
Abstract
Properties of thermoplastic-based composites are affected by their processing conditions, and understanding their behavior under these different conditions is of most importance. The current study aims to predict the static tensile behavior of unidirectional glass fiber–polypropylene composite materials processed under different cooling rates using artificial neural networks (ANNs). Stress–strain relations for the material processed under various cooling rates were predicted using ANN. For all the cases investigated, the modulus of elasticity was predicted with a minimum accuracy of 97%, while the ultimate strain was predicted, in most cases, with a minimum accuracy of 90%. These predictions indicate that ANN can be successfully used to predict the mechanical properties of unidirectional composites manufactured under different cooling rates. This method allows users to predict the behavior of the material under cooling rate conditions for which no experimental data are available.
Introduction
Polymeric composites can be categorized based on the type of matrix into thermoplastic- and thermoset-based composites. The choice of which type to use depends on the application, because each type exhibits specific advantages and disadvantages in terms of processability and service performance. Thermoset-based composites were initially used in many industries especially in the aerospace applications, but due to their poor resistance to delamination, creep at high temperature and their limited recyclability, the focus has somehow shifted to thermoplastic-based composites. 1
The mechanical properties of a thermoplastic composite part or product depend, not only on the type of fiber and matrix used and the fiber orientation angle but also on the process conditions used to prepare the final part. These conditions relate to curing temperature, curing pressure, holding time, and cooling rate. By controlling these parameters, different mechanical properties can be obtained. The literature includes many studies that investigate the effect of several of these parameters on the properties of the resulting material. Fujihara et al. 2 investigated the influence of processing temperatures and holding times on the bending properties of carbon/polyether ether ketone (PEEK) composites. Their results showed a significant effect on the properties at the processing temperature of 440°C but no substantial effect at lower temperatures with all holding times.
Jar and Kausch 3 have studied the effect of mold temperature and cooling rate on the delamination resistance of carbon fiber/PEEK composites. They determined that delamination resistance decreases as molding temperature decreases, and as the molding temperature increases, better mechanical properties are achieved. They also established that cooling rate had a significant effect on delamination resistance for values between 0.5°C min−1 and 50°C min−1. Davies et al. 4 studied the influence of cooling rate on long-term mechanical properties of carbon/PEEK composites and found that, for unidirectional specimens, the effect of cooling rate is minor, but for multidirectional specimens, lower cooling rate resulted in much better performance in terms of static tension, static compression, and tension–tension fatigue loading. The effect of cooling rate on a variety of properties for carbon/PEEK composites was also investigated by Gao and Kim. 5 –7 In their three-part study, they investigated the effect of cooling rate on crystallinity, interface adhesion, interlaminar fracture toughness, and impact resistance. Their results showed a decrease in the interface bond as well as the tensile strength and elastic modulus with an increase in cooling rate. Additionally, the increase in cooling rate resulted in an increase of interlaminar fracture toughness of both modes I and II and a higher ability to resist damage initiation upon impact.
The effect of cooling rate on the shear behavior of continuous glass fiber/impact polypropylene composites was investigated by Wafai et al. 8 [±45]s specimens manufactured using a wide range (3–1000°C min−1) of cooling rates showed a significant difference in shear properties. Higher cooling rates were shown to improve both shear strength and failure shear strain. Under incremental cyclic loading, the rate of stiffness degradation was found to be higher in samples cooled at a lower rate. Bureau and Denault 9 also showed that processing conditions were found to affect the flexural, tensile, and fatigue properties of glass fiber/polypropylene composite materials. Slow cooling rates and low molding temperatures or pressures resulted in lower flexural and interfacial properties. Increasing the molding pressure reduces void content, which in turn results in higher flexural and interfacial properties. Increasing the molding time under pressure was also shown to lead to the same improvements. The changes in microstructural characteristics resulting from varying the processing conditions were shown not only to affect the flexural and interfacial properties but also the fatigue performance of these composites.
Artificial neural networks (ANNs) have emerged as a useful artificial intelligence concept used in various engineering applications. ANNs have the ability to learn by example and can cope with nonlinear modeling accurately without the need to deal with very complicated analytical solutions. During the past decade, ANNs have been successfully used in modeling the mechanical behavior of fiber-reinforced composite materials (see, e.g. the reviews by El Kadi 10 and by Zhang and Friedrich 11 ).
In this article, the effect of cooling rate on the static behavior of E-glass/polypropylene composite materials is investigated. Tensile tests were carried out on unidirectional coupons of various fiber orientation angles processed at different cooling rates while keeping the curing temperature, curing pressure, and time at curing temperature constant. Subsequently, an ANN model was developed and successfully used to predict the stress–strain relation of the material as a function of the fiber orientation angle and the cooling rate.
Specimen preparation
The material considered in this study is a unidirectional fiberglass polypropylene prepreg tape with a fiber volume fraction of 0.45 produced by Jonam Composites (Lincoln, UK). 12 A programmable Wabash hydraulic press 13 shown in Figure 1(a) was used to manufacture 250 × 150 mm2 unidirectional plates by means of a picture-like aluminum mold (Figure 1(b)). Once the appropriate number of prepreg layers with the required fiber orientation has been carefully placed in the mold and placing the mold in the press, an initial pressure of 2225 N was applied while heating up the press platens (Figure 1(c)). Plates with 0°, 30°, 45°, 60°, and 90° fiber orientations were produced (Figure 1(d)). The thickness was set to 2 mm for the 0° plates and 4 mm otherwise. Platen temperatures were set to ensure a temperature of 180°C inside the mold. A thermocouple placed through a 1-mm diameter hole on the side of the mold monitored the exact prepreg temperature. Once the curing temperature was attained, the pressure was increased to reach a curing pressure of 8900 N. The curing temperature and pressure were held at that level for 5 min before turning off the heating elements in the platens. The different cooling rates were acquired as follows: (1) the slow cooling rate was obtained by letting the mold cool down on its own to room temperature after stopping the heating process; (2) the medium cooling rate was obtained using the air cooling option provided to cool the platens; and (3) the fast cooling rate was obtained by selecting the combined air and water cooling option provided. The temperature variation throughout the curing cycle was monitored and plotted using a data acquisition device connected to the aforementioned thermocouple. The value of the three cooling rates calculated from these plots is shown in Table 1.
