
Abstract
Glass fiber/polymerized cyclic butylene terephthalate (GF/pCBT) and its nanosilica-modified thermoplastic composites were manufactured via vacuum-assisted molding pressing process. Subsequently, the effects of temperature and nanosilica fillers on the macroscopic mechanical behavior of glass fiber-reinforced pCBT composites were discussed. Failure morphologies of specimens were observed by scanning electron microscopy (SEM). Experimental results show that pure GF/pCBT composites have good mechanical properties, whereas their half-strength degradation temperature (TS = 0.5) is relatively lower. It is also found that nanosilica-modified composites have higher heat resistance performance, and TS = 0.5 point of the modified composites enhanced by 10°C. SEM observations show that the smooth fracture surface in the broken composites appears at higher temperatures, which indicates that the toughness of nanosilica-modified GF/pCBT composites is improved.
Keywords
Introduction
Fiber-reinforced plastic composites are being more frequently used in a wide range of practical engineering fields owing to the desirable properties that include high strength to weight ratio, superior corrosion resistance, and the ability to tailor the material system to a particular requirement. Compared with thermoset composites, thermoplastic composites have attracted more attention due to characteristics like high ductility, high toughness, and recycling potential. However, owing to the uncertainty with respect to the long-term reliability of the material, the wider application scope of thermoplastic composites will be limited by high-temperature service conditions.1,2 Thus, it is essential to investigate the macroscopic mechanical behavior of fiber-reinforced thermoplastic composites in various temperature environments.
In the conventional manufacturing process, the main drawback of the thermoplastic resin is its high melt viscosity, which could affect the impregnation of fibers during the process. 3 Generally, the melt viscosity of traditional thermoplastics resin is around 50–2000 Pa s, whereas the viscosity of thermosets typically does not exceed 50 Pa s. 4 It is worth mentioning that this dilemma has been solved by the appearance of commercial thermoplastic cyclic butylene terephthalate (CBT) resin. CBT oligomers are small molecules with a ring structure and low molecular weight, which can polymerize into thermoplastic polymerized cyclic butylene terephthalate (pCBT) in the presence of catalyst.5,6 Owing to the low melt viscosity (as low as 17 mPa s) in the oligomeric state, CBT resin can be used in various processing methods, which are usually reserved to thermosets. Many researchers have investigated the preparation process of fiber-reinforced CBT composites via experimental studies. Agirregomezkorta et al., 7 Yan et al., 8 and Yang et al. 9 have manufactured fiber-reinforced pCBT composites by vacuum infusion processing, Resin Transfer Molding, and compression molding, respectively. It was found that a significantly improved impregnation of fibers could be obtained using pCBT from molten CBT resin. On the other hand, research on the fabrication of nanoparticle-modified pCBT resin were also attracted numerous attention. Chang et al. 10 prepared pCBT/clay nanocomposites, and then, the dynamic thermomechanical properties of as-prepared specimens were studied. The results indicated that the restricted movement of the pCBT chains by the well-dispersed nanoparticles enables the matrix to sustain a high modulus value to higher temperatures, which leads to the greatly enhanced modulus at higher temperatures. Fabbri et al. 11 successfully manufactured pCBT/graphene nanocomposites by mechanical stirring coupled with ultrasonication. In the work of Abt et al., 12 organically modified montmorillonite was used to prepare isocyanate-toughened pCBT nanocomposites via melt and solvent blending. Zhao et al. 13 prepared hybrid multiscale thermoplastic composites reinforced with interleaved nanofiber mats using in-situ polymerization of CBT. It can be found in their work that a good dispersion of nanoparticles was achieved mainly owing to the low melt viscosity of CBT resin. As known, the interface between the fiber and matrix plays an important role in composite strength by load transfer. Yang et al. 14 filled nanomaterials into the interfacial region of GF/pCBT composites, and fiber surface modification effect on water absorption and hydrothermal aging behaviors of the composites were investigated. The results indicated that this method could obtain a significant enhancement in GF/pCBT composites, and this improvement was not just from modified pCBT matrix properties alone. Moreover, the bonding strength has been verified to degrade due to the effect of temperature. 15 Interfacial debonding failure usually occurred between fibers and matrix because of the overactuation temperature, and it would limit the enhancement effect of fibers. The effects of temperature on the properties of glass fiber-reinforced traditional polybutylene terephthalate (PBT) resin composites have been discussed by Mohd Ishak and Ishiaku, 16 Mohd Ishak and Karger-Kocsis, 17 and Kuram. 18 However, few investigations have reported the effect of elevated temperature on macroscopic mechanical behaviors of nanosilica-modified fiber-reinforced pCBT composites.
The objective of the present work is to investigate the effect of temperature and nanosilica fillers on the macroscopic mechanical behavior of glass fiber-reinforced pCBT composites. GF/pCBT and its nanosilica-modified composite laminates were manufactured via vacuum-assisted molding pressing (VAMP) process. Composites containing 0, 0.5, and 2 wt% of nanosilica (percentage of resin) were prepared. Three-point-bending test of the composites was performed in six temperatures based on the glass transition temperature (Tg) of pCBT resin, operating temperature, and processing temperature. The microstructure of three groups of composites in different temperatures was investigated based on the fracture morphology observed by scanning electron microscopy (SEM).
Experimental details
Materials and manufacturing
The polymer used as the matrix was one-component CBT-100 with molecular weight Mw = (220) n (n = 2–7) g/mol, delivered in granule form by Cyclics Corporation (Schwacherden, Germany). Tin-based catalyst butylchlorodihydroxytin (PC-4101) with the molecular weight 245.29 was selected. This compound was an ester catalyst with high catalytic activity and suitable for esterification or polycondensation reactions with the temperature ranging from 210°C to 240°C. Considering the desirable heat-resistant and cost performance of glass fibers, unidirectional glass fiber cloth (EDW-800) with a surface weight of 800 g/m2 was used as the reinforcement in the composites. Hydrophobic nanosilica (DNS-3) with a diameter between 5 nm and 15 nm was used in the experiment. Note that all the materials were used as-received without any further treatment. Because moisture could interfere with the polymerization reaction, all the materials were dried for 10 h in a vacuum oven at 110°C before processing.
Two categories of composite laminates were prepared, including GF/pCBT composites and its nanosilica reinforced laminates via VAMP. As a pretreatment, glass fibers should be soaked for 1 day into three kinds of isopropanol aqua solution, which contained 0.6 wt% catalyst, 0.5 and 2 wt% nanosilica together with 0.6 wt% catalyst, respectively. It should be mentioned that all percentages are relative to the weight of resin used in the processing. To obtain good homogeneously dispersion of the solution, the mixture was stirred by a magnetic stirrer for 2 h and then dispersed in an ultrasonic agitator for 1 h at room temperature. Then, the system needs to be dried in a vacuum oven at 140°C to remove isopropanol aqua and leave catalyst and/or nanosilica on the fiber surface. The diagram of VAMP setup is shown in Figure 1. The device consisted of a steel mold containing a top sheet, bottom sheet, and intermediate frame inside of which the as-prepared glass fibers were placed. The top sheet comprised two ports, one of the resin inlet and the other one of the outlet. Rubber seal ring was placed between the top and bottom sheets to maintain the vacuum. To remove the air from the mold before injection, the valve was shut, and then, the mold was vacuumed for approximately 15 min. Both the two composites were processed nonisothermally: 230°C for 1 h and 190°C for another hour. The injection started when the temperature inside the mold reaches 230°C and demould when the mold was cooled to room temperature.
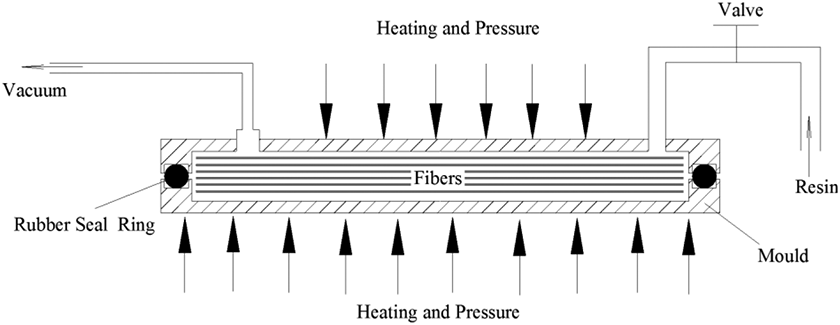
Device to manufacture GF/pCBT and its nanocomposite by vacuum-assisted molding pressing.
