
Abstract
The interest in totally bio-based materials is increasing due to their low carbon footprint and improved properties through intensive research. Polylactide (PLA)-based cellulose fibre compounds are finding their way into various injection-moulded applications. In addition to gain high-performance PLA–cellulose pulp fibre composites, there are also needed for additives such as plasticizers and coupling agents in the compounds. This research presents the use of a renewable material–based combined plasticizer-coupling agent as an additive in PLA bleached softwood kraft pulp (BSKP) composite. An epoxy-modified linseed oil showed capability for cross-linking PLA and cellulose fibre so enabling simultaneously improved strength tensile and impact properties for composite materials when added in amount of below 8% to fibre.
Introduction
In recent years, renewable-based materials such as polymers and composites have not only gained increasing research attention but also a good and increasing share of markets. This boosts research to look for more sustainable solutions instead of oil-based materials. In polymers, polylactide (PLA), polyhydroxyalkanoates, several bio-based polyesters (e.g. polybutylene succinate (PBS), polybutylene succinate terephthalate (PBST) or bio-based polyethylene terephthalate(bio-PET) and even bio-based polyethylene (PE) have found their place on the market. In composites different saw dust, cellulose, flax, hemp, rice husk and so on reinforcement has been introduced in bio-based polymers.
PLA is widely used as a polymer matrix in cellulose fibre composites, due to its good availability, sensible price, wide selection of grades for different processing and good mechanical properties. Wood cellulose is a good option for the reinforcement of composites, because it does not require fields for growing, is widely available in uniform quality and has a fairly good price compared to agro fibres. Short cellulose fibres give better processability and pre-forms can be made through paper-making technology. 1 However, the addition of hydrophilic cellulose fibre to hydrophobic PLA creates challenges in achieving good fibre dispersion and tight interaction between fibre and polymers. 2 The interaction has been improved using a number of different methods from cellulose modifications and additives, to coupling agents, and the most commonly used of which is maleic anhydride (MAH)-grafted polymers. 3
In composites, the additives play an important role in tailoring the material properties and processing abilities. Plasticizers are one important group of additives that can be acquired from a renewable source and different vegetable oils are a potential raw material. According to Samarth and Mahanwar, vegetable oil–based additives could be found in the future as additives in many polymeric solutions including composites due to their wide availability, biodegradability, low cost and environmental aspects (i.e. low ecotoxicity and low toxicity toward humans). 4 Wypych mentions epoxidized soy bean oil (ESO) and epoxidized linseed oil (ELO) as suitable plasticizers for PLA in his handbook of plasticizers. 5 According to Alam et al., epoxidized linseed oil has some advantages compared to epoxidized soy oil in PLA, having less leaching and migration in the end product. 6 This may be related to the higher amount of reactive sites in linseed oil than in soy oil. Linseed oil consists of over 56% of α-linolenic acid, which has double bonds in positions C3, C6 and C9, whereas soy oil contains only about 8% of trifunctional acid and 53% of difunctional linoleic acid. 1,7
In this research, we investigated a modified linseed oil–based additive with a double function in biocomposite material as a plasticizer and as a coupling agent at the same time. In epoxidized linseed oil, the double bonds of linoleic oil, α-linolenic oil and oleic acid are epoxidized to contain several oxirane rings able to further react with cellulose and PLA at elevated temperature. The oxirane ring of epoxide can react in slightly acidic conditions at 180°C with nucleophilic substitution (SN1). 8 Residual moisture, cellulose hydroxyl groups or hydroxyl end groups in PLA can act as a nucleophile. A good temperature for an oxirane reaction, according to Salimon et al., would be 90–110°C as an acid catalysed–reaction over a few hours. 9 Reaction kinetics of epoxidized cardanol oil with phenol and an acid model component have been introduced by Doszlop et al. 10 The phenolic hydroxyl reaction to cardanol epoxy was conducted at 115–136°C and higher temperatures and it took only minutes to react. Huang et al. modified cellulosic filter paper with epoxidized soy oil (ESO) in room temperature dissolved in hexane. The SnCl4 catalyzed reaction took place already in 30 min. 11 This suggests that in PLA–cellulose fibre processing temperatures (over 180°C), the reaction should take place at speed, which enables the reaction to occur already during compounding. The suggested reaction schema is presented in Figure 1.
