
Abstract
Sugar cane bagasse (SCB) is one of the abundant and available natural fibres in many countries as a by-product from sugar cane mills after an extraction of sugar. Attempts have been made to convert this by-product into useful eco-friendly cement-bonded composites and polymer composites, which can be used for various internal and external applications in buildings. Some researchers extracted cellulose from SCB and incorporated it in different polymeric matrices. The investigations included optimization of parameters and chemical treatments such as bagasse content or coupling agents for a production of effective composites. The influence of different parameters on the setting of the composite material such as botanical components of the fibre, thermal or chemical treatment of the fibre and bagasse fibre content have shown enhancement in properties. The recent work cited in this review suggests that SCB can be used to prepare fibre-reinforced polymer composites for commercial use. Furthermore, there seems to be a little research done on the application of SCB nanocellulose–polymer composites. In fact, this review discusses the current state of SCB as filler in polymer composites with citation of the latest research. It furthermore exposes more research options for SCB and its ash.
Introduction
Increasing attention in most studies recently is on natural fibres with a view to conserve energy and protect environment. The addition of materials made from natural fibres is promising to be cost-effective in the recent past particularly in which agro-waste was considered. Natural fibres of residues from agro-waste such as rice husk, banana and coconut coir are one of the dominants in the literature for industrial application in polymer composites community. 1 –3 Some of the potential applications of natural fibre–reinforced composites in automotive industry include door and instrument panels, package trays, glove boxes, arm rest and seat back. 4 One of the interesting natural fibres is sugar cane bagasse (SCB), which is the residue left after the crushing of sugar cane for extraction of juice. It consists mainly of cellulose, hemicellulose and lignin which networked to give the bulk strength. 5 The bulk of bagasse consists of a hard fibrous substance called rind while inside is a soft material called pith. 6 The pith contains small fibres and the majority of the sucrose, while the rind contains longer and finer fibre arranged randomly throughout the stem and bound together by lignin and hemicellulose. It is reported that the fibres are often located adjacent to the inner wall of the rind particle. 7,8 SCB is available in many countries as a by-product and has been mostly used as fuel or disposed of for an incineration. The main attraction of raw SCB materials for alcohol production is carbohydrate content which is already in the fermentable, simple sugar form and that they also produce their own source of fuel for processing in the form of bagasse. In Guadeloupe (The French West Indies), the principal use of bagasse is as a combustible material for energy supply in sugar cane factories as in thermal power station, but in many other countries such as Egypt and Cuba, it is used in pulp and paper industries and for fibre board materials. Its major portion is normally used for generating steam, raw material in paper industries and as reinforcement material for polymer composites. The world production of sugar bagasse was recently recorded at 1.7 × 103 million tons per year. Records indicated that Brazil has been the largest producer of SCB since 1975 and registered 175 million tons in 2011. 9 Africa, Zimbabwe, Kenya, Egypt, Zaire, Zambia, Sudan, Swaziland and Mauritius are among the countries which showed a potential to produce SCB, which is apparently used mainly for the production of fuel. Some countries like Republic of South Africa also have potential to produce sugar bagasse; however, the residue is allegedly underexploited as compared to the world. For instance, the country dependent on coal-derived ethanol which is approximately 400 Ml/year, while production of ethanol from natural gas is about 140 Ml/year despite the global environment concerns. Meanwhile, there is a need to develop the energy sector in the world and locally and perhaps more attention should be on sectors which have shown a development in terms of maximizing application of SCB. For instance, there are researchers who have shown a capability of this by-product into useful eco-friendly cement-bonded composites, which can be used for various internal and external applications for buildings. 10,11 Apart from cement composites, current researchers from the polymer science community indicated a possibility of reinforcing different polymer matrices by SCB at a micro-, macro- or nanoscale for broadening polymer composites applications. 12,13 Some authors used different sizes of extracted cellulose from the bagasse and incorporated it in polymer matrices. 14
SCB cement composites
Sugar cane fibre (SCF)-reinforced cement composites have been studied for the improvement of the characteristics of building material. The building industry has the maximum potential for the utilization of these materials through their conversion into various kinds of building panels and blocks, as they provide a low-cost source of reinforcing materials for cementitious composite products. Precedent studies conclude that SCF can be used for the production of cement-bonded composite materials and show high levels of performance in the presence of moisture and alternate wetting and drying cycles and therefore can be recommended for both internal and external applications in buildings. 10 SCF can be used as convenient materials for cement matrix reinforcement. Taking into account the fibre mechanical properties, with a suitable mix design, it is possible to develop a material with appropriate properties for building purposes. The advantage of the fibre-reinforced cement composites lies in the improvement of mechanical 8,15 and thermal properties 16 and in the reasonable cost. 17 However, the wide use of these materials is hampered by their low thermal stability. Regardless, lot of researchers have shown interest in SCF–cement composites and obtained beneficial results 8,18,19 as summarized in Table 1.
Properties of bagasse–cement composites obtained from different studies.
