
Abstract
Waste from the maintenance of electricity distribution networks is generated every day, in repairing and replacement of components used in electricity distribution networks. Among the most dangerous residues, wood poles treated with chromated copper arsenate are distinguished by the toxicity of the chemical treatment it has been submitted to, as well as its ceramic insulators, due to the difficult recyclability of this material. Thus, an alternative may be the reuse of these components as reinforcing elements in polymeric composites. Based on this, two residues were used as fillers for the production of high-density polyethylene (HDPE) hybrid composites, wood powder, and insulating ceramic powder. Degradation by ultraviolet (UV) exposure in controlled environments of the composites was also evaluated, and toxicity tests were carried out based on the leaching of these loads with increased exposure time to degradation. Composites presented higher tensile and flexural properties than pure HDPE, and after the exposure to the UV degradation process, the composites presented fewer cracks when compared to HDPE. After exposure to the simulated degradation environment, the levels of chromium, copper, and arsenic leached were within the limits allowed by the standard that provides classification and means of disposal of these materials.
Introduction
Every day, a large amount of waste is generated from the maintenance of electricity distribution networks. Wooden poles treated with chromated copper arsenate (CCA) chemical preservatives, and ceramic insulators are the majority of the waste, in addition to being difficult to recycle and potentially harmful to human health and the environment when disposed of improperly. 1 Wooden poles are classified as hazardous waste, because of the presence of the chemical treatment based on CCA. Due to the presence of this metal content, CCA-treated wood is difficult to be managed as solid waste, and is considered hazardous waste because of the leachability of arsenic and chromium. 2
Porcelain is used to insulate electrical wires and cables from points of support. These materials are white ceramics, which are generally composed of quartz, feldspar, clay, and, in some cases, lead and alumina partially substituting quartz. In Brazil, the waste from ceramic insulator manufacturing or from energy distribution networks is classified according to Associação Brasileira de Normas Técnicas (ABNT)—NBR 10004 as “Class IIB—Inert.” Although this waste is inert to environmental deterioration, it is a significant problem in terms of disposal logistics and the volume occupied by this disposal. 3
Based on this premise, both CCA-treated wood and ceramic insulators, after disintegrated, can be used as fillers or reinforcements for thermoplastic polymers composites in industrial applications. Polymeric composites are multiphase materials in which the polymer is the matrix of the system. The reinforcing elements can be fibers or particulates dispersed in this matrix. According to the type, nature, content, and size of these fillers, different properties can be achieved, such as the increase in the thermal or mechanical stability of the composites in relation to the neat polymer. 4,5 Composites produced with natural fibers are increasingly in vogue in the consumer market, mainly for applications in automotive, architecture, and civil construction industries. This success is related to the advantages that these fibers present in relation to synthetic or inorganic fibers, such as low density, low cost, reduced abrasion, and availability, especially if originated from waste and tailings. 6 –8 Wood plastic composites (WPCs) are a widely known class of natural fiber composites. One of the main points in the production of acceptable properties in WPC is the compatibilization between the vegetable fiber (wood) and the polymer host matrix.
In these products, compatibilizing agents are generally used, which promote covalent chemical bonds and/or acid-base type secondary bonds or hydrogen bonds between the matrix and the fiber, and may also alter the surface energy of the reinforcement, thus allowing efficient wetting of the fiber by the polymer matrix. Maleic anhydride grafted in the polymer matrix is one of the most used compatibilizing agents in WPC manufacturing due to its low cost and high efficiency. 9 –11
In previous works, 1 the use of CCA-treated wood originated from wooden poles used in electric distribution networks and ceramic insulators as reinforcement elements in composites and hybrid composites was evaluated. The wood was previously decontaminated with acid treatments to remove CCA. Even though the acid treatment was efficient, a large amount of acid waste contaminated with CCA is generated, creating another dangerous waste material and possibly elevating production costs. In the same work, a comparison of the properties of composites made with wood without treatment, that is, directly from the poles, decontaminated wood, and wood powder, was made; however, no significant difference was obtained for the mechanical properties of the composites. 1
In many cases, additives are used in the production of WPCs, thus improving resistance to biological degradation and thermal stability as boron and/or copper-based chemicals. 12,13 Copper and arsenic, present in the preservative of the poles, give WPC high resistance to fungi, xylophages, termites, and other microorganisms. In addition, treating the wood decreases its degree of hydrophilicity, reducing water absorption. 14 The powder and insulator, in turn, belong to the class of ceramic materials, which can provide greater thermal and dimensional stability to the composites with polymer matrix. 15 Therefore, the use of residues can be a viable alternative, as it could promote reduction of raw material costs, lower consumption of polymer material, and the elimination of additives used in conventional WPCs.
Based on the aforementioned characteristics, this work aims at developing high-density polyethylene (HDPE) hybrid composites using CCA-treated wood residues, and ceramic insulators, as well as at evaluating the degradation of the composites in a controlled environment, and the toxicity of the leaching of the toxic components during the degradation of these composites.
Experimental
Materials
HDPE grade 7260LS HC-L was supplied by Braskem S.A. (Brazil/RS) According to the manufacture, the polymer melt flow index is 7.2 g/10 min−1, and its density is 0.959 g cm−3. The coupling agent used was a compound of PE grafted with maleic anhydride (HDPE-g-MA), Polybond 3009®, produced by Crompton Co. Wood from CCA-treated poles and ceramic electrical insulators were supplied by Companhia Paulista de Força e Luz—CPFL (São Paulo, Brazil). The wooden poles treated with CCA were from Eucalyptus species and discarded after 10–12 years of application. Low-voltage ceramic insulators were used. Figure 1 presents the waste used in this study from the disposal of electricity transmission networks.