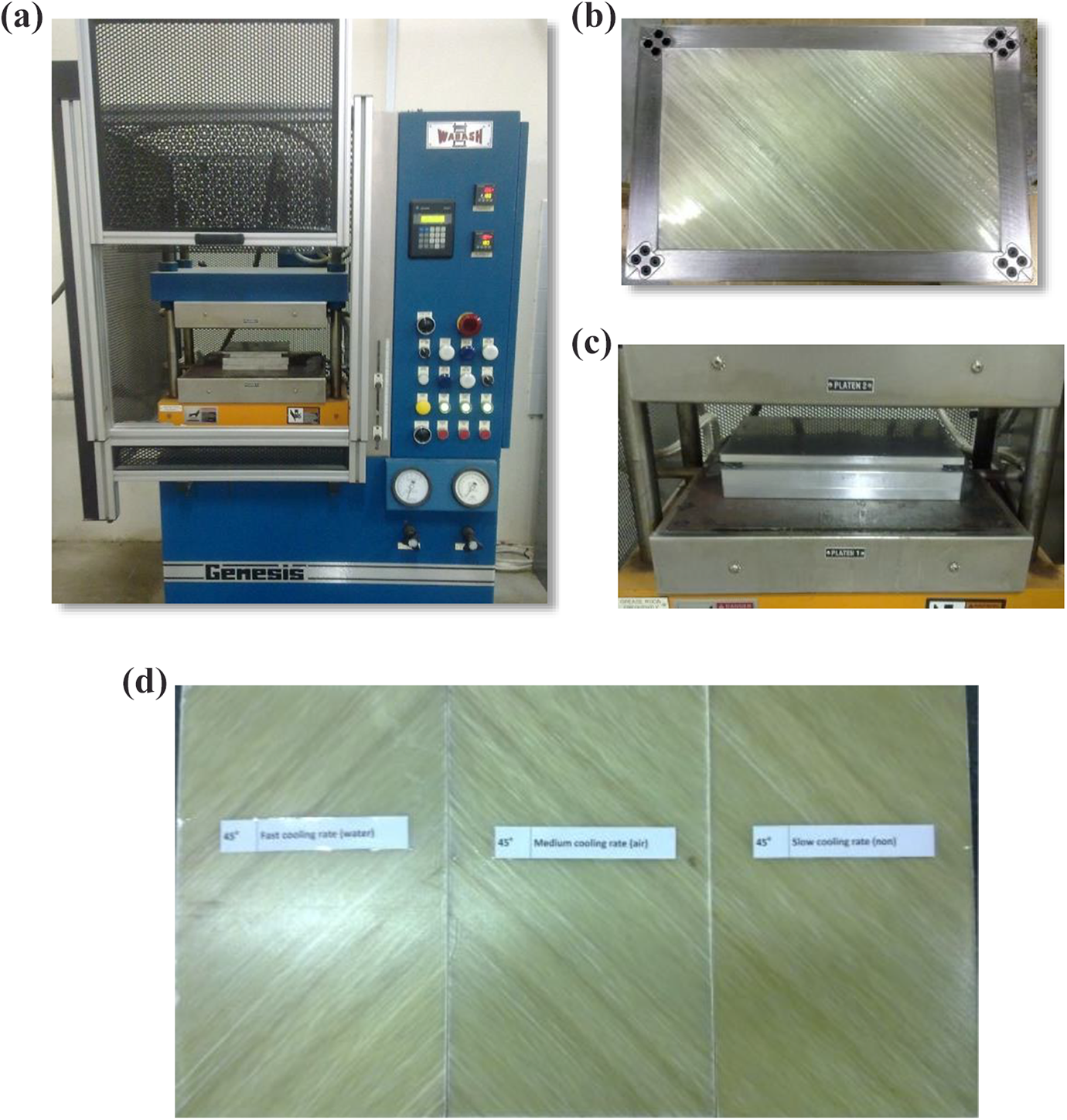
(a) Wabash compression press, (b) aluminum mold with the prepreg lamina, (c) mold between the platens of the press, and (d) cured specimen samples.
Calculated values of cooling rates.
To obtain specimens following the ASTM D 3039M standard 14 dimensions, the plates were cut using a water-cooled diamond tip blade to ensure fine cuts and prevent possible damage due to undesired temperature rise; final coupon dimensions were 250 mm in length and 20 mm in width.
Experimental investigation
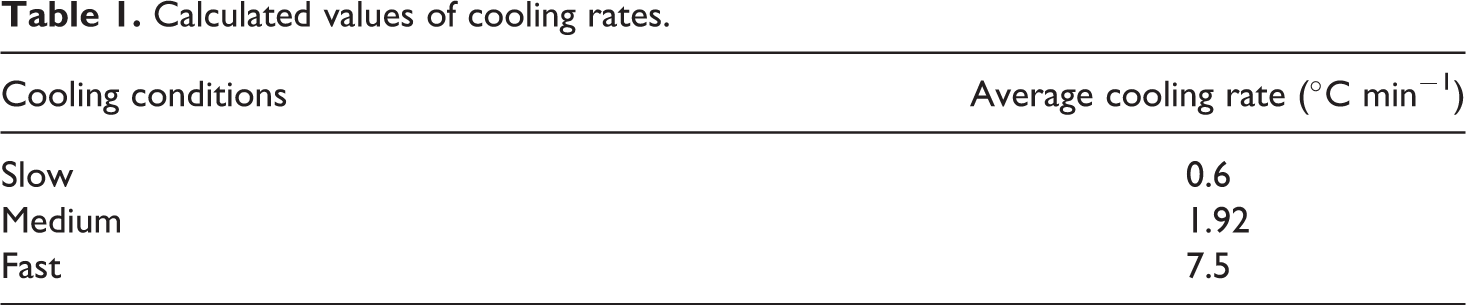
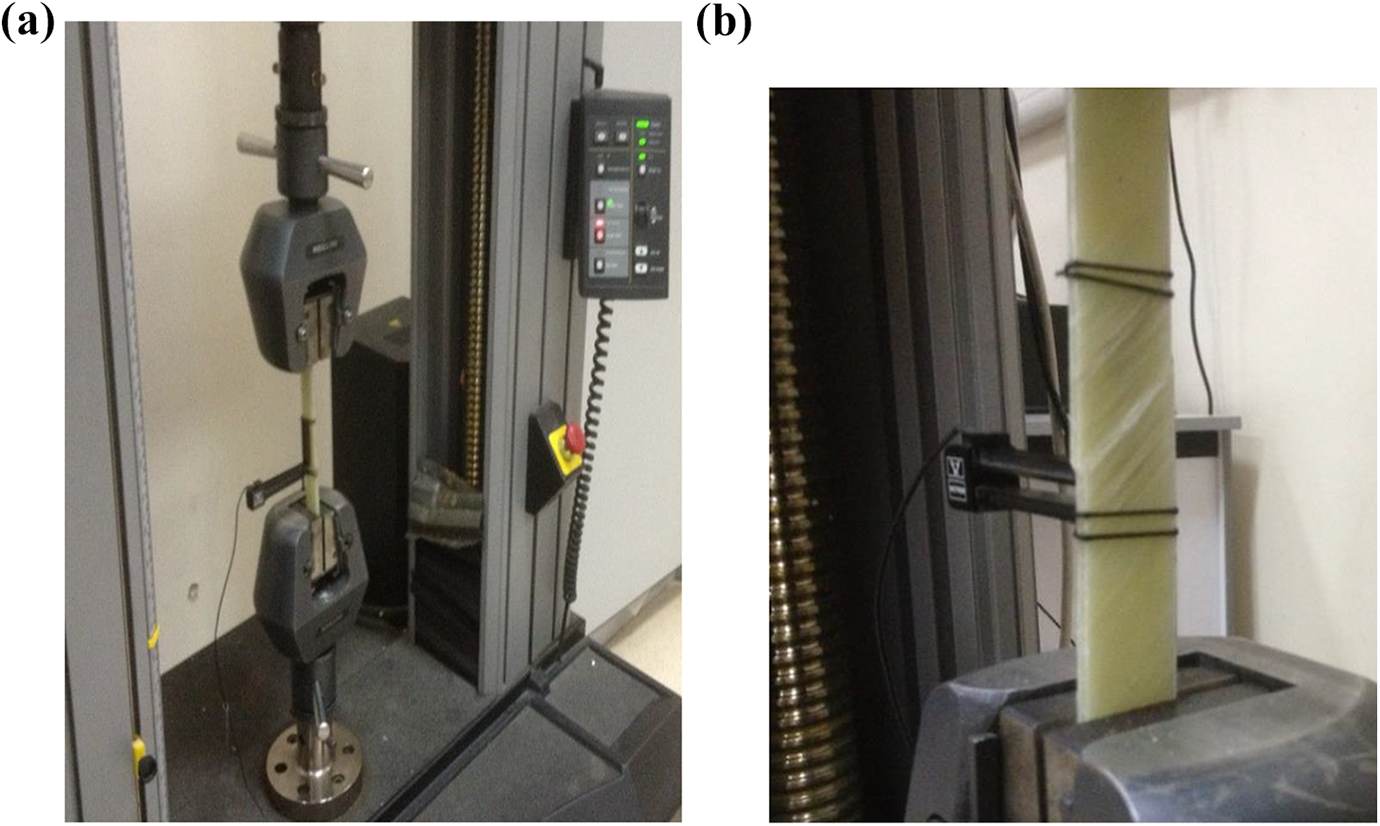
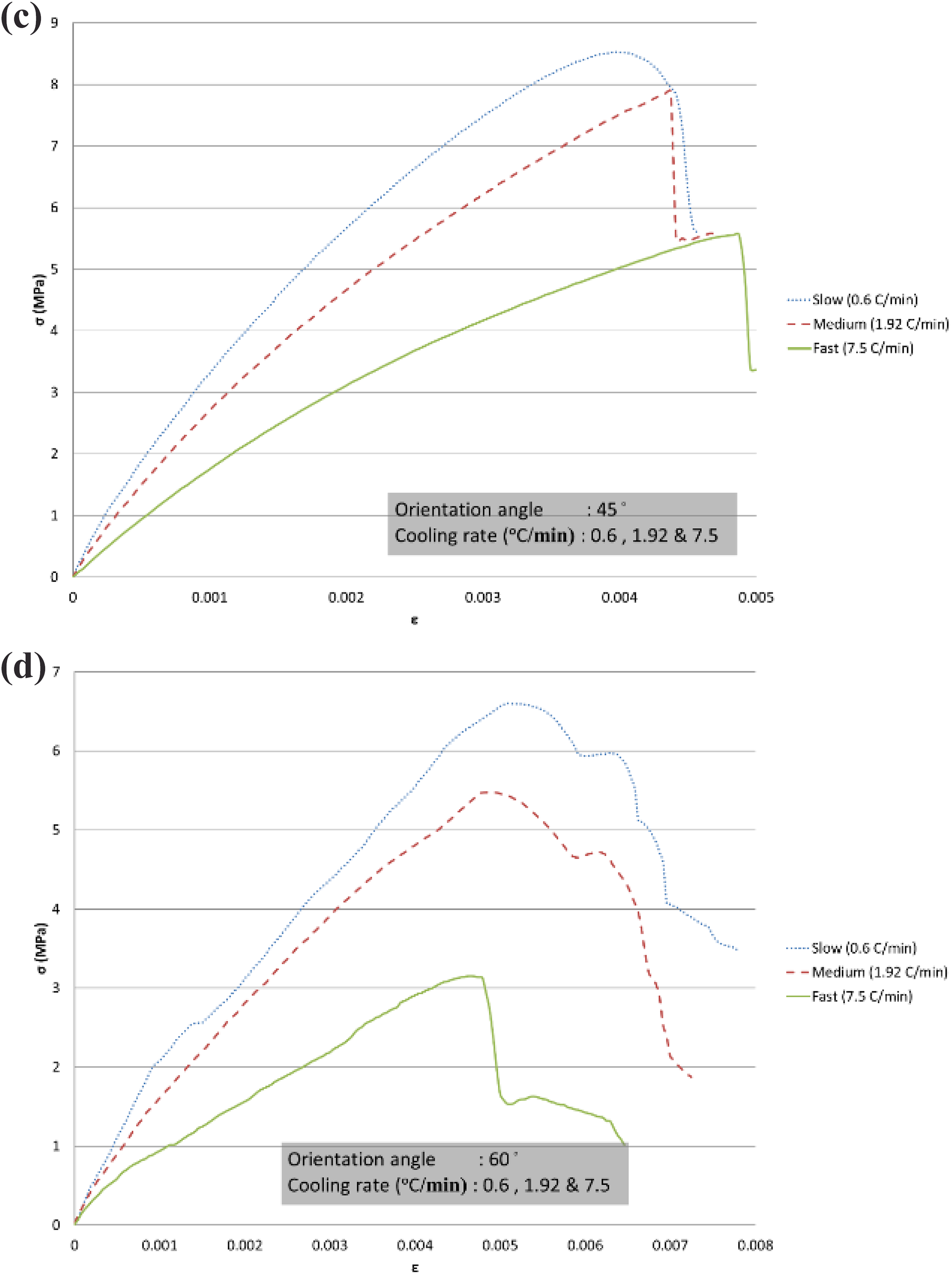
Tensile tests were conducted on the abovementioned specimens using an electromechanical Instron (Wabash, IN) testing machine using a strain rate of 0.5 mm min−1 (Figure 2(a)). Load–displacement data were recorded every 0.5 s until failure. On average, 2000 records were captured for each test. As shown in Figure 2(b), the machine was programmed to automatically stop the test once a sudden drop of the applied load is detected (signifying specimen failure). The software then generates the test results in a tabular form that contains time, load, stress, and extension. The stress–strain curves plotted based on the experimental results (Figure 3(a) to (d)) were used to extract some of the mechanical properties such as the ultimate stress and strain and the modulus of elasticity. Due to the nonlinear elastic behavior obtained in some stress–strain curves, the chord modulus of elasticity, defined based on the ASTM D3039M standard, was used. 15 Figure 4(a) and (b) shows the effect of cooling rates on the ultimate strength and modulus of elasticity, respectively. For any specific fiber orientation, the cooling rate was seen to have a minor effect on the ultimate strain. In both graphs, the left y-axis is used to measure the ultimate stress and modulus of elasticity of the 0° fiber orientation angle, while the right y-axis is used for the ultimate stress and modulus of elasticity of the remaining fiber orientations. The values of the ultimate stress and modulus of elasticity shown in the figures are the average values of two experimental tests, where the actual experimental values are represented as error bars on the graphs. The trends obtained were found to be similar to those published in the work of Deporter and Baird 16 for Ryton and XLC40-66 composites.
(a) Specimen during tensile testing and (b) example of a 45° specimen at failure.
