
Abstract
Wear resistance of polyimide/SiC (PI-SiC) nanocomposite prepared by hot dynamic compaction was investigated in this article. Mechanically milled micro-sized PI with different amounts of SiC nanoparticles (SiCnp), 0, 2.5, 5, 7.5, and 10 vol%, were used to fabricate the samples. Dynamic compaction was conducted at the strain rates of about 103s−1. The microstructural and mechanical behaviors of the samples, such as microhardness and stress–strain curves, were also investigated. The results showed improvement in the microhardness and compressive strength of the material. The results also revealed reduction in wear resistance as SiC reinforcing particles increased. The microstructural study of the worn surfaces indicated that the abrasive and delamination were the dominant wear mechanisms.
Introduction
Thermoplastic composites are widely used in aerospace, automotive, military, and microelectronics industries because of their superior properties such as wear resistance and strength-to-weight ratio. 1 –3 Nanocomposites are attracting increasing research and market interests because of their potential of providing novel performance. It is believed that the tremendous interfacial area helps to greatly influence the composite’s properties. As compared to neat polymers or microparticulate-filled polymer composites, polymer nanocomposites exhibit markedly improved properties, including modulus, strength, impact performance, and heat resistance at low concentration of the inorganic components (1–10 wt%). 4,5
Specialty engineering thermoplastics are more preferred matrices than thermosets nowadays for advanced composites, especially in aircraft industries because of their additional advantages such as higher specific strength, thermal stability, resistance to fatigue and crack, recyclability, unlimited shelf life of matrix, and so on. 6 –8 PI has gained more application over the past decades. Improvement of wear resistance of ceramic micro or nanoparticles–reinforced composite has been investigated by some researchers in recent years. 7 –9
Different techniques based on thermomechanical processes can be used for the preparation of particulate-reinforced nanocomposites. In all of these techniques, the load can be applied either quasi-statically or dynamically. Hot pressing, 8 hot isostatic pressing, 9 and hot extrusion 10 are typical examples of quasi-static loading. As stated above, the composites can also be produced under dynamic compaction 11,12 or shock wave consolidation. 13 These techniques usually use dropping hammer, explosives, or compressed gas as the propellant to accelerate a projectile for compaction. The main advantage of these types of production techniques is that hot sintering is usually (but not always) eliminated from the production cycle.
In the current work, PI-SiC nanocomposite is fabricated by mechanical milling and hot dynamic compaction. The main objective of this study is to explore the aspects of nanoparticles-reinforced PI. Moreover, the effect of volume fraction of nano-reinforcement on density, compressive behavior, microhardness, wear resistance, and microstructural behavior of the specimens is investigated. Study of the tribological behavior and the wear mechanisms in dynamically compacted samples is also investigated.
Experiments
Materials
The matrix is PI and the reinforcing particle is SiCnp with average size of 50 nm, purity > 99.0%, specific surface area >90 m2/g, and nearly spherical morphology.
Mechanical milling
The matrix and reinforcing powders were mixed together to produce PI-2.5 vol% SiC, PI-5 vol% SiC, PI-7.5 vol% SiC, and PI-10 vol% SiC nanocomposite powders.
Hot dynamic compaction
In order to fabricate the nanocomposite samples, about 5 g of the milled powder were uniaxially compacted under dynamic loading. The die assembly is illustrated in Figure 1. A mechanical drop hammer with 60 kg falling weight was employed to create the required energy for compaction (Figure 2); 900 water-abrasive paper to reach a surface roughness (Ra) of 0.1 and 0.1–0.2 μm.
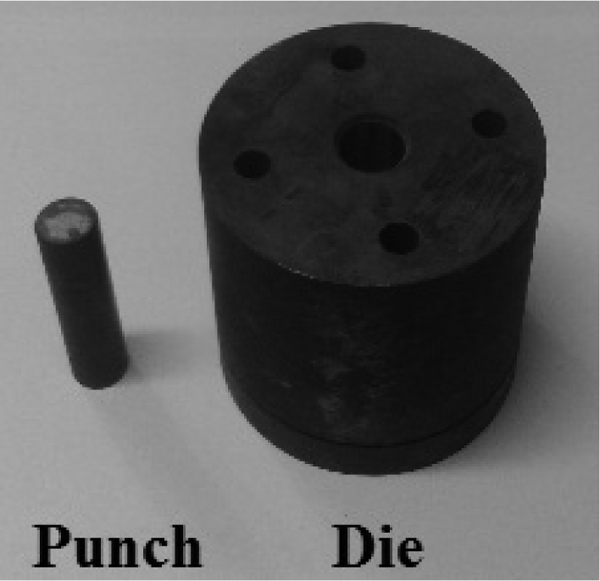
The assembly of the punch and the die used for dynamic compaction.
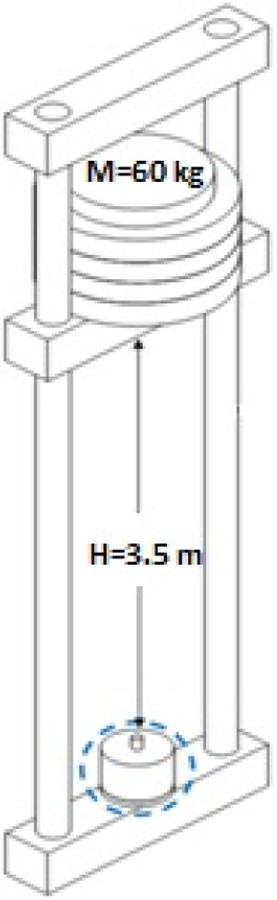
Mechanical drop hammer.
Characterization
Microhardness was measured using Digital Display Vickers microhardness tester (Model HVS-50; Laizhou Huayin Testing Instrument Co., Ltd, China). A load of 1000 g was applied smoothly, without impact, forcing the diamond indenter into the surface of each specimen. The indenter was held in place for 15 s. After the load was removed, the indentation dimensions were microscopically recorded at 20× magnification. The two indentation diagonals were measured using a filar micrometer (Shanghai, China), to the nearest 0.1 µm and averaged.
