
Abstract
The rheological behavior of wood plastic composites’ (WPCs’) melts is closely associated with extrusion processability, especially in highly filled systems. This study investigated the extrusion processibility and the effects of test conditions and typical WPC additives on the torque rheological behavior of wood flour/high-density polyethylene (WF/HDPE) mixing melts compounded using a twin-screw extruder. Both equilibrium melt temperature (T e) and equilibrium torque (M a) at steady state increased with WF content. Addition of 2% lubricant TPW604 based on the total weight of WF and HDPE matrix resulted in a decrease in measured T e and M a, showing a reduction in shear heating in mixing chamber. Adding 4% maleic anhydride grafted polyethylene (MAPE) as compatibilizer resulted in an increase in measured T e and M a. In this study, adding lubricant TPW604 and/or compatibilizer MAPE can improve the extrusion processability of highly filled WF/HDPE melts. For a WPC system with preset compositions, its M a value can be used to evaluate its extrusion processability. The results provide both knowledge about the compounding procedure and practical methods for evaluating the effectiveness of WPC additives, the flow performance, and extrusion processability of highly filled WPC melts.
Introduction
Wood plastic composites (WPCs) have received considerable interest from both academic research (both publication and institutional funding) and industry (decking, construction, and automotive industries) for environmental and economic benefits. 1,2 Wood fibers were originally used in plastic industry as fillers to reduce density and cost, but the fibers can also improve stiffness and other mechanical properties of the composites. 3 Several thermoplastic resins, such as high-density polyethylene (HDPE), 4,5 polypropylene (PP), 6,7 polyvinyl chloride (PVC), 8,9 and polystyrene, 10 have been used in WPCs, for a variety of applications. Among all the thermoplastic plastics, PE has the benefits of low cost, high heat stability, and ecological recycling from the post-consumed polymeric materials, making the plastics very suitable for WPCs. 11
WPCs are manufactured in a two-step process, 12,13 including (1) the compounding process mixing wood flour (WF) with melted plastics and produces wood–plastic particles and (2) the molding process heating and compressing wood–plastic particles to form the desired shapes. Injection, compression, and extrusion are the typical molding processes, and extruded molding is the most common process for WPCs manufacture. 14,15 For application and economic considerations, it is desirable to maximize the WF content. In addition, additives such as lubricants and compatibilizers are frequently used to modify processing or end properties of WPC formulations. For adequate formulation design and process control, the rheological phenomena resulting from the high filler content and addition of additives (e.g. high viscosity and complex stress–strain rate dependence) must be understood. In practical WPCs’ industry, WF is typically used at the loading level between 40% and 60% by weight in polyolefins. 16
Many technical issues regarding WPCs have been well studied, for example, measurement and analysis of impact fracture and deformation behavior, as well as the influence of various additives on mechanical properties, aging, and durability. 17 –22 The melt rheology, although critical for many processing issues, is poorly understood. Rheological properties similar to other suspensions of polymeric matrices 16,23 are anticipated for WPCs. Increased viscosity and shear thinning was reported for WF filled polyethylene, 24,25 PP, 23,26 –29 PVC, 30 and EVA (copolymer of ethylene and vinyl acetate). 31 Viscosity of WF/PP composites was found to depend on WF content and the nature of wood fiber to fiber and polymer–fiber interactions. 23,26 –29 From a fundamental science point of view, rheology has been widely used to assess the morphology and interfacial status of WPC melts.
WPC melts are highly non-Newtonian. Flow behavior at industrial WPC extrusion speed may be very difficult to characterize with standard rheological techniques such as rotational rheometry (limitations coming from the insufficiently narrow linear viscoelasticity range of molten WPC melts) 24,28 and capillary rheometry (limitation coming from wall slip). 32 An in-line extrusion rheometer (slit die) 33 was developed to measure the viscosity values of PP-based WPC with 30 wt% wood loading at processing temperature. Relative rheometry can simulate real life processing conditions in extruder, as demonstrated in torque rheometer with mixer sensors. 34,35 Interchangeable mixer sensors of different size and rotor design can assess various aspects of processability on a relative basis for a very wide range of materials from pure polymers to highly filled systems. Torque rheometry can provide important information on processability of WPC that absolute rheometry cannot. Lei et al. 36 reported the influence of coupling agents and active compatibilizer (maleic anhydride grafted polyethylene (MAPE)) on the compounding rheology of recycled HDPE/wood fiber composites at a rotor speed of 60 r min−1. Li et al. 37 demonstrated that the chemical reactions of the maleic anhydride groups of MAPE with hydroxyl of cellulose in WF probably took place due to the increase in equilibrium torque and the appearance of torque peak. Bousmina et al. 38 validated the approach of Goodrich and Porter by proposing a general model and an experimental procedure, thus allowing for a direct estimation of the shear rate and viscosity of different polymers from batch mixer rotor speed and torque data. Santi et al. 39 systematically evaluated the model proposed by Bousmina et al. with HDPE/filler composites (40% filler loading) and different polyethylenes. A conversion from torque data of mixer sensors to absolute viscosity data given in units of pascals does not make sense for highly non-Newtonian samples when the filler loading increases to 50–60%. 34 Our previous work 40 reported the preparation of highly filled WF/RHDPE (recycled HDPE) composites by in situ reactive extrusion. The torque rheological behavior of resulting composites obviously affect their melts pressure. More HDPE WPC samples of different viscoelasticities, produced with varied WF content, with different HDPE melt indexes, and by adding WPC additives, have been tested in mixer sensors. Some 10,000 torque rheometers being used worldwide for decades indicate that the concept of relative rheometry may be a potential rheological method to assessing extrusion processability of WPC melts. Torque rheometer with mixer sensors can analyze samples not just as they are but how they can be processed in non-laminar, complex flow.
Mixer test results are relative. The complicated shape of the mixing chambers and of the rotors and the temperature control make the test results of several samples only directly comparable to those of mixer sensors of a particular size and a particular manufacturer: data are therefore obviously not “absolute.” Samples having been tested in mixer sensors are graded in relation to “standard” materials which are known to perform well in specific production processes or as finished products in their application. 34 Therefore, the objective of this study is to determine the effects of testing parameters (filling degree, preset temperature, and rotor speed) and composite formulations (WF content, lubricant, and compatibilizer) on torque rheological behavior of composite melts prepared by compounding WF, HDPE, and additives in an twin-screw extruder. The equilibrium melt temperature (T e) and the equilibrium torque (M a) of composite melts were measured and the relationship between M a value and extrusion processability of WPC melts was investigated. The applicability of the torque rheological technique was evaluated by considering the flow performance of highly filled WPC formulae and the effectiveness of typical WPC additives.
Experimental details
Materials
WF that passed through a 40-mesh (425 μm) sieve and retained on a 70-mesh (212 μm) sieve was supplied by Harbin Yongxu Company, China. HDPE (5000S, with an MFI (melt flow index) of 0.7 g 10 min−1 and a density of 954 kg m−3) purchased from Daqing Petrochemical Co., China, was used as a polymer matrix. The lubricant, Struktol® TPW604 (composite of zinc stearate and other stearate soap), was obtained from Struktol Company of America, Stow, OH, USA. The MAPE with a grafting ratio of 0.9% (Sunny New Technology Development Co., Ltd, Shanghai, China) was used as the compatibilizer in the WPCs.