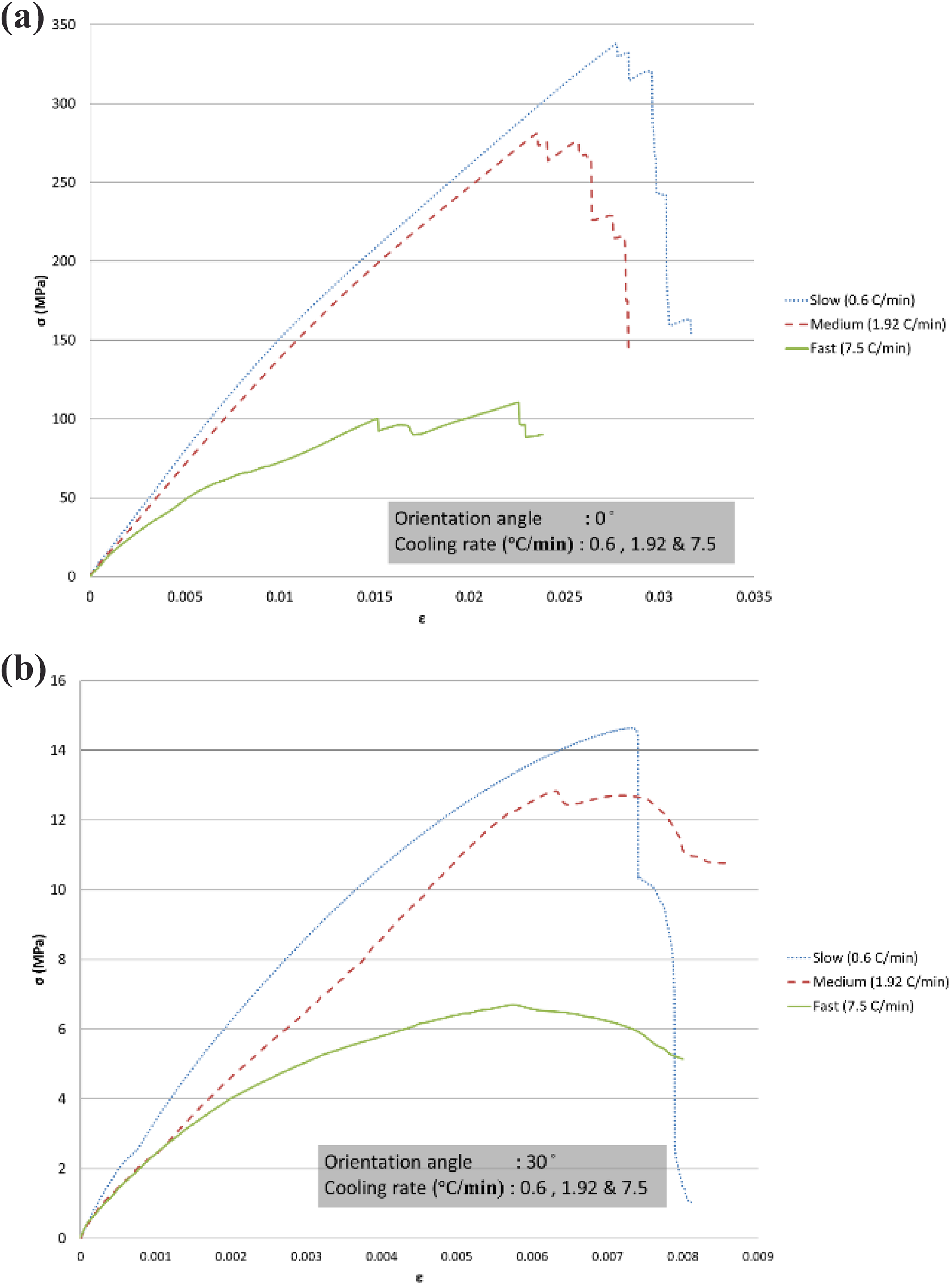
Stress versus strain curves for three cooling rates. (a) 0° orientation, (b) 30° orientation, (c) 45° orientation, (d) 60° orientation, and (e) 90° orientation.
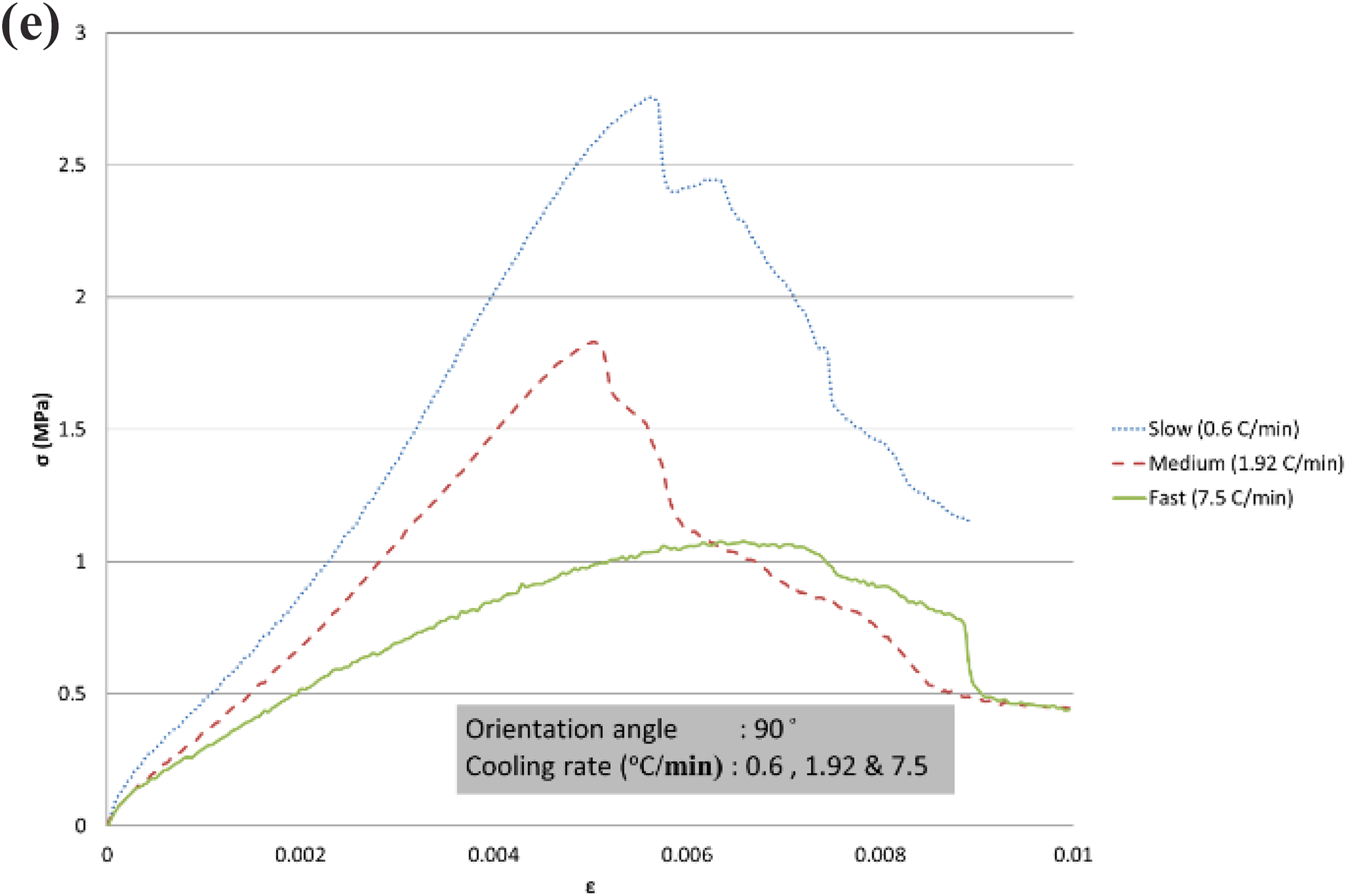
Effect of cooling rate on (a) ultimate strength and (b) modulus of elasticity.