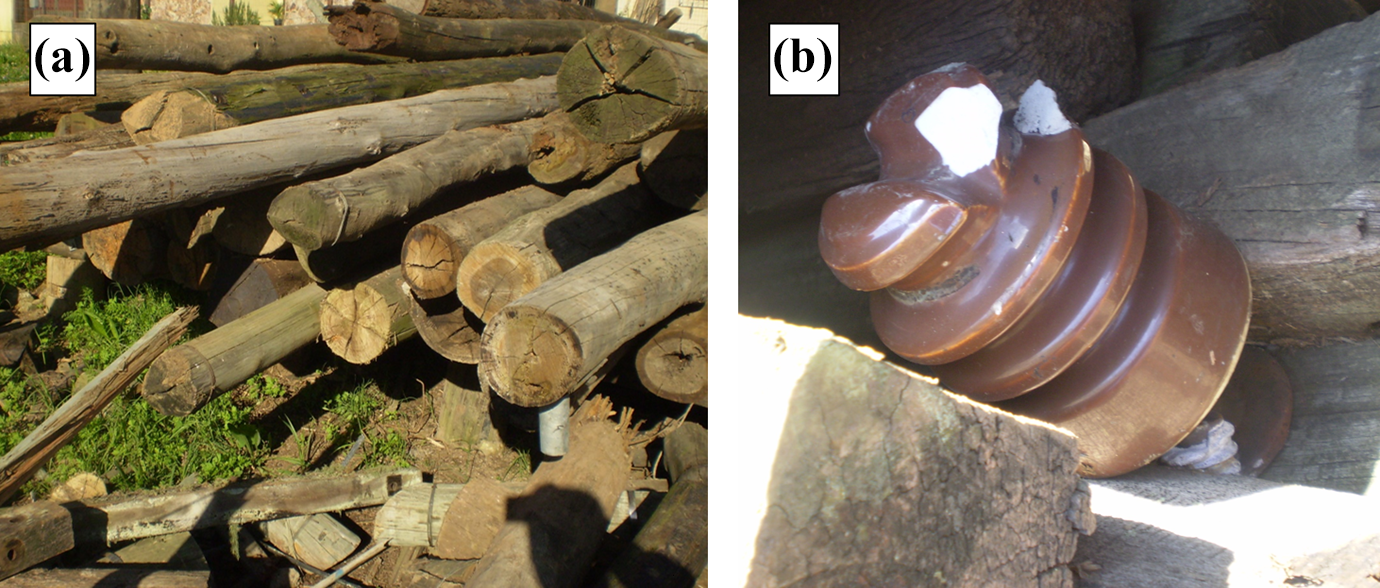
Waste from disposal of electricity transmission networks: (a) CCA-treated wood from poles and (b) ceramic insulators.
Methods
The wooden poles treated with CCA were cut and milled in a knife mill (Primotécnica, Brazil) with a sieve particle size of 8 mm. The ceramic electrical insulators were fragmented in an industrial size jaw crusher, SP2000, 15 hp, followed by an industrial ball grinding mill, SP100 310, 15 hp, with an occupation volume with ceramic balls of 60–70%. Both fillers were characterized by particle size fractions using a vibrational classifier with different mesh and apparent density. The determination of the chemical elements from CCA treatment on treated wood (As, Cu, and Cr) was performed by the method of inductively coupled plasma atomic emission spectroscopy (ICP-AES). The wood was subjected to closed digestion with analytical grade nitric acid (50%, w/w, 20 mL) and hydrogen peroxide (30%, w/w, 10 mL). A mass of 1.0 g of dry wood was used in the digestion. Each sample was digested and characterized in duplicate to obtain the average metal concentration.
Composites preparation
The hybrid composite composition for this study was 58% HDPE, 2% HDPE-g-MA, 20% wood dust, and 20% ceramic insulator powder. Prior to processing, the fillers were oven dried at 105°C for 24 h. Materials were mixed in a corotating twin-screw extruder, COR 20 32 LAB (MH Equipment, Brazil), with rotation speed of 200 r min−1 screw and L/D of 32. Temperature profile was defined as 150°C, 160°C, 175°C, 180°C, 185°C, and 190°C. Specimens were obtained by injection molding, in a Hymaco Hydraulic Machines Ltd. (Brazil) equipment, model LHS 150-80, with three heating zones (170°C, 180°C, and 190°C), mold temperature of 40°C, and screw speed of 60 r min−1. Pellets were dried prior to injection for 12 h at 105°C. Neat HDPE was also extruded and injection molded for use as a comparative in the analysis.
Accelerated aging ultraviolet (UV) chamber test was performed on ComExim Matías Primas Indústria e Comércio Ltda (Brazil) model UV COM—1999. UV accelerated aging was performed according to ASTM G154-12, using UVB-313. Exposure cycles were of 4 h of UV at 60 ± 3°C, and 4 h of condensation at 50 ± 3°C, with only one face of each specimen being aged. The use of UVB-313 lamps included a region of 280–315 nm, responsible for causing considerable damage to the polymers. The composites were exposed for 0, 336, 672, 1008, 1344, 2184, and 3024 h. According to the manufacturer, the latter is equivalent to approximately 5 years of exposure to the environment.
Characterizations
Particle size distribution of the residues after milling was determined according to ASTM E1921-01, using a vibratory sieve shaker from Produtest (Brazil). After milling, samples were dried and sieved for 20 min (50 g). To analyze the wood dust, a sequence of sieves was used with mesh varying from #35 to #270. For the ceramic insulator powder, a sequence of sieves with mesh from #150 to #500 was used.
