
Abstract
Electrically insulating yet thermally conductive polymer-based composites are highly sought after in aerospace field. In this work, for the first time, electrically insulating but thermally conductive polyimide (PI) composites are fabricated by simultaneously incorporating micro- and nano-sized aluminum nitride (AlN) particles via a simple, economic, and scalable method of ball milling and subsequent hot-pressing process. The thermal conductivity, dielectric, and mechanical properties of the PI composites depend on the ratio of micro-sized AlN (m-AlN) to nano-sized AlN (n-AlN) and the total content of AlN in the PI composites. The thermal conductivity of the PI composites with 40 wt% m-AlN and 20 wt% n-AlN is 1.5 ± 0.05 W·m−1·K−1, which is 10 times higher than that of bare PI. The PI composites hold a great potential in aerospace industries.
Introduction
Thermal conductivity has become an important parameter for new technologies. In many cases, such as aerospace and aeronautics, electrically insulating yet thermally conductive polymer-based composites are highly sought after. 1 –4 Among various polymers, polyimide (PI) is an important engineering material in the field of electronic packaging and aerospace industries due to its low- and high-temperature tolerance, corrosion resistance, high mechanical strength, and low dielectric constant. 5 –8 However, the thermal conductivity of PI is very low, resulting in application failure in the electronic packaging and aerospace industries. In some cases, particularly in aerospace applications, insulating property is vital. Therefore, it is necessary to improve the thermal conductivity of PI by introducing various insulating thermally conductive fillers, such as nitrides, 9 –14 carbides, 15,16 and oxides, 17,18 excluding carbon materials. 19,20 Among these insulating fillers, aluminum nitride (AlN) has been considered as an appealing candidate due to its highly intrinsic thermal conductivity, excellent dielectric properties, and good mechanical properties. 21 –23
Generally, the common method of improving the thermal conductivity of polymeric composites is adding a large amount of ceramic fillers (generally more than 50 vol%) into the polymer matrix, which, however, deteriorates processability and mechanical properties of polymeric composites. Alternatively, previous work has demonstrated that hybridizing micro- and nano-sized fillers could effectively enhance the thermal conductivity of the composites while maintaining favorable mechanical properties. 24 –29 For instance, Pan et al. prepared micro–nano AlN co-filled polytetrafluoroethylene composites by powder processing technique, and high thermal conductivity and outstanding thermal stability were achieved. 24 Li and Hsu reported the preparation of boron nitride (BN)/PI composite films by dispersing micro–nano BN in PI precursor, polyamic acid, followed by thermal imidization of polyamic acid (PAA) at 350°C. 30 Chen et al. prepared an AlN/PI composite by thermal imidization of PAA with AlN particles. 31 However, such in situ polymerization method is not suitable for the preparation of thick composites because it is difficult to completely remove the residual solvent and byproducts, which often results in high void content and defects and it is also difficult to precisely adjust the mass ratio of fillers in composites. Moreover, this technique cannot be applied in mass production. To the best of our knowledge, there is no report on thick PI composites reinforced with micro-AlN (m-AlN) with nano-AlN (n-AlN) simultaneously using conventional hot-pressing process.
Unlike those previous studies mentioned earlier, in this work, the m-n-AlN/PI composites were fabricated by a simple, eco-friendly, and scalable ball milling and hot-pressing technique. The effects of AlN content and size distribution on the relative density, thermal conductivity, dielectric, and mechanical properties of the composites were investigated. In addition, a new thermal transporting pathway has been proposed to explain the thermal diffusive mechanism of PI composites.
Experimental
Materials
All materials used in this work were commercially available, and the detailed properties are listed in Table 1. PI (YS 20), a yellow powder, was purchased from Shanghai Synthetic Resin Research Institute, Shanghai (China). The chemical structure of PI is shown in Figure 1. The powders of m-AlN and n-AlN particles, gray in color, were purchased from Shanghai Chaowei Nanotechnology Co., Ltd, Shanghai (China). To remove the moisture, the PI and AlN powders were dried at 120°C in a vacuum oven for 12 h prior to use.
Properties of the PI molding compound and AlN particles.
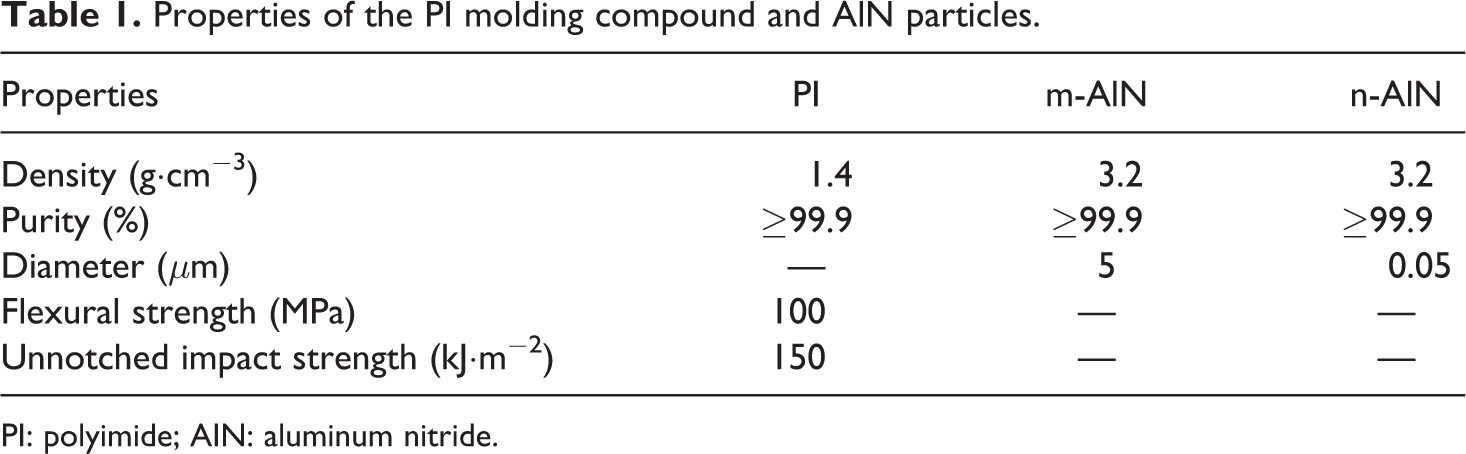
PI: polyimide; AIN: aluminum nitride.