Predicting the mechanical properties using ANN
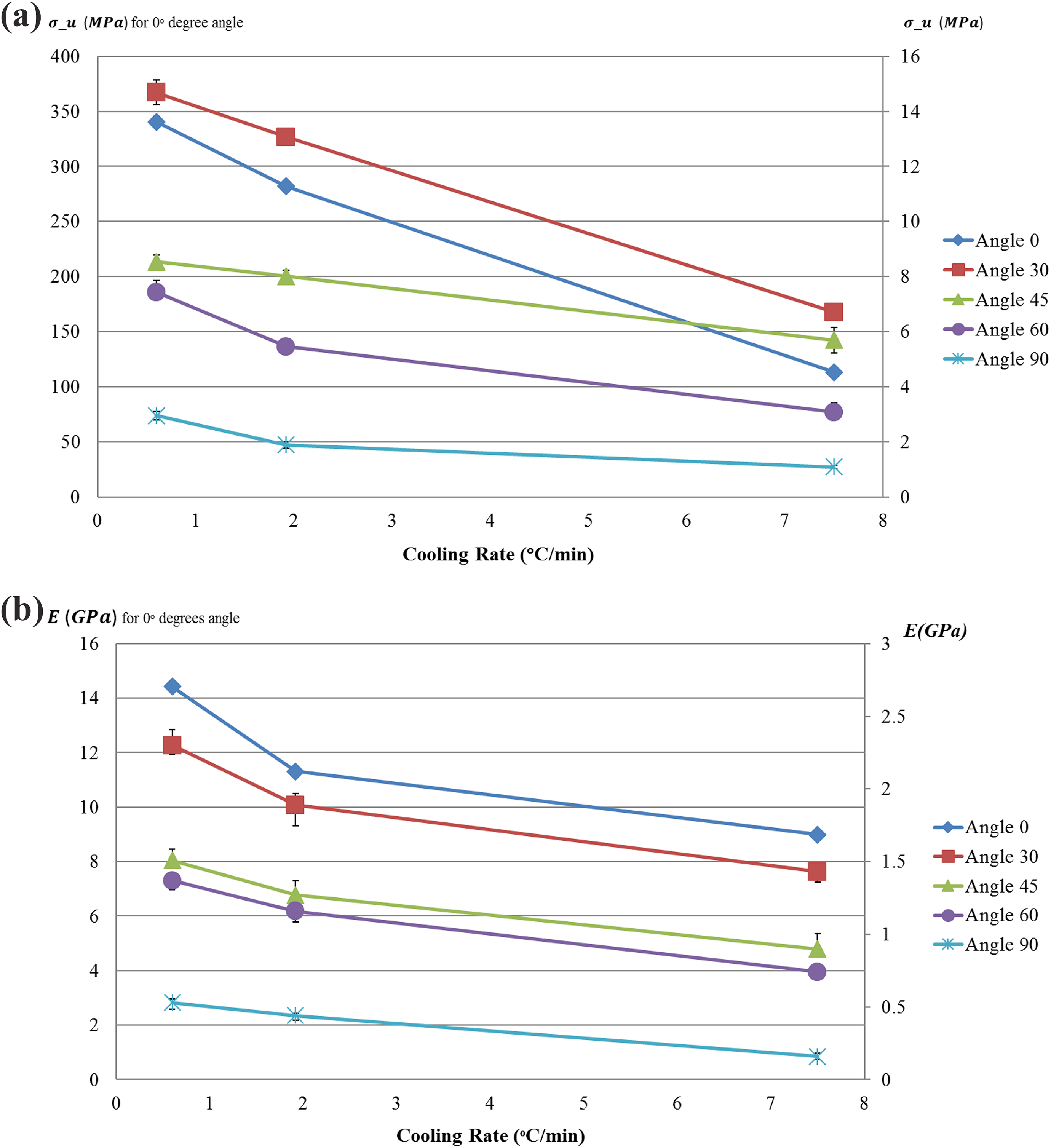
ANN can commonly be described as a structure comprised of a number of interconnected computational units called neurons arranged in layers connected to each other. The first layer consists of input neurons used to supply the network with a number of input parameters, and the last layer consists of output neurons to deliver the results of the computation. One or more layers called hidden layers can exist between the input and the output layers. These layers are called hidden layers because their input and output are hidden within the network. Increasing the number of hidden layers allows the network to extract higher order statistics and get better prediction in the case of large inputs. Figure 5 shows the general configuration example of an ANN. 10
General configuration of ANN. 10 ANN: artificial neural network.
In this work, ANN was used to predict the stress–strain relation of unidirectional glass fiber polypropylene as a function of the cooling rate. The NeuroSolutions software (NeuroDimension, Inc., Gainesville, FL) 17 was used for this purpose. Applied stress, fiber orientation, and cooling rate were the input parameters to the network, while the resulting strain was the sole output parameter.
To achieve an optimal network configuration, the effect of a number of network parameters (number of hidden layers, number of neurons per hidden layer, and number of training epochs) was investigated. Tables 2 to 4 summarize the outcomes of each parameter been investigated for three different conditions. Table 2 presents the effect of varying the number of hidden layers on the mean square error between predictions and experiments; Table 3 presents the effect of varying the number of neurons per hidden layer on the mean square error, and Table 4 presents the effect of using a different number of training epochs on the mean square error. 18
Effect of varying the number of hidden layers on the mean square error between experiments and the ANN predictions.
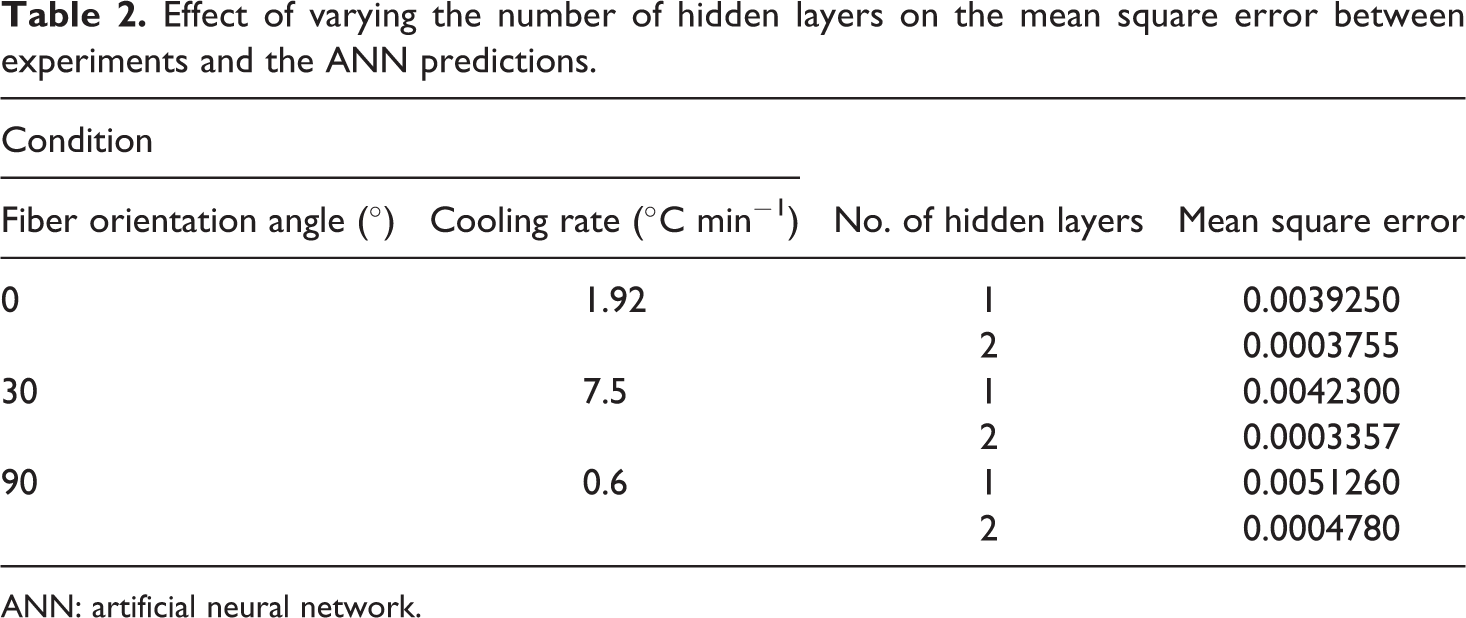
ANN: artificial neural network.
