
Abstract
Biocomposites are considered as the next-generation materials as these can be made using natural/green ingredients to offer sustainability, eco-efficiency, and green chemistry. Nowadays, biocomposites are being utilized by numerous sectors, which include automobile, biomedical, energy, toys, sports, and so on. In this review article, an effort has been made to provide a comprehensive assessment of the available green composites and their commonly used processing technologies for the sake of materials’ capabilities to meet up with demands of the present and forthcoming future. Various types of natural fibers have been investigated with polymer matrixes for the production of composite materials that are at par with the synthetic fiber composite. This review article also highlights the requirements of the green composites in various applications with a view point of variability of fibers available and their processing techniques. This review is specially done to strengthen the knowledge bank of the young researchers working in this field.
Introduction
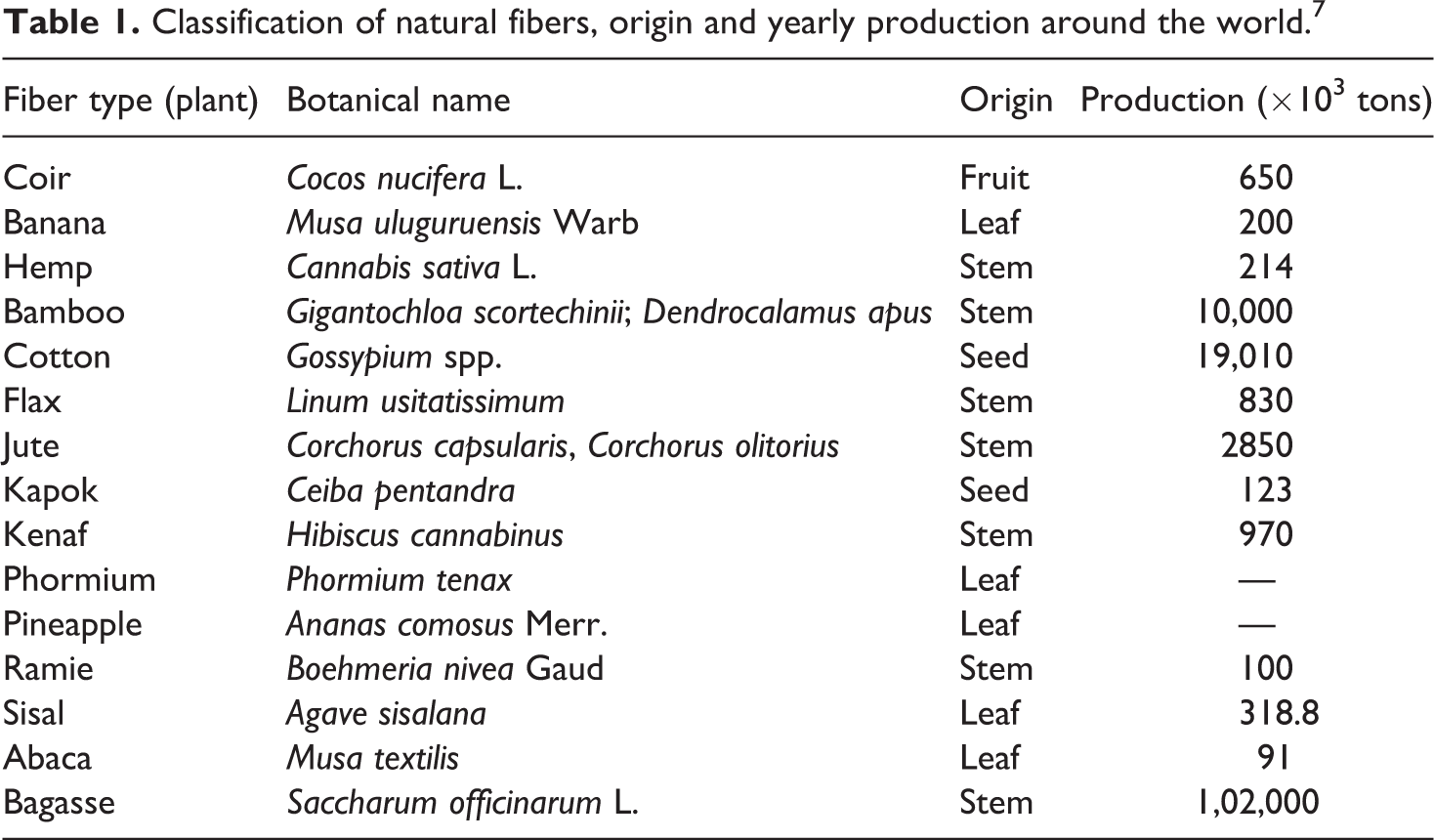
Since the dawn of human civilization, mankind has been utilizing the available materials for their convenience. In the starting eras, due to lack of technological advances, natural materials such as wood, clay, and stone were prominently used. However, in the contemporary epoch, the prominent role of both man-made and natural materials, in today’s techno-economic scenario, cannot be neglected. Resources are largely categorized into three groups: (i) metals, (ii) ceramics, and (iii) polymers. 1 Apart from these three, composites are also being developed from metals, ceramics, and polymers. The polymers (both synthetic and biopolymers) and their composites are playing vital role in various industrial and domestic uses. The synergistic properties make composites superior to their base materials based on the availability of the reinforcing material. The constituent phase which is also called continuous phase is a matrix and while reinforcement is in the dispersed phase. The assets of composite materials are swayed by the amount of reinforcement and the fiber/matrix interfacial linkage. 2 Polymeric composites possess myriads of benefits, however, the lack of appropriate degradation of these materials is still a big challenge. Moreover, a lot of oil-based resources, mainly nonrenewable, are required to manufacture the artificial polymers (e.g. polypropylene (PP), polyethylene, etc.); thus, to reduce the consumption of nonrenewable and declining oil reserves, scientists are exploring substitutes that can be renewable and environmentally friendly. It has been reported by the Energy Information Administration that the manufacture of oil is projected to decay by 4% per annum after the year 2010, and, therefore, to overcome this problem lots of efforts are made to find environmentally friendly solutions. 3 Considering this fact, the concept of “green composites” has been introduced that has been evolving as new eco-friendly materials offering engineering and commercial applications along with various techno-economic benefits. Natural fiber–reinforced composites are gaining increasing research interests due to easy availability, recyclability, lightweight, and low cost. 4 Natural fibers, such as jute, hemp, kenaf, bamboo, banana, and sisal, shown in Figure 1 have been in use for a long time along as reinforcements. Furthermore, natural fibers such as bamboo, banana, jute, wheat, sisal, sugarcane, oil palm, cotton, flax straw, silk, and coconut have gained attention for manufacturing sophisticated engineering products. 5,6 Among the various available fibers, quite a few natural fibers have come up as effective reinforcement in the thermoset and thermoplastic matrices with some organic matrices, for instance, polylactic acid (PLA). The annual production of these composites is listed in Table 1. Therefore, natural fibers are gaining popularity due to increase in environmental awareness among people. Not just the environmental issues but biocomposites can also sort out the problem of packaging industry to some extent once these are reinforced with different grades of polymers to enhance their various properties and can be exploited for sustainable constructions in automobile industry. 8 As far as other properties are concerned, the biocomposites can help to a great extent in reducing the weight of electrical vehicle thus compensating for the weight of electrical batteries. In other areas, for example, medical science, these composites play a prominent role as biodegradable materials. The most important aspect of composite manufacturing is the use of appropriate technological route, injection molding, compression molding (CM), thermoforming (TF), pultrusion, resin transfer molding (RTM), and so on. 9 Apart from this, various factors such as the type of material needed to be processed, component size, costing, complication in designs, and quality of the part are also considerable factors. In this article, the application of natural fibers in various fields, such as biomedical, packaging, automotive, energy sector, sports, leisure industry, and in the field of musical instruments, have been discussed along with the fabrication methods available for green composite materials.

Pictorial view of commonly used natural fibers: (a) jute; (b) hemp; (c) sisal; (d) kenaf; (e) bamboo; and (f) banana.