A pin-on-disk wear test which is illustrated schematically in Figure 3 was also used to evaluate tribological behavior of the nanocomposite samples. All wear tests were conducted for a total sliding distance of 500 m and the sliding speed of 0.08 m/s. Then, the pin is clamped in the support. Before that the disc was fixed in the rotor which is coupled with motor via belt drive pulley. Then, the load is applied against the pin-supported beam. Disks made from American Iron and Steel Institute 52,100 carbon steel with the hardness of 63Rc were used as the counter faces. The disks were polished using a fine grade emery paper and cleaned ultrasonically with acetone and dried before testing.
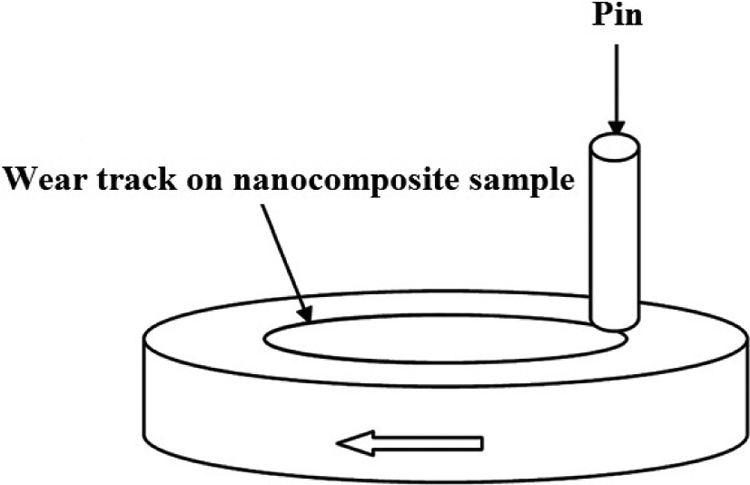
Pin-on-disk wear mechanism.
Results and discussion
Microstructural characterization
Figure 4 shows the morphology of the nanocomposite powder after mechanical milling. The figure reveals that the SiC nanoparticles have fully covered the surface of PI micron-sized particles after 2 h of mechanical milling.
FESEM micrograph of PI-5 vol% SiCnp after 2 h of ball milling.
Physical and mechanical characterization
Figure 5 illustrates the variation of relative density versus SiC vol%. The figure suggests that the relative density of the specimens reduces as the SiC content increases from 0 to 10 vol%. The hard and nondeformable particles dispersed in a ductile matrix particles give rise to reduction of the compactability of the powder. Agglomeration of nanoparticles can also be another reason for low densification seen in Figure 6.
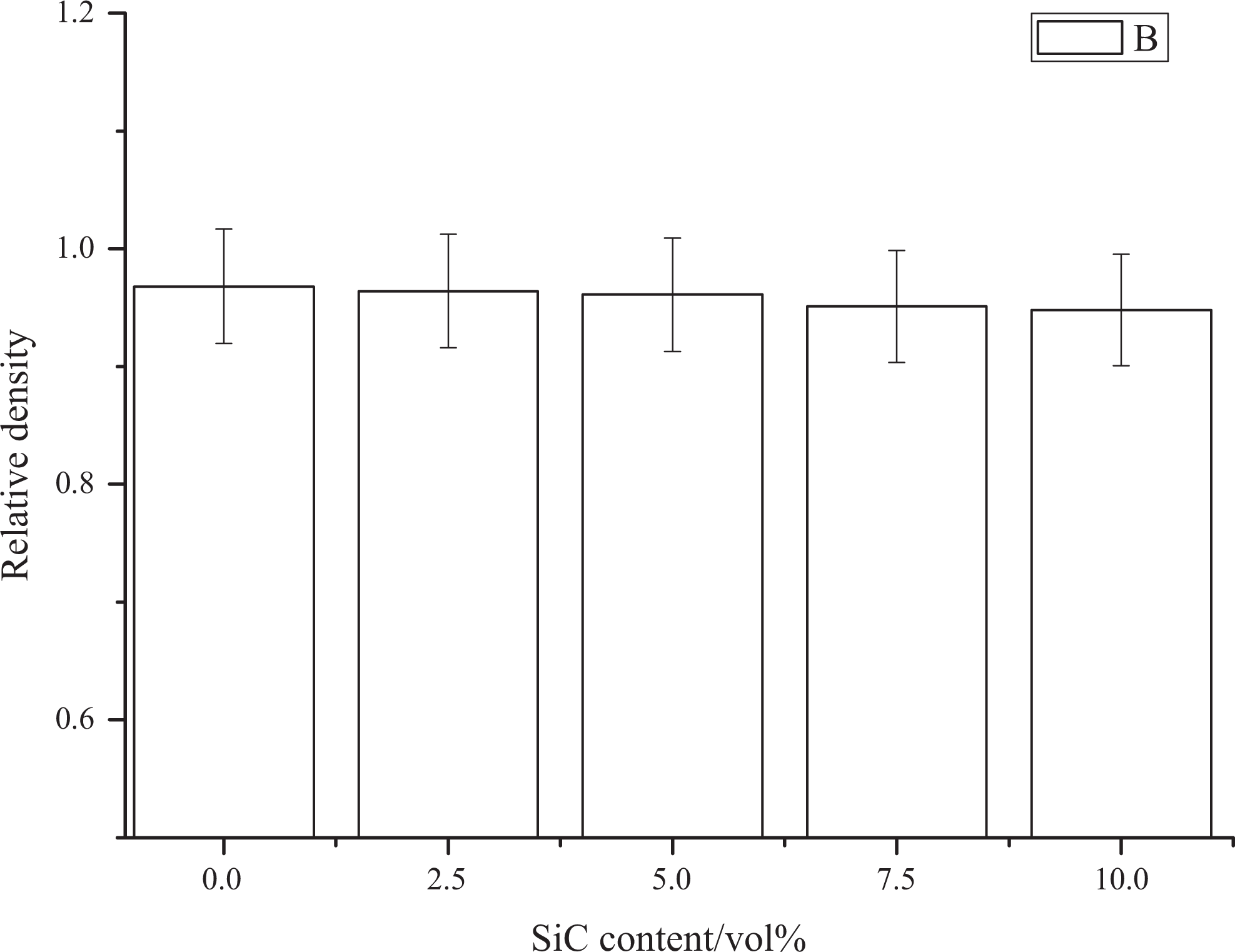
Variations of relative densities versus SiC content.