Effect of varying the number of neurons per hidden layer on the mean square error between the experiments and the ANN predictions.
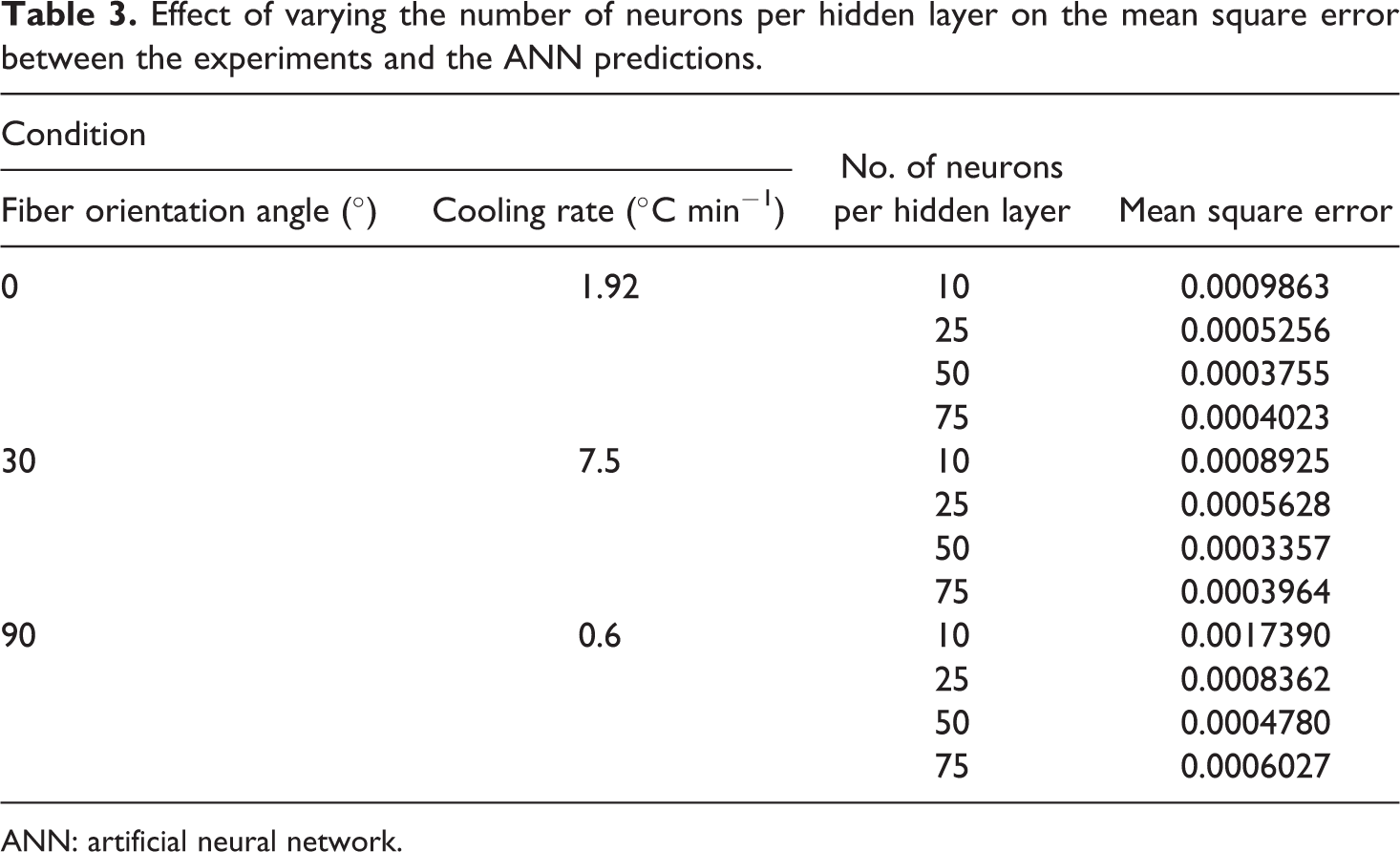
ANN: artificial neural network.
Effect of varying the number of training epochs on the mean square error between experiments and ANN predictions.
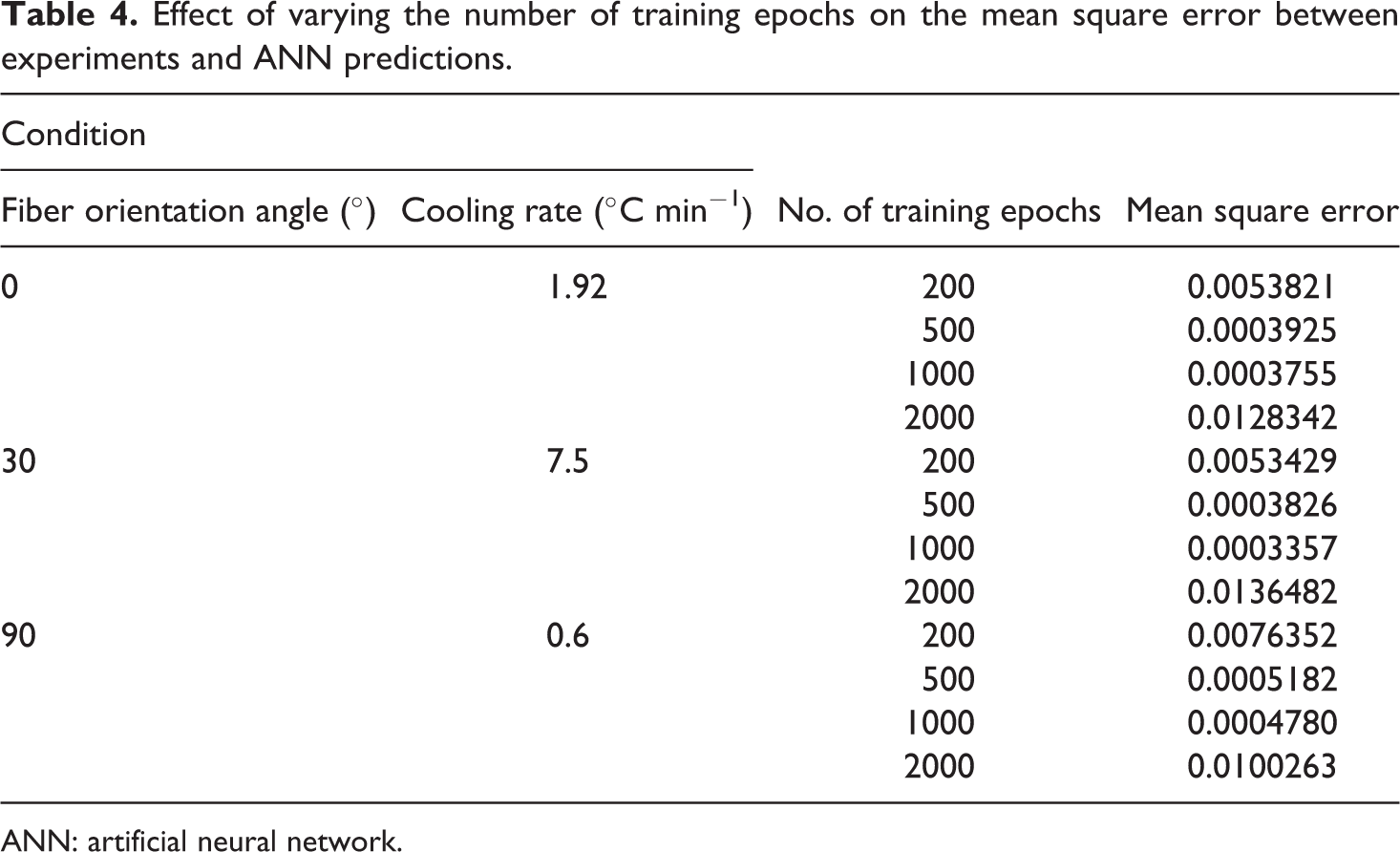
ANN: artificial neural network.
