
Abstract
Dynamically vulcanized thermoplastic olefin based on polypropylene (PP)/ethylene–propylene–diene (EPDM) with different dicumyl peroxide (DCP) content was prepared by twin-screw extruder. The effect of DCP content on gel content, crystallinity, and morphological, thermal, and mechanical properties of dynamically vulcanized EPDM/PP blends with different DCP content was investigated. The scanning electron microscopy was performed to evaluate the structure, as well as to characterize the morphology formed during dynamic vulcanization. The regular cross-linked EPDM particle uniformly distributed in PP matrix when the DCP content was from 0.3% to 0.9%. The crystallization behavior analysis indicated that the cross-linked EPDM promoted the nucleation process of PP, but with increase in DCP content, the percentage of crystallinity of the dynamically vulcanized EPDM/PP blends decreased due to the PP degradation. The tensile strength and elongation at break first increase and then decrease with increase in DCP content. When the DCP content was 0.9%, the tensile strength and elongation at break of dynamically vulcanized EPDM/PP blends were the largest. The gel content of dynamically vulcanized EPDM/PP blends first increased and then decreased with increasing DCP content. When the DCP content was 1.2%, the gel content of dynamically vulcanized EPDM/PP blends was maximum. The proper content range of DCP was from 0.6% to 1.2%.
Introduction
Thermoplastic olefin (TPO) based on polypropylene (PP)/ethylene–propylene–diene (EPDM) blends with high tensile properties, weather resistance, heat resistance, oil resistance, and excellent machining performance has generated considerable attention due to their wide industrial application, such as automobiles, construction industry, and household appliances. 1,2 During dynamic vulcanization, the rubber component can be cross-linked in an in situ process and dispersed in PP matrix under shearing action. The typical morphology of thermoplastic vulcanizate (TPV), which is one of the main factors determining the properties of the blends, consists of cross-linked rubber particle dispersed in the thermoplastic. 3,4 The dynamic vulcanization method, maintaining the processability of the thermoplastics and the elasticity and mechanical properties of the thermoset cross-linked rubber, opens up numerous advantages as a TPV. 5 –8 There are three main vulcanization systems for dynamic vulcanization of EPDM in EPDM/PP blends: peroxide vulcanization, sulfur vulcanization, and phenolic resin vulcanization. 9,10 Each of them has its own advantages and disadvantages, for example, the blends with resin vulcanization system show finest particle size of dispersed phase while the sulfur vulcanization system shows coarse dispersed morphology. But the highest storage modulus is related to sulfur vulcanization system. The dicumyl peroxide (DCP) vulcanization system provides higher reactivity and the blends display lower wear. 11,12 Excellent mechanical properties and good processing performance of the TPV blends depend on a variety of factors, such as the blend components proportion, the compatibility of blend components, crystallization behavior, morphology, and the extent of cross-linking of blends and vulcanization system. 13,14
In this article, the preparation of dynamic vulcanized EPDM/PP blends with different DCP content by twin-screw extruder was reported. The effect of DCP on the processing was evaluated by the torque of mixing during dynamic vulcanization. The cross-linking degree of the blends was characterized by the gel content. The crystallinity, morphology, and thermal and mechanical properties of dynamic vulcanization EPDM/PP blends were investigated by differential scanning calorimetry (DSC), scanning electron microscopy (SEM), thermogravimetric analysis (TGA), and mechanical property measurements.
Experimental
Materials
The PP (code number T30S) was supplied by Sinopec, Beijing, China. Its density is 0.91 g/cm3, and melt flow index value is 3.0 g/10 min (230°C, 2.16 kg). The EPDM, also called Nordel, was used in this study. This EPDM was a granular material produced with 4770P IP number by DU Pont (DOW, America). Its density is 0.88 g/cm3. Its composition is 70% ethylene and 4.9% ethylidenenorbornene (ENB), Mooney Large rotors (ML) (1 + 4125°C = 70). The paraffinic oil (HP 6010) was purchased from Xingtai Keyuan Chemical Co., Ltd, Xingtai, China. It was a paraffinic mineral oil containing primarily paraffinic hydrocarbons. Its kinematic viscosity (100°C) is 10 mm2/s. The DCP as a curing agent with 98.0% of active peroxide content was purchased from Sinopharm Chemical Reagent Co., Ltd (Shanghai, China). Its half-life was 10 h at 117°C and 1 min at 171°C approximately. 15 Triallylisocyanurate (TAIC) as co-agent in peroxide curing system was purchased from Shanghai Bonus Chemical Co., Ltd, China. It is white powder. Additionally, as stabilizers Irganox1010 (Shanghai Bonus Chemical Co., Ltd) and Irganox168 (Shanghai Bonus Chemical Co., Ltd) were used.
Compositions
The EPDM/PP TPVs were prepared with EPDM/PP weight ratios of 60/40. The mass ratio of EPDM and PP to paraffinic oil was set as 100/25 (in our previous research, when the paraffinic oil content was 25% of the EPDM and PP, the excellent mechanical properties can be achieved). Different peroxide concentrations were used in this study. The compositions in terms of the weight ratios of components for EPDM/PP TPVs are presented in Table 1.
The composition proportion of the EPDM/PP blends.
EPDM: ethylene–propylene–diene; PP: polypropylene; DCP: dicumyl peroxide; TPO: thermoplastic olefin; TPV: thermoplastic vulcanizate; TAIC: triallylisocyanurate.
Sample preparation
First, after weighing, the EPDM fully oil-filled at room temperature for 60 min and stirred to ensure uniform mixing. Then, the DCP and TAIC were added into the EPDM mixture, and then, the mixture was extruded on single-screw extruder at 140°C (half-life of DCP at 140°C was about 35 min). Third, the PP and Irganox, Stabilizers Irganox 1010 and Irganox 168 and final EPDM mixture with preselected mass ratio were dynamic vulcanized on a TSE40A co-rotating twin-screw extruder made by Nanjing Rhea Polymer Preparation Co., Ltd, Nanjing, China rad/min with L/D of 52. The temperatures from hopper to die at six different zones were 160°C, 170°C, 175°C, 180°C, 185°C, and 190°C, respectively; the screw speed was 200 rad/min. The resulting granulated material was dried in a vacuum oven at 80°C for 2 h and was injection molded into dumbbell-shaped specimens samples with the size of 150 e 10 e 4 mm3 on a precise injection molding machine (Type EM120-V, Zheng DE Plastic Machinery Co., Ltd, Guangdong, China) at 200°C. Some test specimens were die-cut from injection dumbbell-shaped sheets.
