
Abstract
The main barrier in the use of natural fiber (NF) as a reinforcing material in thermoplastic composites meant for outdoor applications is NF’s hydrophilicity. Thus, heat treatment of vacuum-dried mangrove was conducted at 120°C in order to reduce the hydrophilic nature of mangrove. The untreated and heat-treated mangrove particles were compounded with high-density polyethylene (HDPE) at 10, 20, and 30 wt% in a twin-screw extruder and injection molded into dog-bone-shaped test pieces for tensile tests and thermal analysis (thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC)). Test pieces were immersed in distilled water for 1440 h at ambient temperature (approximately 27°C) and a relative humidity of 60–65%. The results revealed that the earliest and latest water saturation were observed at 480 and 792 h for 10 wt% treated and 30 wt% untreated composites, respectively. The dry composites maintained higher tensile strength and modulus but lower tensile strain than the water-saturated composites irrespective of treatment. Scanning electron microscopy of tensile fractured surfaces confirmed an improved mangrove-HDPE interfacial interaction of treated composites in both dry and water-saturated conditions. The TGA and DSC data showed that the maximum degradation temperature of dry composites is higher than the wet composites. Overall, the treated composites at dry and water-saturated conditions indicated better tensile and thermal stability than the untreated mangrove-filled HDPE composites; these are possible indications of better performance during outdoor applications.
Keywords
Introduction
The ever-increasing demand for natural fibers as replacement for the synthetic ones has led to the development of wood–plastic composites (WPCs), which is renewable and sustainable, especially for use in the building and construction industries. Other characteristics, such as availability, light-weight, eco-friendliness, and low processing costs, have also attracted the interest of researchers and industrialists to the polymer processing sector. However, for outdoor purposes, especially under moisture or humid environment, products of WPCs require high level of water repellency, which helps both the fungal resistance and dimensional stability. The thermoplastic matrix reduces the extent to which water is taken/moisture absorption rate and fungal attack. 1 The hydrophilic part of the composites and poor interfacial gaps between the fiber and the polymer matrix are avenues for water and micro-organisms into WPCs. These are issues that remain major limitations to the performance of WPCs. Infiltration of moisture into WPC results in swelling, which reduces the strength of the interfacial bond between the wood fiber and the matrix. Continuous swelling over time will eventually lead to micro-cracks in the composites. 2 Even though, there are several articles that reported the research on water absorption of WPCs, 3–10 but with little emphasis on its effects on the tensile and thermal properties. Therefore, realizing its importance in the development of WPCs, this research focuses on studying the effect of water absorption on the tensile and thermal properties of wood fiber-reinforced polymer composite, using mangrove particle (MP) and high-density polyethylene (HDPE) as matrix.
Mangroves are hard woody plants mostly found at the riverine areas of tropical and subtropical regions. About 60–75% of the world’s tropical and subtropical coastlines are covered by mangroves. 11 According to Joel and Bhimba, 12 mangroves have developed a suite of adaptations to survive extreme environmental conditions, which include high salinity, strong winds, tidal variations, high temperature, and anaerobic tidal swamps. Thermal modification of the mangrove fiber is necessary to mechanically improve the properties of composites; however, oxidation might occur during the thermo-treatment process. 13 Generally, during heat treatment of wood, the cell wall components are modified. This enhances durability and dimensional stability and also reduces shrinkage and swelling due to moisture absorption.14,15 The decrease in hygroscopicity of wood fibers by thermal treatment has led to the suitability of WPC in conditions of severity. 16 Wood thermal treatment has been evaluated to be one of the modification processes that enhances the mechanical properties of wood particles as it eliminates the hemicellulose, which is the main component responsible for reducing the mechanical properties of WPCs. 17 Thermal modification also enhances the compatibility between the wood particles
Previous study on water absorption of wood/HDPE by Mrad et al. 18 showed that an increase in the ratio of birch wood fiber relative to HDPE matrix led to an increment in water uptake of birch wood/HDPE composites. Zhu et al., 19 in his study, also observed a decrease in water resistance, deteriorated dispersion, and a lot of interfacial defects of corncob/HDPE composites as a result of increased corncob content. They suggested a reduction in amount of corncob fiber for better performance of the composites.
Water absorption is an important feature that needs to be given utmost consideration by researchers in the development of WPC products, especially for outdoor applications where moisture contents are mostly at high levels. It is determined by the lignocellulosic fiber content and the interfacial adhesion between the phases of the composites. Loading high amount of sawdust in WPCs may enhance the mechanical characteristics of the composites, but the quantity of water absorption and degradation of wood particles in composites may also increase, most importantly, if there is no good adhesion development between the fiber and the matrix. 20 It was further postulated that moisture absorption may adversely affect the mechanical and thermal properties of WPCs used on the field.21,22 In addition, the absorption of water in WPCs is not simple as it depends on a number of parameters such as the weight composition of fiber, type of matrix, level of surface adhesion, overall temperature, and the presence of a coupling agent.23,24 Jana and Prieto 25 reported that although the addition of coupling agents on WPCs lowers the rate at which of moisture diffuses into composite, adverse effects are noticed on their tensile and impact strength. Furthermore, Lafia-Araga et al. 26 discovered that heat-treated wood composites exhibited lower tendency to water absorption as a result of the reduced hydrophilicity imparted to the wood by heat modification.
This study is aimed at utilizing MP as filler material in WPC with a view to evaluate the influence of water absorption on the tensile strength, tensile fractured surfaces, thermogravimetric analysis (TGA), and differential scanning calorimetry (DSC) of untreated and heat-treated mangrove/HDPE composites in order to establish the appropriateness of the applications of mangrove wood-reinforced HDPE composites, especially in outdoors.
Materials and methods
Materials
A semi-crystalline HDPE, Titanzex HI1100 with melt flow index of 7 g/10 min and density of 0.961 g cm−3 supplied by Titan Petchem (M) Sdn Berhad, Malaysia, was used as the matrix. The mangrove wood (Rhizophora stylosa) was obtained from Matang Mangrove Eco-Educational Centre, Perak, Malaysia, and processed by crushing, sieving into particle size of range 0.5–1.0 mm, and dried in a vacuum oven at 80°C for 24 h to a constant weight. The vacuum-dried mangrove was later treated at 120°C in an oven under anoxic condition in the presence of nitrogen gas at a flow rate of 100 ml min−1 for 1 h.
Preparation of mangrove/HDPE composite
Mangrove/HDPE composites were compounded in a twin-screw extruder (model Brabender KETSE 20/40 laboratory compounder, Germany). The compounding was carried out at a screw speed of 80 r min−1 at extrusion temperatures of 150°C, 155°C, 160°C, 165°C, 170°C, and 175°C. The long strands of composites leaving the extruder were pelletized in a laboratory pelletizer into a length of about 6 mm. Further, the composite pellets were dried in a vacuum oven at 80°C for about 24 h before being injection molded into dumb-bell-shaped tensile according to ASTM D638 standard. 27 The model of the injection molding machine was Boy 55 M (Germany). The processing temperature was set between 160°C and 190°C and the mold temperature was set at 20°C. The test pieces were conditioned at 25°C and relative humidity of about 65 for at least 40 h prior to testing according to ASTM D618. 28
Water absorption test
Water absorption test was conducted in accordance with ASTM D570. 29 Five samples of each formulation were picked at random and dried in an oven for 24 h at 80°C. The dried samples were weighed to a precision of 0.001 g. The specimens were then placed in distilled water and kept at room temperature for 1440 h. For each measurement, samples were removed from the water and the water at the surface was wiped off using a blotting paper. Weights of the specimens were measured after every 24 h up to 1440 h. The values of the water absorption (Mt) in percentage were calculated using the following equation

where Mt is the water absorption at time t, mo is the oven-dried weight, and mt is the weight of specimen at a given immersion time t; water absorption was monitored at regular intervals of 24 h.