The chemical structure of PI.
Preparation of AlN/PI composites
In this study, PI composites with various AlN contents were fabricated by hot pressing. The m-AlN was chosen as the primary filler, and its mass fraction in PI composites varied from 30wt% to 60 wt%. The n-AlN was introduced to fabricate the hybrid composites. As listed in Table 2, which also shows the designation of all samples prepared in this work, the weight ratios of n-AlN to m-AlN were 1:5, 2:4, and 3:3, respectively. In a typical process of preparing PI/5m-AlN60 composite (60 wt% AlN in PI composite), PI (4 g) was mixed with m-AlN (5 g) and n-AlN (1 g). In the first step, 50 g of the mixed powders was put into a planet ball mill (QM-QX2) with agate balls and grinded for 6 h. During milling, the ball-to-powder weight ratio was 7:1, and the spin rate was 360 r min−1. The mixed powders were put into a stainless steel mold after a release agent was applied. The mixtures were then compressed under a pressure of 10 MPa and heated to 390°C at a heating rate of 15°C min−1 by a homemade hot-pressing machine. The pressure and temperature were held for 40 min, followed by furnace cooling to room temperature.
Designation of the PI composites.
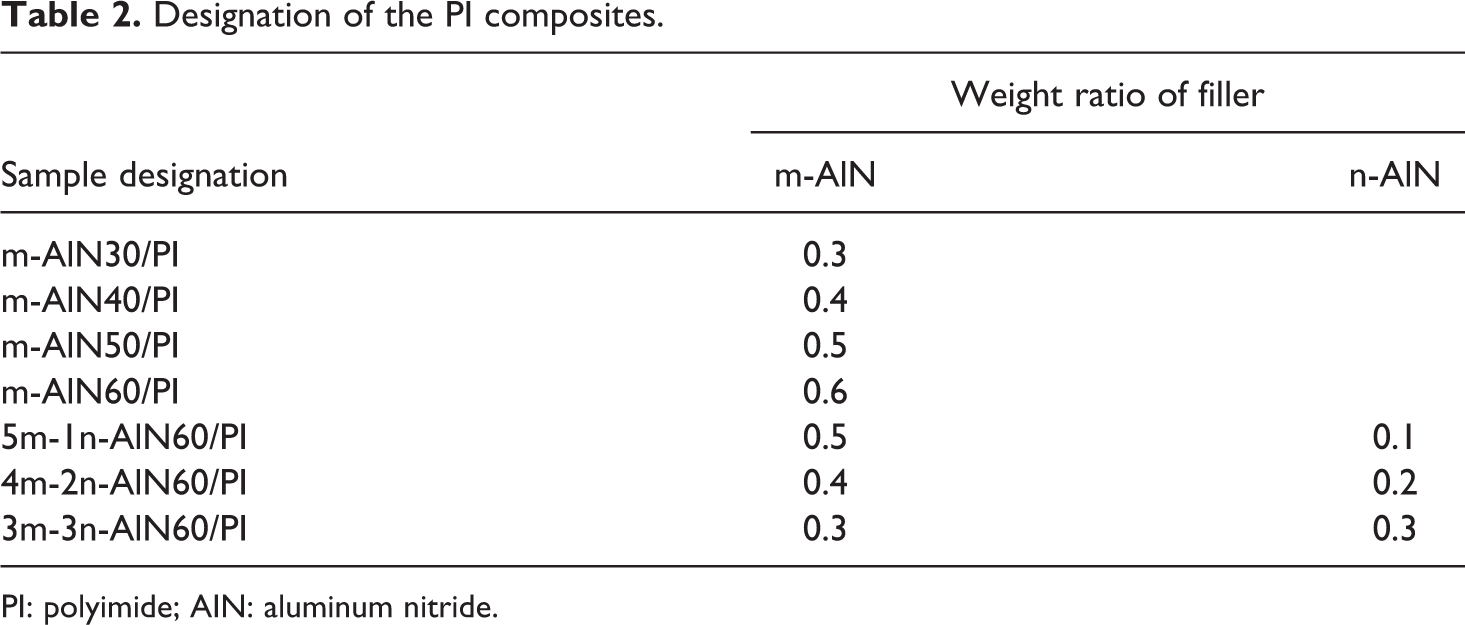
PI: polyimide; AIN: aluminum nitride.
