
Abstract
Magnetorheological elastomer (MRE) that consists of matrix materials and magnetic particles is a kind of smart material, whose mechanical properties were controllable under external magnetic field. In this work, natural rubber (NR)/polybutadiene rubber (BR) hybrid matrix-based MRE was prepared. The compatibility of NR and BR was studied by experiment and molecular dynamic (MD) simulation. The hybrid matrix was prepared using the physical mixing method. The characterization results showed that BR had excellent compatibility with NR. The measurement result using rheometer showed that the MR effect can be increased to 44.19% by the addition of BR. Dynamic mechanical analysis showed that the hybrid matrix formed a homogeneous system when the ratio of BR and NR is 1:9 and 3:7. The MD simulation showed that the BR and NR are compatible and the cohesive energy density of hybrid matrix was smaller than BR and NR. The cohesive energy density of hybrid matrix was increased with the increase of BR.
Keywords
Introduction
Magnetorheological elastomer (MRE) is a kind of smart material, which mainly consists of matrix materials and magnetic particles. The mechanical and rheological properties of MRE were controllable under applied magnetic field. 1 The mechanical properties of MRE exhibit rapid and reversible changes under external magnetic field. 2 The problems of particle sedimentation, instability, and fluid leakage can be avoided for MRE because the magnetic particle distribution can be fixed in the fabrication process of MRE.3–5 MREs were also demonstrated to possess other special properties, such as electrical resistance, piezoresistivity, thermoresistance, magnetoresistance, and magnetostriction.6–8 MRE has attracted great attention especially in the fields of adaptive tuned vibration absorbers, mass damper, sensor, and actuator.9–11
The magnetorheological (MR) effect calculated by the shear storage modulus was applied to evaluate the performance of MRE. 12 The study of bimodal MRE showed that the best MR effect was showed when the optimal volume fraction of small particles in the bimodal particle mixture is 23.3 wt%. 13 Chen et al. 1 found that the relative MR effect of MRE is correlated with the weight fraction of magnetic particles. Ivaneyko et al. 14 found that the magnetomechanical behavior of magneto-sensitive elastomers was very sensitive to the spatial distribution of the magnetic particles. The relative MR effect of MRE was increased when the carbonyl iron (CI) particles were modified by 1-allyl-3-methylimidazolium chloride, silane coupling agent KH570, oleic acid, and stearic acid (SA). 15 The incorporation of iron particles into the rubber will have a dramatic influence on the properties of the composite, such as the decrement of tensile strength and angle tear strength. 1 Because of the catalytic effect of iron particles on the decomposition of hydroperoxides and the large amounts of oxygen on the surface of the particles, the oxidative stability of natural rubber (NR) decreases dramatically when the iron particle was incorporated into the matrix even it had been modified.15,16
The properties of elastomer matrix have a great influence on the properties of MRE. 12 The mechanical properties of MRE were mainly determined by the type of matrix materials. The commonly used matrix materials were NR, 17 silicone rubber,18–21 poly rubber, 22 polyurethane (PU) rubber, 23 and hybrid matrix. 23 The MR effect of poly (styrene-b-ethylene-ethylene-propylene-b-styrene)-based MRE can reach as high as 700%, while the MR effect of NR-based MRE and silicone rubber/PU hybrid matrix-based MRE was only about 35%.23–26 Wilson et al. 27 used PU added with oxygen hydrazine (an alkane) and silicone rubber mixed with silicone oil as matrix materials to fabricate MRE. Many additives and modifiers were studied to improve the performance of MRE. The MR effect can be increased by adding additives into the matrix at the cost of the decrement of the zero-field modulus.28,29 Good mechanical properties of the polymer matrix were a prerequisite for excellent mechanical performance of MREs. The MR effect was determined by the compatibility between magnetic particles and polymer matrix and the chain structure of magnetic particles formed in the matrix. For MRE, it is critical to fabricate a matrix material with superior mechanical properties and better compatibility with magnetic particles.
NR and polybutadiene rubber (BR) were the commonly used rubber in the rubber industry. The NR-based MRE had excellent mechanical performance, but the MR effect was too low to meet industry requirements. The BR-based MRE possessed high MR effect, while its mechanical performance exhibited badly. NR possessed excellent synthetically mechanical performance, BR had the characteristics of high elasticity, low heat buildup, cold resistance, and flex fatigue resistance. NR and BR can be complementary in performance if they were mixed with each other. The NR and BR had the same active spot of cross-linking, so they can form co-cross-linking. NR and BR had the similar vulcanization mechanism and curing rate, so they had better compatibility. Previous report showed that NR/BR hybrid matrix possessed excellent mechanical properties.30,31 Zhang et al. 32 studied the temperature-dependent mechanical properties of NR/BR hybrid matrix-based MRE and developed an improved constitutive equation to predict these properties under different magnetic fields and temperatures. The durability properties of NR/BR hybrid matrix-based MRE were greatly influenced by the contents of NR. 33 The NR-based MRE possessed excellent mechanical properties and the BR-based MRE showed high MR effect. The preparation of MRE with high MR effect and excellent mechanical properties was crucial for its application. To prepare high-performance MRE, this study focused on NR/BR hybrid matrix-based MRE.
In this study, the NR/BR hybrid matrix was used as the matrix of MRE, and the NR was mixed with BR using the physical mixing method. The damping properties of NR/BR hybrid matrix-based MRE were studied comprehensively. The compatibility of NR and BR was evaluated by glass transition temperature (Tg) measured by dynamic mechanical analysis (DMA). The molecular dynamic (MD) simulation was used to study the structure of the hybrid matrix and compatibility of NR and BR.
Experiment
MRE preparation
The polymer matrix employed in this study is NR polyisoprene (RSS1#) (provided by Indonesia) and BR (provided by Sinopec Group, China). CI powder was an EW style with an average diameter of 3.0–4.0 µm (produced by BASF Co. Ltd, Germany). Other fillers were activator zinc oxide, SA, accelerant n-cyclohexyl-2-benzothiazole sulfonamide, antiagerspoly(1, 2-dihydro-2, 2, 4-trimethyl-quinoline), N-isopropyl-N′-phenyl-p-phenylenediamine (4010NA), plasticizer cumarone, and vulcanizer sulfur. CI powder accounts for 60% by mass of each composition. The details of composition based on per hundred part (phr) of the matrix are presented in Table 1.
Composition of samples.
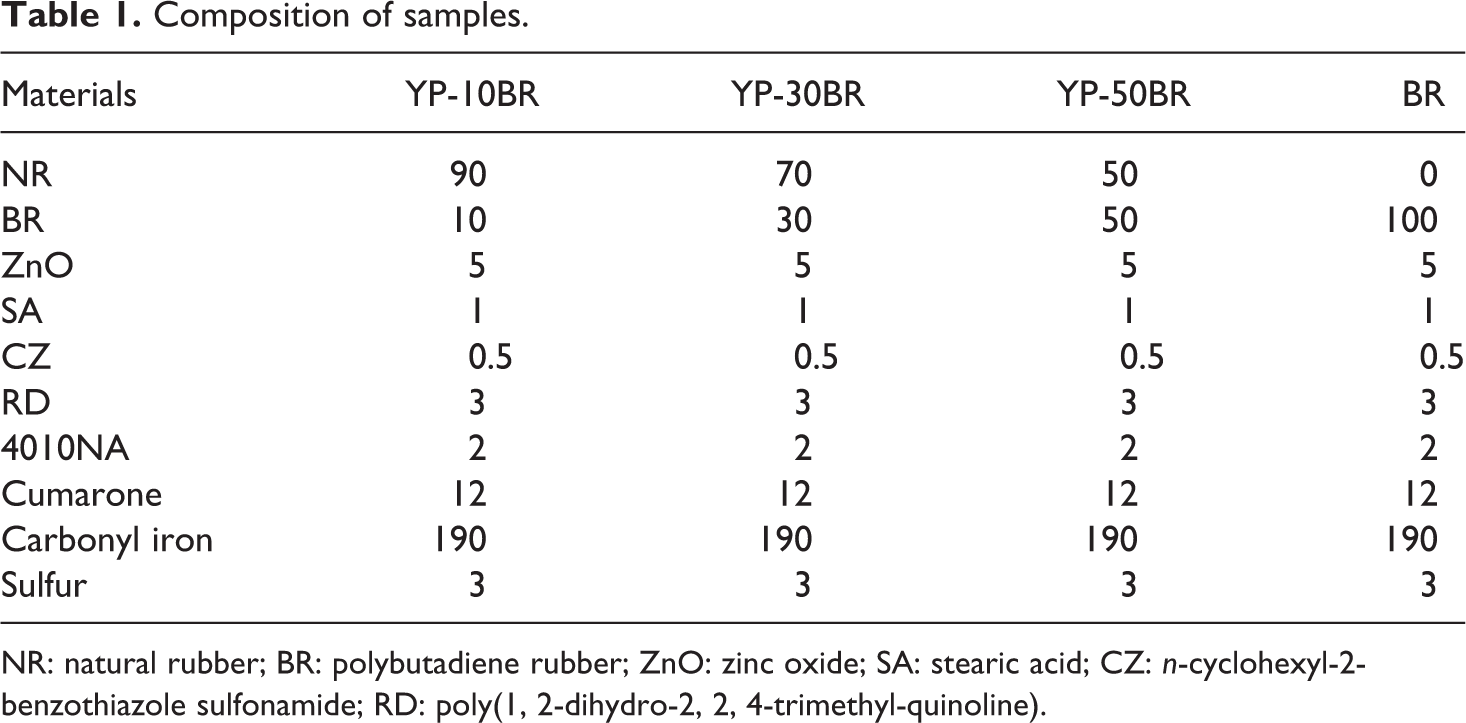
NR: natural rubber; BR: polybutadiene rubber; ZnO: zinc oxide; SA: stearic acid; CZ: n-cyclohexyl-2-benzothiazole sulfonamide; RD: poly(1, 2-dihydro-2, 2, 4-trimethyl-quinoline).