Classification of natural fibers, origin and yearly production around the world. 7
Constituents and reinforcement of green composite biofibers
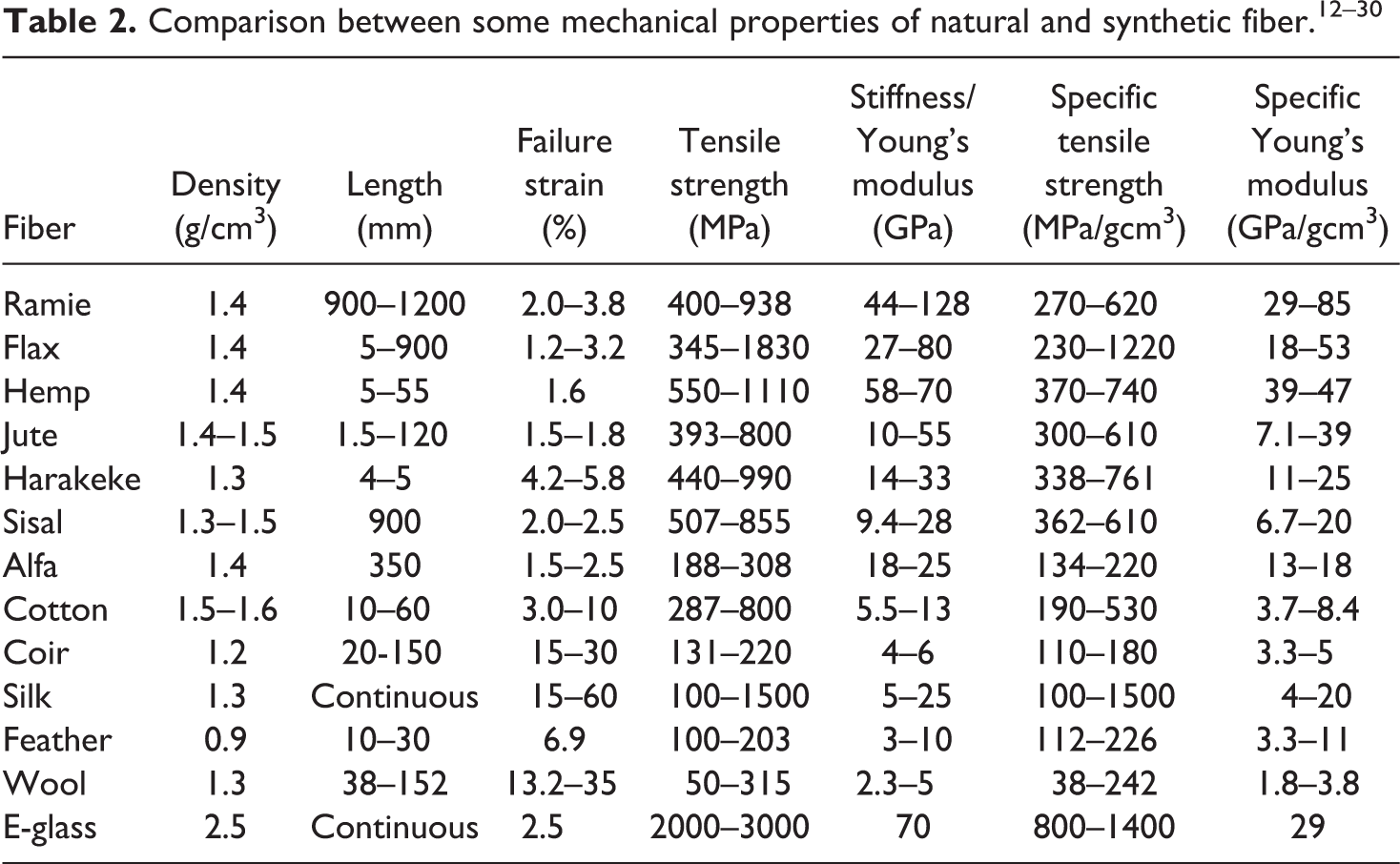
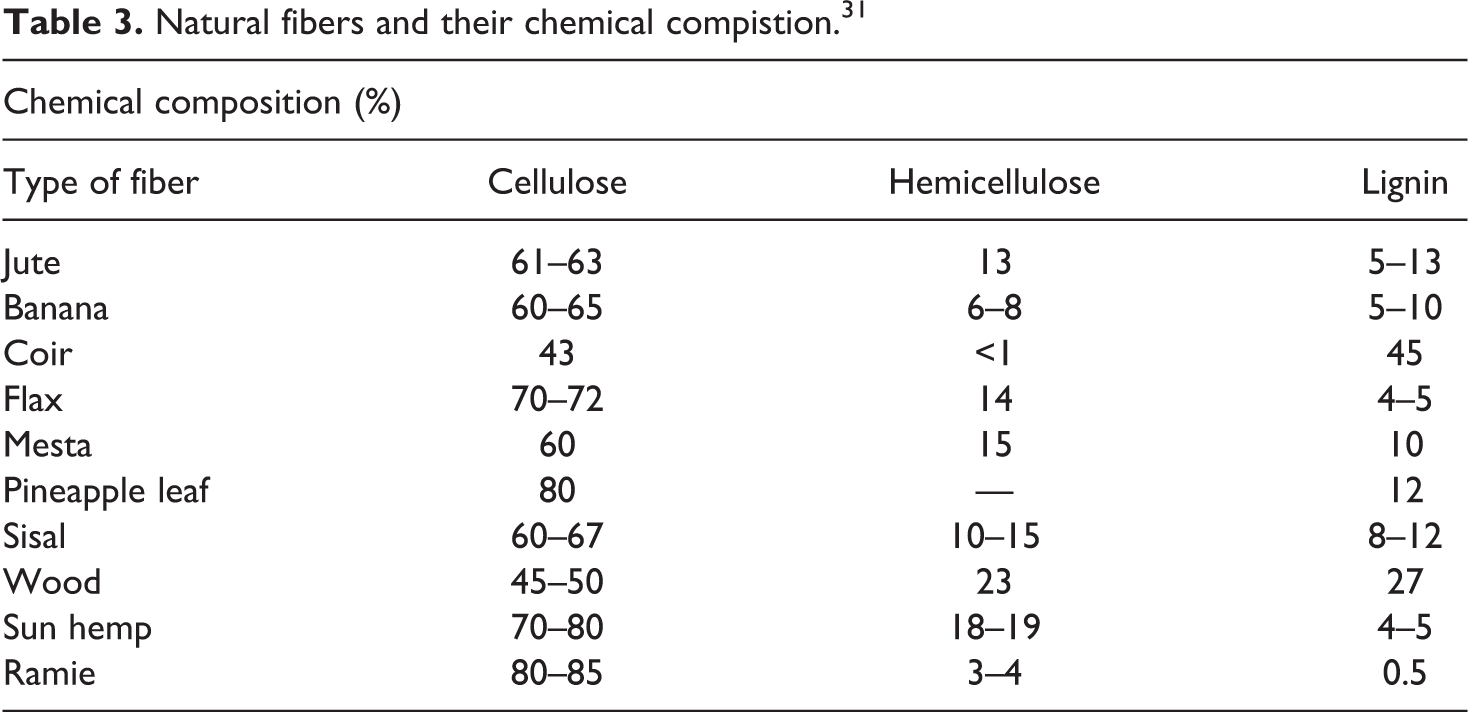
Natural/biofibers, as reinforcement materials, are embedded in a polymer matrix of the composite to form the dispersed phase. This improves the stiffness and strength of the composites as it carries the stress and load applied on the prepared composite. 10,11 Table 2 presents the comparison between properties of some natural fibers with glass fiber (E-glass). The comparison of various chemical compositions of the natural fibers is presented in Table 3. Dittenber and GangaRao, 15 Ahmad et al, 32 and others 33,34 observed that cost per weight and volume of natural fibers is less in comparison to synthetic fibers.