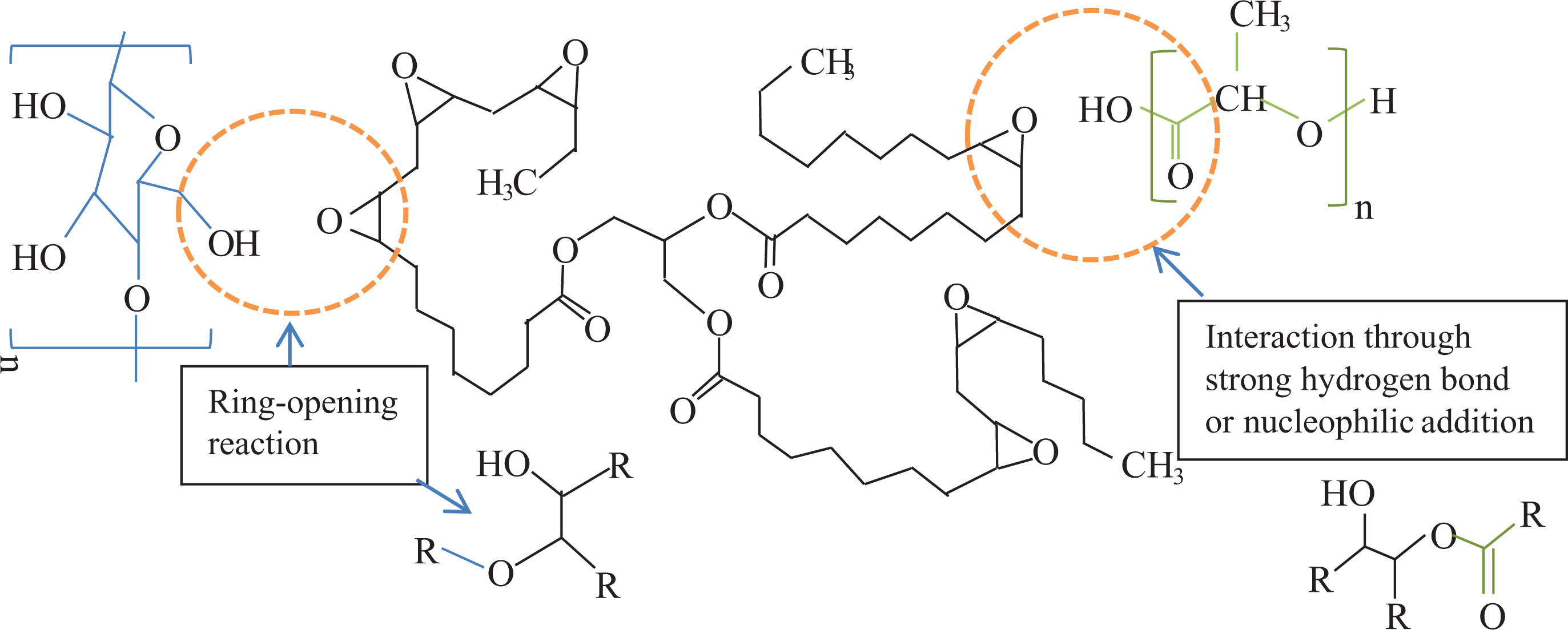
Suggested reaction schema for cellulose fibre PLA coupling with epoxidized linseed oil.
Materials and methods
Materials
PLA (Ingeo™ 3052D from Natureworks®) was used as a matrix polymer for the preparation of the PLA/bleached softwood kraft pulp (BSKP) composites. Never-dried BSKP made from spruce was delivered by Stora Enso with a dry material content of 32.6%. The average fibre length was 1.79 mm and average width 23.5 µm measured with FiberLab (Metso Automation) according to TAPPI standard. Epoxy functional linseed oil (ELO) Vikoflex 7190 from Arkema was used as an additive. According to the manufacturer, Vikoflex 7190 linseed oil is recommended for food contact packaging and medical applications. 12 In Vikoflex 7190, the double bonds of linoleic oil, α-linolenic oil and oleic acid are epoxidized to contain several oxirane rings (minimum 9% of oxirane oxygen), which are able to react further.
Fibre treatment for compounding
Before plastic processing, the fibres were treated with additive and densified using a compacting device, compactor developed at VTT. 13 The compactor device is an modified pelletizing equipment (Figure 2), which allows processing of low water content (50–15%) cellulose fibre material to loose pellets without increasing the friction temperature too high during the processing of sensitive carbohydrate materials. There is still a small temperature increase (maximum 50°C), which in combined with press can already lead at this stage to some reactions between additives and cellulose. Before the compactor, the additive was introduced to fibres by spraying them on the fibre surface in amounts of 5, 8 or 12% of fibre dry material content in a blade-type blender (Figure 2) (F-60, Halvor Forberg A/S, Larvik, Norway). Then the additive containing fibre mass was pressed through the compactor to form additive containing cellulose pellets suitable for addition to the compounder.

Compactor device for fluffy fibre treatment (left) and Forberg-type blender (right).
The fibre pellets were dried in the oven overnight (12 h) at 50°C after which they contained 3% moisture.