The determination of As, Cu, and Cr was done for the residues CCA-treated wood from poles by ICP-AES. The wood was subjected to closed digestion with analytical grade nitric acid (50%, w/w, 20 mL) and hydrogen peroxide (30%, w/w, 10 mL). A mass of 1.0 g of dry wood was used in the digestion. Each sample was digested and characterized in duplicate to obtain the average metal concentration.
Tensile tests were performed according to the ASTM D638-14 standard, at a test speed of 5 mm min−1. Flexural tests were carried out in accordance with ASTM D790-10, with a load cell of 100 kgf and speed of 1.5 mm min−1. Both tests were done in an EMIC DL 2000 (Brazil) universal testing machine.
The microstructure of the wood flour, ceramic insulator, and composite materials was evaluated by electron microscope field emission scanning (SEM-FEG) using a Tescan equipment (France), MIRA3 model, with accelerating voltage of 15 kV. Composite samples were cryogenically fractured and coated with a thin layer of gold prior to the analysis.
Rheological properties of HDPE and of hybrid composites were analyzed before and after UV exposure in an oscillatory rheometer Anton Paar (Physica MCR 101) (Austria), with parallel plates of 25 mm of diameter and spacing of 1 mm between plates. The test was carried out at a temperature of 170°C in a frequency range of 0.1–100 Hz in nitrogen atmosphere.
The composite was subjected to leaching testing according to the Brazilian Standard (NBR) l0.004/04 to determine traces of chemical elements of CCA preservative present in CCA-treated wood. According to this NBR, waste is classified as class I—hazardous or class II—nonhazardous. The leaching test was performed according to the NBR 10.005/04 standard to determine the transfer of organic and inorganic substances into the composite by dissolution in an extractor. The solution is composed of glacial acetic acid, hydrochloric acid, nitric acid, and sodium hydroxide in order to simulate the conditions of the landfills. Solubilization tests were performed according to NBR 10.006/04 to obtain an aqueous extract from the composite, and to verify the waste according to NBR 10.004/04. The leaching and solubilization tests were performed by BioAgri Ambiental laboratories in Canoas (Rio Grande do Sul, Brazil). The Cu, Cr, and As in the leach extract were analyzed as previously described.
Results and discussion
Figure 2 shows the particle size distribution of both wood dust and ceramic fillers, and their respective SEM micrographs. The wood dust was observed to be significantly larger than the ceramic insulator. While the ceramic is presented as small particles, the wood dust is actually comprised of small bundles of fibers with diameter of 50 μm and length of a few hundred micrometers, which may explain the larger size as seen in the particle size distribution graphs.
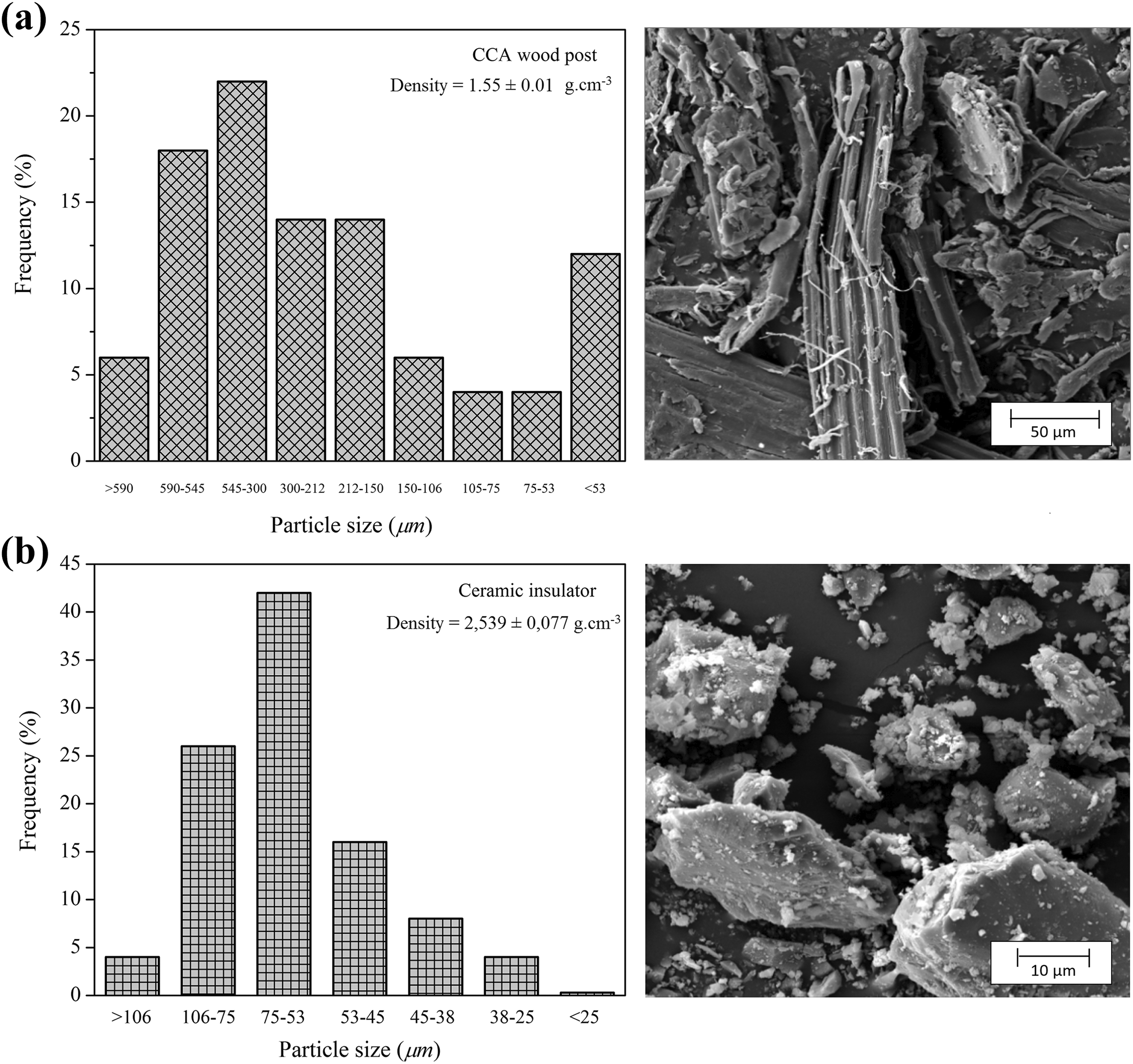
Particle size distribution and morphology of (a) wood powder and (b) ceramic insulator.