Mechanical properties measurements
Standard tensile tests were conducted on dumbbell-shaped specimens using a universal testing instrument (CMT6104, MTS, China) at room temperature. Test speed was kept at 500 mm/min, according to GB/T 1040-2006 standard. All the above tests were repeated at least five times, and the results were averaged.
Gel content
Gel content of the samples was measured after extraction in boiling xylene for 12 h wherein about 1.5 g of ground samples was extracted through a 400-mesh stainless steel pouch in boiled xylene. Then, the samples were dried at 80°C for 60 min and subsequently weighed. The percentage of gel content of the blends was calculated as follows:

where w1 and w0 are sample weights after and before extraction, respectively. All the above tests were repeated at least five times, and the results were averaged.
The DSC
Thermal analysis measurements of dynamically vulcanized blends and unvulcanized blends were performed using a TA Q10 (American) differential scanning calorimeter. In the tests, about 7 mg of samples was encapsulated in standard aluminum pans and heated to 200°C at a rate of 10°C/min under a nitrogen atmosphere and maintained at this temperature for 10 min to eliminate thermal history. And then, the samples were cooled to 40°C at a rate of 10°C/min, staying about 5 min, afterward heated again to 200°C at a rate of 10°C/min.
The peak crystallization temperature (Tc); the onset crystallization temperature (To), which is the temperature where the thermogram initially departs from baseline on the high temperature side of the exothermic curve; the melting temperatures (Tm); and the heat of crystallization (ΔHc) determined from the area under the exothermic curve were measured during the heating cycle. The degree of crystallinity (Xc) of blends in this study was calculated as follows:

where ΔHc is the melting enthalpy of crystals (J/g), Wt is the weight fraction of crystalline phase in the blends, and the ΔHf for isotactic PP as a fully crystalline material is 209 J/g. 16
Morphological studies
For the observation of phase behavior of the dynamically vulcanized blends. Specimens were fractured after being in liquid nitrogen for 2 h. The fracture surface etching by the water solution of vitriol and phosphoric acid and chromium oxide at 90°C for 5 min, washed with water in ultrasound oscillator, and then dried. The fracture surface of the sample was sputter-coated with a thin layer of gold before examination, and the morphology micrographs of EPDM/PP blends were obtained using a KYKY-EM6200 SEM (KYKY Technology Development Co., Ltd, China).
Thermogravimetric analysis
The TGA was carried out at a heating rate of 10°C/min from room temperature to 600°C in continuous high-purged nitrogen atmosphere.
Results and discussion
Torque and time
The torque versus time curves obtained from Haake torque rheometer for EPDM/PP blends with different DCP content is shown in Figure 1. We can see that the curves of dynamically vulcanized EPDM/PP blends consists two peaks compared with TPO with one peak. It indicates that, for the dynamically vulcanized EPDM/PP blends with different DCP content, the first peak is related to the melt blending and the second peak corresponds to the dynamic vulcanization stage. As can be seen from Figure 1 and Table 2, the maximum torque value first increased and then decreased with increasing DCP content in the dynamic vulcanization stage. When the DCP curing agent content was 0.6%, the maximum torque value (40.6 Nm) of EPDM/PP blends can be obtained. This indicates that the viscosity of EPDM/PP blend system is the largest, when the content of DCP was 0.6%. Nevertheless, when the DCP content was excessive, the maximum torque value of EPDM/PP blends decrease. This because the excessive peroxide curing agent content can cause the degradation of PP, which leads to the decrease in viscosity of the EPDM/PP blends. This observation is in accordance with the other reported result. 17
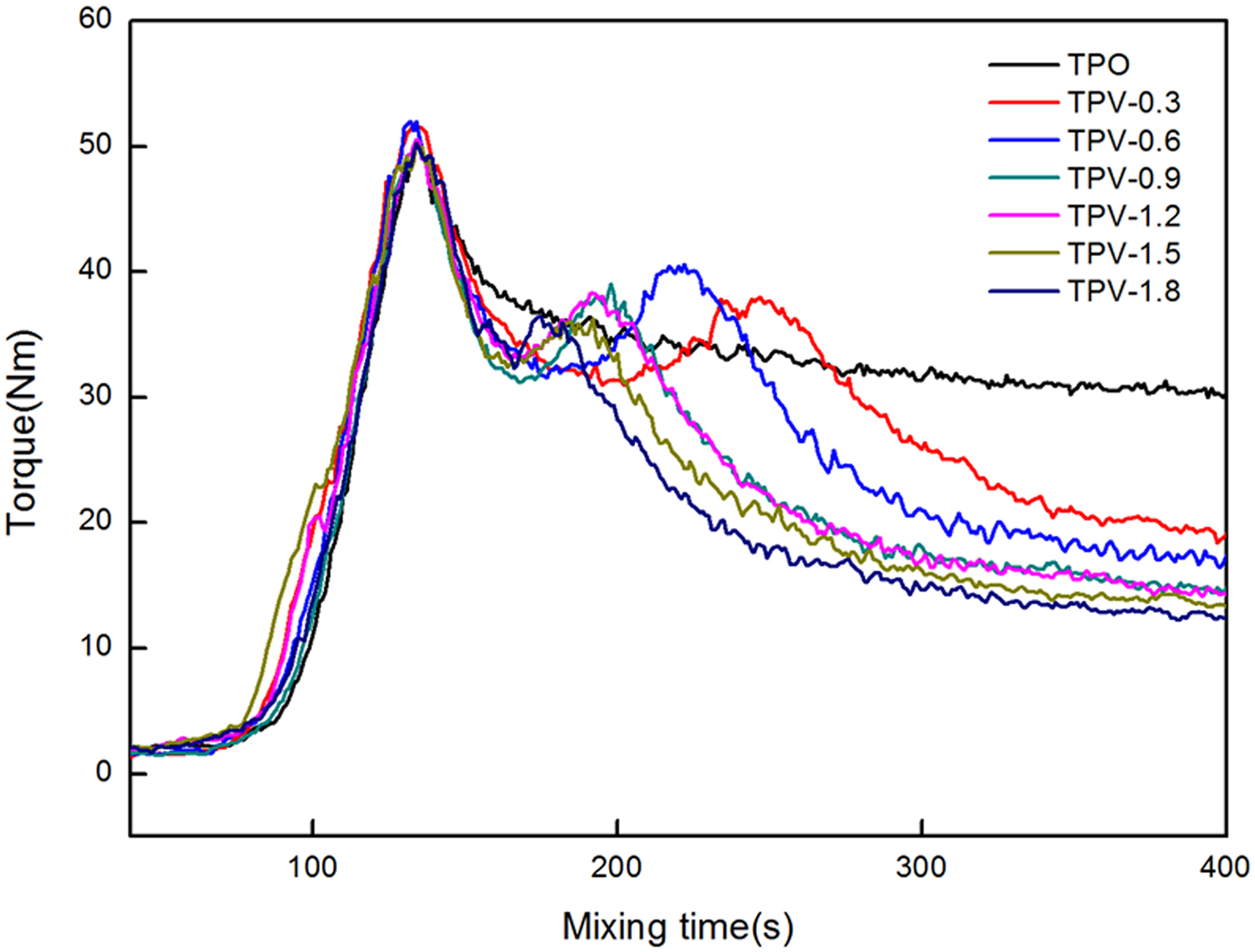
Torque-time behavior of dynamic vulcanized and unvulcanized EPDM/PP blends. EPDM: ethylene–propylene–diene; PP: polypropylene.