Differential scanning calorimetry and dynamic thermomechanical analysis tests
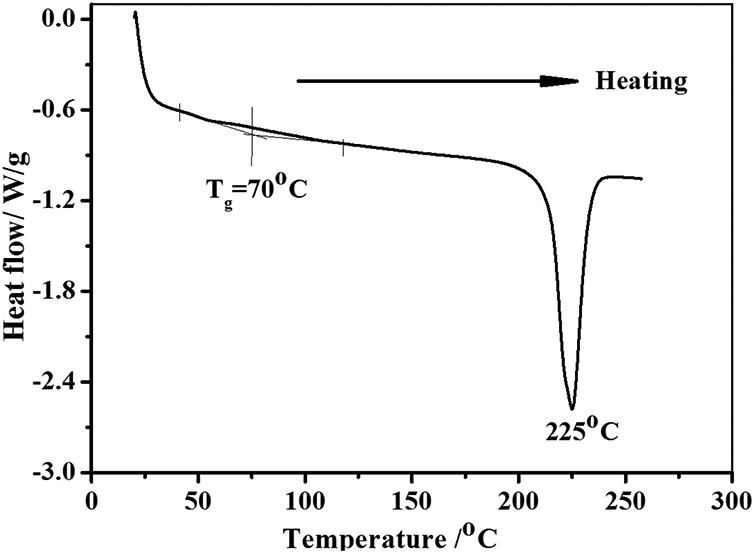
The melting point of CBT resin is 180°C, as provided by Cyclics Corporation. To investigate the melting point and Tg of the generated pCBT resin, differential scanning calorimetry (DSC) and dynamic thermomechanical analysis (DMA) tests were, respectively, carried out. DSC test was performed on a DSC Q-2000 device (Tzero) to measure the melting point of pCBT resin. Experiments were run with samples ranging from 7 mg to 10 mg under nitrogen as the purge gas during the measurements to prevent moisture and oxidative degradation. The melting point of pCBT measured by DSC is 225°C, as shown in Figure 2. A DMA test was adopted to determine the Tg of pCBT resin. Rectangular specimens of size 30 × 6 × 2 mm3 were subjected to load-controlled sinusoidal loading in DMA Q-800 performed in three-point-bending mode from room temperature to 150°C at a heating rate of 5°C min−1 and a frequency of 1 Hz. The Tg value was determined by the peak of the tan δ curve. As marked in Figure 3, the Tg of pCBT is 77°C.
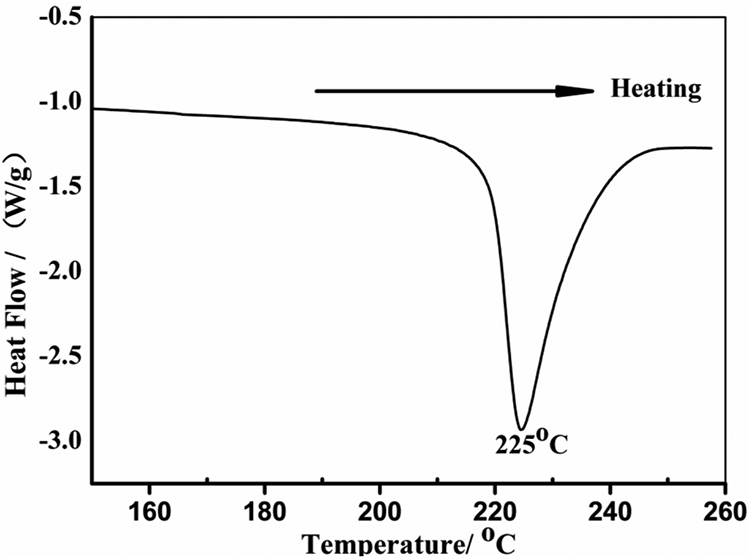
Heat flow-temperature curve of pCBT resin in DSC test.
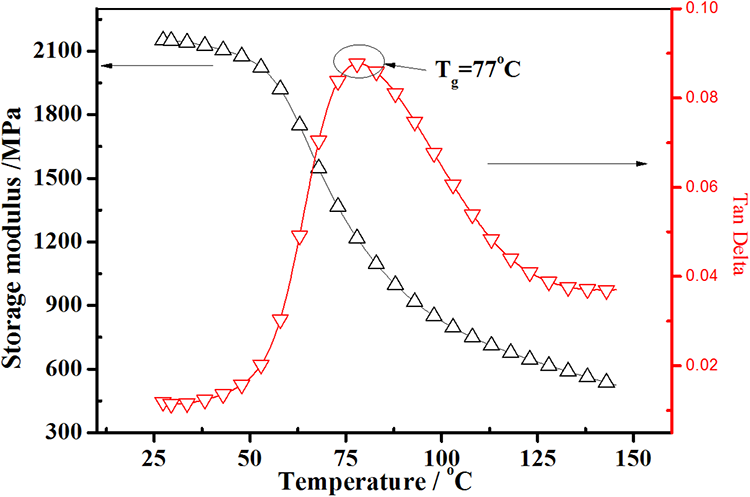
Flexural modulus and loss factor as a function of temperature for PBT cast in DMA test.
Mechanical tests
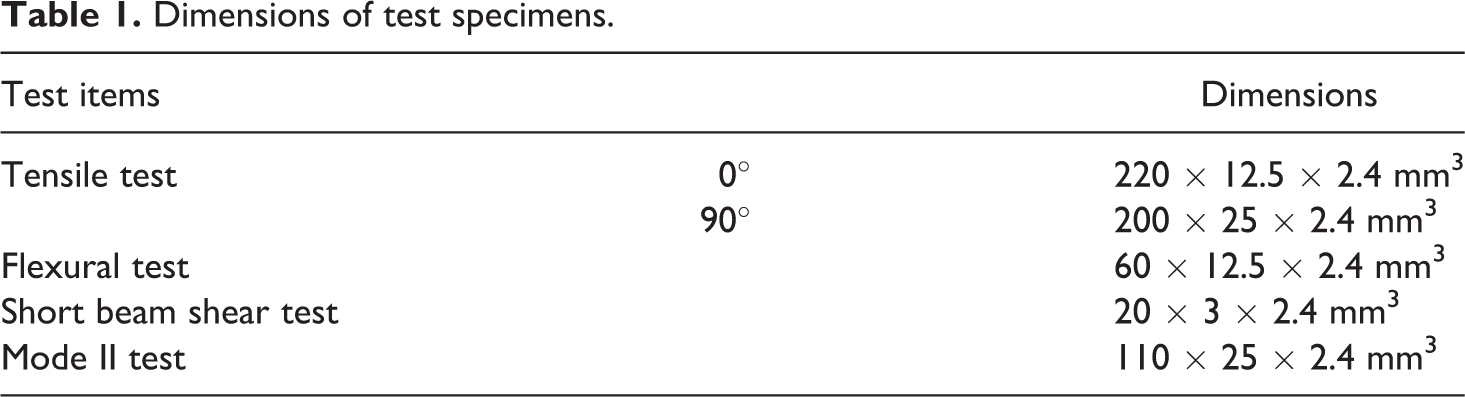
To characterize the mechanical behavior of GF/pCBT composites, five groups of specimens used in tensile test (longitudinal and transverse tensile), three-point-bending test, short-beam interlaminar shear test, and mode II interlaminar fracture toughness test were cut from the square laminates by a low-speed diamond saw blade cutting machine in accordance with the ASTM standard. Dimensions of the specimens were listed in Table 1. All the tests were performed with Instron universal testing machine (Zwick/Roell, Germany). The crosshead speed was 2 mm/min for tensile test and flexural test, and 0.5 mm/min for interlaminar test.
Dimensions of test specimens.
Three-point-bending test was carried out to determine the flexural properties of GF/pCBT and its nanosilica composites in various temperatures (25°C, 70°C, 80°C, 150°C, 180°C, and 220°C). The dimension of specimens was 60 × 12.5 × 2.4 mm3. The temperature conditions were obtained using an electrical furnace (with a temperature ranging up to 300°C/573 F). It should be mentioned that prior to the test, the specimens were kept in the selected temperature for at least 5 min to remove the humidity. Five specimens were tested in each group of the experiment. The flexural modulus is defined by the following formula 19

where Ef is the flexural modulus, S is the support span, m is the slope of the load–deflection curve, b and h are the width and thickness of beam, respectively.
Interface observation
To evaluate the interfacial adhesion quality between the glass fiber and pCBT matrix, SEM (Hitachi S-4300, Tokyo, Japan) was conducted on the broken GF/pCBT and its nanosilica composites.