The samples were prepared by rubber mastication, rubber mixing, and rubber vulcanization (Figure 1). The process of rubber mastication was conducted in a two-roll mill (LN-6, Guangdong Lina Enterprise Co. Ltd, China) to break rubber macromolecular chains and reduce molecular weight. 34 The rubber was vulcanized at 143°C under a pressure of approximately 12 MPa and magnetic strength of 1000 mT. The optimum vulcanizing time t90 was calculated from the curing curves determined by the rheometer (CRS-VTM200). The external magnetic field was provided by a specially developed electromagnetic thermal coupled device shown in Figure 2.
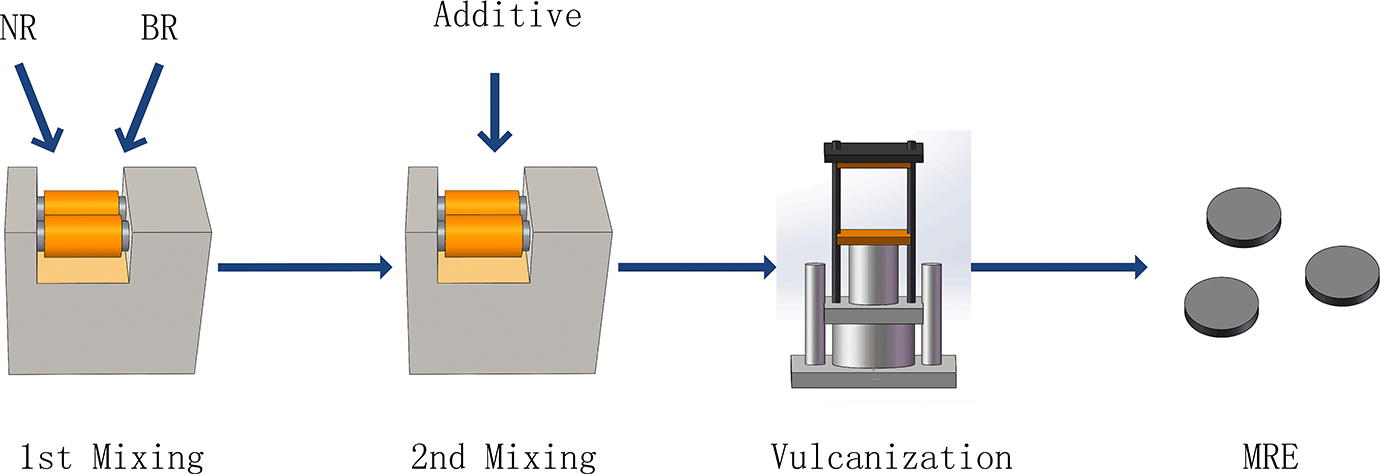
The process of MRE preparation.
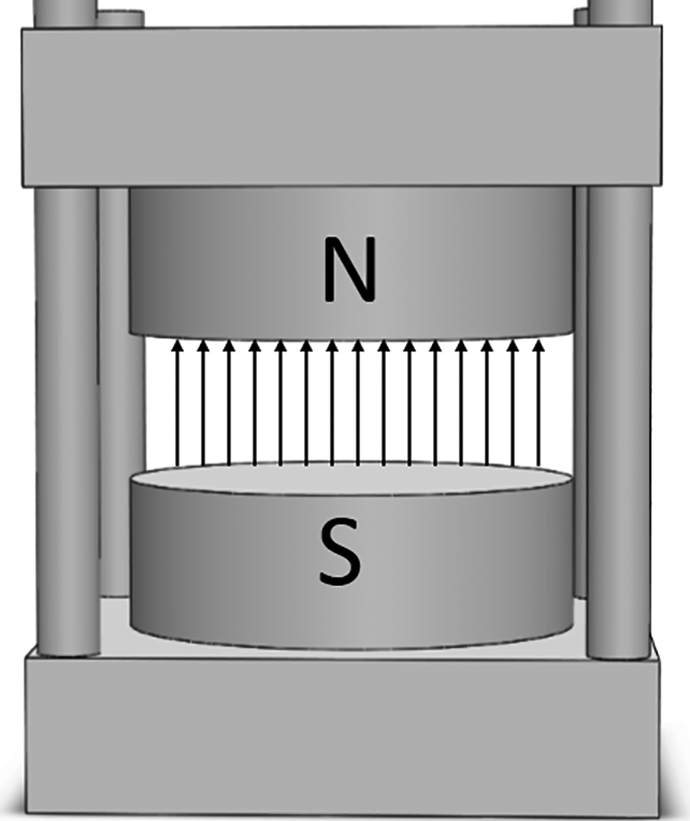
Electromagnetic thermal coupled device.
Characterization
The microstructure of samples was observed using a scanning electron microscope (Hitachi High-tech SU3500 which was provided by Japan). The accelerating voltage was 15 kV.
Measurement of rheological behavior
The rheological properties of the MRE were measured with a Physica MCR 302 stress-controlled Rheometer (Anton paar, Germany) (Figure 3) possessing an MR device providing magnetic field. The diameter of test samples was 20 mm, and thickness is 1 mm. The magnetic flux density inside the gap of the fixture was changed from 0 mT to 750 mT. The steady-state shear measurement method was adopted in the test, and the force applied to the sample was 10 N. The shear storage modulus and loss coefficient were recorded.