In Table 2, predictions obtained from ANN with one and two hidden layers are compared. For all the cases considered, the number of neurons in each hidden layer was kept at 50 neurons, and the ANN was trained for 1000 epochs. The most accurate prediction was obtained using two hidden layers for all three conditions.
In Table 3, predictions obtained from networks with two hidden layers are compared. For all these cases, the ANN was trained for 1000 epochs. The most accurate predictions were obtained using 50 neurons/hidden layer.
In Table 4, predictions obtained from networks with two hidden layers and 50 neurons in each hidden layer are compared. The most accurate prediction was obtained by training the network for 1000 epochs. It was observed that when the neural network was trained for more than 1000 iterations, the mean square error increased.
Based on the previous investigation, a multilayer perceptron with two hidden layers and 50 neurons in each layer was selected. The resilient back-propagation learning algorithm was used to train the network for 1000 epochs. 18 Training the network should be done using the overall data set collected from the tensile tests for all different conditions (cooling rates and fiber orientation angles), except the condition that the network will be tested for. In other words, only the data of a single cooling rate condition and fiber orientation angle will be excluded from the training. To test the network, the excluded data can then be used to check the accuracy of the predicted data. Figures 6 and 7 show examples of the strain–stress curves predicted by the ANN compared to the experimental stress–strain curve for two of the conditions considered. 18
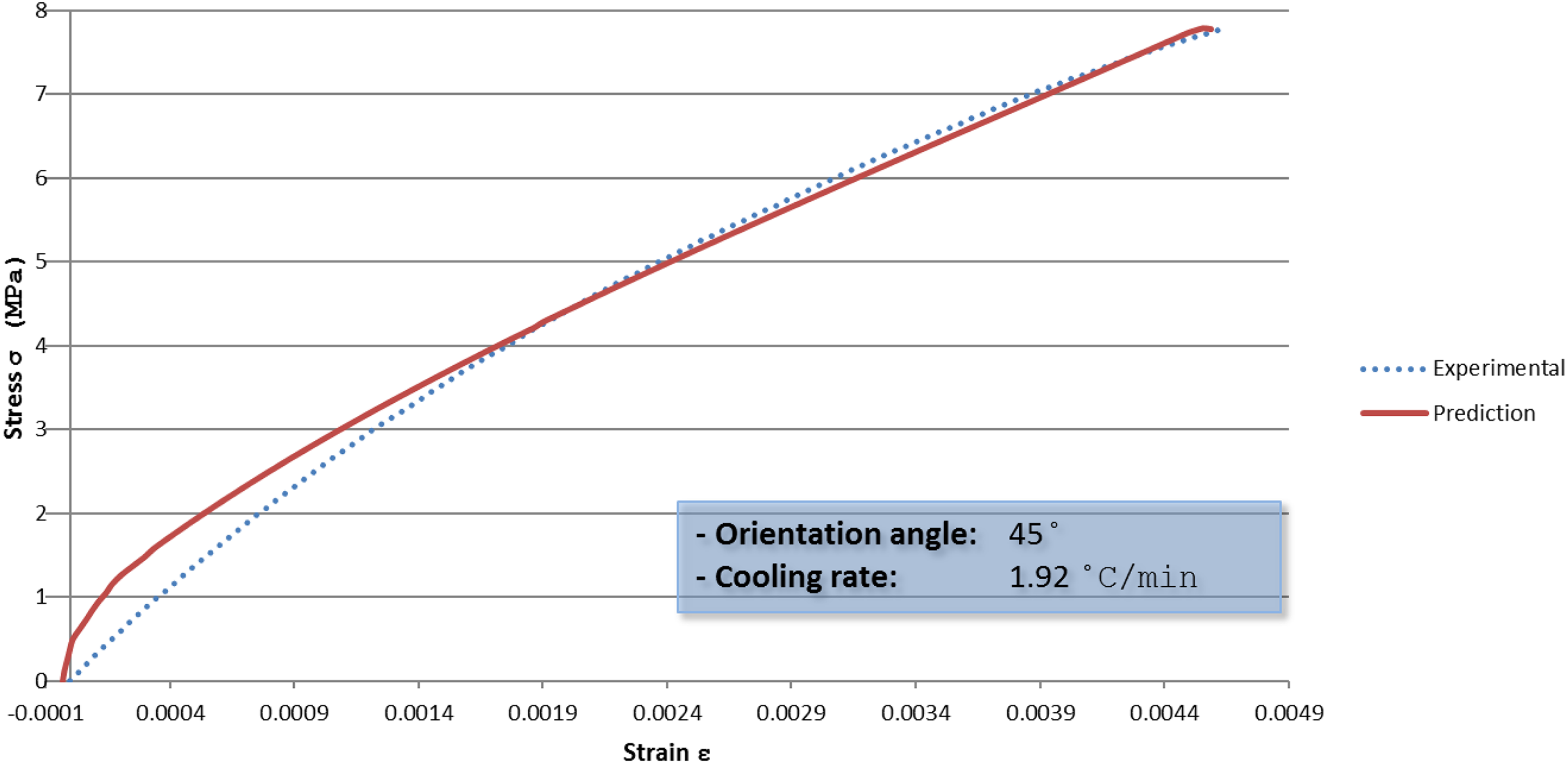
Experimental versus predicted stress–strain curve for 45° orientation angle and medium cooling rate.
