
Abstract
Polypropylene (PP)/wood flour/fiber (WF) composites with strong interfacial compatibility were prepared, and properties of the composites were studied. First, the wood fiber was surface modified by alkali treatment—this process is also termed as fibrillation that creates rough surface, cavities, and much interspace between smaller fibrils. Then multi-monomer grafted copolymers of PP (MPP-St) and PP wax (MPPW-St) were synthesized. The so synthesized MPP-St/MPPW-St well compatibilized the interfaces of the PP/alkali-treated WF (TWF) composites. Mechanical property and water resistance results demonstrated that synergistically compatibilized PP/TWF composites had a better performance than composites compatibilized by MPE-St or MPPW-St separately, uncompatibilized composites, and PP/untreated wood flour (UWF) composites. The interfacial structures of all these composites were characterized by scanning electron microscopy. A three-dimensional mold was constructed to reveal that MPP-St affords a strong interfacial interaction between PP and rough surface of treated fiber, while MPPW-St supplements the interfacial interaction by permeating into the interspace between smaller fibrils of alkali-treated fiber. The mold fitted the results very well.
Introduction
Wood plastic composites (WPCs) have been the subject of numerous studies in recent years because of their environmental and economic advantages as compared to other conventional composites. Natural wood fibers are abundant and derived from natural renewable sources and in many cases, generated as by-products in the food and furniture industry. 1 –3 The composites can be manufactured from the blends of thermoplastics and natural fibers just by conventional plastics manufacturing machines such as the extruder, injector, and intensive mixer. 4,5 WPCs are being used in a large number of applications, such as docks, window frames, and molded panel components for automotive interior trim, 6,7 with the advantages in terms of easy manufacture, environmental safety, biodegradability, low cost, and high strength.
However, the poor compatibility between a hydrophilic lignocellulosic fibers and a hydrophobic polymer matrix leads to the agglomeration of wood fibers and week interfacial adhesion between wood fillers and polymer matrix, therefore restricting the performance of WPC. 8 –10 Many modification methods such as coupling agents such as silanes 11,12 and isocyanates, 13,14 treatment with enzymes, 15,16 and using compatibilizers 3,17,18 have been used to improve the compatibility. Among these methods, using the compatibilizers such as graft copolymers was proved to be one of the effective and convenient measures to improve the compatibility; maleated polyolefin are commonly used ascribing to the strong interfacial interaction between plastics and natural cellulosic fibers by the esterification reaction between the maleic anhydride (MAH) and the hydroxyl of the natural cellulosic fibers. 19,20 However, the grafting degree of homopolymerized maleated polyolefin is not high enough to afford effective interfacial interaction for a highly filled composite, especially when WPC is filled with more than 50 wt% natural cellulosic fibers. 21 The multi-monomer graft copolymers copolymerized with high grafting degree of MAH and longer grafted chains can significantly improve the chemical or physical interaction at the interfaces of the composites. 22 The co-monomers for the graft copolymerization of MAH are usually styrene (St), methyl methacrylate, and butyl acrylate. 21,23,24
In addition to the factor of interfacial adhesion, the structure of natural fibers also strikingly influences the performance of WPC. 6,25,26 Hong et al. 27,28 found that low-molecular-weight graft copolymer could sufficiently permeate into the cavities and capillaries of wood flour/fiber (WF) and highly compatibilize the polyethylene (PE)/WF composites. Moreover, treatments of lignocellulosic fibers with NaOH, NaOCl, or H2O2 have been described in the literature. 26,29,30 After alkali treatment, parts of the cementing materials such as hemicellulose and lignin were removed, increasing surface roughness and the availability of a larger number of possible reaction sites. 31 In addition, delignification works as fibrillation, leaving many cavities and interspaces between cellulose microfibrils. 30
In this study, WF with a multi-scale surface was formed by alkali treatment. Then the compound graft copolymers composed of a high-molecular-weight multi-monomer graft copolymer, MPP-St, and a low-molecular-weight multi-monomer graft copolymer, MPPW-St, with good permeability, were synthesized to synergistically compatibilize the interface between alkali-treated WF (TWF) and PP. The effects of the method on the mechanical properties and water absorption of the composites were investigated. Emphasis was also placed on the study of the mechanism of interface enhancement presented by scanning electron microscopy (SEM) morphology and a three-dimensional mold.
Experiments
Materials
Homopolymerized polypropylene (PP) with melting flow rate of 2.24 g min−1 was provided by Sinopec Maoming Co., China, and used as received. PP wax with the viscosity of 50 mPa S (at 170°C) was the Licocene PP 6102 product of Clariant Corporation, Switzerland. WF with most particles’ size ranging between 200 µm and 400 µm was the aspen WF that was provided by Tsingtao Fumu Co., Ltd, Shandong, China.
Two compatibilizers were synthesized, namely MPP-St and MPPW-St. MPP-St [PP-g-(MAH-St)] was synthesized by solid-phase graft MAH and St onto PP by using benzoyl peroxide (BPO) as an initiator at 120°C. 23 MPPW-St [PPwax-g-(MAH-St)] was synthesized by solid-phase graft MAH and St onto PP wax (PPW) initiated by BPO at 100°C. 32 The solid-phase graft copolymerization process was performed in a three-necked flask with a mechanical stirrer. All reactants were mixed in a predetermined proportion and reacted in nitrogen. Before using and measurements, MPP-St and MPPW-St were purified by acetone in Soxhlet extractor, Kangda Glass Instrument Co., Ltd, JIangsu, China, for 24 h to remove the non-grafted monomers and copolymers.
Alkali treatment
The WFs were transported into a 4 wt% NaOH solution at 25°C for 3 h with vigorous stirring. The solution/WF weight ratio was 8:1. The TWFs were washed thoroughly with water until the rinsed solution was neutral and then dried at 105°C in oven.
Preparation of PP/WF composites
The PP/WF composites were prepared in a Rheomix 600p mixer connected to a Haake torque rheometer, CREE Instrument Technology Co., Ltd, Guangdong, China, at the following conditions: temperature, 180°C; rotor frequency, 60 r/min. PP was first added on the mixer and plasticized for about 3 min. Then various loadings of compatibilizers and WF were successively added on the melted PP and mixed for about 8 min. All the samples of composites were prepared with 50 wt% WF and the content of the compatibilizer varied from 0 phr to 8 phr (parts per hundred of PP/WF composites in weight). The melting composites were compressed into the plates on a 25 tons flat vulcanizer.
Fourier transform infrared spectroscopy
Fourier transform infrared spectroscopy (FTIR) was performed on a Nicolet 6700 FTIR spectrometer, Thermo Fisher Scientific, Waltham, MA. MPP-St sample was processed in tens of microns films compressed by 25 tons flat vulcanizer. The hot pressed films were submitted to transmitting infrared analysis. Samples of the PP, MPPW-St, PPW, WF, and TWF were ground and dispersed in a KBr matrix for the test.