Tensile properties
Tensile tests were conducted according to ASTM D638 standard 27 by using a universal testing machine (Instron 5569; Norwood, MA, USA) equipped with a load cell of 10 kN and a mechanical extensometer at a constant cross-head speed of 5 mm min−1. The dog-bone-shaped tensile test specimens were cut to the dimension of 75 × 6 × 1 mm3. The results obtained were taken from the average of at least five reproducible data from a minimum of seven samples chosen from each batch of samples tested.
Tensile fractured surface
The tensile fractured surfaces (after failure) of dry-as-molded and water-saturated composites were scanned by Hitachi field emission scanning electron microscope (SEM) model SU8220 (Japan). A thin layer of platinum in a vacuum sputter was coated onto the fractured surfaces so as to improve the quality of the scanned images.
Thermogravimetric analysis
TGA was carried out to investigate the thermal decomposition behavior of the composite materials by using Perkin-Elmer TGA 6 (Shelton, USA) on 10–15 mg samples of each batch of the composites in a ceramic crucible, over a temperature range of 50–900°C at a scan rate of 20°C min−1. The percentage of weight change over temperature was analyzed using the Pyris software (Version 9.0).
Differential scanning calorimetry
The DSC of untreated and heat-treated MP/HDPE composites at water saturation was carried out under a nitrogen atmosphere (flow rate of 20 ml min−1), using Perkin-Elmer DSC 6 (USA). About 7–10 mg of test sample was experimented over a temperature range of 30–200°C. Each sample was subjected to first heating up to 200°C, held isothermally at this temperature for 1 min in order to clear previous thermal history. The sample was later cooled and a second heating cycle was performed at a scanning rate of 20°C min−1. The peak of the endothermic (melting temperature (Tm)) and the peak of the exothermic curve (crystallization temperature) were calculated by Pyris software. Xc was obtained using the following equation:

Where Xc is degree of crystallinity, ΔHm is heat of fusion, Wm is weight fraction of HDPE in the composite, and ΔH*m is the heat of fusion for the fully crystalline HDPE, which has a value of 292.6 J g−1. 30
Results and discussions
Percentage of water absorption
The results of water absorption as a function of MP loading for treated and untreated composites are summarized and presented in Figure 1. There is an indication of qualitative trend in all the curves, regardless of the treatment. Generally, it can be noticed that water absorption increases with immersion time. At the initial stage, all the samples of MP/HDPE absorbed water rapidly. The absorption rate gradually reduced until equilibrium/saturation was attained. The highest water absorption (2.0048%) was obtained at 30 wt% of untreated composites, while the lowest water absorption (0.5109%) was obtained at 10 wt% of treated composites. The curves were initially linear until a plateau was reached at a minimum time of about 480 h and maximum time of 792 h for 10 wt% of treated composite and 30 wt% of untreated composite, respectively. This is consistent with the study of Hosseinihashemi et al. 16 The research demonstrated that one of the importance of thermal modification is that hemicelluloses are degraded during the process, and as such, when the functional groups such as hydroxyls are reduced, the equilibrium moisture content of wood is also reduced.
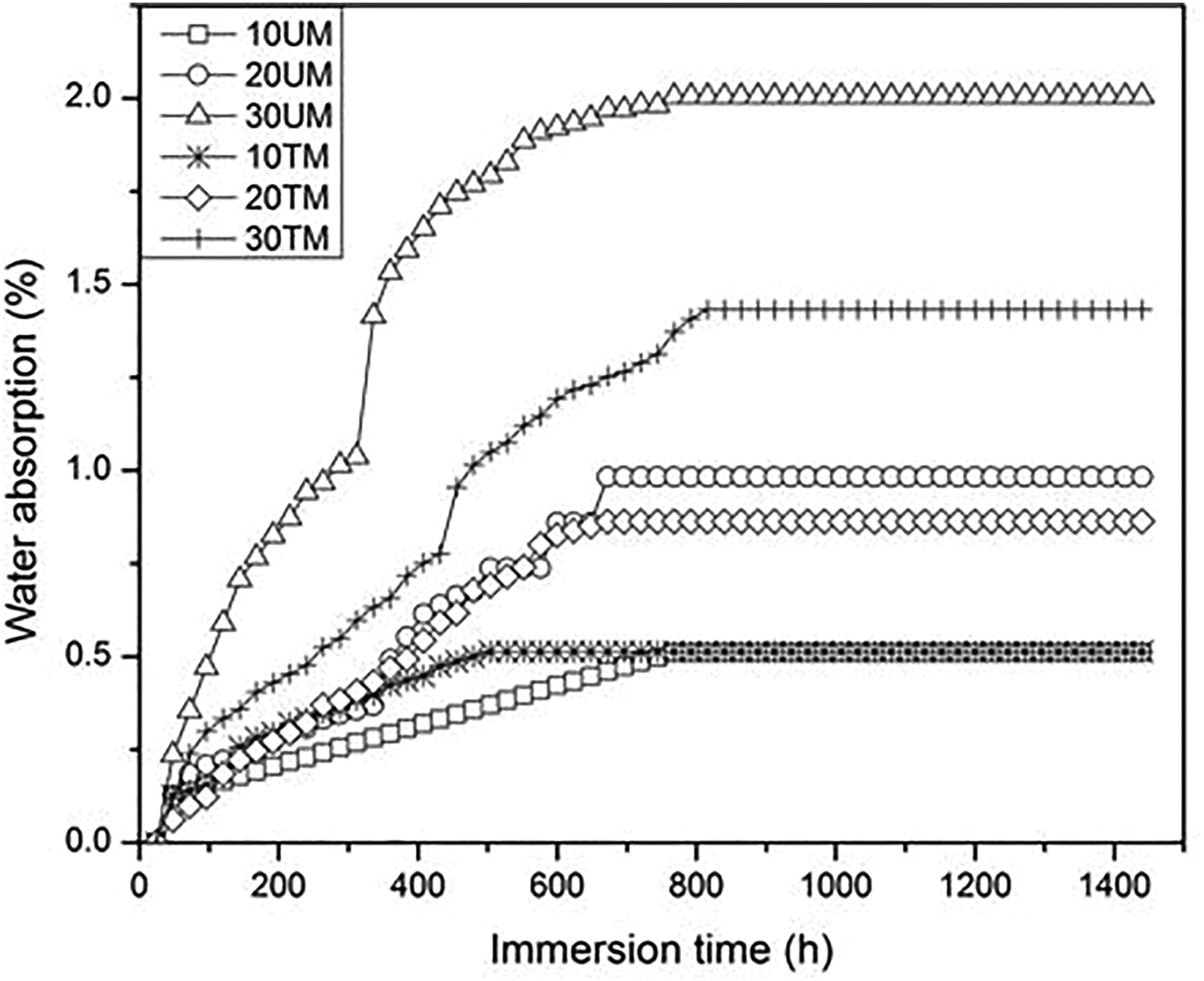
Curves of percentage water absorption of untreated and treated composites at varying MP loadings. Where 10UM, 20UM, and 30UM MP/HDPE composites contain 10%, 20%, and 30% by weight of untreated mangrove, respectively; 10TM, 20TM, and 30TM MP/HDPE composites contain 10%, 20%, and 30% by weight of treated mangrove, respectively.