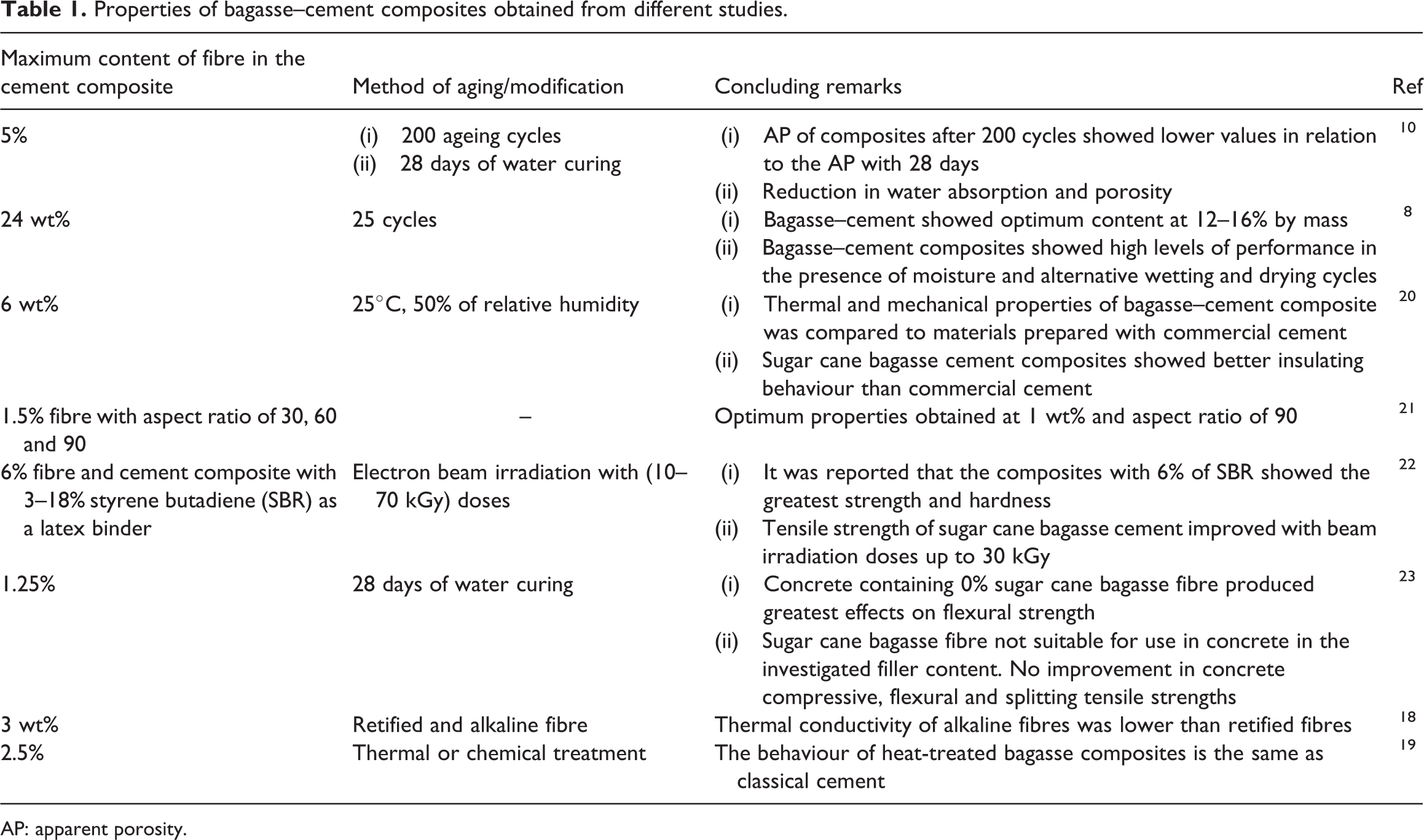
AP: apparent porosity.
Onésippe et al. 18 studied the thermal properties of cement composites reinforced with vegetable bagasse fibres (1.5% and 3 wt%). Thermal properties have been correlated to macroscopic density and porosity in order to estimate thermal conductivity of fibres using a calculation inspired from the Maxwell–Eucken modelling. Experimental investigations reveal that adding retified bagasse fibres reduces the thermal conductivity of composites and yields a weaker specific heat in comparison with composites made with alkaline bagasse fibres. Moreover, the more the fibre, the lighter the specimen; lower the thermal conductivity, lower the specific heat. Thermal conductivity of alkaline fibres is lower than the retified fibres. A low thermal conductivity and a low specific heat are required to have a good thermal insulation of buildings.
Other researchers conducted the similar study 11,19 ; however, the components were mechanically mixed and homogenized in adiabatic bottle. The former investigated the influence of botanical components, thermal or chemical treatment of the fibre, bagasse fibre content and added water percentage. 11 The study showed a retarding effect of lignin on the setting of the composite, and for small amount of heat-treated bagasse (200°C), the behaviour of the composite was closely the same as the classical cement or cellulose/cement composite. Contrary to raw bagasse, bagasse which is heat treated at 200°C seems to lead to a vegetal fibre/cement composite having a similar behaviour compared with that of the classical cement. Thermogravimetric analysis (TGA) results of the samples indicated that the bagasse/cement composites obtained were thermally stable from room temperature to nearly 450°C. The latter gave insight into the effect of combining silane treatment of unpyrolysed and pyrolysed SCB fibres with an alkyltrialkoxysilane. 19 Pyrolysis reduced the hemicellulose and extractive content of fibres and led to an increase in porosity of 6%.
Silane grafted onto the fibre surface changed the morphology of the fibres by causing the swelling of the bagasse fibres and increased fibre dimensions and porosity. Silane treatment also decreased water adsorption by the fibres. Silane coatings were evidently good candidates for improving the fibre–matrix interface stability and they enhanced cement adhesion onto the fibres. This was evident by the little fibre pull outs on fractured surface. After pyrolysis, silane grafting seemed to be less extensive. The combination of pyrolysis and silane treatments creates a lower porosity than the corresponding silane treatment alone. Dimensional changes were not influenced by additional pyrolysis. The only important modification was the hydrophilic character of the fibres, which strongly decreased with the cumulative contribution of both pyrolysis and silane treatments.
Aggarwal 8 investigated the optimization of bagasse content, casting pressure and remoulding time for the production of bagasse–cement composites. The results obtained indicated that the developed composites matched most of the requirements of various standards on cement-bonded particle boards and had high levels of performance even in moist conditions. Given that, the authors concluded that in countries where bagasse is substantially available, it could be used for the production of cement-bonded building materials.