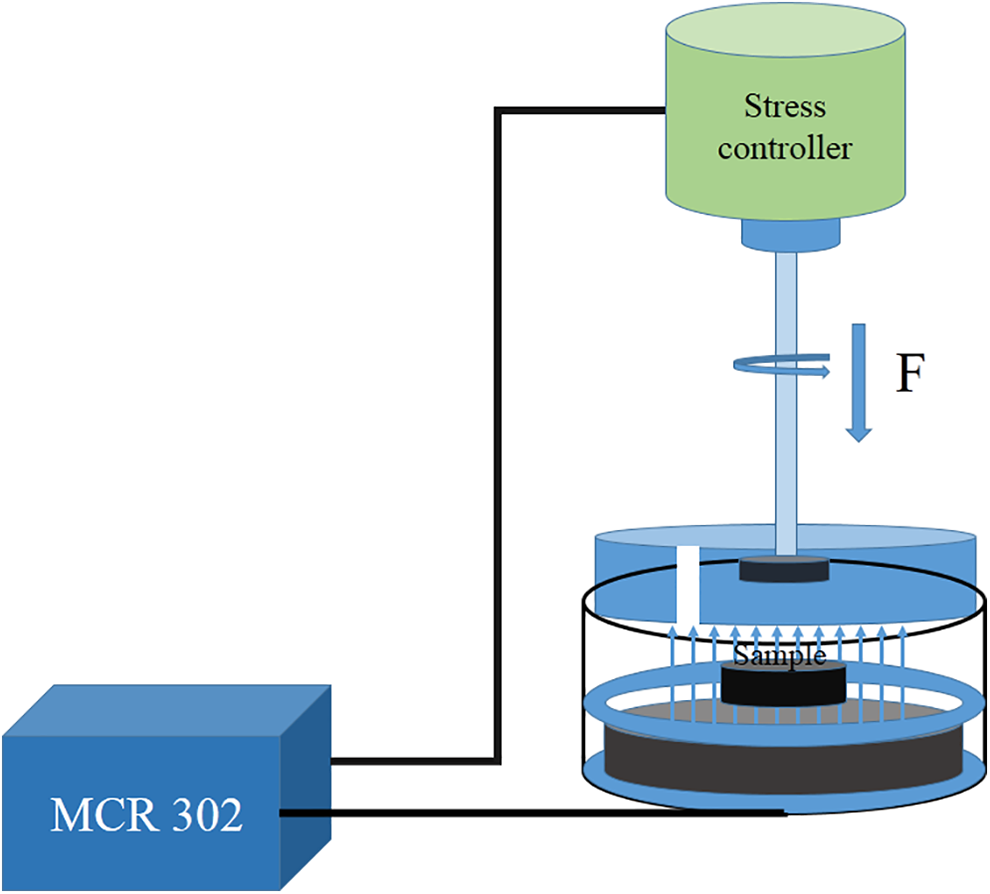
The diagram of Physica MCR 302.
Dynamic mechanical analysis
DMA was carried out with a dynamic mechanical analyzer (DMA1; Mettler Toledo Co, Ltd, Switzerland). To determine the influence of the temperature on hybrid matrix-based MRE, the samples were measured in a tensile deformation mode at a frequency of 1 Hz, strain amplitude of 10 µm, and over the temperature range from −100°C to 50°C. The samples were heated at a rate of 3°C min−1. The samples were rectangular with a length of 20 mm, width of 6 mm, and thickness of 1 mm.
MD simulation
The MD simulations were performed by Forcite and Amorphous Cell simulation packages combined with condensed-phase optimized molecular potentials for atomistic simulation studies (COMPASS) force field, which is widely used for estimating the structural, conformational, material, and thermodynamic properties of various materials, particularly hydrocarbons.
First, NR, butadiene with a density of 0.96 and 0.91 g cm−3 were packed in a 3-D periodic cell box using the Amorphous Cell package. We constructed five initial models (Figure 4) (NR, the ratio of NR to butadiene is 1/9, 3/7, 5/5, and pure butadiene), using ensembles of a constant number of particles. A constant volume and constant temperature (NVT) MD simulation was performed for 100 ps at 298 K after the initial molecular minimization based on the COMPASS force field. The Forcite simulation package was used to simulate annealing and relaxed the lowest energy structure with temperature increasing from 298 K to 500 K. For simulated annealing, a constant number of particles, a constant volume, and constant temperature (NVT) MD simulation under a pressure of 0.1 MPa was performed using the COMPASS force field and an annealing time of 100 ps. The process was repeated five times to obtain the optimized spatial structure. In this process, the irrational structure in models is basically eliminated. Then, a constant pressure and constant temperature (NPT) MD simulation was performed under 0.1 MPa for 150 ps. The solubility parameters and cohesive energy density were calculated through the models.
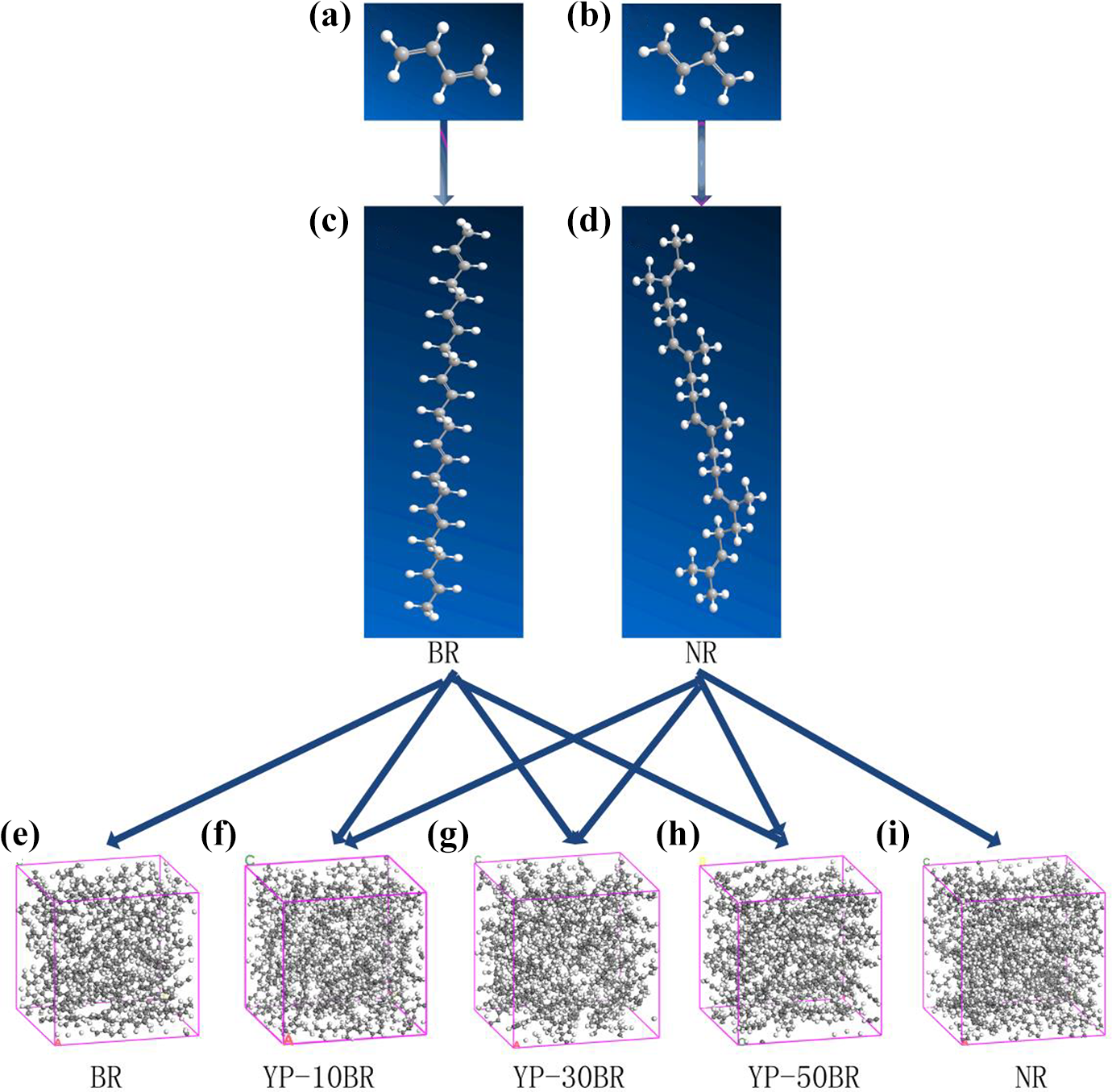
Overview of the all-atomistic modeling process: (a) monomers cis-1,4 isoprene, (b) monomers cis-butadiene, (c) BR polymer chains, (d) NR polymer chains, (e) BR packing models, (f)–(h) BR/NR hybrid matrix packing models, and (i) NR packing models.
Results and discussion
Microstructure observation
The microstructures of MRE samples were investigated and shown in Figure 5. It can be found that there is no apparent nick in the cut surface, which indicates that the BR had excellent compatibility with NR. The chain structure of CI particles was straight and long in BR, which showed that CI particles had better compatibility with BR than NR. BR improved the compatibility of CI particles with the matrix. The more BR the hybrid matrix contains, the longer chain structure the CI particles formed in the matrix. Compared with MRE based on NR or NR mixed with rosin glycerin, the chain structure of CI particles was straighter and longer in the hybrid matrix of NR- and BR-based MRE. 12 The problem of CI particles is that these particles aggregate in the matrix, which is harmful for the formation of chain structure of CI particles. 35 The CI particles were homogeneously dispersed in the hybrid matrix though it still forms some aggregations in the hybrid matrix of NR and BR.