As the mangrove fraction increases for all specimens, the initial rate of the process and the maximum water absorption rise. This phenomenon can be explained by the polar nature of vegetable, lignocellulose material (such as mangrove), thereby leading to swelling of the cellulose cell wall. Furthermore, as a result of the swelling, there is likely appearance of micro-cracks which can cause large transport of water through the fiber–matrix interface. 31
Tensile strength
The tensile strengths of untreated and treated MP/HDPE composites in both dry-as-molded and water-saturated conditions are shown in Figure 2. A decrease in tensile strength of the composites is observed after immersion in water irrespective of treatment as MP loading increased. This may be due to the plasticization impact of water on WPC. Similar results were reported in previous study. 18 Also, there is the tendency of cellulose at the filler–matrix interface to swell in the presence of moisture, thereby resulting in a shear stress at the interface which favors ultimate de-bonding of the fillers, leading to a reduction in the tensile strength. 32 Nevertheless, the tensile strength of heat-treated composites at all MP loadings showed appreciably better values than the untreated composites. The percentage difference of nearly 6%, 9%, and 11% was noted in untreated dry to wet composites at 10, 20, and 30 wt% of MP, respectively. Meanwhile, nearly 5%, 6%, and 10% were recorded as percentage difference in treated dry to wet composites at 10, 20, and 30 wt% of MP, respectively. These results indicate that the improved interfacial adhesion was achieved in treated composites due to thermal treatment, especially at 20 wt%.
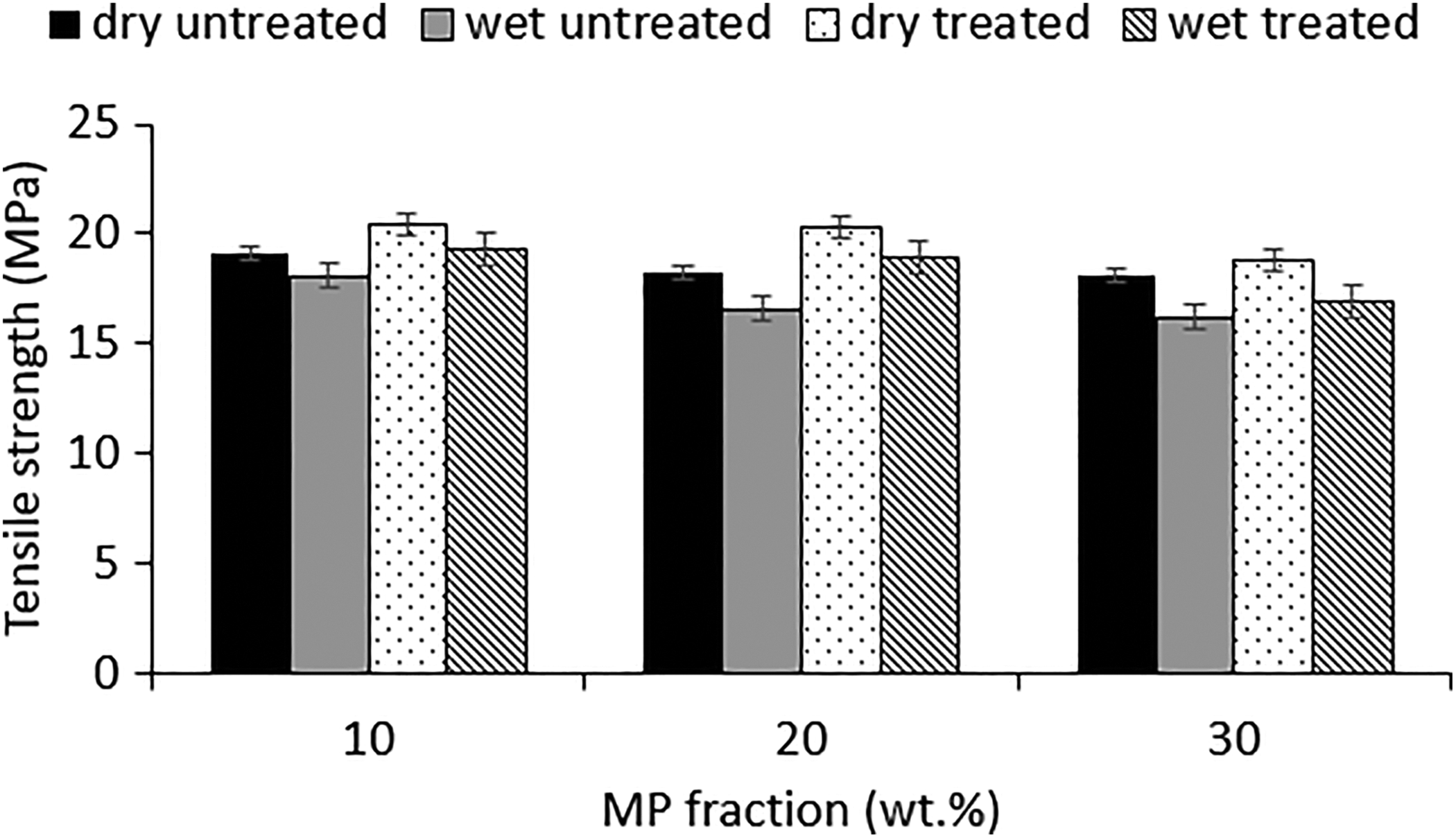
Tensile strength of dry and water-saturated untreated/treated composites at different particle loadings of mangrove.
Tensile fractured surfaces
The SEM images of the tensile fractured surfaces of both untreated and treated MP/HDPE composites in dry and water-absorbed conditions are shown in Figure 3. The loss of adhesion between MP and HDPE matrix, flaws and gaps due to de-bonding of MP from HDPE can be clearly seen to be more prominent in untreated and treated composites in water-saturated conditions (Figure 5(c) and (d)) than the dry-as-molded composites (Figure 5(a) and (b)). However, the adhesion loss and flaws are more pronounced in wet untreated composites (Figure 5(c)) relative to their wet treated counterparts (Figure 5(d)). This phenomenon was also reported by Li et al. 33 as a sign of improved fiber–matrix interfacial adhesion in treated composites.
