
Abstract
Friction and wear tests were performed in this study between the Ti6Al4 V socket and ultrahigh molecular weight polyethylene (UHMWPE) ball on swinging friction tester to clarify the wear mechanism of Ti6Al4V/UHMWPE friction pair under different conditions, including dry condition, simulated body fluid (SBF), and fetal bovine serum (FBS). Results showed that there are many scratches in different depths on the edge of the Ti6Al4 V socket, which reveals the characteristic of swinging friction, and the wear severity of the scratches was the worst under dry friction. What is more, the wear mechanism models under different lubrication conditions have been established. The wear mechanism of Ti6Al4 V alloy is mainly a combination of abrasive and oxidation wear, whereas the wear mechanism of UHMWPE is a combination of adhesive and abrasive wear. Compared with the dry friction condition, the friction coefficient and wear rate decreased under SBF and FBS lubrication conditions, and the wear mechanisms presented primarily adhesive wear combined with minimal oxidation wear. Among the three conditions, the effects of reducing friction and improving lubrication showed the following tendency: FBS > SBF > dry condition.
Introduction
Increasing research attention has been paid to artificial vertebral joints with the rapid development and wide application of artificial hip and knee joints.1–5 Cervical spondylosis is a chronic disease that has brought great discomfort to sufferers until the development of anterior cervical decompression and bone-graft fusion by Robinson-Smith and Cloward. 6 However, cervical spinal fusion destroys the normal function of the cervical spinal segment, alters the biomechanics, and causes loading at adjacent levels. Steenbrugghe proposed the concept of artificial disc prosthesis (intervertebral disc prosthesis) replacement in 1956. 7 Artificial cervical disc replacement provides the opportunity to preserve motion after neural decompression while providing stability.
In recent years, clinical applications began to use disc prosthesis replacement surgery, which improves the corresponding joint motion and maintains vertebral joint mobility and stability while minimizing the recurrence of symptoms after surgery. Bryan 8 reported the results of 97 cases of cervical joint disease patients, 49 of which have been followed up for 12 months. The therapeutic effect was excellent in 70%, good in 4%, fair in 13%, and poor in 13% at 12 months postoperatively. Pham et al. 9 show that cervical total disc replacement usually results from wear debris, immune response, osteolysis, and adverse events. As shown by Lehman et al. 10 the primary source of artificial joint implant degradation and the subsequent tissue, and systemic reaction to the debris are important factors in limiting longevity of the prosthesis. Robert et al. 11 and Cavanaugh et al. 12 show that cervical disc implants consistently produced polymeric and metallic debris, which were typically accompanied by inflammation, even possibly leading to pseudotumor. Although many researchers have done some research on the materials of implants, for example, Xiong 13 studied the ultrahigh molecular weight polyethylene (UHMWPE)/Al2O3 friction and wear characteristics under different lubrication conditions and discovered that the highest wear rate of UHMWPE is observed under dry sliding, whereas the lowest one is recorded under plasma lubrication. Gao 14 found that the friction coefficient of the Ti6Al4 V alloys with a graded titanium oxide–titanium nitride film decreased by 33% under serum lubrication, and the wear resistance of UHMWPE increased by about 23 times against the ion implanted. Anderson et al. 15 researched the wear properties of the Bryan cervical disc prosthesis. Jongh et al. 16 created the predictive modeling of cervical disc implant wear. Zhang et al. 17 highlighted that the biomechanical evaluation of a new titanium alloy artificial lumbar intervertebral disc and the results of biomechanical tests demonstrate that the new artificial lumbar intervertebral disc has the characteristics of lower compressive stiffness, higher fatigue strength, and better fit for the human body. Some reports have discussed the friction and wear of artificial intervertebral disc materials and tried to prolong the service life of material implants, but these research focus mainly on the impact of contact stress, material types, prosthesis size, and so on, on their service life.18–21 Few studies have been carried out on the influence of lubricants on debris generation and wear mechanism.
Therefore, in this article, the commonly used cervical disc implant material titanium alloys with good mechanical, biocompatibility properties, high strength, and fatigue strength, 22 and UHMWPE, which has unmatched impact resistance, wear resistance, self-lubrication, chemical resistance, and biocompatibility, 23 was used as friction pairs to carry out the friction and wear experiments on the swing friction tester to explore the effects of different lubricants on the friction and wear of materials, and the relevant models were established to explore the friction and wear mechanism under different lubricants.
Experiment
Materials
In this study, Ti6Al4V/UHMWPE friction pair was used as the test materials. Figure 1(a) shows the vertical size and form of the sample in contact swinging reciprocating abrasion test, with the dimensions labeled in millimeter. The processing was completed after the sample, as shown in Figure 1(b). UHMWPE ball specimens were shaped to have diameters of 22 mm and lengths of 13 mm. The bearing surface of the UHMWPE ball was ground and polished to an average roughness Ra = 1.5 μm. The main physical properties are shown in Table 1. The Ti6Al4 V alloy specimens were machined into Φ30 × 5 mm2 socket. The sample selection under medical titanium Ti6Al4 V (in line with the national standard GB/T 13810-2007), the surface of the mirror, the surface roughness Ra 0.03–0.04 μm, and its main chemical composition are presented in Table 2, and the mechanical properties are shown in Table 3. Before the test, the samples were placed in a drying oven at 60°C for 24 h on standby after washing with ethanol.
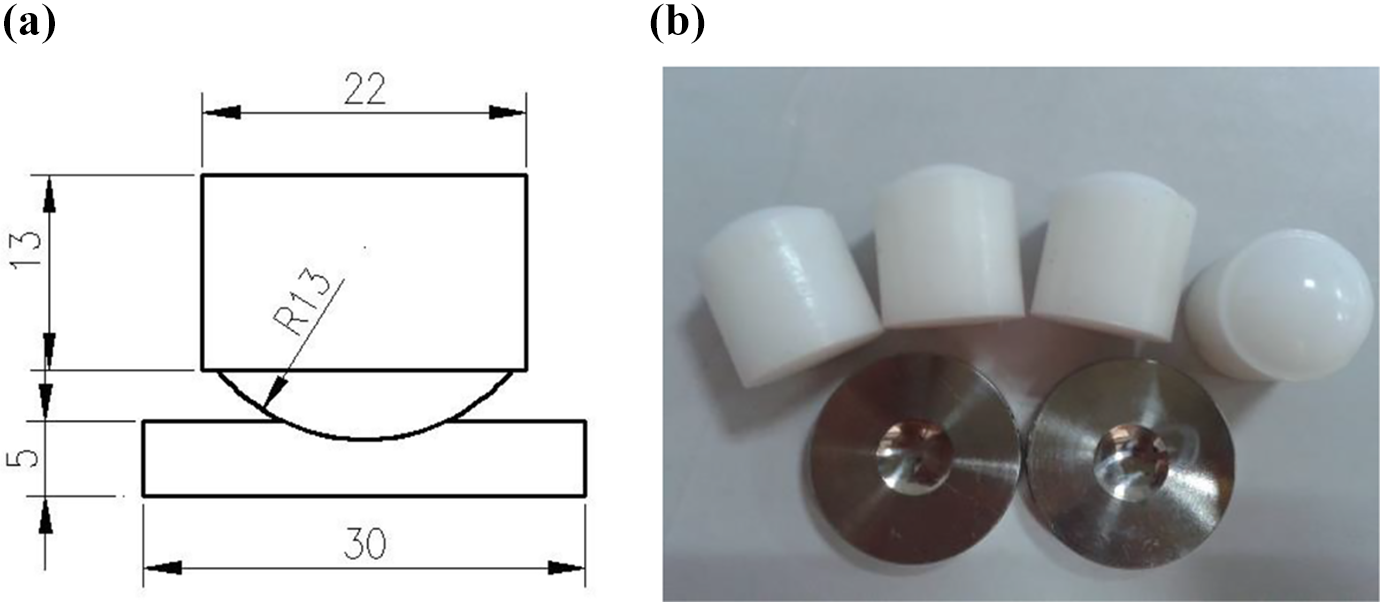
The samples of Ti6Al4 V and UHMWPE. (a) Schematic of sample size and contact form and (b) sample shape.
