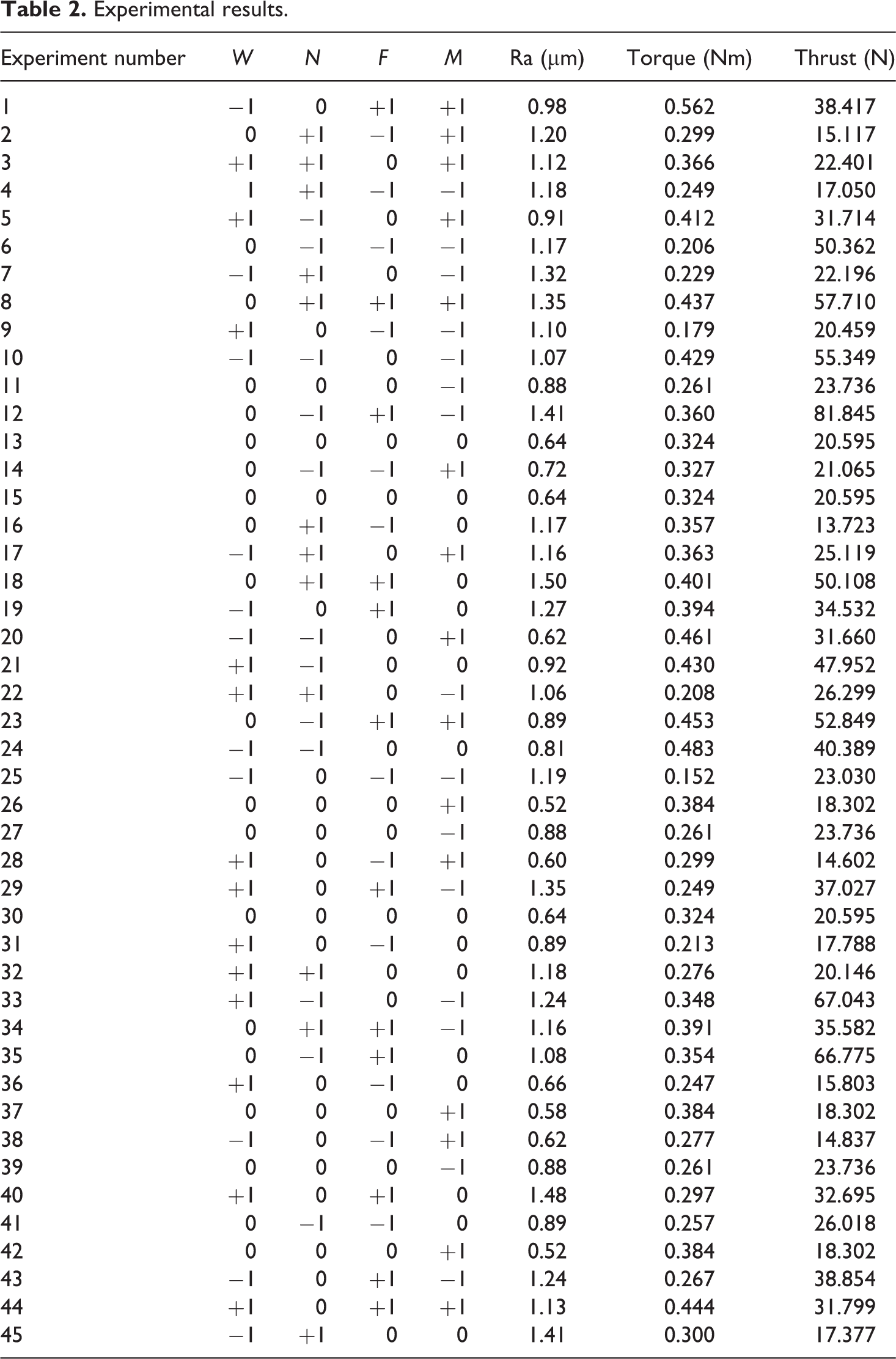
The fabrication of nanocomposites was done by bisphenol-A-based epoxy and reinforced with 10–15 nm average diameter MWCNT by solution casting method. The reinforcement of MWCNT varied at three levels (0.5, 1.0, and 1.5 wt%). The sample was prepared in the dimension of 80 × 70 × 7 mm3. The drilling experiment was carried out on the computerized numerical control milling machine manufactured by Bharat fritz werner ltd. Banglore, Karnataka, India (model no.: BMV/35-TC/20) as shown in Figure 1. The variation of drilling parameters is mentioned in Table 1. Based on the number of parameters and their level, RSM was used for experimentation. The observed value of surface roughness and cutting force was measured by using roughness tester (model: Surtronic S-128) made by Taylor Hobson, Leicester, United Kingdom (Figure 2) and four-component 9272 type dynamometer manufactured by Kistler, Winterhur, Switzerland respectively, as mentioned in Table 2. The surface roughness values measured at three different locations on the machined surface and their average was estimated for surface roughness response (Ra). Dynamometer online estimates the thrust force (Th) and torque (Tr) during the drilling operation.
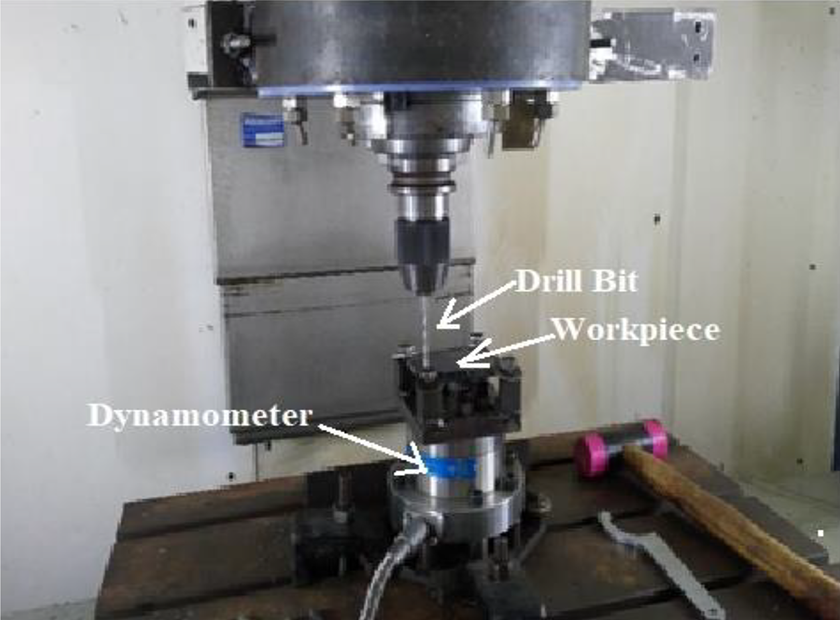
Drilling setup for MWCNT polymer nanocomposites.
Drilling parameters.

Surface roughness tester.
Experimental results.
Methodology
Artificial neural network
The neural network formed with input layers, one hidden layer, and one output, and these layers are connected with neurons that are characterized by their own weight and biases, as shown in Figure 3. Initially, the experiment data, which consist set of input parameters (wt%, N, F, and M) and machining performances (Ra, Th, and Tr) for drilling of proposed nanocomposites.. After that, choosing the favored functions for training, learning, and performance. The experimental data divided into three parts, that is, 60%, 20%, and 20%, which are used for training, testing, and validation for ANN structure, respectively. The feedforward back-propagation ANN structure with Levenberg–Marquardt (TRAINLM) and performance of ANN structure was evaluated based on mean squared error (MSE). Generally, the substantial number of neurons causes the overfitting and fewer number of neurons responsible for underfitting. A suitable number of neurons are selected for increasing the performance of the neural network. Generally, a large number of neurons cause the overfitting and less number of neurons responsible for underfitting. For the training of neural network hit and trial, a method was used to develop the ANN structure of 6, 8, 10, 12, and 14 neurons for evaluating the optimal number of neurons. Figure 4 shows the regression coefficient against the number of neurons into ANN structure and it is found that ANN structure with 12 neurons gives higher regression coefficient and further ANN structure with neurons (4-12-1) further use. This model is intended as the primary objective of the investigation, well trained and verified performance data set based on minimum MSE and maximum regression coefficient, which is expected as 1. Finally, the value has been calculated for the chosen data and stored in the result database.
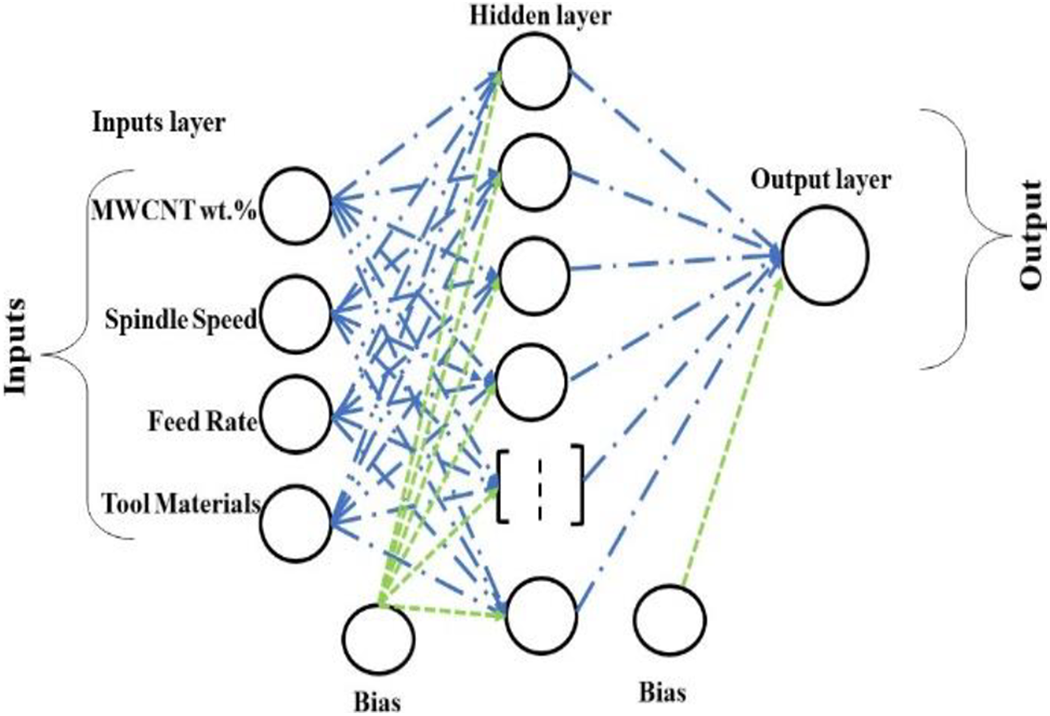
ANN structure with one hidden layer.