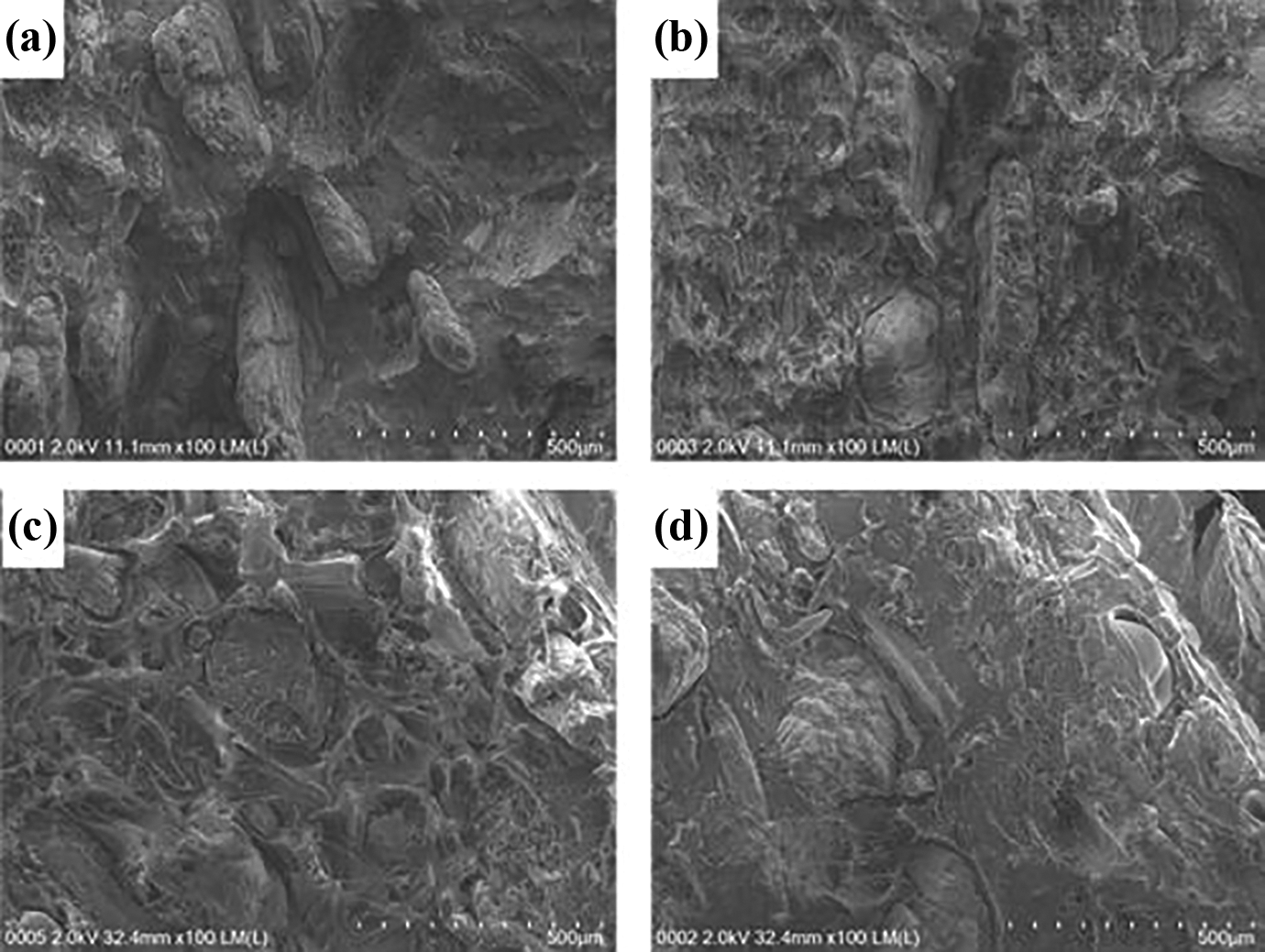
SEM images of tensile fractured surfaces of (a) dry untreated, (b) dry treated, (c) wet untreated, and (d) wet treated mangrove/HDPE composites.
Tensile modulus
Figure 4 shows the tensile modulus of untreated and treated samples in dry and water-saturated conditions. Generally, there is a decrease in tensile modulus of the composites when immersed in water due to moisture absorption. The degree of decrease is higher in untreated MP/HDPE composites relative to the heat-treated composites. Average values of 18.5%, 22%, and 16.5% decrease were observed in wet composites containing 10, 20, and 30 wt% of untreated MP, respectively. However, percentage decrease of about 15%, 18%, and 15% was obtained for treated composites at the same composition. This observation may be due to the influence of water molecules interacting with the MP at the composites interface due to the incompatibility between the polar mangrove and the nonpolar HDPE matrix. 3
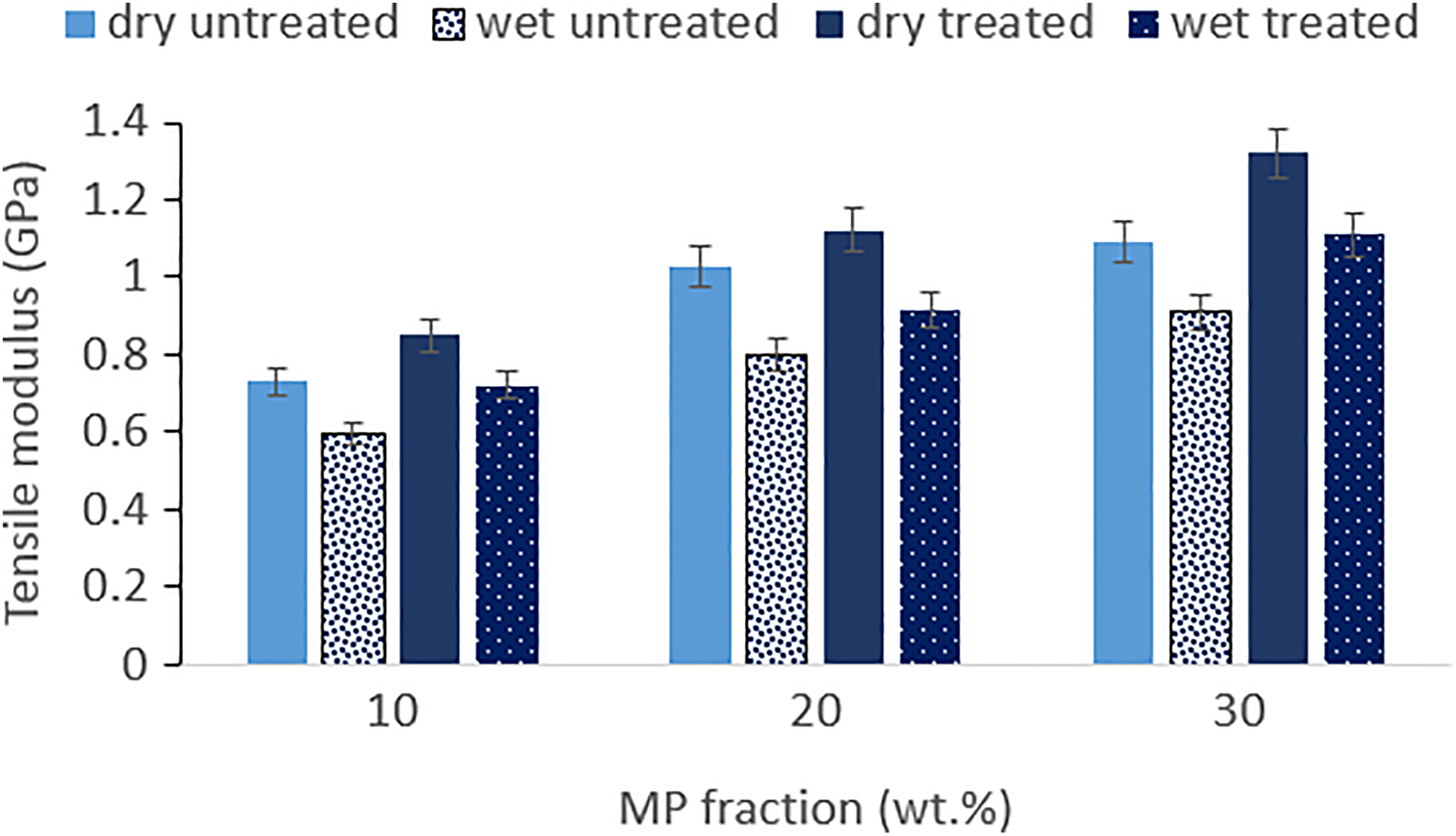
Tensile modulus of dry and water-saturated untreated/treated composites at different particle loadings of mangrove.