Characterization
Field-emission scanning electron microscopy (FESEM; Nano 430, FEI, Oregon, USA) was used for morphology observation. The density of the composites was measured by the Archimedes’ method with alcohol as the medium. On the basis of the rule of mixtures, the theoretical density of specimens could be calculated by equation (1):

where ρ represents the theoretical density of PI composites; ρ AlN and ρ PI represent the density of AlN and PI, respectively; and ω AlN represents weight ratio of AlN in PI composites. The relative density (%) could be calculated by the ratio of experimental density to the theoretical value. The thermal conductivity measurements of all samples were performed according to the ISO22007-2:2008 test method by a TC 3010 apparatus (Xi’an Xiatech Electronic Technology Co. Ltd, Shanxi, China). The testing samples had a dimension of 40 × 30 × 2 mm3. The capacitance and dielectric dissipation factor of the composites were measured from Agilent E4980A Impedance meter (Santa Clara, California, USA) at the frequency of 1 MHz, after the samples were coated with silver paste. The dielectric constant was calculated by equation (2)

where ε, C, and d represent the dielectric constant, capacitance, and thickness of the sample, respectively, and D is the diameter of the electrode. Flexural tests were carried out according to GB/T 9341-2008 using an Instron 3369 universal testing machine (Instron, Norwood, Massachusetts, USA). The testing samples had the dimensions of 80 × 10 × 4 mm3. The unnotched impact strength was measured using an XCJD-50 Charpy impact instrument (Chengde Jinjian Testing Instrument Co, Ltd, Hebei, China). The tests were conducted in accordance with GB/T 1043.1-2008, and the dimension of the samples was 80 × 10 × 4 mm3. All measurements were performed at room temperature, and at least five tests were repeated.
Results and discussion
Morphological analysis
Figure 2 shows typical SEM images and element mapping of the fracture surface of PI composites with 60 wt% AlN. The m-AlN particles are clearly visible on the sample surfaces and some tiny voids are found between the large AlN particles (Figure 2(a)). To improve the physical contact and packing density, the n-AlN particles are selected to fill up the interspaces in the composites. As shown in Figure 2(b), the n-AlN particles are mixed and connected with m-AlN, which may form conducting paths between m-AlN particles. The element mapping is utilized to observe the distribution of AlN in the composites. In Figure 2(c), the yellow dots represent Al element, which reveals the distribution of AlN particles in the PI matrix. This finding indicates that ball milling can effectively promote the uniform dispersion of AlN in the PI matrix.
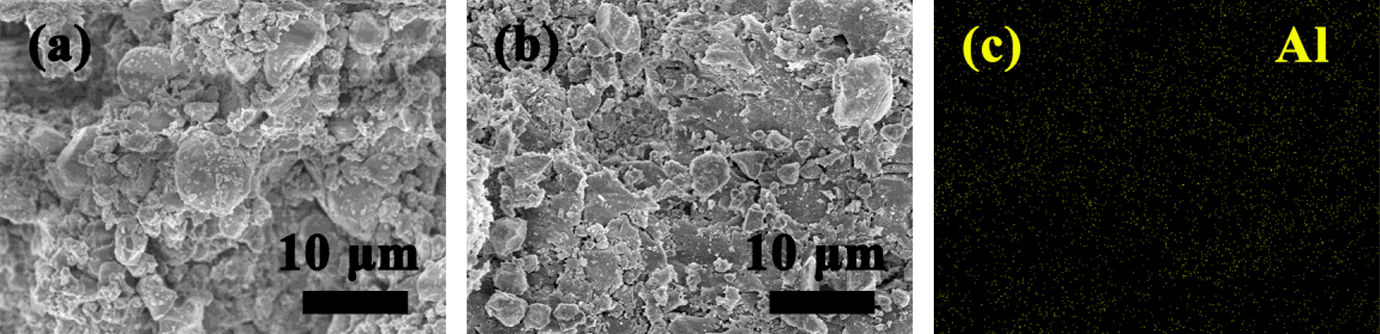
SEM images of (a) PI/6m-AlN60, (b) PI/4m-AlN60, and corresponding element mapping (c) Al element.
Density of the m-n-AlN/PI composites
Figure 3 shows the density of the PI composites. Figure 3(a) shows that the density of composites increases with increasing the filler content. It is noteworthy that the measured density is lower than the theoretical value, which should be ascribed to the presence of voids in the composites. Moreover, the relative density of the composites decreases with the increasing filler content, indicating an increase in porosity within composites. These defects are considered to be originated from air bubbles or solvent evaporation. With increasing AlN content, the viscosity of the composites increases accordingly, making it difficult to completely remove the air bubbles or solvents. 32,33 It should be noted from Figure 3(b) that the relative density of hybrid composite is higher than that of PI/6m-AlN60, which means a decrease of porosity within the composites. When the weight ratio of n-AlN increases to 20%, the composite reaches its highest relative density of 94.4 ± 1.7% among the composites filled with 60 wt% AlN. After that the relative density tends to decrease with the increase of n-AlN in the m-n-AlN/PI composites. It is proposed that the voids within the composite are available and can be filled up with n-AlN particles, while excess n-AlN tends to aggregate around the interface, increasing the porosity of the m-n-AlN/PI composites.