The second peak and the final torque value of EPDM/PP blends.
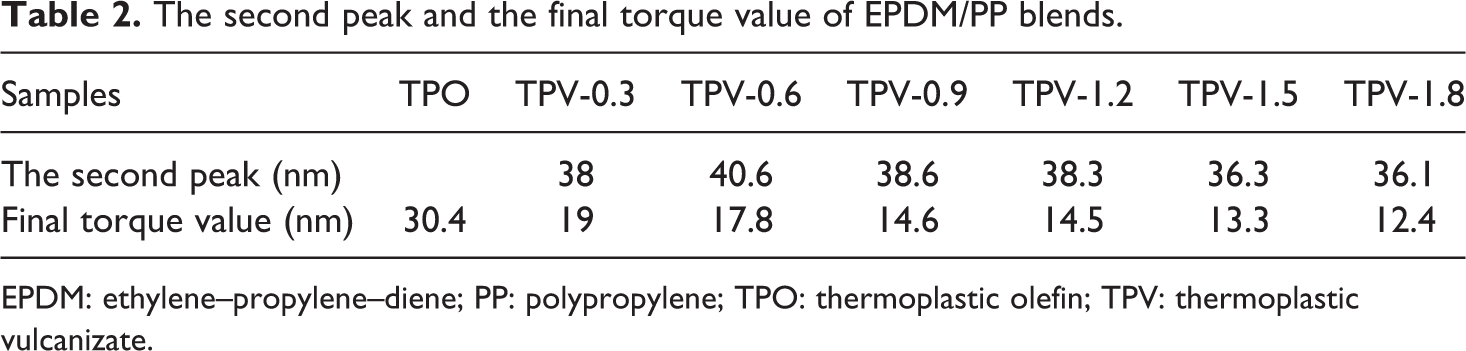
EPDM: ethylene–propylene–diene; PP: polypropylene; TPO: thermoplastic olefin; TPV: thermoplastic vulcanizate.
Gel content
Gel content is one of the most important parameters to evaluate the cross-linking degree of TPV. The gel content of the dynamically vulcanized EPDM/PP blends with different DCP content was shown in Figure 2. The gel content of the TPO was also measured, being 5.2%. This can be attributed to the formation of combine rubber due to the adsorption action between PP and EPDM. 18 As can be seen from Figure 2, the gel content of EPDM/PP blends first increased and then decreased with increasing DCP content. When the DCP content was 1.2%, the gel content of the dynamically vulcanized EPDM/PP blends with different DCP content is the maximum. It indicates that the cross-linking degree of the dynamically vulcanized EPDM/PP blends up to maximum, when the DCP content was 1.2%. There are very complex reactions during the dynamically vulcanized EPDM/PP, including the cross-linking reaction of EPDM/PP blends and degradation reaction of PP. With increase in DCP content, the degree of cross-linking of EPDM/PP blends increased and the gel content increased. Nevertheless, when the DCP content was excessive, the degradation reaction of PP became remarkable, which diminished the cross-linking reaction of PP. As a result, the gel content of EPDM/PP blends was slightly reduced at high DCP concentration.
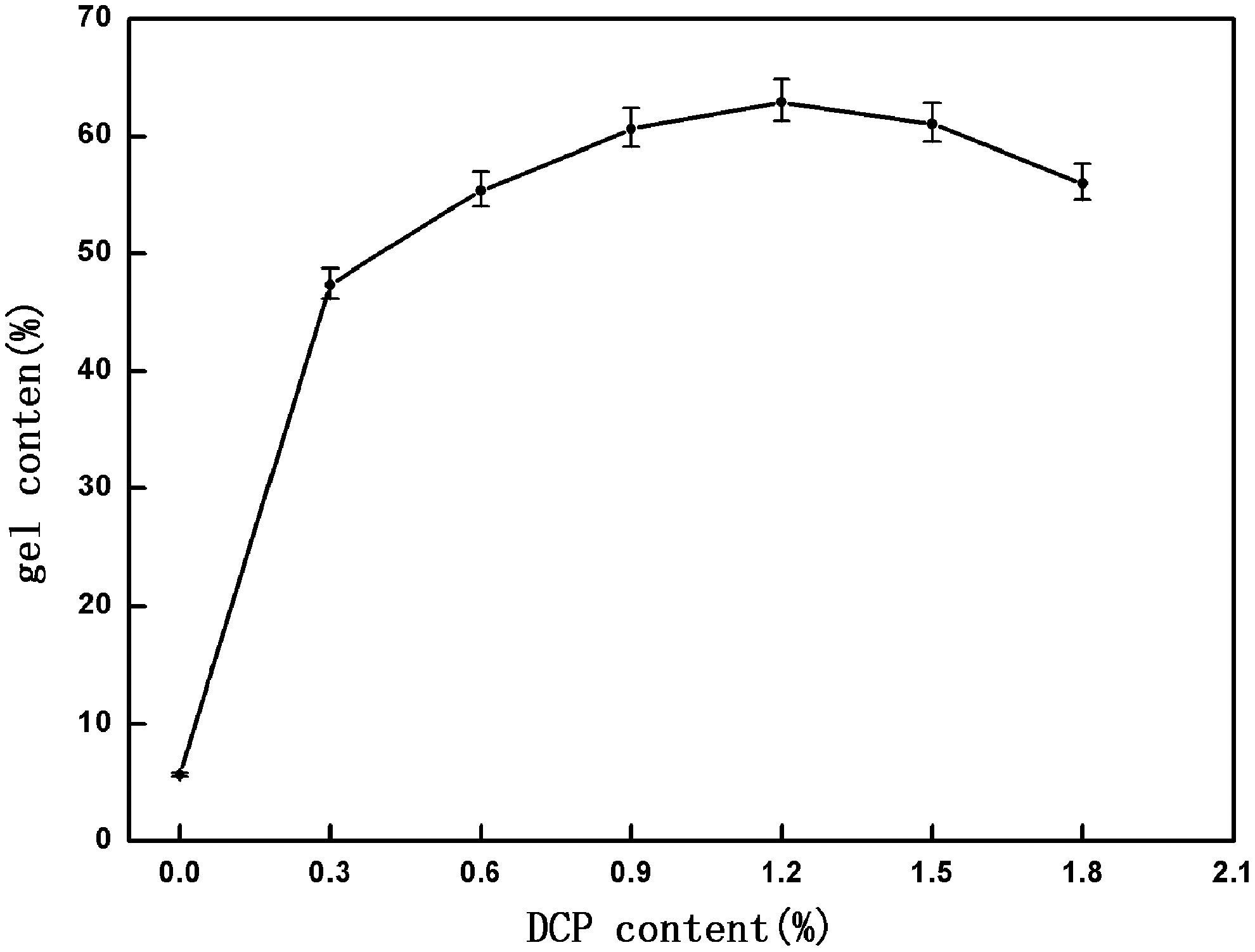
Gel content of dynamic vulcanized and unvulcanized EPDM/PP blends. EPDM: ethylene–propylene–diene; PP: polypropylene.