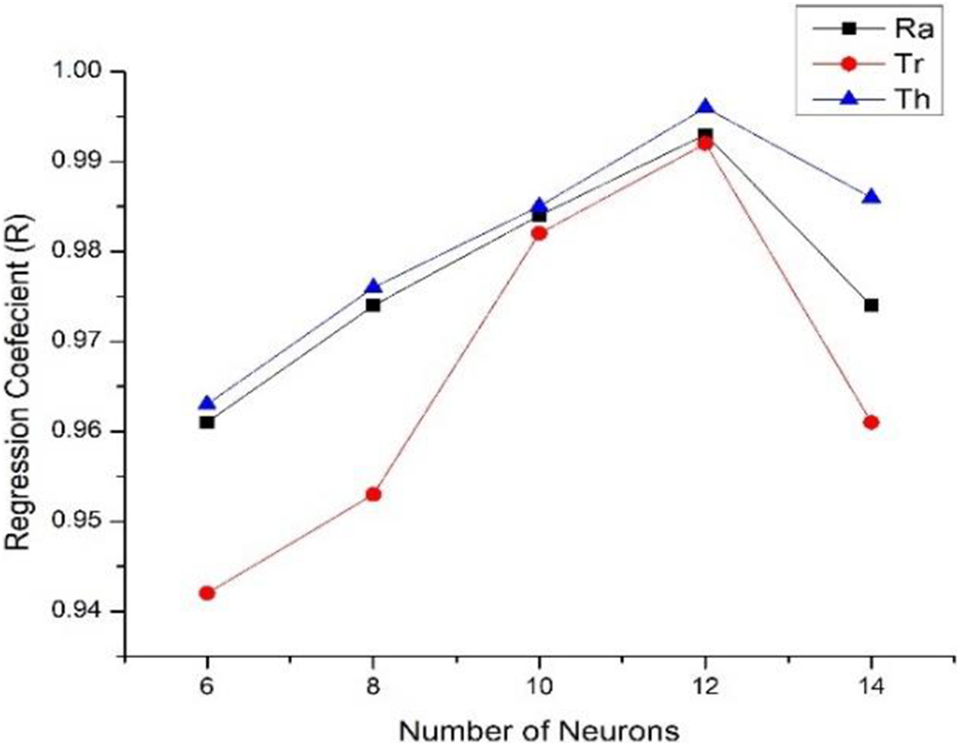
Network performance test with neurons.
PCA-embedded CoCoSo method
The foundation of the proposed approach is a unified, modest additive weighting, and exponentially weighted product model. It can be a combination of compromise solutions. After deciding alternatives and corresponding parameters, the following steps were used to solve this CoCoSo decision study:
Step 1: Initially decision-making matrix is calculated as mention below

for (i = 1, 2,…m, j = 1, 2,…n)
Step 2: The normalization of criteria values is accomplished based on compromise normalization equation


Step 3: For further study, PCA assigns the response priority weight.26,27 It starts from the collection of multiple responses with n testes and m attributes. Then, the following equation determines the correlation coefficient

where xi(j) is GRC of each response, cov(xi(j), xi(l)) is the covariance of response variables j and l, and σxi(j) and σxi(l) are the standard deviations of response variables j and l.
Then, eigenvalues and equivalent eigenvectors are found from equation (5)

where λ

where Ym1 is the first principal component and Ym2 is the second principal component, and so on. The principal components are aligned in descending order with respect to variance.
Step 4: The comparability sequence for each alternative as Si and Pi is computed as follows


Step 5: In this step, three evaluation score strategies are utilized to generate relative weights of other options, which are calculated from equations (9) to (11)



Step 6: The final ranking of the alternatives is determined based on ki (as more significant as better)

The proposed PCA-embedded CoCoSo methodology is shown in the flowchart (Figure 5).
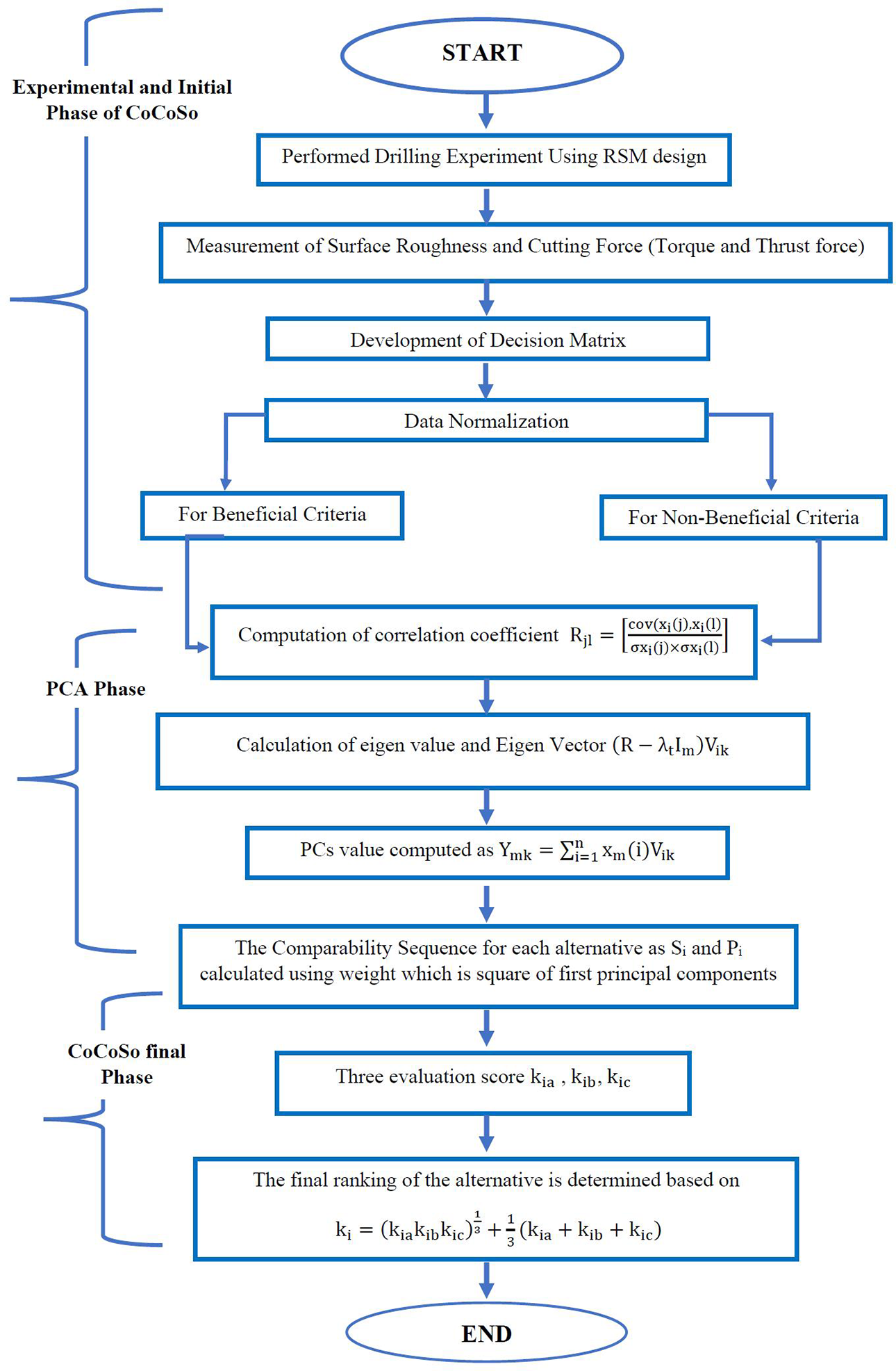
Flowchart of the proposed method.
Result and discussion
In this research, the machining of MWCNT nanocomposites was done using RSM design. The machining data of three drilling performances, namely, Ra, Tr, and Th, were computed. The modeling of process parameters is mainly based on ANN principles. An integrated optimization approach (CoCoSo-PCA) is proposed in this work for modeling and optimization of multiple responses. Initially, the variance analysis and ANN modeling of drilling parameters were performed.
Parametric contribution analysis from ANOVA
ANOVA is mainly employed to explain the effect of various factors on objective function and model adequacy. It has been detected from Table 3 that the feed rate is the most significant parameter (52.31%) for overall function value (k). Increase in feed rate causes the rubbing of the tool to the workpiece. As a result, strain hardening phenomena happen and increase the load on the drilling tool.61,62 The second most influencing (26.48%) parameter is spindle speed because a variation in spindle speed affect the surface roughness and cutting force for the traverse speed over the workpiece.63,64 The third most influencing parameter (3.49%) is drill bit materials because the different drill bit materials have different hardness, which affects the performance during machining. 65 The fourth influencing parameter (0.13%) is nano content because a small variation in nano content changes the interfacial behavior of the epoxy at nano-level. 66 Also, the adequacy of the proposed model is found as satisfactory, and it can be used for further analysis and optimization purposes.