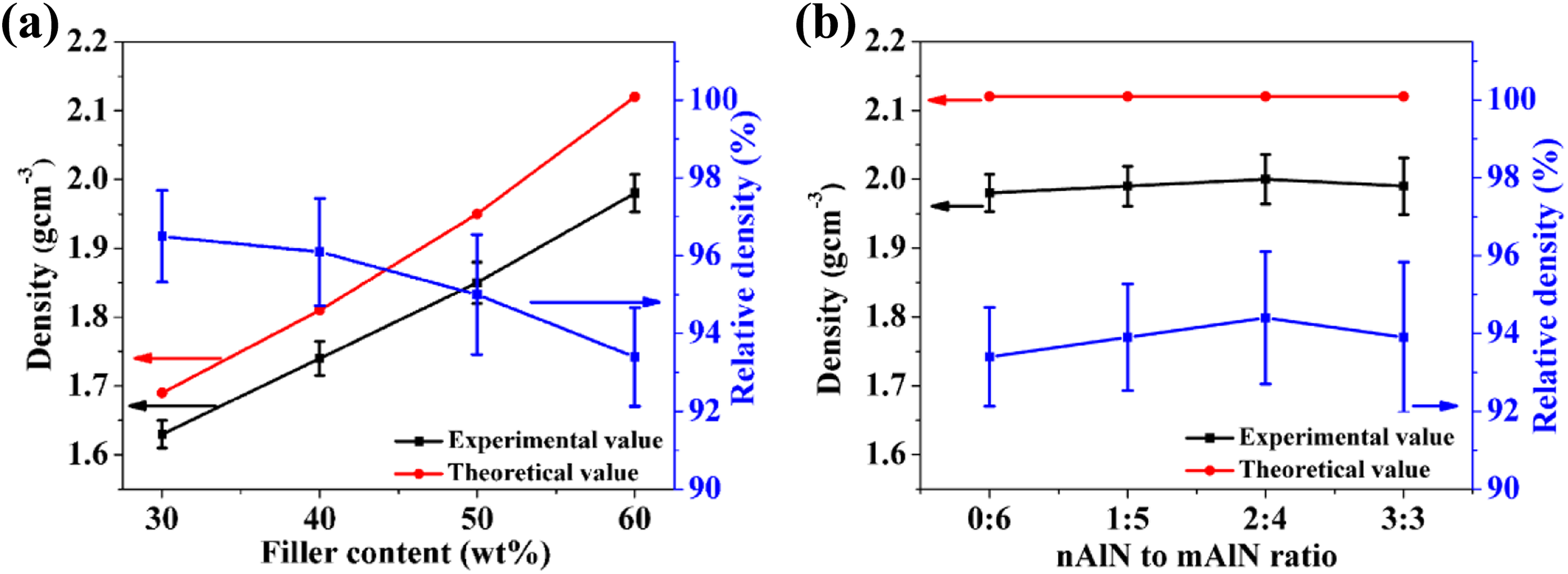
The density of PI composites filled with (a) m-AlN particles and (b) m-AlN and n-AlN particles.
Thermal conductivity of the m-n-AlN/PI composites
Figure 4(a) shows the thermal conductivity of the m-AlN/PI composites. With increasing m-AlN content in the PI matrix, the thermal conductivity of the m-AlN/PI composites increases, especially when the m-AlN content is more than 40 wt%. The enhanced thermal conductivity of m-AlN/PI composites can be ascribed to the formation of numerous thermal conductive chains or networks due to the even distribution of m-AlN particles in the PI matrix. The thermal conductivity of composites with 60 wt% m-AlN reaches 1.12 ± 0.04 W·m−1·K−1, which is about twice higher than that of 30 wt% m-AlN composite (0.38 ± 0.02 W·m−1·K−1).
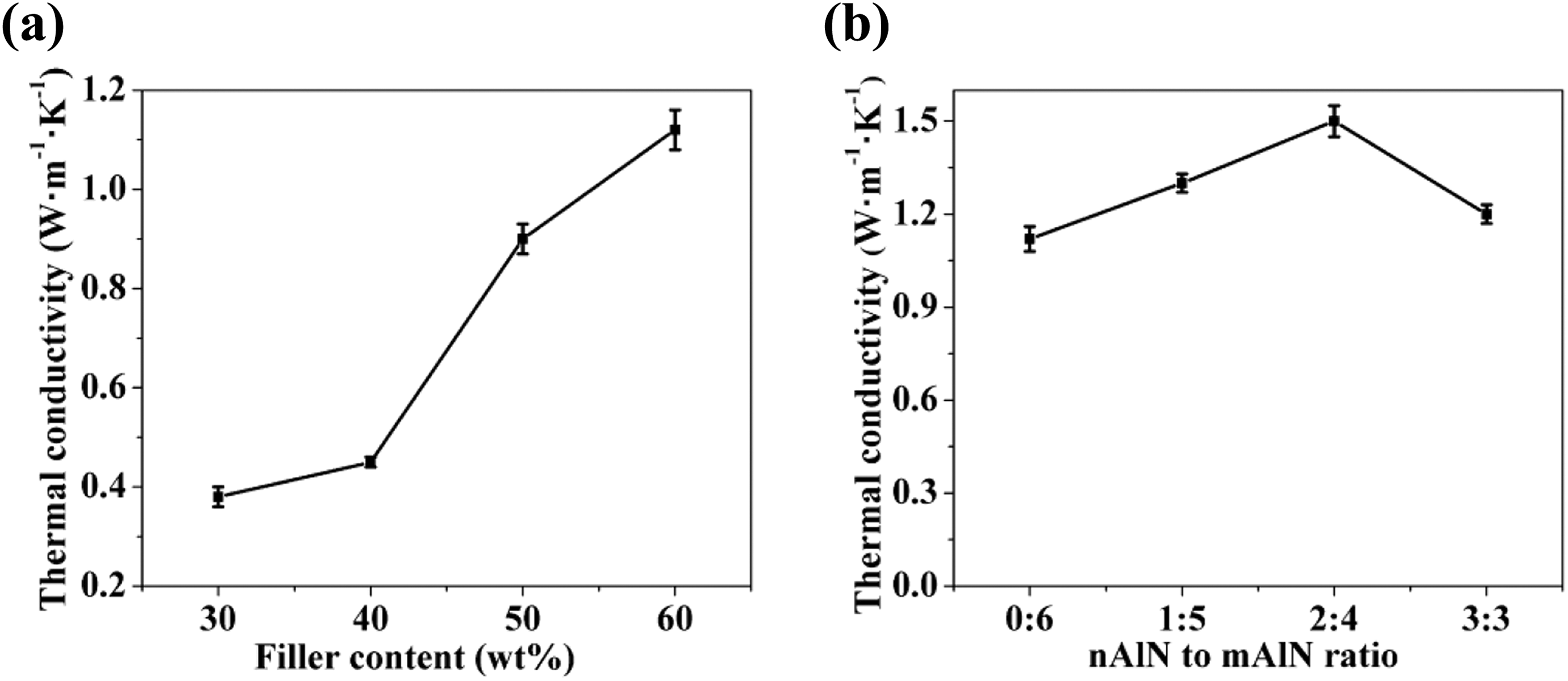
Thermal conductivity of PI composites filled with (a) m-AlN particles and (b) m-AlN and n-AlN particles.
It is worth noting that the thermal conductivity of the m-n-AlN/PI composites is highly dependent on the hybrid ratio of n-AlN to m-AlN and the addition of n-AlN to m-AlN/PI composites leads to significant enhancement of thermal conductivity (Figure 4(b)). By tuning the weight ratio of n-AlN to m-AlN to 2:4, the thermal conductivity of the 4m-2n-AlN60/PI composite reaches a maximum value of 1.5 ± 0.05 W·m−1·K−1, which is 1.3 times as much as that of the m-AlN60/PI. The changing pattern of thermal conductivity is in good accordance with the changing trend of relative density. The improved thermal conductivity could be ascribed to the formation of filler networks and large physical contacting surface area by the addition of n-AlN, which decreases the interfacial thermal conduction resistance and suppresses the phonon scattering.