Some researchers studied an effect of SCB loadings on extruded cementitious composite, which resulted in high-density matrix and fibre packing, low permeability and fibre–matrix bond strengthening. 10 That process was also compatible with the use of vegetable fibres as raw materials in the production of cost-effective construction elements such as ceiling panels. Composites were prepared using a laboratory Auger extruder with a vacuum chamber and were tested after 28 days of water curing and after 200 accelerated ageing cycles. The modulus of rupture presented similar values between the levels of reinforcement at 28 days of cure and after 200 cycles, but with 28 days of cure increased on the water absorption due to the incorporation of large amounts of SCB that apparently caused defects in its microstructure and affected the packaging of the composite. The apparent porosity (AP) of composites after 200 cycles showed lower values in relation to the AP with 28 days, and this behaviour apparently indicated that adhesion between fibre and matrix was improved after accelerated ageing cycles, as a consequence of re-precipitation of the cement hydration products into and around the fibres and consequent filling of pores at the interface between fibre and matrix, thus reducing water absorption and porosity. The fracture surface scanning electron microscopy (SEM) image presents SCF with low specific contact area inside the matrix. The dimensional variation of the fibre occurred due to fibre shrinkage upon drying. This kind of debonding is common in composites reinforced with vegetable fibres and affects the adherence between the phases.
SCB polymer composites
Previous work demonstrated that SCB reinforcement isolated from the biowaste generated by the agro-industrialization allows polymeric materials with adequate, thermal, mechanical and viscoelastic properties to extend the applications of pure polymers. The chemical components of the bagasse showed that cellulose, hemicellulose and lignin ranged from 45% to 48%, 22% to 26% and 20% to 25%, respectively. The novel type of the agro-waste–polymer composites is becoming an interesting value with added application for agriculture biowaste. 24 –26 The various types of polymeric matrices including ethylene vinyl acetate (EVA), phenolic resins, polyurethanes, phenolic, polypropylene (PP) and high-density polyethylene (HDPE) were used to prepare composites. Preparation methods involved vacuum bagging technique, melt mixing and melt extrusion. Generally, a density of the composites in relation to percentage of SCF suffered a reduction with the increase in the fraction of fibres. The behaviour was attributed to the low density of the fibre in relation to resins. On the other hand, grain size did not show significant influence on the density of the composite. SEM analysis demonstrated many fibre pull outs (Figure 1) on the fractured surface of composites which led to increased water absorption (Figure 2) 26 ; however, a study in which maleic anhydride–grafted polyethylene was used as a coupling agent between HDPE and styrene butadiene (SB) indicated fewer pull outs, which was related to improved interfacial interaction of the components. 27 Similarly, Trindade and co-workers 28 reported that the oxidation of SCB followed by the reaction with furfuryl alcohol (FA) favoured the fibre/matrix interaction (SEM images in Figure 3(a) with (b) and (d)). Some authors explained the source of the better interfacial adhesion as caused by the enhanced condensation reaction between coupling agents and hydroxyl groups (OHs) of SB, which allegedly improved hydrophobicity of the SB fibre. 20
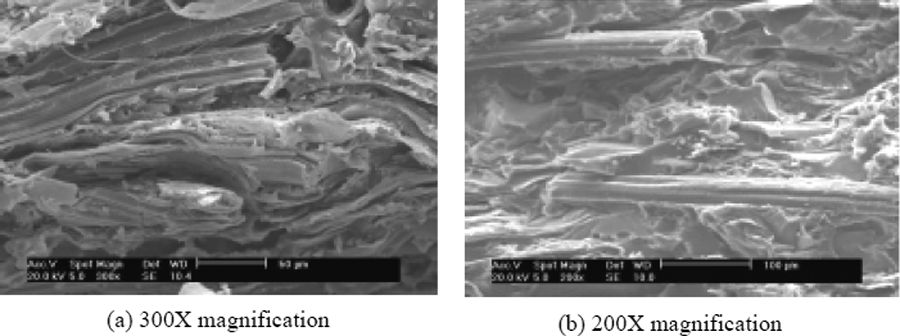
(a) Micrograph of the fracture of composite with 69% fibres and a granulometry of 35–80 mesh. (b) Micrograph of the fracture of composite with 29% fibres and a granulometry of 80–170 mesh. 26 Source: Copyright 2004 Brazilian Journal of Chemical Engineering (SciELO).
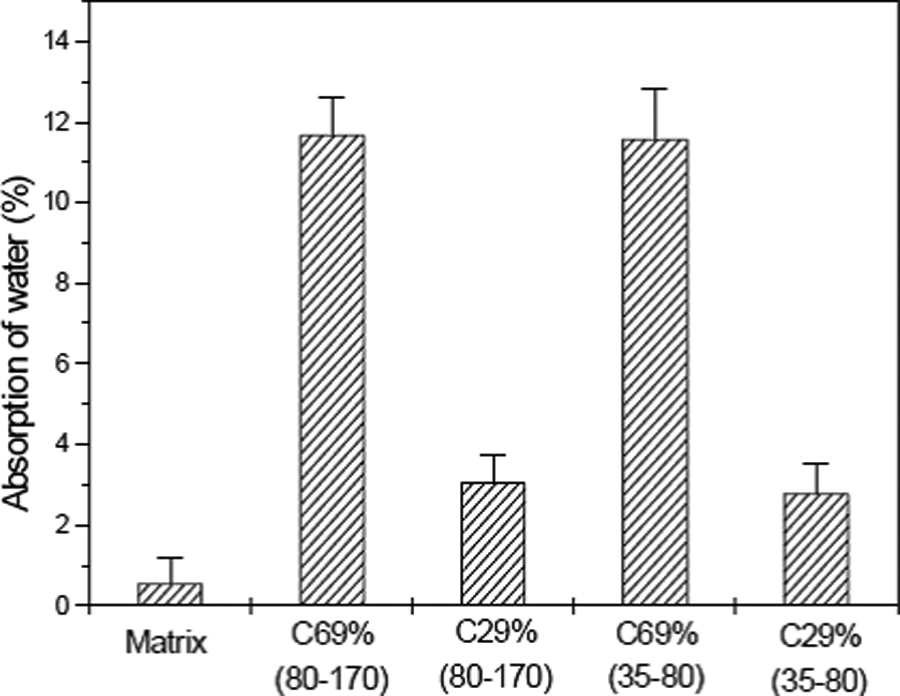
Absorption of water by the matrix and the composites with different percentages of fibre and grain sizes. 26 Source: Copyright 2004 Brazilian Journal of Chemical Engineering (SciELO).