The main physical properties of UHMWPE.
UHMWPE: ultrahigh molecular weight polyethylene.
Chemical composition of Ti6Al4 V (%).

Mechanical properties at room temperature of Ti6Al4 V alloy.

Methods
The swinging wear tests under different lubricant conditions, including dry friction, simulated body fluid (SBF), and fetal bovine serum (FBS), studied in a refitted multifunctional tester. 24 The tribometer schematic is shown in Figure 2. The contact load was 100 N, the swinging angle was ±5°, the swinging frequency was 1 Hz in the wear testing, and the test duration for each specimen was 180 min. The wear rate of UHMWPE was determined by the weight loss of the ball specimen using the BP211D electronic analytical balance with an accuracy of 0.01 mg. The roughness of friction pair surface was measured by JB-4C precision roughness tester (Tai Ming optical instrument Co., Ltd., China). The wear traces on the ball and socket specimens were examined by VW-9000 high-speed digital fiber system (Keyence, Japan) and scanning electron microscopy (SEM).
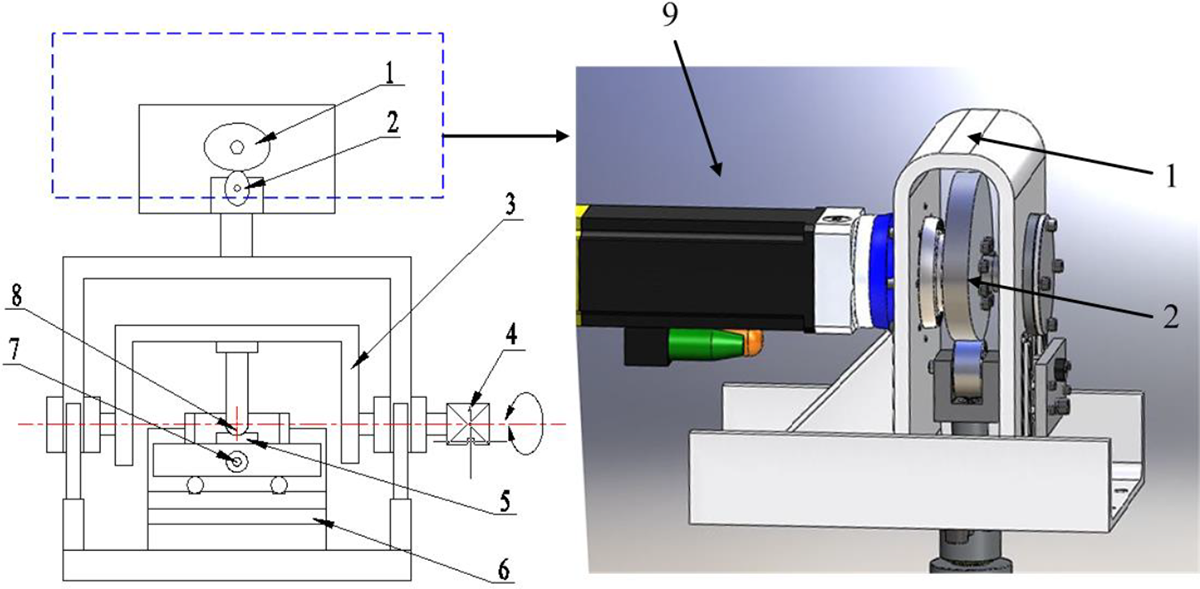
Schematic diagram of swinging friction tester. 24 1, Big cam; 2, small cam; 3, swinging arm; 4. electric motor; 5, Ti6Al4V alloy socket; 6, force sensor; 7, force sensor; 8, UHMWPE ball; 9, electric motor.
Results and discussion
Friction coefficient
The coefficient of friction variation versus swinging cycles in dry friction environment, SBF, and FBS media is shown in Figure 3. The curve rose rapidly under the dry friction condition and reached a peak of 0.179, and then declined to 0.153. The asperities between the friction surfaces formed microbulge adhesion points after contact. Asperities collided with each other when relative motion occurs, friction resistance increased, and friction coefficient increased rapidly. The convex of the UHMWPE surface was deformed or cut out after reaching the peak because of lower hardness. The contact area gradually increased with the wear down of the microconvex body, adhesion resistance was reduced, and the friction coefficient decreased obviously. The friction coefficient was reduced to a minimum value through the running-in stage. The friction coefficient increased significantly at around 3200 s, reached and hovered around 0.165, and entered a phase of stable wear. In the SBF and FBS lubrication condition, the friction coefficient curve reflected a similar trend under the dry friction condition, but the lubricating medium prolonged the running-in period and entered the stable wear stage after around 4000 s.
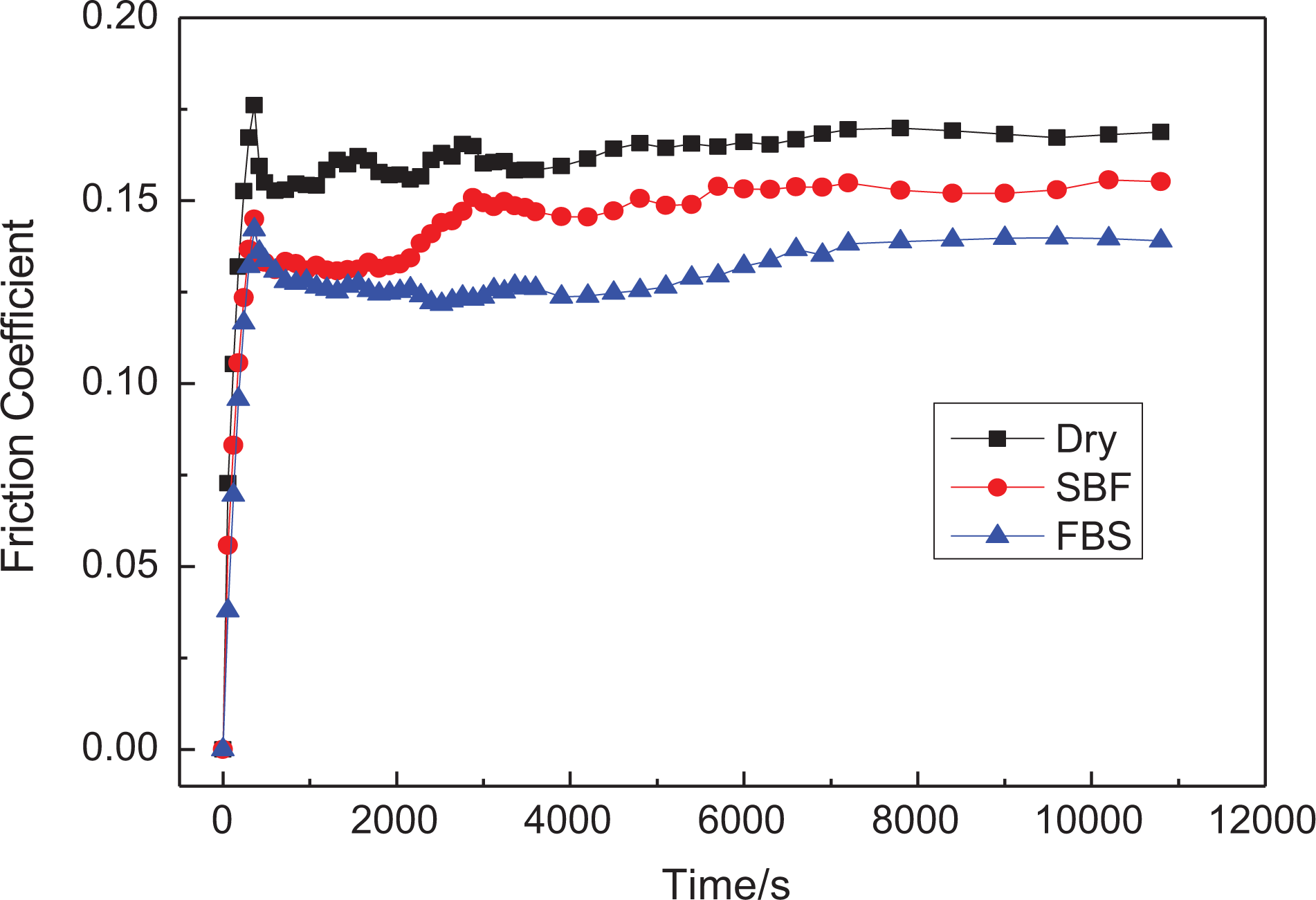
The friction coefficients under different conditions.