Dielectric properties of the m-n-AlN/PI composites
Figure 5(a) shows the dielectric properties of the m-AlN/PI composites with various contents of AlN particles. The dielectric constant of the m-AlN/PI composites slightly increases with the increasing AlN loading, which is in agreement with previous works. 4,34 It is believed that the dielectric properties are greatly dependent on the polarization of molecules. 35,36 Due to the fact that PI has a very weak polarization, the increased dielectric constant of the m-AlN/PI composites with AlN can be mainly ascribed to the increased interfacial polarization effect and the high dielectric constant of AlN. 4,34 Figure 5(a) also demonstrates that the dielectric dissipation factor increases with the AlN loading. The dissipation factor of composites is as low as (12 ± 0.1) × 10−3, even when the AlN loading reaches 60 wt%, indicating very low dissipated energy in the form of heat. The low dielectric dissipation factor of the m-AlN/PI composites can be explained by the low dissipation factor of AlN and the PI matrix. These results suggest that the as-fabricated m-AlN/PI composites have a relatively low dielectric constant and dissipation factor, which can be effectively used as dielectric materials.
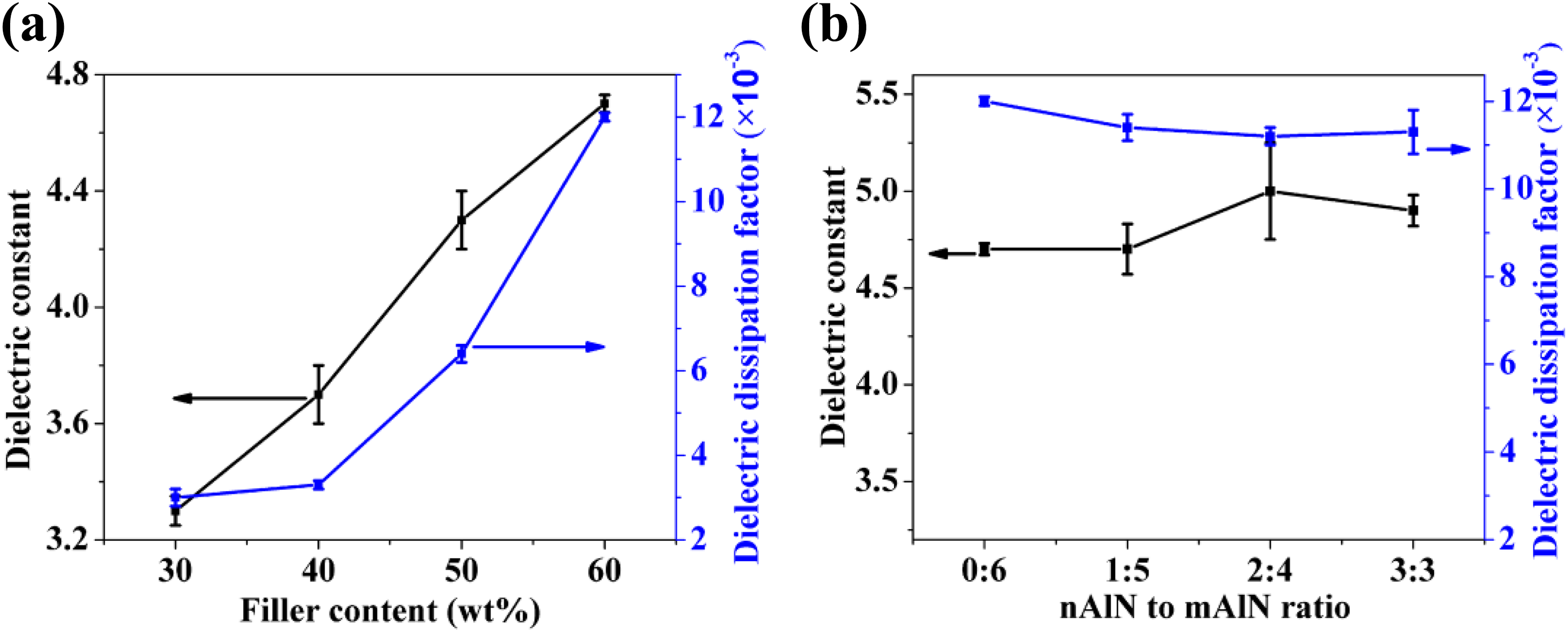
The dielectric properties of PI composites filled with (a) m-AlN particles and (b) m-AlN and n-AlN particles.