Tensile properties
The tensile strength and elongation at break of dynamically vulcanized EPDM/PP blends with different DCP content are presented in Figure 3. It is clear from the results that the addition of DCP significantly enhances the tensile strength of dynamic vulcanized EPDM/PP blends over the TPO. This attributed to the formation of cross-linking structure. This observation is in accordance with the other reported result. 19
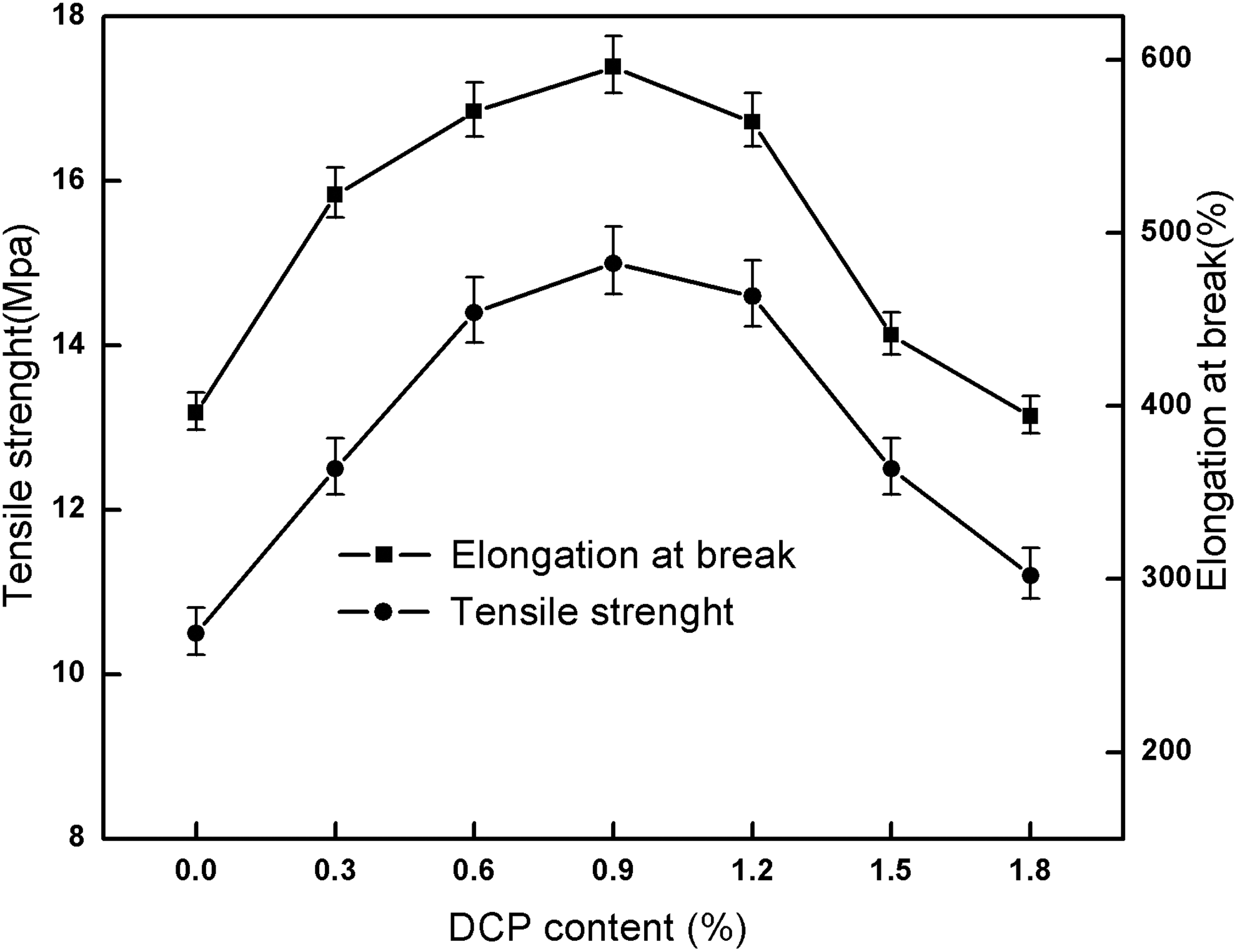
The effect of DCP content on tensile strength and elongation at break of dynamically vulcanized and unvulcanized EPDM/PP blends. DCP: dicumyl peroxide; EPDM: ethylene–propylene–diene; PP: polypropylene.
As can be seen in Figure 3, the tensile strength of dynamic vulcanized EPDM/PP blends with different DCP content first increased and then decreased with increasing DCP content. When the DCP curing agent content was 0.9%, the maximum tensile strength (15 MPa) of dynamic vulcanized EPDM/PP blends with different DCP content can be obtained. The increase in tensile strength could be attributed to the increased of the curing degree of EPDM/PP blends. Some factors may be considered to justify the reason. First, the large numbers of cross-linked rubber particles produce and disperse in the PP matrix facilitating stress transfer due to the increase in the degree of cure. Second, the extent of dispersion of the cured rubber particles in the PP matrix increased due to the increase in shearing action. Third, the cross-link network structure stability of EPDM/PP blends increased with increasing the curing degree of EPDM/PP blends. The intermolecular slippage decreased. Consequently, the tensile strength of EPDM/PP blends increased. Nevertheless, when the DCP content was excessive, the tensile strength gradually decreased. This because the excessive DCP content leads to the degradation of PP. This observation is in accordance with the other reported result. 20 Therefore, it can be concluded that there should be an optimum DCP content (0.9% in this report) where the dynamically vulcanized EPDM/PP blends have the best outstanding tensile strength.