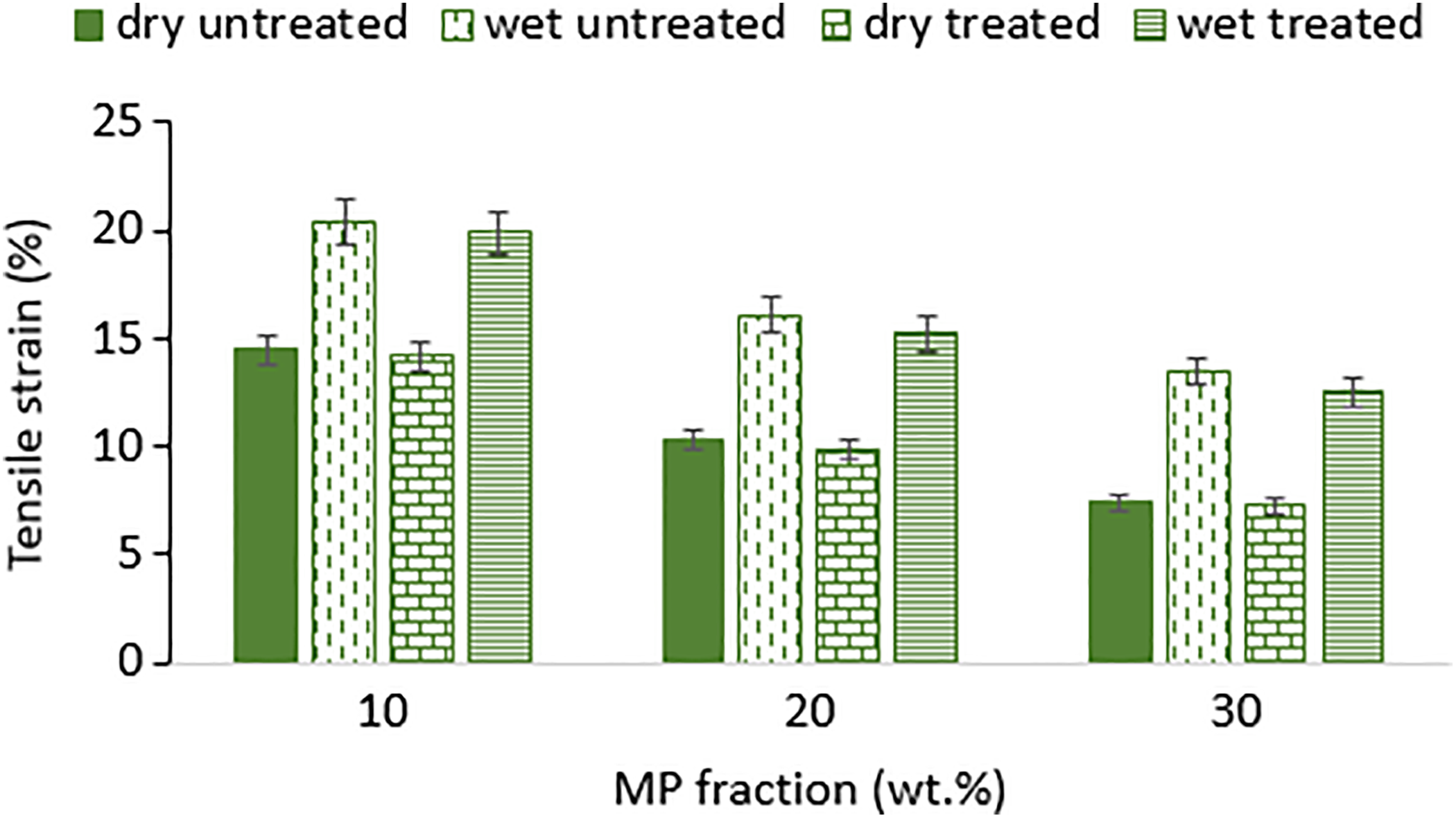
Tensile strain of dry and water-saturated untreated/treated composites at different particle loadings of mangrove.
Tensile strain
The tensile strains of dry and water-saturated of untreated and heat-treated samples are presented in Figure 5. The values obtained for all the composites increased at water-saturated points (irrespective of heat treatment), as a result of softening of the system due to plasticization. Similar results were reported by Pickering et al. 34 The percentage increase for untreated composites at 10%, 20%, and 30% by weight is nearly 41%, 56%, and 81%, respectively, while nearly 40%, 54%, and 72% were obtained for treated composites at the same MP loading. These results signify enhancement in the surface adhesion between the treated MP filler and HDPE matrix, relative to the untreated ones. Overall, heat-treated composites in dry and water-saturated conditions were observed to show less strain.
Thermogravimetric analysis
The TGA data of dry-as-molded and water-absorbed composites are presented in Table 1, while the TGA and differential thermogravimetry thermograms of dry-as-molded and water-absorbed composites are also shown in Figure 6(a) and (b), respectively. There was a decrease in the values of Tonset of wet composites (irrespective of treatment), which is an indication of the beginning of degradation. However, treated composites in dry and wet conditions showed higher values of Tonset. The difference in T50% was not significant in both dry and wet composites, which shows that water absorption has little or no effect at this temperature. On the other hand, Tp values of wet composites are quite lower than the dry-as-molded composites, with treated composites exhibiting higher values of Tp. For instance, at 20 wt%, the percentage decrease in Tp of wet untreated composite is 2%, while the treated composite is 0.2%. This simply shows that treated composites in both dry and water-saturated conditions are more thermally stable than their untreated counterparts.
