
Abstract
Polymeric composites have steadily gained importance in recent years for industrial applications. The increase in use calls for a better understanding of their behavior under different working environments. Friction and wear are considered two important parameters that govern tribological behavior. In this study, the friction and wear characteristics of bamboo fiber-Polymethyl methacrylate (PMMA) and MoS2 filler in PMMA composites were experimentally investigated at varied loads and sliding velocities. From this investigation, it was found that the addition of MoS2 in PMMA composite system showed least coefficient of friction and highest wear resistance.
Introduction
Polymer and their composites are finding ever increasing usage for numerous industrial applications such as bearing materials, rollers, seals, gears, cams, wheels, and clutches. 1 Different types of polymer show different friction and wear behavior. However, neat polymer is very rarely used as bearing materials and wear resistant materials, because unmodified polymer could not satisfy the demands arising from the situations wherein a combination of good mechanical and tribological properties is required. 2 Among the wear types, abrasive wear situation encountered in vanes and gears, in pumps handling industrial fluids, sewage and abrasive-contaminated water, roll neck bearings in steel mills subjected to heat, and shock loading; chute liners abraded by coke, coal, and mineral ores; and bushes and seals in agricultural and mining equipment have received increasing attention. 3 The bidirectional fabric reinforcement offers a unique solution to the ever increasing demands on the advanced materials in terms of better performance and ease in processing. 4
On account of their high specific strength and modulus, ease of fabrication, and the facility for tailoring in component design, bamboo/Polymethyl methacrylate (PMMA) composite laminates have been accepted by the aircraft and aerospace industries. Once the composites are adopted for structural components, it is inevitable that the components are subjected to a dynamic environment. Among these, fatigue and impact are the two major dynamic loadings that challenge structural materials.
Unlike that in metallic materials, fatigue damage in polymeric composites is more complicated. The mechanisms of fatigue failure involve matrix cracking, interface debonding, delamination, and fiber fracture. Although damage may appear very early during fatigue testing, the composites can last for very long periods before fracture takes place. Many studies have been reported regarding this topic, but clear design criteria have not yet been established. When composites are accepted for structural components in the aerospace industry, unexpected impacts may occur. A bullet in ballistic impact can penetrate the materials and bird strike takes place at higher speeds. Such impact loads may result in very serious damage. On the other hand, dropped tools or runway debris impacts occur at relatively low velocity which may also cause damage. Damage produced by impact may be serious, especially if composites are subjected to compression loading. Efforts have been devoted to investigate the variation of mechanical properties of impacted composites. 5 –9
Among these, composites and fiber-reinforced polymeric materials are the most attractive because of their abundant usage in mechanical components such as gears, cams, wheels, impellers, brakes, seals, bushes, and bearings. 10 The other aspect that is advantageous is their resistance to contact wear; apart from their stability at higher loads and moderate temperatures, they possess better lubrication characteristics. 11,12 One of the commonly used composites is bamboo-reinforced PMMA-based polymer material, since it possesses better mechanical and thermal properties. 13,14
Wear is defined as damage to a solid surface, generally involving progressive loss of material, due to relative motion between that surface and contacting substance or substances. 15 Abrasive wear is the most important among all the forms of wear because it contributes almost 64% of the total cost of wear. 16 Abrasive wear is caused due to hard particles or hard protuberances that are forced against and move along a solid surface. In two-body abrasion, wear is caused by hard protuberances on one surface which can only slide over the other.
The need for the use of newer materials to combat wear situations has resulted in the emergence of polymer-based composite materials. Fiber-reinforced polymeric composites are the most rapidly growing class of materials, due to their good combination of high specific strength and modulus. They are widely used for variety of engineering applications. The importance of tribological properties convinced many researchers to study the wear behavior and to improve the wear resistance of polymeric composites.
For fiber-reinforced polymer matrix composites, the process of material removal in abrasive wear process involves four different mechanisms, such as microploughing, microcutting, microfatigue, and microcracking. The modification of tribological behavior of fiber-reinforced polymers by the addition of filler material has been reported to be quite encouraging. Most studies on the influence of filler material, in the case of polymer composites sliding against metallic counter faces, have reported on the reduction of wear rate and coefficient of friction. In addition to the higher mechanical strength obtained due to the addition of fillers in polymeric composites, there is direct cost reduction due to the less consumption of resin material.