Agglomeration of SiCnp in PI particles boundaries (PI-10 vol% SiC nanocomposite sample).
Variation of Vickers microhardness and compressive behavior of dynamically compacted specimens versus SiC volume fraction is illustrated in Figures 7 and 8, respectively. The figures suggest that the SiC reinforcement could increase microhardness and strength of the compacted samples. In fact, despite the reduction of density with the increase of SiC content, the nano-reinforcement could enhance the hardness due to its hardening effects and its intrinsic hardness. The improvement of hardness is related to the material strength enhancement.
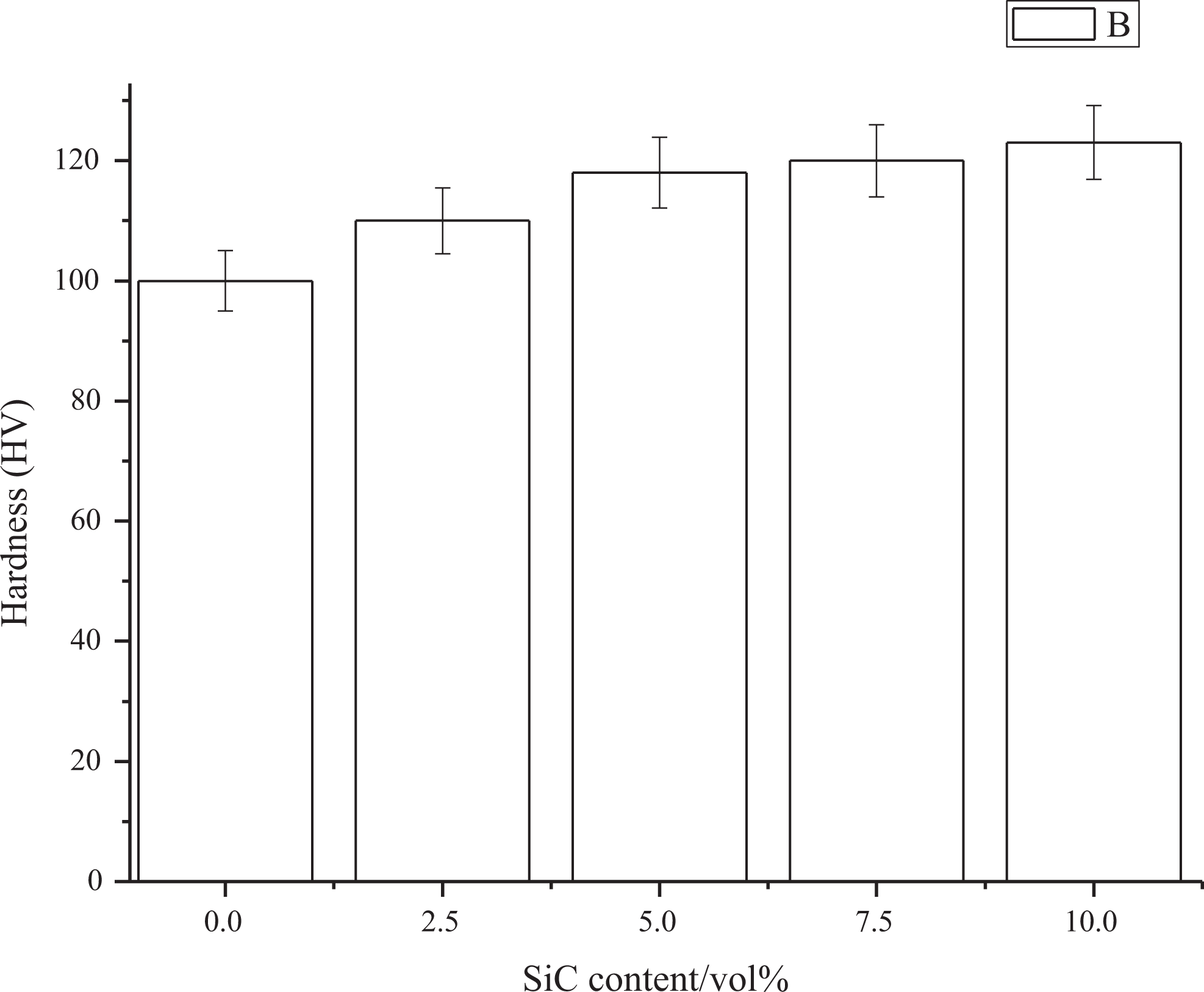
Variation of microhardness of the top surface versus SiC content.