Quantification of reacted MAH
Transmitting infrared analysis of MPP-St in tens of microns film was carried out to quantify the MAH grafted onto PP. The peaks area of absorbance at 1780 cm−1, characteristic of carbonyls groups of MAH, was calculated as A1780. And the peaks area of absorbance at 1170 cm−1, as the internal standard peak for PP, was calculated as A1170. The carbonyl index (CI) was calculated by the following equation 33 :

A 1.0 g portion of MPPW-St sample was dissolved in 100 mL of xylene at 100°C, and 0.2 mL of water was added to hydrolyze anhydride functions into carboxylic acid functions. Then the solution was refluxed for 1.0 h to complete the hydrolysis; the graft copolymer was completely soluble in xylene at reflux conditions. The carboxylic acid concentration was determined by titration with 0.05 mol L−1 alcoholic potassium hydroxide in isopropanol, using a solution of 1% phenolphthalein in isopropanol as the indicator. The content of MAH was then calculated from the titrating agent’s volume and its concentration according to the following equation 34 :

where V 1 and V 2 (mL) were the volumes of alcoholic potassium hydroxide in isopropanol used in the blank test and in the test with samples, respectively, and W was the weight (g) of the graft copolymer sample. The molecular weight of MAH is 98 g mol−1.
Mechanical properties
Tensile and flexural tests were performed on a universal test machine (CMT4024-20KN, Shenzhen Sans Co., Guangdong Province, China) under room temperature according to GB/T 1040.2-2006:1993 with dumbbell sample dimensions of 150 mm × 10 mm × 4 mm and GB/T9341-2000 with sample dimensions of 80 mm × 10 mm × 4 mm, respectively. Charpy notched impact test was performed according to GB/T1843-1996 with sample dimensions of 80 mm × 10 mm × 4 mm.
Scanning electron microscopy
Scanning electron microscopy (SEM) was performed on an S-3400 N SEM instrument made by Hitachi Co., Japan, to study the surface morphology of the fibers and the fracture surface morphology of the tensiled specimens after the surfaces were sputtered with a thin layer of gold.
Atomic force microscope
Atomic force microscope (AFM) images were obtained in air with commercial SiN4 tips for contact mode in an SPM 9600 Shimadzu AFM, SHIMADZU Corporation, Kyoto, Japan. The height variation was represented by a color scale in which bright color denoted higher areas and dark color denoted lower areas for all images. Two amplitude parameters were used; the arithmetic average roughness, R a (Equation (3)), and the root mean square roughness, R q (Equation (4)), given by


where Z(i, j) shows the topography data for the surface after specimen tilt correction, Z ave shows the average surface height, and i and j correspond to pixels in the x and the y directions, respectively. The maximum numbers of pixels in the two directions are given by nx and ny .
Water-resistant performance
The water resistance was quantified by the water absorption (W A) as a function of time. Before measuring, the samples were dried in an oven under 60°C for 24 h, and then the samples were transferred to a dried ambience for cooling and tested to obtain the original weight (W 0). Then the samples were soaked in water under ambient temperature. After a certain soaking time, the samples were tested to obtain the soaked weight (W t). W A was calculated by W A = (W t – W 0) / W 0 × 100%. The testing lasted for 60 days.
Results and discussion
Synthesis of multi-monomer graft copolymers and compatibilization mechanism
The synthesis reaction and FTIR of PP, PPW, MPP-St, and MPPW-St are presented in Figure 1. Comparing the FTIR spectra of PP/MPP-St in Figure 1(a), we register the appearance of two new absorption bands with one with average intensity approximately between 1779 cm−1 and 1860 cm−1, which corresponds to the vibrations of elongation of the carbonyls groups C=O of MAH, and the other of 704 cm−1, which is attributed to the off-plane bending vibration and is characteristic of aromatic C–H for St. 33 Furthermore, comparing the FTIR spectra of PPW and MPPW-St in Figure 1(b), the new absorption bands of average intensity around 1782 and 710 cm−1 corresponding to the stretching vibration of the carbonyls groups of MAH and aromatic C–H for St are found.
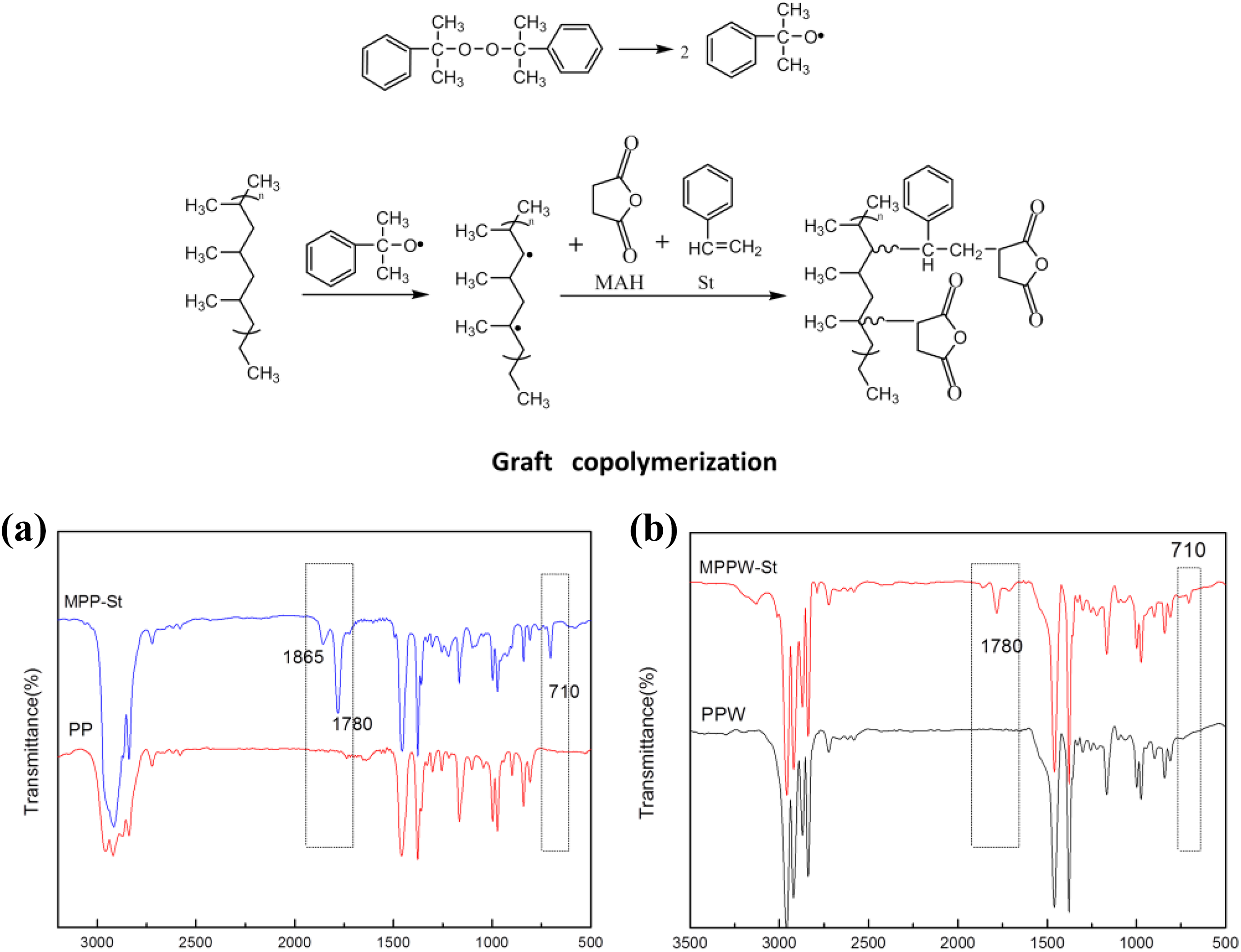
Synthesis reaction and FTIR of (a) PP-g-(MAH-St) and (b) (PP wax)-g-(MAH-St).