ANOVA for final aggregation (k).
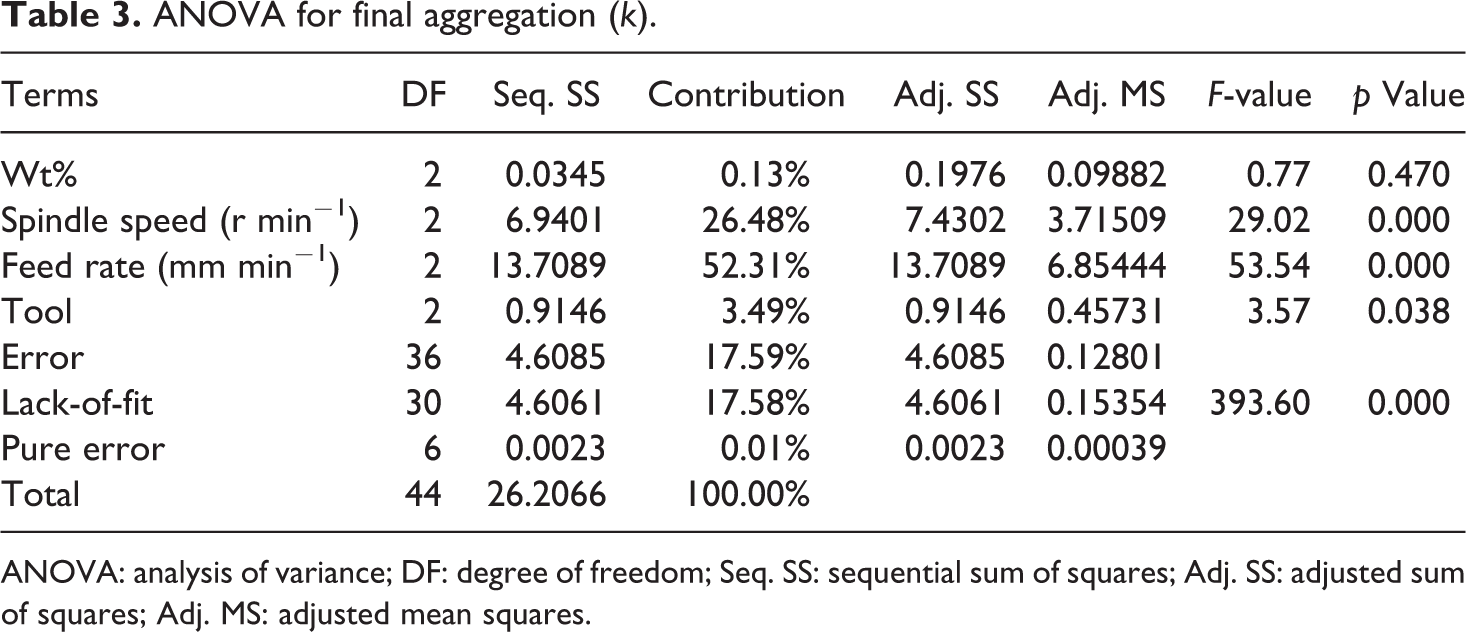
ANOVA: analysis of variance; DF: degree of freedom; Seq. SS: sequential sum of squares; Adj. SS: adjusted sum of squares; Adj. MS: adjusted mean squares.
Modeling of machining response using ANN
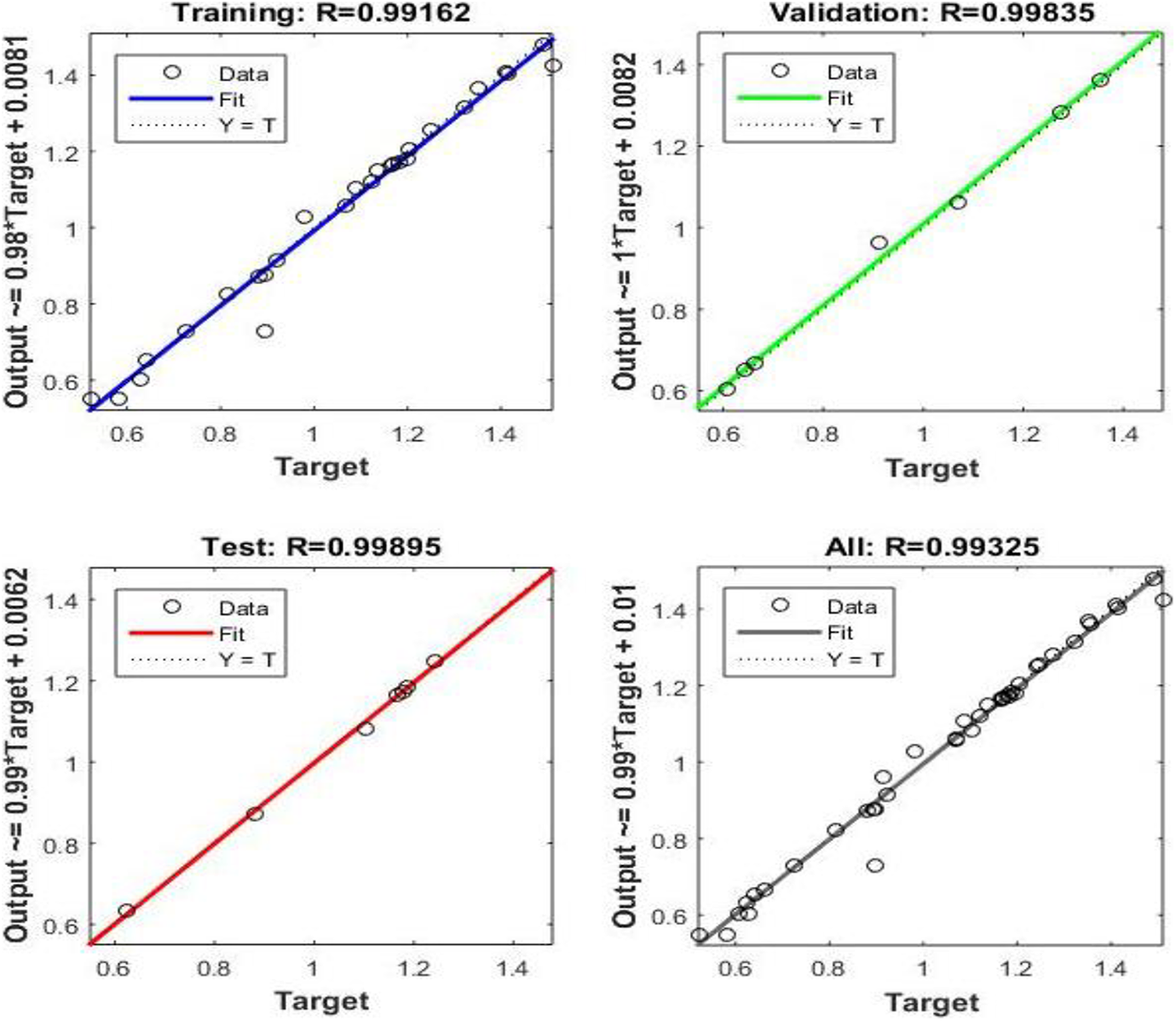
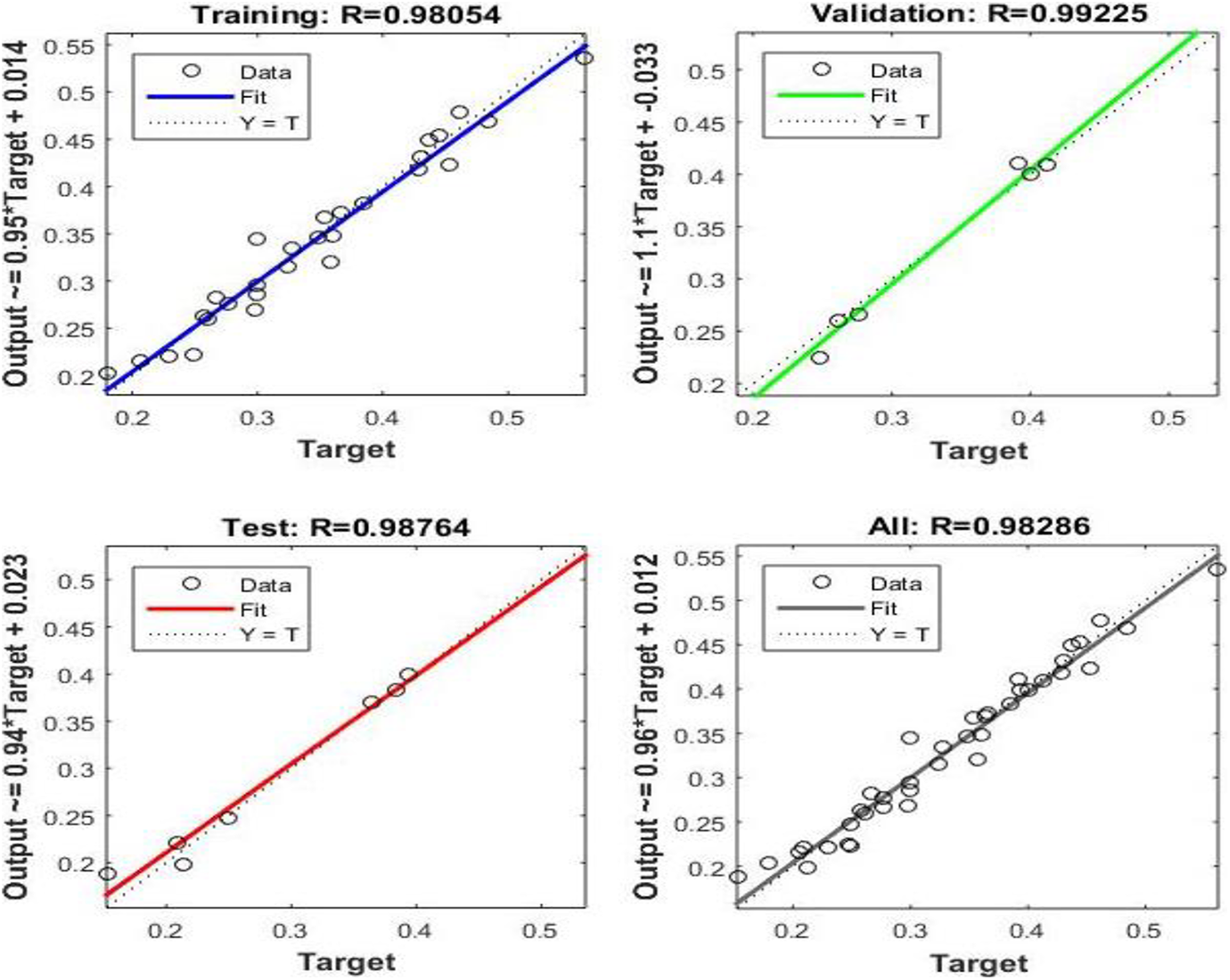
The input set was trained tested and validated with a target (drilling response). Tables 4 to 6 show the weight and biases of the proposed model (4-12-1) to predict the drilling characteristics which is trained on the experimental observation. Where j represents the jth number of neurons and Wj1, Wj2, Wj3, and Wj4 are the weight of four input layers and Bj for the bias of jth number neurons. Figures 6 to 8 are regression plot for surface roughness, torque, and thrust force, respectively, and it is found that predicted value is close to the experiment value for all outputs with the prediction coefficient R < 0.98. Figures 9 to 11 demonstrate the plot between the experimental value and predicted value of the trained ANN model. It shows a good agreement between the experimental results with little error and gives satisfactory model adequacy. The achieved results are highly desired for an efficient drilling environment.