Results and discussion
Mechanical properties of GF/pCBT composites
Figure 4 shows the representative curves of load–displacement of GF/pCBT composites at room temperature: (a) three-point-bending test, (b) short-beam interlaminar shear test, (c) mode II interlaminar fracture toughness test, and (d) longitudinal tensile test. The material parameters of the unidirectional GF/pCBT laminates were listed in Table 2. In the table, Eii, Gij, and Vij are the elastic mechanical properties. X1t is the longitudinal tensile strength. X2t is transverse tensile strength, and S is the interlaminar shear strength. Longitudinal elastic modulus E1, Poisson’s ratio ν12, longitudinal tensile strengths X1t, transverse elastic modulus E2, and transverse tensile strengths X2t were measured using longitudinal and transverse unidirectional composite specimens, while S was determined by bending the precracked specimens. Elastic moduli, E1 and E2, were calculated from the initial slope of the stress–strain curves. The tensile strengths of the unidirectional composite plates, Xit, were determined by dividing the failure load to the cross-sectional area of the longitudinal and transverse specimens, respectively. It can be seen from the experimental results that the load curves appear to be an approximately linear relationship initially, and then, they perform a plastic yielding with the increase of displacement in flexural and short-beam interlaminar shear tests (Figure 4(a) and (b)). The yield stress in flexural and in-plane shear test is 647 and 11.68 MPa, while the modulus is 31.04 and 1.789 GPa, respectively. Besides, no plastic yielding is observed in the fracture toughness test (Figure 4(c)) or longitudinal tensile test (Figure 4(d)), and the curves appear to be the linear relationship until damaged in the maximum deformation. Young’s modulus of composites is 28.73 and 15.9 GPa, and the strength is 656.53 and 22.7 MPa in longitudinal and transverse tensile tests, respectively. It should be mentioned that the mass fraction of composites is as high as 67% mainly due to the low viscosity of CBT resin.
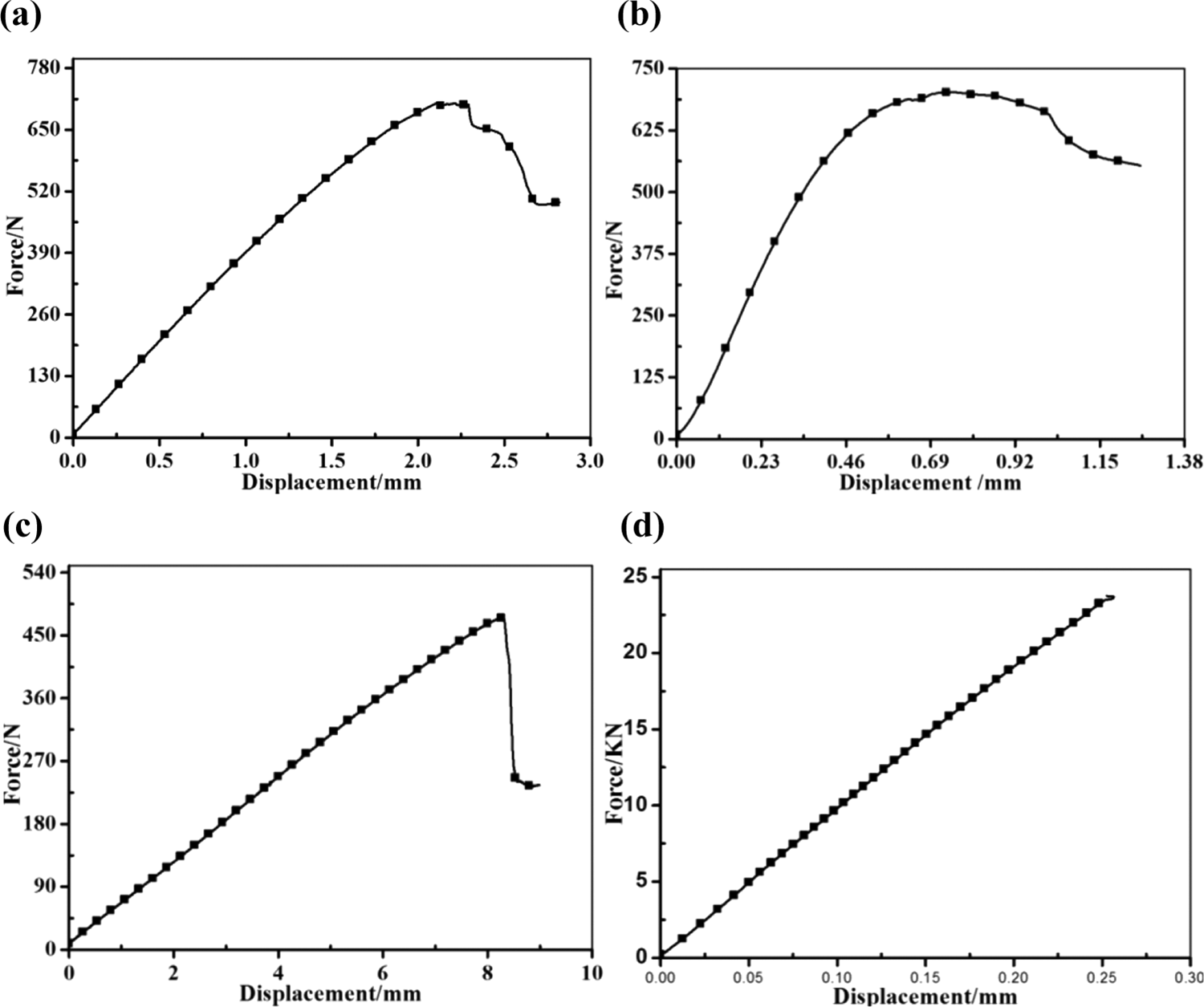
Load–displacement curves of GF/pCBT composites for different mechanical tests: (a) three-point-bending test, (b) short-beam interlaminar shear test, (c) mode interlaminar fracture toughness test, and (d) longitudinal tensile test.
Material parameters of GF/pCBT composite laminates from experimental tests.
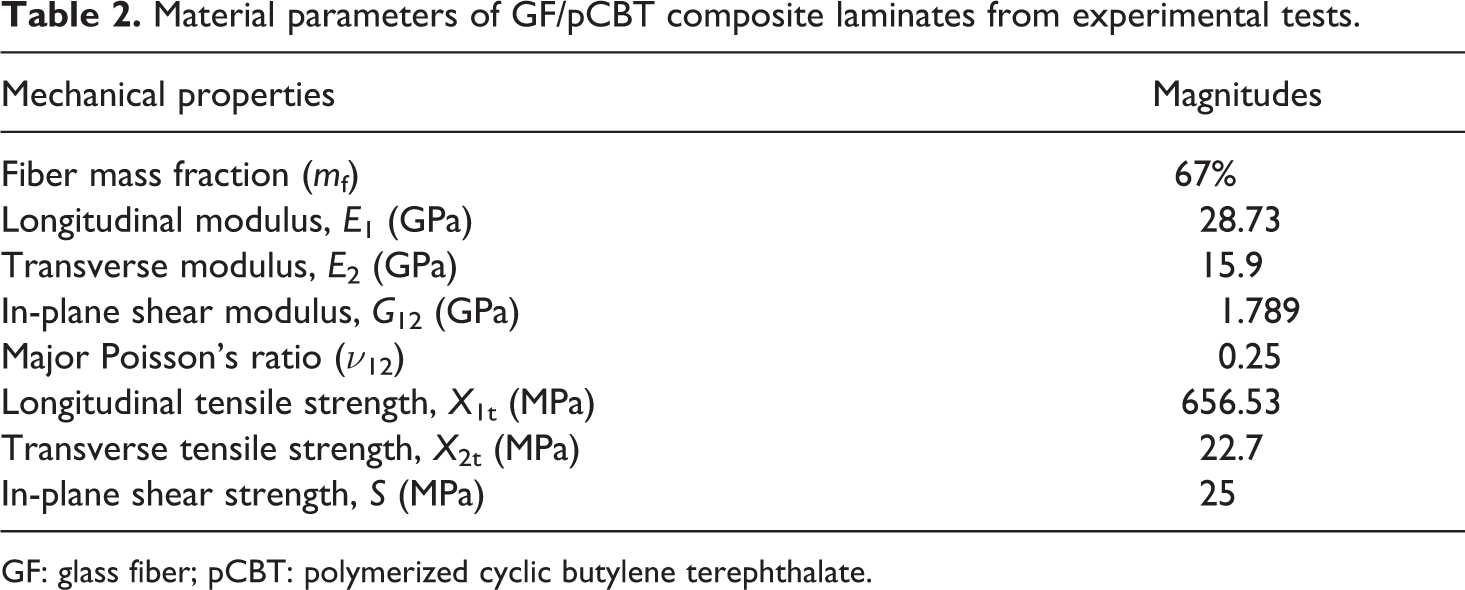
GF: glass fiber; pCBT: polymerized cyclic butylene terephthalate.
Compared with the mechanical performance of woven glass fabric/pCBT composites manufactured by a compression molding process (CMP) in Table 3, 9 the obtained unidirectional composite laminates have high tensile and flexural performance. Tensile modulus and strength increase from 20.6 GPa and 356 MPa to 28.73 GPa and 656.53 MPa, respectively. Meanwhile, flexural modulus and strength increase from 24.5 GPa and 578 MPa to 31.04 GPa and 647 MPa, respectively. Except for the different ply orientation of glass fiber cloth, this enhancement is due to the lower void content under the action of vacuum in the VAMP process. However, the interlaminar shear strength declines from 35 MPa to 25 MPa. This is attributed to the nature of fabric cloth, which contains both 0° and 90° oriented fibers. In CMP, the application of pressure could facilitate the melted CBT flow to penetrate the warp and weft roving to ensure the complete wetting of the constituting fibers. Therefore, owing to the pressure that could ensure good impregnation of the glass fibers, the volume fraction of woven glass fabric composites in CMP is higher than that obtained in VAMP. Also, interlaminar strength is increased by the application of pressure.