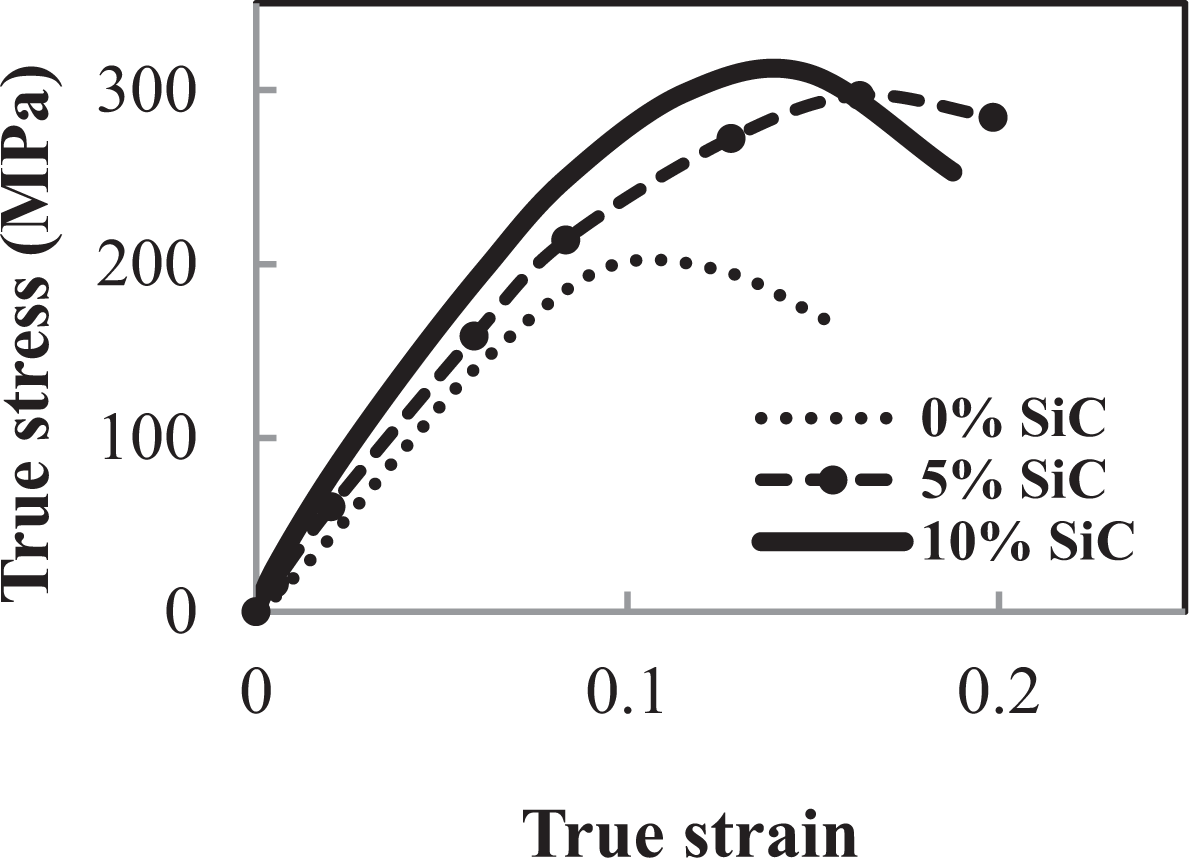
True stress–strain behavior of hot dynamically compacted samples.
Wear properties
Variation of weight loss versus sliding distance for dynamically compacted specimens is illustrated in Figure 9. The figure indicates that unlike the improving effects of the second phase reinforcement on the compressive behavior and microhardness of the dynamically compacted specimens, the wear resistance is reduced as SiC content increases. Variation of wear rate versus the SiC content is depicted in Figure 10. As the figure shows, for the 10 N applied load and 500 m distance, the wear rate of the compacted samples increases from about 0.2 mg/m to 1.4 mg/m when the SiC content increases from 0% to 10%.
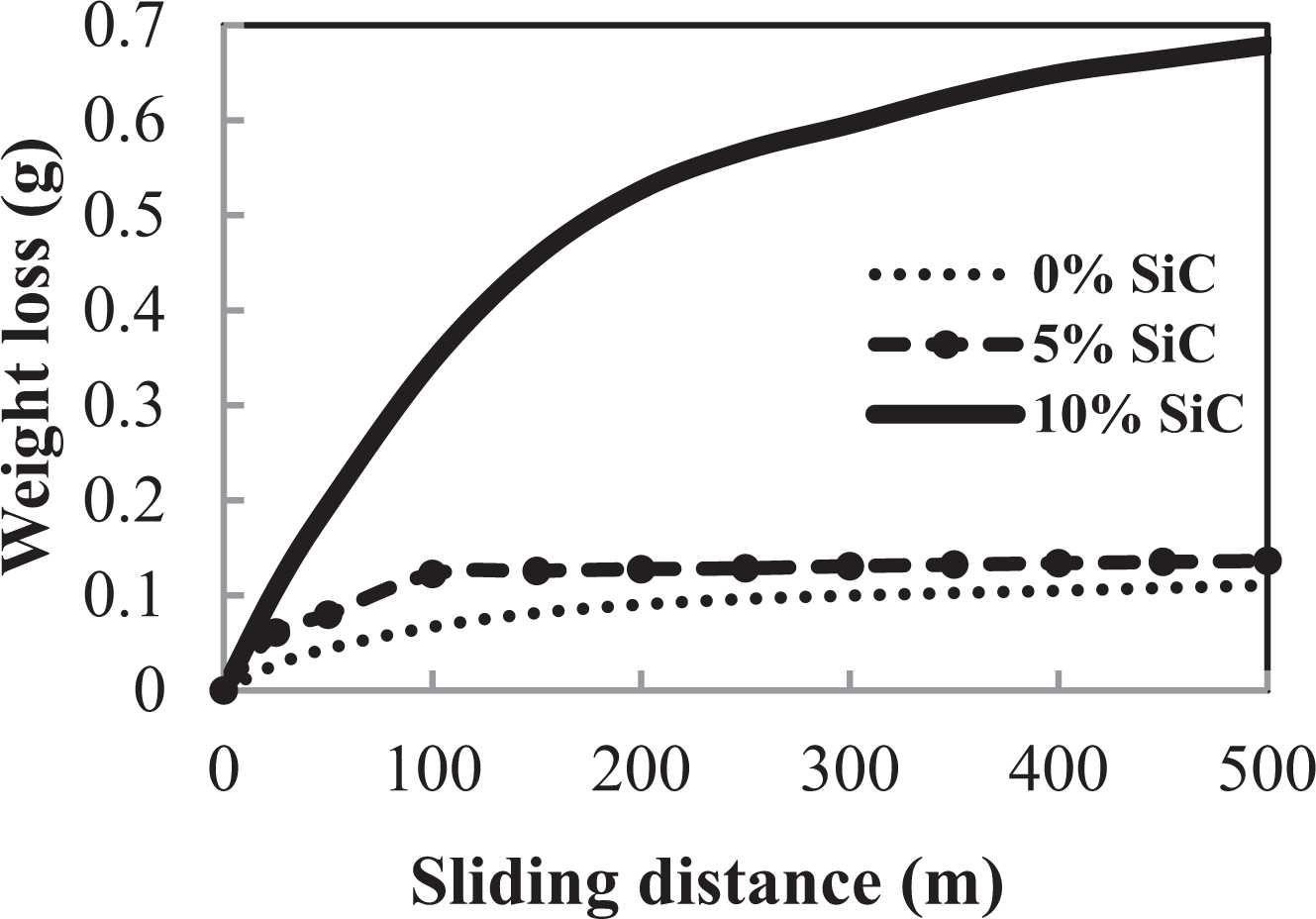
Variation of weight loss versus sliding distance in nanocomposite samples.