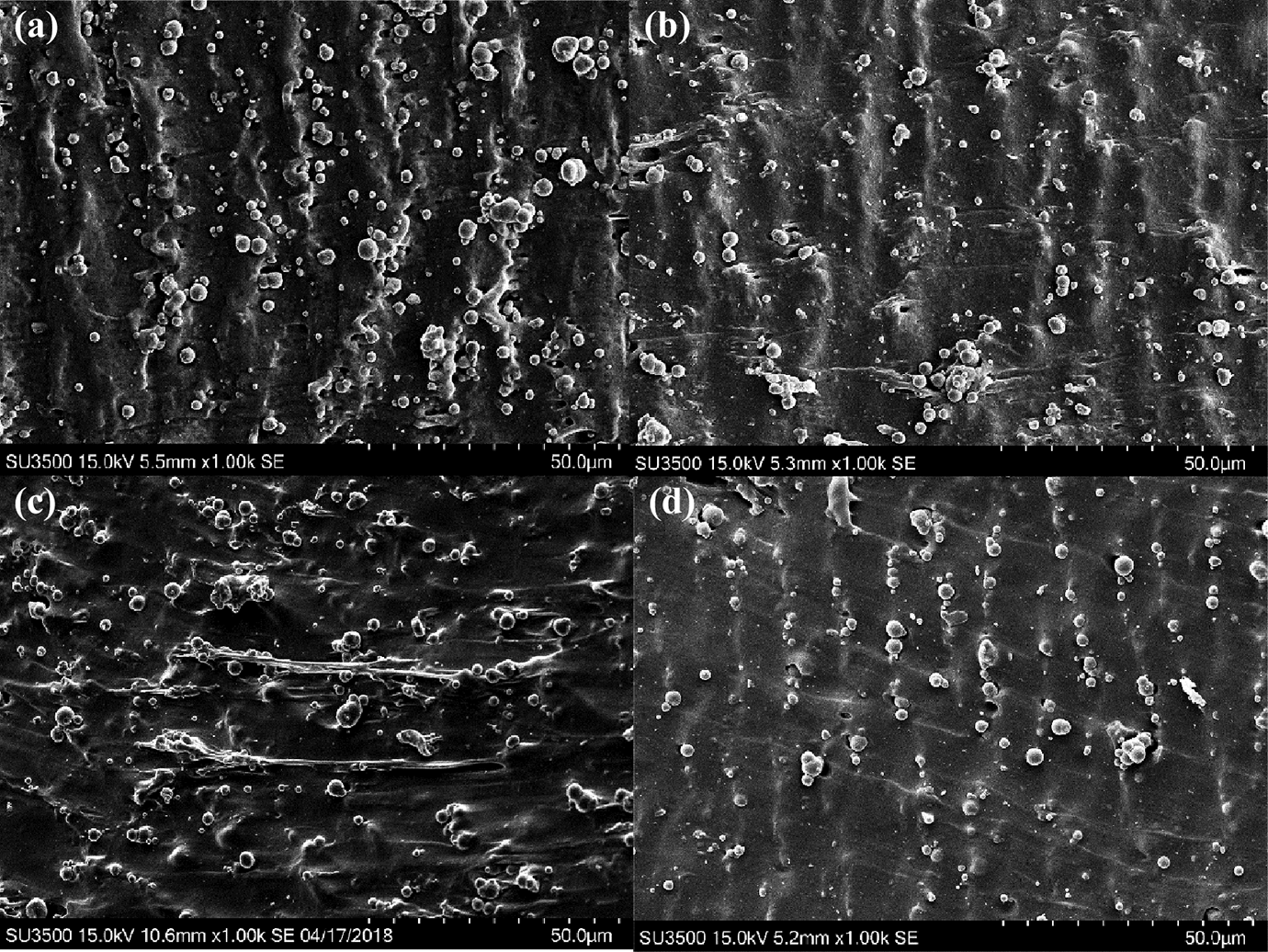
SEM image of MRE sample: (a) YP-10BR, (b) YP-30BR, (c) YP-50BR, and (d) BR.
Rheological properties
The change of shear storage modulus caused by the magnetic field is one of the most important properties of MRE. 5 To ensure the measurement was conducted in the linear viscoelastic region and keep the structure of composite sample stable, a dynamic shear strain sweep was performed in the range of 0–1% at a frequency of 10 Hz. Dynamic frequency sweep was conducted from 1 Hz to 100 Hz at a shear strain of 0.1%. The change of shear storage modulus caused by the shear frequency and shear strain under different magnetic field are shown in Figure 6.
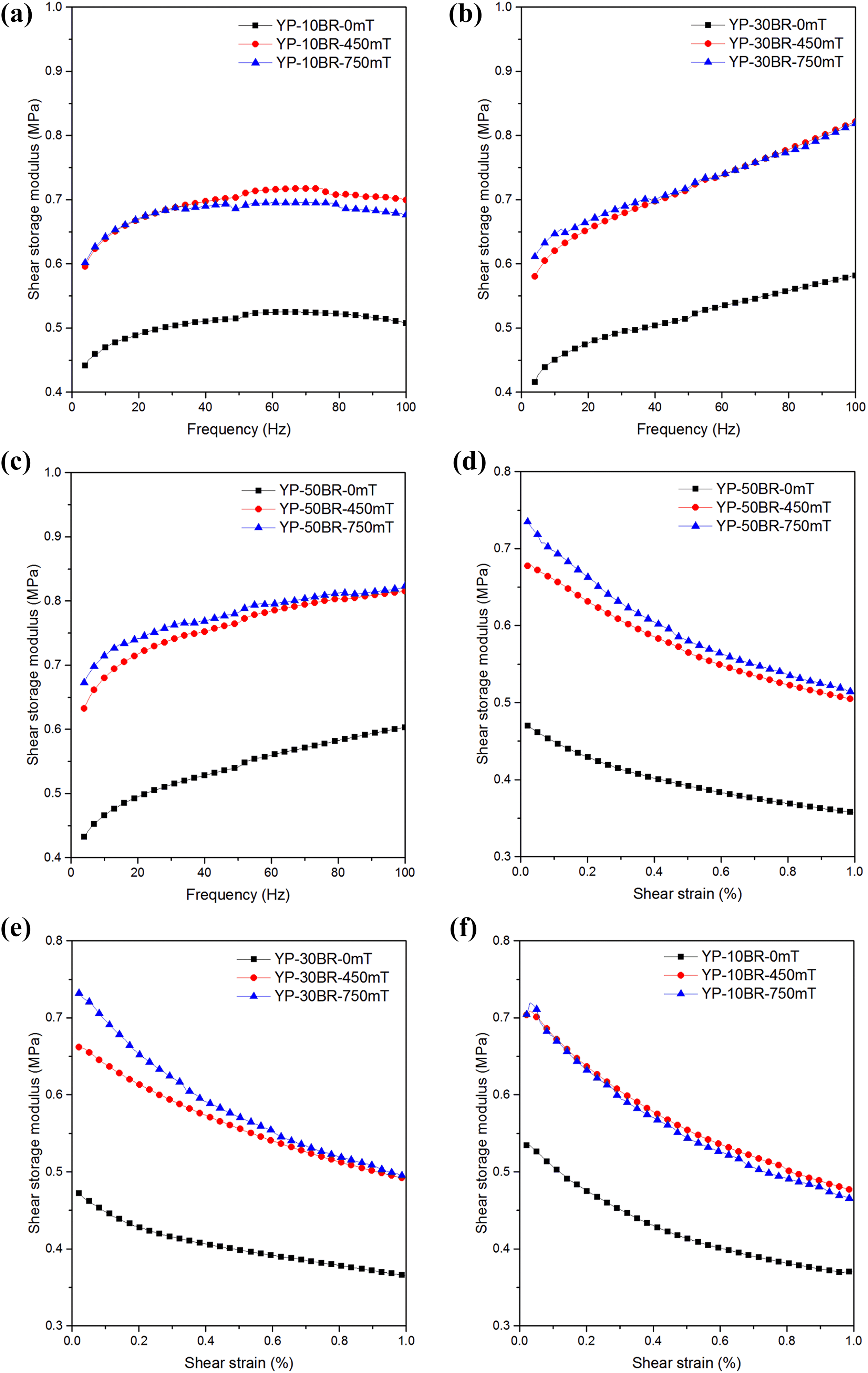
The change of shear storage modulus caused by the (a)–(c) shear frequency and (d)–(f) shear strain under different magnetic fields. The measurement was carried out under a magnetic field of 0, 450, and 750 mT. The testing temperature was fixed in 25°C.