Natural fibers and their chemical compistion. 31
Biodegradable polymer matrix
Biopolymers have raised incredible interest over last few years owing to decent biodegradability, a lesser amount of greenhouse gas emanations, and renewability of the base resources. 35 One of the foremost concerns is discarding of synthetic polymers as plastics, such as polystyrene and polyvinyl chloride, posing the main threat to the environment as these do not decay as compared to natural fibers such as jute, hemp, and bamboo. Therefore, a lot of work is done these days related to the biodegradability of natural composites. The eco-friendly resins or bioresins are looked upon as an alternative of petroleum-based conventional polymers for composites in an extensive array of applications. 36
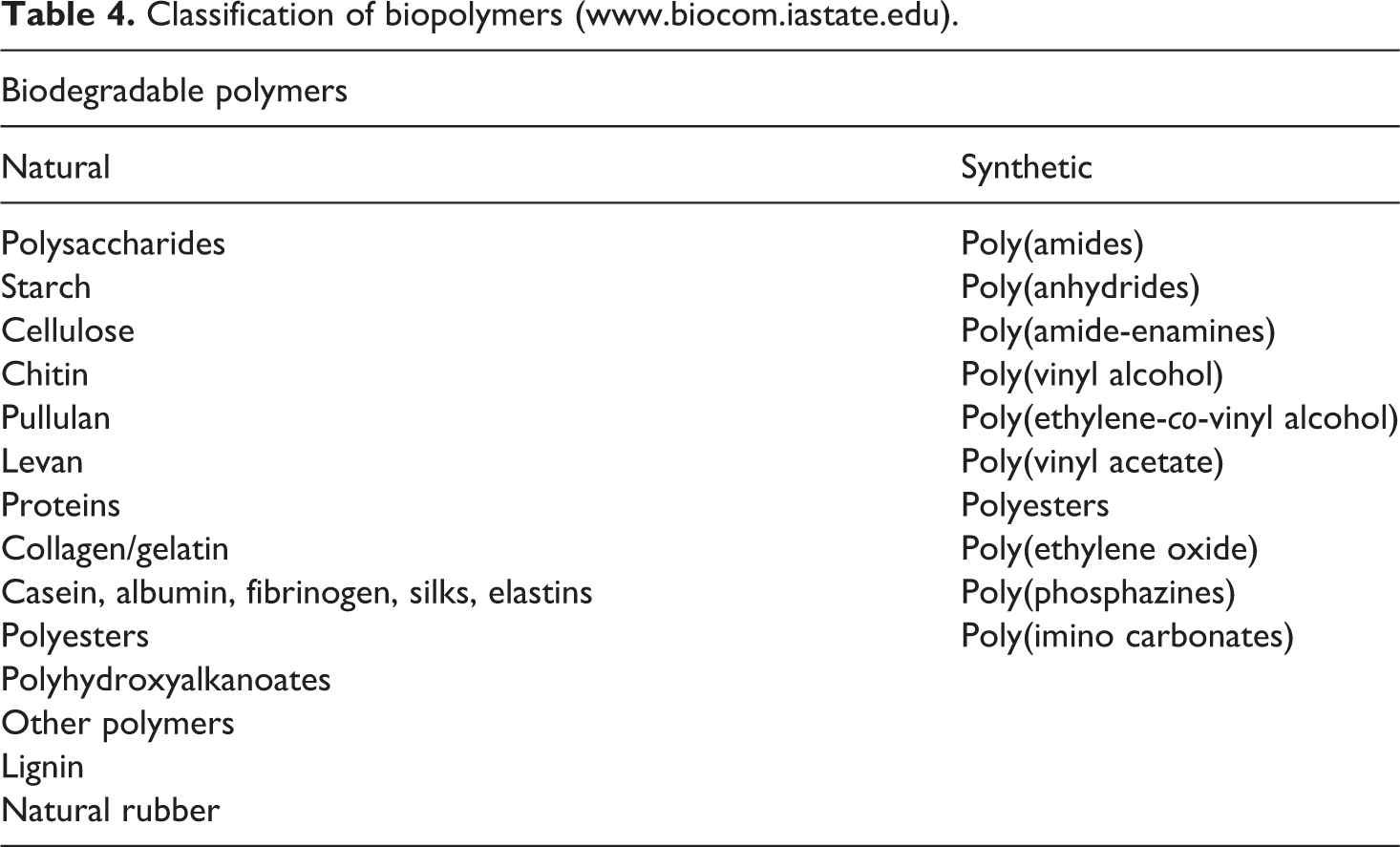
The bio-based matrix plays a parallel role as of the polymer matrix which helps to transfer applied shear load to fibers to protect them from physical damage. The categorization of biodegradable polymers and synthetic biopolymers is presented in Table 4. Polysaccharides and the proteins attained from biomass by separation process, which is also known as fractionation, are the prime family of biodegradable polymers. Polyesters such as polyhydroxyalkanoates (PHAs) form the other family of polyesters, such as polyester amide (PEA) and polycaprolactone (PCL), which are synthesized by petrochemical process. Moreover, these synthesized other family polyesters are commercially obtainable. 37 Biodegradable polymers such as PEA and PCL, which are used commonly, are also obtained through chemical synthesis. The most established and versatile thermoplastics material among biopolymeric materials is PLA, 38 which is obtained from renewable resources through biotechnology and has good mechanical properties and biocompatibility. 8 The biodegradation of some materials is in moist/wet open-air atmospheres by microbial/bacterial attack. 39 Bio-based polymer matrices have more life cycle contour than petrochemical-based traditional thermosets and thermoplastics. The life cycle of natural fibers is indicated in Figure 2. Biodegradation of natural polymers can be easily done by microorganisms in sewage treatment plants. 41 In the present scenario, green composites are being generated using aliphatic polyesters disintegrated from enzymes such as esterases (www.phenixbiocomposites.com). Numerous available studies are found illustrating the use of recyclable aliphatic polyesters including PCL and PHB in the varied application for packaging materials and implants. 42
Classification of biopolymers (www.biocom.iastate.edu).
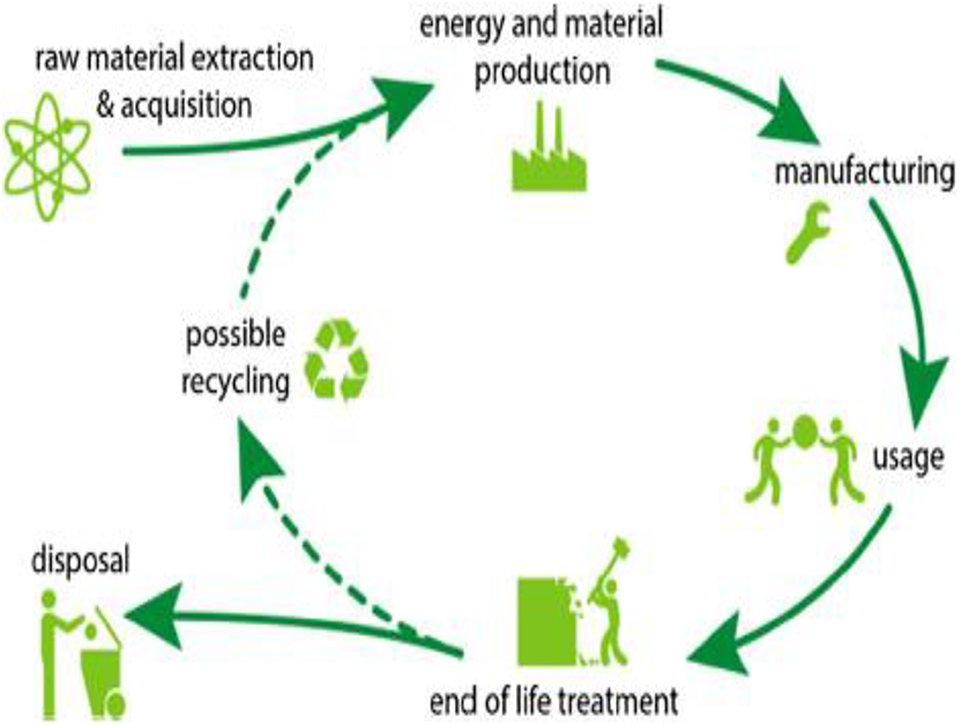
The life cycle of natural fibers. 40
Applications of natural fibers
The use of natural fibers is greater than ever before. Various natural fibers are having good applications in the automobile sector and even used in sports and packaging sector. 43 Even the appropriateness of natural fiber composites has exposed new significance in substructure presentations where reasonable strength, lower cost, and eco-friendly properties are obligatory. 44
Biomedical applications
Chemistry for contemporary medication, allied with the accumulation of natural composites, is anticipated to be a key leitmotif of chemical actions in the current era. Therefore, a lot of consideration can be given to natural polymers and their probable worth in the biomedical field. Subsequently, a significant number of medical applications of green composite’s usage surged in the form of implants. Usually, metals (such as stainless steel and titanium alloys) and polymers (ultrahigh-molecular-weight polyethylene, and ceramics (hydroxyapatite) are utilized for orthopedic or medical applications. However, the last two decades perceived a standard transferal from biostable biomaterials to bioabsorbable or biodegradable (hydrolytically and enzymatically degradable) biomaterials for medicinal equipment that helps in restoring and revival of the damaged tissues in the body.