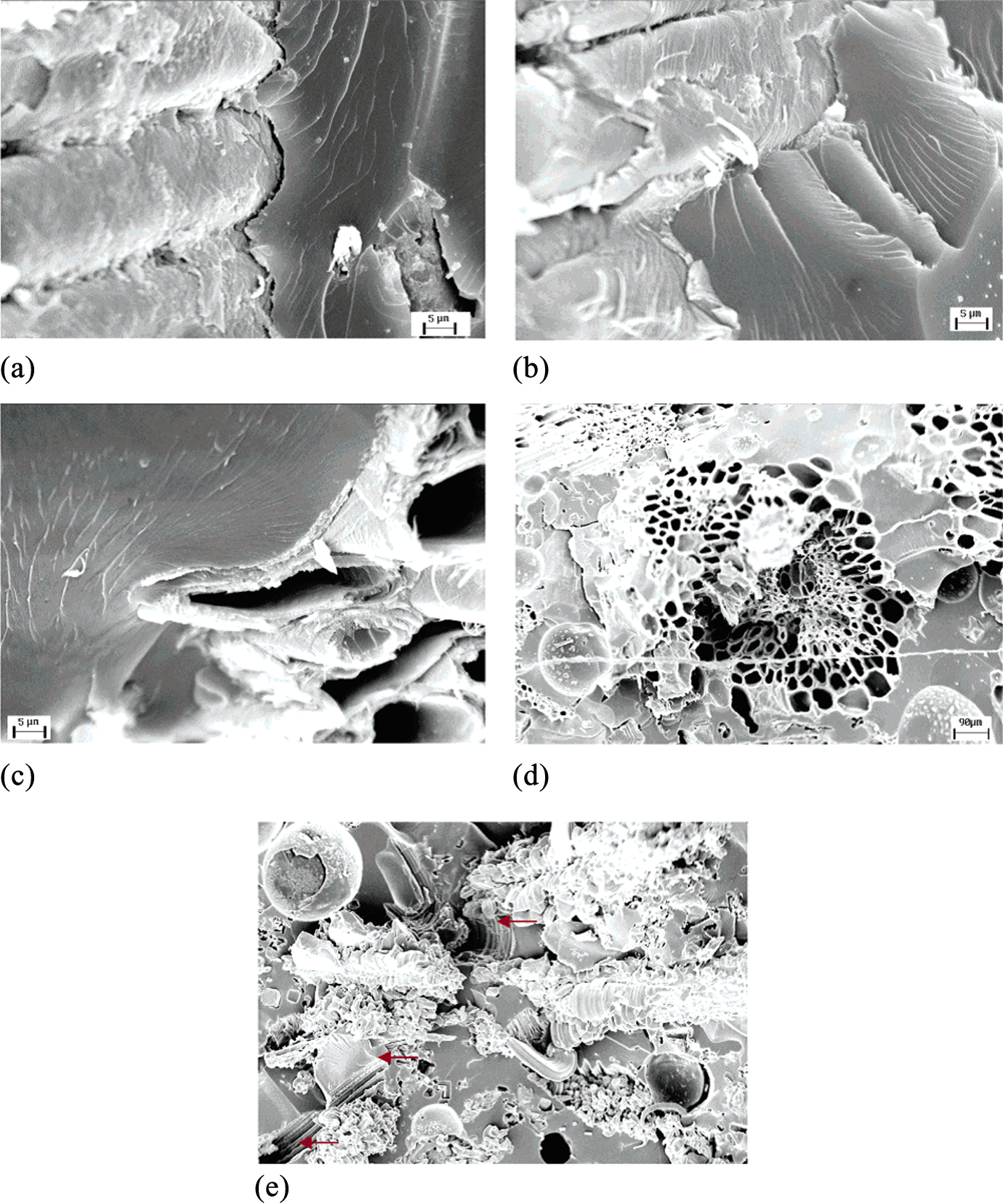
SEM images of the impact fracture surface of sugar cane and curaua reinforced phenolic composites. (a) Bagasse unmodified (×5000); (b) bagasse oxidized with ClO2 (×5000); (c) bagasse oxidized with ClO2 and modified with FA (×5000); (d) bagasse oxidized with ClO2 and modified with FA (×300); (e) curaua oxidized with ClO2 and modified with FA (×500; pull-out mechanism occurrence indicated by arrows). Source: Reprinted with permission from Trindade et al. 28 Copyright (2005) American Chemical Society. SEM: scanning electron microscopy; FA: furfuryl alcohol.
Mechanical properties of the resultant SB polymer composites in the studies have shown improvements in the different ways, and the results are summarized in Table 2. For instance, evaluation of SCB waste as reinforcement in EVA matrix composites materials was conducted; SB was treated with boiling water and dodecylbenzene detergent. 12 Bagasse treated with boiling water showed the best mechanical performance over the untreated, which was attributed to surface cleaning. The treatment apparently removes gummy tissues and debris attached to the surface of fibres and could improve the bagasse-EVA interfacial strength. Without any prior treatment of SB, Leite et al. 26 studied phenolic resin and sugar cane pulp composite. The results obtained with the traction resistance demonstrated the increase with the proportion of fibre, reaching a maximum value at 29%, while there was a decrease in values at 69%. The influence of grain size and fibre fractions on tensile strength was also studied. In case of 69% fibre fractions, the value of the tensile strength for grain sizes of 80–170 meshes was higher than grain sizes of 35–80 meshes. The effect was attributed to fibre length which was apparently below the critical length. An improvement in mechanical properties was also reported by Wang et al. 29 when studying green composites of poly (lactic acid) (PLA) and SCB residues. Twin-screw extrusion was used to prepare the composites consisting of PLA and three types of SCB residues (up to 30 wt%) derived from different steps of a biorefinery process. Each residue had different compositions, particle sizes and surface reactivities due to chemical and biological (enzyme, microbes) treatments. The results indicated that regardless of a type of residue, the presence of the 2% coupling agent exhibited the maximum tensile strength and flexural strength than other composites and neat PLA.
Mechanical properties of different SCF polymer composites.