Tensile, flexural, and interlaminar shear strength of WGF-pCBT under PC and DC molding conditions in the literature. 9
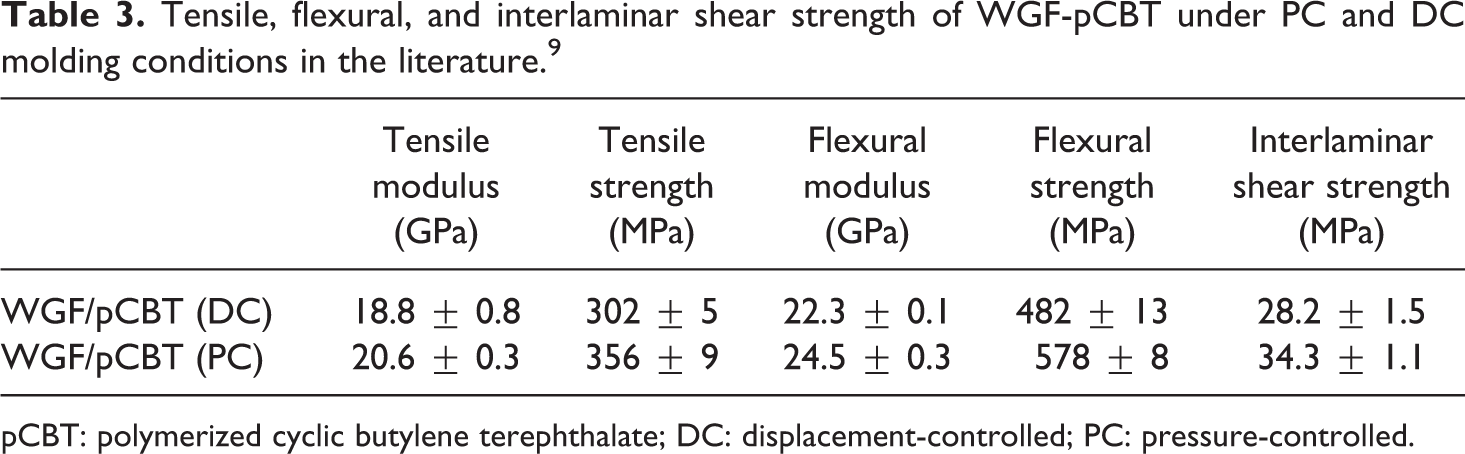
pCBT: polymerized cyclic butylene terephthalate; DC: displacement-controlled; PC: pressure-controlled.
Effect of temperature on flexural properties of GF/pCBT and its nanosilica composites
The effects of temperature on the mechanical properties of the composites were evaluated by comparing the flexural behavior of GF/pCBT and its nanocomposites at 25°C, 70°C, 80°C, 150°C, 180°C, and 220°C. These temperatures were adopted based on the Tg of pCBT resin (77°C), the automotive front-end component service conditions (from 150°C to 180°C), and the VAMP process (220°C). Figure 5 shows the representative curves of the stress–strain curves of GF/pCBT and its nanosilica-reinforced composite laminates under flexural load in various temperatures. Generally, it can be seen from the curves that with increasing temperature, the yield stress of the composite laminates decreases from 647 MPa at 25°CC to 109.2 MPa at 220°C. As a comparison, the flexural strength of nanosilica-reinforced composites declines from 1082.48 MPa to 79.44 MPa when tested in the same temperature conditions. Tables 4 to 6 list Young’s modulus, flexural strength, and failure strain of the two composites obtained in various temperatures. It can be found in the tables that strength retention rate is, respectively, as low as 17% and 7% of GF/pCBT and its nanosilica-reinforced composites at 220°C. By comparison, the mechanical retention rate of nanosilica-reinforced GF/pCBT decreases more sharply than that of GF/pCBT. It is owing to that the addition of nanosilica in the matrix can reduce the Tg of pCBT resin. This assumption can be confirmed by the DSC result of pCBT resin in Figure 6. From the figure, it can be clearly seen that by adding 2 wt% nanosilica in the matrix, Tg of pCBT resin declines from 77°C to 70°C. Owing to the scale comparable to that of polymer chain mobility, the nanoparticles may disrupt the crystal growth along the filler–matrix–fiber interface. As a result, the addition of silica nanoparticles causes a slight decrease of the crystallinity, which lowers down the Tg. This conclusion has also been certified in reference 20 in nanosilica-reinforced pCBT resin without fibers. These further result in a higher decline slope of the mechanical performance of nanocomposites at high temperatures.
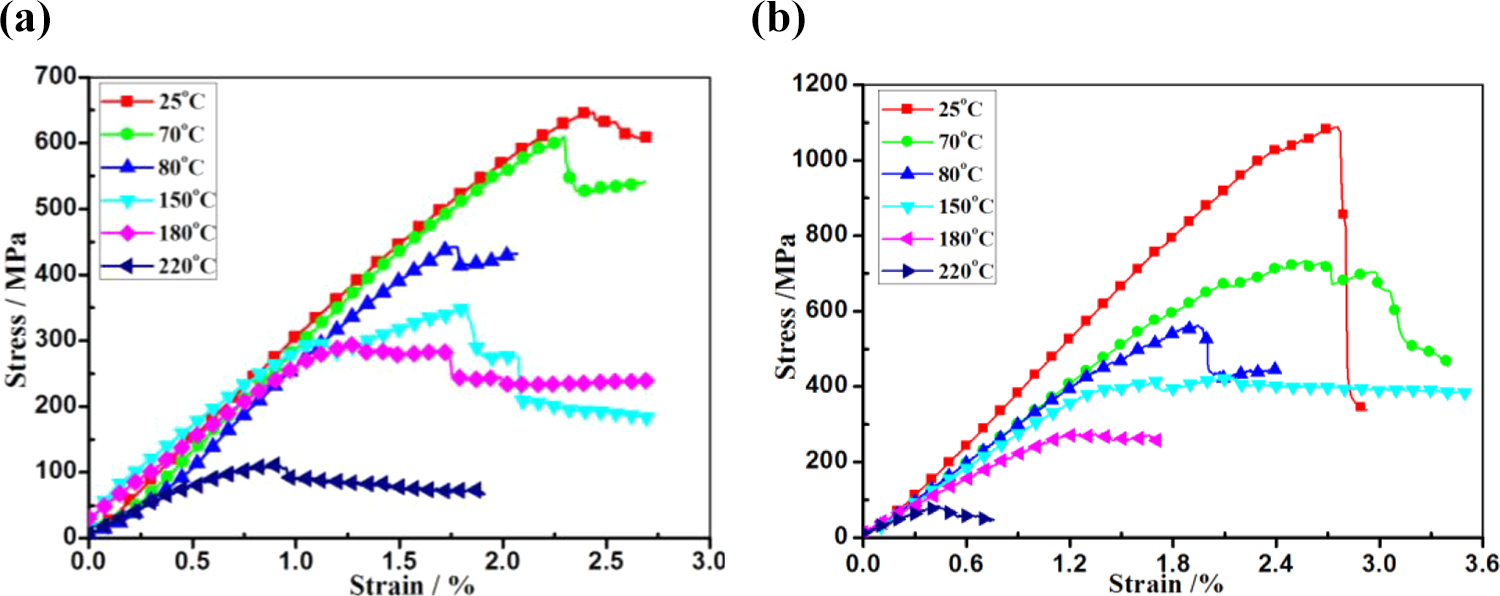
Macroscopic stress-strain curves of GF/pCBT reinforced composite laminates: (a) without nanosilica and (b) with 2 wt% nanosilica.
Elastic modulus of GF/pCBT composites with and without nanosilica at different temperatures.