45
Other significant field is where novel composites are being developed for various applications in the tissue engineering (TE), and these composites has depicted outstanding potential, especially in the biomedical field.
46,47
The advantages of renewable resources for fabrication of biocomposite materials were discussed by Chandramohan et al.
48
The distinction of some physical assets (such as tensile and flexural strengths) of sisal was also observed for bone implant, and it was observed that titanium alloy has high strength in comparison with other materials, but the major problems associated with using these types of alloys are corrosion, metal incompatibility and magnetism effect, decrease in bone mass, and increase in bone porosity.
49,50
Consequently, with the progress of biocomposite materials, it is expected that because of non-corrosive nature of these materials the bone density will increase. Santo et al.
51
observed that, in the TE field, while considering the idea of manufacturing multifunctional scaffolds, polymers are capable of acting as patterns for cell transplantation and for carrying bioactive agents in a meticulous manner. This is an evolving way expected to boost tissue regeneration and establish a multifaceted hybrid release system comprising of a three-dimensional (3-D) structure constructed on poly-
Packaging
Billions of tons of petroleum products are used for the production of plastic bags, which can be saved for future needs as these energy resources are not recyclable; hence, as shown in Figure 3(a) and (b), green polymers are used as packaging materials in food industry. The issues related to non-biodegradability of plastics were discussed by Srinivasa and Tharanathan. 52 They also classified biopolymers and proposed chitin/chitosan-based materials to be used as biopolymers. The biopolymers-based nanocomposites were reviewed by Tang et al. 53 for applications in food packaging industry. The various methods that can be utilized for the growth of cost-effective recyclable materials were also discussed in the work. Moreover, the grouping of biopolymers was done in starch-based, PLA-based, and protein-based groups. The strengthening of biopolymer films using nanoparticles and with other treatments was also reviewed by Youssef, 54 and it was concluded that nanocomposites can reduce the flammability to some extent along with the maintenance of the polymer’s transparency.
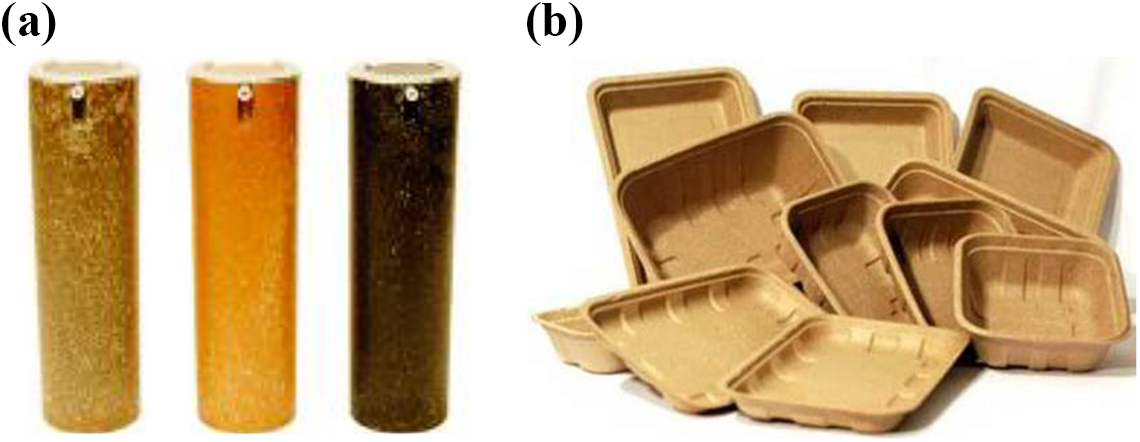
Cosmetic packaging products made from wood plastic composites (a) and food packaging material from bamboo fiber (b) (courtesy: www.webpackaging.com and www.thedieline.com).
These composites are also a good option for packaging, and the addition of nanoparticles enables their usage for packing fruits, vegetables, and liquid, owing to the enhanced mechanical and thermal performances. Davis and Song 55 studied the effects of biodegradable packaging on waste management in contrast to the oil-based polymer packaging materials.
Automotive applications
The use of natural fibers in automotive field was started in 1942, by Henry Ford, through experimenting with soybeans for producing composite plastic components. But during that period, petrochemical was very economic, so much importance was not given to soy-based plastics. 56 However, due to environmental regulations and expensive petroleum products, the nonstructural automotive interiors components are made from biocomposties such as flax, hemp, and jute. 12 These days reputed automobile companies (BMW, Ford, Renault, and Volvo) are using natural composites in front door linens (1.2–1.9 kg), rear door linens (0.8–1.6 kg), boot linens (l.5–2.5 kg), parcel shelves (up to 3.0 kg), and seatbacks (l.7–2.0 kg). 57,58
Specifically, the jute was brought into practice, as door panels, by Mercedes in 1996, while plant fibers were used for the first time in the year 2000 by Daimler Chrysler for weight reduction, cost-cutting, and recycling. Recently, Volvo is working to reduce the weight of its vehicles using natural fibers instead of glass fiber-reinforced composites (www.bio-based.eu). The European Directive 2000/53/EC environmental legislation is forcing automotive companies to rethink on using petrochemical materials. 59 The use of natural fibers in Mercedes Benz E-class model 59 is shown in Figure 4. Figure 5 shows an automobile interior, where bio-based materials was used. 60 Volkswagen is using Faurecia’s flax-reinforced PP technology in its 2015 V-Golf model for door panels and seats (www.jeccomposites.com). The importance of these fibers can be considered from the fact that there is 2.4% increase in the production of vehicles since the year 2000 as in the year 2017. However, a decrease in production has been observed from 2008 to 2009, as this was the recession period. From 2010 onward, the market growth was phenomenal as seen in Figure 6, and 73.5 million cars were produced worldwide in the year 2017.