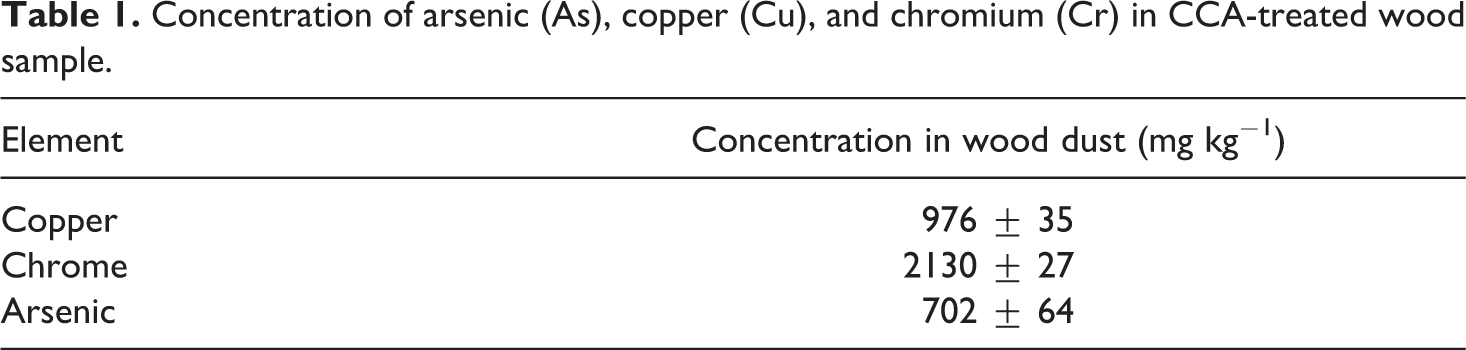
The results of the chemical analysis of Cr, Cu, and As on CCA-treated wood are shown in Table 1. It is important to consider that the concentration of chemical preservatives in wood can vary according to the procedures and parameters adopted during the preservation process, as well as to the analyzed part of pole, and its service time. Mercer and Frostick, 16 and Ferrarini et al. 17 performed studies in a CCA-treated pole and obtained higher concentration values of copper oxides, chromium, and arsenic when compared to the ones found in this study.
Concentration of arsenic (As), copper (Cu), and chromium (Cr) in CCA-treated wood sample.
Characterization of the hybrid composites before and after UV exposure
Figure 3 shows the tensile and the flexural strength of neat HDPE and of the hybrid composites in different UV exposure times. At 0 h, it is possible to notice that both tensile and flexural strength of the hybrid composite significantly increase with the addition of fillers in comparison to the neat HDPE. This result can be attributed to the presence of particulate fillers that reduce the mobility of the polymer chains by interfacial adhesion between the reinforcement and the matrix. The increase in the mechanical strength of the composites can also be related to the composition of the wood filler, which contains a complex system of cellulose, lignin, and hemicellulose, considered a natural polymer with flexibility. The mineral reinforcement, on the other hand, provided increased stiffness to the composites. The combination of the properties of the individual reinforcements contributed to the increased mechanical performance when compared to the neat HDPE. 18 –20
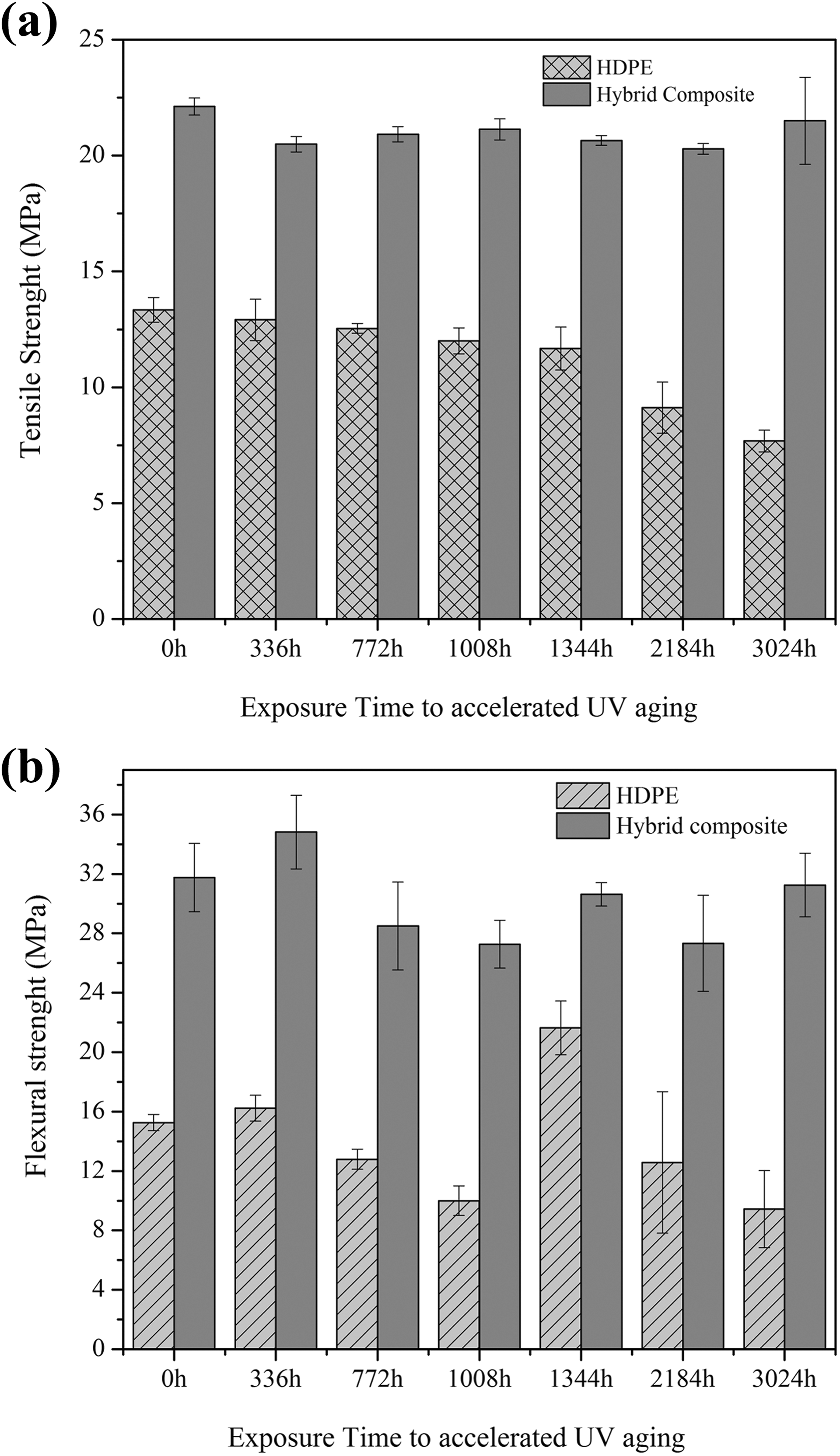
Mechanical properties of neat HDPE and hybrid composites: (a) tensile strength and (b) flexural strength.