A transmitting infrared analysis method was used to measure the grafting degree of MPP-St. CI calculated was 1.22, as CI was a relative measurement of the amount of reacted MAH; the grafting degree could be obtained based on equation (5). 33 The grafting degree of MAH of MPP-St calculated was 6.8%.

An acid–base titration was used to measure the grafting degree of MPPW-St. The grafting degree of MAH of MPPW-St calculated was 2.3%.
Figure 2 shows the compatibilization mechanism of graft copolymers to the PP/WF composites. The strong interface layer of the two phases is formed through the chemical reaction and hydrogen bonding between anhydride groups of MAH and hydroxyl groups of WF fibers.
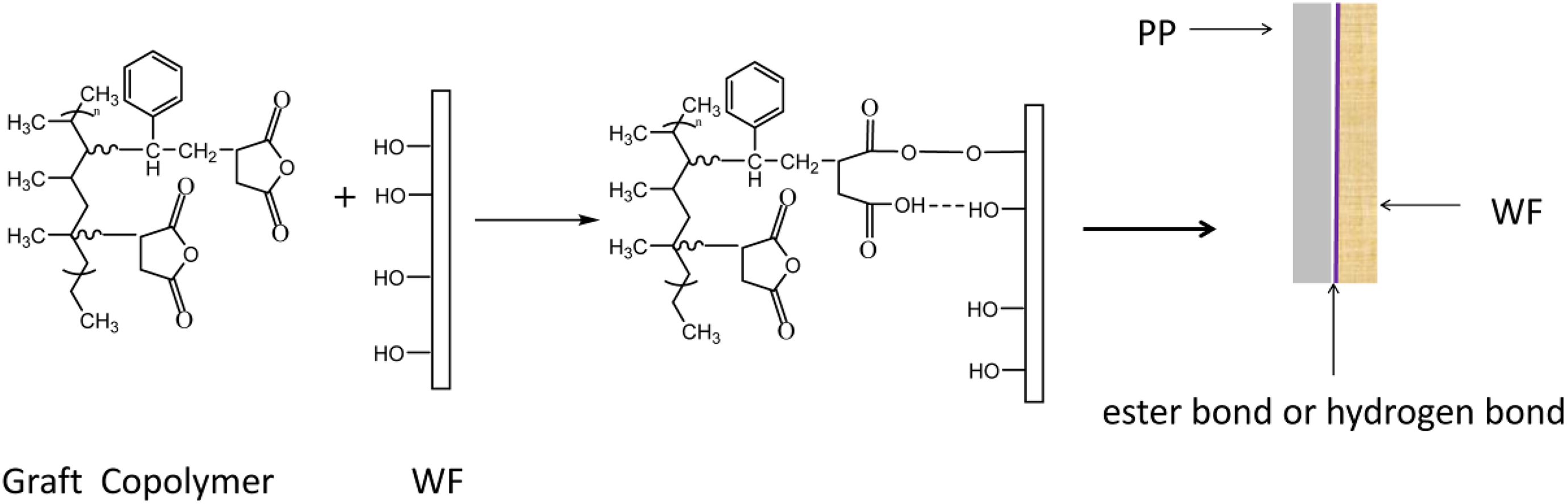
Interfacial interaction mechanism of graft copolymer to the PP/WF composites.