Figure 3 shows that the Ti6Al4V/UHMWPE friction pair entered the stable wear stage under lubrication conditions of dry, SBF, and FBS, and the friction coefficients were 0.165, 0.151, and 0.128, respectively, which shows an obviously decreasing trend. In the SBF lubrication condition, the chemical reaction film that was formed by the reaction of active anion and reactive metal of the sample surface has some antifriction effects. Therefore, the friction coefficient and the degree of volatility were lower than that of dry friction. In the FBS lubrication condition, proteins and other substances contained in the serum solution formed a sediment layer on the worn surface, which reduced the furrow action of asperity on the friction surface, diminished the surface adhesion and isolation of friction surface on a certain extent, and reduced the wear degree.
Therefore, corrosive media are good for reducing the friction coefficient, that is, better lubricating action is exhibited. In addition, the acid solution exhibited the lowest friction coefficient almost throughout the entire fretting process. The initial stage of friction coefficient curves was also shortened in corrosive solutions compared with dry friction because ions in the solution had strong corrosive effects, which accelerate the destruction of the surface film.
Wear morphology
Figure 4 shows the optical morphology of the Ti6Al4 V worn surface. Figure 4(a) to (c) shows the morphology of the edge of the grinding trace; Figure 4(d) to (f) shows the morphology of the grinding center. Figure 4(a) to (c) shows that the wear scar had the largest number, biggest width, and the greatest density under dry friction conditions; the smallest width and lowest density under FBS lubrication condition; and was between the dry friction conditions and FBS under the SBF lubrication condition. Figure 4(d) to (f) shows that the wear scar of the grinding center was relatively minor compared with the Ti6Al4 V socket edge. A few obvious scratch marks were found in the grinding center, while no obvious scratches were observed under SBF and FBS lubrication conditions.
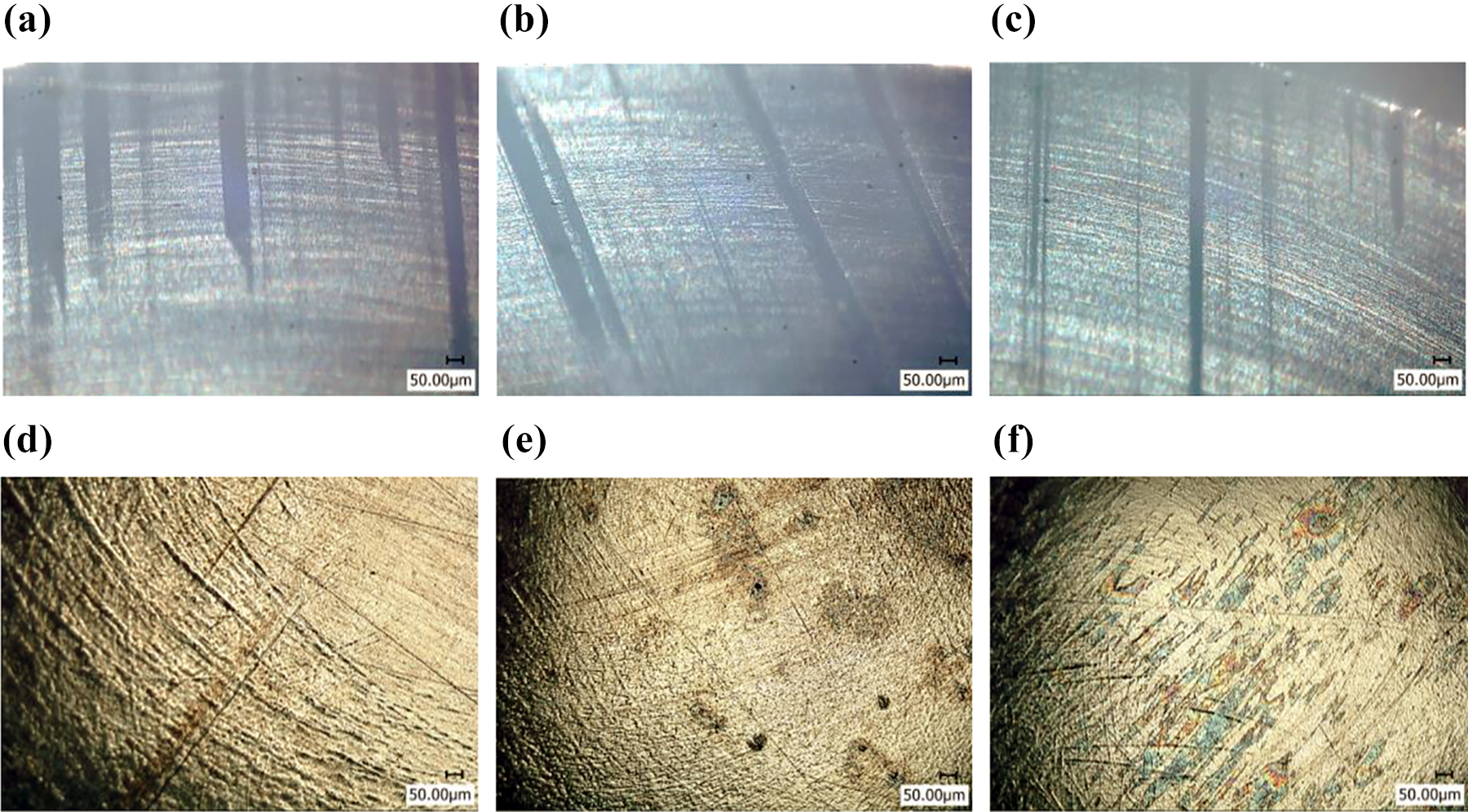
Optical morphologies of worn Ti6Al4 V specimen under different conditions: (a) in air (edge), (b) in SBF (edge), (c) in FBS (edge), (d) in air (center), (e) in SBF (center), and (f) in FBS (center).