As can be seen in Figure 6, the shear storage modulus is increased with the increase of frequency and decreased with the increase of shear strain. This change in trend is similar to the previous report about NR-based MRE, 1 thermoplastic elastomer 36 based, and mix rubber 37 based MRE. When the shear strain was applied on rubber samples, slippage between rubber molecular chains increased the spacing between the molecular chains. The distance among the molecular chains was increased with the increase of the shear strain, so the need for shear storage modulus to separate molecular chains was decreased. The phenomenon that the shear storage modulus of MRE decreases rapidly with shear strain is called Payne effect. 38 As the increase of frequency is applied on the samples, the crystallization degree of the rubber was increased under the same strain. The increase in the crystallization of the rubber increased the stiffness of the rubber, so the shear storage modulus was increased. The relationship between the shear storage modulus and shear frequency can be expressed in equation (1):

In the expression, B and f0 were material property parameters related with temperature and shear strain, f was shear frequency (Hz), and G′ was shear storage modulus. The experiment measurement is consistent with the result of the formula that the shear storage modulus is increased with shear frequency.
Usually, the MR effect of the MREs was evaluated by investigating the shear storage modulus (G). 39 G0 and Gmax were defined as zero-field modulus and magnetic saturation modulus, respectively. The magneto-induced modulus was ΔG = Gmax − G0, and the relative MR effect was ΔG/G0. In this study, the shear storage modulus and loss coefficient under different magnetic field density are shown in Figure 7. The influence of BR on G was further studied in Table 2. As can be seen in Figure 7, the shear storage modulus was increased with the increase of external magnetic field and the zero-field modulus was decreased with the increase of BR. As the content of BR increased from 10% to 50%, the zero-field modulus decreased from 0.48 MPa to 0.43 MPa and the magnetic-induced modulus was increased from 0.15 MPa to 0.19 MPa. The MR effect was increased from 31.25% to 44.19% as the increase of BR. The MR effect of BR sample was 50.00%, but its zero-field modulus was only 0.40 MPa.
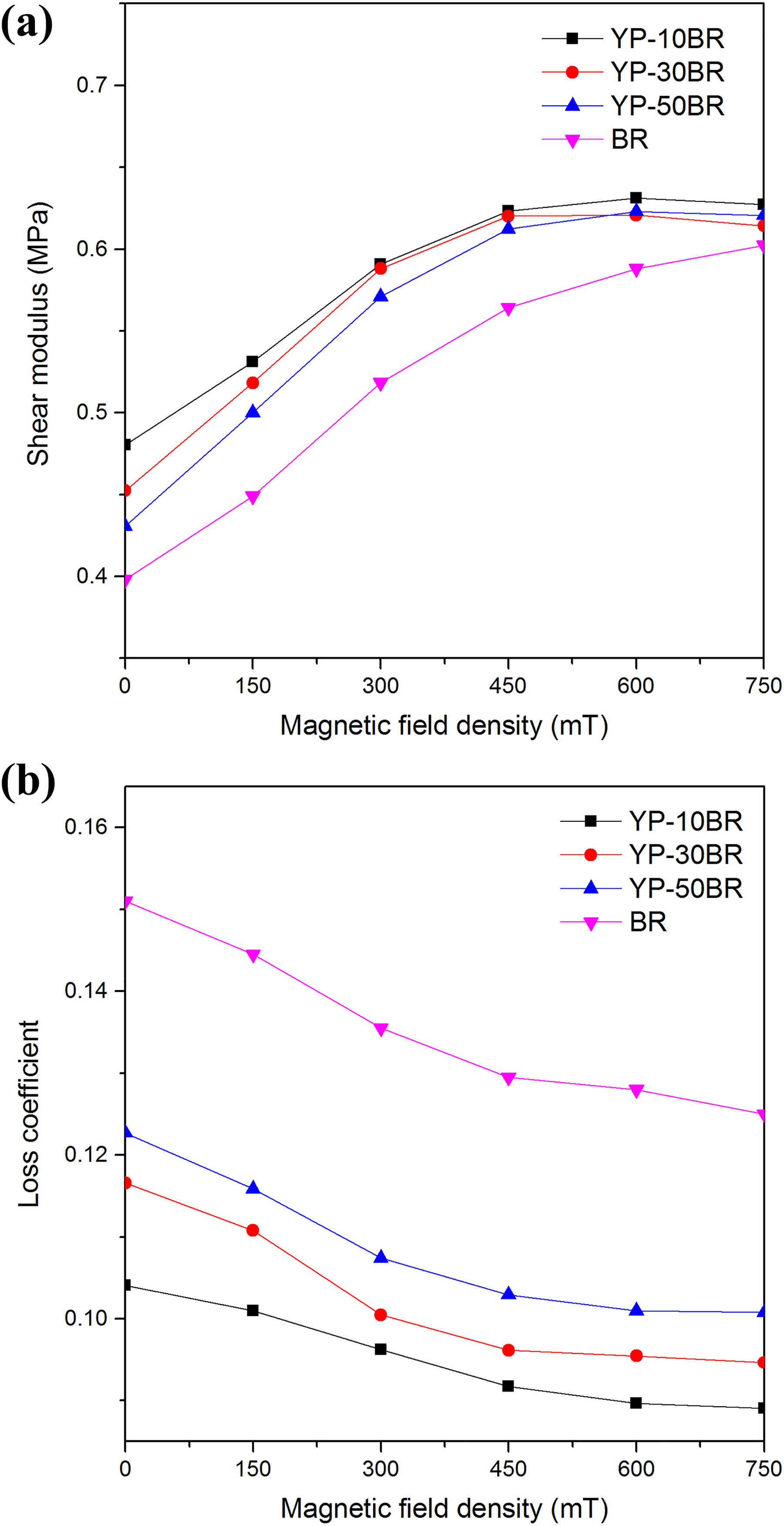
The change of (a) shear storage modulus and (b) loss coefficient with external magnetic field density under a frequency of 10 Hz and shear strain of 0.1%. The testing temperature was fixed in 25°C.
G0, ΔG, and MR effect of MRE samples.
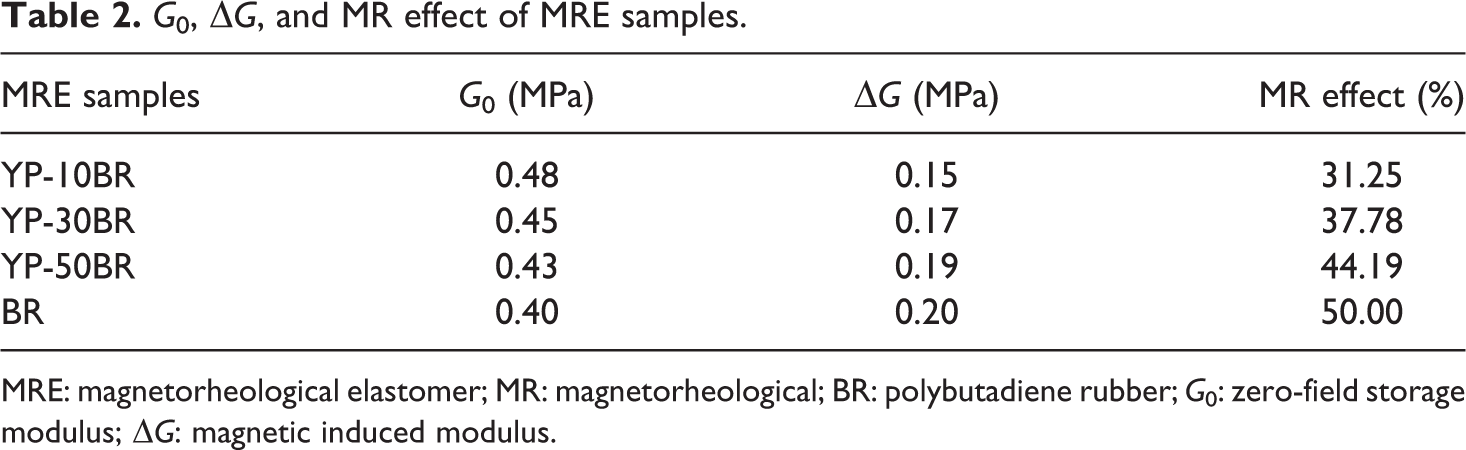
MRE: magnetorheological elastomer; MR: magnetorheological; BR: polybutadiene rubber; G0: zero-field storage modulus; ΔG: magnetic induced modulus.