Experimental
Materials preparation process
Bamboo fibers were treated with 10 wt% of EMDI, PF, or Koralan each and with 1 wt% of Hydrowax, taking into account the respective solid contents of the liquids. Due to the small amounts of liquid to be applied to the fibers, the liquids were diluted with 200 ml of water and could then be evenly distributed on the fibers using an airbrush gun. During the spraying, the fibers were spread on a fine-meshed sieve. Another sieve was placed on top of the fiber layer to keep the fibers in place while the liquids were sprayed on. The spraying was performed in multiple steps with the fibers being turned over manually several times to achieve even distribution. Following treatment, bamboo fibers were dried in a drying oven at 103°C to a remaining wood moisture content of 3–5%.
Dry-hand lay-up technique is employed to produce the composites. The stacking procedure consists of placing the fabric one above the other with the resin mix well spread between the fabrics.
To ensure uniform thickness of the sample, a spacer of 3 mm size is used. The mold plates have a release agent smeared on them. The whole assembly is pressed in a hydraulic press (0.5 MPa) and allowed to cure for a day. To prepare the MoS2-filled bamboo fiber/PMMA composites, 300 mesh, 99.9 purity, MoS2 powder (average particle size of about 80 mm) is mixed with a known weighed quantity of PMMA resin.
The counter surface roughness is 0.84 mm. Prior to testing, the test samples were rubbed against a 600 grade silicon carbide paper to ensure proper contact with the counter surface.
Results and discussions
Experimental data on the friction and wear of MoS2-filled bamboo fiber/PMMA and plain bamboo fiber/PMMA composite samples under various loads and sliding velocities are shown in Figures 1 and 2. It is seen from Figures 1 and 2 that there is a strong interdependence between the friction coefficient and wear irrespective of the loads and sliding velocities employed.
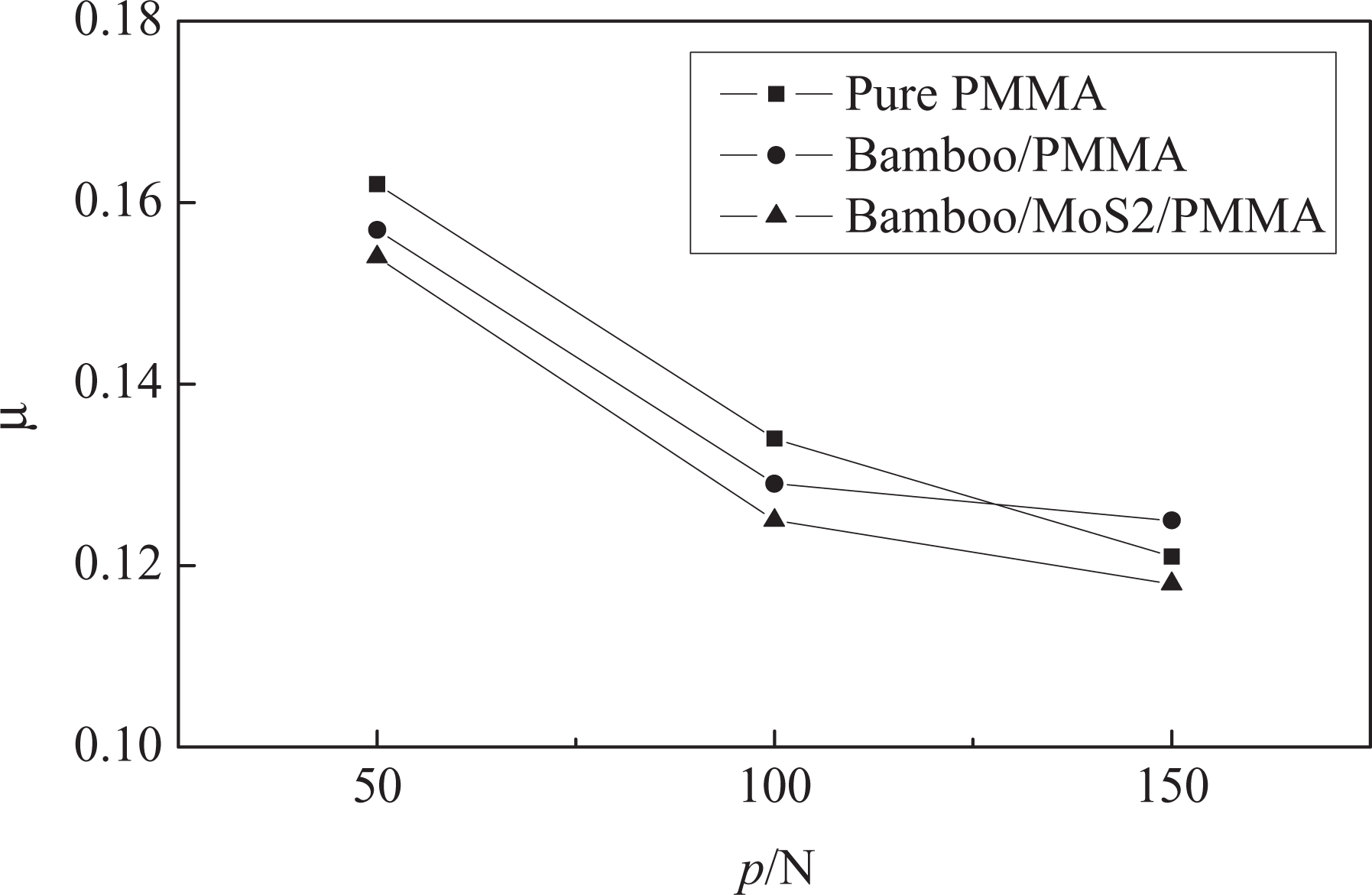
Variations of friction coefficients with sliding speed for the composites under dry sliding condition.
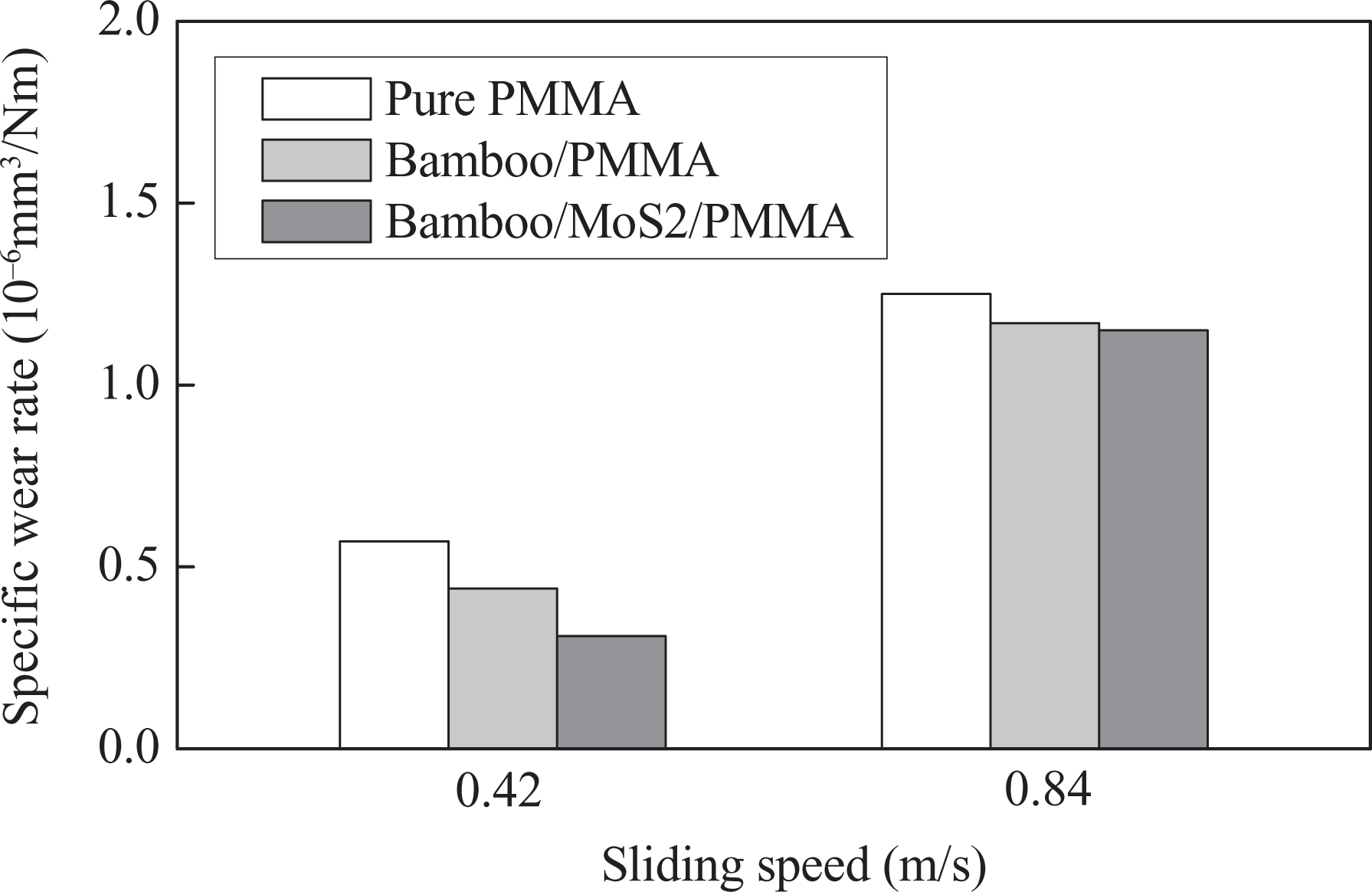
Variations of specific wear rate with sliding speed for the composites under dry sliding condition.
The variation in coefficient of friction with varying sliding velocity/load for MoS2-filled bamboo fiber/PMMA and plain bamboo fiber/PMMA composites is shown in Figure 1. For the MoS2-filled bamboo fiber/PMMA composites, a decreasing trend in the coefficient of friction is seen with an increase in sliding load, which is attributed to the breakage of reinforcement of glass fibers. And the coefficients of friction of MoS2-filled bamboo fiber/PMMA composites are lower than that of plain bamboo fiber/PMMA composites. This is attributed to the inclusion of MoS2 filler in the bamboo fiber/PMMA composite which acts as a solid lubricant. The addition of bamboo fiber decreases the friction coefficient of pure PMMA.
The effect of sliding velocity on the wear loss pertaining to MoS2-filled bamboo fiber/PMMA and plain bamboo fiber/PMMA composites is shown in Figure 2. It is observed that the wear loss increases with increase in velocity irrespective of the load employed. But it is observed that the wear loss of a MoS2-filled bamboo fiber/PMMA composite system is lower compared to plain bamboo fiber/PMMA composite samples. The results reveal that the wear loss is higher at higher sliding velocity both for MoS2-filled bamboo fiber/PMMA and plain bamboo fiber/PMMA composite systems. However, the magnitudes of wear loss values are very much less in MoS2-filled bamboo fiber/PMMA samples compared to plain bamboo fiber/PMMA samples. Because of the MoS2 filler in bamboo fiber/PMMA composite, which acts as a solid lubricant, the increase in temperature is prevented. For this reason, the wear loss is less.
During sliding, the hard asperities present at the sliding interface cause cyclic impact at the microlevel. This increases with increase in sliding velocity. For the plain bamboo fiber/PMMA sample, the fiber is easy to result in increased exposure of the reinforcement of fibers to the counter surface. This results in increased fiber fracture due to frictional thrust. The scanning electron microscopy (SEM) pictures shown in Figure 3 support this finding.