Figure 5 shows the grinding surface by the SEM of the Ti6Al4 V socket. Figure 5(a) to (c) shows microstructure at a low magnification (100×), and Figure 5(d) to (f) shows SEM at a high magnification (1000×). Figure 5(a) and (d) shows that several furrows were present on the wear surface in the same direction and at different depths under the dry friction condition. The friction pair produced a large amount of friction heat on the contact surface through reciprocating motion. Consequently, the Ti6Al4 V alloy and oxygen in the air reacted readily and produced TiO2 film. The TiO2 film with poor toughness had a weak adhesion to substrate. Thus, the film fell off easily and formed debris under the alternating contact stress; most of the debris was squeezed to the edge of the ball socket and formed the typical abrasive wear.
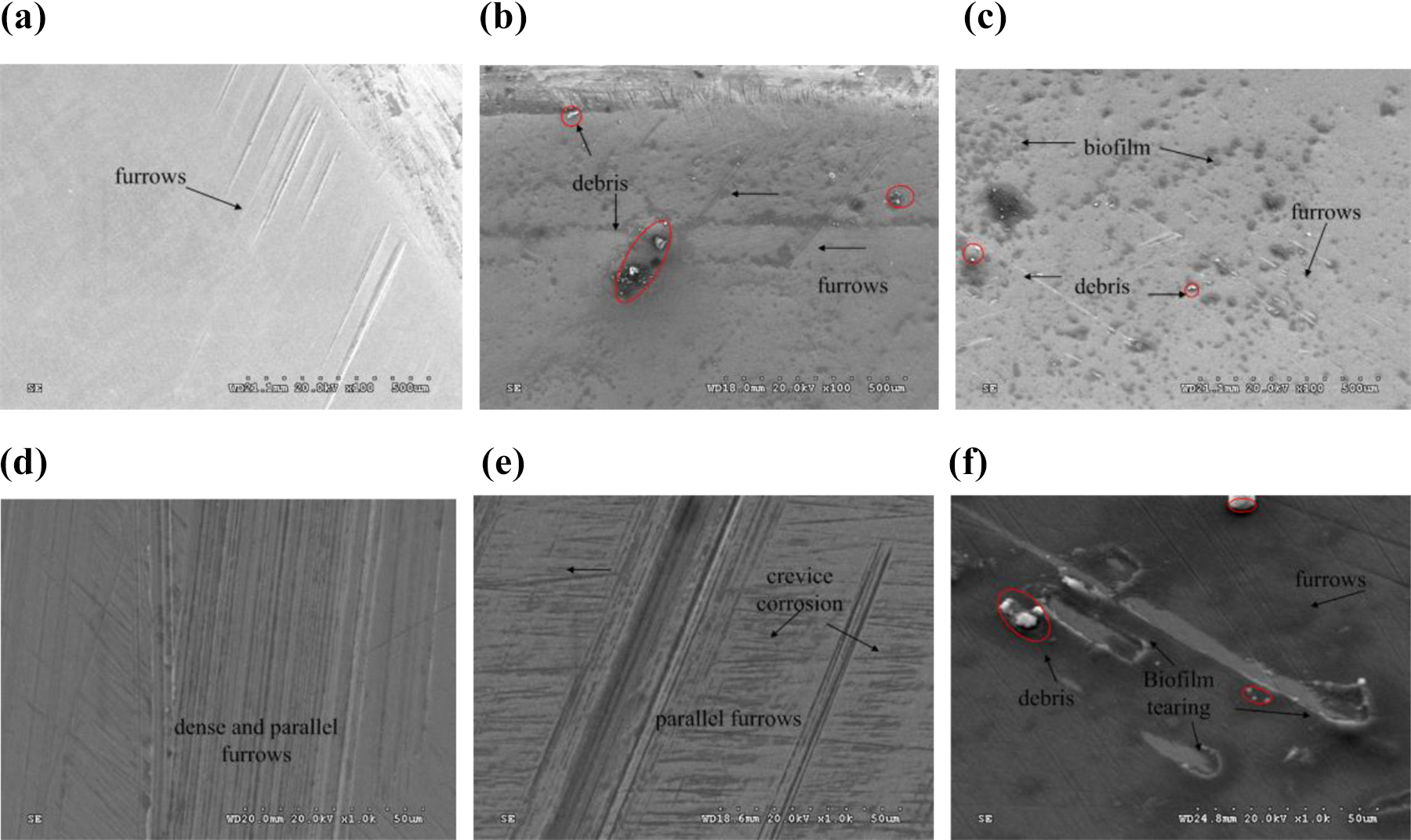
SEM morphologies of worn Ti6Al4 V specimen under different conditions: (a) in air (×100), (b) in SBF (×100), (c) in FBS (×100), (d) in air (×1000), (e) in SBF (×1000), and (f) in FBS (×1000).
Figure 5(b) and (e) shows that only a small amount of debris was present under the SBF lubrication environment, and no falling particles were present in the wear scar center because of the “cleaning” function of the fluid medium. Thus, the worn surface was smooth. The worn surface presented a rugged topography caused by adhesion, elastic-plastic deformation, and corrosion, and plate-like particle detachment by the delamination mechanism can be observed. Cl− ion caused crevice corrosion on the titanium alloy and destroyed the organization integrity of the surface of the sample, which made the material surface porous, weakened the bonding force, caused debris to fall off from the samples easily upon particle impact, and caused irregularly distributed pit etching with a smaller diameter. Figure 5(c) and (f) shows that under FBS lubrication, the wear scar surface was smoother, and proteins and other substances contained in the serum solution formed a sediment layer on the worn surface and its defects, which reduced the furrow action of asperity on the friction surface, diminished surface adhesion, isolated the friction surface to a certain extent, alleviated the peeling off of Ti6Al4 V oxide coating, reduced the abrasive wear by the abatement of hard oxide particles, and eliminated friction heat by water-based cattle serum. Moreover, the oxide wear of the titanium surface was significantly reduced.
Figure 6 shows the SEM morphology of the UHMWPE wear surface. Figure 6(a) to (c) was shot at a low magnification (100×), and Figure 6(d) to (f) was shot at a high magnification (1000×). Figure 6(a) and (d) shows that the worn surface of UHMWPE under dry friction conditions had deep furrows with small-stepped structures and obvious plastic deformation dimples, accompanied by signs of adhesive mainly because the microbulge of the polymer surface formed point contact with the titanium nest. Stress was high near the contact point, and the hardness and shear strength of UHMWPE were much lower than that of the titanium. Thus, UHMWPE was prone to injury and plastic deformation, and adhesion occurred.