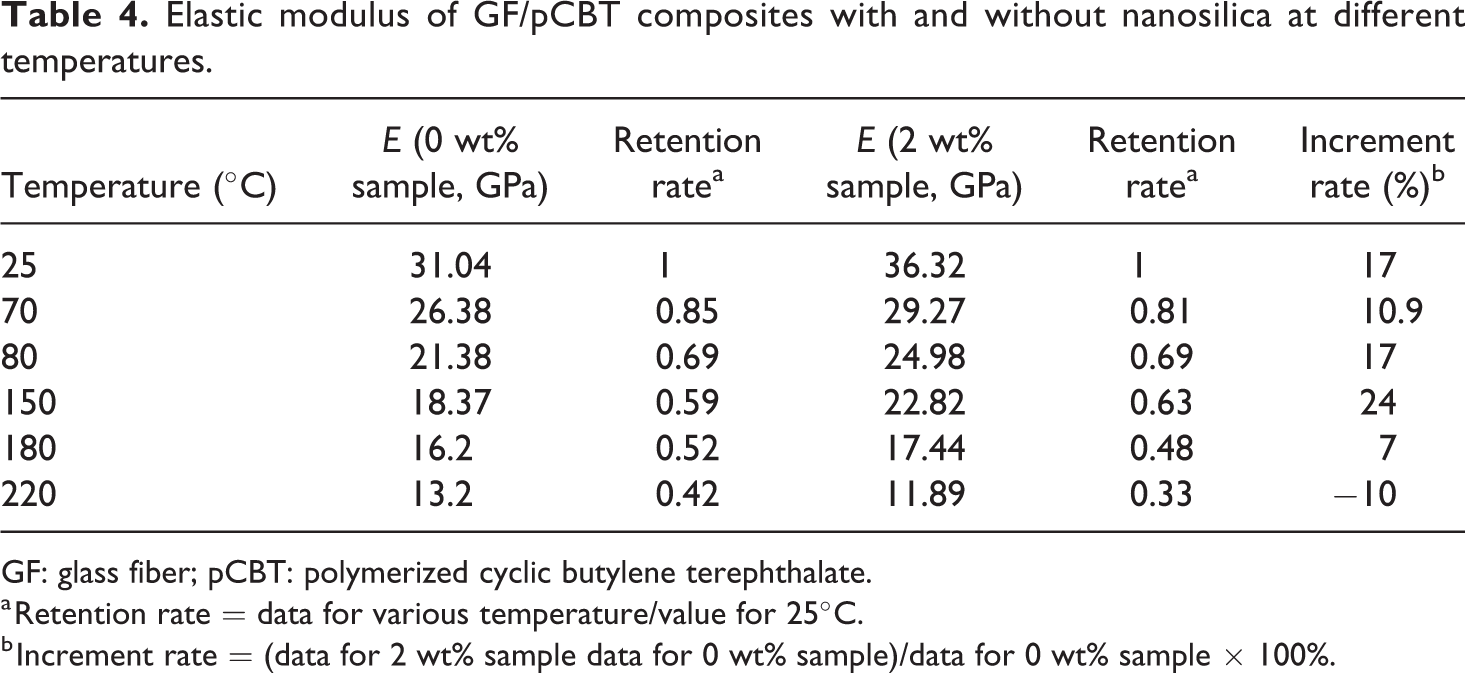
GF: glass fiber; pCBT: polymerized cyclic butylene terephthalate.
a Retention rate = data for various temperature/value for 25°C.
b Increment rate = (data for 2 wt% sample data for 0 wt% sample)/data for 0 wt% sample × 100%.
Flexural strength of GF/pCBT composites with and without nanosilica at different temperatures.
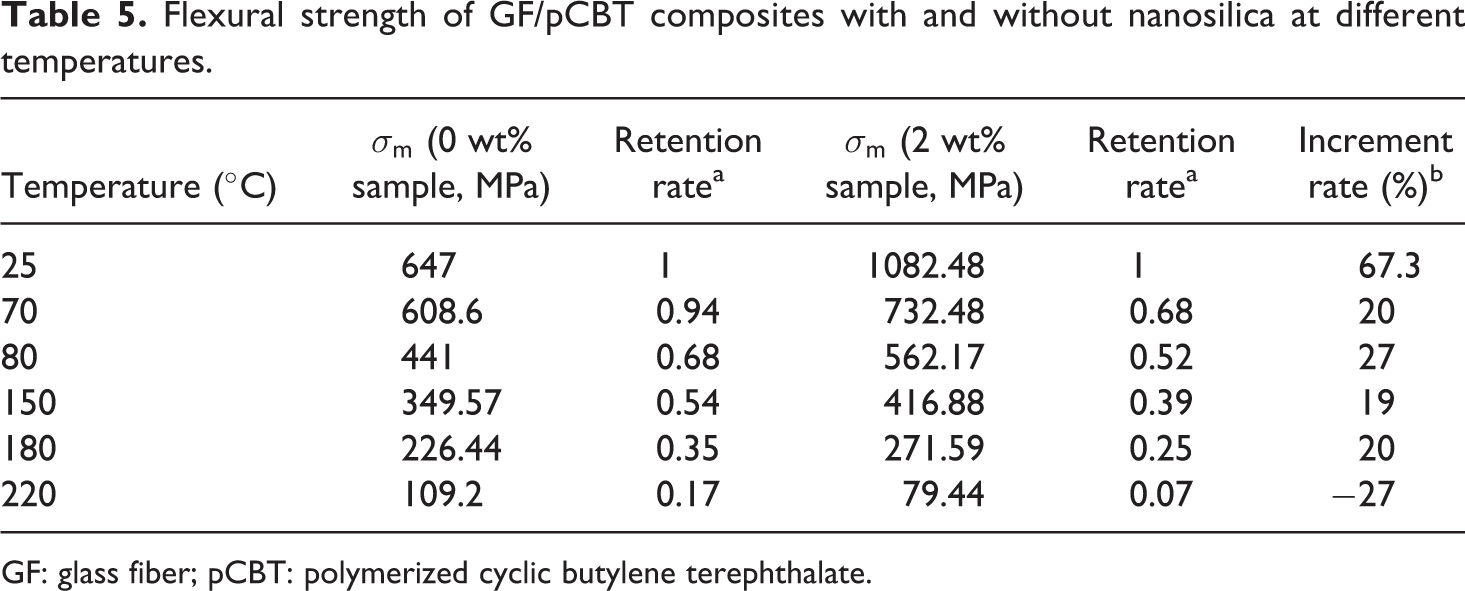
GF: glass fiber; pCBT: polymerized cyclic butylene terephthalate.
Failure strain of GF/pCBT composites with and without nanosilica at different temperatures.
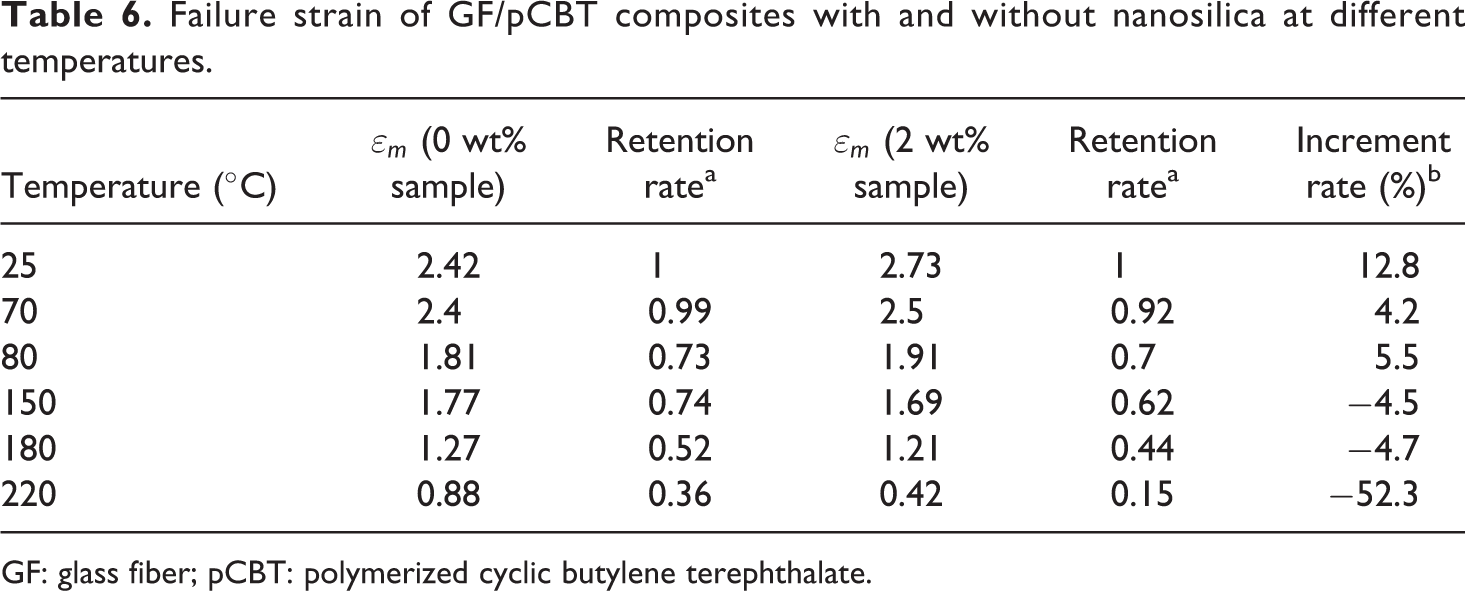
GF: glass fiber; pCBT: polymerized cyclic butylene terephthalate.
Heat flow–temperature curve of nanosilica-reinforced pCBT resin in DSC test.