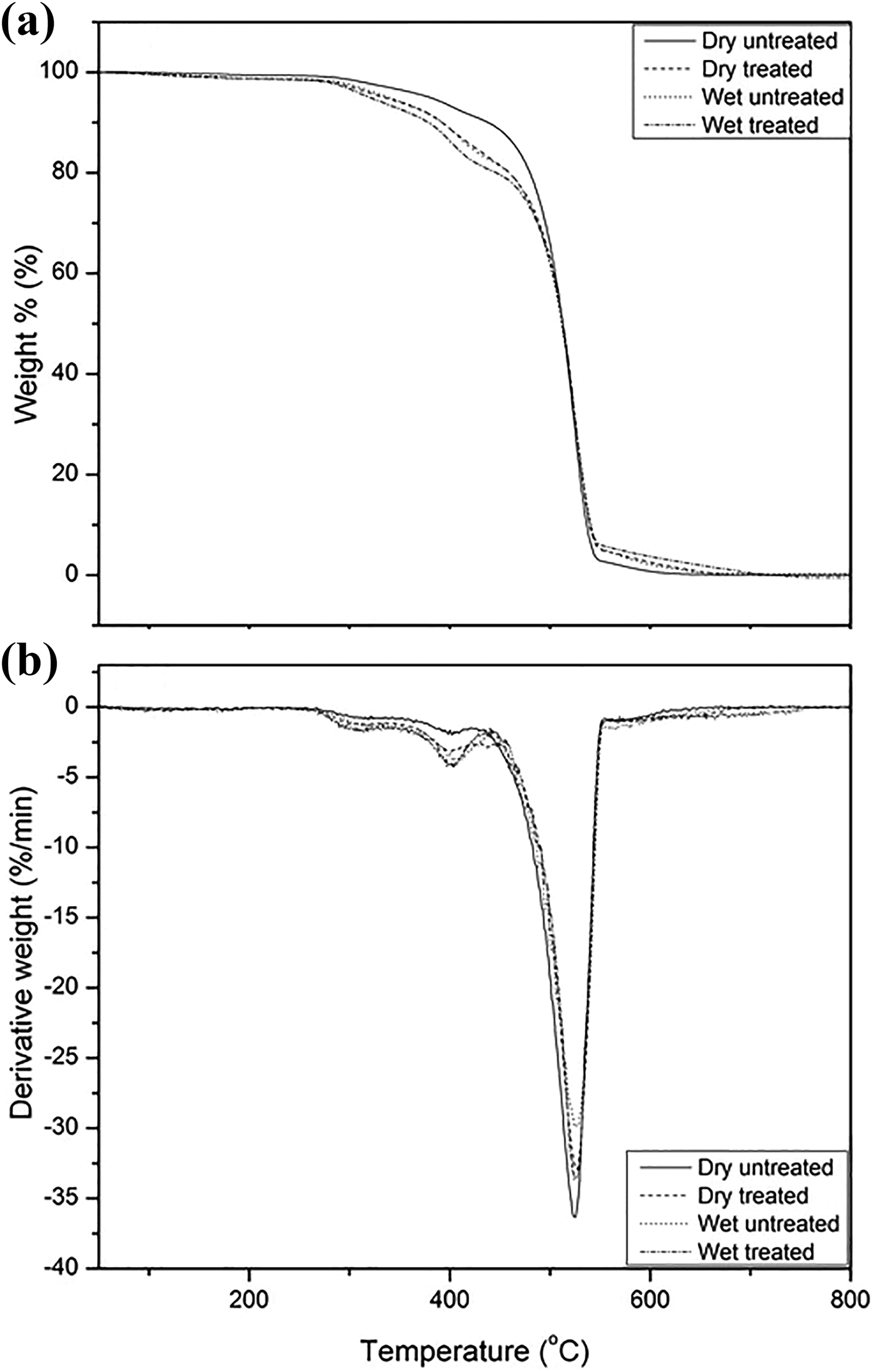
(a) TGA and (b) DTG of dry and water-saturated 20 wt% mangrove/HDPE composites.
TGA data of dry and water-absorbed mangrove/HDPE composites.
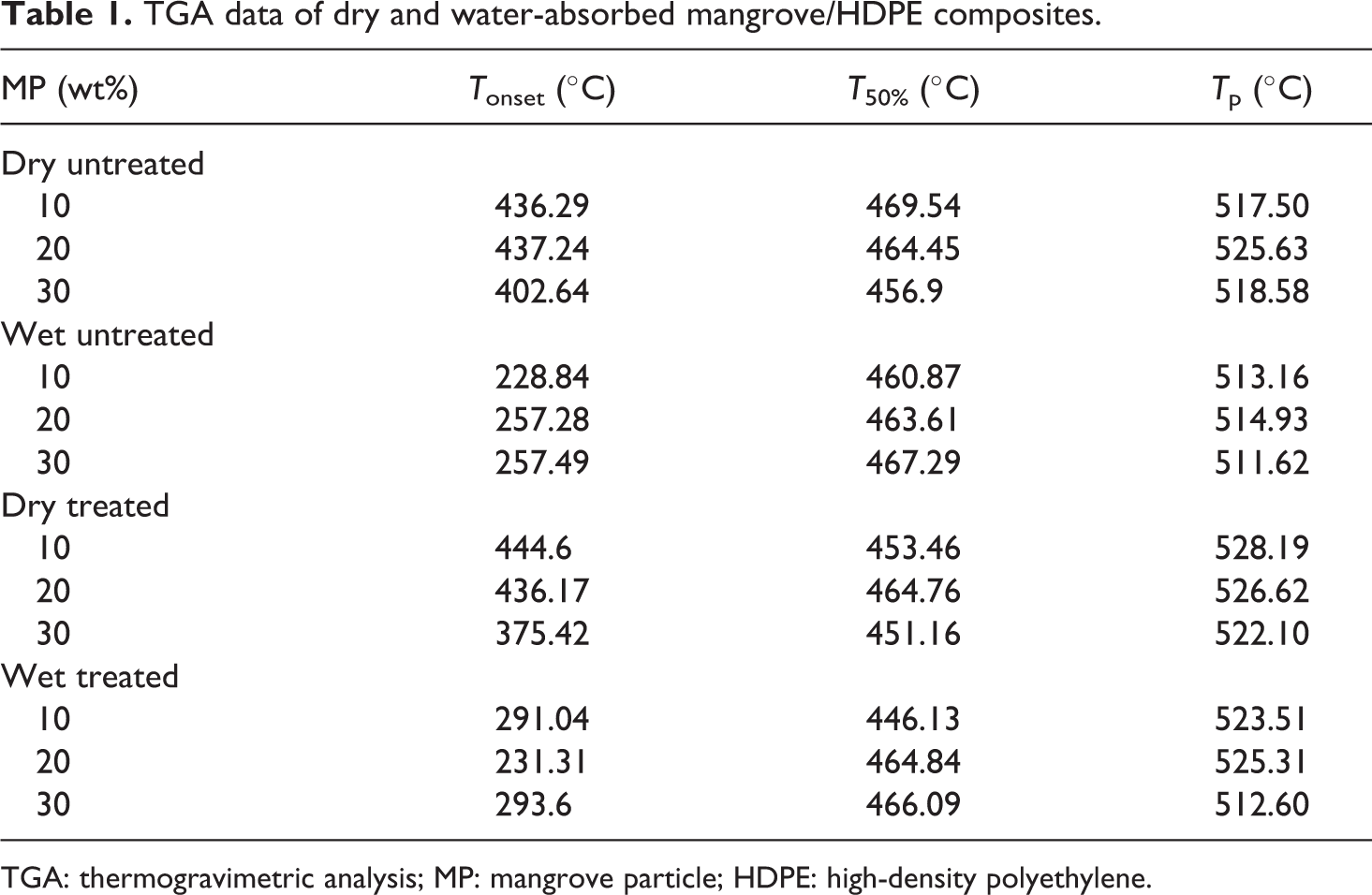
TGA: thermogravimetric analysis; MP: mangrove particle; HDPE: high-density polyethylene.