As can be seen from Figure 3, the elongation at break first increased and then decreased with the increase in DCP content. When the DCP was 0.9%, the elongation at break of dynamic vulcanized EPDM/PP blends is the best. With the increase in DCP content, the fine rubber particles uniformly disperse in PP matrix, and the improvement of interfacial adhesion between the rubber and PP was enhanced, which intensify the ability of deformation of the macromolecules. Therefore, the elongation at break of EPDM/PP blends increased. Nevertheless, when the DCP content was excessive, the deterioration of interface interactions between the cross-linked rubber particles and PP matrix became remarkable due to the degradation of PP. It can be concluded that there should be an optimum DCP content (0.9% in this report) where the EPDM/PP blends have the best elongation at break.
Morphology
The SEM images of the cryogenically fractured surface for EPDM/PP blends are shown in Figure 4(a) to (g). It is observed (Figure 4(b) to (g)) that dynamically vulcanized EPDM/PP blends with different DCP content have a two-phase structure where the cross-linked EPDM particles dispersed in continuous PP matrix. As can be seen from Figure 4(b) to (d), when the DCP content was 0.3–0.9%, regular spherical rubber particles formed in PP matrix and uniformity dispersed. This behavior attributed to the increase in viscosity for dynamic vulcanized EPDM/PP blends due to EPDM cross-linked. The increase in visosity led to an effective rubber particles breakdown, smaller cross-linked rubber particles were formed and uniformity dispersed in the continuous PP matrix. With the increase in DCP content, the size of the cross-linked rubber particles slightly increased.
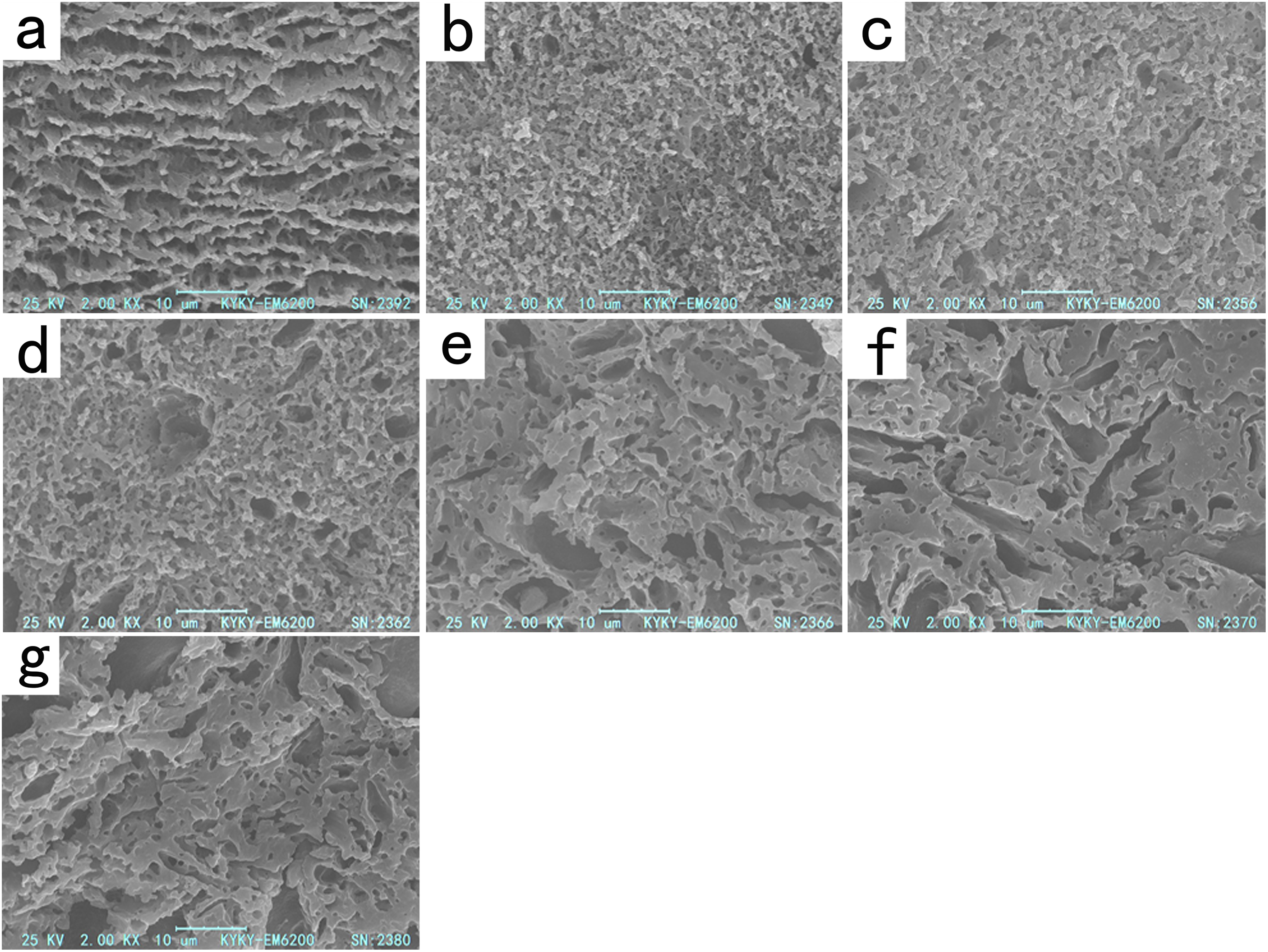
SEM micrographs of the dynamically vulcanized and unvulcanized EPDM/PP blends: (a)TPO, (b) 0.3% DCP, (c) 0.6% DCP, (d) 0.9% DCP, (e) 1.2% DCP, (f) 1.5% DCP, and (g) 1.8% DCP. SEM: scanning electron microscopy; DCP: dicumyl peroxide; EPDM: ethylene–propylene–diene; PP: polypropylene.