Processing of composites
Additive (ELO)containing BSKP was compounded with PLA to a fibre content of 40 wt% using a co-rotating twin-screw extruder (Berstorff ZE 25x33 D, Berstorff GmbH, Hanover, Germany). The extruder zone temperatures ranged from 60°C to 195°C, speed 100 rpm and output 2 kg/h. The residence time of the compound inside the compounder was measured to be approximately 2.5 minutes.
After compounding, the PLA/BSKP samples were injection moulded with an injection-moulding machine (Engel ES 200/50 HL, Engel Maschinenbau Geschellschaft m.b.H, Schwefberg, Austria) to test specimens according to ISO 527. The processing temperatures during injection moulding were from 180 to 190°C in the screw and 200°C at nozzle. A neat PLA specimen was prepared following the same processing parameters and used as a reference. The composition of composites is presented in Table 1 and injection-moulded samples in Figure 3.
Compositions of the produced composites.
PLA: polylactide; BSKP: bleached softwood kraft pulp.

Injection-moulded test samples from left to right: PLA, PLA with 40% BSKP (Ref), PLA+40% BSKP with 5% ELO (1), PLA+40% BSKP with 8% ELO (2) and PLA+40% BSKP with 12% ELO (3). PLA: polylactide; ELO: epoxy-modified linseed oil; BSKP: bleached softwood kraft pulp.
Viscosity
The apparent melt viscosity of the compounds was analysed using a Göttfert Rheograph 6000_3/V 4.45Messwertdatei capillary rheometer (Göttfert Werkstoff-Prüfmaschinen GmbH, Buchen, Germany) at a temperature of 190°C, where polymer PLA is in melt stage. Viscosity was measured from samples after compounding and before injection moulding.
SEM
The morphology of the injection-moulded samples was studied by an SEM (scanning electron microscopy) from a cross section of the test bar. The sample surface was coated with gold to prevent surface charging. Gold film thickness on the sample surface was 50–70 nm. Analyses were made using JEOL JSM T100 (JEOL ltd., Tokyo, Japan) with a voltage of 25 kV.
FTIR
FTIR (Fourier transfer infrared) spectra of cellulose fibres were analysed with FTIR Spectrum BX equipment (Perkin Elmer Inc., Llantrisant, England) with a wavelength from 400 cm−1 to 4000 cm−1 using tablets prepared with potassium bromide in a Specac tablet press (Perkin Elmer GmbH, Uberlingen, Germany). Before analysis, the cellulose fibres were extracted from the injection-moulded samples by dissolving the PLA matrix in hot chloroform with Soxhlet extraction for 48 h and then dried.
DSC
DSC (Differential scanning chromatography) analysis was run for PLA-BSKP compounds using NETZSCH DSC 204F1 Phoenix 240-12-0287-L (NEZSCH GmbH, Selb, Germany). The heating profile was 10°C/min from 0°C to 190°C followed by cooling 10°C/min to 0°C.
Mechanical testing
Tensile tests were performed using an Instron 4505 Universal Tensile Tester (Instron Corp., Canton, Massachusetts, USA) and an Instron 2665 Series High Resolution Digital Automatic Extensometer (Instron Corp.) with a 10-kN load cell and a 5 mm min−1 cross-head speed. Minimum six parallel samples were tested. The tensile tests were performed according to ISO-527 standard, and Charpy impact tests were performed according to ISO-179 standard. Impact strengths were measured for ten parallel unnotched specimens in a three-point bend configuration and using a Charpy Ceast Resil 5.5 Impact Strength Machine (CEAST S.p.a., Torino, Italy). The test specimens were kept in standard conditions (23°C, 50% relative humidity) for at least 5 days before testing.
Heat distortion temperature
Heat distortion temperature (HDT) was measured according to the ISO-75 standard using method A, where the stress on the sample is 1.80 MPa. HDT was determined by using the Ceast HDT 3 VICAT P/N 6911.000 (Ceast S.p.a., Torino, Italy) and for three parallel samples.
Results and discussion
Composites and SEM
Injection-moulded composite samples are presented in Figure 3 and a closer look at the materials in SEM pictures presented in Figures 4 and 5.
SEM pictures of samples (a) PLA ref, (b) PLA 1, (c) PLA 2 and (d) PLA 3 with enlargement of 100. PLA: polylactide.
SEM picture of samples (a) PLA ref, (b) PLA 1, (c) PLA 2 and (d) PLA 3 with enlargement of 2500. PLA: polylactide.
