
Abstract
Halloysite nanotubes (HNTs) and intumescent flame retardant (IFR)-filled 80/20 (wt/wt) polypropylene/acrylonitrile–butadiene–styrene (PP/ABS) blend and their composites in the presence of dual compatibilizer have been prepared using twin screw extruder followed by injection molding. There exists the formation of α- and β-form of PP crystals in addition to enhancement in crystallinity of PP phase by an addition of HNTs and IFR in 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. In addition, scanning electron microscopy (SEM) reveals the formation of matrix-droplet morphology, and the dispersion of HNTs and IFR in 80/20 (wt/wt) PP/ABS blend and its composites in the presence of dual compatibilizer results in a refinement in matrix-droplet morphology. This has resulted in an enhancement in tensile and impact properties of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. Thermal stability also increases by an addition of HNTs and IFR in 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer due to formation of intumescent char.
Keywords
Introduction
Polypropylene (PP) is one of the most extensively used commodity thermoplastics in industry among the total world polyolefin production. PP is used for manufacturing various products such as furniture, interior decoration, housing, building materials, electric casings, automotive interior, wires, and insulation. 1 –9 PP has great advantages owing to low density, high heat distortion temperature, and good processability. Unfortunately, low impact strength and high flammability limit its applications. In recent years, blending of PP with acrylonitrile–butadiene–styrene (ABS) has attracted the attention of researchers, as butadiene of ABS is responsible for enhancing the impact properties. 9,10 PP and ABS are immiscible polymers. 10,11 Therefore, the compatabilization of PP/ABS blends is necessary in order to tailor the morphology, which subsequently affects the mechanical and thermal properties. Block and graft copolymers are generally used as a compatibilizer. 12 –16
PP is highly flammable, with limiting oxygen index of 18% 17 ; this limits its applications. Halogen-containing organic compounds are well-known flame retardants additives for polymeric materials in connection with antimony trioxide as a synergistic agent. Halogen-containing organic compounds, particularly brominated flame retardants, release corrosive smoke and highly toxic gasses during burning. Due to environmental concern and life safety, the use of these flame retardants is strictly prohibited. 18,19 Metal hydroxide and aluminum hydroxide serve as a good replacement for brominated flame retardants, but high loading is required to achieve the required properties, which may deteriorate the mechanical properties of polymer composites. 20,21 Therefore, in recent decades, intumescent flame retardants (IFR) have attracted great interest of researchers due to low toxicity, low smoke, and environmental friendliness. 22 Higher loadings of IFR are required to achieve the flame retardancy and high thermal stability, but higher IFR loading may deteriorate the mechanical properties. To reduce the loading of IFR, and enhance the thermal and flammable properties of polymer, different synergistic fillers have been used such as zeolites, 23 antimony oxide, 24 talc, 25 boron-containing substances, 26 polyhedral oligomeric silsesquioxane, 27 activated carbon and nickel catalyst (Ni2O3), 28 lanthanum oxide, 29 zinc hydroxystannate, 30 carbon black, 31 zinc and nickel salts, 32 silicotungistic acid, 33 zinc chloride (ZnCl2), 34 and graphene. 35 But little work was carried out toward enhancing the mechanical properties of polymer composites.
Clay-based filler were extensively studied to increase the mechanical and thermal properties of polymer blends. 36 –42 Clay generally form aggregates in polymer blend matrix. 39 –41 In order to improve the dispersion of clay in polymer blend matrix, clay was modified with various modifiers. 36 –40 The modified clay-based reinforced polymer composites improved the flammability properties of polymer. 43 The major advantage of halloysite nanotubes (HNTs) over clay as a flame retardant is that they have a hollow tubular structure and due to larger internal nanometer size diameter, huge amount of smoke can be entrapped inside the HNTs, which facilitates enhanced flammability. 44 Thus, it is important to study the influence of HNTs and IFR on flammability properties of PP/ABS blends. In PP/ABS blend, only single compatibilizer was used to refine the morphology and subsequently improved the properties of PP/ABS blend. 15,16 Recently, Kubade et al. 45,46 show that the dual compatibilizer refines the morphology of PP/ABS blend. The compatibilizers used were polypropylene grafted with maleic anhydride (PP-g-MA) and styrene–ethylene, butylene–styrene triblock copolymer grafted with maleic anhydride (SEBS-g-MA).