In Figure 3(a), the tensile strength can be seen decreasing with increasing UV exposure time, this is mainly due to the stiffness provided by the crosslinking of the polymer matrix and the cracking on the surface of the samples, which will be explained in detail later on. The hybrid composites did not display a trend in the tensile strength when exposed to UV, whereas the mechanical resistance of neat HDPE decreased during UV exposure.
The flexural strength of the composites is displayed in Figure 3(b). For the neat HDPE, the properties oscillate with UV exposure and no trend was noticed. In the accelerated aging process, the crosslinking of HDPE chains occurs, promoting an increase in the mechanical properties. 21 This characteristic can be observed in the samples after 336 and 1344 h of UV exposure, when an increase in the flexural strength occurred. One of the reinforcements that directly contribute to greater mechanical performance after exposure to degradative environment is wood dust. That is due to the presence of lignin in its composition, which can act as a natural antioxidant, preventing the penetration of UV radiation in the composites. 22
Figure 4 shows the rheological analysis of neat HDPE and its hybrid composites before and after UV degradation. At 0 h, the composite has greater viscosity than the neat HDPE. The addition of fillers in the polymers tends to reduce the mobility of the molecules, which in turn increases the viscosity of the system. 23 After exposure to the degradation process, the viscosity of both HDPE and its hybrid composites increases due to the crosslinking of the polymer chains. 24 This phenomenon is more significant in the neat polymer, which displayed higher viscosity after degradation than the composites. Thus, the low variation in the viscosity after UV exposure can be an indicative that the hybrid composites are more stable and resistant to degradation when compared to the neat HDPE.