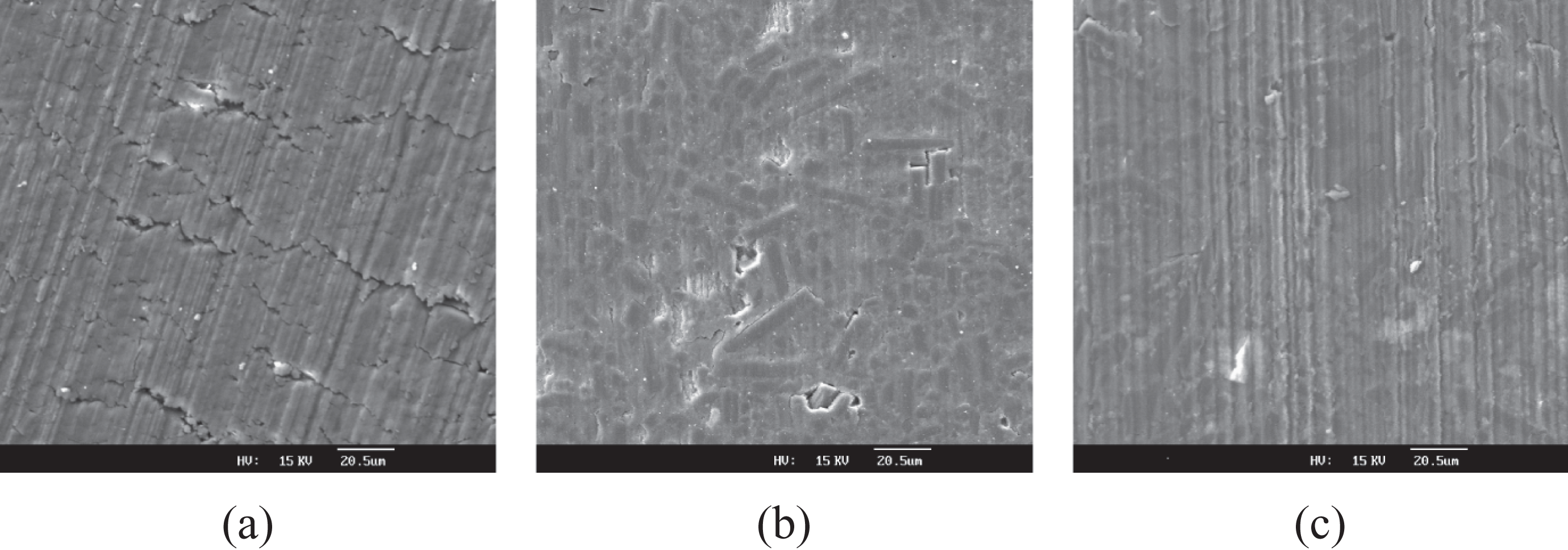
Images (SEM) of fractured surface of prepared composites under load of 100 N. (a) PMMA. (b) Bamboo fiber/PMMA. (c) Bamboo fiber/MoS2/PMMA. SEM: scanning electron microscopy.
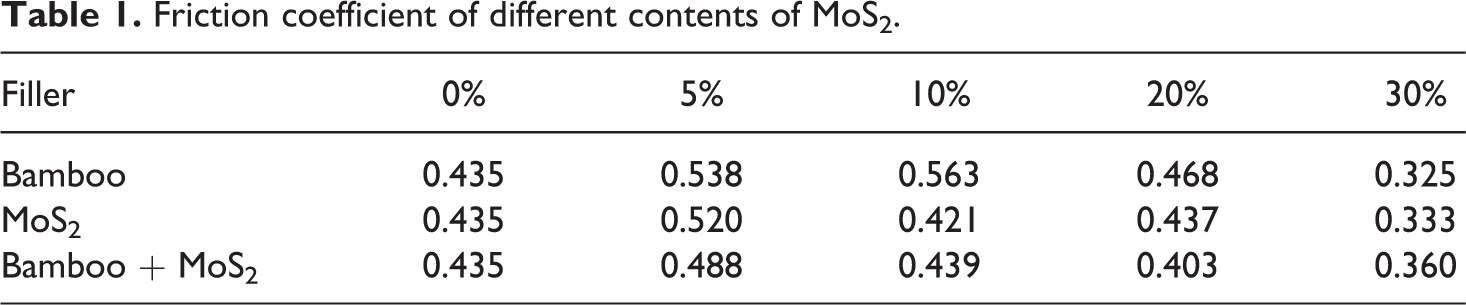
Table 1 shows the data of coefficient of friction and wear rate of the composites. In the process of friction test, the matrix in the composites was dragged out by the metal ball. The glass fiber in the composites appeared gradually and shared partial pressure, and the actual area of contact decreased. So the coefficient of friction of the composite was reduced with the increasing of bamboo fiber content. It will be explained further in the analysis of worn mechanism of the composite according to SEM photos.