Under external magnetic field, the interaction of CI particles obstructed the movement of rubber molecule. The loss coefficient of MREs was decreased with the increase of magnetic field density (Figures 7 and 8). The energy loss of MRE mainly comes from the interfacial friction between rubber molecules and CI particles. 40 With the increase of BR, the energy loss of hybrid matrix-based MRE did not change greatly, which shows that the NR had good compatibility with BR. The energy dissipation of the materials was influenced by the damping property. 41 The damping of MRE mainly consists of intrinsic damping, interface damping, and magnetomechanical hysteresis damping. 37 With the increase of frequency and shear strain, the energy loss between the matrix and the CI particles increased, so the loss coefficient increased with the increase of frequency and shear strain.
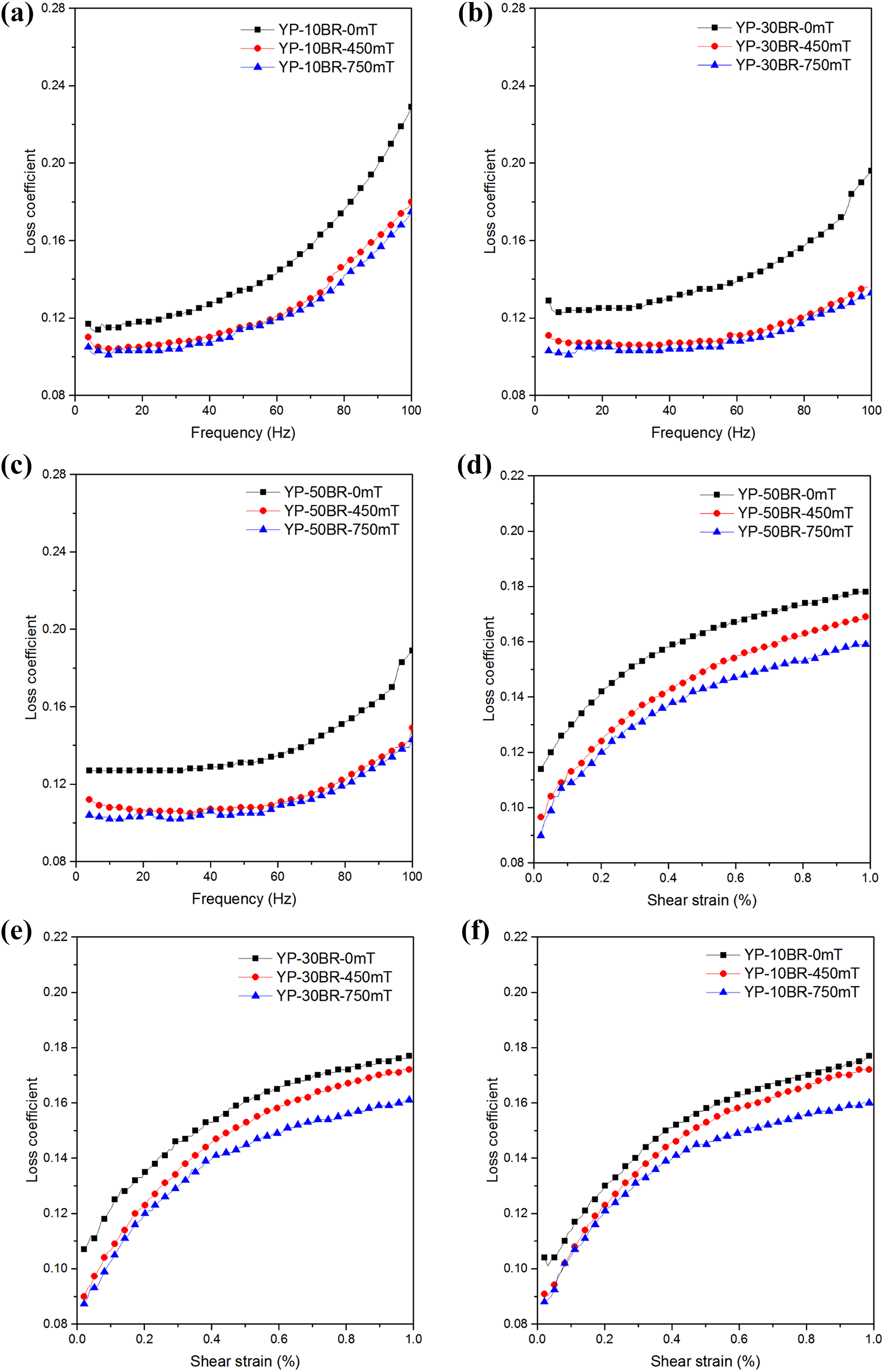
The changes of loss coefficient with frequency under different external magnetic field. The measurement was carried out under a magnetic field of 0, 450, and 750 mT. The testing temperature was fixed in 25°C.
Dynamic mechanical analysis
Blending different rubber can form homogeneous system and heterogeneous system. According to thermodynamic theory, mixing two polymers, the change of Gibbs free energy (ΔG) was

where ΔH was mixing enthalpy, ΔS was entropy, and T was mixing temperature. 42 If ΔG < 0, the hybrid matrix was thermodynamic compatibility and presents one-phase distribution microcosmically. This kind of hybrid matrix formed the homogeneous system, and it had only one glass transition temperature (Tg). If ΔG > 0, the hybrid matrix was thermodynamic incompatibility. This kind of hybrid matrix formed heterogeneous system. This kind of hybrid matrix presents two-phase distribution microcosmically and keeps its uniformity macroscopically. Different types of rubber were thermodynamic incompatibility, so heterogeneous blending system existed in most blending rubber. Heterogeneous blending system presents two-phase distribution and possesses two Tgs. Tg is the temperature of polymer changing from glassy to rubbery state. 43 The polymer was glassy under Tg, and molecular chains and segments of polymer were frozen. With the increase of temperature, the molecular chains and segments begin to move. There were sudden changes on the specific heat capacity, coefficient of expansion, viscosity, refractive index, and elastic modulus of rubber at the temperature of Tg. 43 The viscoelastic can be measured by tan δ. The temperature corresponding with the peak of tan δ is the value of Tg. 43 The change of tan δ with the temperature is shown in Figure 9. It can be found that the Tg of BR-based MRE is −86°C. When the ratio of BR and NR is 1/9 and 3/7, there is only one peak of tan δ. With the increase of BR, there are two peaks of tan δ on the sample of YP-50BR. It can be concluded that when the ratio of BR and NR was 1/9 and 3/7, the NR/BR-based MRE was a homogeneous system, and when the ratio of BR and NR was 1, the NR/BR-based MRE was a heterogeneous system.