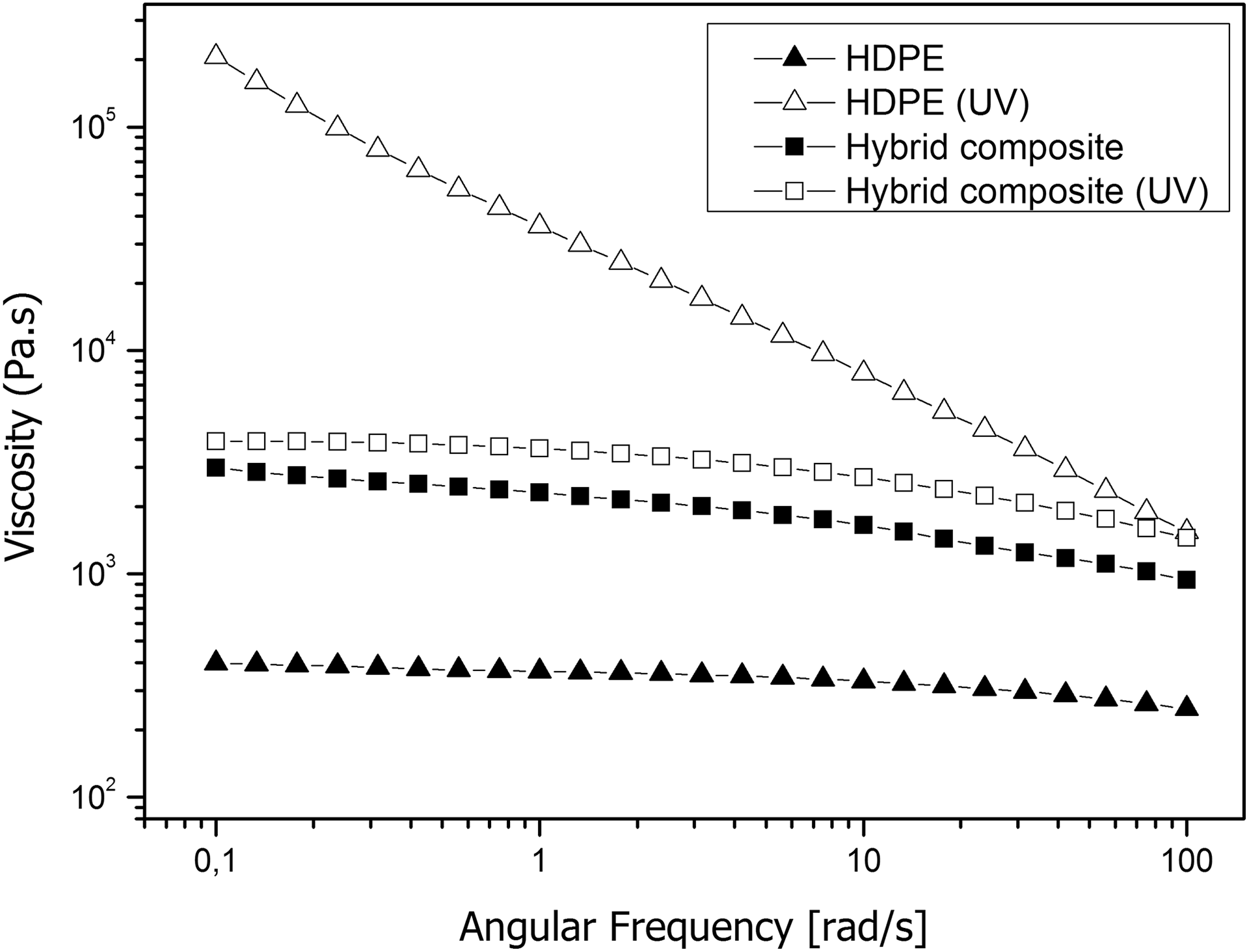
Rheological properties of neat HDPE before and after exposure to UV degradative environment.
Figure 5 shows dynamic mechanical analysis thermograms of HDPE and of the hybrid composites before and after UV exposure. Figure 5(a) displays the storage modulus (E′), which is related to the material’s capacity of storing mechanical energy in the form of elastic and potential energy. 25 Storage modulus is higher for the hybrid composite along the entire temperature range in comparison to HDPE. This is due to the presence of fillers, which increases the composite stiffness, and to the good interfacial adhesion of the fillers to the matrix. For all samples, E′ tends to decrease with increasing temperature, and it converges to a narrow interval in high temperatures. The decrease in E′ at higher temperatures is related to the increased mobility of the molecular chains of the matrix, and to the beginning of the relaxation process. 25 –27
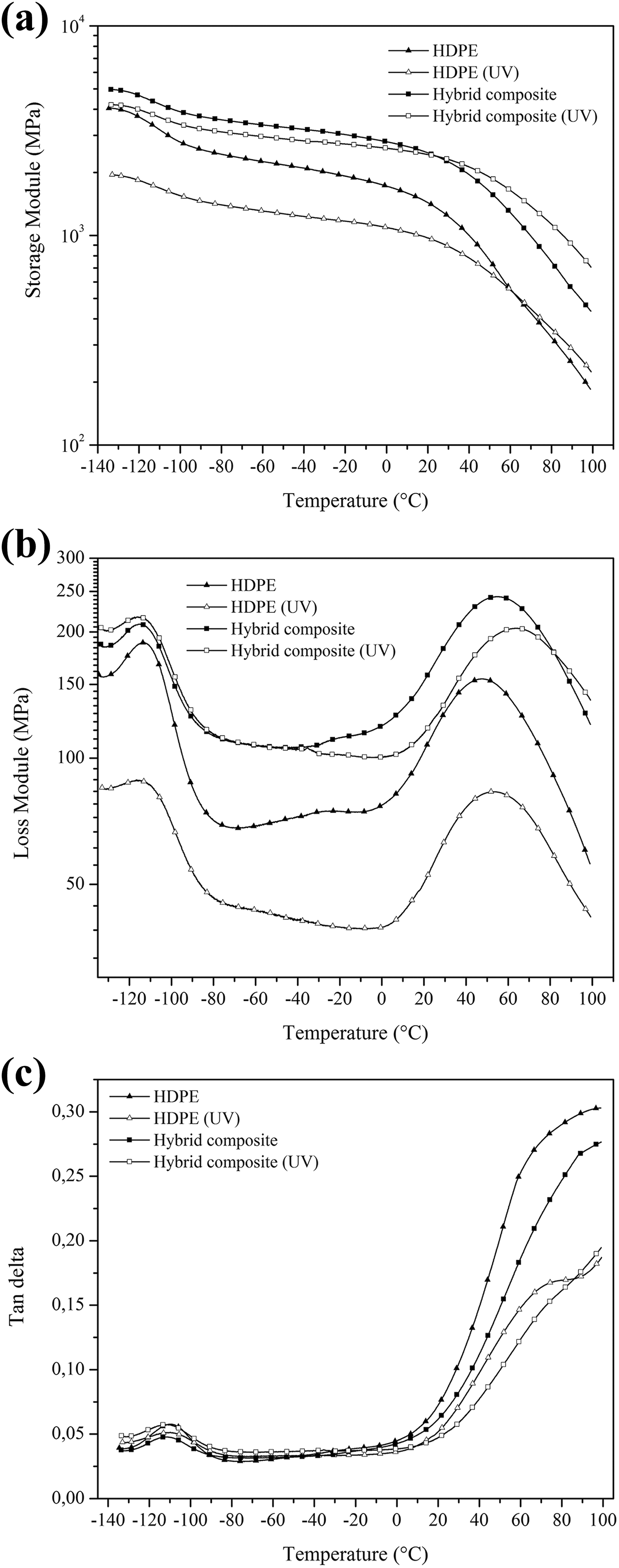
Dynamic mechanical analysis of neat HDPE and hybrid composites before and after exposure to UV degradative environment: (a) storage modulus, (b) loss modulus, and (c) tanδ.