Sample compounding
Four series of formulations of WPC samples were designed for this study: (1) WH: WF and HDPE; (2) WHT: WF, HDPE, and TPW604; (3) WHM: WF, HDPE, and MAPE; and (4) WHMT: WF, HDPE, MAPE, and TPW604. The contents of TPW604 and MAPE were fixed at 2 and 4 wt% of the total weight of WF and HDPE, respectively. The WF and HDPE contents were varied as given in Table 1.
WF/HDPE composite formulations used in this study (unit: wt%).
WPC: wood plastic composite; WF/HDPE: wood flour/high-density polyethylene; MAPE: maleic anhydride grafted polyethylene.
WF was oven-dried to a moisture content of 0.5% and then mixed with HDPE matrix, TPW604, and/or MAPE in a high-speed mixer for 10 min. The mixture was subsequently compounded using a corotating intermeshing twin-screw extruder (SJSH-30, Nanjing Rubber and Plastics Machinery Plant Co., Ltd, China; screw diameter: 30 mm; L/D ratio: 40). The temperature profile of the seven processing zones was 135, 155, 165, 170, 170, 170, and 165°C. The screw speed was 100 r min−1. The extruded strands were cooled in air and subsequently palletized in a rotating-knife mill (GL-01, Avian (Shanghai) Machinery Co., Ltd, China) into granules of approximately 4 mm.
Torque rheological measurements
The torque rheological behavior of HDPE and WPC granules was studied using an RM-200A torque rheometer (Harbin Hapro Electrical Technology Co., Ltd, Harbin, China). The chamber of the torque rheometer was preheated to a specific temperature and then filled up to 95% with the sample granules within 2 min. The preset testing temperature (T 0) was 150, 160, or 170°C. The rotor speed was set at 30, 35, 40, or 45 r min−1. The curves of torque (M) and melt temperature (T) versus time were recorded using computer equipped with test controlling and recording software (HPRM, Harbin Hapro Electrical Technology Co., Ltd, Harbin, China).
Extrusion processability
Extrusion of WPCs was performed by a single-screwed extruder (screw diameter: 45 mm, L/D ratio: 20) and a rectangular WPC extrusion die with 40 × 4 mm2 section. The temperature profile of the four processing zones was 150–160–165–170°C and 175°C for head and die zone. The screw speed was set at 50 r min−1 to guarantee an industrial extrusion line speed between 40 cm min−1 and 45 cm min−1. The melt pressure was monitored with a melt pressure transducer (PT124B-121/121T, Shanghai Zhaohui Pressure Apparatus Co. Ltd, Shanghai, China) and recorded by a computer. The WPC extrusion die and the downstream equipment were from Huangshi Hongda Plastic Mould, Co, Ltd (Huangshi, China).
Mechanical properties testing
Samples for mechanical testing were cut from extruded composite sheets (40 × 4 mm2). Determination of tensile and flexural properties was carried out on an RGT-20A universal testing machine (Shenzhen Regeer Instrument Co., China) controlled by computer, according to ASTM standards. Five specimens of each formulation were tested and the average values were reported.
Results and discussion
Torque rheometry of composite melts
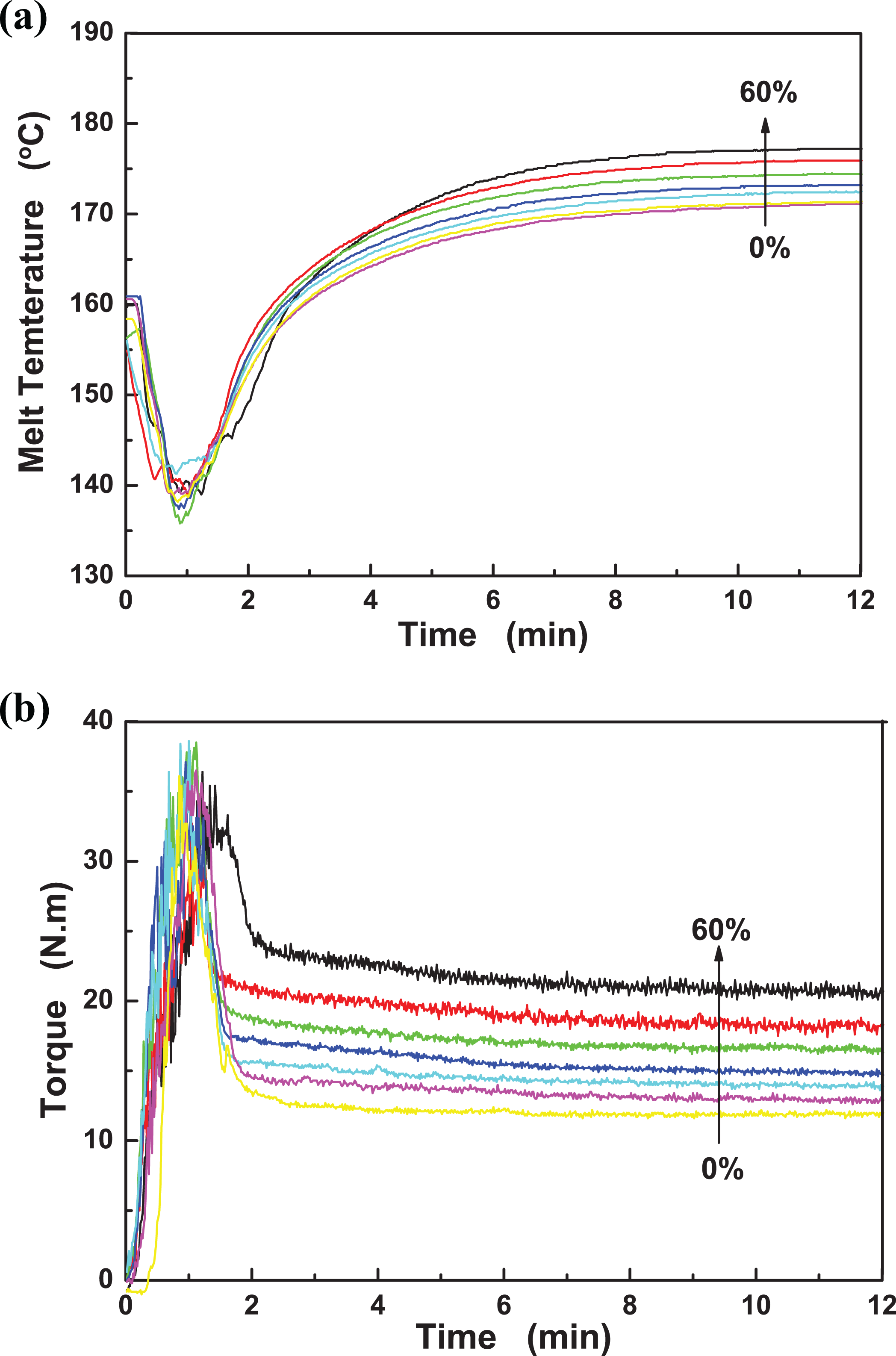
Figure 1 showed the torque curves of WPC melts. As the torque of the composite melts in steady state fluctuated with the lobed rotors rotating, the average torque value between 10 min and 12 min was taken as equilibrium torque (M a). Addition of composite granules into the preheated rheometer chamber resulted in a decrease in melt temperature from T 0 and a quick increase in torque due to the shear heating between solid granules in the initial 1.5 min (Figure 1). The granules in the chamber were warmed up and gradually melted, which is reflected by the observed increase in melt temperature and decrease in torque. After 10 min, equilibrium state was reached, and the equilibrium melt temperature (T e) and equilibrium torque (M a) were measured. T e was higher than T 0. This suggested that extra shear heating is produced during the measurement due to interphasic shear friction occurring between melts ingredient, chamber wall, and rotor. The temperature rise (ΔT) from T 0 to T e can therefore be used to estimate the shear heating during the WPCs compounding process (Figure 1). The measured M a is proportional to the viscosity of the composite melts which can thus be used to characterize the rheological behavior of WPC melts. Samples that exhibit higher M a usually have greater ΔT.