Natural fibers flax, hemp, sisal, and wool used in Mercedes Benz E-class. 60
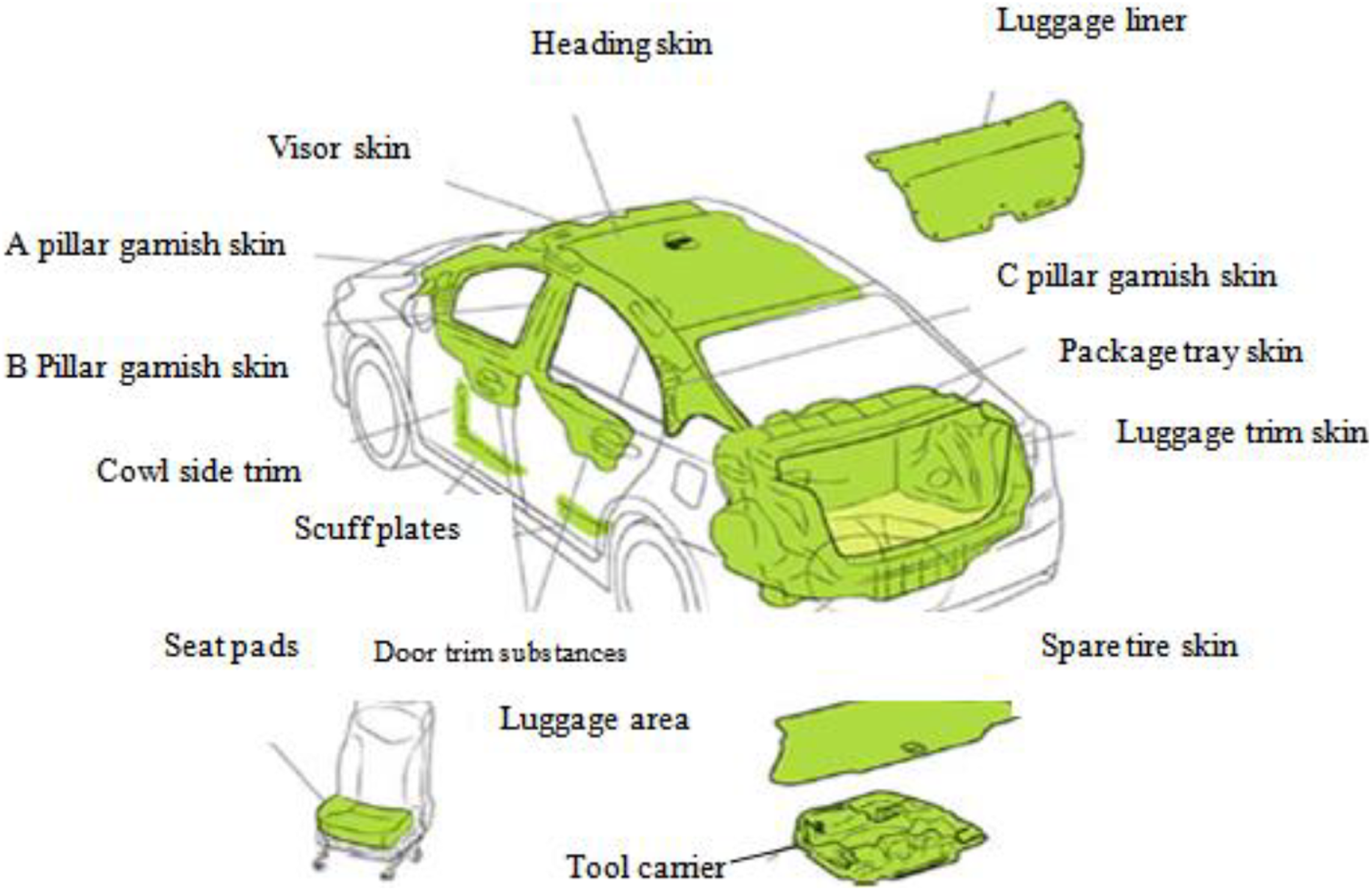
Automobile interior with bio-based materials can be used. 56
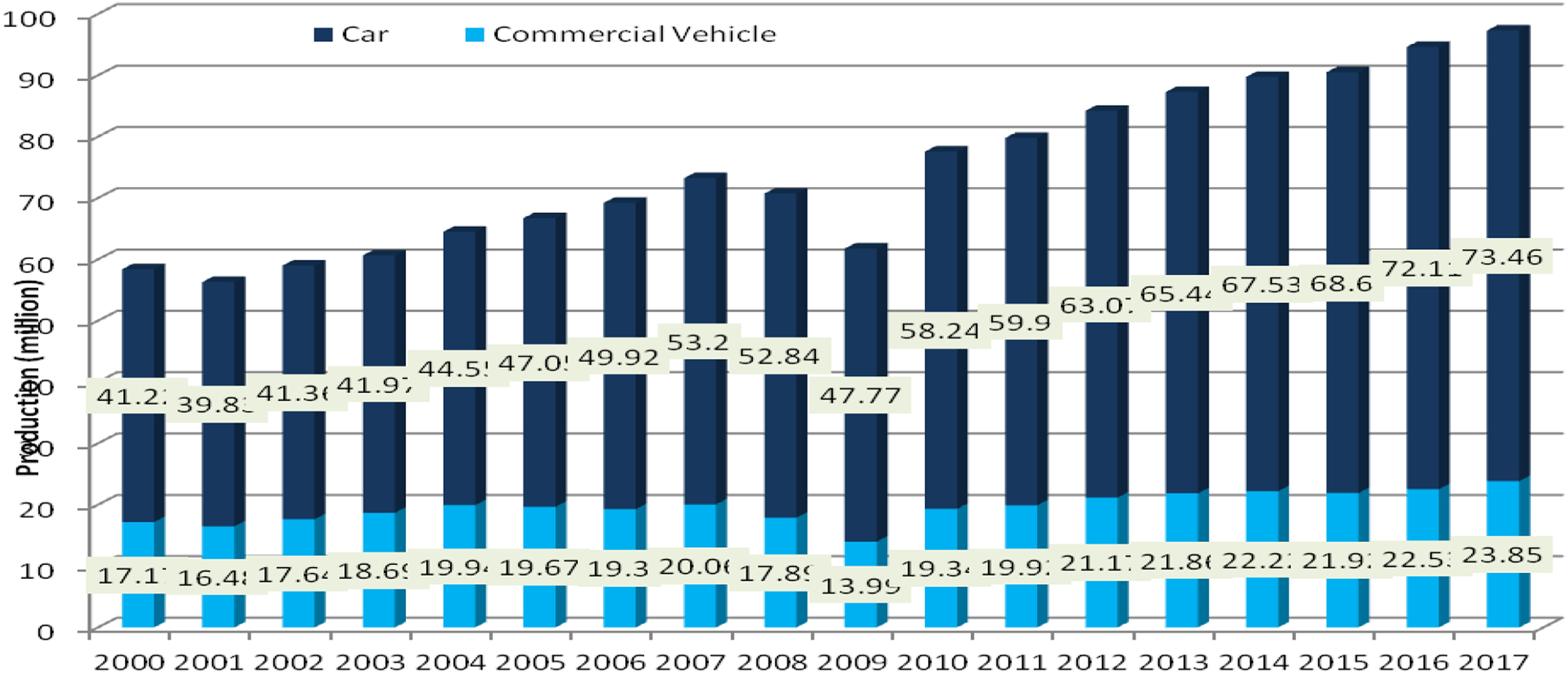
Data of worldwide car production from the year 2000–2017.
Moreover, the wide use of green composites depends on the cost-effectiveness and competitive production techniques that are suitable for manufacturing various components of vehicles. It has been estimated by various material experts that advanced composite body could be 50–67% lighter than the present body. 61
Energy sector
Natural composites, such as Biotex Flax, play an important role in the energy sector, and, one of the prime areas is the manufacturing of rooftop wind turbines. The designing and manufacturing of blades are done based on the performance characteristics of Biotex flax fiber using twistless technology. The major focus of research conducted in this area was to reduce the cost of wind energy (Endowed Chair of Wind Energy) through the fabrication of sustainable rotor blades of a 1 kW wind turbine. The team tested with a lot of materials for the economic production of blades, but Biotex flax gave the best results for lightweight applications in the manufacturing of turbine blades as shown in Figure 7. Other high-end performing material with good compressive strength and elasticity is bamboo, having one-sixth of weight in comparison to steel. This material has good wind strength as well as toughness when compared to glass fiber bamboo wind blade which is 10–12% lighter and cost-effective. The small diameter of bamboo can be used for artificial panels that can replace wood. There are around 100 sets of 800 kW wind blades in operation since 2010 in China. The static test of 2 MW, 2.5 MW, 3 MW is passed by 1.5 MW wind blade. As wind power blade demand is expected to grow 20% in the coming years, bamboo can also be considered as the future material in energy sector applications. 62

Natural fiber-reinforced blades (www.compositesevolution.com).
Musical instruments and toys
Green composites also play important role in the manufacturing of musical instruments, as plant fibers have good sound behavior. The other advantage of using these as materials for manufacturing is their lightweight; some of the examples are neck stiffeners, bows, and top plates of strings. The other reason for using these materials is short production time and good resistance to environment changes (such as dirt, water, bumps, and bruises; www.jeccomposites.com). Flax fibers with high quality are used in manufacturing speakers. Clara ukulele guitar is produced from a proprietary material as shown in Figure 8. Although plastic is a cheap material to manufacture toys, it has more harmful environmental effects than natural materials. The environmental degradation of plastic toys is a major concern, and children are exposed to harmful chemicals. Due to these factors, the toy makers are now shifting to more sustainable materials, bio-based plastics, in which polymers are made from starch with the renewable feedstock. Some of the examples of bio-based plastics are PHA, PLA, and so on, which can be easily recycled. Also, companies are coming with bio-based composites for manufacturing of toys in which plastic and wood combine to form a material that can partially be degradable. The other reason for shifting to bio-based toys is the plasticizers that are used to give flexibility to toys have many effects on the health of small children.

Guitar plates made from natural fibers (www.compositesworld.com).
Sports industry
Green composites find applications in the development of lightweight, high-strength, large degrees of freedom of design, and easy processing sports equipments, especially in making tennis balls and racquet, squash and badminton racquets. Lumber with the specific tenacity of 215.6 MPa and specific elastic coefficient of 18,620 MPa is an integral part of many sports equipment. Bamboo due to its good stiffness, softness, and moisture permeability is used in wooden Ski, baseballs, polo balls, and waterproof surfaces in sports. The other major advantage of these composites is their ease in design modifications. Figure 9 shows the skateboard made from bamboo.