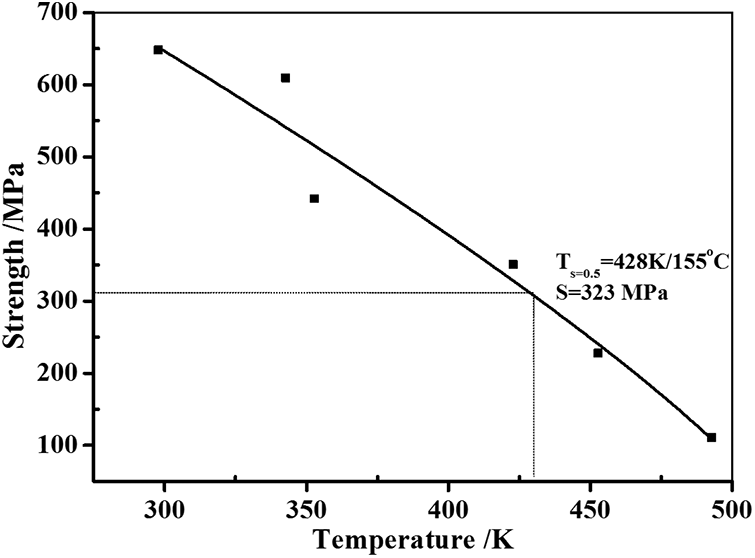
Moreover, for composites without nanofillers, below Tg, flexural modulus, strength, and failure strain decrease 15%, 6%, and 1% of the initial values at 70°C. However, the values decrease to 59%, 54%, and 74% at 150°C and 52%, 35%, and 52% at 180°C. This indicates that the Tg of pCBT resin plays an important role in the mechanical performance of the composites. According to reference, 21 the relationship between temperature and mechanical properties of thermoplastic composites can be fitted by Tr−n model using the following equation

where P is the property of the material under special temperature T (e.g. strength and modulus), P0 is the performance at room temperature, Tr is the reference temperature, and n is a constant between 0 and 1. In this work, the relationship between flexural strength and temperature fitted by Tr−n model is shown in Figure 7, with Tr and n equal to 516 and 0.8, respectively. It is notable from Figure 7 that when the strength declines to half the initial value (323 MPa), the temperature (TS = 0.5) is 155°C, which can be used as a reference and very meaningful in many engineering fields. Compared with the pure composites, it can be obtained that Young’s modulus and strength of the nanocomposite were, respectively, increased by 17% and 67.3% at room temperature, 7% and 20% at 180°C (Tables 4 and 5). Meanwhile, it can be calculated from Table 5 by interpolation method that when the flexural strength decreases to 323 MPa, TS = 0.5 of nanocomposites can be raised by approximately 10°C relative to the neat composites. However, as mentioned earlier, the mechanical properties appeared to be worse than GF/pCBT without nanosilica at 220°C. It indicates that the addition of nanofillers has no positive effects on the flexural properties of the composites in the temperatures around the melting point of pCBT resin. This is attributed to the fact that, at 220°C, the matrix material is close to molten state and cannot be continued used as a matrix due to its high fluidity.
Maximum flexural strength–temperature curves of GF/pCBT composites.
Effect of nanosilica on flexural properties of GF/pCBT composites in various temperature
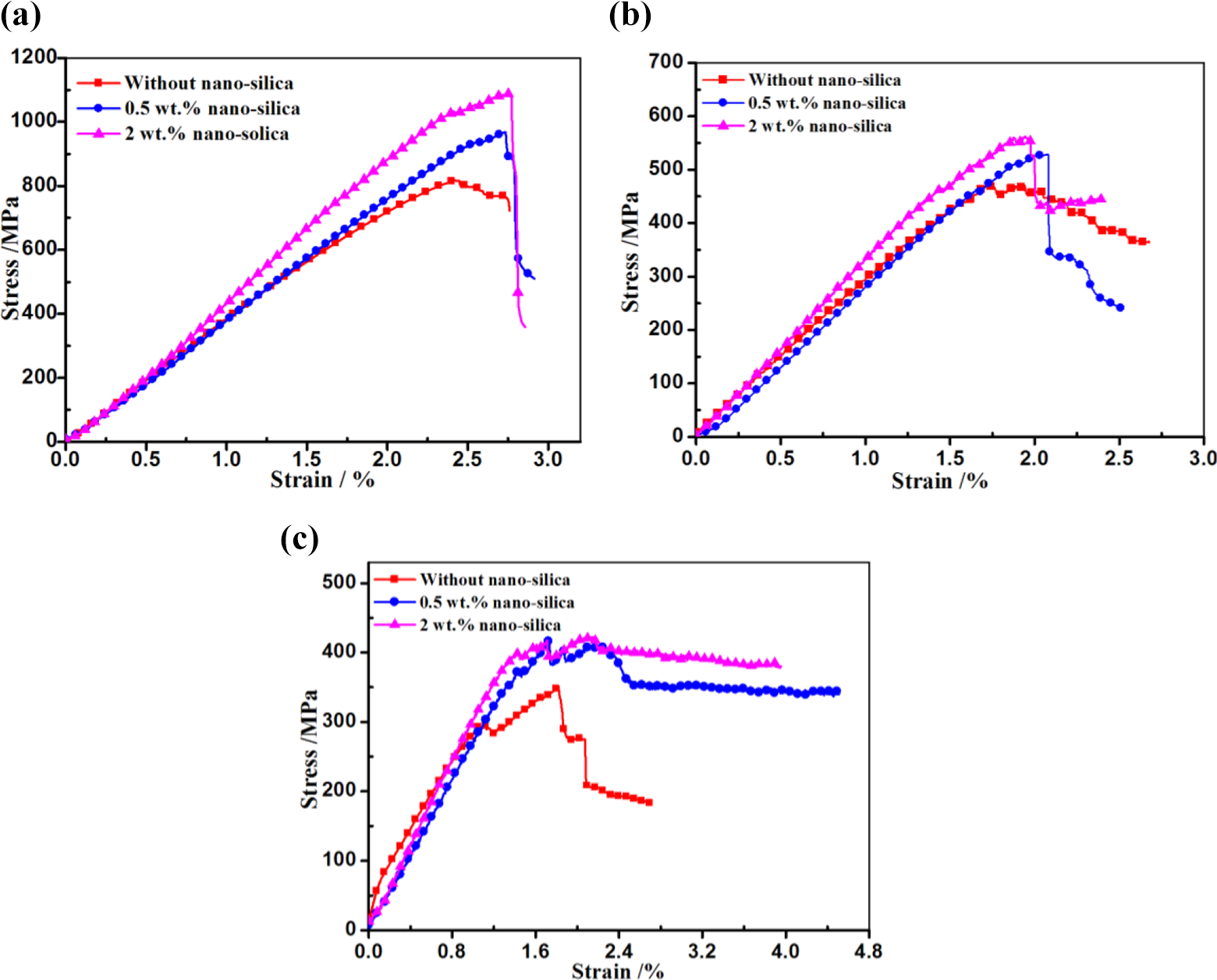
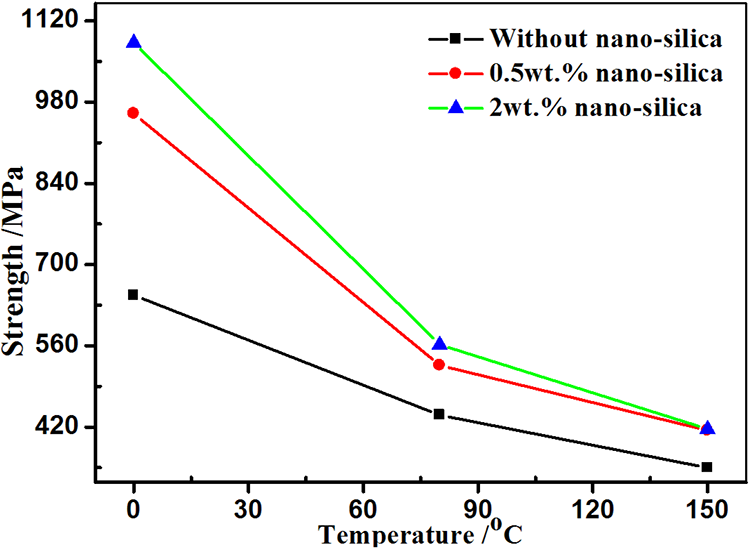
Figure 8 shows the typical stress–strain curves obtained in the three-point-bending test at room temperature, 80°C, and 150°C of GF/pCBT composites filled with 0, 0.5, and 2.0 wt% nanosilica. As seen in the figure, when the nanosilica ratio increases to 0.5 and 2 wt%, the flexural strength of the composite increases from 647 MPa to 960.23 and 1082.48 MPa at room temperature (Figure 8(a)), respectively. The experimental result is according to the results of flexural performance of pCBT casts obtained by Jiang et al. 20 Note that in their work, the flexural strength increases from 60.62 to 88.98 and 103.11 MPa by adding 1 and 2 wt% nanosilica into pure CBT resin. When tested in higher temperatures, similar tendency can be found in Figure 8(b) and (c). The yield stress of the material is improved from 441 to 526.5, 562.17 MPa at 80°C and 349.57 to 414.49, 416.88 MPa at 150°C with the increase of nanocontent. Thus, it can be concluded that the mechanical properties can be enhanced significantly by adding nanosilica on the fiber surface. Even though the strength of composites decreases with increasing temperature, the nanosilica reinforced GF/pCBT composites have higher mechanical performance even at 150°C (Figure 9). Therefore, it can be obtained from the strength-temperature tendency in Figure 9 that GF/pCBT nanocomposites can be used in a wider range of temperature conditions. The enhancement in the mechanical property by nanosilica in the composites is attributed to the increased strength of the fiber/matrix interface. Due to that the catalyst was adhered on the fiber surface, from where chain initiation of CBT resin was activated during its ring-open polymerization reaction. As a result, nanosilica particles were covered on the fiber surface by amorphous polymer segments, as schematically illustrated in Figure 10. Since nanosilica reduced the available free volume between amorphous polymer segments and glass fiber surface, relaxation motions of pCBT polymer segments were impeded. It should be noted that the interaction effect of nanoparticles between polymer segments and fiber surface has existed in both room and high temperature. The enhancement of the interfacial region further resulted in the improvement of critical interfacial shear strength. Thus, the maximum debonding stress was enlarged, and then, the fiber was difficult to be pulled out from the matrix.