Weight and bias for surface roughness ANN structure.
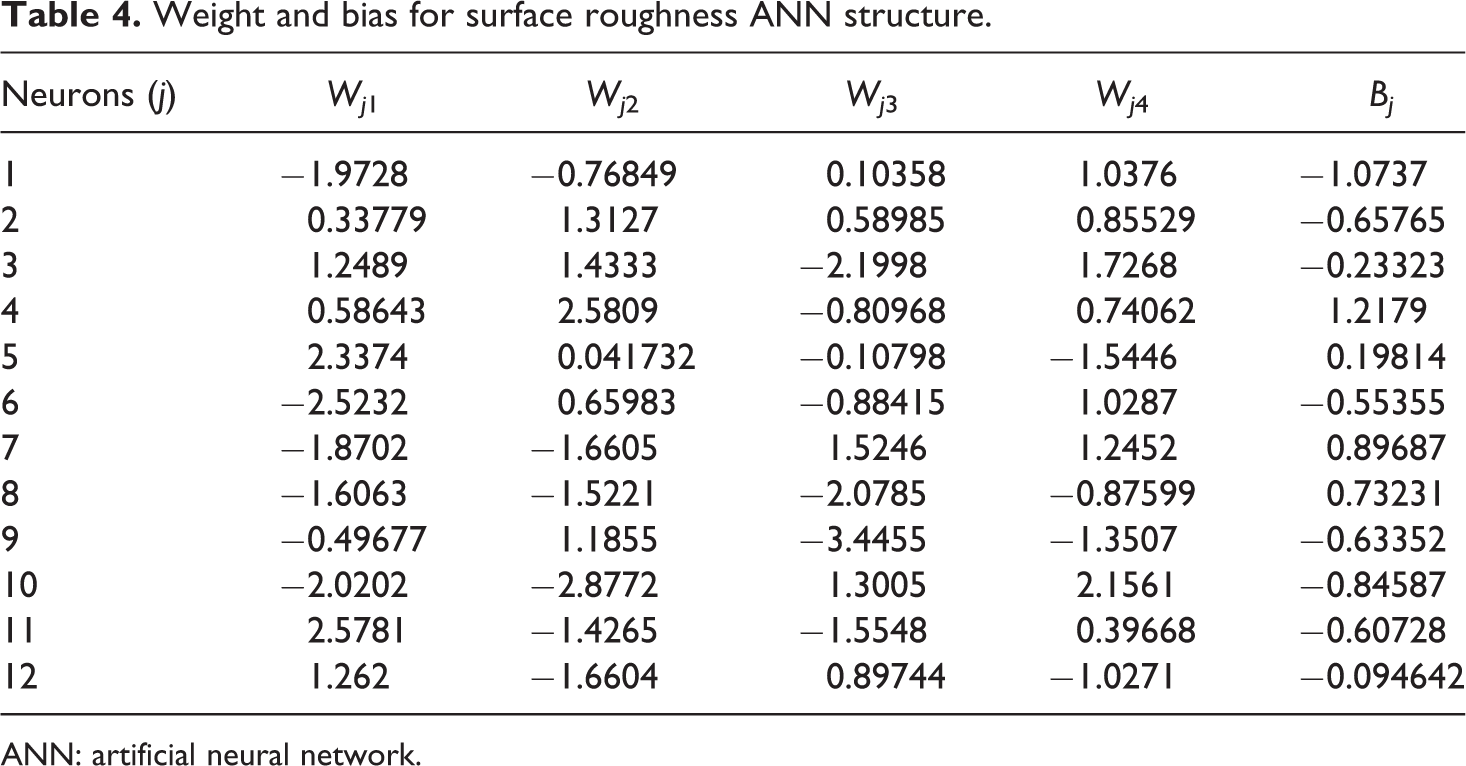
ANN: artificial neural network.
Weight and bias for torque ANN structure.
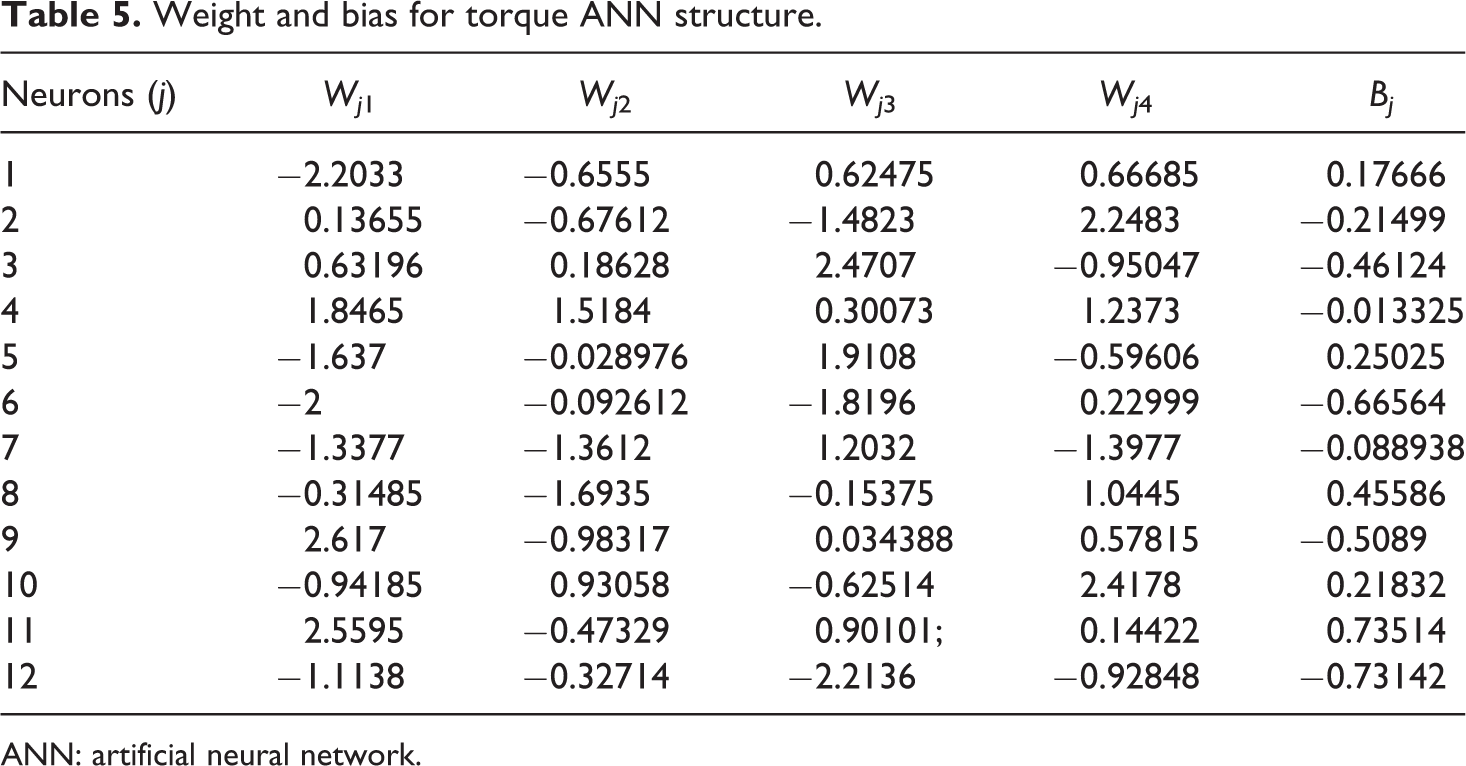
ANN: artificial neural network.
Weight and bias for thrust ANN structure.