Skateboard made from bamboo (www.pinterest.co.uk/pin).
Boat hulls and canoes
In marine sector and transportation, specialized catamaran hull-reinforced with flax has widespread popularity. 63 Further, flax-reinforced PLA was used to manufacture canoe for boats (www.jeccomposites.com) and in 2011, a prototype boat with 50% flax fiber was made. Advanced impregnation process was used that helped in the reduction of humidity with use of green composites. Lavender composites were successful in testing a Sicomin’s Greenpoxy-55 and Amorim’s CoreCork core for manufacturing of hull with the highest performance with electric-powered boats. In these, an infusion fabrication process was used to reduce volatile compound releases. Figure 10 shows the pictorial view manufacturing process of bamboo boat hull.

The manufacturing process of bamboo boat hull for water sports activities (from left to right). 64
Snowboards/skis and surfboards
In this engineering production, the bio board was launched, by X boards Inc. USA, wherein the flax fiber was used for absorption of shocks and improvement of resilience. The damping capacity of FlaxJacketTM board, shown in Figure 11, is double as compared to Kevlar and three times as compared to fiberglass (www.x-boards.com).

Flax Jacket™ board (www.jeccomposites.com).
Architectural applications
Rosa et al. 65 studied the environmental impacts and thermal conductivity analysis for various materials used for building walls and to understand the impact of environmental changes on life cycle of the green composites. Natural fibers such as flax and bio-based epoxy were used for manufacturing and testing of material for thermal conductivity. The results showed that environmental effects were lowered using eco-sandwiched materials. Moreover, the presentation of comparatively thin building envelopes with high thermal resistance (m2K/W) and low thermal transmittance, U (W/m2 K) can be attained using natural fibers. Green building concept is also considered these days to reduce the environmental impacts of infrastructure, so that the buildings with the use of minimum energy, water, and material can decline the possible environmental impacts. It has been observed that with regard to building value (84%), occupants’ health and well-being (88%) and return on investment (68%) are quite high with green composites. Green composites architecture and constructional applications present necessary assistance namely recycled content, regional materials, building and material reuse, and rapidly renewable materials. 66 Usage of green composite bars in structures to cause replacement of the predictable steel bars has already been observed to make the structures more earthquake proof (www.taylorstair.com).
Processing technologies
Many manufacturing processes such as injection molding, extrusion, pultrusion, CM, resin transfer molding (RTM), and TF are utilized for fabrication of biocomposties. 9 Altun et al. 67 manufactured wood flour and PLA composites using injection molding, whereas Hu et al. 68 manufactured jute and PLA composites using CM. The further TF process may also be used as an alternate method for manufacturing PLA composites. 9,69 Direct long-fiber thermoplastics (DLFT) is a novel method for the production of plastic composites for metal parts. 9 Generally, selection of the fabrication methods rest on the kind and the procedure of material to be handled, quality of the part, complexity of the part design, capacity of production, and capital cost requirement. 70 In this article, the fabrication processes for green composites with various processing techniques such as CM and TF, injection molding, prepreg sheet (PS) method, RTM, and vacuum bonding are explored. Table 5 lists various processing technologies used for manufacturing of some natural fibers, and Table 6 compares different techniques available for fabricating green composites.
Processing methods for some natural fibers.
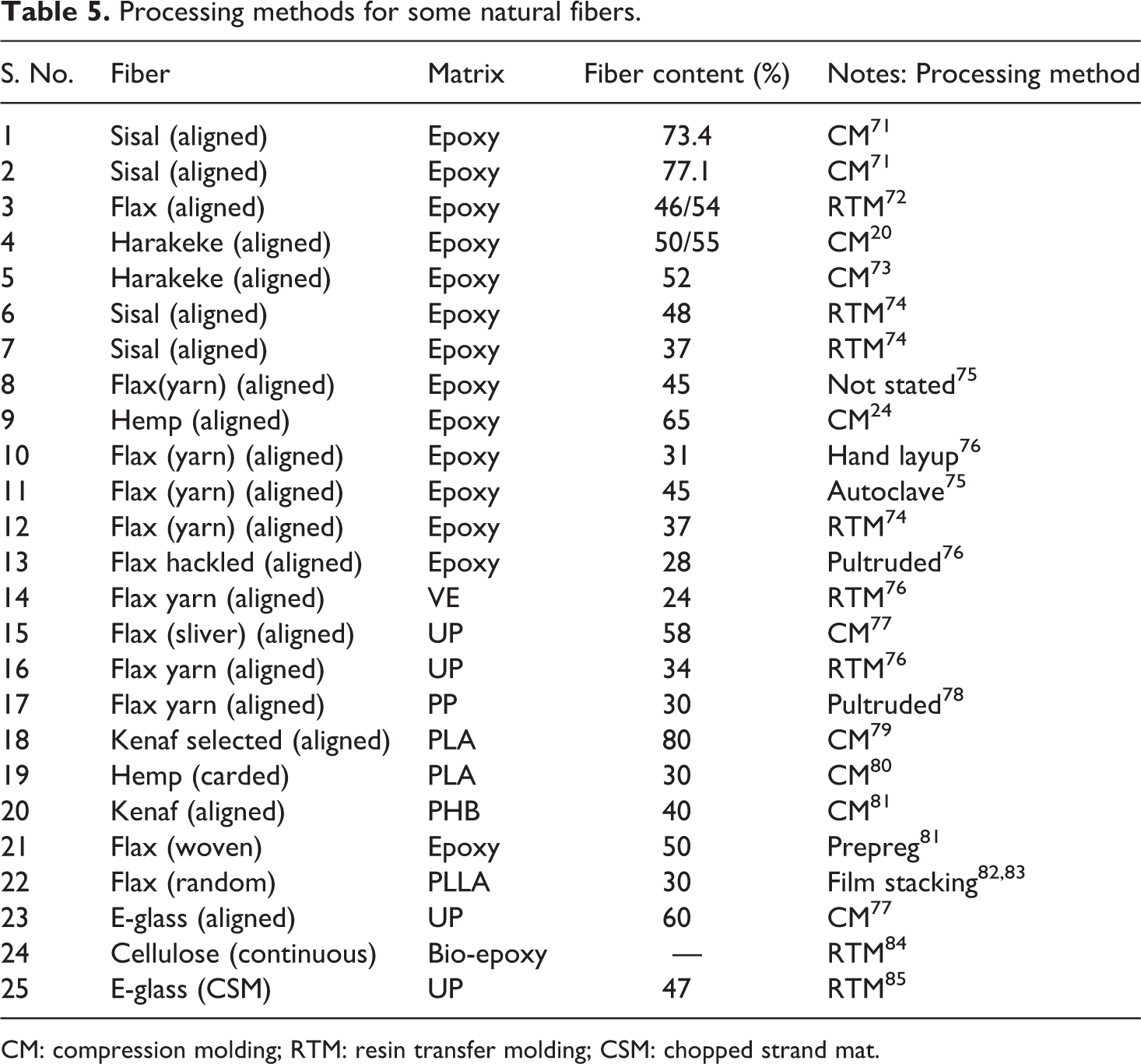
CM: compression molding; RTM: resin transfer molding; CSM: chopped strand mat.
Comparison of different techniques available for fabricating green composites.