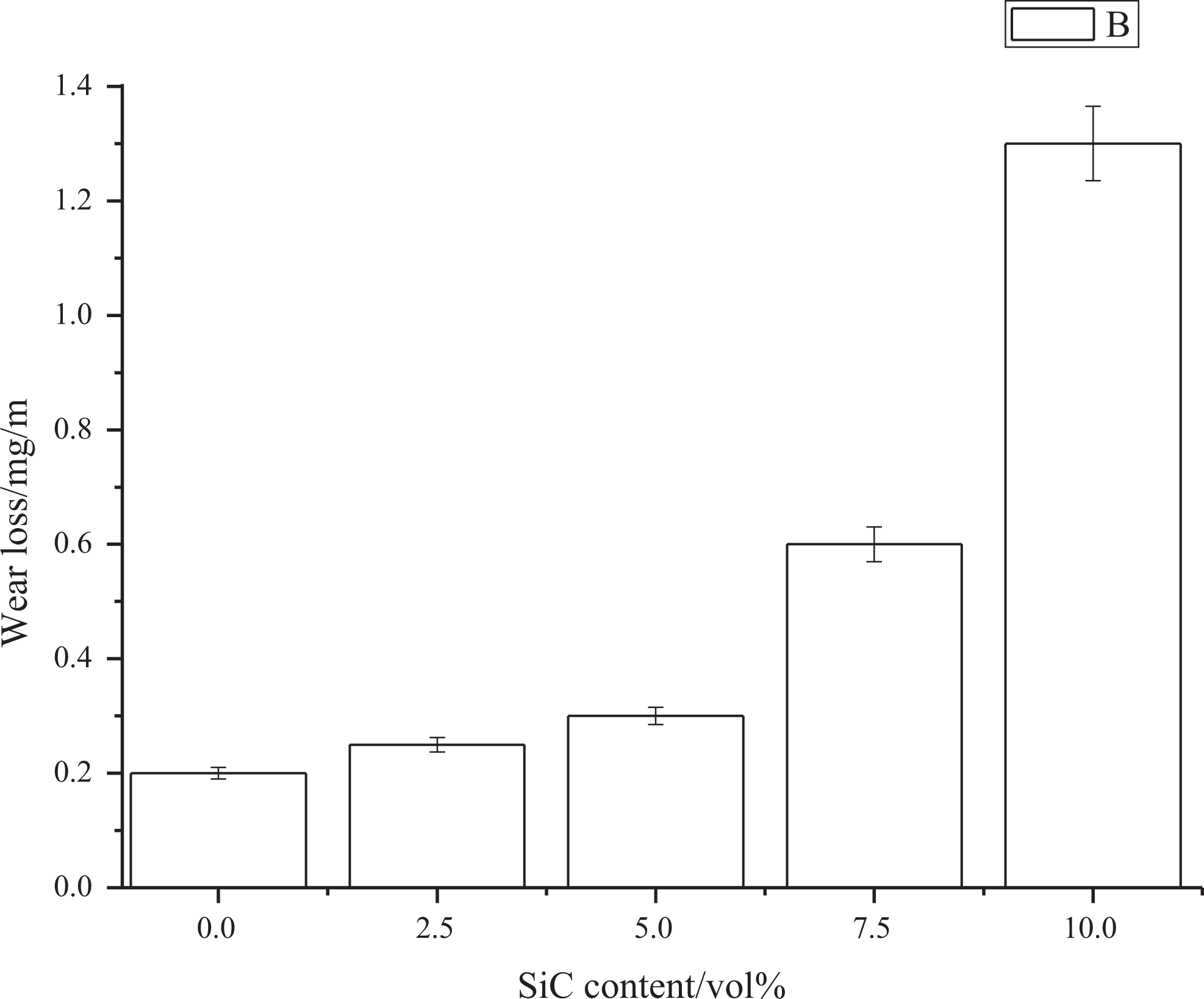
The effect of SiC volume percentage on the wear rate.