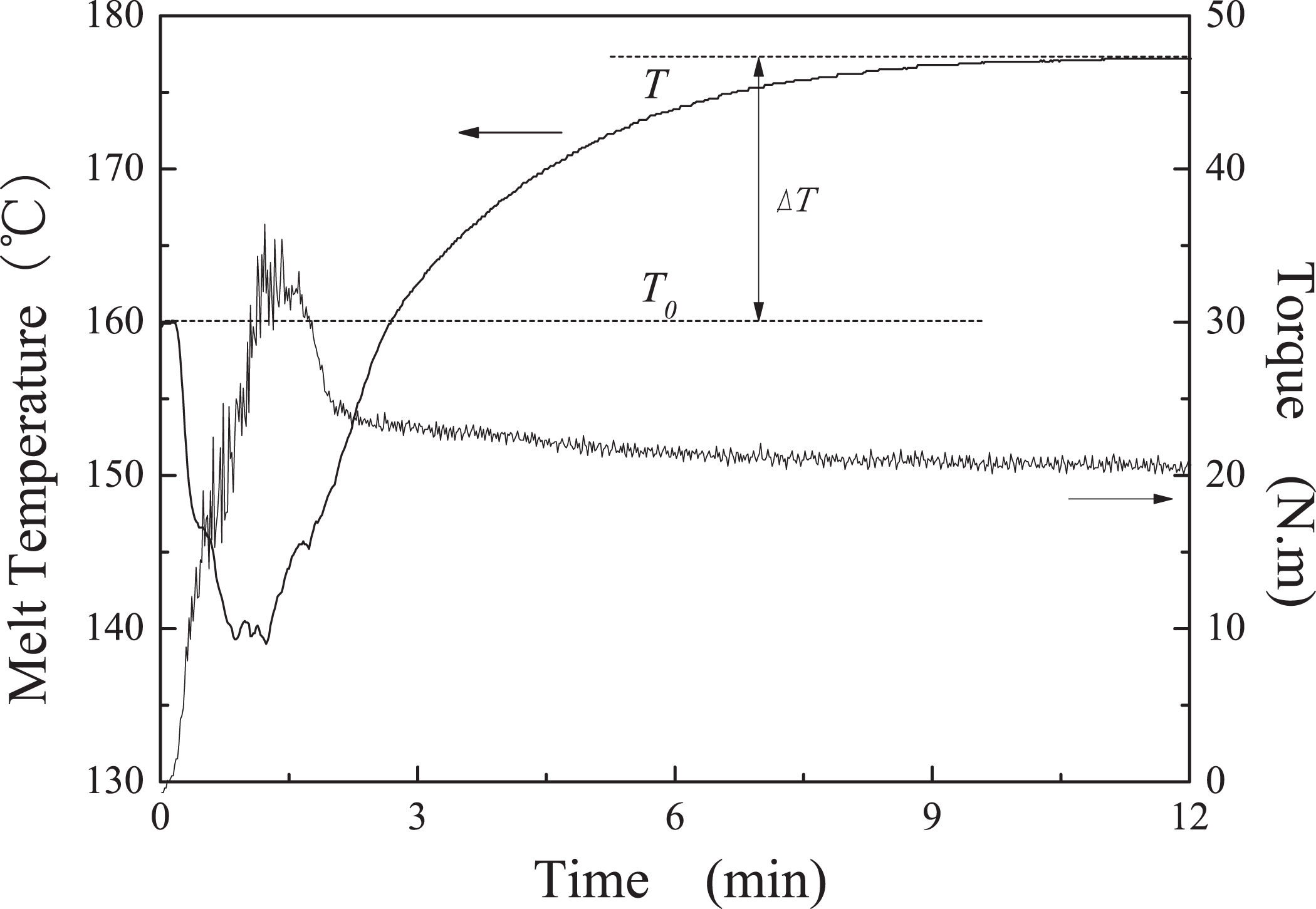
The torque curves of WPC composite melts (WH60: WF content 60%; T 0: 160°C; rotor speed: 35 r min−1). WPC: wood plastic composite; WF: wood flour.
Filling degree of mixing chamber
The RM-200A’s mixer sensor consists of a temperature-controlled mixing chamber and two rotors aligned parallel and at some distance to each other. The rotors counter-rotate at a speed ratio of 3:2, and the circles of the rotor actions are just touching each other. The cam blade rotors are designed to provide together with the established speed ratio (3:2) and optimal mixing both radially and axially. 34 Although the mixing chamber is not an airtight container, upward material entrance and a pot plunger (Figure 2(a)) can keep the mixing chamber filling up to 95% during testing, being similar to the compounding process of WPCs in a twin-screw extruder; therefore, torque rheometry enables a fundamental comprehension of filler–filler and polymer–filler interactions and energy transformation in the WPC compounding process. Since the density of WF/HDPE composite melts increases with WF content, 41,26 the 95% filling degree test was maintained by adding samples of varying weight with increasing WF content (as presented in Table 2).