Differential scanning calorimetry
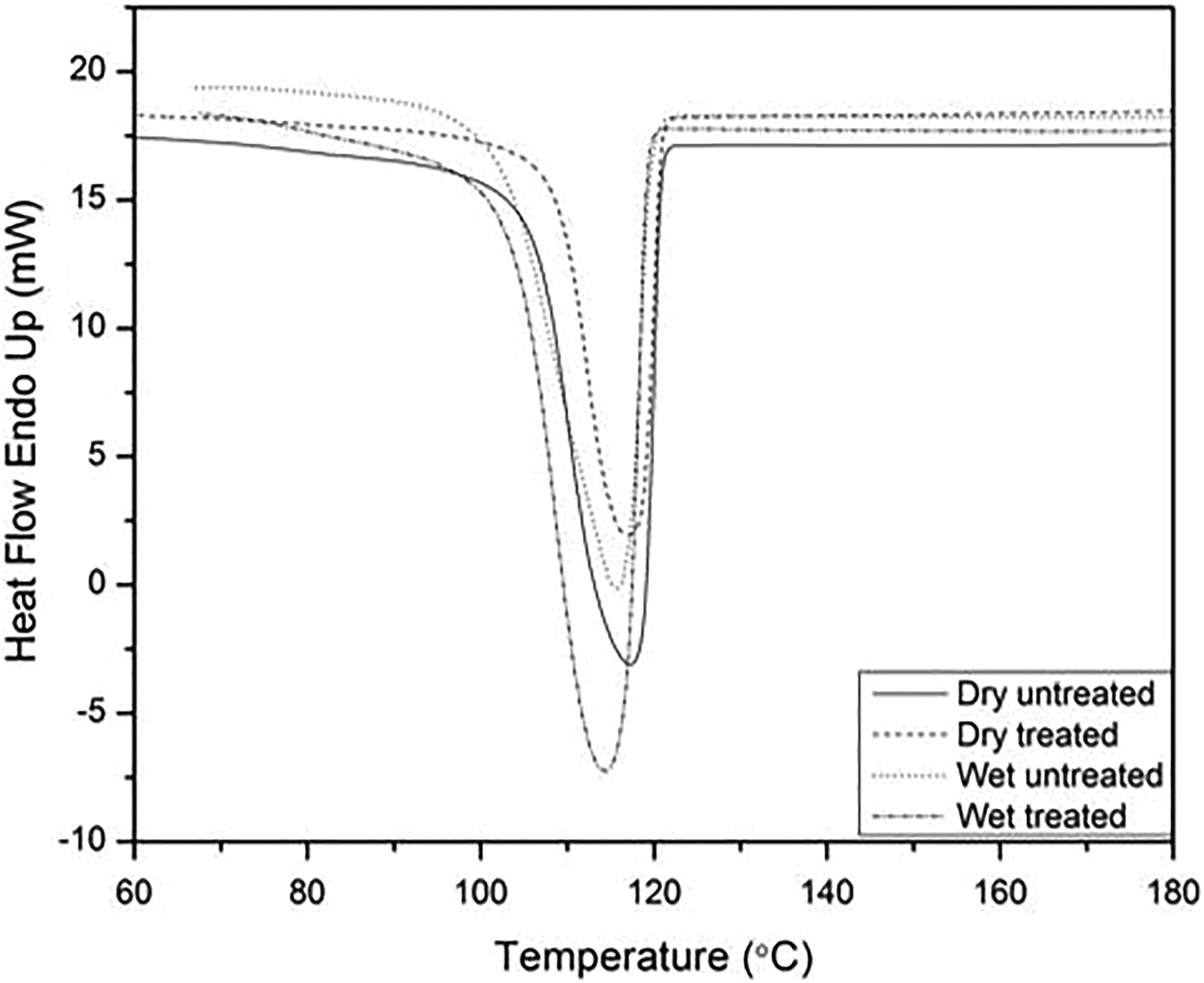
The DSC heating and cooling curves for untreated and treated composites in dry and water-saturated conditions are shown in Figures 7 and 8, respectively. The data extracted from the DSC curves are presented in Table 2. From Table 2, it can be seen that there is a slight increase in Tm of moisture saturated composites. The degree of crystallinity (Xc) of untreated and treated composites decreased as MP content increased, although a clear trend cannot be established with respect to filler loading for the untreated composites in dry and water-saturated conditions. Nevertheless, a clear trend is observed in the Xc values of treated composites, which are higher than untreated composites, except for those containing 10 wt%. Water absorption tends to have weakened the interfacial MP-HDPE bond, hence affecting the internal molecular arrangement of the composites. Also, the interaction of water with the surface OH groups of MP could retard the nucleating ability of wood particle, leading to reduced Xc 8,19
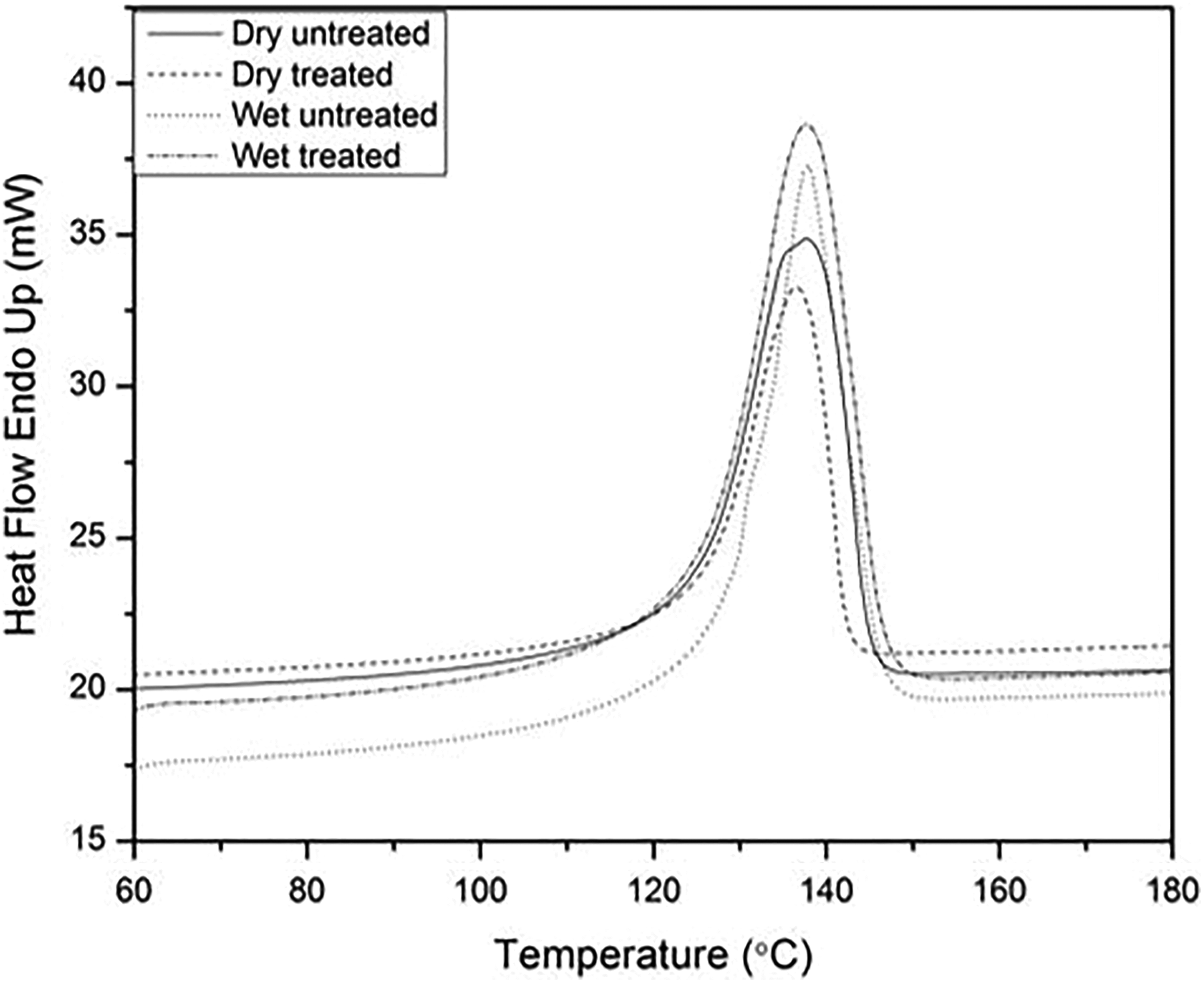
DSC heating curves of dry and water-saturated composites.