Friction coefficient of different contents of MoS2.
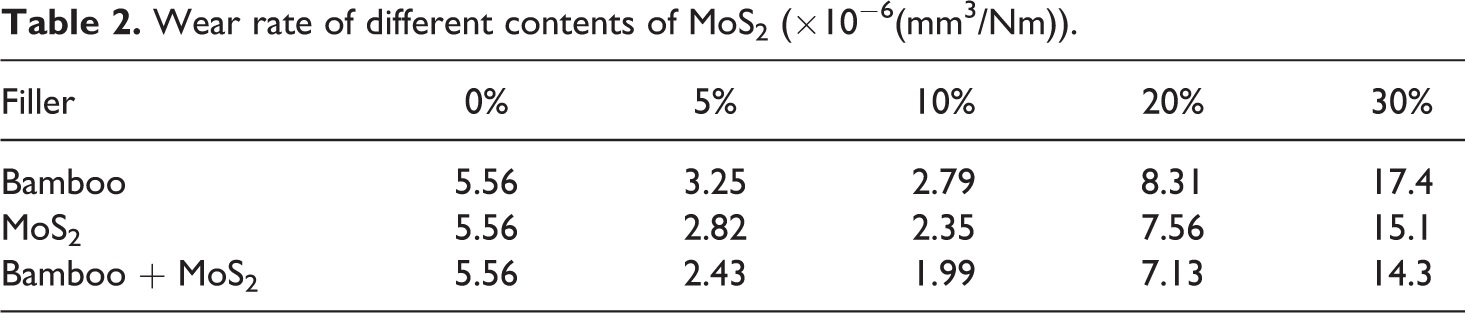
Wear rate of the composites under different loads is shown in Table 2. Wear rate values of the composites decreased with increasing of bamboo fiber content. The mechanical properties of the composites were improved by bamboo fiber, and the actual area of contact decreased in the process of friction. Adhesion and deformation of the composites were reduced. So the wear rate values decreased. Furthermore, heat conduction and heat stability of the composites were improved with increasing of bamboo fiber content, which made the resistance to abrasion better. And it can be seen that nanometer MoS2 particles as fillers in PMMA do change the friction coefficient and wear of the filled composites simultaneously.
Wear rate of different contents of MoS2 (×10− 6(mm3/Nm)).
The SEM photographs of selected combinations of MoS2-filled bamboo fiber/PMMA and plain bamboo fiber/PMMA test samples subjected to slide wear are shown in Figure 3. In all these cases, the sliding run time is kept at 2 h. The slide wear data in respect of select samples are discussed based on SEM features. Thus, Figure 3(b) shows the features of a worn surface in the plain bamboo fiber/PMMA at a load of 100 N and 0.42 m/s, where there is less debris formation; matrix cracking and random distribution of MoS2 particles are seen. On the other hand, it shows increased debris formation, fiber–matrix debonding, more breakage of fibers of smaller size, and cleavage-type fiber fracture. These features support the wear data.
There is evidence of matrix removal and deep furrows in the direction of abrasion due to the ploughing action of sharp abrasive particles (Figure 3(b)). In this figure, the brittle fracture of the matrix, more debris, and few broken fibers due to the cutting action of the abrasives are noticed. The PMMA matrix is heavily damaged by ploughing and cutting action by the counterface. The damage to the fiber is also severe and the fiber failure initiates with microcracking and then breaking, finally removal of fibers. Figure 3(c) shows additionally the stepped appearance of bamboo fibers as well as fiber–matrix debonding and inclined end fracture of fibers. Overall, surface topography indicated more fiber pulverization, more fiber breakage, and more fiber–matrix debonding. In the case of MoS2-reinforced composites, a general and dominant feature observed on the surfaces was the generation of cracks in the direction normal to the abrading direction.