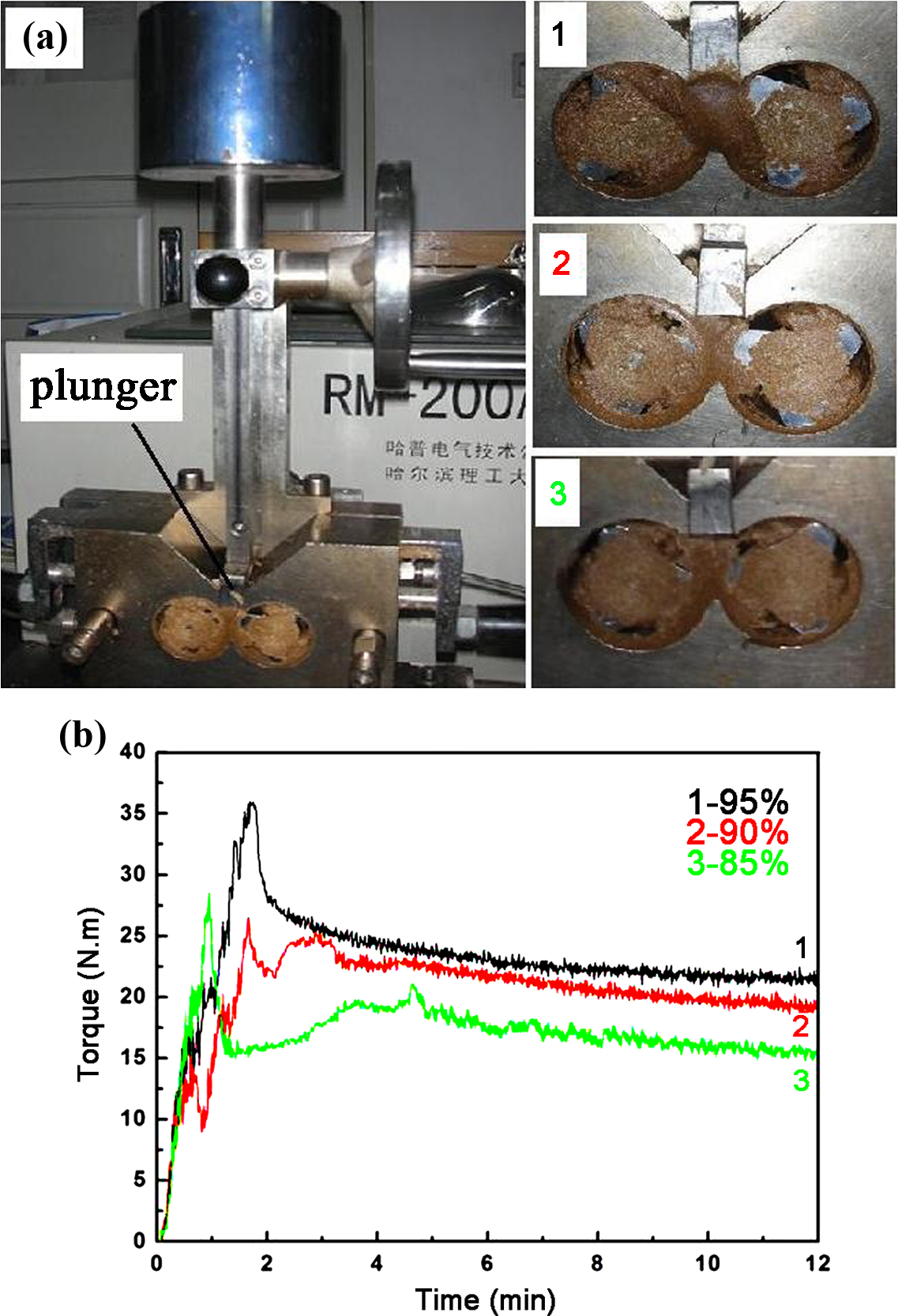
(a) Filling state of mixing chamber and (b) effects of filling degree on the torque of composite melts (WHMT60: WF content 60% with MAPE and TPW604; T 0: 160°C; rotor speed: 35 r min−1). MAPE: maleic anhydride grafted polyethylene; WF: wood flour.
Sample weight added in mixing chamber varied with WF content.

WF: wood flour.
Figure 2(a) shows the filling state of mixing chamber at different filling degrees. Figure 2(b) shows the influence of filling degree on the torque versus time curves of composite melts with 60% WF content (WHMT60). The torque increases significantly with filling degree. When the chamber was loaded to 85% or 90% filling degree, the volume of composite melts expanded with increasing T e, the torque gently decreased in steady-state regime (typically between 10 min and 12 min.). When the mixing chamber was loaded to 95% filling degree, the expanded volume of composite melts was dissipated by plunger wobbling, and the measured torque versus time curve reached a “real” steady state. Three tests of WHMT60 sample were run to verify the repeatability of torque rheometry. Figure 3 shows the three-measured torque versus time curves of WHMT60. Only a small difference in M a values exists among the three tests at steady-state regime (with M a values of 21.61, 21.57, and 21.81 N.m, respectively). The values of M a and T e measured from 95% filling degree test can be comparable among samples with the same or different WF contents.
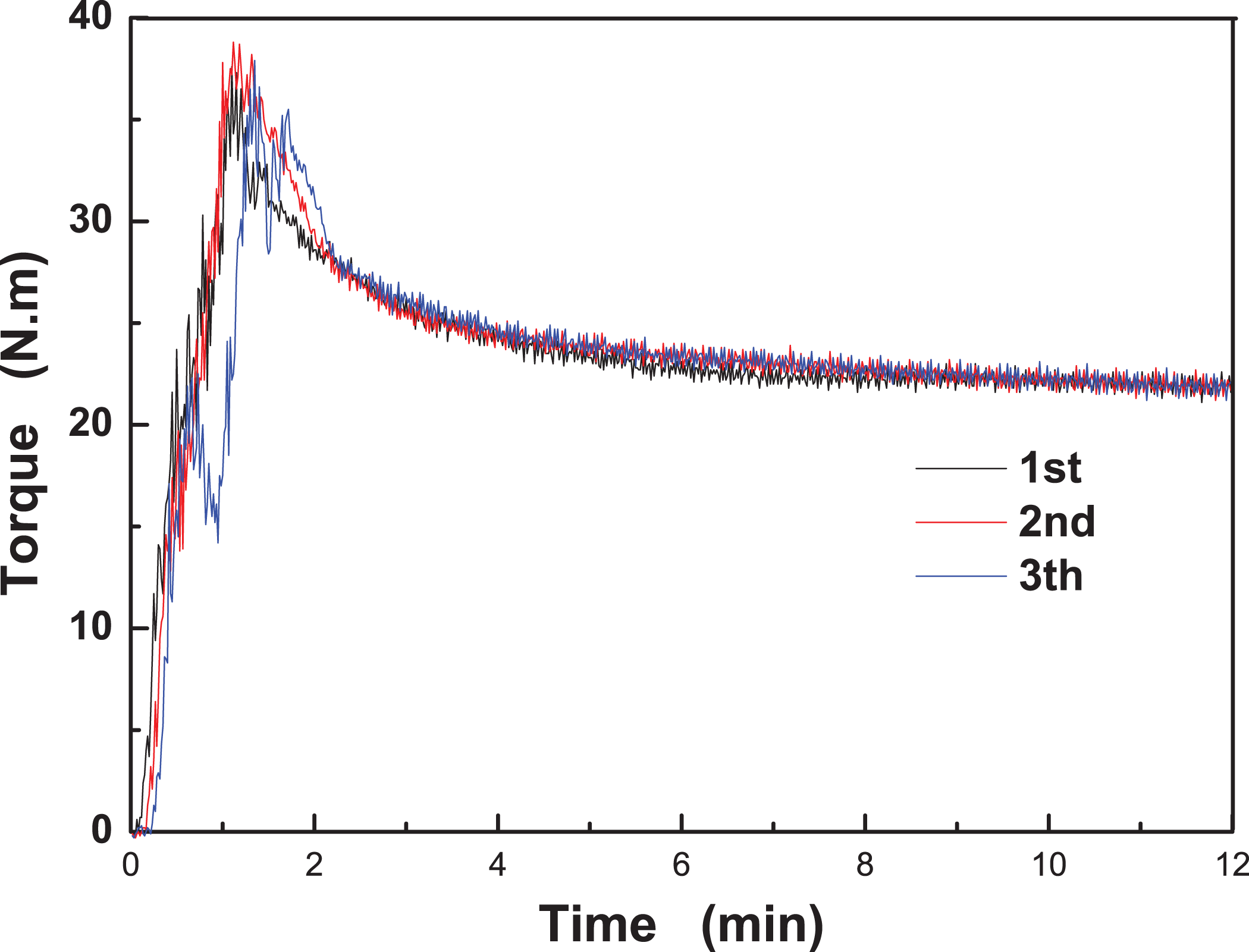
The repeatability of torque rheometry of 95% filling degree test (WHMT60: WF content 60% with MAPE and TPW604; T 0: 160°C; rotor speed: 35 r min−1). MAPE: maleic anhydride grafted polyethylene; WF: wood flour.