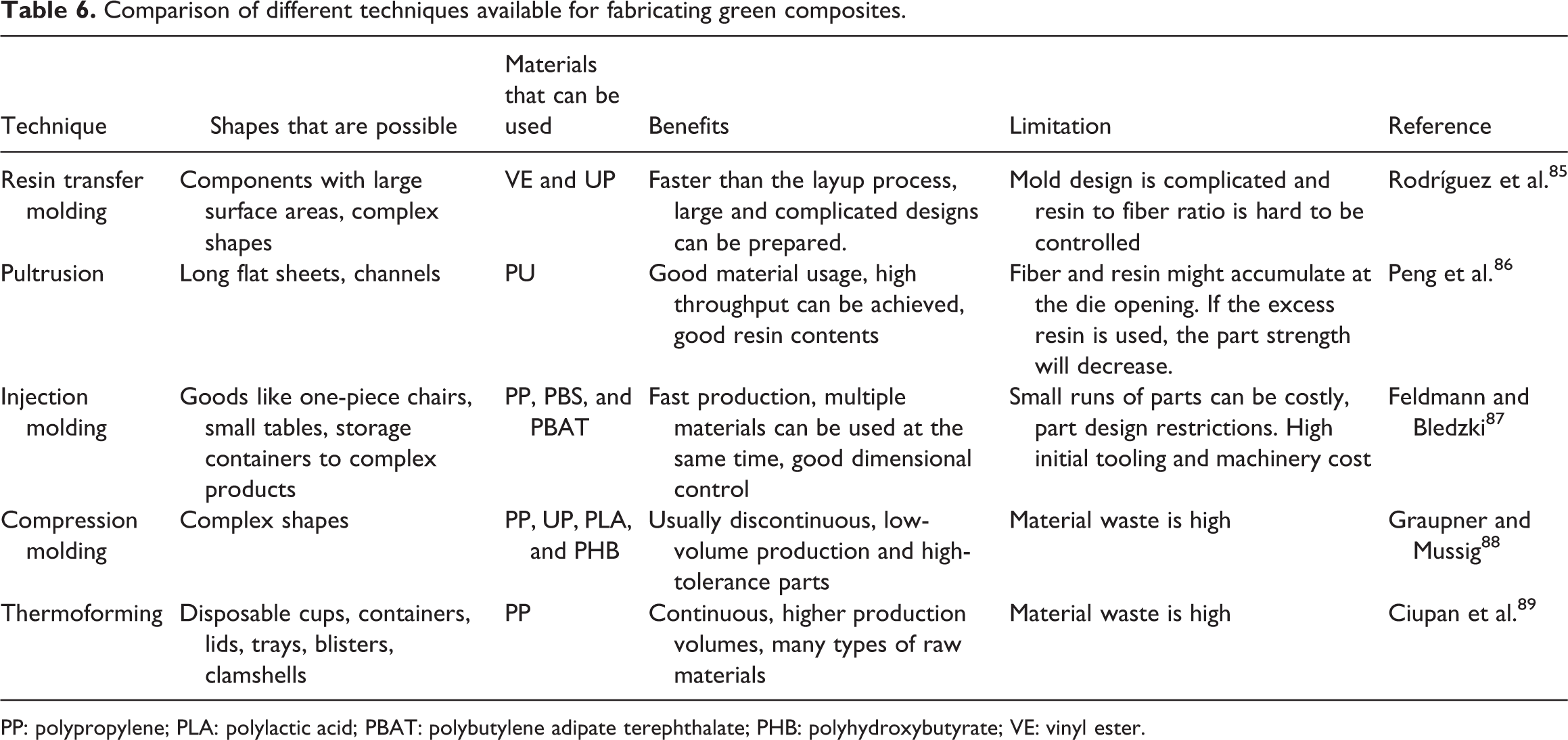
PP: polypropylene; PLA: polylactic acid; PBAT: polybutylene adipate terephthalate; PHB: polyhydroxybutyrate; VE: vinyl ester.
Compression molding
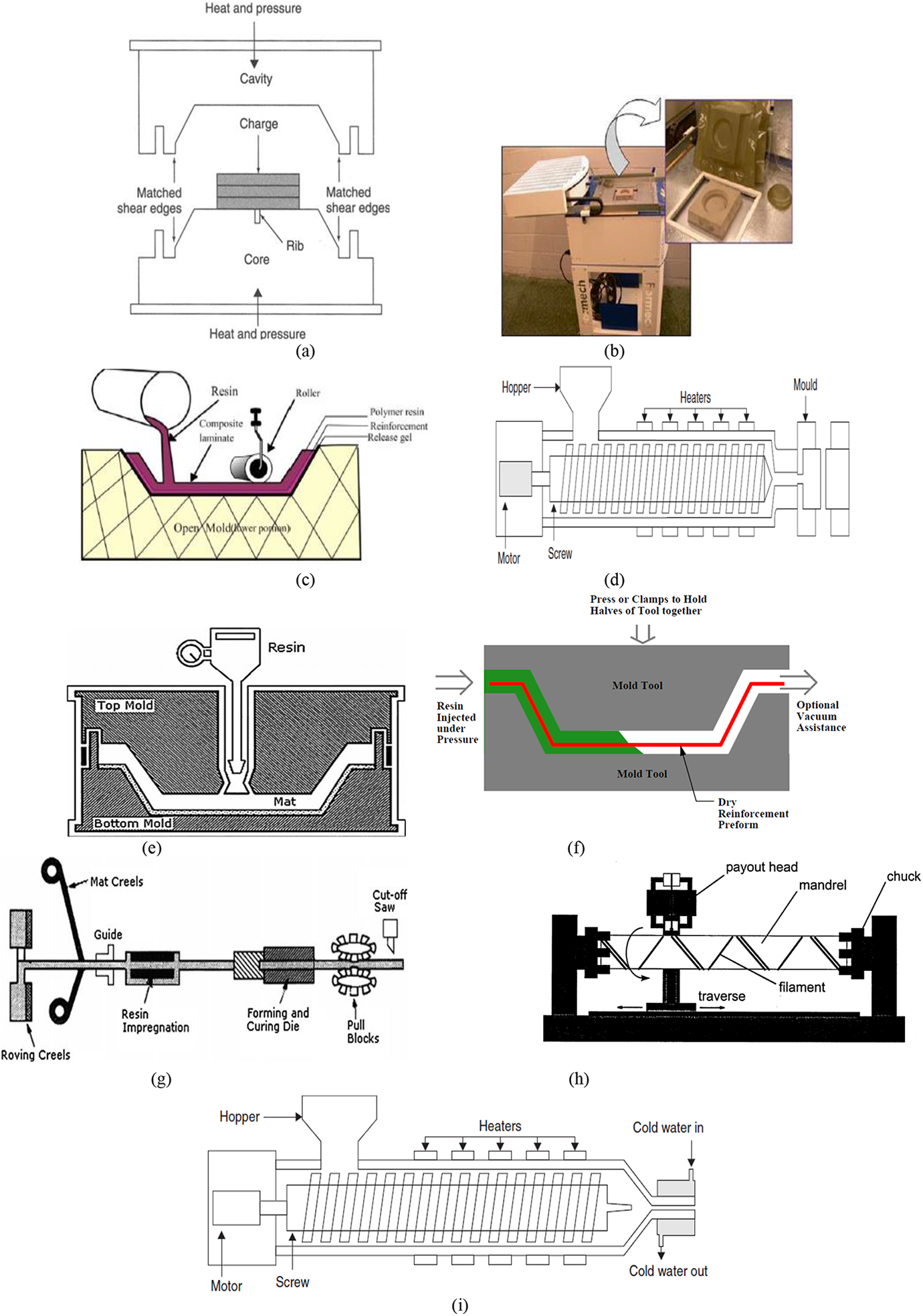
In this process, refer Figure 12(a), the finished parts are manufactured from semi-finished sheets or prepregs. Du et al. 96 used alternate stacking method for CM to manufacture the green composites. Reddy and Yang 97 fabricated wheat gluten composites using CM process and to avoid the use of chemicals, water was used as a plasticizer, which helped to retain the mechanical properties of the composite. It was observed that some mechanical properties such as flexural strength (21 MPa), tensile strength (70 MPa), and tensile modulus (7.8 GPa) were twice as compared to PP composites. Ben and Kihara 98 fabricated the bamboo and PLA composites using the CM process. Optimum CM process parameters were set using Taguchi method, and to measure the viscosity, a rheology test was conducted. The results showed that impact strength of the composite was enhanced by 241% in comparison to pure PLA. Du et al. 96 fabricated the composite laminates using prepregs at 176°C for molding a product of 102 × 178 × 3 mm3. Frone et al. 99 fabricated compression-molded cellulose and PLA sheets. They performed the surface treatment, based on amino-propyltriethoxy silane, and characterization of regenerated wood fibers and microcrystalline cellulose. The results showed that better adhesion between the two phases of the composite materials was achieved.
Thermoforming
The TF process, as shown in Figure 12(b), involves the heating of material to pliable temperature and then shaping it according to the required geometrical sections. The sheets of composites are precut according to their thickness, 100 and a clamping frame is used for the same to avoid warping and twisting. The next step is to heat the sheets using heaters at the softening temperature of sheets, so that the risk of shearing of material and fracture can be eliminated while deformation. Zampaloni et al. 101 fabricated the fiber-reinforced PP sheets using TF process. The results showed that kenaf-maleated/PP composites manufactured had higher modulus/cost and specific modulus than sisal and coir. Lim et al. 102 and Zampaloni et al. 101 proposed that PLA can be processed using the TF process to molded parts (films, foams, and fibers) that will be very beneficial for packaging applications. Immonen et al. 103 developed a method in which PLA and cellulose sheets are dried and pressed at 186°C for 4 min. Lim et al. 102 proposed to use aluminum molds for faster TF cycles.