In Figure 3, it can be seen that the reference material with 40% cellulose has a darker colour than materials with ELO as an additive. The oil based additive also acts as a plasticizer reducing the viscosity of the material and friction during compounding process. ELO is known to act as acid scavenger 14 and PLA is an acid functional polymer. Cellulose in high temperatures is degraded by acids 15 , but the presence of ELO most probably lessens the degradation of cellulose and gives a lighter colour to the product. ELO is known to act as acid scavenger and PLA is an acid functional polymer. Cellulose in high temperatures is degraded by acids , but the presence of ELO most probably lessens the degradation of cellulose and gives a lighter colour to the product. The small colour increase in materials with higher additive amounts of 8% and 12% (in fibre) is most probably due to the increased viscosity of materials as a result of bridges between cellulose and PLA. This is supported by the finding that the material with the higher amount of additive has the darkest colour when the three materials with the additive are compared.
The SEM pictures in Figures 4 and 5 show that the reference material without ELO as an additive is more porous than the other materials and there are clear gaps between fibres and polymers. When the ELO is introduced, the materials are denser, which can be seen in Figure 4 (pictures 1 to 3). Figure 5 (pictures 1 to 3) also shows more tight connections compared to PLA ref (picture 1) between fibres and polymer. Increasing the amount of additive to 12% in fibre seems to increase the porosity to polymer, which can be seen in Figure 5 (picture 3).
FTIR
The FTIR spectra of cellulose, after injection moulding and dissolving out the loose PLA matrix from the cellulose, are presented in Figure 6.
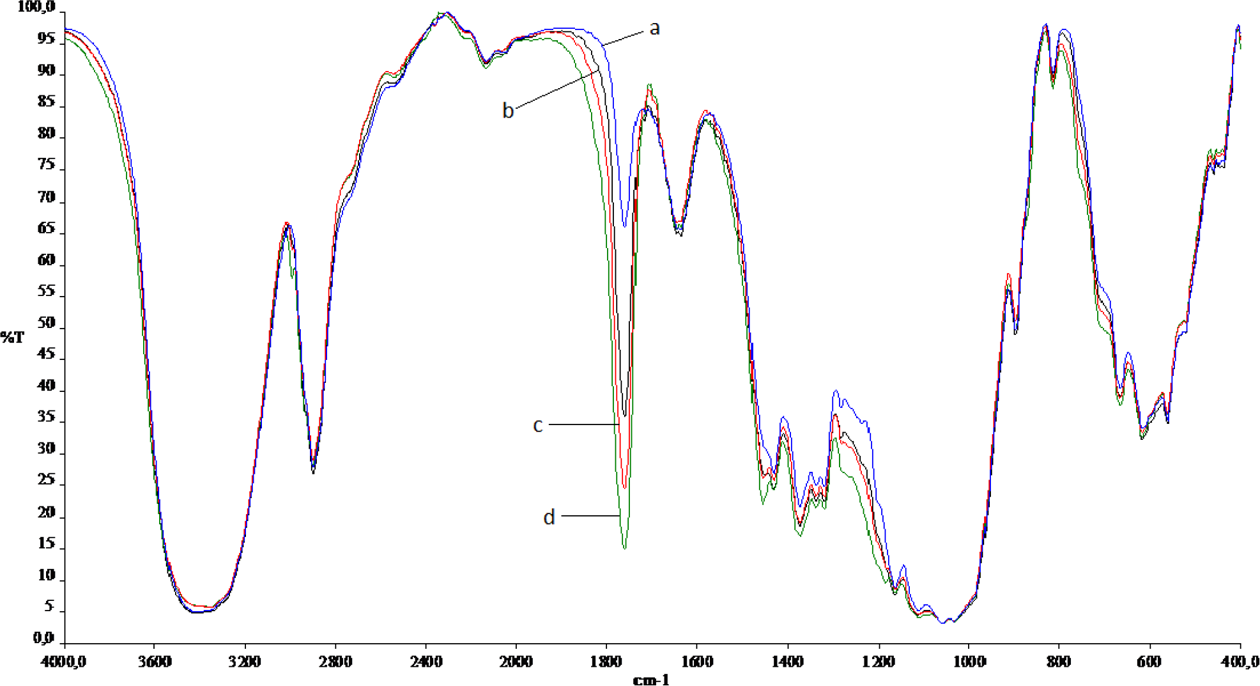
FTIR spectra of cellulose samples after dissolving out of loose PLA. Spectrum (a) is from the reference sample, cellulose without ELO additive; spectrum (b) is from sample PLA 1; spectrum (c) is from sample PLA 2; and spectrum (d) is from sample PLA 3. PLA: polylactide; ELO: epoxy-modified linseed oil.