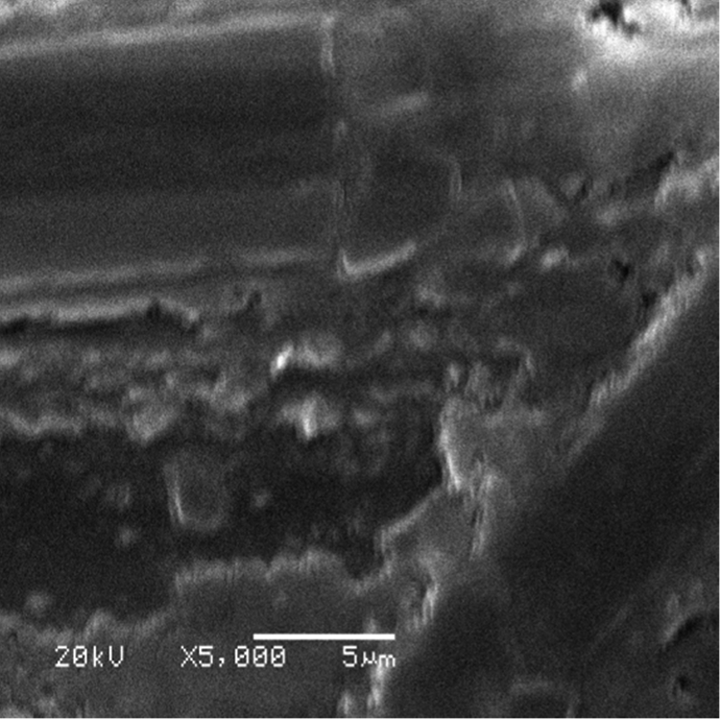
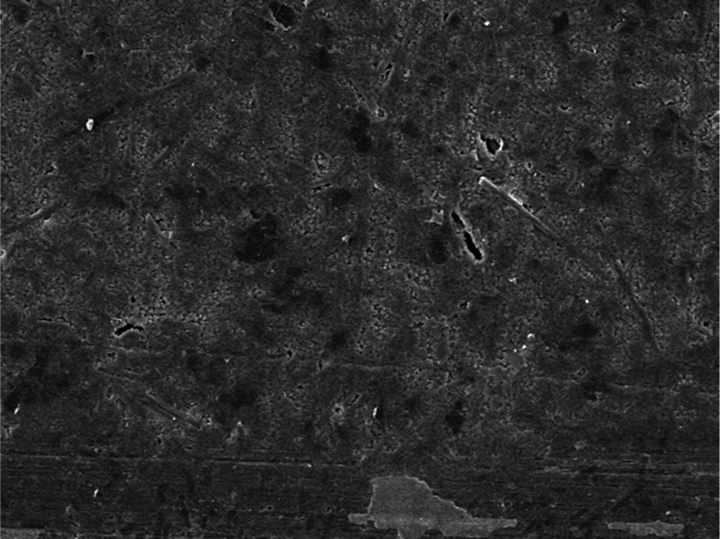
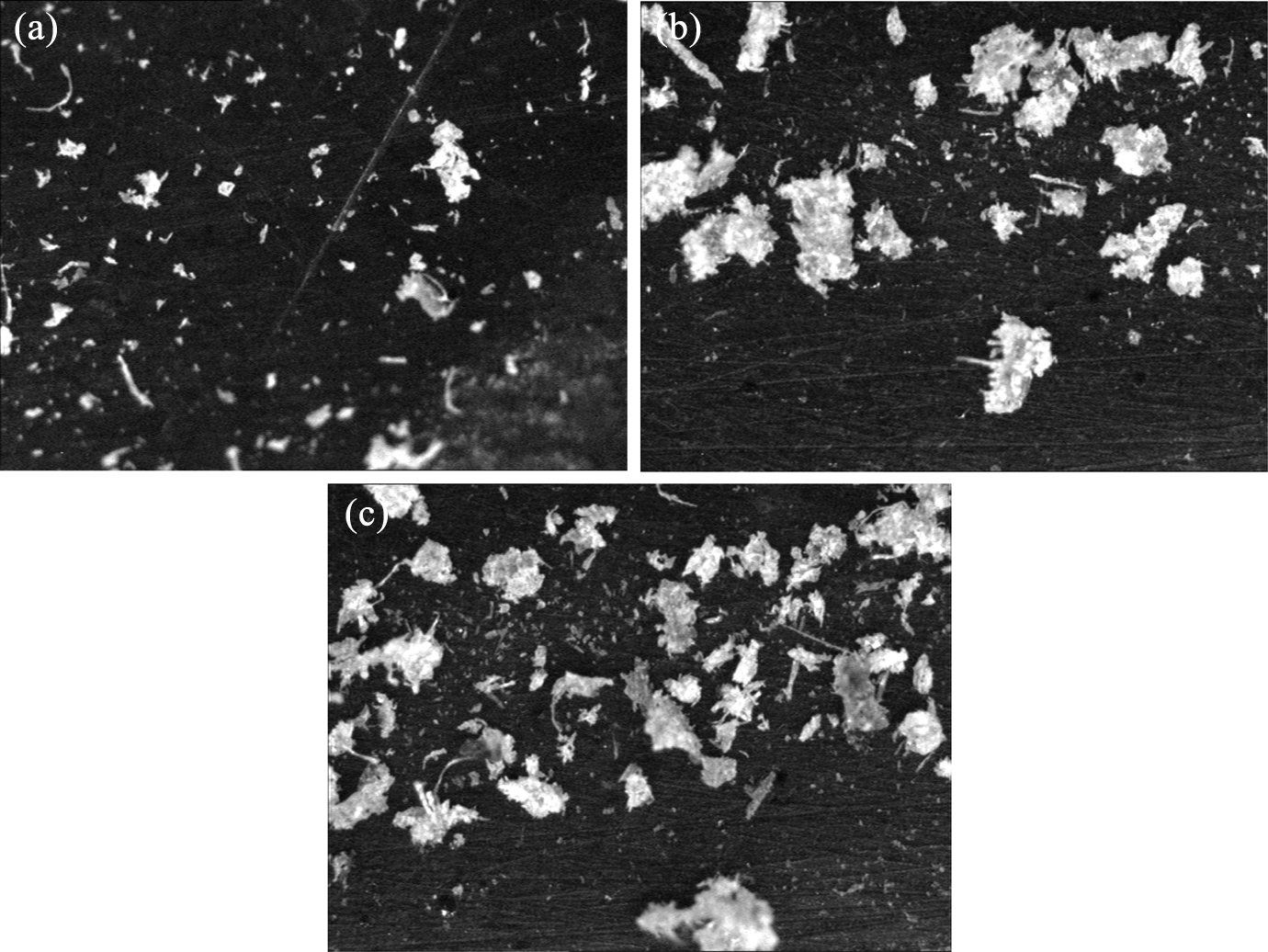
Typically, scanning electron microscopy (SEM) micrographs of the worn surfaces dynamically compacted sample having different SiC contents are illustrated in Figures 11 and 12. Evidences of delamination and deep craters on the worn surface can be observed in Figure 11. This implies that delamination can be one of the wear mechanisms. Since there is no noticeable metal flow on the surface where only some craters are observable, mild adhesive can be another wear mechanism. The narrow and parallel grooves visible in Figure 11(a) and with higher magnification in Figure 11(b) show that abrasion can also be a dominant wear mechanism. This can be attributed to the presence of hard SiC nanoparticles which restrict material flow during sliding. 3 On the other hand, the dispersion of nanophase during material flow can produce dislocation pileup around inclusions in the matrix material. The dislocation pileup presumably leads to initiation and propagation of cracks at the subsurfaces. This causes material loss from the worn surface in the shape of flakes. The flake-shaped wear debris of each sample is presented in Figure 13. It is obvious in Figure 13 that as SiC content increases, the size of wear debris reduces. The smaller size of debris shows the abrasive role of hard nanoparticles. As a result, in the samples with higher nanoparticle content, more and smaller debris are produced. Consequently, it can be said that in samples with finer wear debris, the effects of abrasive mechanism are more remarkable. It can be seen that the wear rate increased with SiC content. The wear of the monomer PI increased quickly. The composites with SiC filler had a lower wear rate than monomer casting PI and the composite with 5 vol% SiC showed the lowest wear. The SiC dispersed in form of a single particle in the matrix and could give full play to the combination properties of the composite when the content of SiC was lower. Conversely, an increase of the SiC content resulted in a poor performance due to the reuniting of the fiber particles. Thus, the particles dispersed in the matrix were no longer of nanometer grade and the wear-resistant drops to some extent. But the adhesive strength was not good and easy to fall off and cause larger amount of wear.