Effects of T 0 and rotor speed
The measured T e and M a of WPC melts in mixing chamber are highly influenced by test conditions. 34 When T 0 is set at 160°C, the measured T e value of WHMT60 melts increased with rotor speed (Table 3). The temperature rise (ΔT) increased from 15°C to 23°C as rotor speed increased from 30 r min−1 to 45 r min−1. This suggests an increase in shear heating in the test system with increasing rotor speed. While ΔT increased with rotor speed, M a did not (not shown). This may be explained by the fact that the composite melts obtain a higher T e due to shear heating at higher rotor speed. As a result, the viscosity of composite melts at higher rotor speed is lower, thus offsetting part of the increase of torque.
The measured T e and M a of composite melts at different T 0 values.
WH60: WF content 60%; T e: equilibrium melt temperature; M a: equilibrium torque.
Increasing T 0 from 150°C to 170°C resulted in a decrease in measured ΔT of WH60 composite melts from 18°C to 16°C, showing a reduced shear heating (Table 3). The reduced shear interaction in the measured system can be attributed to lower viscosity of HDPE matrix at higher temperature. The value of M a was comparable when T 0 was set at 150 and 160°C; however, there was some reduction in the measured M a when T 0 was set between 150°C and 170°C, which support the evidence of reduction in melt viscosity of HDPE matrix at higher temperature.
At a rotor speed of 35 r min−1 and T 0 of 160°C, the sample compounded by a twin-screw extruder quickly reached the real steady state with greater M a and ΔT. Therefore, the change in the rheological behavior of the composite melts can be characterized more sensitively under these conditions. The change from high to low shear conditions often has the additional benefit that the differences between similar samples become even more apparent at low as opposed to high shear conditions. 34
Effects of WF content
The WF content closely related to the processability and final product properties of WPCs 42 is a critical factor influencing the rheological behavior of the compounded melts. In this study, both T e and M a of WH series composite melts increased as WF content increased from 0% to 60% at a step of 10% (Figure 4), which is consistent with the results of the previous study. 24 The ΔT increased from 11°C to 17°C (Figure 4(a)) during non-intermeshing mixing in a torque rheometer at a rotor speed of 35 r min−1, which may be due to greater interaction among the stiff WF particles during shear mixing. This further demonstrates the production of shear heating during compounding. On the one hand, the shear heating in the WPC extrusion process may result in overheating of composite melts, leading to the degradation of the molten polymer, especially for wood cell wall polymers. On the other hand, the friction heat produced in the system can be effectively utilized to save energy during compounding in some way. Similar to the measured ΔT, the M a also exhibited an apparent increase from 12.0 N·m to 21.0 N·m with WF content increased from 0% to 60% (Figure 4(b)), which can be attributed to the increased shear friction among wood particles due to the existence of strong hydrogen bonding. The uneven distribution of wood particles in the HDPE matrix due to agglomeration can also contribute to a higher T e and M a, especially for typical extrusion formulation with WF content of 50–60 wt%.
Changes in (a) T e and (b) M a of composite melts with WF content (WH series; T 0: 160°C; rotor speed: 35 r min−1; along the arrow direction, the WF content is 0, 10, 20, 30, 40, 50, and 60%). WF: wood flour; T e: equilibrium melt temperature; M a: equilibrium torque.
Effects of MAPE and TPW604
MAPE is an effective and convenient compatibilizer in WF/HDPE composites. 42 TPW604 is a commercial lubricant designed for WPC profile extrusion. Compared to the corresponding measured result of the WH series, adding 2% TPW604 made the values of T e and M a of the WHT series composite melts decrease at all WF content levels (Figure 5(a) and (b)). This indicates that TPW604 acts as an effective lubricant and reduces the shear friction in composite melts, especially between wood particles at high WF content. This can reduce the thermo-degradation of wood cell wall polymers caused by overheating the composite melts. Adding lubricant in extrusion formulation considerably reduced the abrasion of composite melts on inside surface of the extruder barrel, increasing the service life of extruder barrels. The interfacial bonding between wood particles and HDPE matrix, however, may be negatively influenced by lubricant, as it forms a weak interfacial layer between the filler and matrix. 16,43
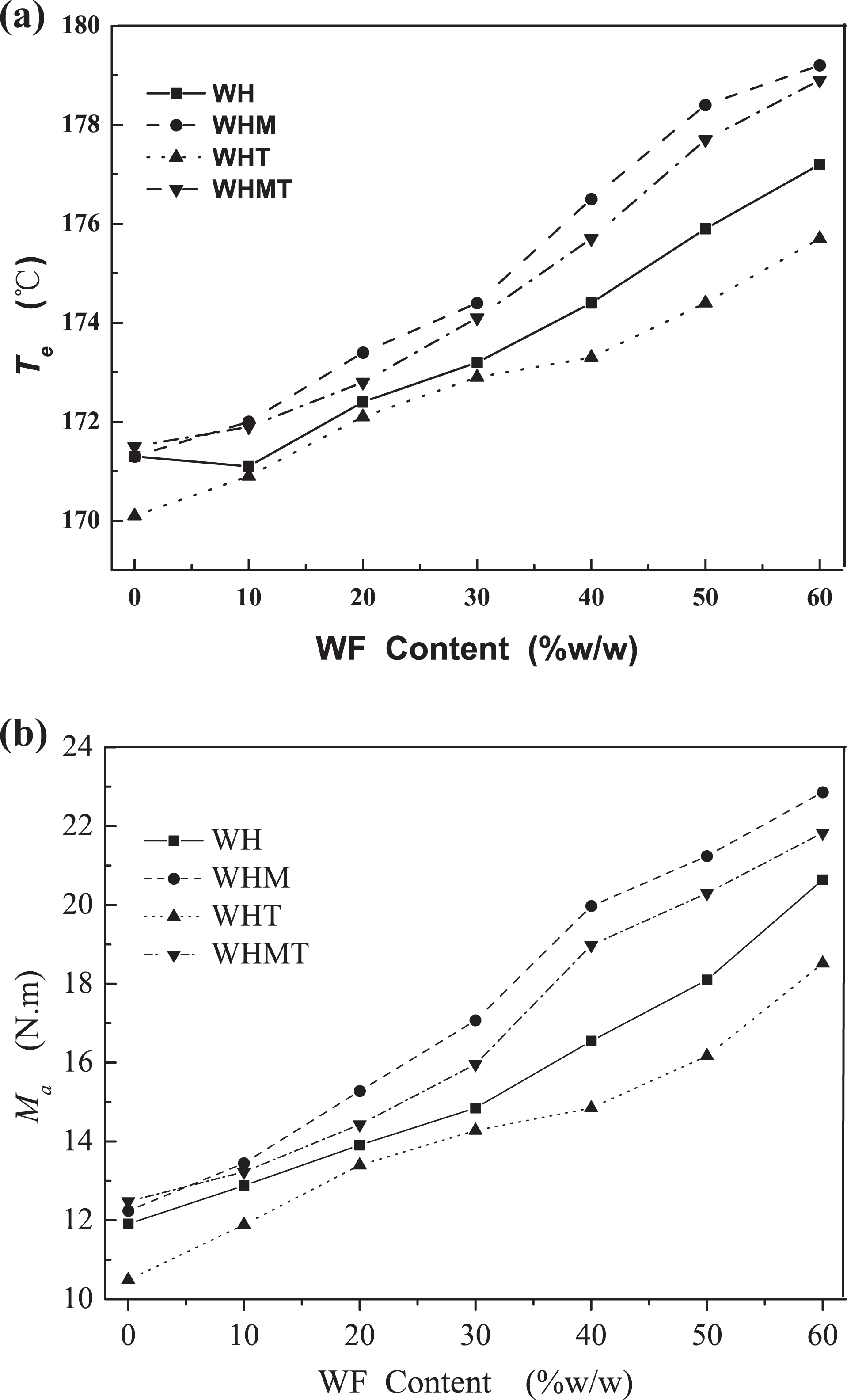
Effects of adding 2% TPW604 and/or 4% MAPE on measured (a) T e and (b) M a of composite melts varied with WF content (T 0: 160°C; rotor speed: 35 r min−1). MAPE: maleic anhydride grafted polyethylene; WF: wood flour; T e: equilibrium melt temperature; M a: equilibrium torque.