In the samples exposed to weathering, there is a reduction in the storage modulus at low temperatures due to the cracks generated by UV exposure. However, from 40°C onward, the modulus is higher than that of the unexposed composite. This could be because of the crosslinking of the polymer matrix, and of the restriction of the molecular mobility after UV exposure.
Figure 5(b) shows the loss modulus (E″) of the composites. There are two distinct transition regions, being the first one, between −130°C and 90°C, related to the glass transition of the material, which is derived from the cooperative movement of the polymer chains. The second transition region, between 10°C and 100°C, is related to the movement of the secondary chains, in which cooperativity is not necessary. The b transition region was not identified due to the absence (or presence of a nonsignificant amount) of amorphous contents in the interfacial region in the crystalline zone. 28,29
Figure 5(c) displays the damping (tanδ) of the samples. This parameter is related to the difference of the viscoelastic response of the materials, that is, the ratio between the loss and storage modulus of the samples. Above room temperature, a difference is observed in the height of tanδ curves. The HDPE curve became more prominent in comparison to the composite, the same behavior being found in the samples after UV exposure. This decrease in tanδ height in the hybrid composite is associated to the presence of reinforcement in the matrix, which acts as a physical barrier between the polymer chains. There are also relaxation processes in the composite that are not usually present in the matrix. 27
Figure 6 shows SEM micrographs of the surface of HDPE and the hybrid composites before and after the degradation process. As the exposure time increases, cracks and failures on the surface of the matrix appear. This is more evident for the neat HDPE sample, which is in agreement to the previous analyses, in which it was demonstrated that HDPE is more susceptible to degradation when compared to the hybrid composite.
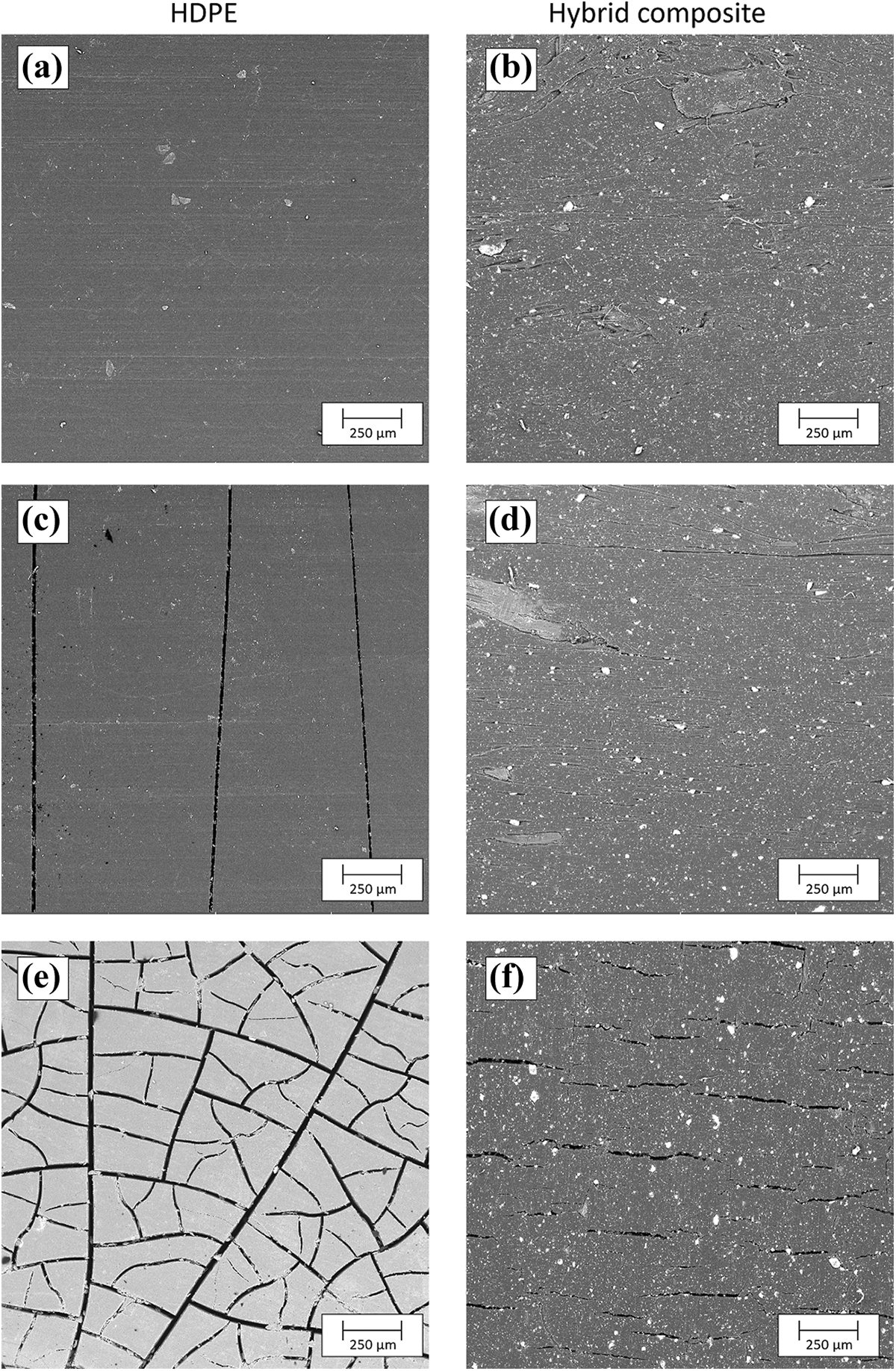
SEM micrographs of HDPE and hybrid composites before and after exposure to UV degradative environment: (a) and (b) 0 h, (c) and (d) 1344 h, and (e) and (f) 3024h of UV exposure.