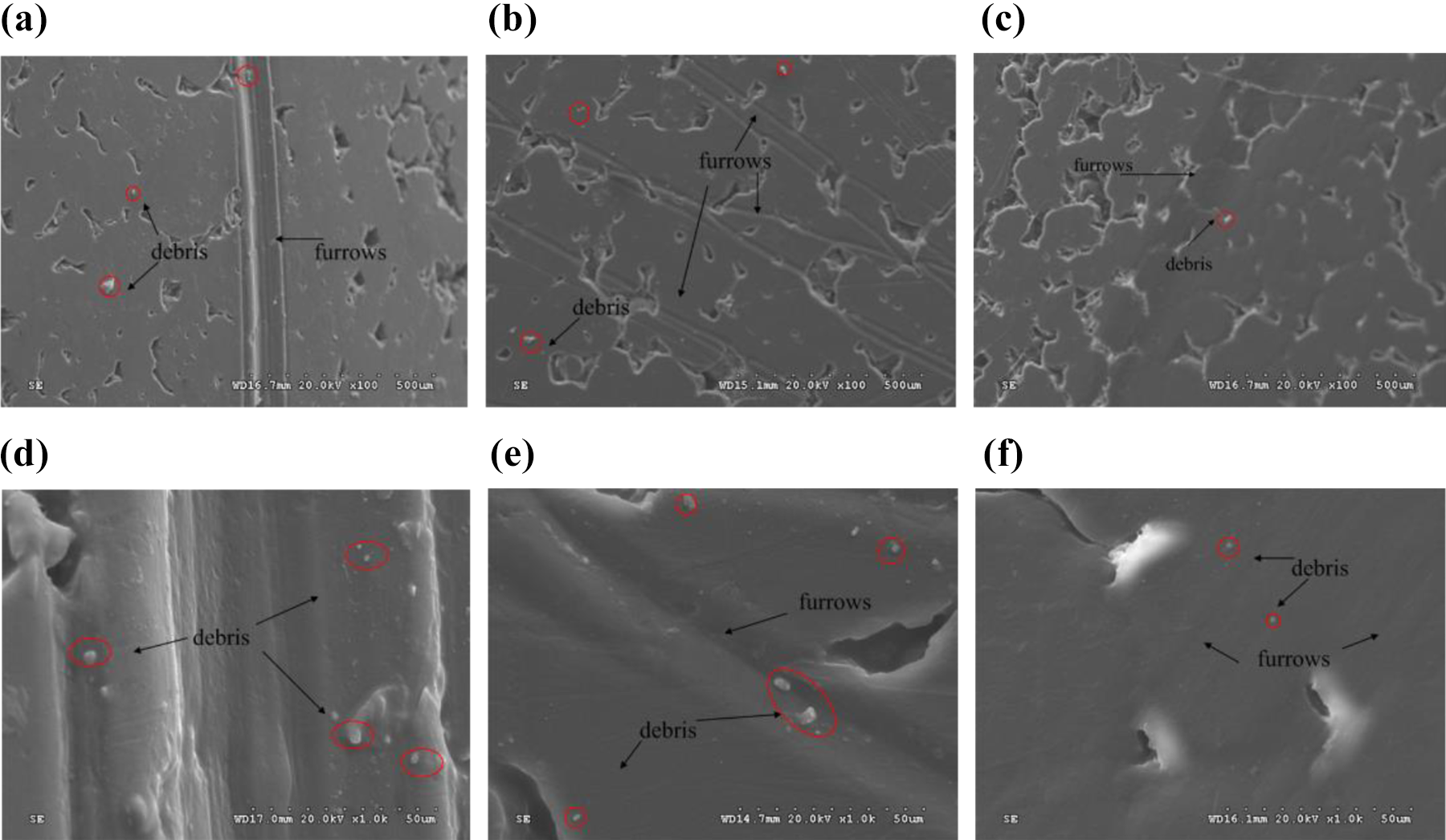
SEM morphologies of worn UHMWPE specimen under different conditions: (a) in air (×100), (b) in SBF (×100), (c) in FBS (×100), (d) in air (×1000), (e) in SBF (×1000), and (f) in FBS (×1000).
Roughness
Figure 7 shows that the surface roughness of the UHMWPE ball and Ti6Al4 V socket surfaces increased under the three different lubrications after wear. Roughness increased most significantly under the dry friction condition. The roughness of UHMWPE ball increased by 0.588 μm, and which of Ti6Al4 V socket increased by 0.011μm. In SBF and FBS lubrications, the change of the surface roughness was minimal, the UHMWPE ball increased by 0.311 μm, and Ti6Al4 V socket increased by 0.001 μm. The roughness of the UHMWPE ball was larger than that of the Ti6Al4 V socket at the initial stages of wear. However, the hardness and wear resistance of UHMWPE ball were smaller. The UHMWPE ball surface’s wear intensified as the program progressed and surface roughness increased gradually, which increased the engagement between the friction pairs, while the Ti6Al4 V ball began to generate a small amount of debris because of wear.
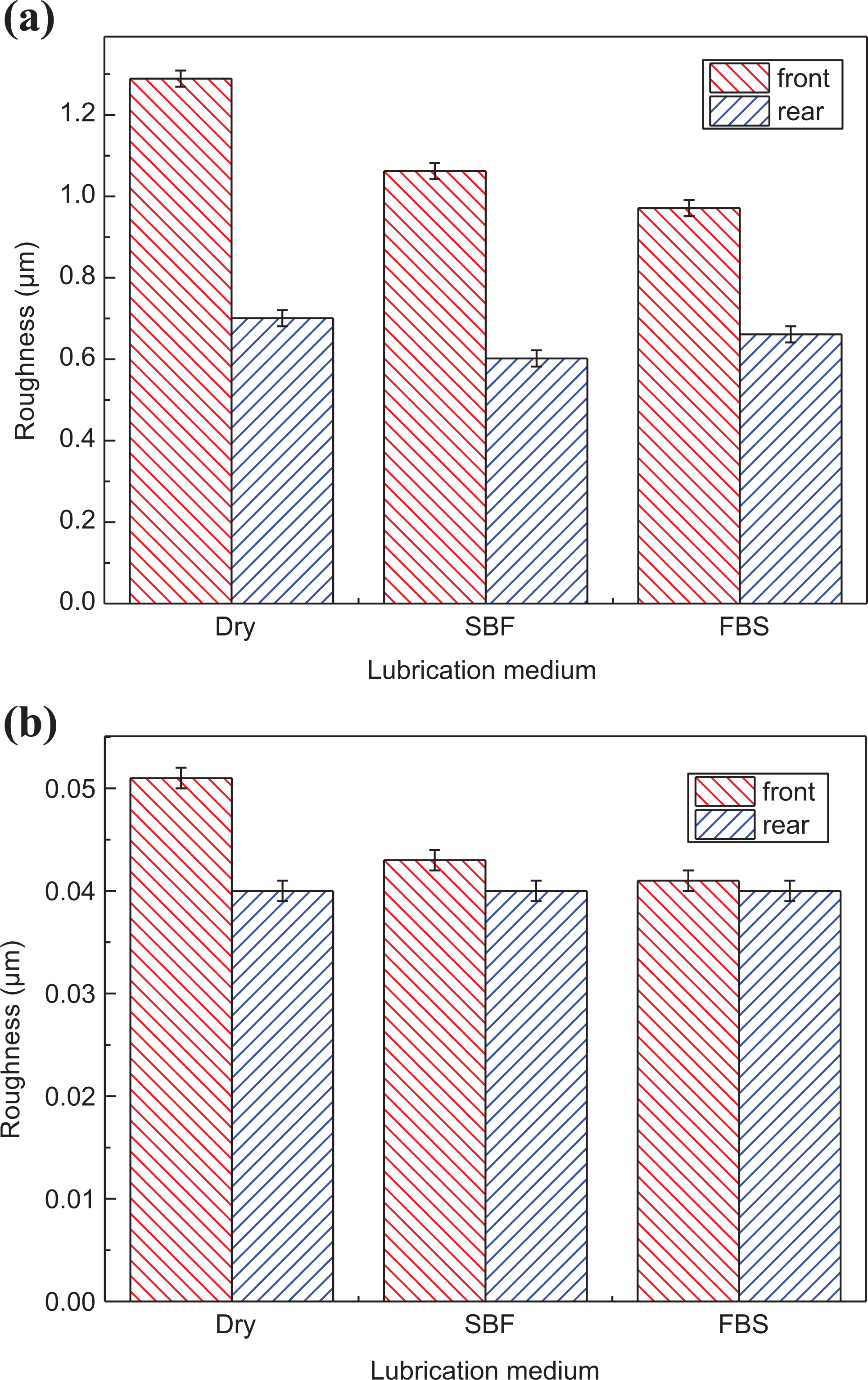
The roughness of friction surface under different conditions: (a) roughness of UHMWPE and (b) roughness of Ti6Al4V.