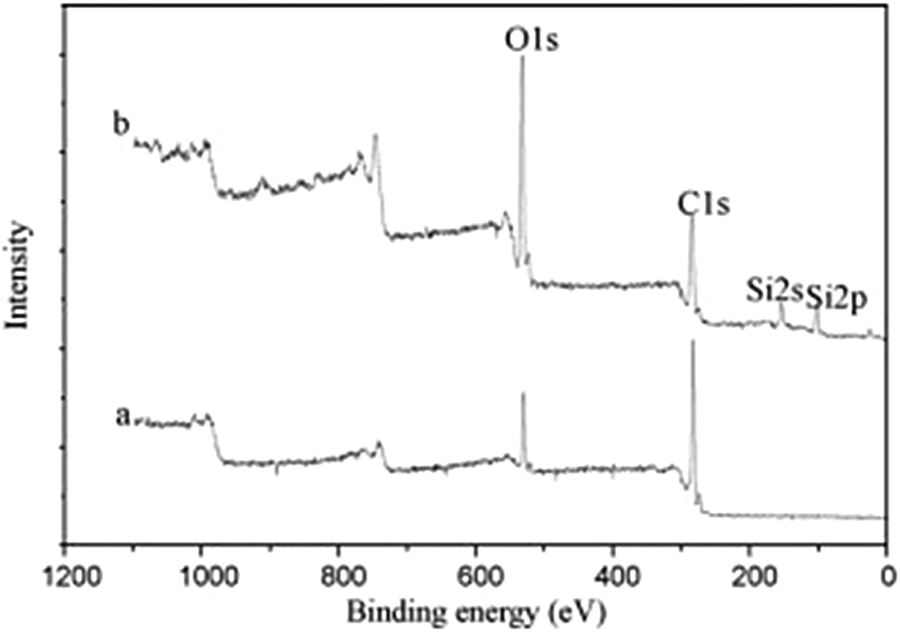
The overall XPS spectra of different samples are shown in Figure 4. There are remarkable differences between the untreated and treated bamboo fiber. A considerable amount of Si could be found by Si 1s peak at approximately 152 eV and Si 2p peak at approximately 103.4 eV. It can be found that the surface C concentration decreased after the deposition of silicon dioxide (SiO2), while the surface O concentration increased from 21.6% to 44.3%. The above analysis indicated that the surface treatment changed the chemical composition of the fiber surface and introduced the SiO2 groups. This enhanced the wettability of the bamboo fibers with the PMMA matrix. Better wetting can improve the adhesive bonding strength by increasing the thermodynamic work of adhesion or by reducing the number of interfacial defects after a more intimate contact. The transition area formed between the fiber and matrix can transmit load and prevent the propagation of crack, and hence to improve the adhesion between the bamboo fiber and the PMMA matrix, which played an important role on the tribological properties of bamboo fiber-reinforced polymer composite. The XPS spectra show distinct carbon (C1s 285 eV) and oxygen peaks (O1s 530 eV), representing the major constituents of the bamboo fibers. On the spectrum decomposition of C1s, we notice a small peak around 292 eV. Generally, this peak is assigned to C. As no peak appears at 688 eV on the wide spectra, the peak is attributed to the latter. This species could result from pollution or is inherent to fiber. XPS C1s and O1s spectra are composed of four and three main peaks: C–C or C–H at 284.5 eV, C–OH at 286.2 eV, O–C=O and C=O at 287.69 eV, O–C=O at 289 eV; and O=C at 531.5 eV, O–H at 532.5 eV, and H–O at 533 eV, respectively. The surface areas of peaks related to C=O, C–OH, and O–C=O were increased by the treatment whereas signals –C–C and C–H decreased.
The C1s peaks of bamboo fibers.
Conclusions
MoS2-filled bamboo fiber/PMMA composites show higher resistance to slide wear compared to plain bamboo fiber/PMMA composites. The addition of MoS2 content in a bamboo fiber/PMMA composite sample shows better wear resistance over plain bamboo fiber/PMMA composite system. The reduction in coefficient of friction as a consequence of MoS2 acting as a solid lubricant is responsible for such a trend. Increased wear resistance and reduced coefficient of friction are positive traits which take the composite suitable for bearing application.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.