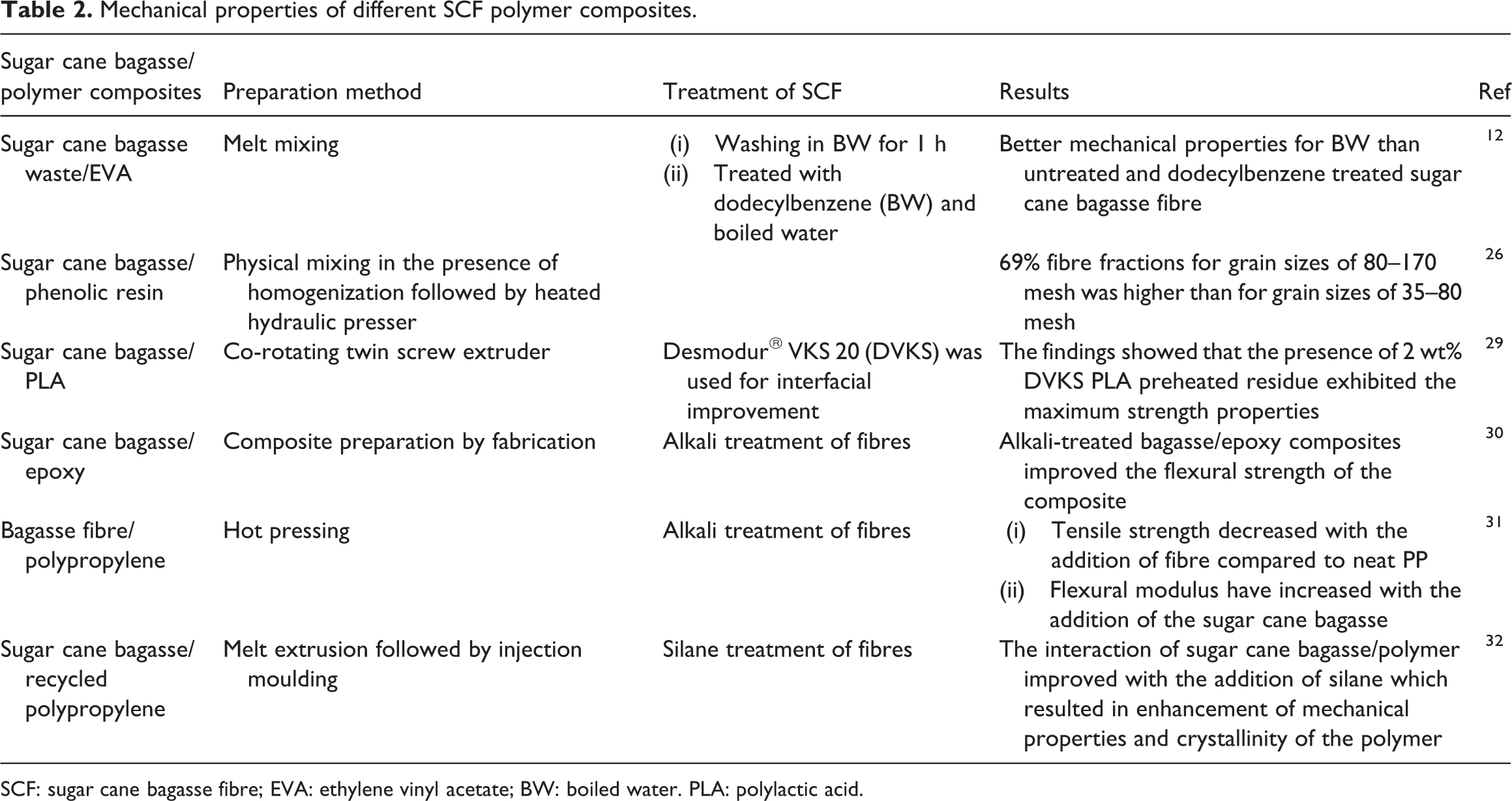
SCF: sugar cane bagasse fibre; EVA: ethylene vinyl acetate; BW: boiled water. PLA: polylactic acid.
Most studies have shown a decrease in thermal stability (Figure 4) and three decomposition stages of different SCB-polymeric composites in comparison to a pure polymer. 34,35 The three stages were generally attributed to moisture, SCB and polymeric matrix degradation. Baudrit et al. 35 studied biodegradable polyurethanes from sugar cane biowastes and related the decrease in decomposition temperature to mono and disaccharides present in the polymer. Some researchers studied SCB-PP composites and related the low thermal stability to lower thermal decomposition temperatures of the bagasse and moisture content. 33,36
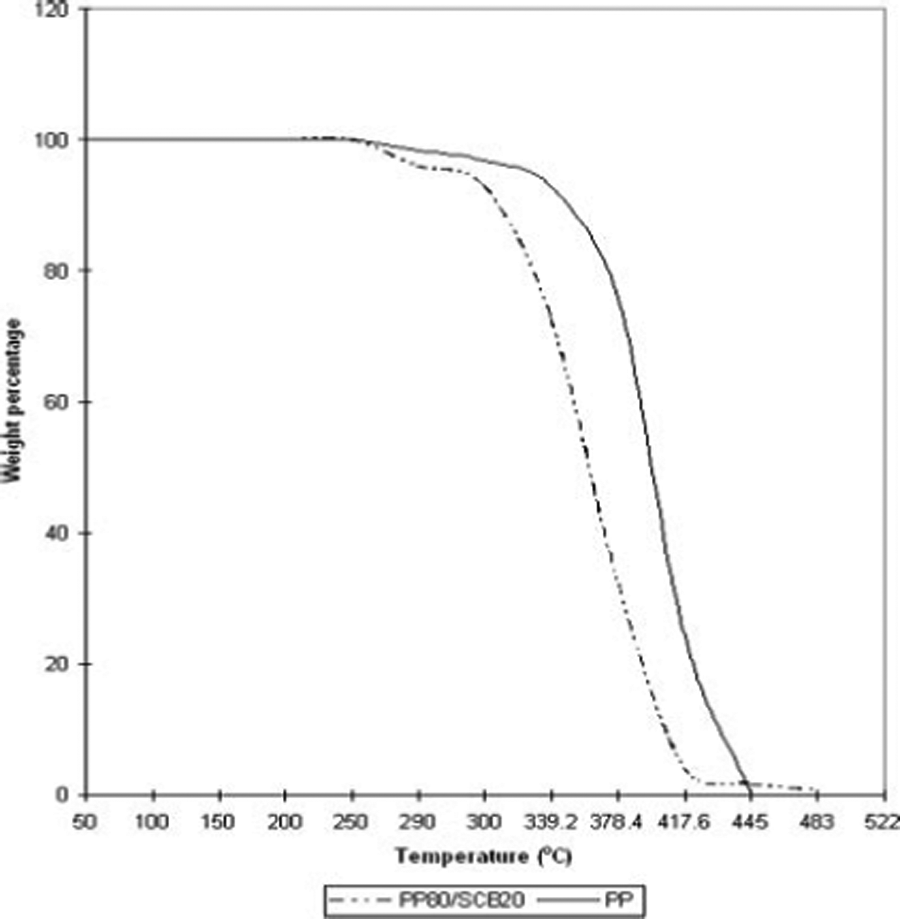
Thermogravimetric analysis thermogram of PP composites. 33 Source: Copyright (2007) John Wiley and Sons. PP: polypropylene.