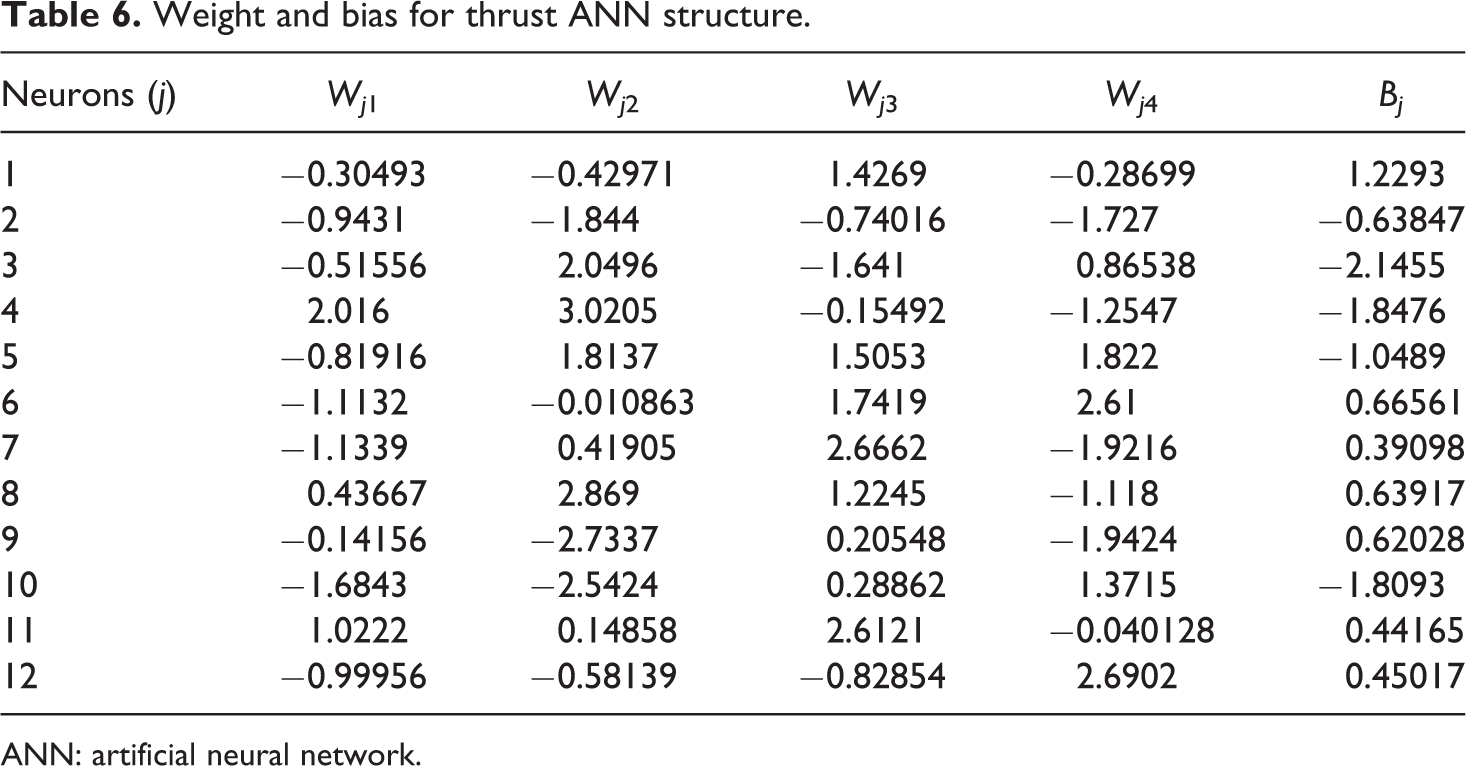
ANN: artificial neural network.
ANN-regression plot for surface roughness.
ANN-regression plot for torque force.
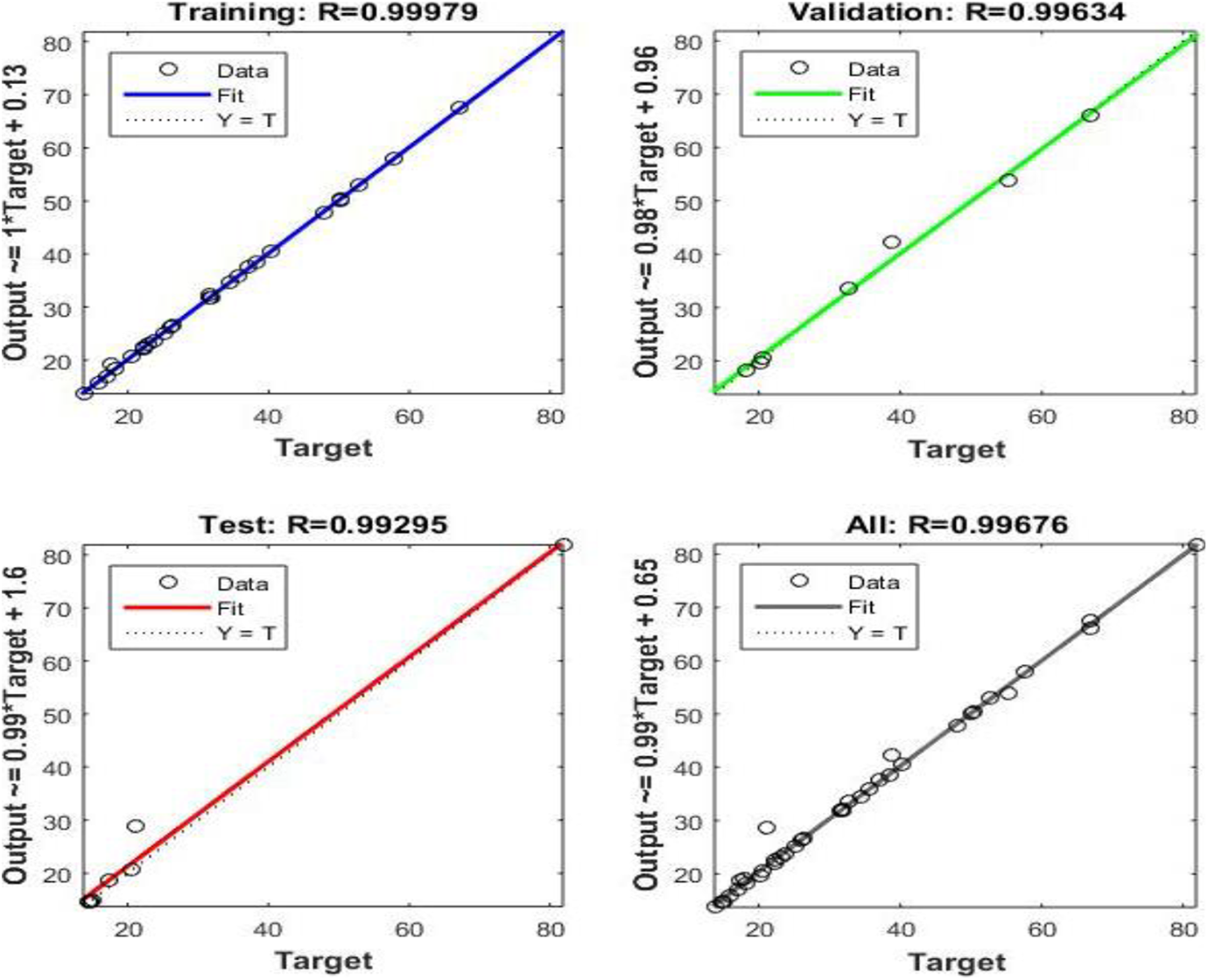
ANN-regression plot for thrust force.
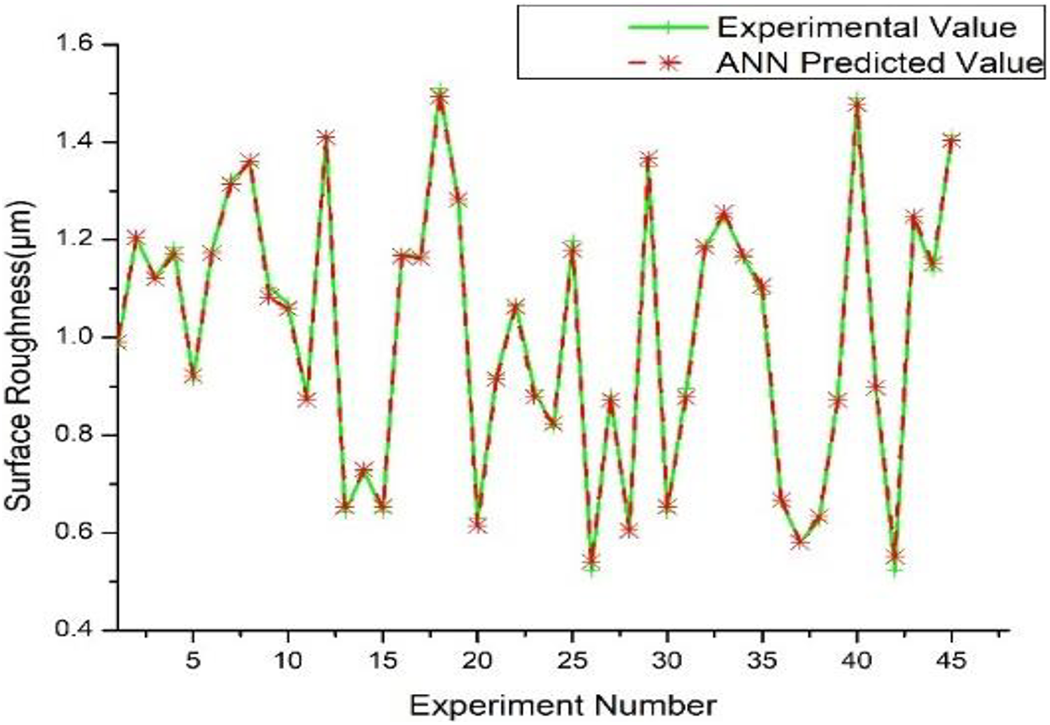
Experimental versus predicted result for surface roughness.