The hardness of the Ti6Al4 V chip was higher than that of the UHMWPE grinding chip, thereby acting as an abrasive in the wear process and increasing the abrasive wear further. Wear was reduced under lubrication conditions, and the effect of FBS lubrication was more obvious compared with that under dry friction condition. Most debris was continuously drained away from the friction surface with relative motion, and the abrasive’s plough wear on the contact surface reduced since the flushing action of the liquids.
Wear loss
The wear loss of UHMWPE under different conditions was shown in Figure 8. The wear loss of UHMWPE under dry friction condition was larger than that in the lubrication medium. Compared with the wear loss under dry friction, the decline rate under the SBF lubrication medium was 13% and 46% in the FBS lubrication medium. Under dry friction, titanium oxide film (TiO2 film) formed easily on the Ti6Al4 V surface. If the TiO2 film is brittle and will fall off readily under the contact stress, then the bare surface will automatically generate a new oxide film that will result in oxidation wear. 25 The heat produced by the friction process between the friction pair reduced the shear strength of the exterior Ti6Al4 V alloy, which caused the peeling of the exterior metal. The peeled TiO2 wear debris cannot be discharged in time under sliding, and the grinding effect gave rise to serious abrasive wear. Thus, the wear mechanism of UHMWPE in the dry friction condition was abrasive wear, the wear mechanisms of titanium alloy were a combination of oxidation and abrasive wear, and wear rate achieved the maximum. The wear loss is lower under lubricated conditions than under dry friction, because of the lubrication of aqueous medium, and the lubricating fluid also had a thermolytic and oxygen isolation effect, thereby reducing the rate of oxidation and abrasive wear.
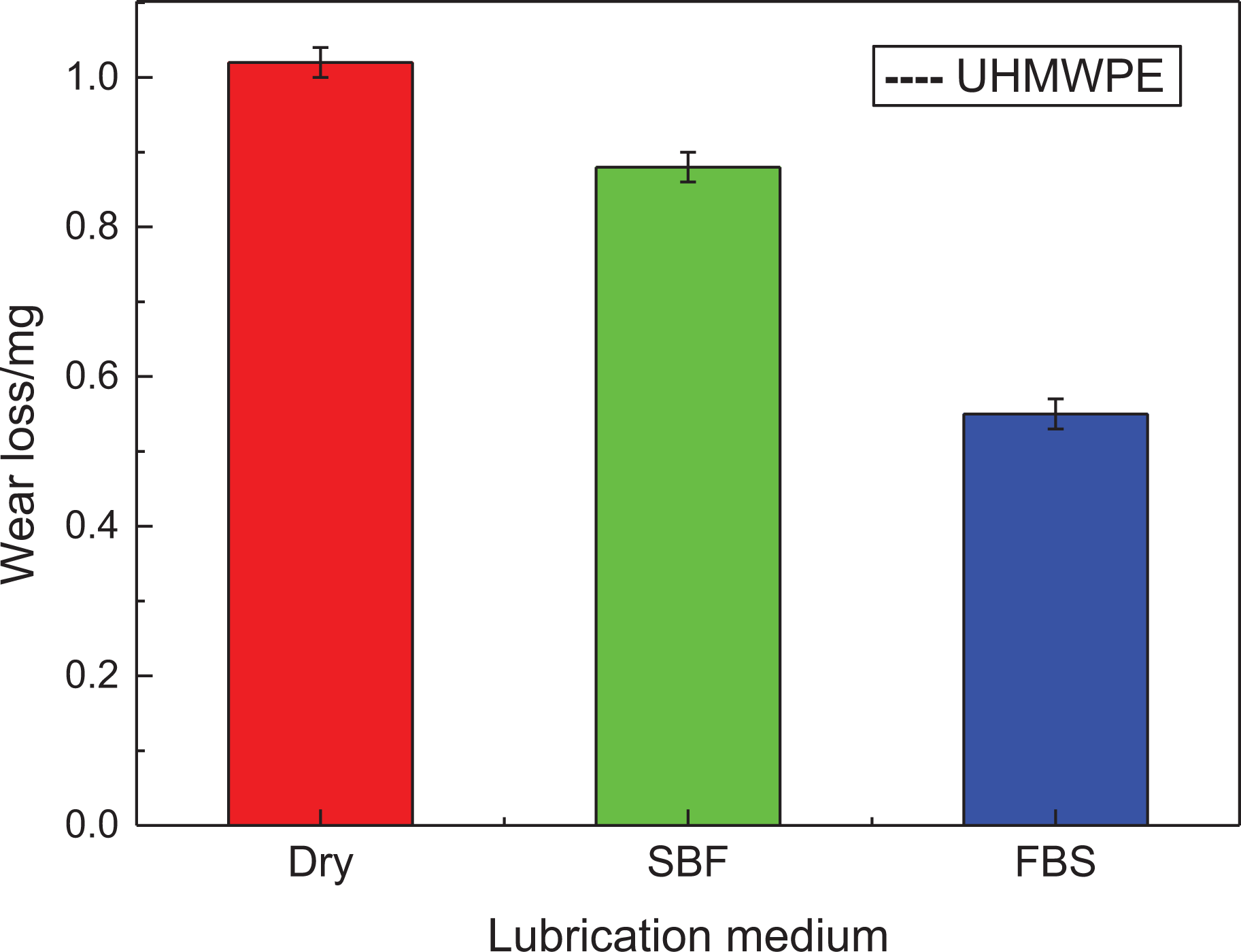
Wear loss of UHMWPE under different conditions.
The corrosion resistance of titanium alloy was excellent because of the layer of dense oxidation film on the surface. Wear damaged the protective layer that formed during the interaction of wear and corrosion. Oxide layer cannot be reformed easily, active metal was constantly exposed, and corrosion reactions occurred constantly because of low oxygen content in the lubricating fluid, which indicates that wear accelerated the corrosion reaction. 26 If corrosion products cannot significantly alter the tribological behavior, wear is accelerated due to corrosion. 27 SBF is rich in Cl−, which is sensitive to crevice corrosion. Therefore, Cl− corrosion of titanium was an important factor in SBF. It destroyed the organization integrity of the sample’s surface layer, which made the material surface porous and loose, and the bonding force declined, which caused the layer to fall off easily from the samples upon particle impact. Thus, the surface finish was reduced and the asperity of UHMWPE increased, which exacerbated the wear. In summary, the titanium alloy oxidation wear and abrasive wear are very severe, antiwear performance is poor, UHMWPE wear is more serious, abrasive wear is more critical, and appropriate lubricating liquid can reduce wear when the UHMWPE ball reciprocal is swinging from a titanium alloy socket.
Wear mechanism
Figure 9 shows the wear process of Ti6Al4V/UHMWPE friction pairs under dry friction conditions. Reciprocating oscillation generates a lot of friction heat on the contact surface. Ti ion in Ti6Al4 V alloy reacts easily with oxygen in air to form titanium dioxide film, as shown in Figure 9(b). However, due to the poor toughness of titanium dioxide film and the weak adhesion to the matrix, the film is easy to fall off under the action of alternating contact stress. 28 At the same time, the bare surface of the substrate will automatically generate new titanium dioxide film, leading to oxidation wear. The debris formed by film peeling cannot be eliminated in time, forming a typical abrasive wear, which will cause deep furrows on the surface of Ti6Al4 V and UHMWPE, as shown in Figure 9(c). Therefore, the wear mechanism of UHMWPE under dry friction condition is abrasive wear. The wear mechanism of titanium alloy is the combination of oxidation wear and abrasive wear, and the wear rate reaches the maximum.