Assessment of the alkali treatment and TWF structure
Unlike cellulose, hemicellulose chains are branched and shorter than cellulose, so hemicellulose can be readily hydrolyzed under mild acid or alkaline conditions, whereas cellulose is more resistant and therefore requires more rigorous treatment. 30 The changes in the chemical composition can be characterized by the FTIR; the results for untreated (UWF) and alkali-treated WF (TWF) are shown in Figure 3. Two absorption peaks at 1730 and 1250 cm−1, corresponding to the vibrations of elongation of C=O and C–O, respectively, are observed in the untreated WF, but it disappears after alkali treatment. Many researchers have reported that hemicelluloses and lignin contain some groups that show absorption in the carbonyl and ether region and are soluble in aqueous sodium hydroxide solutions. 29
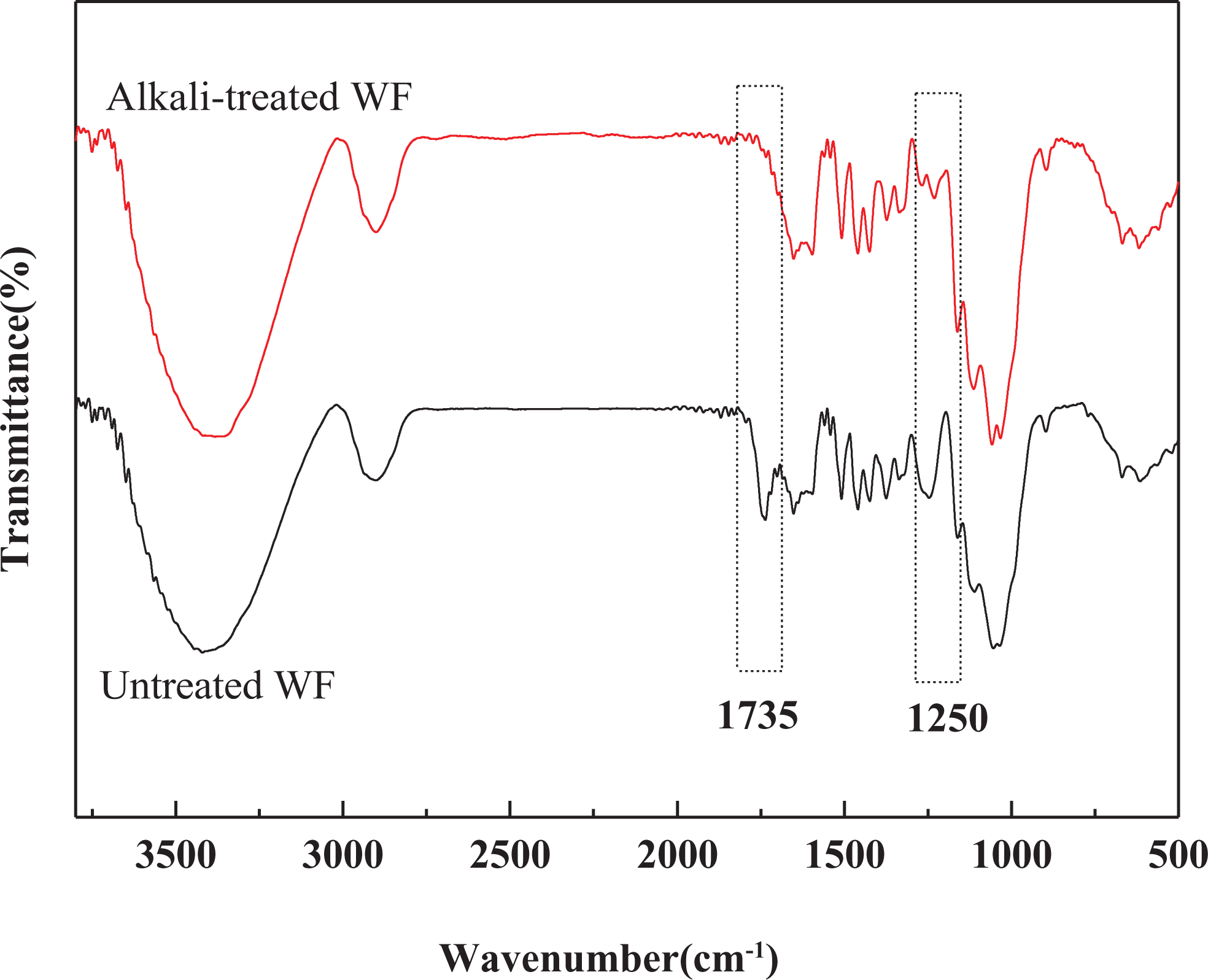
FTIR of untreated WF and alkali-treated WF.
Figure 4 shows the surface morphology of the WFs before and after alkalization. WF is composed of cellulose microfibrils, lignin, and hemicellulose, and the cellulose microfibrils are surrounded and cemented by the latter two. After alkali treatment, parts of the cementing materials are removed, and the TWF have rougher surface, more cavities, and much interspace between cellulose fibrils than UWF.
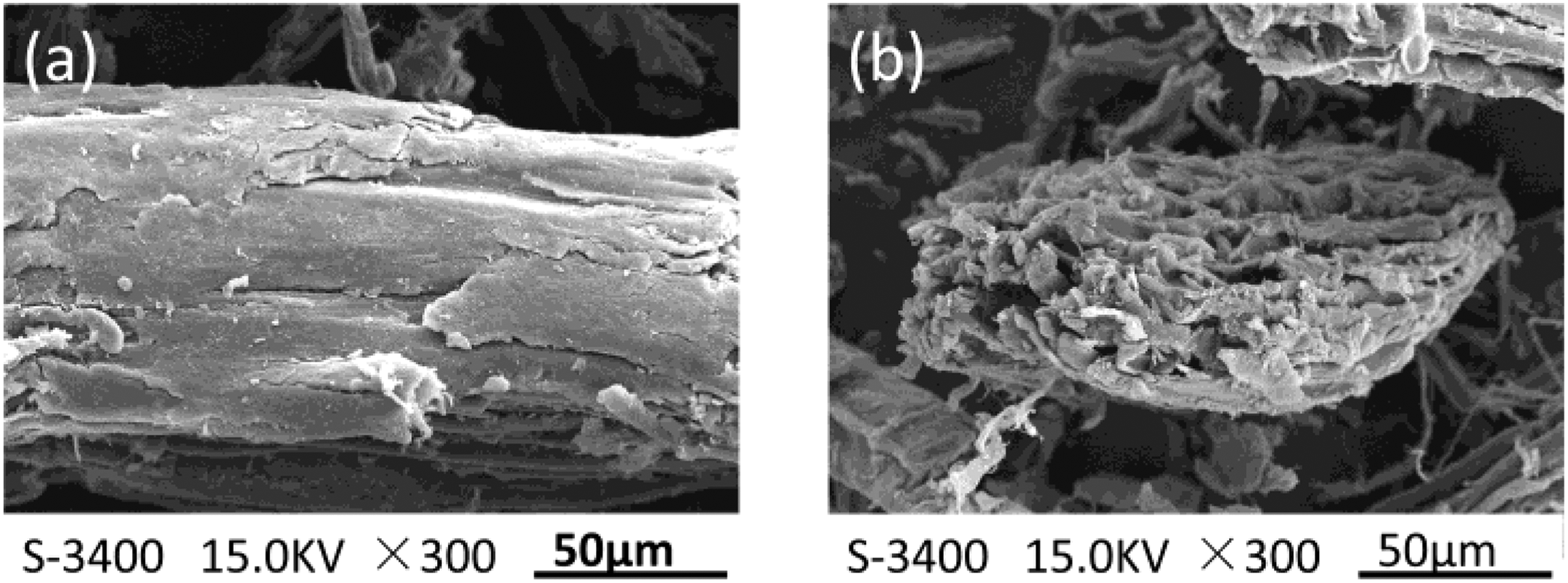
SEM surface morphology of (a) untreated WF and (b) alkali-treated WF.
To assess the effect of alkali treatment on fiber roughness, AFM analyses have been conducted and are shown in Table 1 and Figure 5. A significant increase in R a and R q is seen when the fibers are treated with NaOH. These results corroborate the previously shown SEM analyses. The increased roughness value is attributed to rougher surface, more cavities, and much interspace between cellulose fibrils, due to removal of surface lignin and exposure of cellulose fiber bundles.
Roughness data for the fibers untreated and treated.