In view of the discussion above, in this study, dual compatibilizers are used to refine the morphology of 80/20 (wt/wt) PP/ABS blends. The dual compatibilizers used are PP-g-MA and SEBS-g-MA. 80/20 (wt/wt) PP/ABS blend is used, as it forms matrix-droplet morphology. 45,46 HNTs are used as a filler material to enhance the mechanical and thermal properties of 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. In addition, HNTs are also uses as a flame retardant. 44 IFR like ammonium polyphosphate (APP) and pentaerythritol (PER) are use in this work. An attempt has been made to understand the influence of HNTs and IFR on the mechanical and thermal properties of 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer are characterized using differential scanning calorimetry (DSC), thermogravimetric analysis (TGA), scanning electron microscopy (SEM), X-ray diffraction (XRD), flammability properties, and impact and tensile testing.
Experimental
Materials and composite preparation
PP was kindly supplied by Reliance Industries Ltd., Mumbai, India (REPOL 110MA) and has a melt flow index of 11 g/10 min at 230°C with a load of 2.16 kg. PP-g-MA was kindly supplied by Pluss Polymer Ltd., India, and has a melt flow index of 14 g/10 min at 230°C with a load of 2.16 kg. SEBS-g-MA was kindly supplied by Karton, India (FG1901 G), and has a melt flow index of 14 g/10 min at 230°C with a load of 0.5 kg. ABS was kindly supplied by Strylotion, India (Terluran GP-22), and has a melt flow index of 19 g/10 min at 230°C with a load of 2.16 kg. In this work, HNTs used were mined from the HNTs deposits in New Zealand. HNTs were kindly supplied by Imerys Tableware, New Zealand. HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer were prepared by using counter-rotating twin-screw extruder (S. C. Dey & Co., Kolkata, India; screw diameter: 25 mm, L/D: 14) at 155°C, 210°C, and 240°C with a rotational speed of 10 r/min with various filler concentrations. Tensile and impact testing specimens were prepared using mini-injection molding machine (S. C. Dey & Co., India) operated at a temperature of 225°C, and applied pressure was 8 bar. The HNTs concentration is 1, 3, and 5 wt% and IFR concentration is 20 wt% with a ratio of APP:PER is 6:1.
Characterization
HNTs were characterized using high-resolution transmission electron microscopy (HRTEM) and XRD. HRTEM of HNTs was performed on JEOL JEM 2100, Tokyo, Japan. XRD of HNTs was performed over the XRD of D8 Advance (BRUKER, Germany). XRD was also used to characterize the PP crystals of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence dual compatibilizer. The incident X-rays of wavelength λ = 1.54 nm from the Cu-target was monochromatized using a Ni filter. The XRD patterns were recorded with a step scan with step size of 0.02° between 5° and 80° (2θ). The flammability of samples was characterized using two tests, viz., limiting oxygen index (LOI) and UL 94. The LOI was determined according to test procedure of ISO4589. The rating of the samples flammability can be determined using UL 94 test procedure. Crystalline behavior of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence dual compatibilizer was characterized using DSC and Exstar 6200 from RT instruments. The data were recorded in heating–cooling–heating cycle for all samples in the temperature range from 25°C to 240°C at a scan rate of 10°C/min under nitrogen atmosphere. The degree of crystallinity (Xc ) of PP phase was calculated from the ratio of normalized heat of fusion (▵Hm , norm) of second heating run to the heat of fusion of 100% crystalline PP (▵Hm )100%. The (▵Hm )100% was taken as 207 J/g. 47 Tensile testing of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence dual compatibilizer was done on universal testing machine (Instron 8801, India), according to ASTM D638. The impact testing of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence dual compatibilizer was tested on CEAST (Instron) pendulum impact tester according to ASTM D256 on unnotched specimens. TGA of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence dual compatibilizer was performed on Exstar 7020 from RT instruments. The data were recorded in the temperature range of 25°C–900°C, and at the heating rate of 10°C/min under nitrogen atmosphere. Differential thermogravimetric (DTG) curves were obtained by taking first derivative data of the original weight loss dependence of the temperature.