Contrary to the decrease in thermal stability as explained in this document, it was reported elsewhere in the literature 32 that the addition of silane-treated SCB improved the thermal stability (Figure 4) of the resultant polymer composites in comparison to pure polymer. The authors attributed this behaviour to the formation of siloxane bridges between the fibre and polymer matrix which yielded thermally stable intermediates during degradation as a result of improvement in thermal stability (Figure 5).
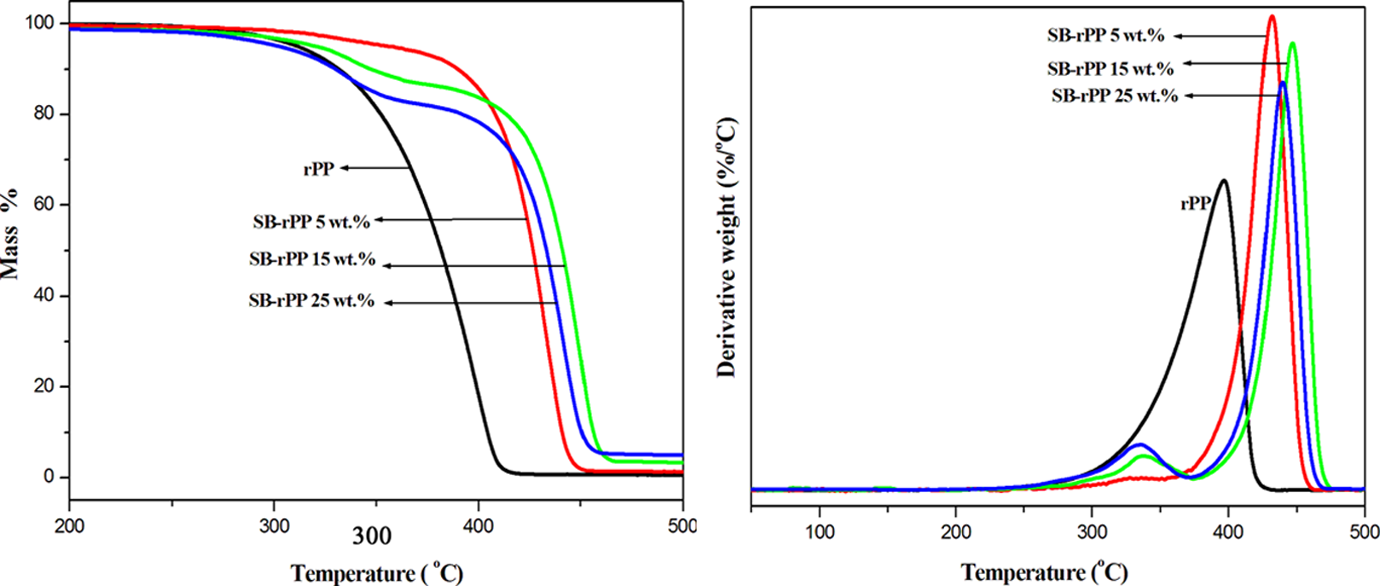
TGA and DTG curves of rPP and the SB-rPP composites. 32 Source: Copyright 2015 Scientific Research. TGA: thermogravimetric analysis; SB: styrene butadiene.
Sugar cane cellulose–polymer composites
The chemical composition of SCB is similar to most natural fibres, which is constituted of three main components: cellulose, lignin and hemicelluloses. 37 Rather than employing SCB as discussed above, some authors extracted cellulose and/or cellulignin (fibre without hemicelluloses) from SCB and used it as reinforcement for polymeric matrices as illustrated in Table 3. Luz et al. 38 studied the effect of chemically treated cellulose and cellulignin from SCB-reinforced PP prepared in a thermokinetic mixer. The appearing of acetyl groups and decreasing of OH bonds were evidenced, and SEM characterization showed that the acetylation changed the morphology of fibres, resulting in agglomerates with globular form. Similar preparation technique was used by Mulinari et al. 39 when studying the effect of cellulose extracted from SCB and modified by zirconium oxychloride (ZrO2·H2O) on HDPE/SCB cellulose composites. On the other hand, a similar study was conducted using melt extrusion preparation method by Mulinari and co-workers. 40 In both studies, the modified cellulose showed intense X-ray diffractometer (XRD) peaks and the presence of functional groups associated with ZrO2·H2O. Brasa and colleagues 14 extracted nanowhiskers from sugar bagasse and used solution casting method to incorporate it in the natural rubber matrix from which they observed homogeneous distribution of the particles from SEM.
Properties of different sugar cane bagasse cellulose–polymer composites.