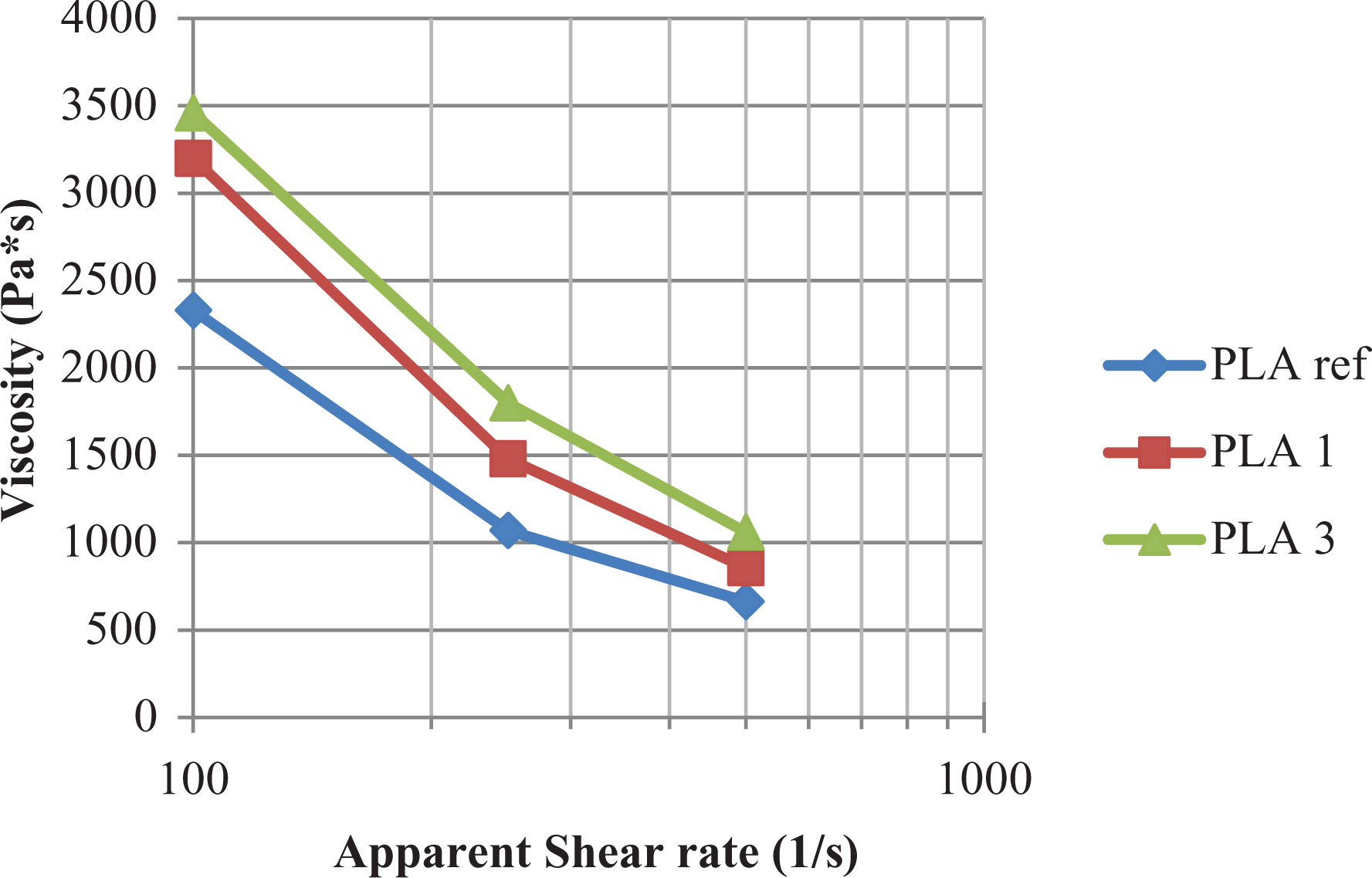
Apparent melt viscosity in 190°C for 40% cellulose fibre–containing PLA samples. PLA: polylactide.
The FTIR spectra in Figure 6 show a clear increase of peak 1760 cm−1. Cellulose without any modification does not have that peak, which comes from typical ester C=O vibration. 16,17 The 1760 cm−1 peak comes from PLA or ELO attached to cellulose. More evidence of the presence of PLA and ELO is seen in the increasing peak in 1375 cm−1, which comes from CH3 vibration present in PLA and ELO. The increasing peak at 1450 cm−1 is from alkane CH2 originating from linseed oil, which proves the presence of an additive in the material. The increasing peak area in 1200–1300 cm−1 also indicates an increasing amount of C–O groups, which can come from either PLA or linseed oil. 18 All the loose PLA and ELO additive were dissolved out of the cellulose, so the presence of the peaks proves a connection of matrix and additive to cellulose.