Results and discussion
Characterization of HNTs
HNTs have hollow tubular structure of alumina silicate. The chemistry of HNTs is similar to that Kaolin. HNTs exhibits higher thermal stability, biocompatibility, and mechanical strength. HNTs are abundantly available in mines in several countries. Figure 1 shows XRD and HRTEM image of HNTs. The diffraction pattern of HNTs shows several peaks at various Bragg’s angle of 2θ (Figure 1(a)). The XRD peak at 2θ of 12.19°, 20.06°, and 29.91° corresponds to (001), (020), and (002) plane, respectively. 48 HRTEM image of HNTs shows a hollow tubular structure. The diameter of HNTs is in the range of 60–80 nm. It is interesting to note that carbon nanotubes (CNTs) also have hollow tubular structure, but the CNTs are entangles and have strong van der Waals forces of attraction, which make them difficult to disperse in polymer matrix. 6,7 In case of HNTs, the entangled network was not observed; in addition, it has weak van der Waals forces because of which it is easy to disperse in polymer matrix.
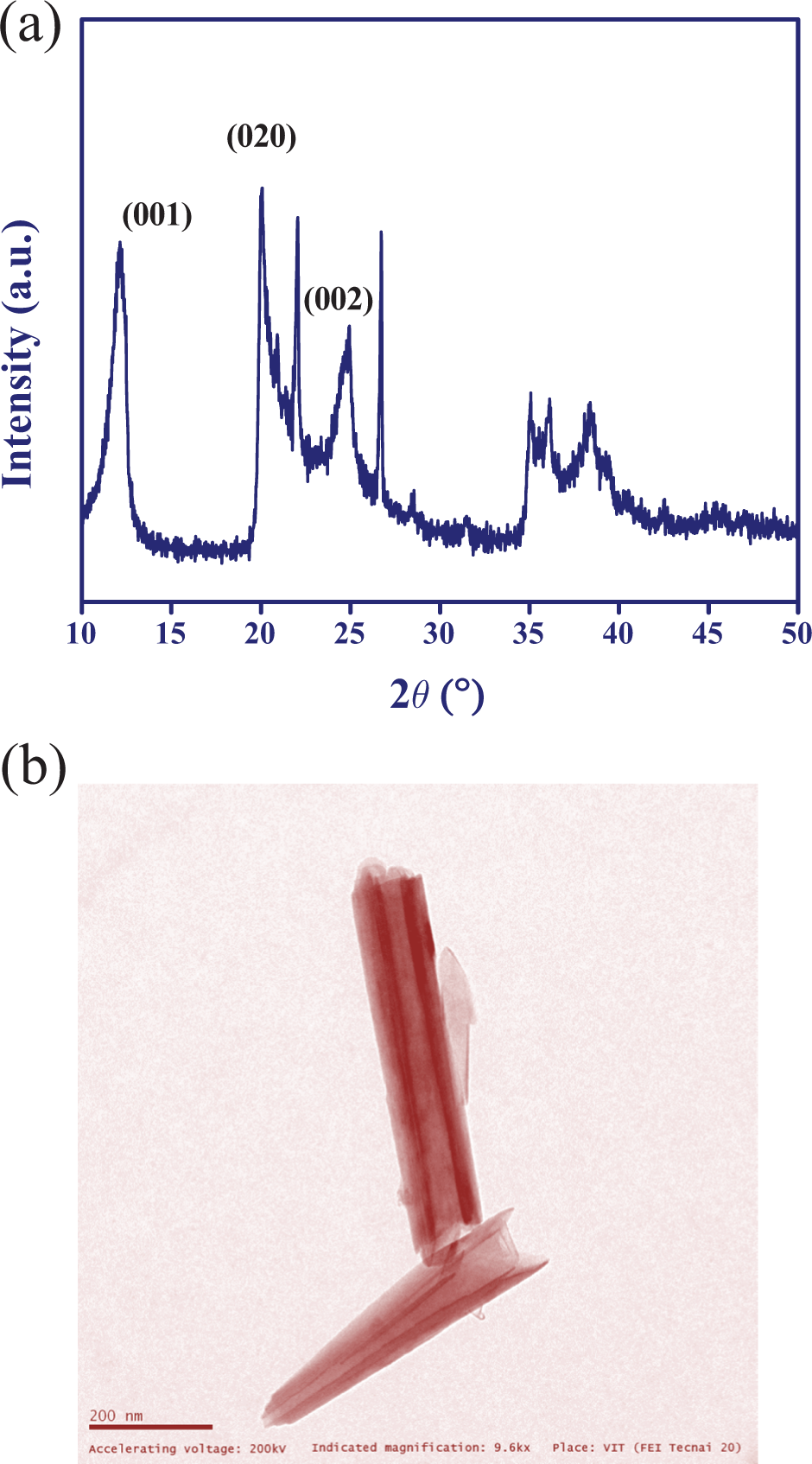
(a) XRD of HNTs and (b) TEM image of HNTs. XRD: X-ray diffraction; HNTs: halloysite nanotubes; TEM: transmission electron microscopy.