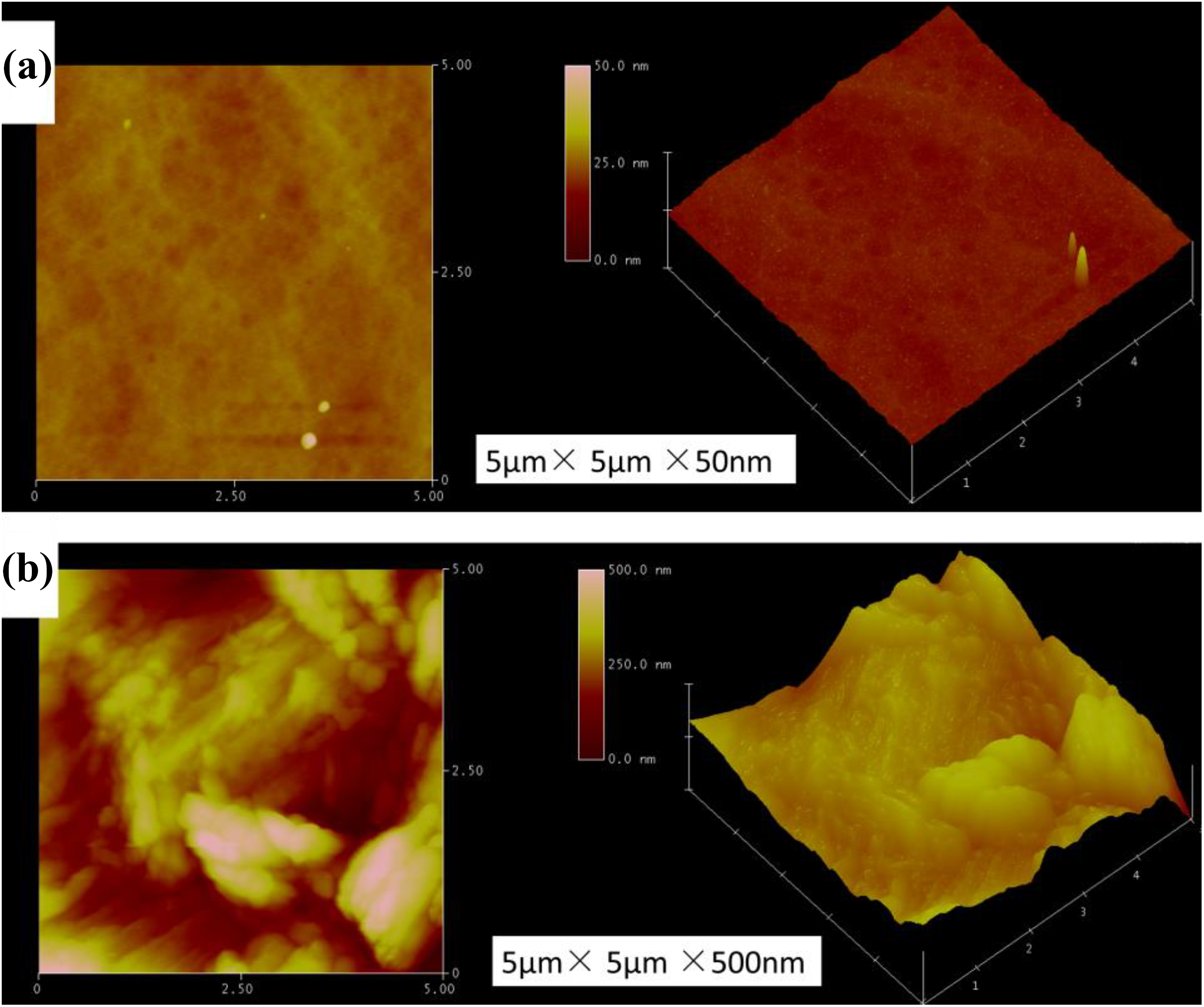
AFM images: (a) untreated and (b) treated with NaOH.
Mechanical properties of the PP/WF composites
Figure 6 demonstrates the effect of compatibilizer in improving the interfacial adhesion between fibers and the matrix consistent with Nakason et al. 34 More importantly, after alkali treatment, the composite displays superior tensile strength, flexural strength, flexural modulus, and Charpy notched impact strength. This increase is mainly due to the presence of a rough surface on the fiber after the alkali treatment. It can be explained on the basis that the alkali treatment removes some lignin and hemicelluloses from the surface of the WF and increases interfacial contact sites of the WF. Thus, the reaction between the MAH of grafted copolymers and the hydroxyl groups on the WF surface is improved because of the availability of a larger number of possible reaction sites. 35
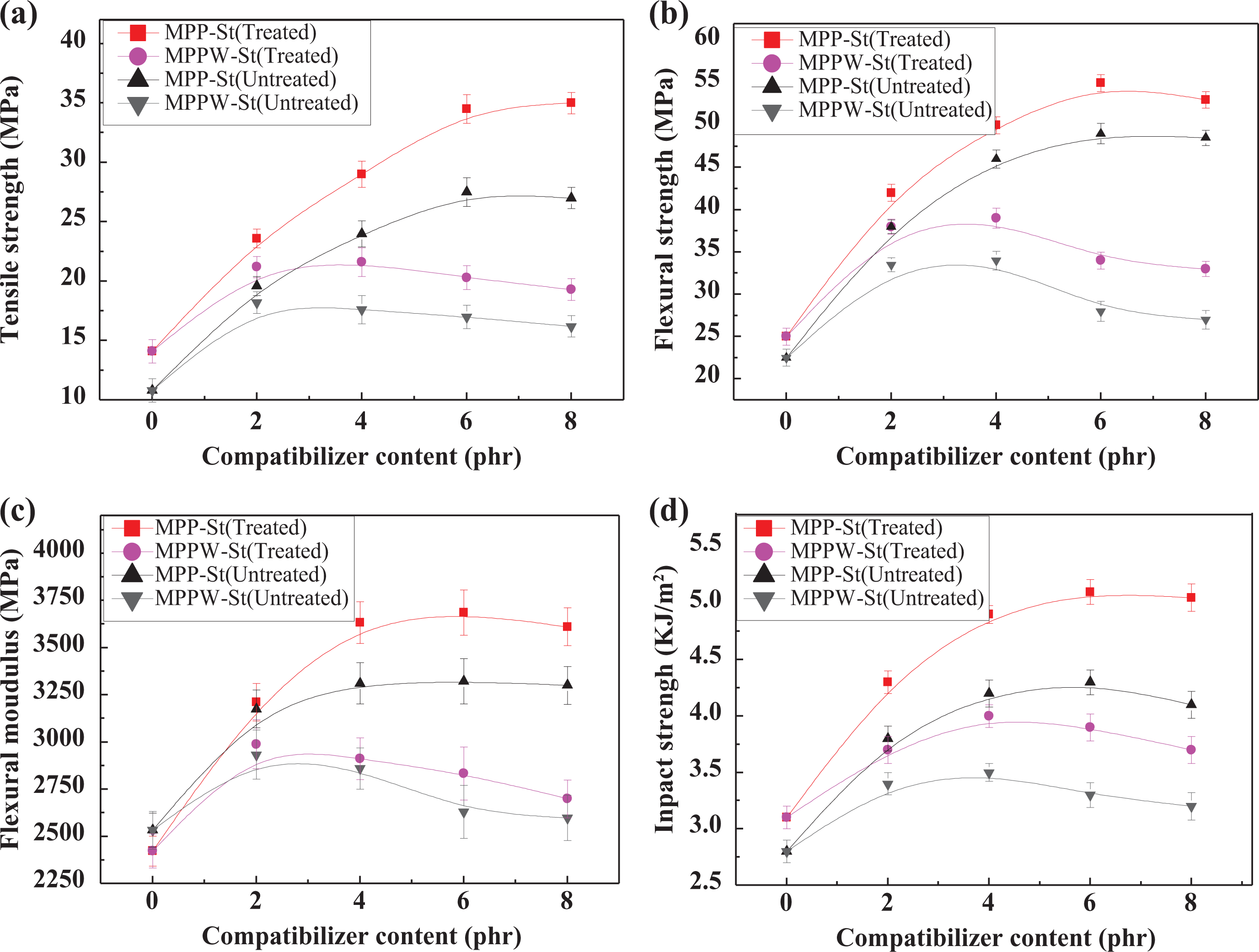
Effect of compatibilizer type and content on mechanical properties of PP/TWF composites and PP/UWF composites.