DSC
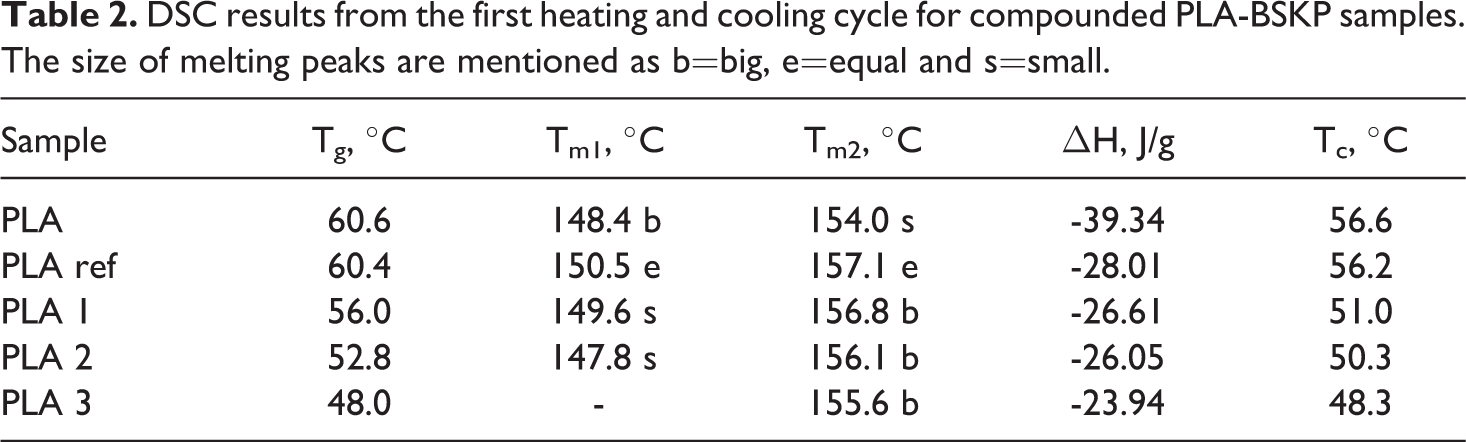
The DSC results for materials after compounding are presented in Table 2. The DSC results in Table 2 show glass transition temperature (Tg) 60.6°C for neat PLA and two melting points Tm1 148.4°C and Tm2 154.0°C those are in line with data from producer. 19 The crystallisation during cooling (Tc) occurs at 56.6°C and PLA has a melting enthalpy (ΔH) -39.34 J/g. The BSKP addition without additives has only minor effect on Tg and Tc, but it increases the melting temperature 2 to 3°C and lowers the ΔH by 28%. The introduction of ELO reduces the Tg and Tc so that 5% addition of ELO to BSKP fibre decreased Tg and Tc by 4.2°C and 5.2°C respectively and 12% addition of ELO to BSKP decreased Tg and Tc by 12.4°C and 7.9°C respectively. Also the melting enthalpy needed to melt the compound is reduced due to ELO from -28.01 J/g to -26.61 J/g with 5% ELO addition to BSKP and to -23.94 J/g with 12% ELO addition to BSKP. This indicates the plasticization effect of ELO to the compound. However the melting temperature of the compound is increased. The neat PLA has the main melting peak in 148.4°C, which is changed to two equal size peaks in 150.5°C and 157.1°C due to BSKP addition. The two peaks can be related to melting of oriented (Tm1) and vertical (Tm2) crystalline structures of PLA as explained by Xu. 20 This suggests that BSKP addition changes the PLA crystalline structure to be more vertical or mixed by fibre addition. However the ELO addition seems to remove the oriented part of PLA melting and with 12% ELO addition the whole melting point is occurring at 155.6°C.
DSC results from the first heating and cooling cycle for compounded PLA-BSKP samples. The size of melting peaks are mentioned as b=big, e=equal and s=small.
Viscosity
Apparent melt viscosities of materials were measured for samples after compounding, where the coupling of fibre and polymer is assumed to have taken place. The apparent viscosity for reference material and materials with 5% and 12% additive in fibre are presented in Figure 6.
The apparent viscosity results for samples without additive (PLA ref), 5% additive in fibre (PLA 1) and 12% additive in fibre (PLA 3) indicate that a reaction or some interconnection has occurred between fibre, additive and polymer. The fibre amount in PLA is the same, but even with the addition of additive, which also acts as a plasticizer for PLA, the viscosity has increased. Without any coupling between fibre, additive and PLA, the viscosity of the compound should have decreased due to plasticizer addition in the melt stage, but instead it was increased.
Physical properties
Physical properties such as tensile strength, impact strength and HDT were analysed for prepared composites. Results of mechanical tests and HDT are presented in Tables 3 and 4, respectively.
Mechanical strength results for PLA-cellulose fibre composites.