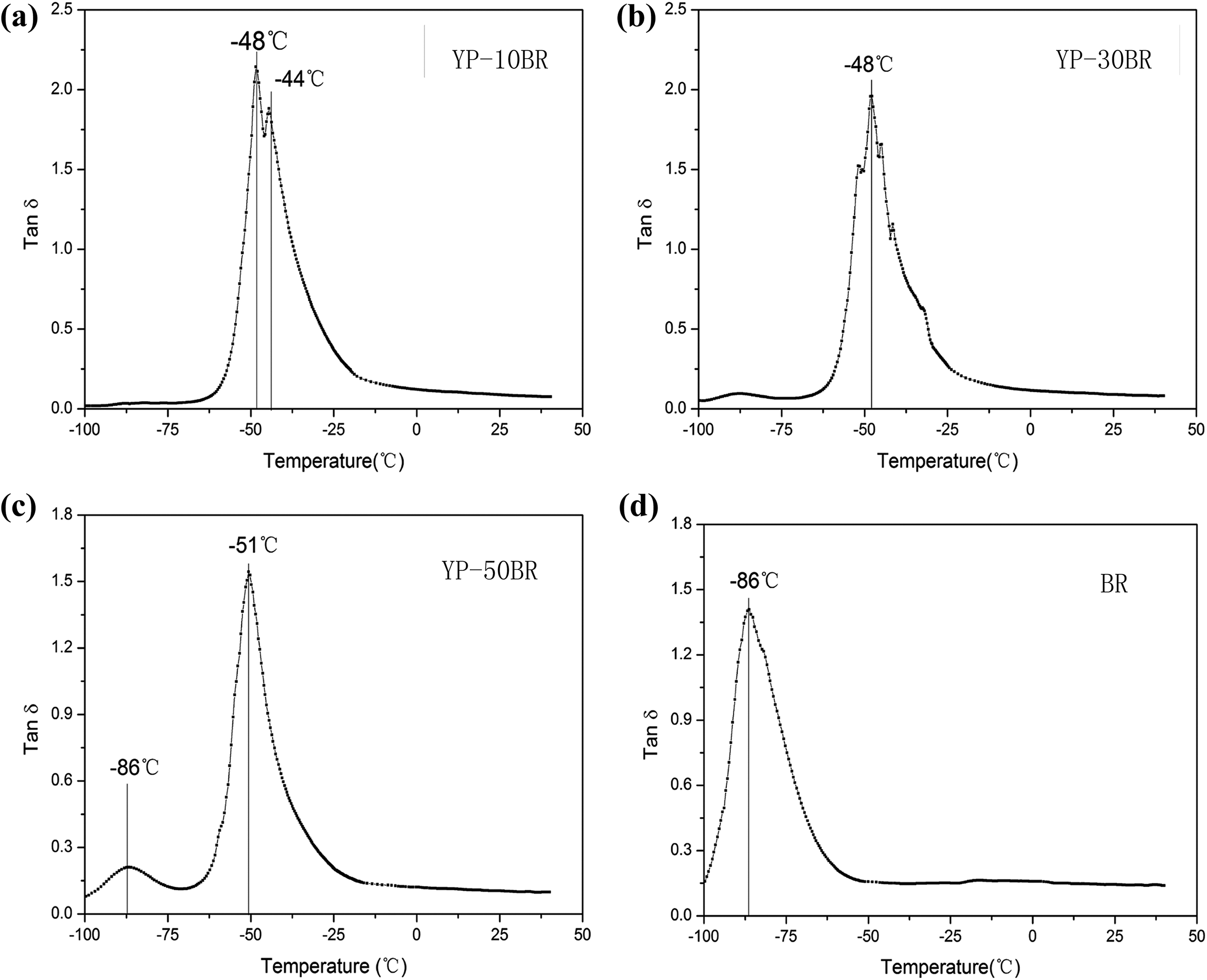
The change of tan σ with temperature: (a) sample of YP-10BR, (b) sample of YP-30BR, (c) sample of YP-50BR, and (d) sample of BR.
Figures 10 and 11 show the temperature dependence of the storage modulus and the temperature dependence of the loss modulus, respectively. The storage modulus and loss modulus would change suddenly at the temperature of Tg. 44 As can be seen in Figure 10, the sudden change of storage modulus of sample YP-10BR, YP-30BR, and YP-50BR occurred at −58°C, −61°C, and −62°C, respectively. From Figure 10(d), it can be found that the sudden change of storage modulus of sample BR occurred below −100°C. From Figure 10, it can be found that the storage modulus of MRE decreased with the increase of BR under the temperature of Tg. At the temperature of 0°C and 40°C, the storage modulus of MRE decreased with the increase of BR except the sample of YP-30BR. A similar phenomenon can also be found in Figure 11. It can be explained that the hybrid matrix formed a homogeneous system when the ratio of NR and BR was 3/7.
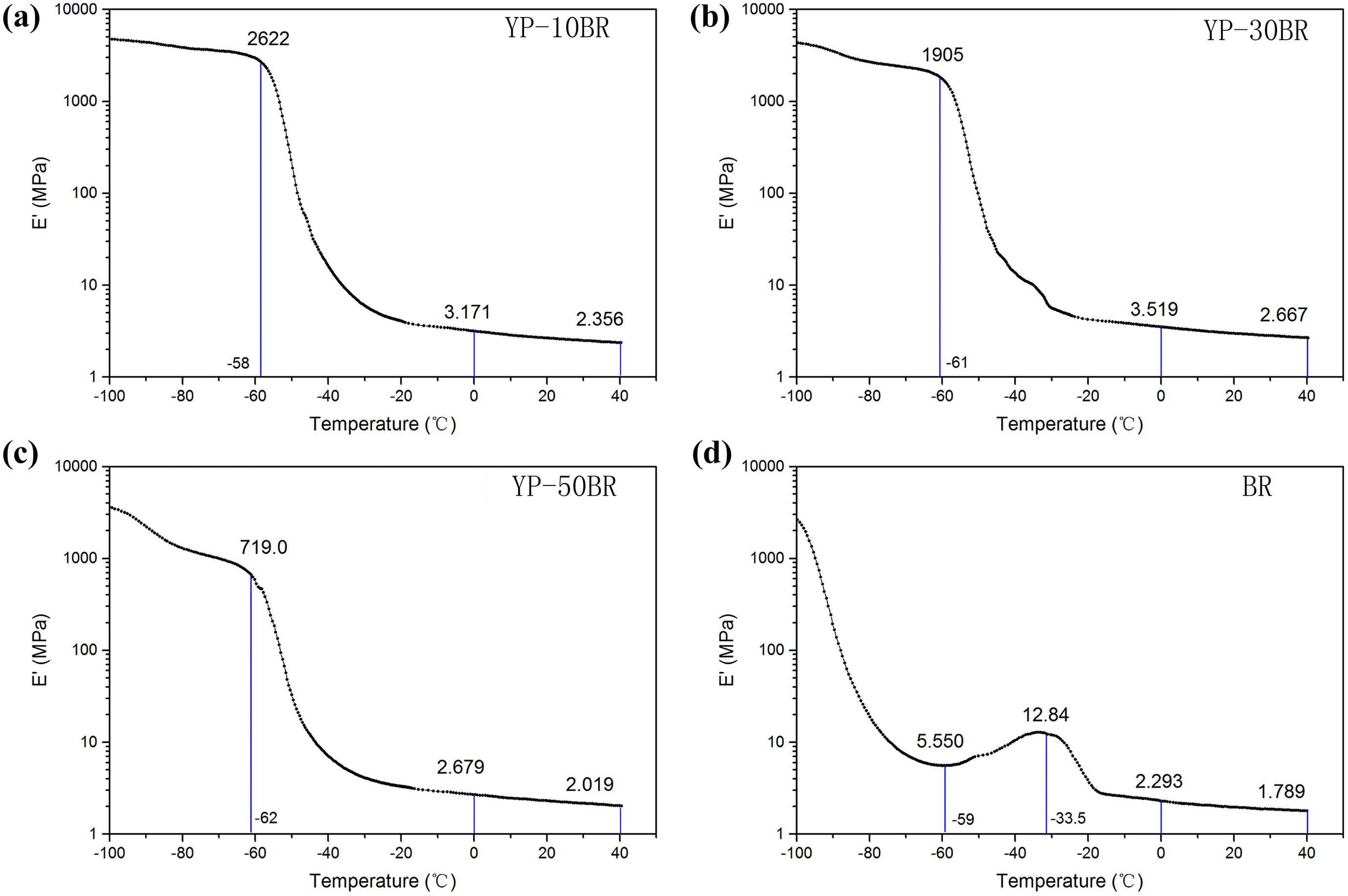
The storage modulus versus temperature curves of MRE samples: (a) sample of YP-10BR, (b) sample of YP-30BR, (c) sample of YP-50BR, and (d) sample of BR.