When the DCP content was 1.2% to 1.8%. As can be seen form Figure 4(e) to (g), the cross-linked EPDM particles with large-sized and irregular shape form marked discrete domains in the continuous PP matrix. It indicates that the dispersion of EPDM particles in dynamically vulcanized EPDM/PP blends is poor, when the DCP content is up to 1.2%. This can be explained by the degradation of PP during dynamic vulcanization. The viscosity ratio between EPDM and PP increase and the degree of the deterioration of interfacial adhesion increase between EPDM and PP phase due to the degradation of PP. Which cause the weakened of shearing action for cross-linked EPDM particles suffered. Therefore, the large-sized and irregular shape cross-linked EPDM particles formed. On the other hand, shearing action decreased due to the degradation of PP. The agglomeration of the cross-linked EPDM domains causes the formation of large-sized irregular rubber particles.
By contrast, the SEM picture is shown in Figure 4(a), and the co-continuous morphology is observed in TPO, unlike the vulcanized samples that show the cross-linked EPDM particles are dispersed in the PP matrix. It is well-known that during mixing, the low-viscosity component tends to become the continuous phase, whereas the high viscosity is a discrete phase. 21 The co-continuous morphology indicates the low viscosity ratio between PP and uncured EPDM in this report.
Crystallization behaviors
The crystallization behavior of EPDM/PP blends with different DCP content is studied by DSC. The DSC thermograms of EPDM/PP blends with different DCP curing agent content are shown in Figure 5. Table 3 shows the crystallization peak temperature (Tc), the onset of crystallization temperature (To), the percent crystallinity (Xc), and crystallization enthalpy (ΔHc) of EPDM/PP blends with different DCP content. We can see that the Xc, Tc, and To of dynamically vulcanized EPDM/PP blends are pronounced higher than that TPO. This clearly implies that the cross-linked EPDM particles promote the nucleation process of PP, leading to the increase in nucleation rate and crystallization rate and improved crystallization temperature of polymer. With the increase in DCP content, the Xc first increased and then decreased. When the use of DCP content was up to 1.5%, the Xc of dynamically vulcanized EPDM/PP blends began decreased sharply. In particular, when the DCP content was 1.8%, the Xc decreased from 32.36% to 27.27%. It indicates that the percent crystallinity of dynamically vulcanized EPDM/PP blends decreased sharply when the DCP content was excessive. This can be explained by the prominent degradation in PP. The rearrangement of macromolecule segments was restricted by the larger size and irregular shape cross-linked EPDM particles during the crystallization process.
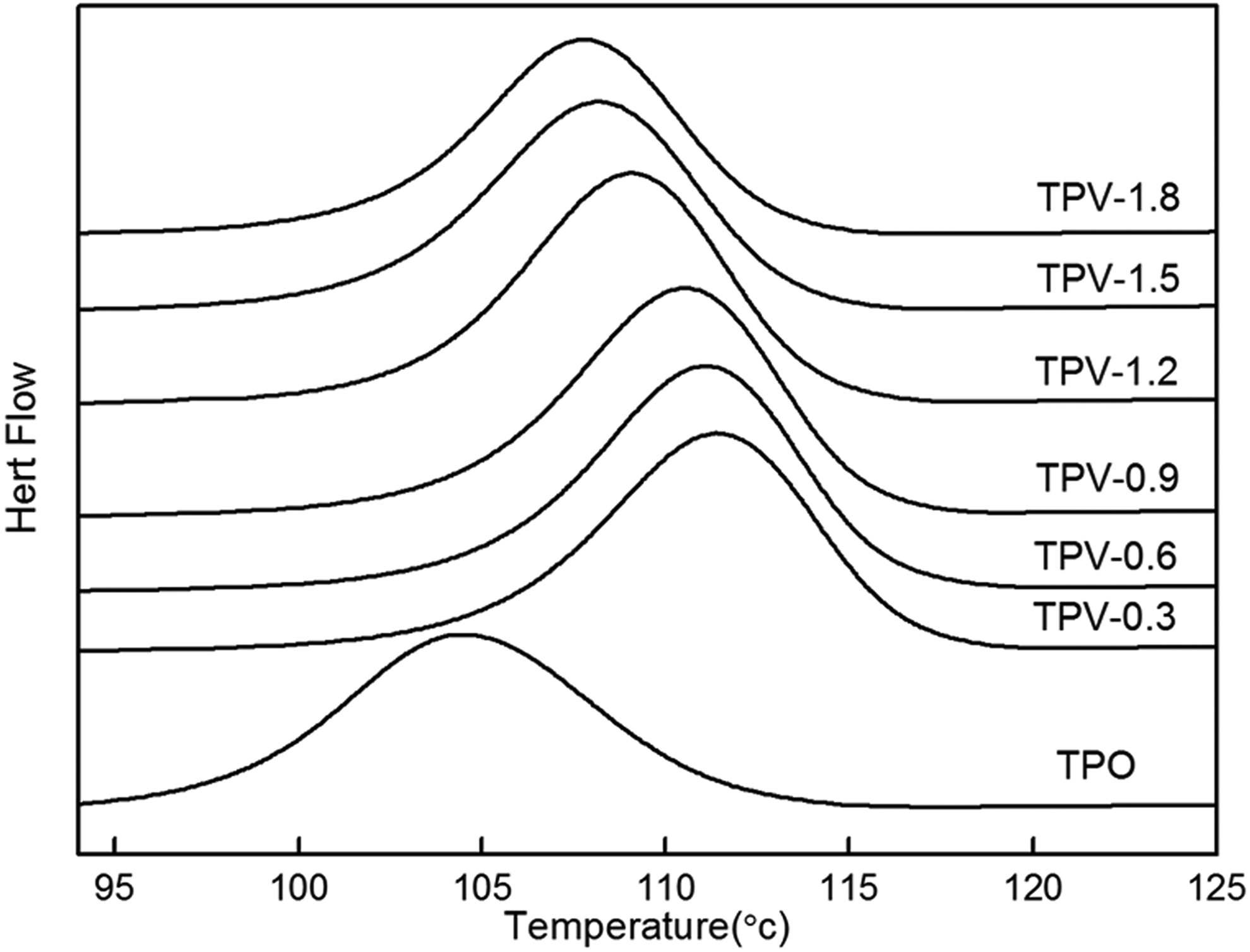
DSC scans of dynamically vulcanized and unvulcanized EPDM/PP blends. DSC: differential scanning calorimetry; EPDM: ethylene–propylene–diene; PP: polypropylene.
Crystallization parameters for vulcanized and unvulcanized EPDM/PP blends.