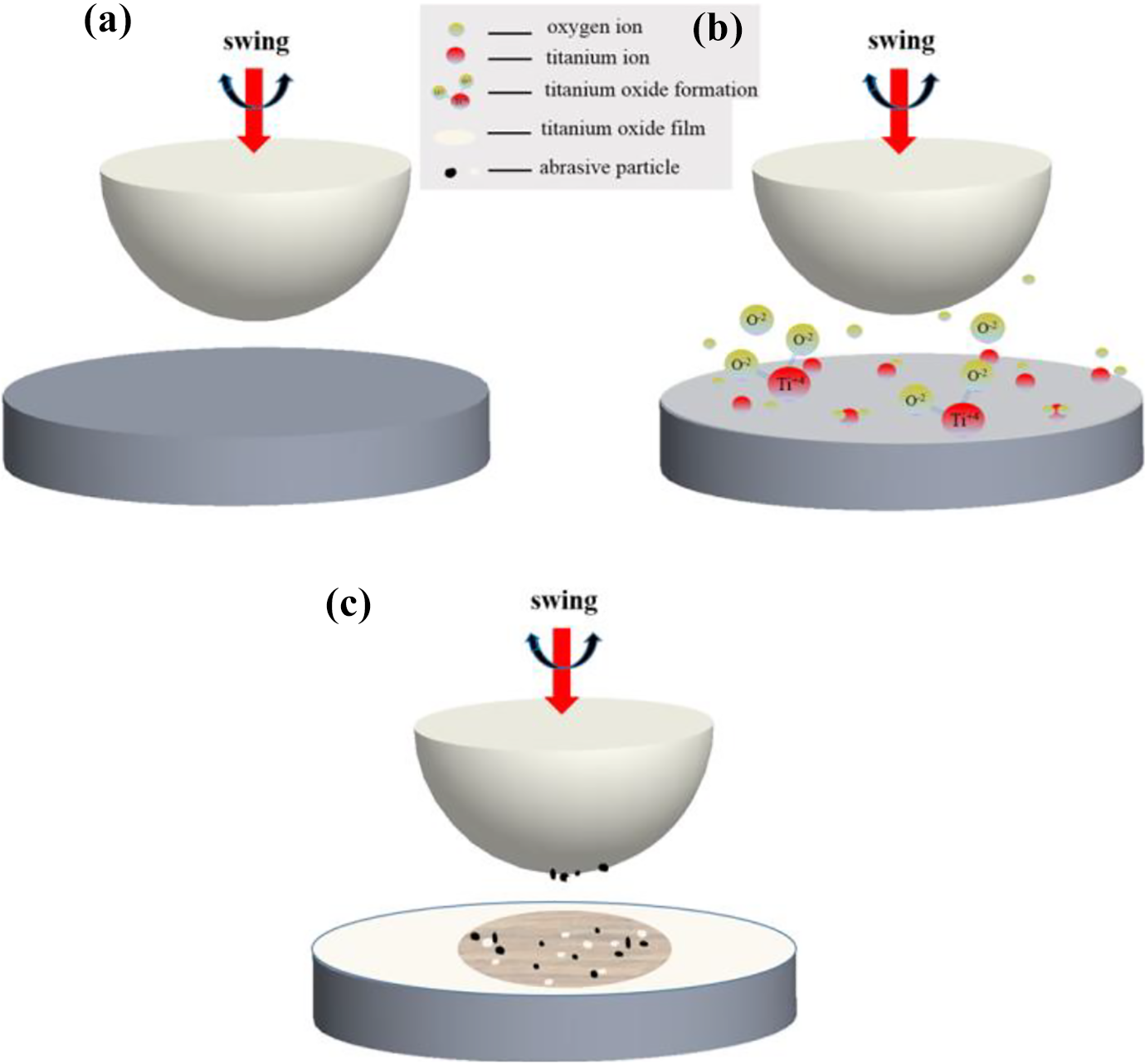
Wear mechanism of Ti6Al4V/UHMWPE under dry friction.
Figure 10 shows the wear process of Ti6Al4V/UHMWPE friction pairs in SBF lubricant. SBF lubricating medium is rich in chloride ions, which is sensitive to crevice corrosion. 29 In addition, the geometric conditions of crevice corrosion are available in the swing friction model. Therefore, the Cl− corrosion of titanium is an important factor of material wear in SBF. As shown in Figure 10(b), oxygen ion concentration is low in the gap of contact area, but rich in oxygen outside the gap, forming an oxygen concentration cell. Metals in active state gradually dissolve, making the metal ions increase in the gap. To maintain charge balance, chloride ions in solution migrate in the gap, metal ions continue to decompose and corrosion intensifies. With the development of friction, the structural integrity of the sample surface layer is destroyed, which makes the material surface porous and loose, and the bonding force decreases. Under the action of alternating contact stress, wear debris is easy to form. The spalling abrasive particles are mainly distributed at the edge of the contact area under the impact of fluid, and the wear of the edge part of the contact area is serious, as shown in Figure 10(c). Therefore, the wear mechanism of UHMWPE in SBF lubricant is mainly abrasive wear, while the wear mechanism of titanium alloy is mainly the combination of corrosion wear and abrasive wear.
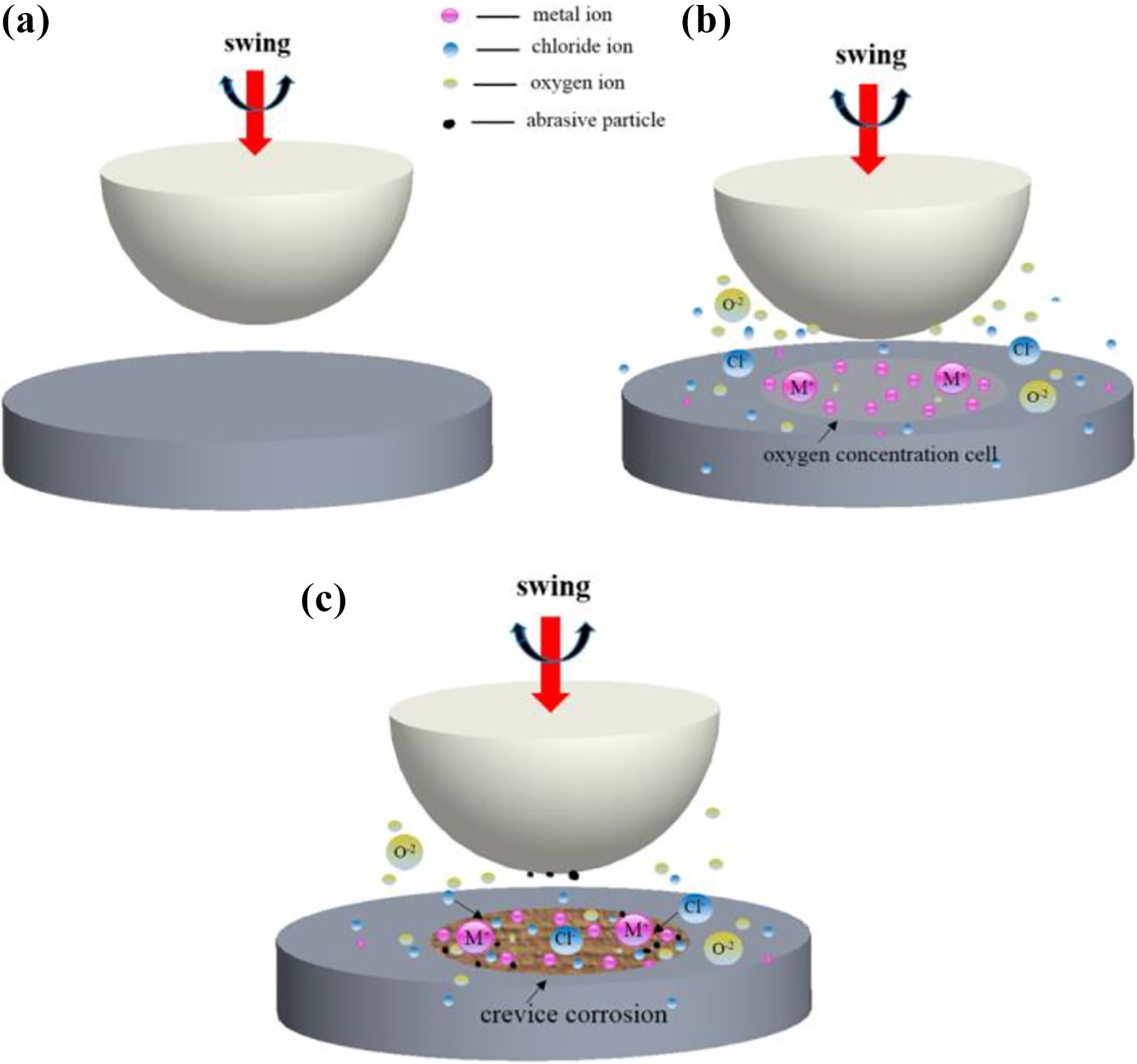
Wear mechanism of Ti6Al4V/UHMWPE in SBF lubricant.