Morphology development of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer
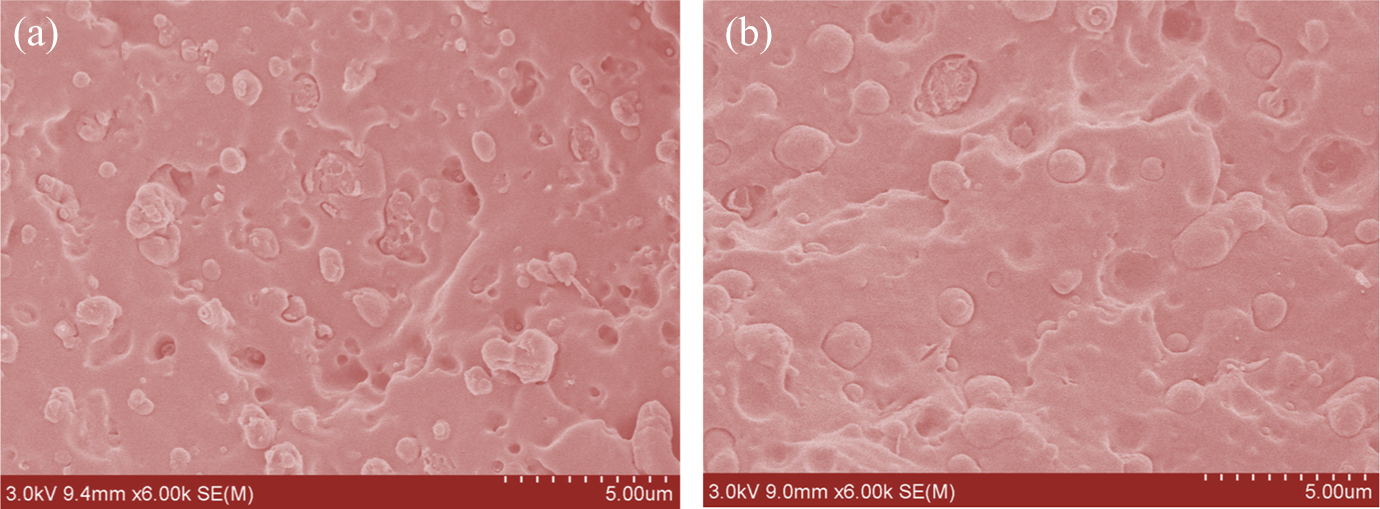
Morphology plays an important role in influencing the mechanical properties of PP/ABS blends. PP and ABS are immiscible polymers due to unfavorable thermodynamics. In this work, 80/20 (wt/wt) PP/ABS ratio is use. As noted earlier, it was observed that 80/20 (wt/wt) PP/ABS blend forms coarser matrix-droplet morphology. 45 The addition of dual compatibilizer refines the morphology of 80/20 (wt/wt) PP/ABS blends. 45,46 Figure 2 shows the SEM of cryofractured and etched specimens of pure blend, and HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. The SEM micrograph shows the formation of matrix-droplet morphology. From SEM micrograph, it appears that the droplet appears spherical in shape and is well separated. The separation of droplets may be due to the formation of layer of SEBS-g-MA around ABS phase and the layer formed prevents the coalescence of droplets. Kubade et al. 45,46 established that the formation of layer of SEBS-g-MA around ABS phase prevents the coalescence of droplets due to steric stabilization. As compared to pure blends (Figure 2(a)), the interparticle distance of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer is lower (Figure 2(b)). In addition, the number of smaller droplets is more in case of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer as compared to pure blend (Figure 2). Kubade et al. 46 earlier suggest that the compatibilization action of HNTs and selective localization of HNTs in PP phase contribute toward the refinement in morphology of HNTs-filled PP/ABS blends in the presence of dual compatibilizer. Thus, the refinement in morphology of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer may be due to the influence of HNTs and IFR present in the blend.