Flexural response of nanosilica reinforced GF/pCBT composite laminates under different temperatures: (a) T = 25°C, (b) T = 80°C, and (c) T = 150°C.
Critical strength versus temperature.
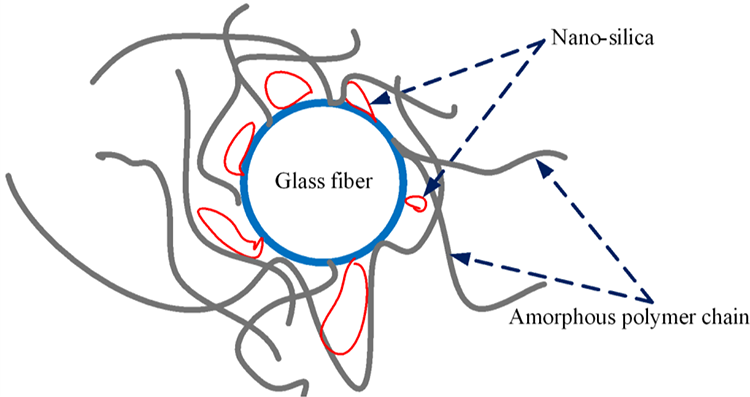
Illustration of the interaction between pCBT amorphous polymer segments, nanoparticles, and glass fiber.
Meanwhile, it can also be observed from Figure 8 that the addition of nanosilica into GF/pCBT has resulted in a significant enhancement of toughness with increasing temperature. It can be divided into two situations to illustrate this phenomenon by test temperature. Below 80°C, the above three kinds of specimens appear as brittle fracture, which shows the damage at their strength (Figure 8(a) and (b)). However, the situation is quite distinct at 150°C, as seen in Figure 8(c). Owing to the enhancement of interfacial shear strength imparted by nanofillers, stress transfers from matrix to fibers efficiently at high temperatures. As a result, the stress–strain curves of nanocomposites at 150°C initially appeared to be a linear relationship and then continue providing some resistance to stress by the deformation. Therefore, it left a platform on the curves with the increase of strain and performed a toughness nature of the material.
Failure mechanism of GF/pCBT and its nanocomposites
The failure strength of both GF/pCBT and its nanocomposites appears a noticeable decrease with increasing temperature in the experiment. By macroscopic observation, the specimen failed by fiber breaking on the lower surface and compress damage or debonding on the upper surface, as shown in Figure 11. Figure 11(a) to (c) showed fiber tensile damage on the lower surface in lower temperatures (25°C, 70°C, and 80°C), while the compression and debonding damage on the upper surface under high temperature (150°C, 180°C, and 220°C) were shown in Figure 11(d) to (f).
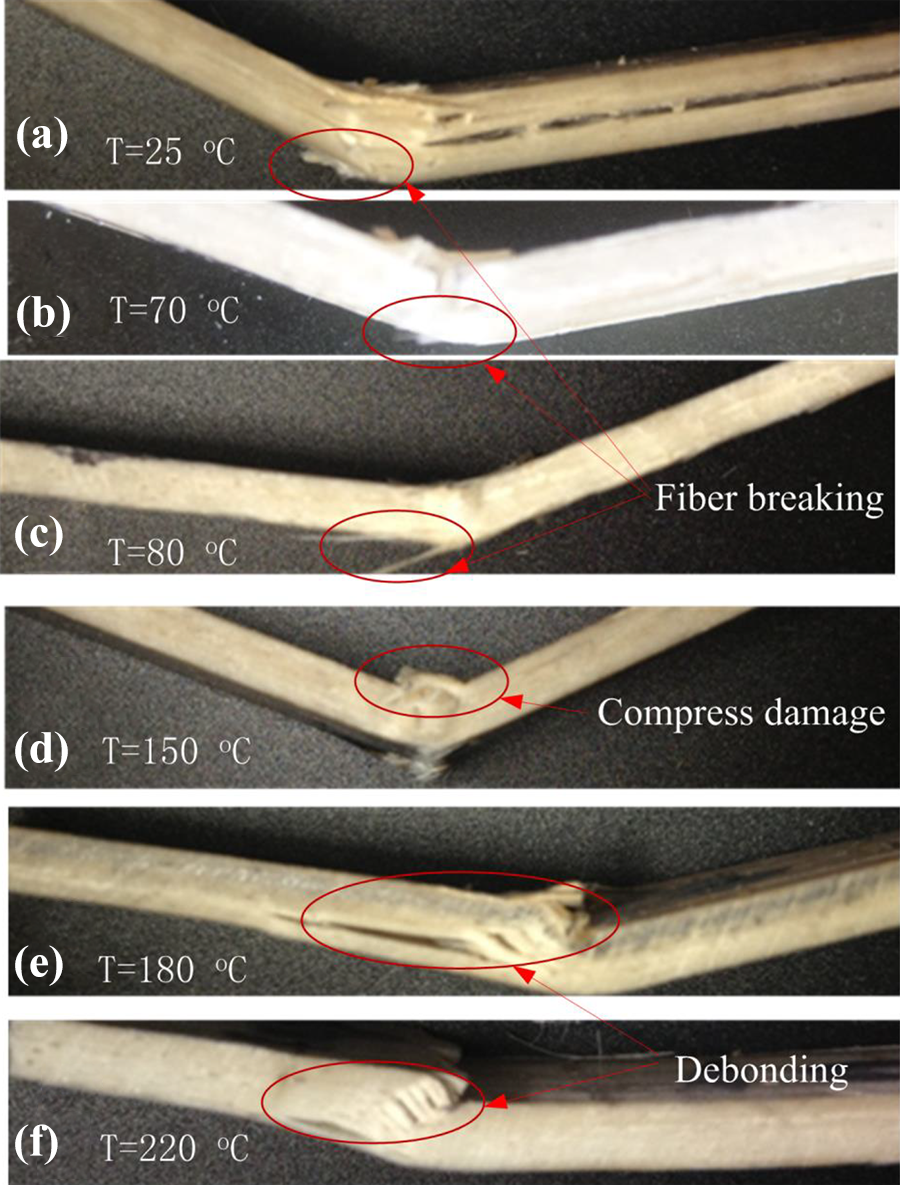
Photography of GF/pCBT laminates after flexural test at (a–c) 25°C, 70°C, and 80°C and (d–f) 150°C, 180°C, and 220°C.
Figure 12 shows the micromechanisms of fracture surface observed by SEM. It can be observed that the SEM micrographs display two possible failure modes: fiber pullout (Figure 12(a) to (c)) and fiber breaking (Figure 12(d) to (f)). In low temperature, as fiber pullout from the matrix, a large region of fiber separation existed on the fracture surfaces. This is due to that the stress caused by the differential thermal expansion coefficient between fiber and polymer could weaken the interfacial region of GF/pCBT composites. As a result, the matrix shows brittle failure, and fibers can be easily pulled out from the matrix (Figure 12(a) to (c)). While above Tg, the matrix is in the high-elastic state, and the interfacial adhesion strength between fiber and matrix improved. It results in the efficient transformation of the generated stress from the matrix to fibers, and then, the fibers will fracture along flat surfaces (Figure 12(d) to (f)). It deserves to mention that the flat fracture surfaces are postponed in nanocomposites. Actually, even though the temperature reaches 150°C, there is no obvious brittle fracture feature that can be found in Figure 13(c) and (f).