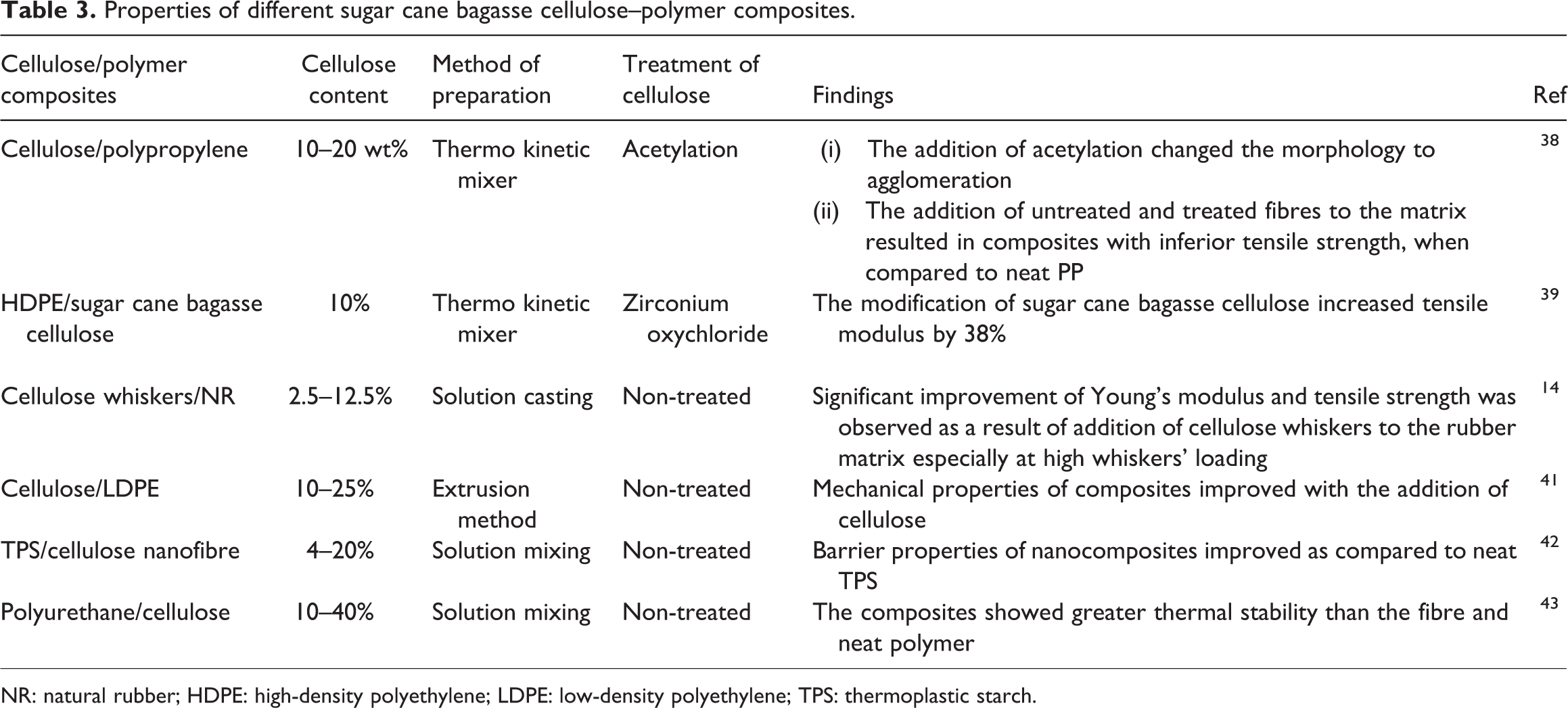
NR: natural rubber; HDPE: high-density polyethylene; LDPE: low-density polyethylene; TPS: thermoplastic starch.
In the study by Luz et al., 38 the addition of untreated and treated fibres to the matrix resulted in composites with inferior tensile strength compared to neat PP. Composites were more brittle than matrix, and tensile modulus indicated that only cellulose 20 wt%/PP and cellulignin 20 wt%/PP composites were more rigid than neat PP and other composites. However, the flexural properties of composites were higher than those of neat PP. Overall, the addition of fibres increased the flexural strength and modulus; however, the chemical modification decreased these mechanical properties.
The presence and the modification of the SCB cellulose with hydrous zirconium oxide presented higher tensile strength results than HDPE. 39 Experimental results showed that the modified cellulose revealed better mechanical properties than the untreated counterpart. The increase in modulus in the presence of the fibre was attributed to intrinsically higher Young modulus of the fibre in comparison to the polymer. However, in the case of the treated counterpart, the significant increase was attributed to the consequence of the oxide treatment which apparently led to a better interfacial interaction for a stress transfer promotion. Similar results were found in the mechanical properties in which melt extrusion was used to prepare the same composites and were explained in the similar way. 40
Moubarik and co-workers 41 also used melt extrusion method when studying the composites of cellulose fibres isolated from Moroccan SCB and low-density polyethylene (LDPE). The results exhibited a significant increase in mechanical properties of composites with the addition of cellulose fibres, reaching 72% increase from neat LDPE in Young’s modulus at 25 wt% cellulose fibres reinforcement, while the flexural modulus increased by 85% at 25 wt% cellulose fibres reinforcement when compared to neat LDPE. The observations were attributed to the high cellulose fibres tensile modulus compared to neat LDPE and to a good interaction between cellulose fibres and matrix. Interesting enough, an improvement in the mechanical properties was also displayed by solution casted nanocellulose-NR composites, which was attributed to the interaction at the interface. 14
Thermal properties especially thermal stability was investigated elsewhere by other researchers. 38 Neat PP showed a one-step decomposition process, while composites clearly showed a two-step process. The first and second stages were related to the fibre and matrix decompositions, respectively. The composites presented intermediary thermal stability between neat fibre and matrix. The addition of fibres decreased the thermal stability of the composite. Differential scanning calorimetry (DSC) results revealed that the composites reinforced with untreated fibres were more crystalline.