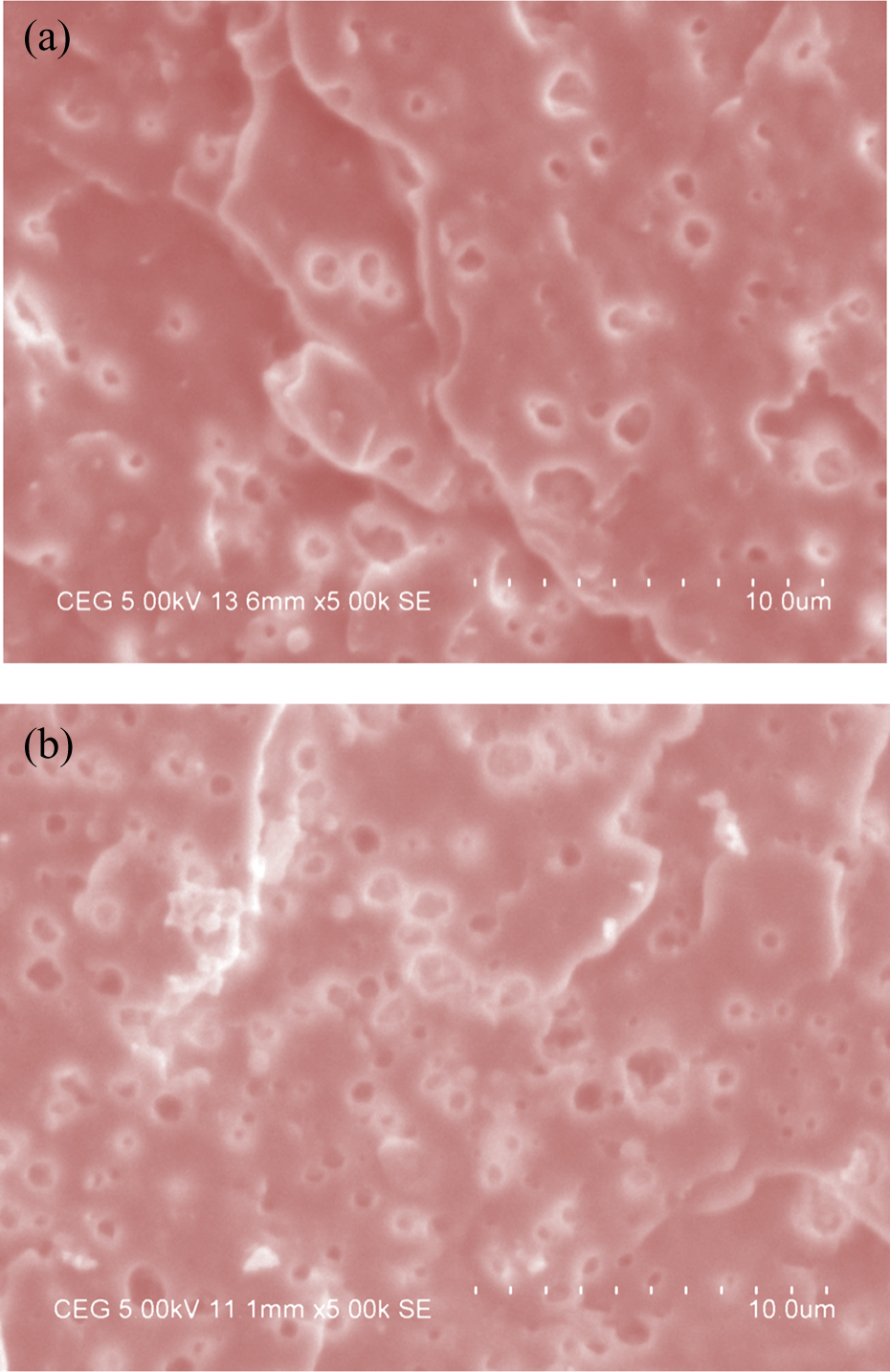
SEM of cryofractured and etched samples of pure blend (a) and HNTs- and IFR-reinforced 80/20 (wt/wt) PP/ABS blend and their composites in the presence of PP-g-MA and SEBS-g-MA (b). SEM: scanning electron microscopy; HNTs: halloysite nanotubes; IFR: intumescent flame retardant; PP/ABS: polypropylene/acrylonitrile–butadiene–styrene; PP-g-MA: polypropylene grafted with maleic anhydride; SEBS-g-MA: butylene–styrene triblock copolymer grafted with maleic anhydride.