Figure 5(b) reveals that the dielectric constant of the m-n-AlN/PI composites changes with the n-AlN-to-m-AlN ratio. The 4m-2n-AlN60/PI composite reaches the highest dielectric constant of 5.0 ± 0.25. It is noted that the dielectric dissipation factor of the PI composites is also dependent on the n-AlN-to-m-AlN ratio. The 4m-2n-AlN60/PI composite shows the lowest dielectric dissipation factor. Such decrease is due to the decrease in porosity between the AlN particles and the PI matrix, which effectively enhances the interfacial adherence and leads to a reduced energy loss to overcome the internal friction in composites. 37
Mechanical properties of the m-n-AlN/PI composites
To evaluate the mechanical properties of the PI composites, flexural and unnotched impact tests were performed. As shown in Figures 6 and 7, the incorporation of AlN particles pose a significant impact on the mechanical properties of the PI composites. As shown in Figure 6(a), the flexural strength of the m-AlN/PI composites decreases with increasing weight fraction of m-AlN particles, while the flexural modulus increases. As the m-AlN loading increases from 30 wt% to 60 wt%, the flexural strength dramatically decreases from 144.3 ± 3.4 to 83.1 ± 2.8 MPa, while the flexural modulus increases from 6.1 ± 0.4 to 14.2 ± 0.4 GPa. Figure 6(b) reveals that, at a total AlN content of 60 wt%, the hybrid ratio of n-AlN to m-AlN can effectively control the flexural strength and modulus of the m-n-AlN/PI composites. The 4m-2n-AlN60/PI composite shows the largest flexural strength (89.6 ± 1.5 MPa) and modulus (17.9 ± 1.5 GPa), which are 7.8 and 26.1% higher than those of m-AlN60/PI composite (83.1 ± 1.3 MPa and 14.2 ± 0.4 GPa), respectively. The improvements should be ascribed to the reduced defects within the m-n-AlN/PI composites due to the incorporation of n-AlN particles.
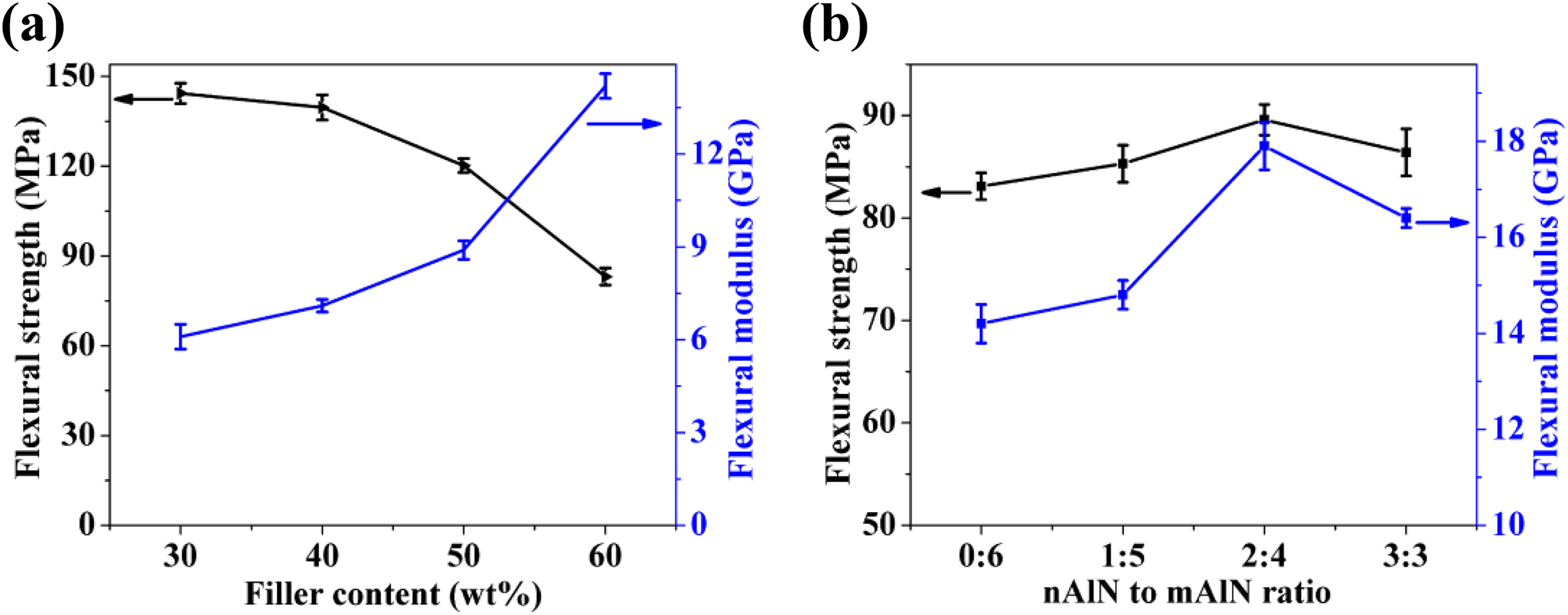
The flexural strength and modulus of PI composites filled with (a) single and (b) hybrid AlN particles.