The effects of compound and mass ratio of MPP-St/MPPW-St on the mechanical properties of the composites are illustrated in Figure 7. For the composite containing untreated fiber, the best tensile strength, flexural strength, and Charpy notched impact strength are fulfilled when the mass ratio of MPP-St/MPPW-St is 6:1, while the best mass ratio is 6:2 for the composite containing alkali-treated fiber except that the flexural modulus is highest when MPP-St/MPPW-St is 6:1.
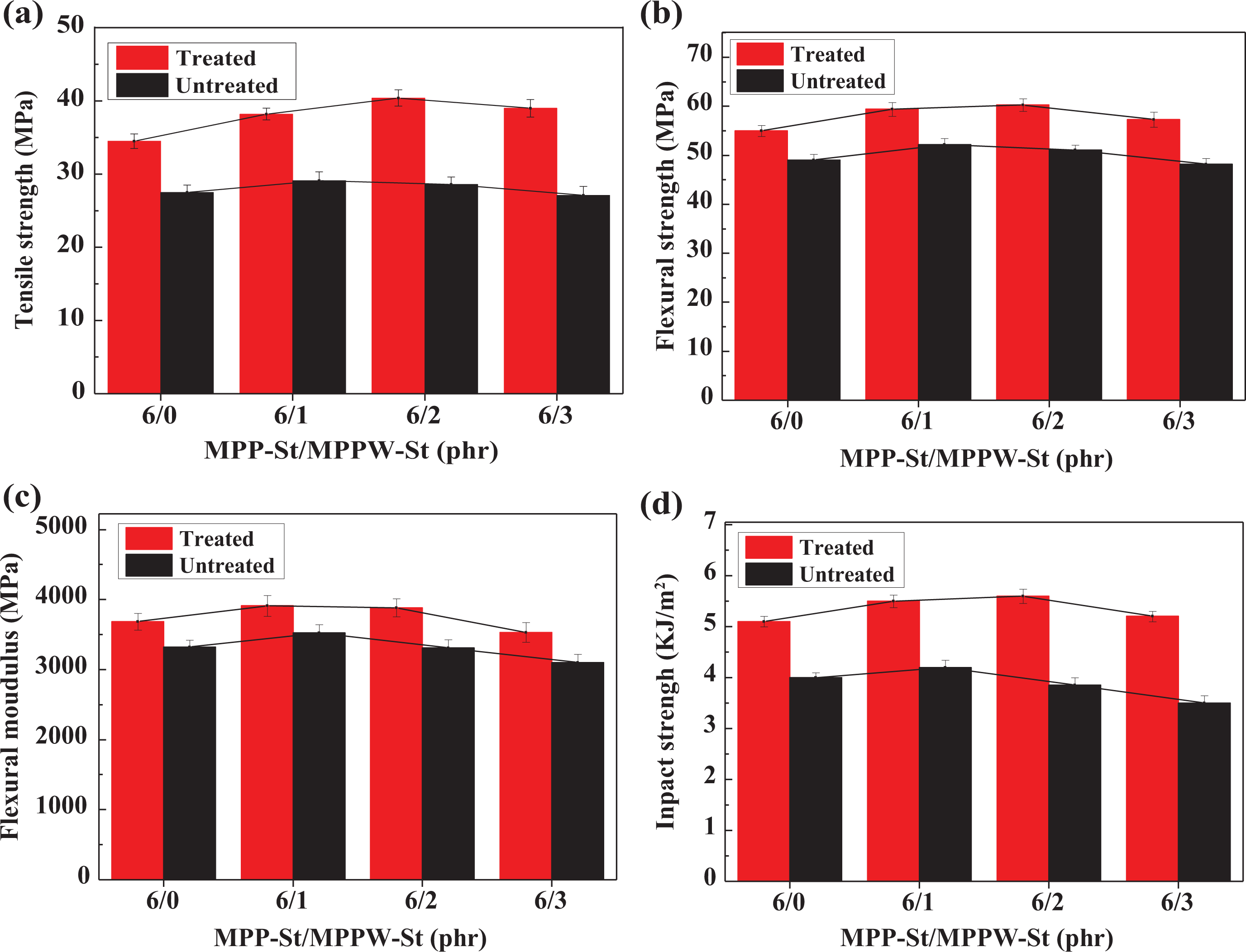
Effect of MPP-St/MPPW-St mass ratio on the mechanical properties of PP/TWF composites and PP/UWF composites.
The mechanical strength of the composite containing treated fiber increases more remarkably than the composite containing untreated fiber. It is attributed to the more cavities and much interspace that resulted in better permeability into fiber matrix and stronger interfacial interaction. The increased concentration of MPPW-St in compatibilizer compounds leads to reduction in mechanical properties of PP/WF composites due to its low molecular weight based on the research by Hong et al. 27,28 Excess low-molecular-weight lubricant reduces the efficiency of compatibilizer and leads to decrease in the performance of the composites. Considering the comprehensive performances, MPP-St/MPPW-St 6:2 is the suggested optimal mass ratio for the PP/TWF composites.