Extraction of cellulose and nanocellulose from SCB and its polymeric composites
A major challenge has been to find efficient ways to liberate cellulose fibrils from the SCB. However, recent studies indicated some developments to isolate cellulose by using different physical and chemical treatments or the combination of the two followed, in most cases, by acid hydrolysis for reduced cellulose size. For instance, a fair number of studies 44,45 subjected SCB to a bleaching followed by hydrolysis. The former used hydrogen peroxide and sodium hydroxide (NaOH) for bleaching in order to gain more of cellulose followed by extraction of nanowhiskers through sulphuric acid hydrolysis, centrifugation and dialysis. The second author used the same acid for extraction of nanowhiskers. However, sodium chlorite, sodium sulphite and NaOH were used for extraction of cellulose. Other authors just purchased bagasse pulp and subjected to sulphuric acid hydrolysis, centrifugation and dialysis for extraction of nanowhiskers. 14 Viera et al. 46 also used sodium chlorite bleaching followed by potassium hydroxide for extraction of cellulose. In addition, they methylated the cellulose by dimethyl sulphide (DMS). The study 47 milled bagasse by 40 mesh screen before subjecting it to NaOH bleaching and sulphuric acid hydrolysis. The reaction was quenched with ice water before sonification and freeze-dried. For the characterization of morphology, most researchers used Fourier transform infrared (FTIR), transmission electron microscopy (TEM), SEM and XRD.
Results from FTIR indicated that generally the bagasse was compliant with the chemical treatments and mostly rendered expected results. For instance, the studies by Mandal and Chakrabarty 45 and Viera et al. 46 observed that the peaks associated with lignin and hemicellulose disappeared completely in the spectra of cellulose fibres obtained after bleaching and hydrolysis. Bhattacharya et al. 47 used nuclear magnetic resonance (NMR) for structural analysis and observed the absence of aromatic signals between 110 and 140 ppm after treatments. Mostly, XRD results of cellulose and nanocellulose indicated an improvement in crystallinity index in comparison to untreated SCB. In addition, the study conducted by Mandal and Chakrabarty 45 observed the doublet in the intensity of the main peaks after bleaching and hydrolysis, which was attributed to coexistence of cellulose I and II allomorphs. SEM results from Mandal and Chakrabarty 45 indicated a reduction in diameter of fibrils because of the removal of non-cellulose constituents. In addition, TEM and AFM from the studies 14,44,45,47 indicated that cellulose obtained after acid hydrolysis contained particles and rods ranging from 70 to 102 nm. The particle distribution was mainly found to be affected by agglomerations of cellulose rods. Thermal characteristics were followed by the help of TGA and DSC.
The TGA curves of the extracted cellulose studied in air or nitrogen atmosphere exhibited significant increase in thermal stability compared to untreated SCB, whereas nanocellulose revealed the total opposite. It means bleaching process produced material which was thermally higher stable than the one retained after sulphuric acid hydrolysis and untreated material. 41,45 The increase in thermal stability was related to removal of non-cellulose materials which supposedly helps to make the cellulose structure more dense and compact to increase the onset temperature. As for the nanocellulose, the introduction of sulphated groups into the crystals of cellulose apparently led to a decrease in thermal stability. In addition, Mandal and Chakrabarty 45 observed a hump at lower temperature followed by main degradation peak from derivative curves results of nanocellulose, while cellulose and untreated sugar bagasse had only one degradation peak. The hump was related to the degradation of more accessible and highly sulphated amorphous regions, whereas the higher temperature stage was related to the breakdown of unsulphated crystal interior. DSC results from the study revealed two distinct endotherms, which were quite characteristic of the composition of the material. Viera et al. 46 observed the similar DSC results, however, for only chemically modified cellulose. The initial endotherm was attributed to the loss of moisture due to evaporation, and the second was related to melting of crystallites. The characteristic of the first endotherm was described to originate from the variation in the sorptive forces holding the moisture, whereas the second endotherm was related to crystallinity of materials.
Conclusion and recommendations
SCB-cement composites represented high levels of performance in the presence of moisture and chemical treatments and therefore can be recommended for both internal and external applications in buildings. However, it seems as if the dimensional variations after drying such as porosity and interfacial adhesion of the fibre with cement are some of challenges that needed consideration during applications.
Bagasse can successfully be utilized to produce polymer composites by suitably blending with a matrix for the development of value added products. Generally, results showed fairly good dispersion of bagasse fibre in the matrix particularly when it was chemically modified, which improves the hardness, strength and Young’s modulus of the composite. The surface modification of SCB significantly improves the fibre–matrix adhesion which in turn enhances the mechanical properties of the composite. The alkali treatment provides the highest improvement in strength and thermal stability in comparison to untreated SCB.
Chemical modification of SCB to produce cellulose demonstrates the improvement in dispersion in polymer matrices which are compensated for better mechanical properties. An effective improvement in mechanical and thermal properties was obtained when SCB cellulose was modified with ZrO2·H2O in comparison to non-modified SCB cellulose. The modification of SCB cellulose reduced the composites elongation in comparison to non-modified SCB cellulose; on the other hand, the tensile modulus increased. Thus, agro-residue modification was acceptable for expansion of applications of thermoplastics composites.
Incorporation of cellulose whiskers into polymer matrices is not popular in the literature, but according to the work cited in this review, it enhanced thermomechanical properties as well as tensile strength of nanocomposites. Use of cellulose whiskers with hydrophobic polymer matrix such as rubber deteriorates its resistance to water vapour permeation.
SCB could be the source of cellulose for the attainment of whiskers through bleaching and acid hydrolysis, which could lead to high crystallinity and aspect ratio. However, thermal stability in the case of nanowhiskers deteriorates significantly. It could be the advantage of the environment to open the scope research for finding methods which would give similar results without consumption of more chemicals.
The studies reviewed in this review seem to be in support of the usefulness and flexibility of SCB wastes though limitations have been invariably identified as well. Broad research and further experimentations in this area would be deserved to promote various other possible effects that can be done to develop and promote environmentally friendly materials for future purpose. Of more of interest would be utilization of SCB ash for flame retardance of polymeric materials.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.