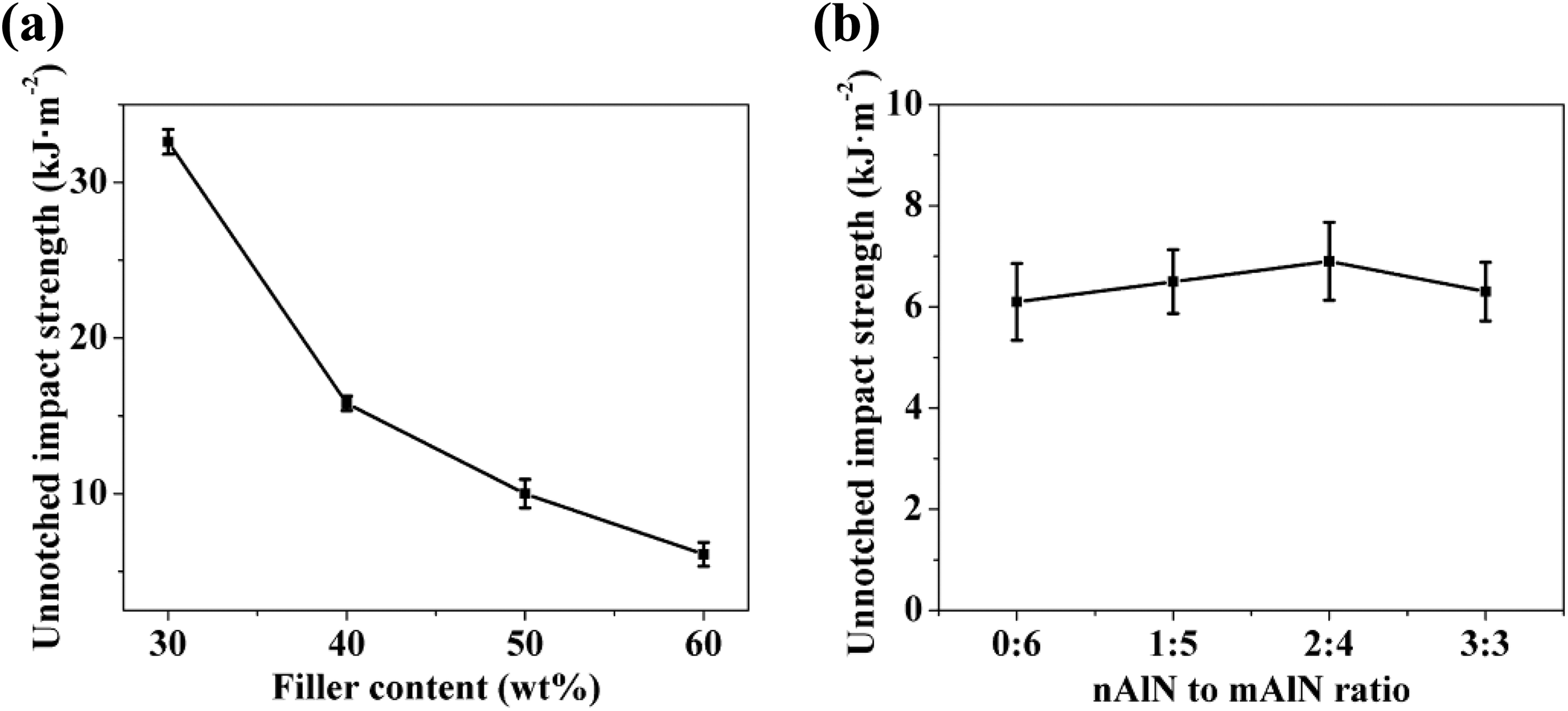
The unnotched impact strength of PI composites filled with (a) single and (b) hybrid AlN particles.