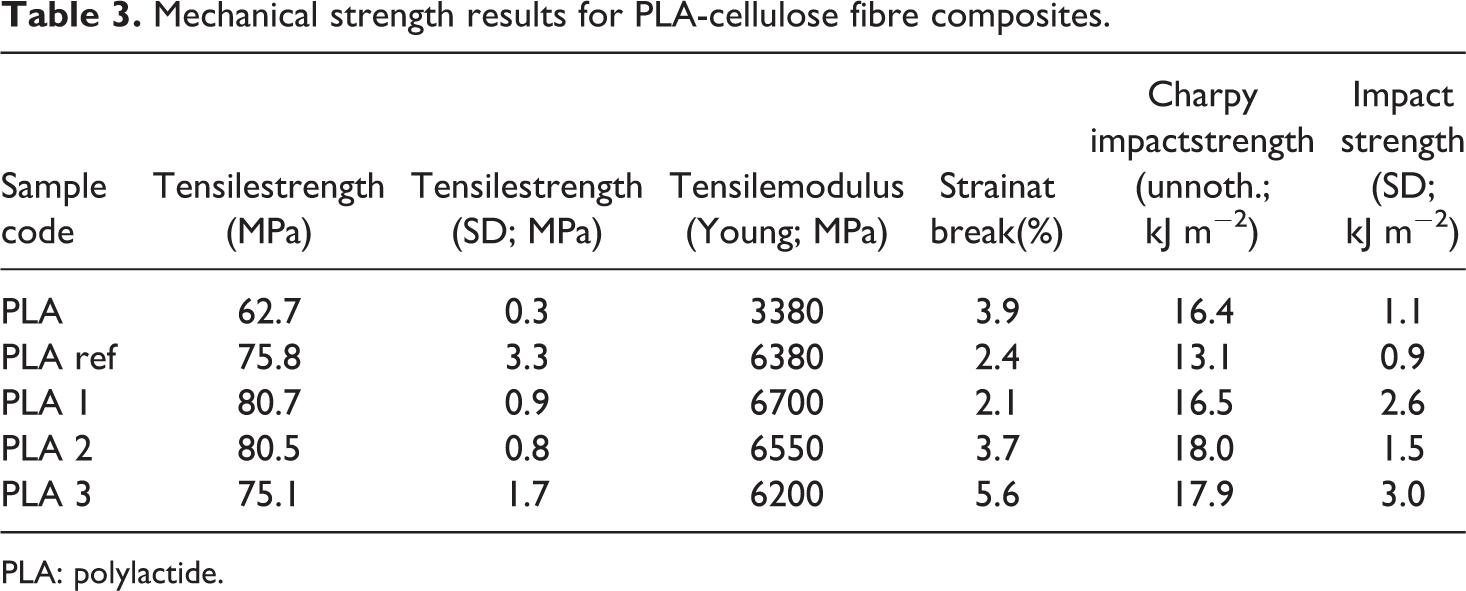
PLA: polylactide.
HDT results for PLA-cellulose fibre composites.
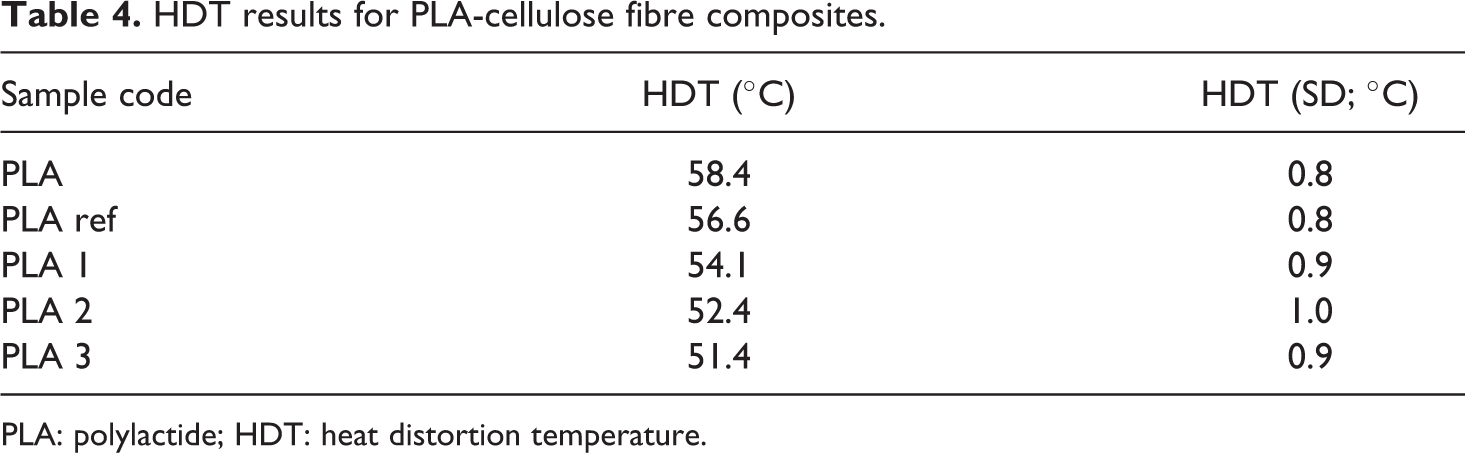
PLA: polylactide; HDT: heat distortion temperature.