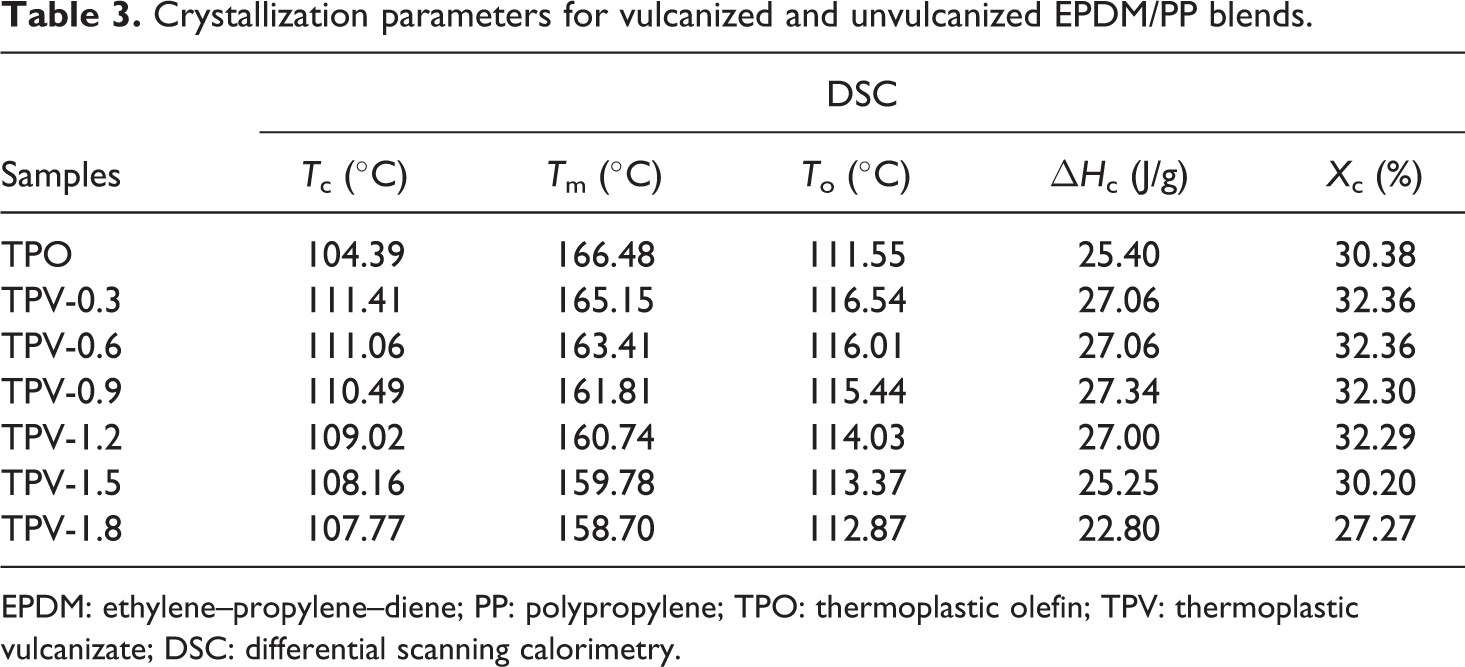
EPDM: ethylene–propylene–diene; PP: polypropylene; TPO: thermoplastic olefin; TPV: thermoplastic vulcanizate; DSC: differential scanning calorimetry.
Thermogravimetric analysis
The thermal stability of EPDM/PP blends with different contents of DCP curing agent content is investigated by TGA under N2; it was reported that the decomposition temperature of 5% mass loss, 10% mass loss, and 50% mass loss of EPDM/PP blends with different DCP curing agent content is expressed by T5%, T10%, and T50%, respectively. Figure 6 shows TGA and derivative thermogravimetric (DTG) curves of thermal decomposition of EPDM/PP blends with different DCP content. The TGA and DTG data of dynamically vulcanized EPDM/PP blends with different DCP content are displayed in Table 4. From Figure 6(a), we can see that there is one step of decomposition in the thermal analysis curve and there is nearly no residue left at 600°C of dynamically vulcanized EPDM/PP blends with different DCP content. From Table 4, it is clearly observed that the T5%, T10%, and T50% of dynamical vulcanization EPDM/PP blends with different DCP content are pronounced higher than the TPO. It indicates that the dynamic vulcanization process significantly enhances the thermal stability over TPO. However, the T5% of dynamically vulcanized EPDM/PP blends first increased and then decreased with increasing DCP content, and when the DCP content was 0.6%, the T5% of dynamically vulcanized EPDM/PP blends was maximum. With the increase in cross-linking degree of EPDM, the cross-linked network structure can strengthen interpenetration and entanglement of component molecular segments, making fracture and decomposition temperatures of molecular segment increased. However, when the use of DCP content was up to 1.5%, the T5% and T10% of EPDM/PP blends were dropped dramatically. In particular, when the DCP content is 1.8%, the T5% and T10% of dynamically vulcanized EPDM/PP blends reduced from 381.72°C to 375.27°C and from 441.74°C to 427.24°C, respectively. The decrease in thermal stability of the EPDM/PP blends can be attributed to the serious degradation of PP. Table 4 shows that the temperature (°C) of DTG peak of EPDM/PP blends with different DCP content decreases gradually and then increases with increase in the DCP content.