Table 2 presents the results after the leaching tests in the hybrid composites. The concentrations of As, Cu, and Cr, extracted from the composite, were analyzed before and after 1344 and 3024 h of accelerated UV aging.
Leaching analysis of hazardous elements (CCA-treated wood) presented in the composite after exposure to UV degradative environment.
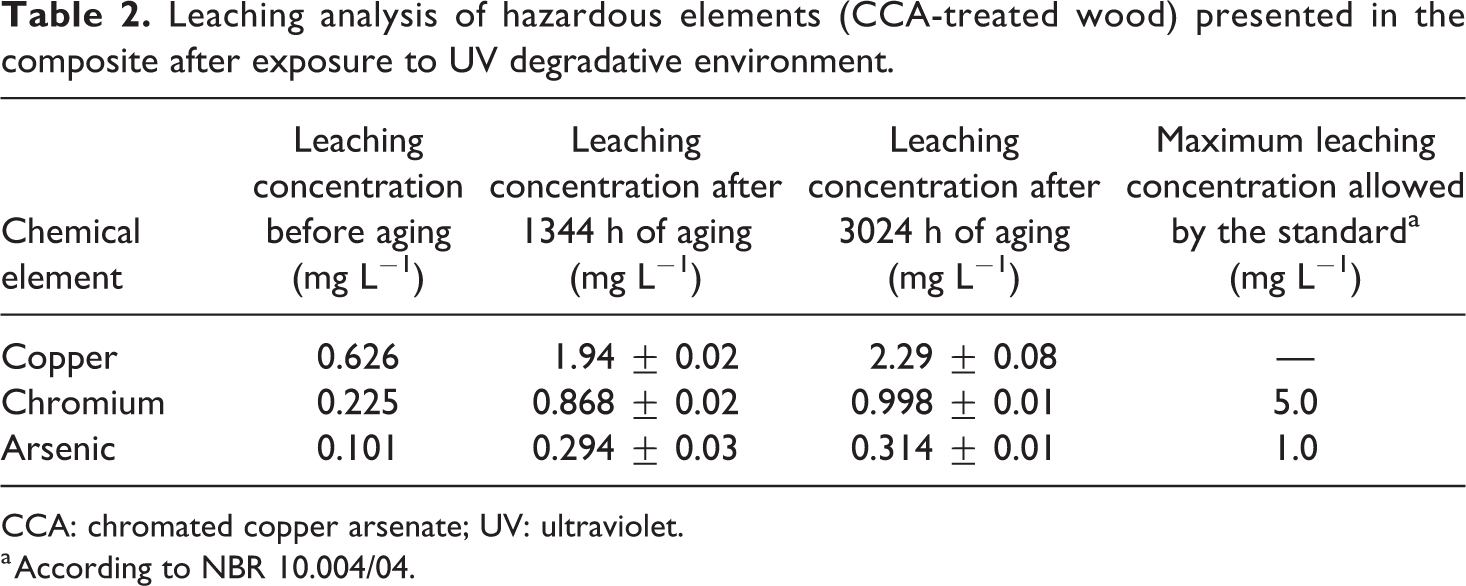
CCA: chromated copper arsenate; UV: ultraviolet.
a According to NBR 10.004/04.
The concentration of the chemical elements, which are considered problematic, present in the extract of the leaching process before, during, and after UV aging were lower than those allowed by the current environmental legislation, according to the appendix F of the NBR 10.004/04 standard. Copper was not compared because there is no parameter available in the legislation. When CCA-treated wood is used as reinforcement elements, the wettability of the matrix contributed to the encapsulation of As, Cu, and Cr present in the fillers. Therefore, the material belongs to Class II—nonhazardous materials, according to the classification provided by NBR 10.004/04.
Conclusion
The utilization of CCA-treated wood poles residues and ceramic insulators as reinforcing agents in polymer composites is a potential viable alternative of application of these materials. The incorporation of these fillers (CCA-treated wood and ceramic insulators) to HDPE increases its mechanical properties when compared to the neat polymer, while also granting better degradation stability to polymer materials. After leaching procedure of the samples, lower values for acceptable limits of the concentration of hazardous elements were found, which is an advantage to the use of these fillers for WPCs.
Footnotes
Acknowledgements
The authors would like to thank Companhia Paulista de Forca e Luz, CPFL/RGE (Brazil) and the Ministry of Labor and Employment (Brazil) for supplying materials and funding the project.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by Companhia Paulista de Forca e Luz, CPFL/RGE (Brazil) and the Ministry of Labor and Employment (Brazil).