Adding 4 wt% MAPE to WH series melts, an apparent increase in both T e and M a was observed, indicating an increase in viscosity and shear heating in composite melts. This increase in both T e and M a can be explained by improved interfacial bonding between WF and HDPE matrix. MAPE is a traditional coupling agent and its anhydride group can covalently react with hydroxyl groups of the wood cell wall polymers, forming ester bonds. The polyethylene end can penetrate into and entangle with HDPE chains thereby forming physical interlocks. 17,36,37
Compared with the corresponding measured result of WHM series, the composite melts of WHMT series exhibited lower values of both T e and M a, but greater than WHT series (Figure 5(a) and (b)). This finding further confirms the coupling action of MAPE and weak interfacial effect of the lubricant. Thus, torque rheometry can be applied to evaluate the effectiveness of typical WPC additives in extruding system with high WF content.
Extrusion processability
In this study, extrusion processability of WPCs was performed at an industrial line speed between 40 cm min−1 and 45 cm min−1. The extrusion processability of a WPC formulation was assessed according to its melt pressure and appearance of extruded WPCs. Figure 6 shows the three typical appearances of extruded WPCs. Figure 6(a) shows the appearance of extruded profile with normal extrusion processability (marked with “√” in Table 4 of processability), and the melt pressure value is steady correspondingly (not shown). The steady melt pressure varied from 4.0 MPa to 7.0 MPa for different formulations with different WF contents, with and without MAPE and/or TPW604 under the extrusion processing condition in this study. Figure 6(b) and (c) shows the appearances of extruded WPCs with abnormal extrusion processability (marked with “×” in Table 4 of processability). The melt pressure is greater (>30 MPa, not shown) and steady corresponding to the sharkskin appearance of the extruded profile of Figure 6(b). The melt pressure fluctuates (Figure 7) sharply corresponding to the bamboo appearance of the extruded profile of Figure 6(c).
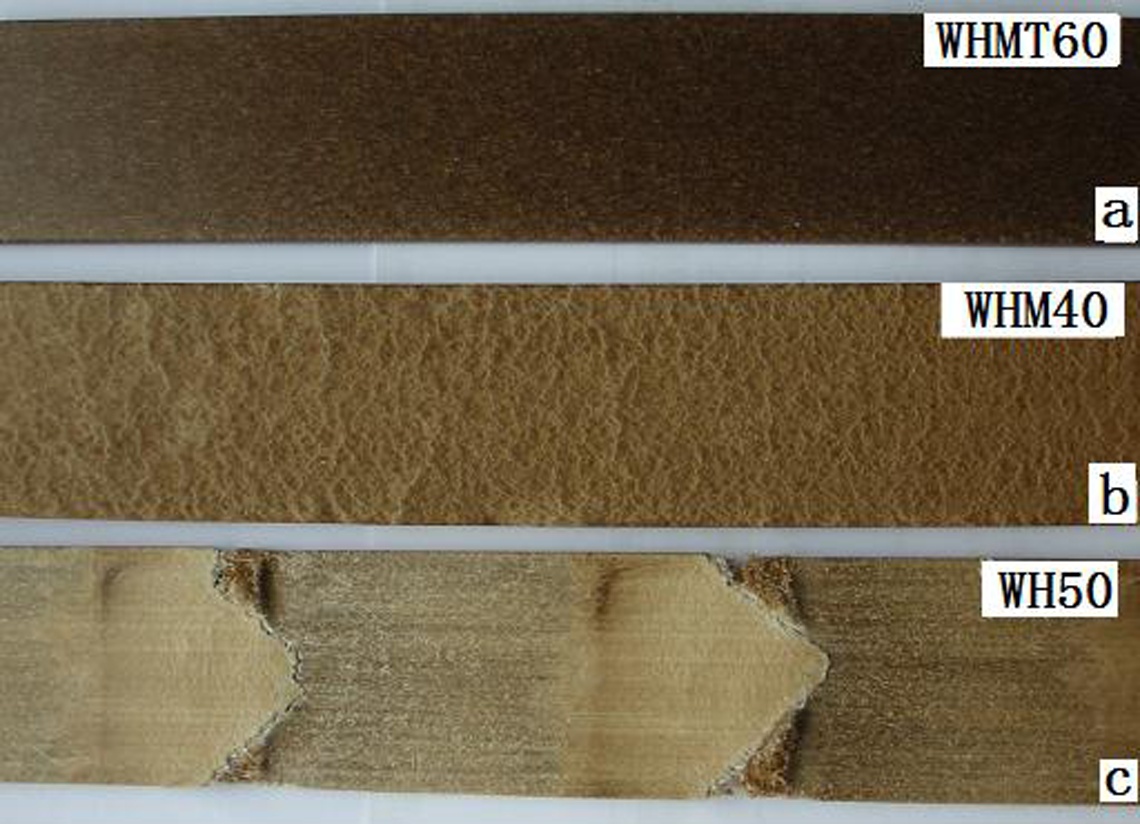
Appearances of WPC profile under typical processing status. (a) WHMT60. (b) WHM40. (c) WH50. WPC: wood plastic composite.
Extrusion processability, M a, and melt pressure values of WF/HDPE composites.