Figure 11 shows the wear process of Ti6Al4V/UHMWPE friction pair in FBS lubricant. As shown in Figure 11(a), Ti6Al4 V releases metal ions, which can combine with proteins in FBS lubricant, during reciprocating friction, then proteins denature and are adsorbed to the friction interface to form a protein biofilm, 30 which can reduce the roughness of the worn surface and has a certain repairing effect on the surface grooves. Meanwhile, with the fluid flow, the friction debris is mostly washed off the edge of the ball seat, and the edge of the contact area is worse than that of the central area, as shown in Figure 11(c).
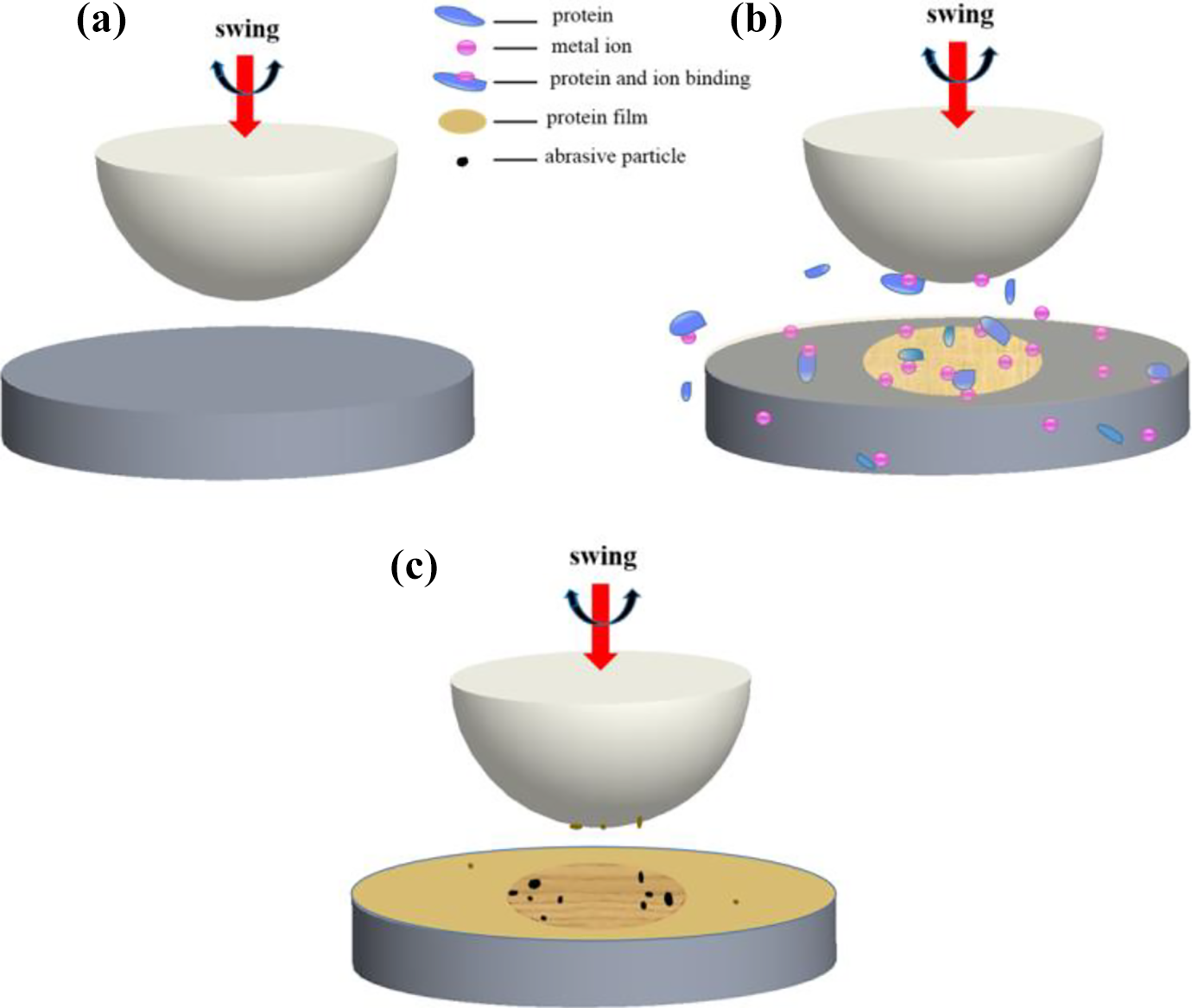
Wear mechanism of Ti6Al4V/UHMWPE in SBF lubricant.
Conclusion
The tribological behavior of Ti6Al4V/UHMWPE friction pair samples was investigated under different conditions. Friction coefficient was high and fluctuated strongly under dry friction condition, was low under SBF and FBS, and played an important role in lubrication. The wear loss of UHMWPE was significant under dry friction condition, less in SBF, and the least in FBS. There are many scratches of different depths on the edge of the Ti6Al4 V socket, which reveals the characteristic of sliding friction. The wear scars of the Ti6Al4 V socket were the largest in number and had the biggest width based on the direction of swing movement under dry friction conditions, while the wear scars were tall, slender, and fewer under SBF. The widths and number were minimal under FBS. The wear mechanisms of Ti6Al4 V were mainly abrasive and oxidation wear under dry friction condition and mainly adhesive and abrasive wear for UHMWPE. FBS had the most obvious lubrication effect. The most common wear form of friction pairs was adhesive wear.
Footnotes
Author contributions
XZ and KC contributed to this manuscript.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research is supported by National Natural Science Foundation of China (grant nos 51705517 and 51875564), Natural Science Foundation of Jiangsu Province (grant no. BK20160257), China Postdoctoral Science Foundation (grant no. 2018M630622), and a project funded by the Priority Academic Program Development of Jiangsu Higher Education Institutions (PAPD).