Hand layup with CM
This process is also known as open molding process for the production of composites and demands high expertise to carry out the process. Srinivasan et al. 104 studied the thermal and mechanical properties of banana flax-based composite manufactured using the hand layup method followed by CM technique. One layer of banana fiber was sandwiched between the two layers of flax fibers using this method. Vikas et al. 105 investigated the influence of natural fillers on properties of green fiber-reinforced plastics. Figure 12(c) shows the pictorial view of hand layup process.
Injection molding
This process is basically used for the production of plastic components, but this method is also used to fabricate natural fibers. Schematic of injection molding is shown in Figure 12(d). In this process, short fibers in the form of particles or powder are used. Lin et al. 106 proposed the method for the development of wood–plastic composite using injection molding process. The results showed that wood–plastic composite was 5% lighter than PP/glass. Researchers studied the surface morphology and dynamic mechanical properties of injection-molded composites of PLA and PP, with short sisal fiber reinforcements. 107 The results of scanning electron microscopy (SEM) showed that PLA have better contact with fibers as compared to PP. Mohanty et al. 108 fabricated soy-based bioplastic and chopped industrial hemp fiber, by injection molding process, to evaluate their mechanical and thermal properties. Noticeably, there was a significant improvement in the properties (such as flexural strength and modulus, impact strength, and heat deflection temperature). Chaitanya et al. 109 explored the direct-injection molding (D-IM) for the fabrication of sisal fiber-reinforced with PLA and compared it with extrusion-injection molding (E-IM) process. The results highlighted that severe fiber attrition and fiber length variation during E-IM process compared to D-IM process, however, the tensile and flexural strength of D-IM-SF biocomposites enhanced remarkably by 34.8% and 15.8%, respectively, compared to D-IM biocomposites. Tayagi et al. 110 fabricated bamboo/polybutylene succinate (PBS) using injection molding process and observed mechanical properties of the composite. Twin-screw extruder was used for the processing and pellets of 40 wt% were mixed with PBS for the preparation of specimen. Similarly, Kaiser et al. 111 found that the addition of nanoclay along with kenaf fibers increased the impact strength of the resulting composites by 50%, without any counter effect on other mechanical properties as proved by fractography analysis. Further, it has been confirmed by the Fourier transform infrared analysis that new bond between nanoclay and polymer matrix were formed.
Resin transfer molding
Resin transfer molding process is used for fabrication of continuous mat and woven rovings as well as for discontinuous lignocelluloses. The major benefit of using this method is that orientation of the fiber can be controlled easily. 112 Unidirectional abaca fiber was fabricated by Wang et al. 113 using RTM. Silicon tube was used to inject the resin into the mold with the help of roller pump. The major advantage of RTM method found by them was the requirement of lower processing temperature which can help in avoiding the mechanical degradations. 113 The other advantage of this process is the sustainability in the production of the good strength components. 87 Pictorial view for the RTM is shown in Figure 12(e).
Vacuum-assisted RTM
This process uses a closed mold for fabrication of composites; refer Figure 12(f) for detailed illustration. In this process, vacuum bag, instead of a mold tool, is used to assist the transfer of resin flow. The viscosity of resin used must be low as the pressure provided by vacuum pump is limited. Basically it is used to produce high-end parts. Kong et al. 114 adopted a vacuum-assisted RTM for fabrication of flax fiber composite specimen, and the results of various mechanical properties were compared with the reference data. The results showed that mechanical properties of a specimen prepared by this method were better than reference test results.
Extrusion
Single and twin-screw extrusion (refer Figure 12(g)) are widely used for the processing of natural composites including PLA matrix. The important advantages of this process are good compounding capabilities and good functional versatility. Torres et al. 115 studied the single-screw extruder for the production of natural fiber-reinforced thermoplastics for characterization of material properties. Various experiments were also conducted for studying transport processes during single-screw extrusion to study bubble formation mechanisms by the variation of fiber dispersion. The structure–property relationships were observed using morphological characterization techniques. The results concluded that formation of bubbles can be avoided by pretreating the fibers which can be done by prewashing them with alcohol and using dispersion agents (such as stearic acid).
Pultrusion process
Pultrusion is similar to the extrusion process, but the major difference is that in this process the material is pulled instead of pushing through die as demonstrated in Figure 12(g). The fiber tapes of continuous length are pulled through resin bath of thermosetting polymer, and the final shape is given by the exit die cross section. The shape of the products is either in form of bar or in the form of rods depending upon the shape of the die. The end products are cut according to the requirement of the length, and curing of composites is also required in die. The major advantage of this process is that it can run continuously for the production of components with constant cross-sectional profile composites. 116 Moreover, this process is listed as highly cost-effective. 117
Filament winding
In this method, fiber strands are unwounded, continuously, and passed through a resin tank. After this step, these strands are passed onto a rotating mandrel and are wound around the mandrel in a controlled manner with specific fiber orientation (Figure 12(h)). The mechanical properties of natural fiber yarn-reinforced composite materials were studied by Lehtiniemi et al. 118 The samples for flax and kenaf fiber tubular were produced using filament winding process, and the properties of the specimen were compared with E-glass fiber composites. The result showed that some properties of E-glass fiber composites were better as compared to flax fiber composites; however, the tensile properties of flax fiber composite were at par with E-glass fiber composites. Soden et al. 119 studied the effect of winding angle on various mechanical properties of filament, subjected to uniaxial and biaxial stresses. They used electrical resistance strain gauges attachments for measuring elastic constants. Ansari et al. 120 observed that filament wound composites can be used in a wide range of applications for low density and reduced solidity as compared to synthetic filament-wound composite.
Future road maps and directions
Biocomposites are produced from 100% renewable sources, focus on ecological balance, and offer low in comparison with conventional materials. The success of these materials will depend upon the proper fabrication techniques and various treatments to enhance the performance for long-term durability. For processability, characters such as melt viscosity, particularly heat capacity, thermal conductivity, and crystallinity of materials are usually considered. Therefore, accurate processing guiding principles must be established to give insights into the best practices of materials and involved processing technologies selection. The new regulations will bring shifts in consumer preferences as new technological pathways will encourage the various manufacturing sectors to use the novel materials to meet today’s challenges and tomorrow’s opportunities. Moreover, preprocessing technologies such as pretreatment, posttreatment,
121
amendments in biopolymer, and their accurate drying also play an utmost important role in the ease of processing. Further, the future research efforts should be focused on the following issues: Firstly, suitable and standardized fiber extraction results in more elemental and technical fibers that can offer efficient embodiment into the composite matrix to avoid the fiber variability. Therefore, it provides abundant scope for the young researchers working in this domain. Also, the enhancement techniques/approaches for improving the interfacial properties between the fiber and the matrix should be critically investigated. Additionally, the newly established pathways should overcome the possible failures of the fabricated biocomposites due to the moisture absorption, long-term exposure to temperature, humidity, ultraviolet radiation, chemicals, aging, and different types of external stimulus.
122
Biodegradability and life cycle assessment should be meticulously researched for the composites matrices (thermoplastics and thermosets), additives, coupling agents, and natural fibers. Search for new and improved biopolymers to replace petroleum-based materials should be conducted to enable polymers’ widespread utility. Multidisciplinary research involving agricultural, biotechnology, polymer, and composite manufacturing aspects should be carried out through their unions. Moreover, the lab scale composite manufacturing technologies should be industrialized and adaptable for new bio-based polymer. Moreover, the fiber residues of agriculture, traditional medicines, food processing,
123
kitchen, and so on should be examined for their potential candidatures in the syntheses of next generation bio-composites. Since the present inclination is for the expansion of nanocomposites, thus, the broad research could be directed on cellulosic-based nanofibers as well as inorganic nanofillers incorporation. Moreover, problems due to herbal residues could be easily addressed using these as reinforcements of polymer composites.
124
Apart from this, hybrid plastic processing technologies as well as hybrid biocomposites
125
should be brought in practice so that the performance standards of the resulting composites can be uplifted.