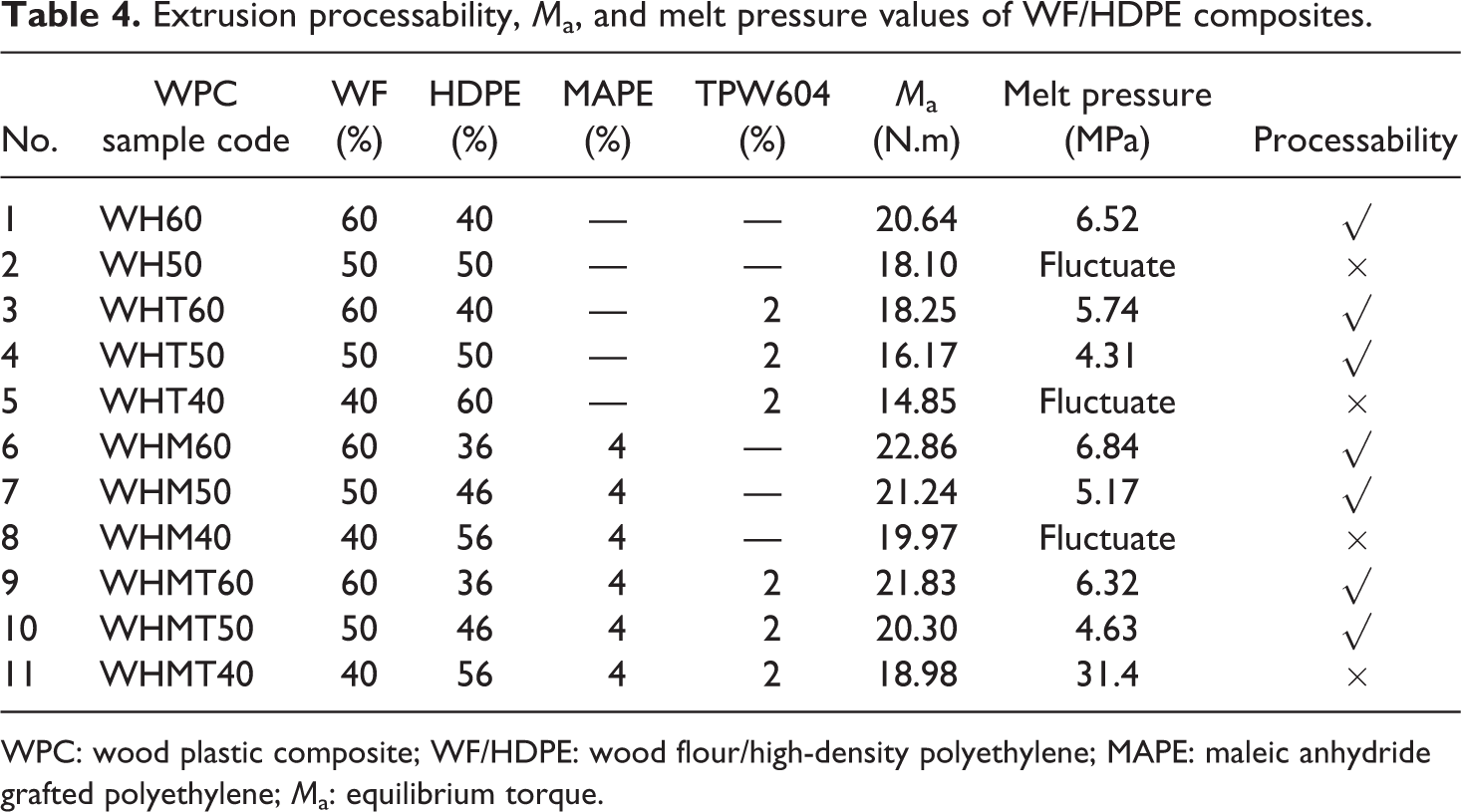
WPC: wood plastic composite; WF/HDPE: wood flour/high-density polyethylene; MAPE: maleic anhydride grafted polyethylene; M a: equilibrium torque.
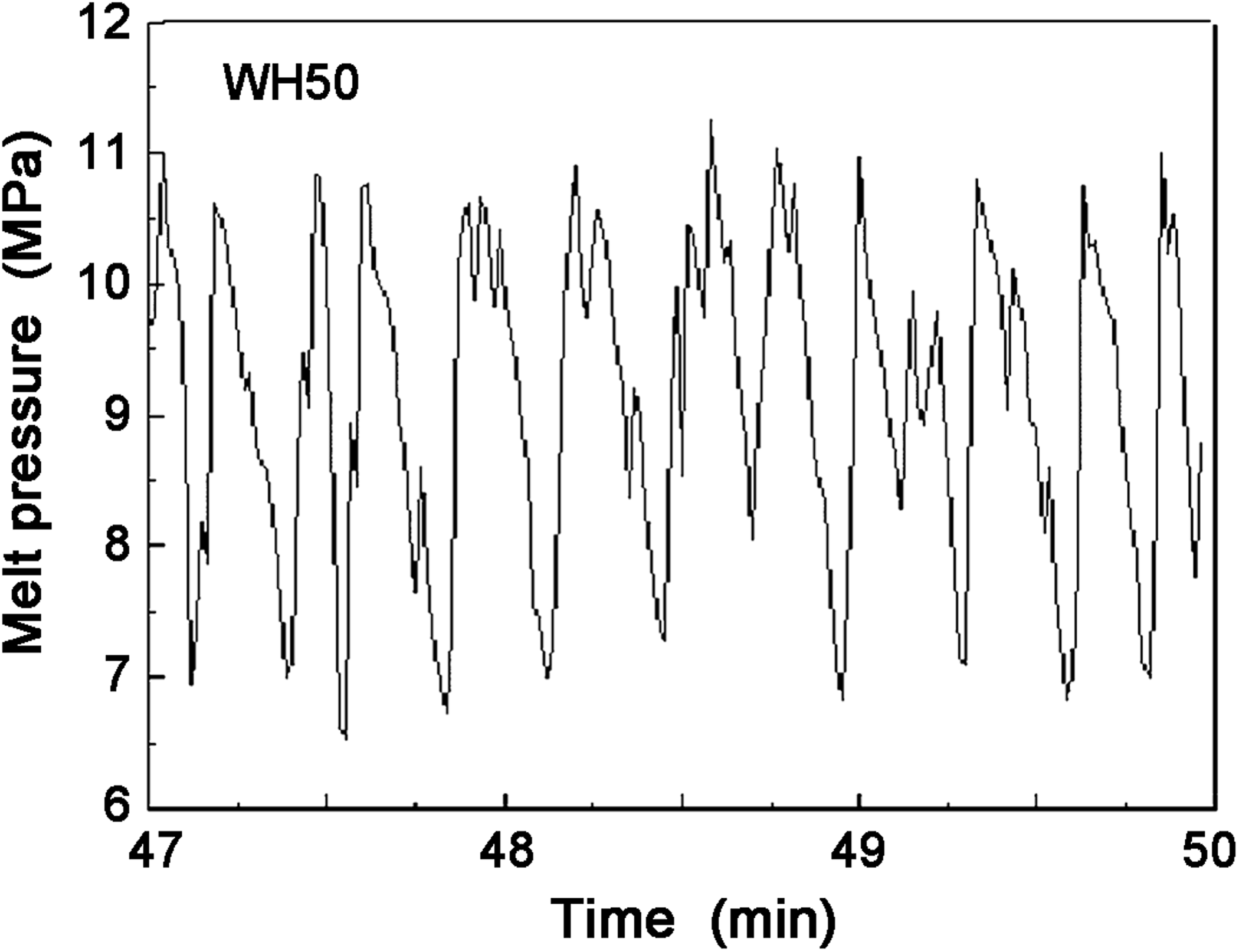
Melt pressure fluctuating in WPC extrusion processing under instable melt flow. WPC: wood plastic composite.