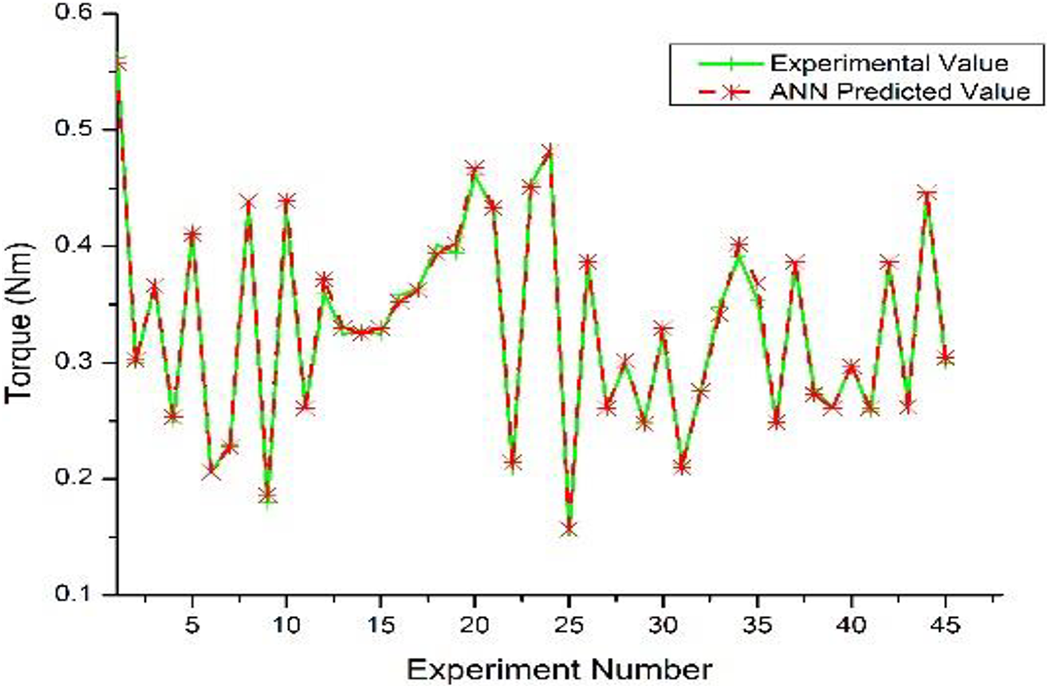
Experimental versus predicted result for torque force.
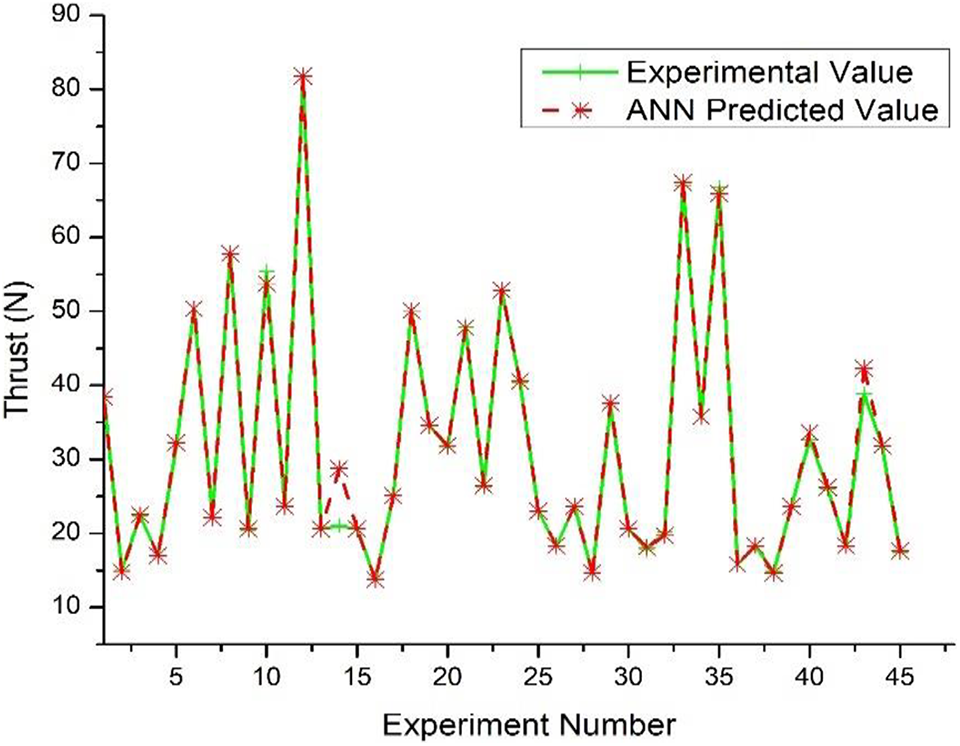
Experimental versus predicted result for thrust force.
Multiobjective optimization using PCA-embedded CoCoSo
The machining performances such as surface roughness, torque, and thrust force generated during drilling of MWCNT-reinforced epoxy nanocomposites have been optimized using PCA-embedded CoCoSo method. It has been observed that most of the investigations presume the uniform response weight, which is not feasible in practice. Such types of assumptions can create imprecision, ambiguity, and error in the solution. The PCA tool is a statistical tool mainly used for assignment of response primacy weight during aggregation of multiple machining characteristics. It can affect the efficiency of the optimization module. In this study, the process constraints such as MWCNT reinforcement wt%, speed, feed rate, and drill bit materials are optimized for favorable drilling performances.
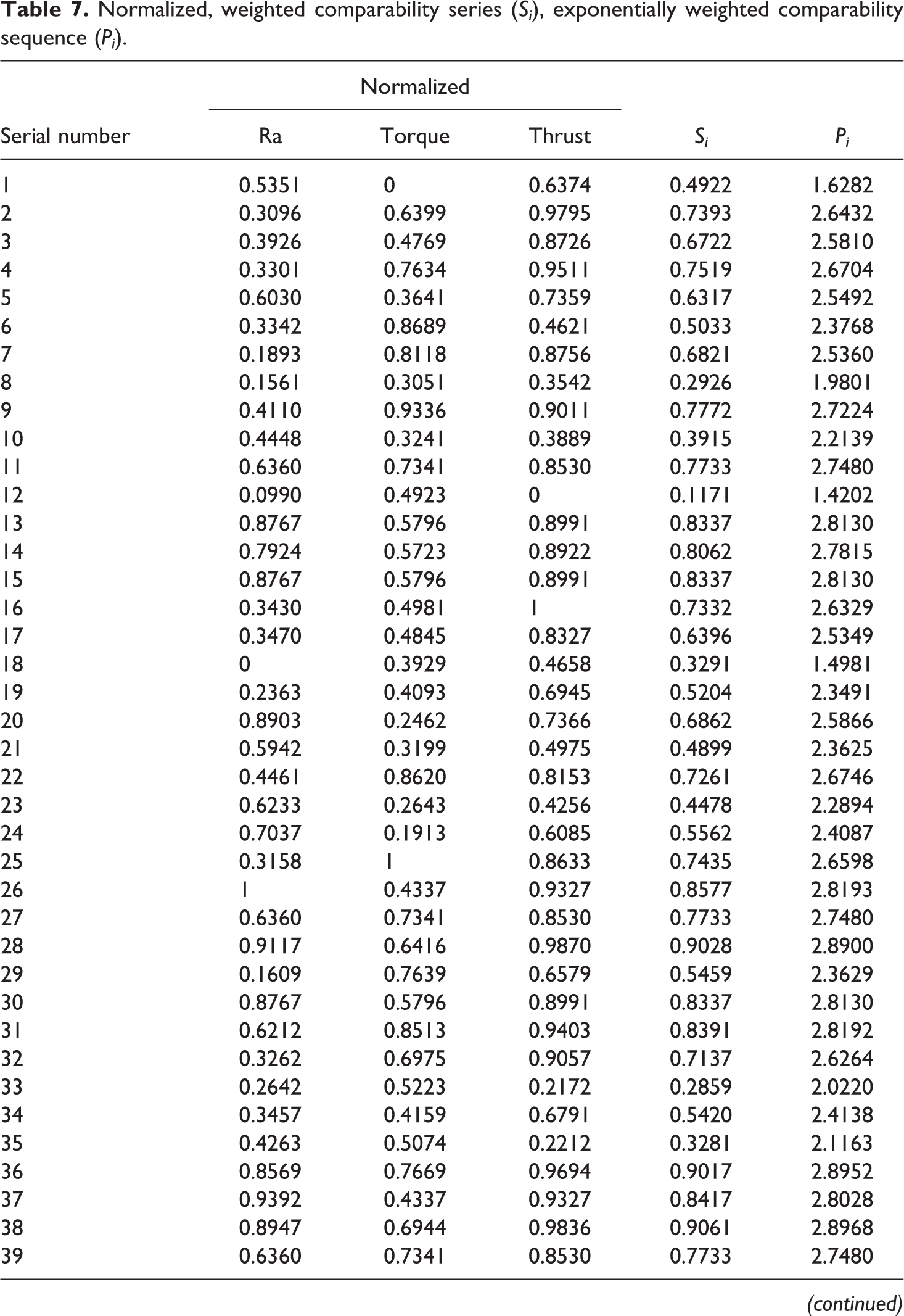
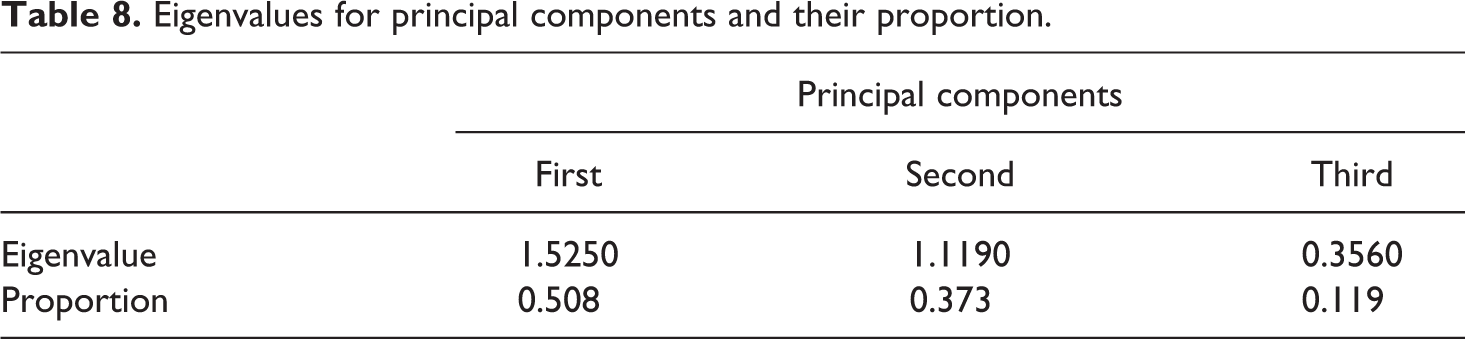
Initially, the drilling responses are converted into a normalized dimensionless value between 0 and 1 using equations (2) and (3) and mentioned in Table 7. The response priority weight was calculated through PCA techniques. The result of PCA is shown in Tables 8 and 9. The square of eigenvalue assign as priority weight for each machining response. The variance contribution of the first principal component (PC1), second principal component (PC2), and third principal component (PC3) is found as 50.8%, 37.3%, and 11.9%, respectively. Each response assigns the weighing value from the square of 0.514, 0.430, and 0.742 for surface roughness, torque, and thrust force, respectively. The contribution of surface roughness is 0.2641, torque force is 0.1849, and 0.2641 for thrust force, as shown in Table 9. From Table 10, it is noted that experiment number 38 has secured the highest value of Ki (4.237); thus, the optimal parametric setting among the performed experiment are found as W1-N2-F1-M3. Table 11 illustrates