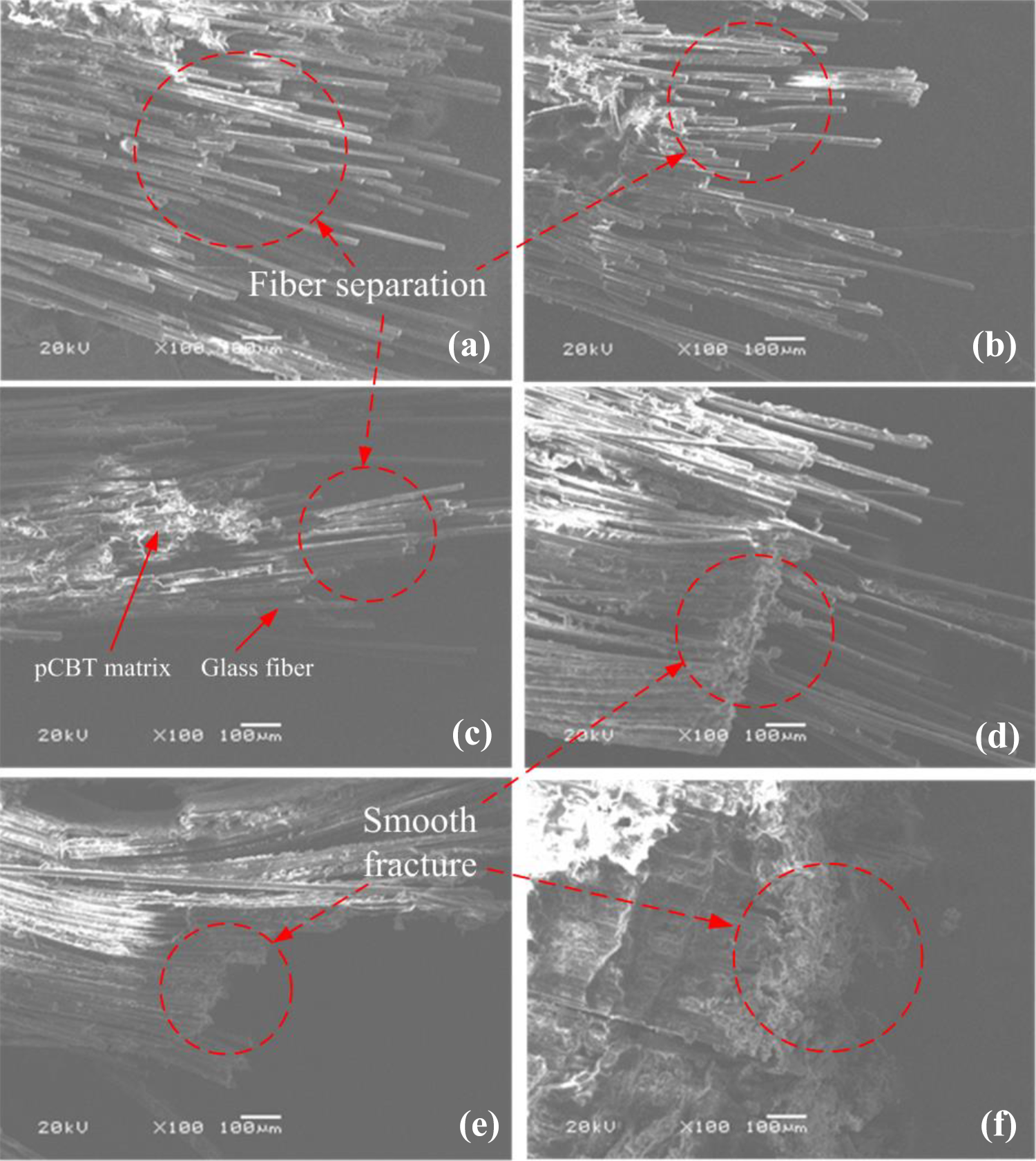
SEM micrographs of GF/pCBT laminates after mechanical tests at (a–c) 25°C, 70°C, 80°C and (d–f) 150°C, 180°C, 220°C.
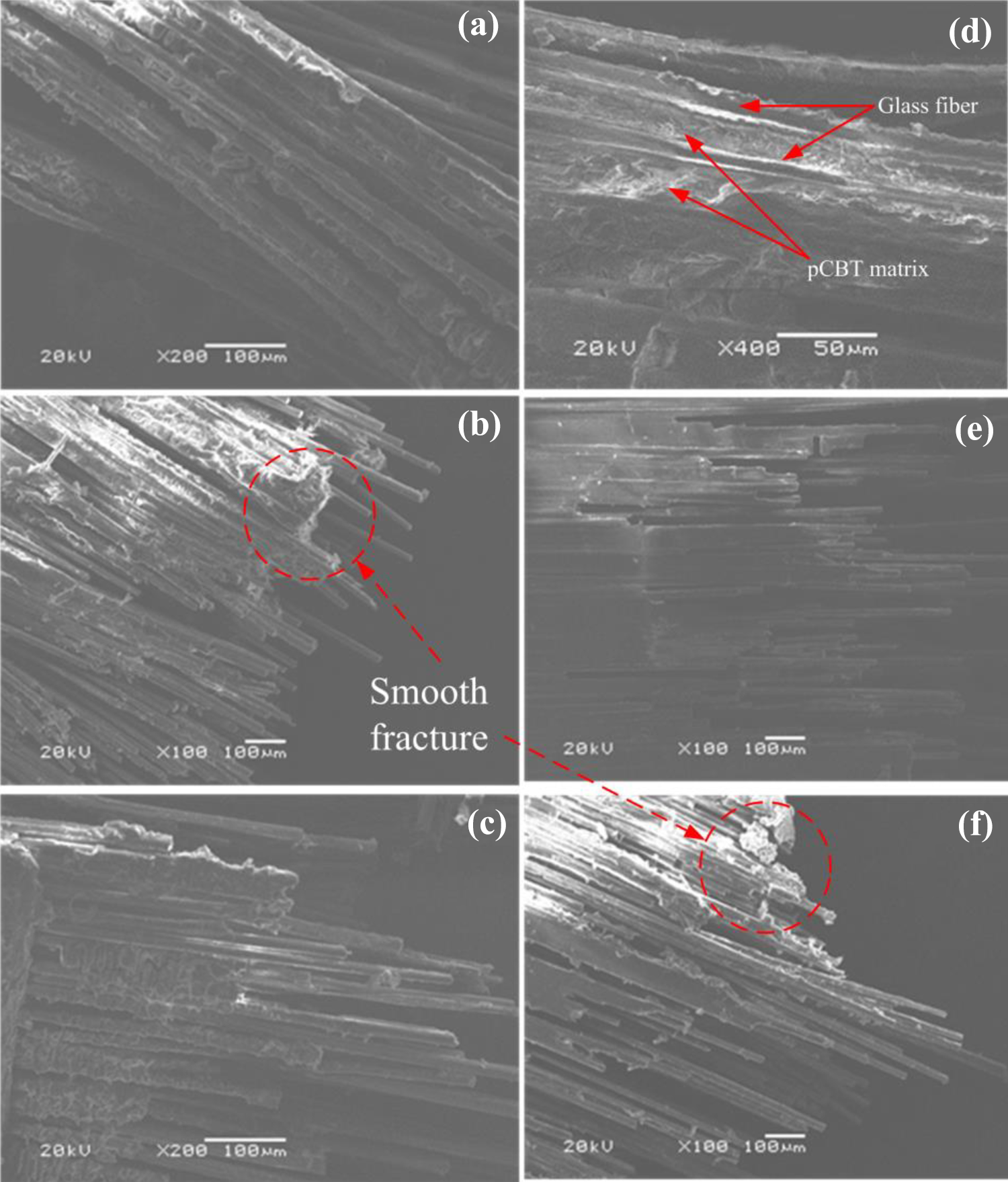
SEM micrographics of GF/pCBT/nanosilica composites after mechanical test at: (a–c) 25°C, 80°C, 150°C with 0.5 wt% nanosilica; (e–f) 25°C, 80°C, 150°C with 2 wt% nanosilica.
Conclusions
In this study, polymerized poly(butylene terephthalate)/glass and its nano-silica laminates were manufactured via VAMP process, and the influence of temperature on flexural properties of the two kinds of composites was investigated. From the experimental results, it can be concluded that: Compared with compression molding, vacuum used in VAMP could reduce the air bubble in the material. The obtained GF/pCBT composites have high mechanical properties but low interlaminar strength. Attribute to nanoparticles could reduce the Tg of the polymer matrix; nanocomposites show a faster decline in mechanical performance with increasing temperature than pure composites. Due to the ring-opening polymerization characteristic of CBT oligomer, nanosilica particles could combine well with pCBT macromolecules and then resulted in a significant enhancement in flexural strength in the temperature below 180°C. By adding nanofillers in GF/pCBT composites, the toughness of the material enhanced significantly both at room and elevated temperature, as verified by SEM observations.
Footnotes
Acknowledgments
The authors gratefully thank the Department of Mechanical Engineering, National University of Singapore (NUS), and China Scholarship Council (CSC) program. Particularly, Dr. FW appreciates the helpful discussion and technical assistance from Prof. Tong Earn Tay and Lab Assistant Low Chee Wah, Joe.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China [Nos. 11532013, 11702097, and 11972124].