Morphology and compatibilization mechanism of PP/WF composites
Figure 8(a) to (h) shows the SEM photographs of fractured samples of the PP/WF composites. As shown in Figure 8(a) and (b), there are some distinct gaps and voids on the fracture surface of the uncompatibilized PP/WF composites, identifying that WF granules are easily pulled out from the PP matrix; this phenomenon can be attributed to the weak interfacial interactions between the WF fillers and the PP matrix, and Figure 8(a) and (b) indicates that the fracture mode of the composites are interface failure.
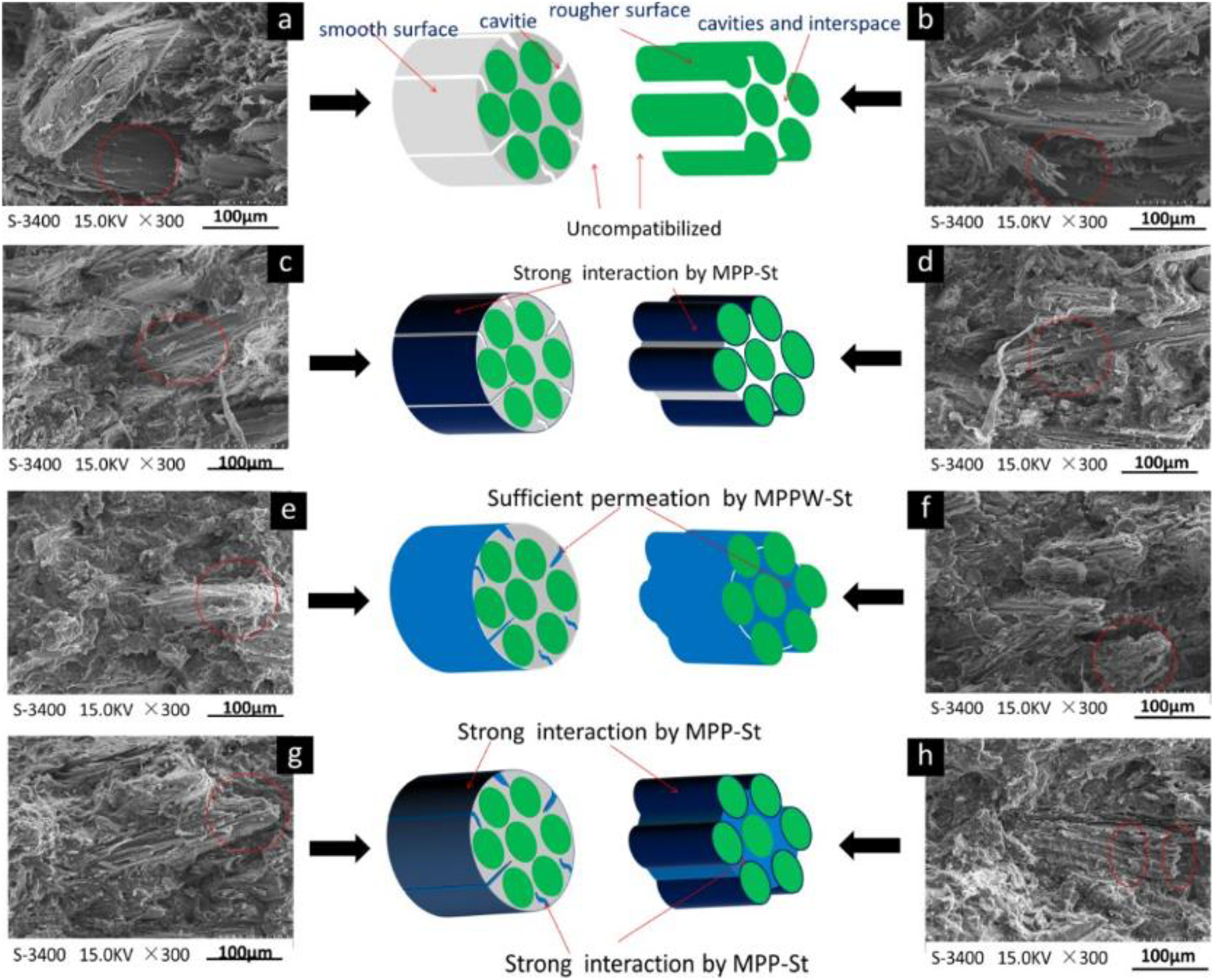
SEM morphology of the tensile fracture surfaces: (a, b) MPP-St/MPPW-St = 0/0, (c, d) MPP-St/MPPW-St = 6/0, (e, f) MPP-St/MPPW-St = 0/4, (g, h) MPP-St/MPPW-St = 6/1, MPP-St/MPPW-St = 6/2, respectively; (a, c, e, g) PP/UWF composites, (b, d, f, h) PP/TWF composites. SEM: Scanning electron microscopy; PP: polypropylene; UWF: untreated wood flour; TWF: treated wood fiber.
Figure 8(c) and (d) shows the morphology of the PP/WF composites simply compatibilized by MPP-St. WF is surrounded by the polymeric molecules to a large extent and the fiber breakage can be observed, indicating the strong interfacial interaction between WF and PP. Figure 8(c) and (d) indicates that the fracture mode is dominated by the fiber failure. But the molecular weight of PP is too high to sufficiently permeate into the cavities and interspace since few polymers are observed inside the fractured WF fiber, 31 as shown in Figure 8(c) and (d). Figure 8(e) and (f) shows the morphology of the PP/WF composites simply compatibilized by MPPW-St. WF is surrounded by the polymeric molecules to a larger extent and some WF fiber surface is impregnated by the polymers, indicating the good permeability of MPPW-St and its compatibilization to the composites. Meanwhile, no fiber breakage is evidently observed in Figure 8(e) and (f). The molecular weight of MPPW-St is too low to strongly entangle with the PP chains; therefore, the fracture mechanism of the PP/WF composites compatibilized by MPPW-St seems to be dominated by matrix failure.
Figure 8(g) and (h) shows the morphology of the PP/WF composites compatibilized by the MPP-St/MPPW-St compounds. WF is completely embedded in the matrix and some fiber breakages and tearing are clearly observed. It means that the compound compatibilizer can afford strong interfacial interaction between WF and PP. In Figure 8(g), some inner surface of the broken untreated fiber is covered by polymers. It means that the compound compatibilizer also supplemented the interfacial interaction by permeating into the cavities of UWF. From Figure 8(h), it is easy to recognize that the interspace between the broken microfibrils fibrillated from multicellular fiber is covered by polymers, indicating the permeation of MPPW-St and its compatibilization into the interspace of TWF. Hence, the compounds have high compatibilization effect on the PP/WF composites, and it is more remarkable in the PP/TWF composites. All these observations agree with the mechanical test results.