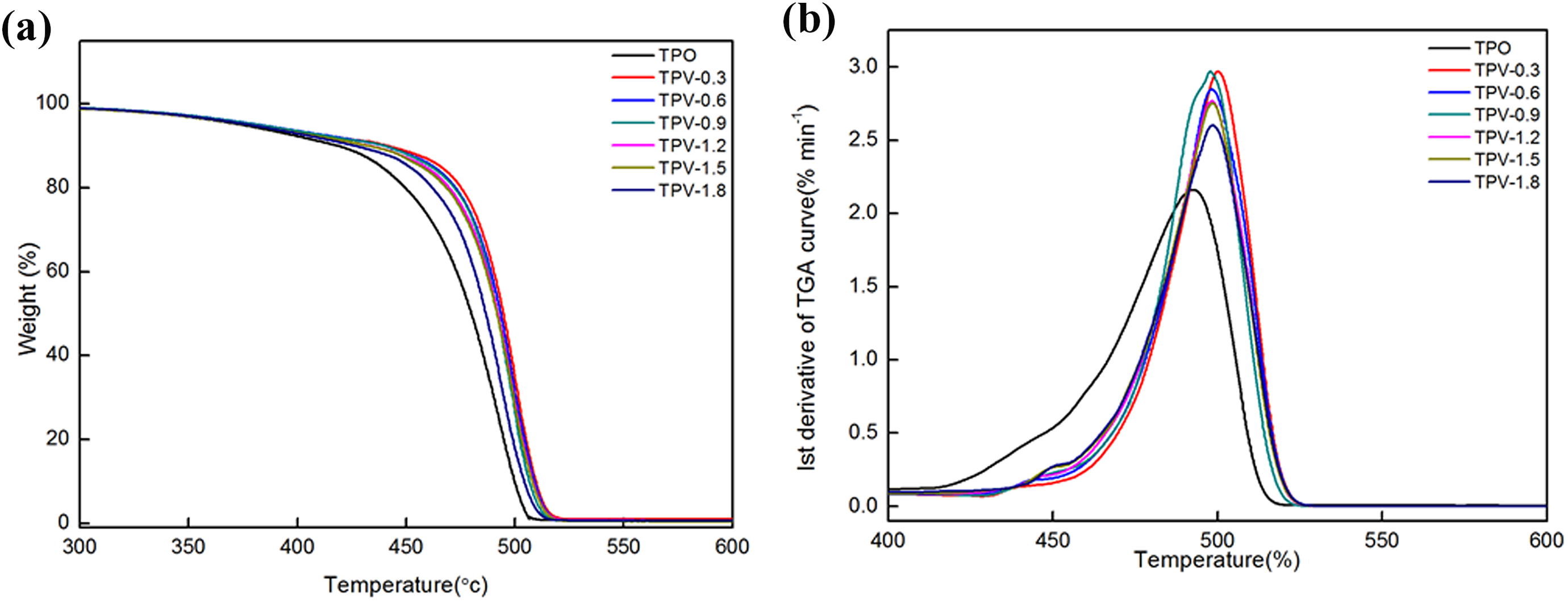
TGA (a) and DTG (b) curves of TPO and TPV with different DCP content. DCP: dicumyl peroxide; TGA: thermogravimetric analysis; TPO: thermoplastic olefin; TPV: thermoplastic vulcanizate; DTG: derivative thermogravimetric.
Thermogravimetric data of EPDM/PP blends with different DCP content.
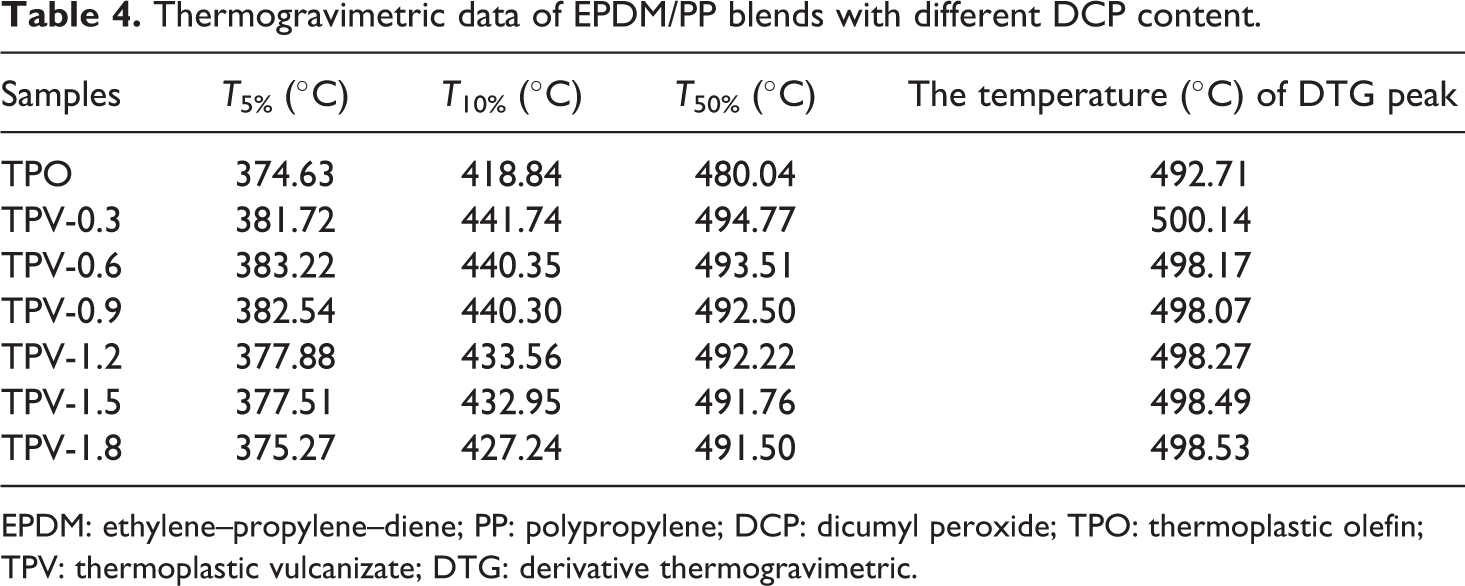
EPDM: ethylene–propylene–diene; PP: polypropylene; DCP: dicumyl peroxide; TPO: thermoplastic olefin; TPV: thermoplastic vulcanizate; DTG: derivative thermogravimetric.
Conclusion
The dynamically vulcanized EPDM/PP blends with different content DCP (TPVs) and the unvulcanized EPDM/PP blends (TPO) have been successfully prepared during the mixing process. The maximum torque value of dynamic vulcanized blends can be obtained when the DCP content was 0.6%. The cross-linked rubber particles with finer and regular spherically shaped uniformity dispersed in PP matrix, when the DCP content was from 0.3% to 0.9%. Large-sized and irregular shape of the cross-linked EPDM particle formed and dispersed in PP matrix, when the DCP content was up to 1.2%. The TPO formed co-continuous morphology. The cross-linked rubber particle can promote the nucleation process of PP, leading to increase in polymer crystallization rate and improved crystallization temperature compared with uncross-linked rubber significantly. But the crystalline and the crystallization temperature gradually decreased with the increase in DCP content. The tensile strength and elongation at break of the dynamically vulcanized EPDM/PP blends first increased and then decreased with the increase in DCP content. When the optimum DCP content is 0.9%, the tensile strength and elongation at break of dynamically vulcanized EPDM/PP blends are maximum.
Footnotes
Acknowledgements
The authors gratefully acknowledge the financial support of this work by the Guizhou Province Science and Technology fund, Guizhou Province high-level innovative talents training project, and transformation of results of Guizhou Province.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by the Guizhou Province Science and Technology fund (grant: [2015]2079), Guizhou Province high-level innovative talents training project (grant: [2016]5630), and transformation of results of Guizhou Province (grant: [2017]4769).