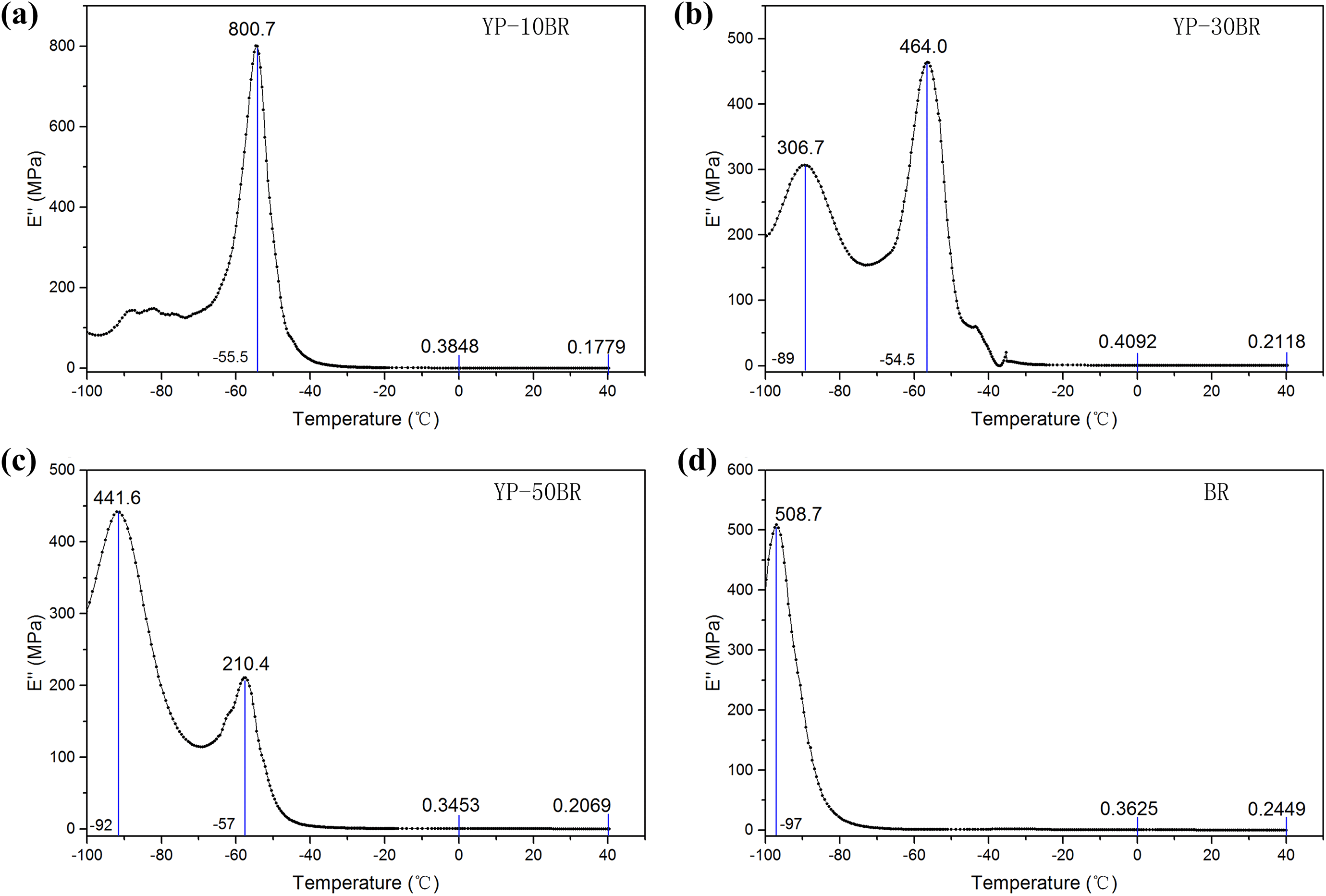
The loss modulus versus temperature curves of MRE samples. (a) Sample of YP-10BR, (b) sample of YP-30BR, (c) sample of YP-50BR, and (d) sample of BR.
MD simulation
The compatibility between polymers has great influence on the mechanical properties of the hybrid matrix, and it is important to analyze and improve the compatibility of polymer blends. 45 The MD simulation was used to analyze the compatibility and properties of NR/BR hybrid matrix. The result of simulation was shown in Table 3. The solubility parameters can be calculated by equation (3):

where Ecohesive energy is the cohesive energy density of polymer and V is the molar volume.
The cohesive energy density and solubility parameters of NR, BR, and hybrid matrix.
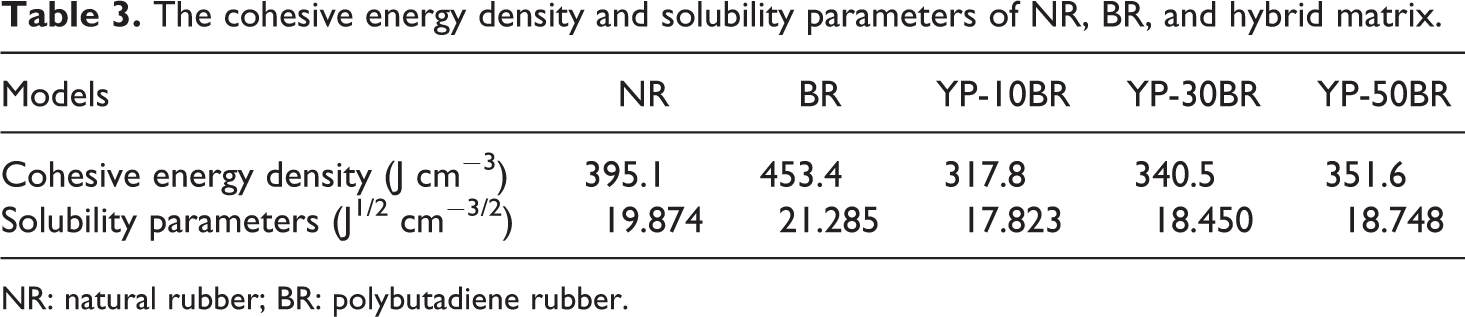
NR: natural rubber; BR: polybutadiene rubber.
The mixing enthalpy of hybrid matrix can be described by equation (4) 46 :

where ΔH is mixing enthalpy, Φ1 and Φ2 are volume fraction of polymers, and δ1 and δ2 are solubility parameters of polymers. It can be found that the smaller the difference value of solubility parameters is, the better the compatibility of two polymers is. The difference value Δδ was often used as theoretical prediction index of compatibility of polymers. As long as Δδ ≤ (1.3–2.1) J1/2 cm−3/2, the polymers can be considered to be compatible. 47 It can be found that the Δδ of NR and BR is 1.411 J1/2 cm−3/2, which is less than the theoretical value. So, NR and BR are theoretically compatible, and it has been proved in Figure 5. From Table 3, it can be found that the cohesive energy density and solubility parameters of hybrid matrix were smaller than BR and NR. In the hybrid matrix, the cohesive energy density and solubility parameters were increased with the increase of BR. Cohesive energy density is a physical quantity to evaluate intermolecular force. 48 For rubber, the smaller cohesive energy density means better elasticity. It can be inferred that the hybrid matrix possesses better elasticity.
Conclusions
In this work, NR/BR hybrid matrix, which is the the matrix of MRE, was prepared using a physical mixing method. The results of characterization and DMA showed that the BR had excellent compatibility with NR. The rheological and mechanical properties of MRE were systematically studied. NR and BR can form a homogeneous system when the contents of BR were less than 50%. The MR effect of NR/BR hybrid matrix increased with the increase of BR due to better compatibility of BR with CI particles. The molecular weight of BR was smaller than NR and the storage modulus of BR was smaller than NR, so the zero-field modulus was decreased with the increase of BR. The MD simulation showed that NR and BR are compatible and the cohesive energy density and solubility parameters of hybrid matrix were smaller than NR and BR. The cohesive energy density of the hybrid matrix was increased with the increase of BR. It can be concluded that the MR effect and magnetic induced-modulus were improved with the addition of BR. The compatibility played an important role in the hybrid matrix-based MRE. The results of our work are instructive for follow-up research on hybrid matrix-based MRE.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China [grant numbers 21676148, 11472135, and 11972193] and Qing Lan Project.