Water absorption of the PP/WF composites
The weak interfacial adhesion between wood fillers and polymer matrix results in availability of free hydroxyl functions on the surface of the fibers, so the water absorption of the uncompatibilized composites is high. Under high filling of wood powder, the agglomeration of wood fibers can substantially increase the water absorption of composite; wood powder in material forms network structure and makes water transfer quickly; and the alkali-treated fiber with more specific surface area can make composites absorb water more quickly. 36 Figure 9 shows the effect of MPP-St/MPPW-St mass ratio on the water absorption of the PP/WF composites. The hydrophilic groups on WF have reacted with MPP-St and MPPW-St. MPP-St and MPPW-St sufficiently surround WF and significantly protect it from water attack. The water absorption of the compatibilized composites is much lower than that of the uncompatibilized composites, and the synergistically compatibilized composites are most water resistant.
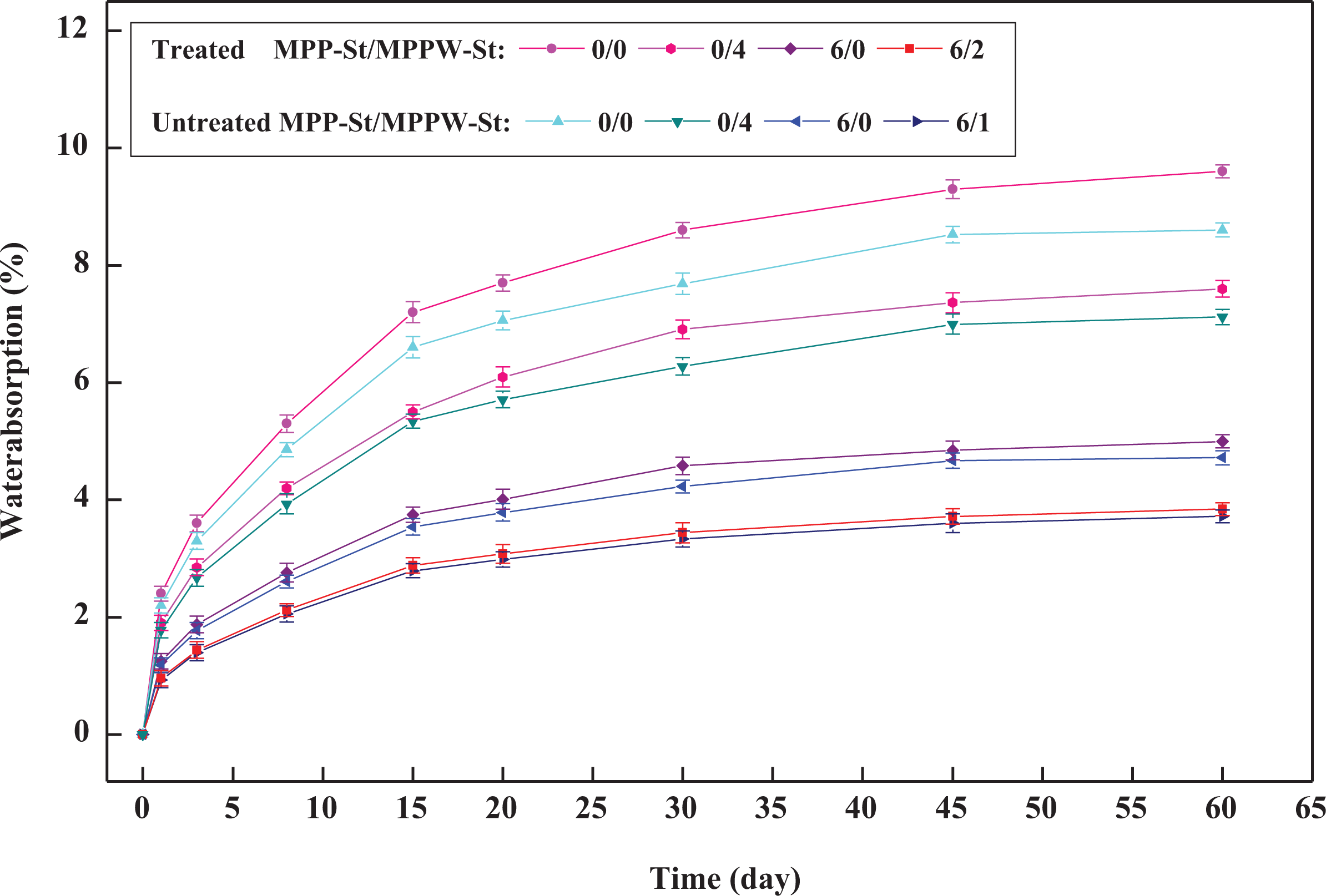
Effect of MPP-St/MPPW-St mass ratio on the water absorption of the PP/WF composites containing untreated WF and alkali-treated WF.
What’s more, before compatibilizing, the water absorption of PP/TWF composites is much higher than that of PP/UWF composites. After compatibilizing, the difference is lower. When the composites are compatibilized by compound compatibilizer, the difference almost does not exist. It confirms that the strong interfacial interaction is formed at the rough surface and interspace between microfibrils of the alkali-treated fiber, by synergistical compatibilizer.
Conclusions
FTIR result shows that alkali treatment can remove extractives, hemicelluloses, and lignin from the surface of WF. Meanwhile, SEM surface morphology shows that alkali treatment can increase surface roughness, cavities, and interspace between cellulose fibrils. The grafting degrees of MAH of multi-monomer graft copolymers were 6.8%, 2.3%, respectively, for MPP-St and MPPW-St. The high performance of PP/WF composite was successfully prepared by the synergistic compatibilization of MPP-St/MPPW-St compounds at high extent of interfaces between the TWF and PP. Due to the strong interfacial compatibility, synergistically compatibilized PP/TWF composites have a better performance in terms of mechanical and water-resistant properties than composites compatibilized by MPP-St or MPPW-St separately, uncompatibilized composites, and PP/UWF composites. A three-dimensional mold is constructed to reveal that MPP-St can afford the strong interfacial interaction between PP and the rough surface of treated fiber with availability of a larger number of possible reaction sites, while MPPW-St can supplement the interfacial interaction by permeating into the interspace between smaller fibrils. However, the MPPW-St content should not be too high because the molecular weight of MPPW-St is too low to entangle with the PP chains, and the suggested mass ratio of MPP-St/MPPW-St is 6:2.
Footnotes
Acknowledgments
The authors sincerely acknowledge the Shanghai University-Industry Collaboration Program (CXY-2014-023) and the Scientific and Technological Achievements Transformation Program of Jiangsu Province (SBA20140100340).
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.