Figure 7(a) shows that the unnotched impact strength of m-AlN/PI composites decreases with increasing weight fraction of m-AlN particles. As the AlN loading increases from 30 wt% to 60 wt%, the impact strength decreases from 32.6 ± 0.8 kJ·m−2 to 6.1 ± 0.76 kJ·m−2. The addition of rigid m-AlN particles damages the continuity of the PI matrix. Furthermore, due to poor compatibility between the m-AlN fillers and the PI matrix, a large number of interface defects and stress concentration points are easily introduced into the composites, which have been evidenced by the morphology (Figure 2) and relative density (Figure 3). Hence, the microscopic cracks within the composites easily grow up to macroscopic cracks, leading to increased brittleness. The unnotched impact strength of m-n-AlN/PI composites is shown in Figure 7(b). After the incorporation of n-AlN, an increase in the unnotched impact strength is achieved. Notably, the hybrid ratio of n-AlN to m-AlN has an obvious effect on the unnotched impact strength of the PI composites. As compared to that of the m-AlN60/PI composite, the unnotched impact strength of 4m-2n-AlN60/PI improves by 13%. The results are further in line with the changing pattern of the relative density. This indicates that the addition of n-AlN optimizes the structure of the PI composites by decreasing interfacial voids or defects, which plays a key role in transferring stress and preventing the cracks from expanding in the composites.
Thermal conductive pathway in the m-n-AlN/PI composites
For composite materials with high thermal conductivity, the thermal conductance across the filler–matrix interface is of particular significance. As shown in Figure 8, the composite with hybrid AlN fillers has much more thermal conductive paths than the composites with single m-AlN. The m-AlN serves as the primary thermal bridge, and it obviously improves the thermal performance of the PI composites. However, because of the lower contacting surface area of m-AlN fillers, the thermal energy transferring within the composite is seriously limited (Figure 8(a)). The packing density increases after the n-AlN is filled into the interspaces among m-AlN particles, leading to an improved thermal conductive path, as shown in Figure 8(b). The illustration clearly indicates that the hybridization of fillers with different sizes can effectively enhance the thermal performance of the PI composites.
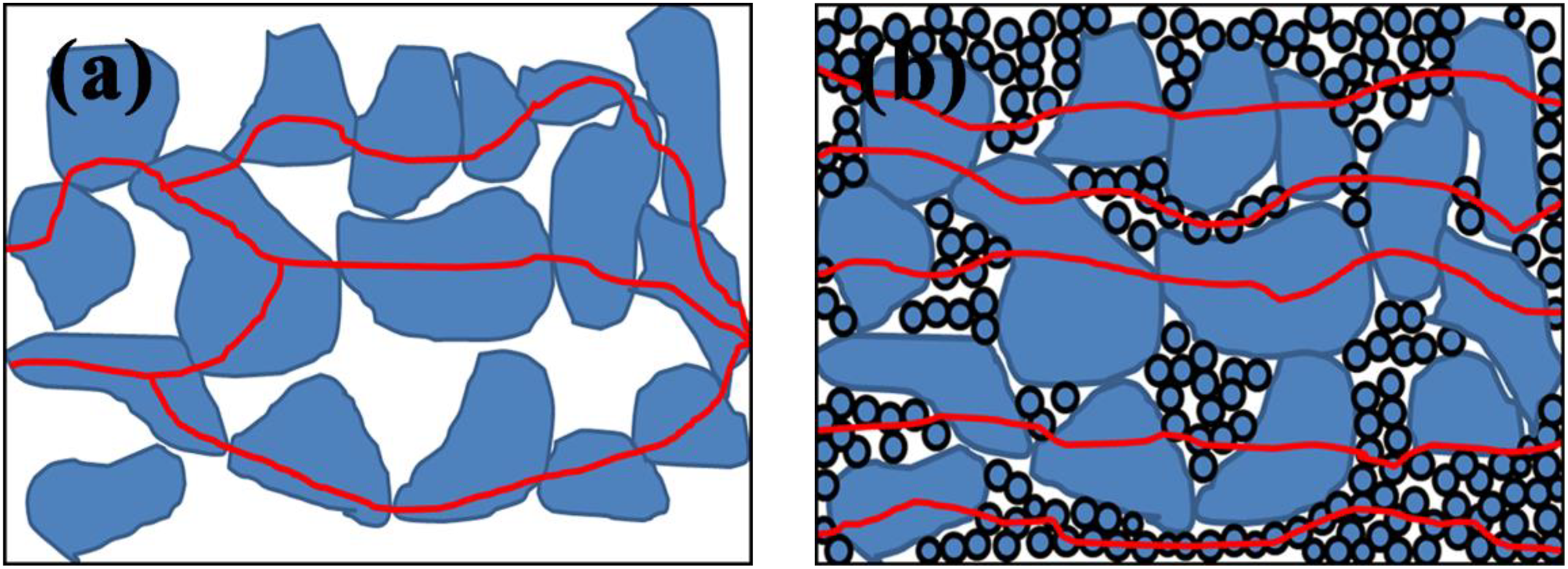
The schematic of thermal conductive pathway in PI composites.
Conclusion
The insulating thermal conductive PI composites reinforced with hybrid n-AlN and m-AlN particles have been prepared by facile and scalable hot-pressing process. The thermal conductivity, dielectric constant, and mechanical properties of the m-n-AlN/PI composites can be effectively controlled by the n-AlN-to-m-AlN ratio. Overall, the hybrid m-n-AlN/PI composites show improved thermal conductivity and mechanical properties due to the filling effect of n-AlN particles into the gaps of m-AlN particles, which not only reduces the voids and increases density but also forms more thermal conductive pathways.
Footnotes
Authors’ note
The authors claim that none of the material in the article has been published or is under consideration for publication elsewhere in whole or in part.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by funding from the National Natural Science Foundation of China (grant numbers 51572187 and 51563008).