the parametric mean value as 1.0 wt% MWCNT (Level-2), 1000 r min−1 spindle speed (Level-2), 50 mm min−1 feed rate (Level-1), and TiAlN drill bit (Level-3) for satisfactory drilling characteristics, that is, lower values of Ra, Tr, and Th generated during drilling procedures. By measuring the variance between the highest and lowest value of the Ki means, the most significant aspects of the machining set have been calculated. The outcomes verified the maximum effect on the machining response of the feed rate (1.342186). The increase in feed rate significantly affects the surface roughness and cutting force (i.e. torque and thrust force) due to developed strain, which increases the load on cutting tool, in turn, deteriorate the machining surface. 67 The higher MWCNT addition into the epoxy matrix can reduce the rate of strain to failure and ultimate tensile strength, which enables the smooth removal of material. 66
Normalized, weighted comparability series (Si), exponentially weighted comparability sequence (Pi).
Eigenvalues for principal components and their proportion.
Eigenvectors and contribution for PCs.
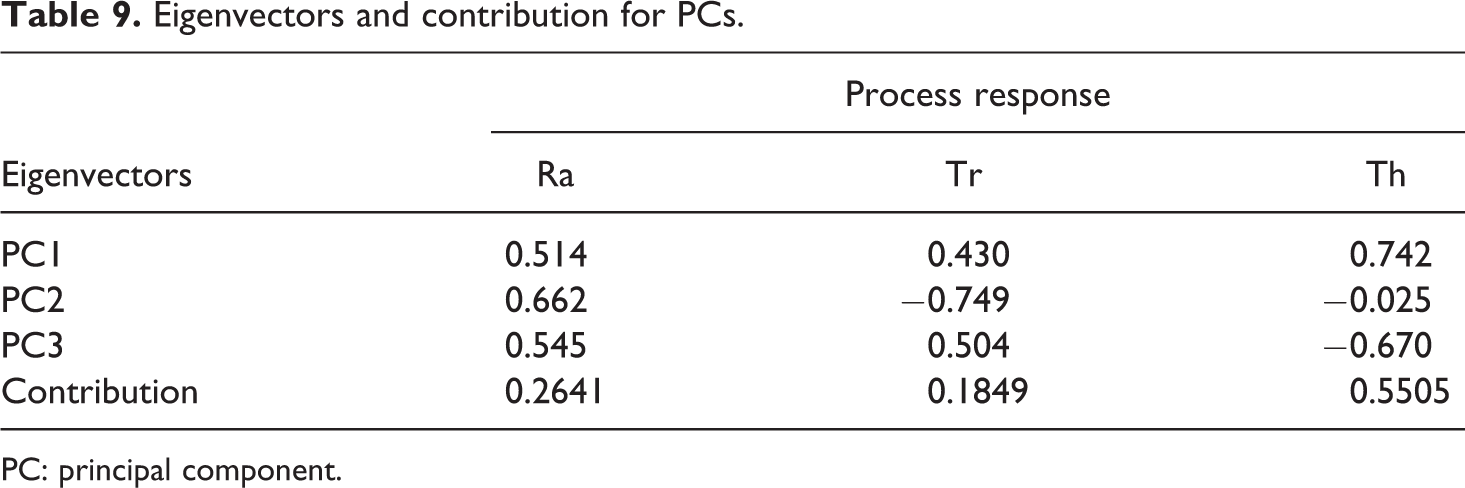
PC: principal component.
Confirmatory test
The confirmatory test was made to appraise the practicability and efficacy of the proposed hybrid module. The outcomes of the test and comparative study are shown in Table 12. Table 10 illustrates that experiment number 38 secured the highest objective function (Ki) value, which reflects the optimal combination of machining parameters, that is, W1-N2-F1-M3. From Table 12, it is remarked that the optimal setting from the proposed PCA-embedded CoCoSo is found as W2-N2-F1-M3. On comparison of both the parametric setting results, it was found that increasing the MWCNT wt% increase the machining performance. The higher value of MWCNT loading into the epoxy matrix confirms the dense network of nanofiller materials in the epoxy, which locks the polymer chain around MWCNTs.
Final aggregations (Ki) and CoCoSo ranking of the alternatives.
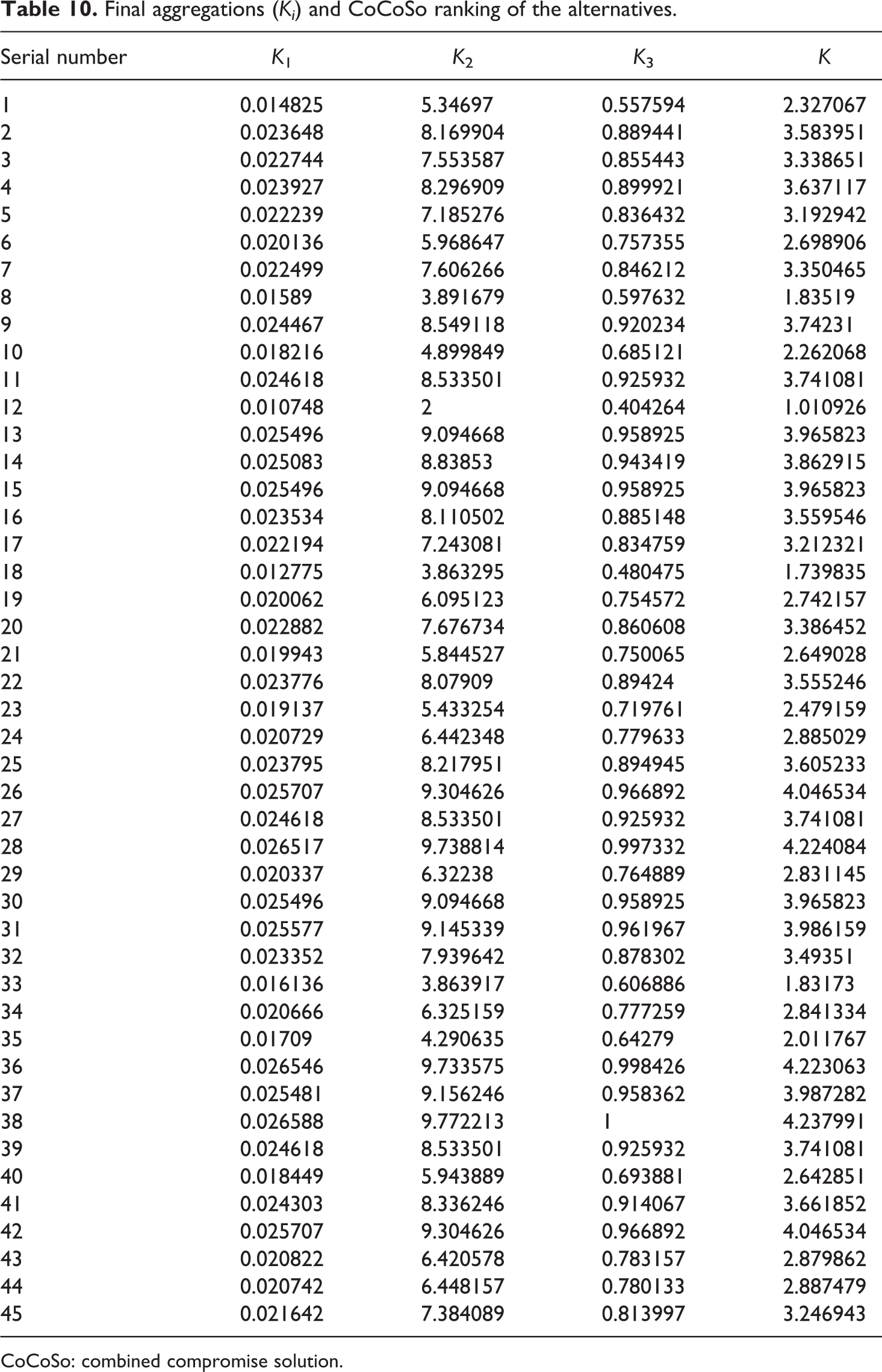
CoCoSo: combined compromise solution.