Tensile strength results in Table 3 show a 7% and 5% increase in tensile strength from 75.8 MPa to over 80 MPa with ELO additive amounts of 5% and 8% respectively. Also, a 5% increase in tensile modulus from 6380 MPa to 6700 MPa with ELO addition of 5% is seen. At the same time due to material strengthening the strain at break is reduced from 2.4% to 2.1%. The bigger amount of ELO, 12% in fibre, makes the material softer and the tensile strength returns to the reference level. Also the tensile modulus drops back to 6200 MPa. At the same time the strain at break increases from 2.1% to 5.6%, to a level more than in neat PLA (3.9%). This indicates that ELO also acts as a plasticizer for PLA, which has also been proved by several other authors. 21 –24
Impact strength is a property that typically decreases when the material stiffens due to cellulose addition. That can be seen when impact strength in neatPLA and PLA ref with 40% cellulose are compared. A 20% reduction in impact strength occurs. The addition of 5% ELO to fibre increases the impact strength back to the level of pure PLA 16.4 kJ/m2. 8% of ELO in fibre increased the impact strength to 18.0 kJ/m2, which is a 37% increase compared to a composite without ELO. With 12% ELO in fibre the impact strength stays in the same level 17.9 kJ/m2 considering the increased standard deviation, which may be due to softening of the material.
The HDT results in Table 4 showed a 1.8°C drop in HDT due to cellulose addition to PLA and the presence of plasticizer reduced the HDT even more from 58.4°C to 51.4°C with 12% of ELO in fibre. The presence of plasticizer in PLA has also previously been reported to reduce thermal properties of PLA, for example, the effect of epoxidized vegetable oil in paper by Chieng. Also Johari et al., who used wood-based microcelluloses, claimed that even coupling agent MAH caused a plasticization effect which led to a slight reduction in HDT. 25
Conclusions
This research introduced the use of ELO as a reactive plasticizer and a combined plasticizer-coupling agent in PLA BSKP composites. Also, the method for additive introduction to cellulose fibre before compounding was presented. The mixing of ELO in a batch mixer and pelletizing/compacting process to loose pellets with a compactor enables good dispersion of ELO to fibres. The connection of ELO to BSKP and PLA was proved after melt processing by FTIR via increased ester peaks on fibre after dissolving the polymer matrix. The increased melt viscosity in PLA-BSKP compound after compounding also indicates improved connections of fibres and polymers. The improved connection of fibres and polymers can be visually seen in SEM pictures through reduced porosity in the material. Finally, the coupling of fibre and polymer can be seen in the simultaneous increase in tensile and impact strength properties when ELO is added as an additive to the compound in amount of 5, 8 and 12% in relation to fibre. However, there seems to be a maximum for the ELO addition in proportion to the strength improvement. The high amount of ELO (12% in fibre) caused a drop in strength properties, which is assumed to be connected to ELO acting as plasticizer to PLA. This plasticizing effect can be seen as increased strain at break (5.6%) when ELO was used 12% in fibre. Also the DSC results indicated the plasticizing effect in the form of reduced melting enthalpy and lower Tg when ELO was used. With higher ELO amounts, the plasticizer effect overcame the coupling capability by giving improved elongation properties for the compound and reducing stiffness and tensile strength. One drawback was that the HDT value was decreased due to ELO addition, which can be also related to ELO acting as plasticizer for PLA.
These results show that the proposed reactions of oxirane via ring-opening reaction to cellulose hydroxyl are possible as well as reaction to acidic end group of PLA either by nucleophilic addition or strong hydrogen bonds enabling true connections between cellulose fibre and PLA. The total thermal history of the material in high temperatures over 180°C is over four minutes under effective mixing conditions provided by compounder and injection moulding machine. The three 3% of residual moisture can act as catalyser to reactions with PLA during compounding.
This research brought to light a new type of renewable oil–based additive for cellulose composites. This epoxidized linseed oil additive is multifunctional as it couples fibre and polymer covalently to each other; it also acts as a dispersion-enhancing additive for fibres and as a plasticizer for PLA.
Footnotes
Authors’ Note
This work was a part of ACel program of the CLIC Innovations Ltd.
Acknowledgements
The authors would like to thank the Finnish Funding Agency for Technology and Innovation (TEKES) for their financial support.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Finnish Funding Agency for Technology and Innovation (TEKES).