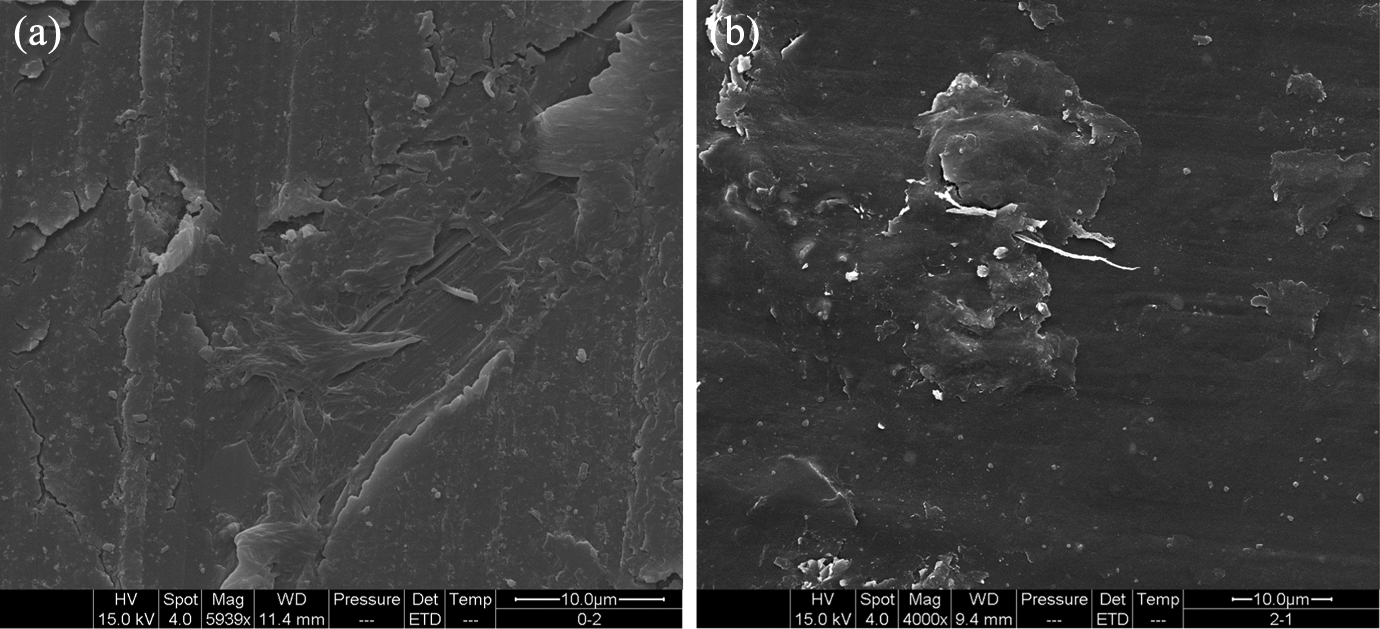
SEM micrograph of worn surface of hot dynamically compacted PI-10 vol% SiC sample (sliding distance of 500 m and the sliding speed of 0.08 m/s). SEM: scanning electron microscopy.
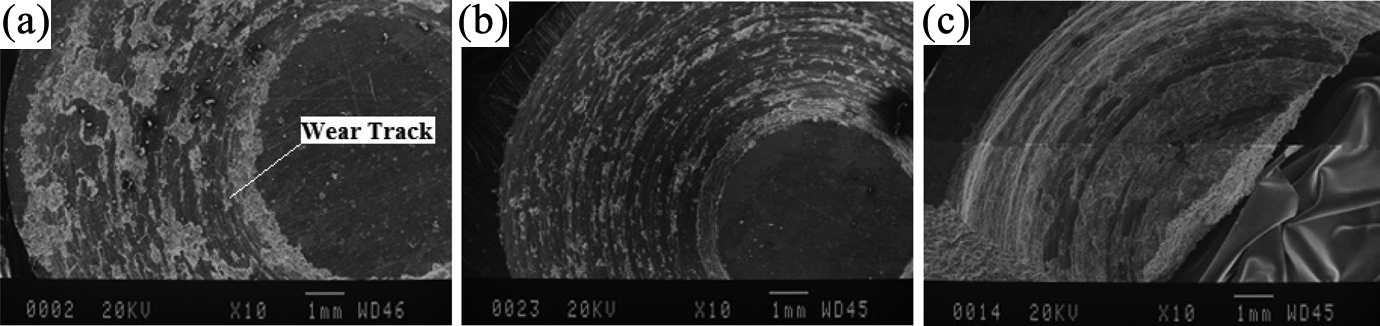
Wear track of (a) PI, (b) PI-5 vol% SiC, and (c) PI-10 vol% SiC samples (sliding distance of 500 m and the sliding speed of 0.08 m/s).