Mean value for overall evaluation (Ki).
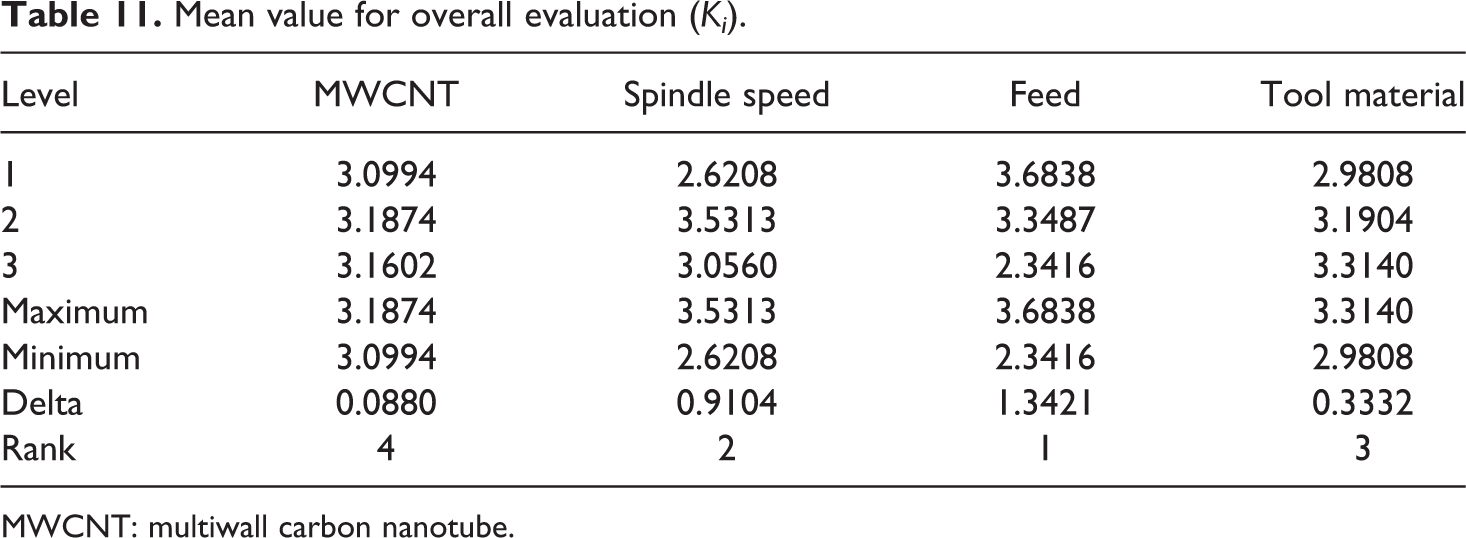
MWCNT: multiwall carbon nanotube.
Confirmatory test.
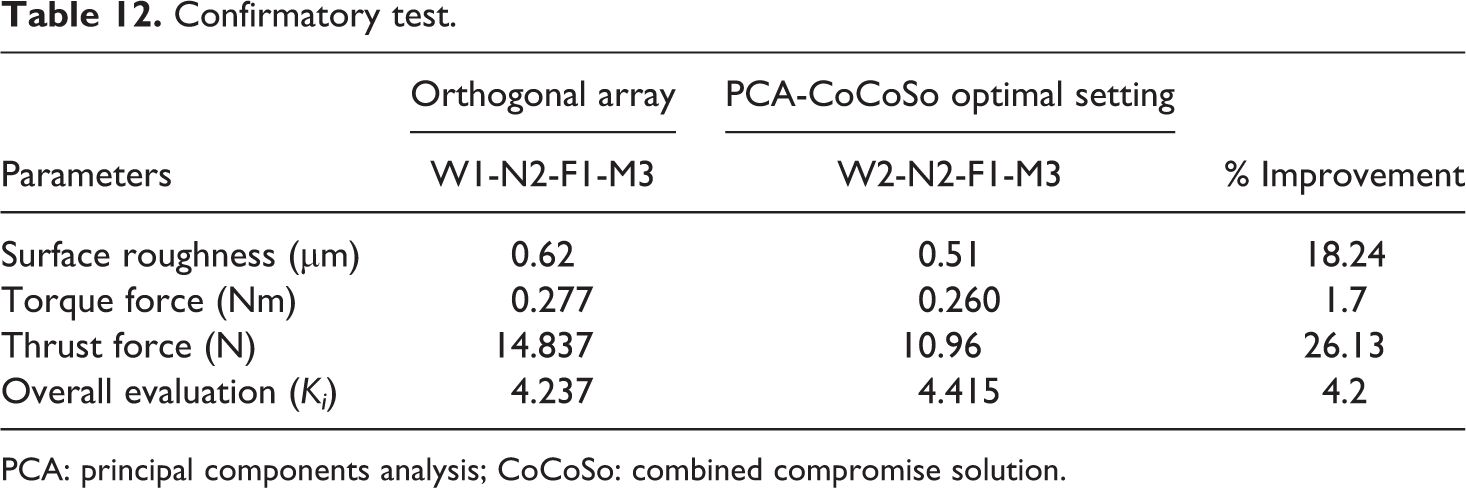
PCA: principal components analysis; CoCoSo: combined compromise solution.
The locking of polymer chains decreases the rubbing on the cutting tool face. 68 Also, the higher MWCNT loading creates a lubrication effect between the machining interface (chip-tool). It decreases the friction on the cutting edge of the tool, in turns, surface finish improves with fewer subsurface damages.69–71 The higher loading of MWCNT into the epoxy matrix can boost the strength and mechanical properties of the nanocomposites. The machinability of composites is improved by adding nanomaterials that increase the storage modulus of composites and higher wt% of MWCNT enhance the thermal conductivity of the polymer (epoxy) matrix. Due to this, the drilling of MWCNT/epoxy nanocomposites is possible even at high cutting speeds. The improved thermal conductivity of the polymer composites minimizes the thermal softening of the matrix phase. This reduces the surface damages and defects during machining.65–67 In the present work, the result obtained at optimal setting shows a satisfactory agreement with the actual data. The experiment was carried out on the optimal setting and shown in Table 12. It is found that surface roughness improved from 0.62 to 0.51 (i.e. 18.24%), torque force from 0.277 to 0.260 (i.e. 1.75), thrust force 14.8377 to 10.96 (i.e. 26.13%), and prefer solution values improves from 4.237 to 4.415 (i.e. 4.2%) which is extremely required for efficient drilling characteristics.
Conclusions
The MWCNT-reinforced polymer nanocomposites possess superior properties, which make them a suitable candidate for engineering applications. The drilling of such kind of material is less explored in earlier works. Therefore, the current work deals with the ANN modeling and optimization of process parameters using an integrated approach of PCA-CoCoSo. Earlier, this hybrid approach was not used in MWCNT polymer machining performance optimization. The drilling constraints such as MWCNT wt%, spindle speed (N), drilling feed rate (F), and tool material (M) were optimized to evaluate the efficient machining responses. The PCA-embedded CoCoSo module has been assessed efficiently in the optimal setting. The results of the proposed hybrid module show the feasibility in the manufacturing environment. The conclusions of the proposed work can be outlined as follows: The ANN model was established to model the surface roughness, torque, and thrust force in the drilling of MWCNT-reinforced polymer nanocomposites. The predicted value of drilling responses shows a satisfactory agreement with the experimental value. The complex issue of response priority weight assignment during multiobjective optimization is fruitfully tackled by principal components analysis (PCA). The ANOVA study is used to identify the prominent factor affecting objective function. The machinability of composites is improved by adding nanomaterials that increase the storage modulus of composites and higher wt% of MWCNT enhance the thermal conductivity of the polymer (epoxy) matrix. Due to this, the drilling of MWCNT/epoxy nanocomposites is possible even at high cutting speeds. The improved thermal conductivity of the polymer composites minimizes the thermal softening of the matrix phase. This reduces the surface damages and defects during machining. The confirmatory experiment on optimal combination shows the 18.24% improvement into surface roughness, 1.7% into torque force, 26.13% into thrust force, and 4.2% into prefer solution value, which gives the better predictivity of PCA-embedded CoCoSo module.
This article emphasized the ANN modeling of drilling performances and proposed a hybridization approach of PCA and CoCoSo method. It is developed as a generalized optimization tool, and it can be applied for case studies of machining like milling, turning, and so on of MWCNT nanocomposites. The involvement of some different factors such as tooltip temperature, mechanics of material removal, thermal behavior of composites, damage/defects investigations, issue of health and safety can be explored as future work for better machining and machinability understanding. It can be endorsed to the manufacturing sector for online and offline control of quality and productivity case studies.
Footnotes
Acknowledgements
The authors would like to acknowledge the Uttar Pradesh Council of Science and Technology (UPCST), Lucknow, India, and Madan Mohan Malaviya University of Technology, Gorakhpur, India, for extending all possible help in carrying out this research work directly or indirectly.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.