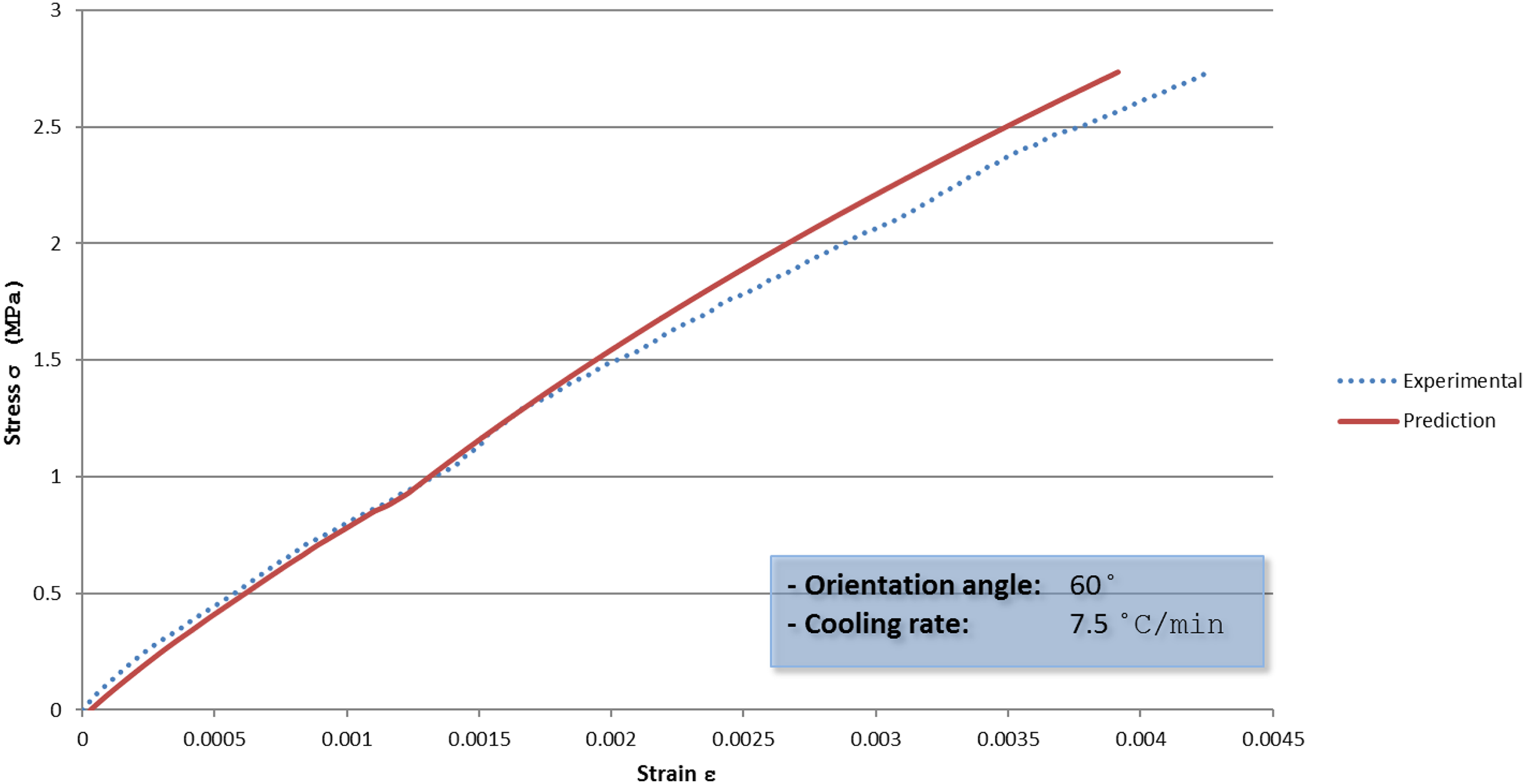
Experimental versus predicted stress–strain curve for 60° orientation angle and fast cooling rate.
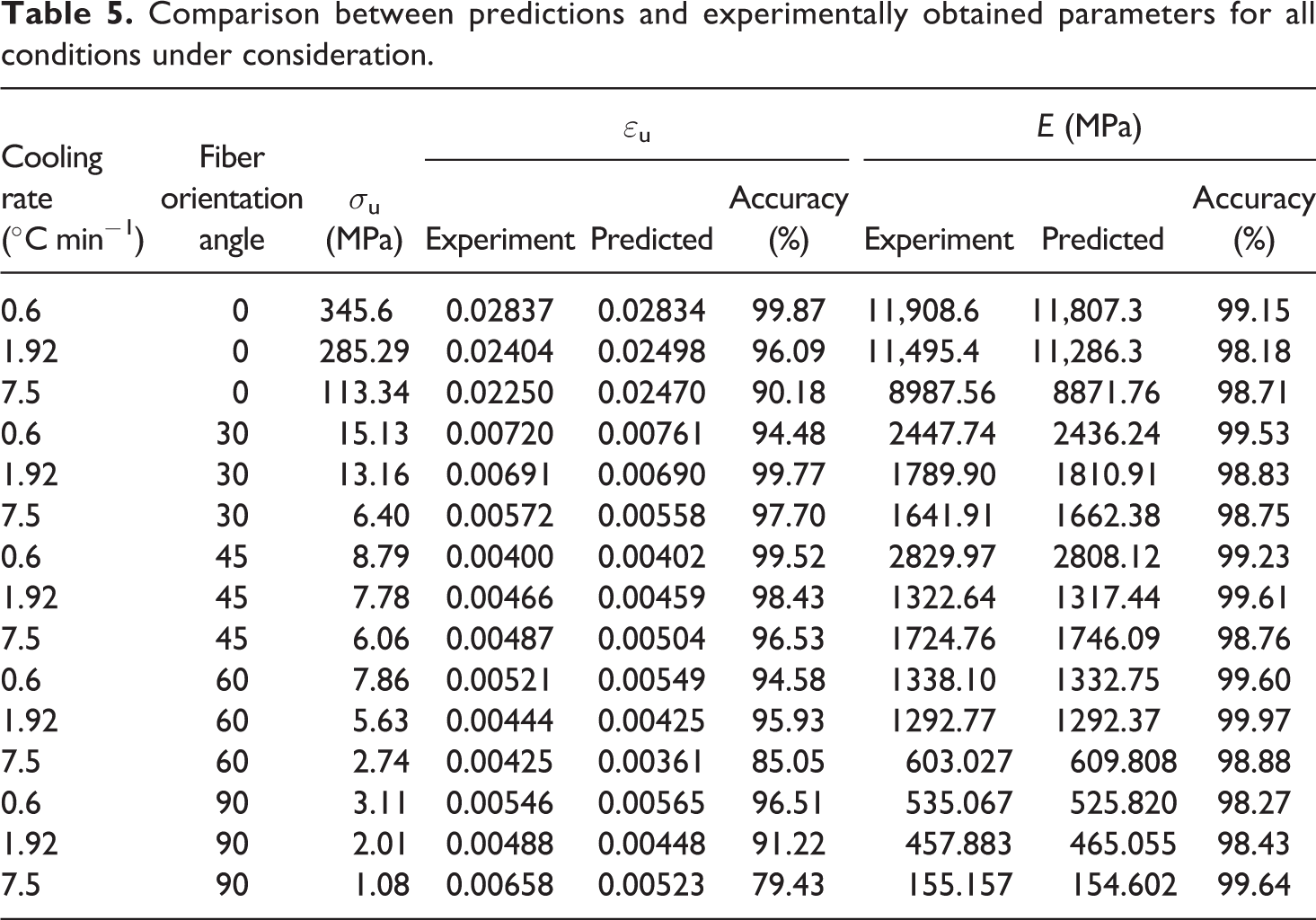
Table 5 shows a comparison between the experimental results and the ANN predictions for each combination of processing condition and fiber orientation considered. Using the fiber orientation angle, the cooling rate and the ultimate strength (σu) as input parameters, the value of the ultimate strain (∊u) and modulus of elasticity (E) were extracted from the predicted and the experimental stress–strain diagrams, also shown is the prediction accuracy. 18
Comparison between predictions and experimentally obtained parameters for all conditions under consideration.
The predictions obtained show that ANN can provide a suitable model for predicting the strain–stress relation of unidirectional fiber glass polypropylene at any fiber orientation angle and any cooling rate (within the range used in training) for which no experimental data are available.
Conclusion
The static behavior of unidirectional glass fiber–polypropylene composite materials manufactured under various cooling rates was investigated. As expected, as cooling rate increases, the ultimate stress, ultimate strain, and the modulus of elasticity decreased; this behavior was observed for the various fiber orientation angles considered.
ANNs were subsequently used to predict the mechanical properties of the material under a variety of cooling rates. It was shown that, with the proper training, ANN can accurately predict the material properties for a variety of cooling conditions. Using the ANN for such purpose will significantly save cost and time for designers who can confidently use these networks to predict material behavior under a variety of fiber orientation and cooling rate condition rather than running additional costly experiments.