The extrusion processability, M a, and melt pressure values of WF/HDPE composites were investigated with different formulations and were given in Table 4. It was found that M a and melt pressure of composites increased with WF content (comparing WHT50 with WHT60, WHM50 with WHM60, and WHMT50 with WHMT60). Both M a and melt pressure decreased when 2% of lubricant TPW604 was added in (comparing WHT with WH and WHMT with WHM), and an increasing effect of adding 4% of compatibilizer MAPE was observed. Both TPW604 and MAPE can improve the extrusion processability of WPC melts. This was consistent with the results obtained by Hristov and Vlachopoulos 29 and Adhikary et al. 44 for WF/HDPE composites.
Good extrusion processability of WPC melts requires composite melts to have both enough fluidity for shaping and high melt strength for keeping the solidificating surface of extruded profile at cooling zone stable. Higher M a decreases the fluidity of composite melts, leading to higher melt pressure during extruding process, making it hard to extrude. 40 With adequate M a, composite melts exert adequate fluidity and melt strength. When shaped melts demold after solidification shrinkage at cooling zone, the extruded profile section move ahead in piston motion with melt pressure low and steady (corresponding to good appearance of extruded profile of Figure 6(a)). A lower-than-adequate M a leads to low melt strength. Although shaped melts demold normally after solidification shrinkage at cooling zone, low melt strength leads to the damage of the solidified surface of extruded profile after cooling zone, increasing melt pressure by friction with the inner surface of die. This makes melt pressure high and steady (corresponding to the sharkskin appearance of the extruded profile of Figure 6(b)). Meanwhile, lowering the extrusion speed can normalize the extrusion process in this condition. Lowering M a further leads to too low melt strength, shaped melts still demold normally after solidification shrinkage at cooling zone, but low melt strength leads to solidified surface damage of extruded profile after cooling zone, increasing melt pressure to a certain level by friction with the inner surface of die, causing melts in the middle of the extruded profile section to spout ahead. Thereafter, melt pressure sharply lower. This process cycles and makes melt pressure fluctuate (Figure 7, corresponding to the bamboo appearance of the extruded profile of Figure 6(c)).
Mechanical properties
The mechanical properties were measured using the extruded samples. The values for tensile strength, flexural strength, and impact strength are represented in Table 5. TPW604 lowered slightly the mechanical properties of composites without MAPE (comparing WH60 with WHT60). By adding TPW604, the composites exhibited a slight decrease in tensile strength of 6.2%, flexural strength of 1.9%, and impact strength of 1.4%. TPW604 lowered obviously the mechanical properties of composites with MAPE (comparing WHM60 with WHMT60). By adding TPW604, the composites exhibited an obvious decrease in tensile strength of 20.1%, flexural strength of 27.6%, and impact strength of 28.8%. This indicates that the composite of zinc stearate and other stearate soap (TPW604) provides a negative effect on the crosslinking reaction of maleic anhydride in composites with MAPE.
Mechanical properties of WF/HDPE composites with and without lubricant TPW604.
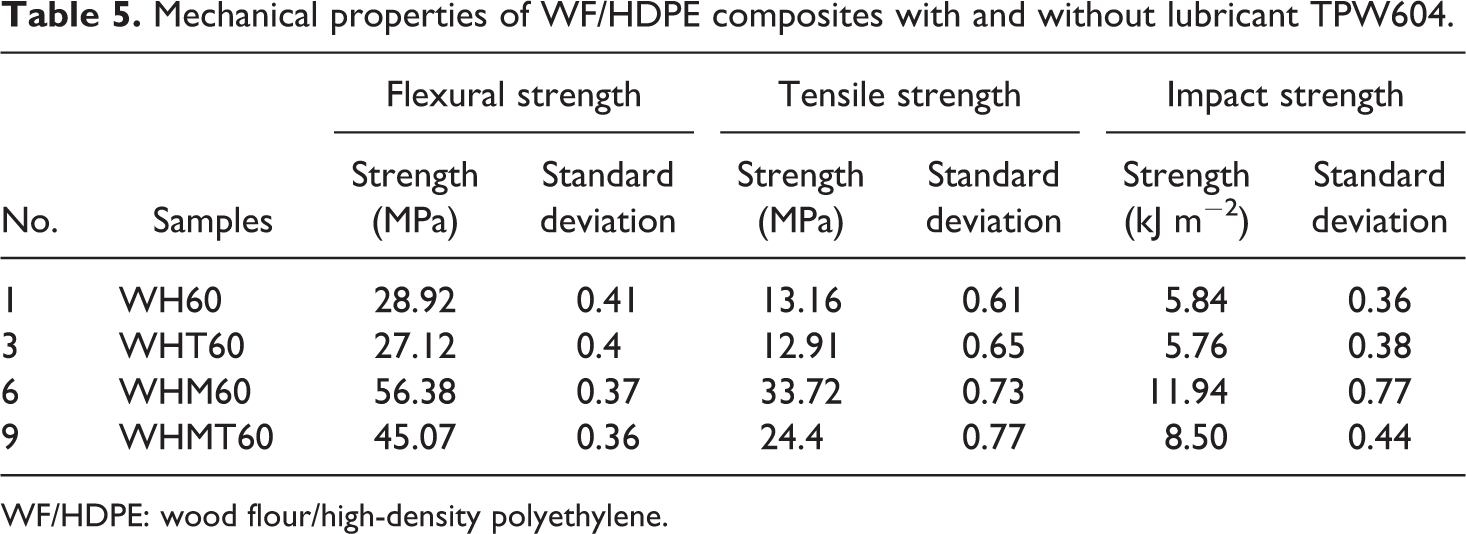
WF/HDPE: wood flour/high-density polyethylene.
Conclusions
Results of this study can be summarized as follows: Test parameters in torque rheometry, including filling degree, preset temperature (T
0), and rotor speed, were optimized for evaluating the flow performance and extrusion processability of highly filled WPC formulation. The optimized torque rheometry conditions are: filling degree: 95%, T
0: 160°C, and rotor speed: 35 r min−1. Both T
e and M
a increased with WF content. Addition of 2% lubricant TPW604 based on the total weight of WF and HDPE matrix resulted in a decrease in measured T
e and M
a, showing a reduction in shear heating in mixing chamber. An increase in measured T
e and M
a was observed after adding 4% compatibilizer MAPE. The results provide both knowledge about the compounding procedure and practical methods for evaluating the effectiveness of WPC additives Adding lubricant TPW604 and/or compatibilizer MAPE can improve the extrusion processibility of highly filled WF/HDPE melts. Both M
a value and melts temperature rise (ΔT) could be used for assessing the flow performance and extrusion processability of highly filled WPC formulation. The former was especially suitable. The composite of zinc stearate and other stearate soap (TPW604) provides a negative effect on the crosslinking reaction of maleic anhydride in composites with MAPE.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by a grant from the National Natural Science Foundation of China (contract grant no. 31270608).