DSC cooling curves of composites in dry and water-saturated conditions.
DSC data of MP/HDPE composites in dry and water-saturated conditions.
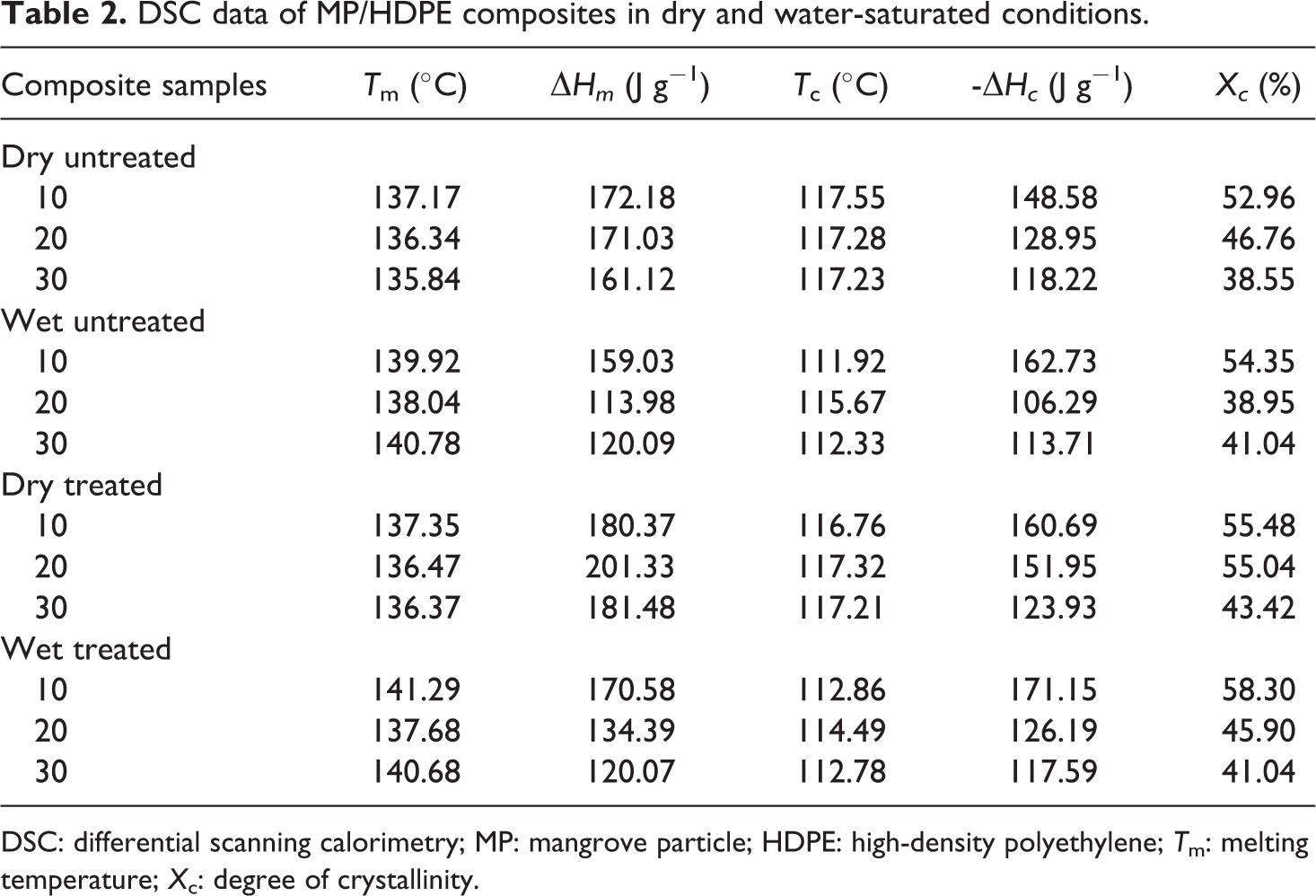
DSC: differential scanning calorimetry; MP: mangrove particle; HDPE: high-density polyethylene; Tm: melting temperature; Xc: degree of crystallinity.
Conclusions
In this study, mangrove/HDPE composites were fabricated, and the effect of water saturation at different particle loading on their tensile and thermal properties was examined. Water absorption showed more adverse effects on untreated composites than the heat-treated. The treated composites attained water equilibrium earlier and maintained lower percentage of water absorption than the untreated samples. The effect of increased mangrove loadings resulting in higher water absorption was observed on the treated composites by reaching saturation earlier than their untreated counterparts. The tensile properties of heat-treated composites at all filler loadings showed significantly better values than the untreated in water-saturated condition. Adhesion loss and fiber degradation are more pronounced in water-absorbed untreated composites relative to their treated counterparts (as shown by SEM). The maximum degradation temperature (Tp) values of water-saturated composites are quite lower than the dry composites, with treated composites exhibiting higher values of Tp (higher thermal stability). Overall, an improved interfacial adhesion was achieved between mangrove and HDPE in heat-treated composites. Also, the Xc of treated composites in both dry and water-saturated conditions was more intact than their untreated counterparts. Therefore, this study has revealed that the particle swelling permissible by the interfacial adhesion is dependent on the thermal modification of the composites. Hence, heat-treated mangrove/HDPE composites will be more suitable for outdoor applications than their untreated counterparts.
Footnotes
Acknowledgment
The authors would like to appreciate the support of the University of Malaya for providing the necessary facilities for the successful completion of this study.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the University of Malaya through grant number PG137-2016A.