Morphology of worn debris of hot dynamically compacted samples: (a) PI, (b) PI-5 vol% SiC, and (c) PI-10 vol% SiC (sliding distance of 500 m and the sliding speed of 0.08 m/s).
Variation of friction coefficient versus sliding distance is depicted in Figure 14. The results were obtained by wear test under 10 N normal load and 0.08 m/s sliding speed. It should be noted that the friction coefficient of the three types of materials was reduced with load in the test. But under the same condition, the friction coefficient of composite was slightly greater than that of the monomer casting PI and the friction coefficient of the composite with 5 vol% SiC was the lowest. The monomer casting PI is a semicrystalline thermoplastic polymer. With the increase of temperature, there are three kinds of mechanical state: (i) glass state, (ii) viscoelastic state, and (iii) viscous flow state, sequentially. For semicrystalline polymer, different mechanisms affect the relationship between friction coefficient and temperature. As the figure shows, FC for PI-compacted sample has a relatively steady state between 0.6 and 0.8, whereas for PI-5 vol% SiC, it is initially higher for the sliding distance less than 100 m but decreases to about 0.5–0.65 for larger sliding distances.
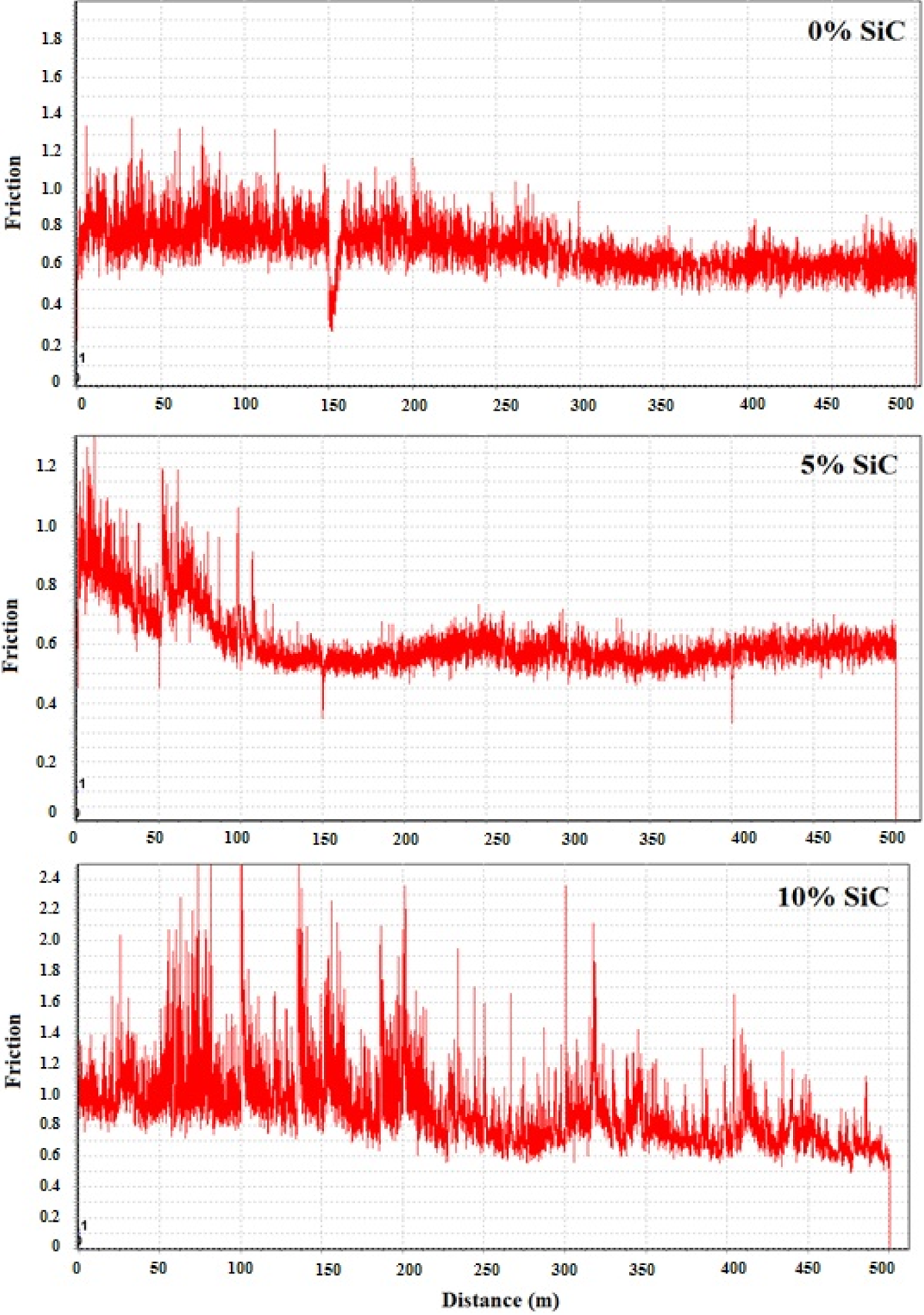
Variation of friction coefficient of different nanocomposite samples (sliding distance of 500 m and the sliding speed of 0.08 m/s).
Concluding remarks
The following conclusions may be derived in this article: Reinforcing PI with SiCnp reduces the relative density by about 2%, increases the compressive strength by about 60%, and increases the microhardness by about 20%. Wear resistance of dynamically compacted SiCnp-reinforced samples reduces significantly with respect to the monolithic material. SEM examination of worn surfaces and debris expresses delamination and abrasive as dominating wear mechanisms.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.