XRD studies of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer
XRD is used to characterize semicrystalline phase of polymer blends. In this work, semicrystalline polymer used was PP. PP shows polymorphic behavior. It shows several crystalline forms, monoclinic α-phase, trigonal β-phase, and orthorhombic γ-phase. β-phase and γ-phase can appear when nucleating agents are added in the PP. 49,50 Figure 3 shows the XRD pattern of HNTs- and IFR-filled 80/20 (wt%/wt%) PP/ABS blend and their composites in the presence of dual compatibilizer. It shows the XRD peak at diffraction angle of 2θ around 14.9°, 16.9°, and 21.1°, respectively. These peaks are monoclinic α-form of PP crystals for (110), (040), and (130) plane, respectively. 45 In addition, XRD peak at diffraction angle of 2θ around 15.9° is trigonal β-form of PP crystals for (300) plane. 46 The α-form and β-form of PP crystals appear for HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. The reason for formation of β-form of PP crystals is that ABS and SEBS-g-MA act as a β-nucleating agent. 9 In case of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer, HNTs also act as a β-nucleating agent. The β-form of PP crystals is well known for the enhancement in impact strength, toughness, and elongation at break of PP. 51 Thus, it is important to quantify the amount of β-form of PP crystals in HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer.
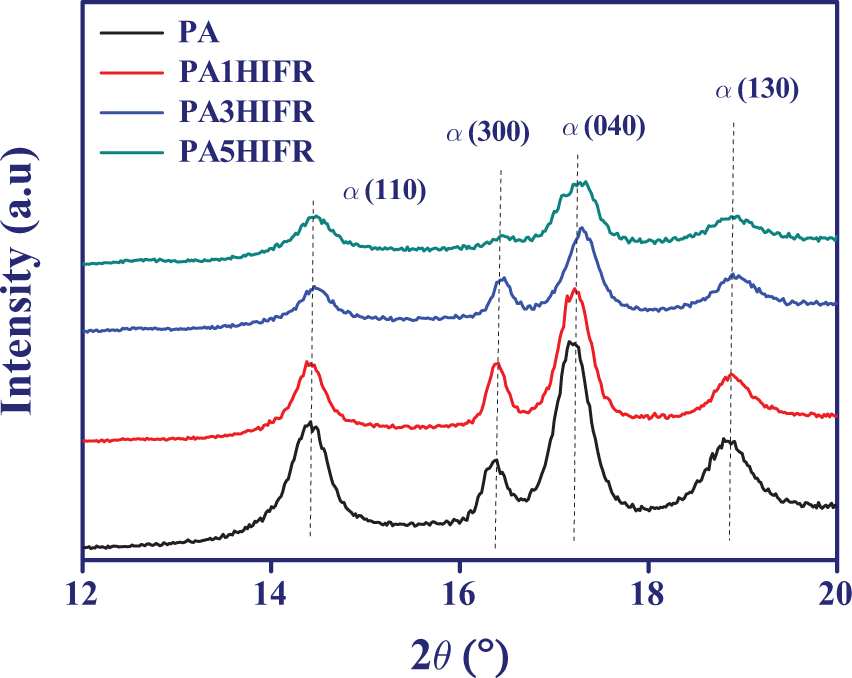
XRD of HNTs- and IFR-reinforced 80/20 (wt/wt) PP/ABS blend and their composites in the presence of PP-g-MA and SEBS-g-MA. XRD: X-ray diffraction; HNTs: halloysite nanotubes; IFR: intumescent flame retardant; PP/ABS: polypropylene/acrylonitrile–butadiene–styrene; PP-g-MA: polypropylene grafted with maleic anhydride; SEBS-g-MA: butylene–styrene triblock copolymer grafted with maleic anhydride.
Turners-Jones et al. 52 equation can be used to quantify the amount of β-form of PP crystals by using XRD. This equation is

where Kβ is the content of β-form of PP crystals, Hβ (300) is the intensity of the β-form of PP crystals peak at 2θ around 15.9°, and Hα (110), Hα (040), and Hα (130) are the intensities of the α-form of PP crystals peak at 2θ around 14.9°, 16.9°, and 21.1°, respectively.
The quantified values of amount of Kβ of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer are shown in Table 2. The amount of Kβ of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer is higher than 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer. This observation depicts that HNTs help in enhancing the amount of β-form of PP crystals formation significantly. It is expected that higher amount of β-form of PP crystals can help in enhancing the impact properties of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer.
Codes of HNTs- and IFR-filled 80/20 (wt%/wt%) PP/ABS blend and their composites in the presence of dual compatibilizer.
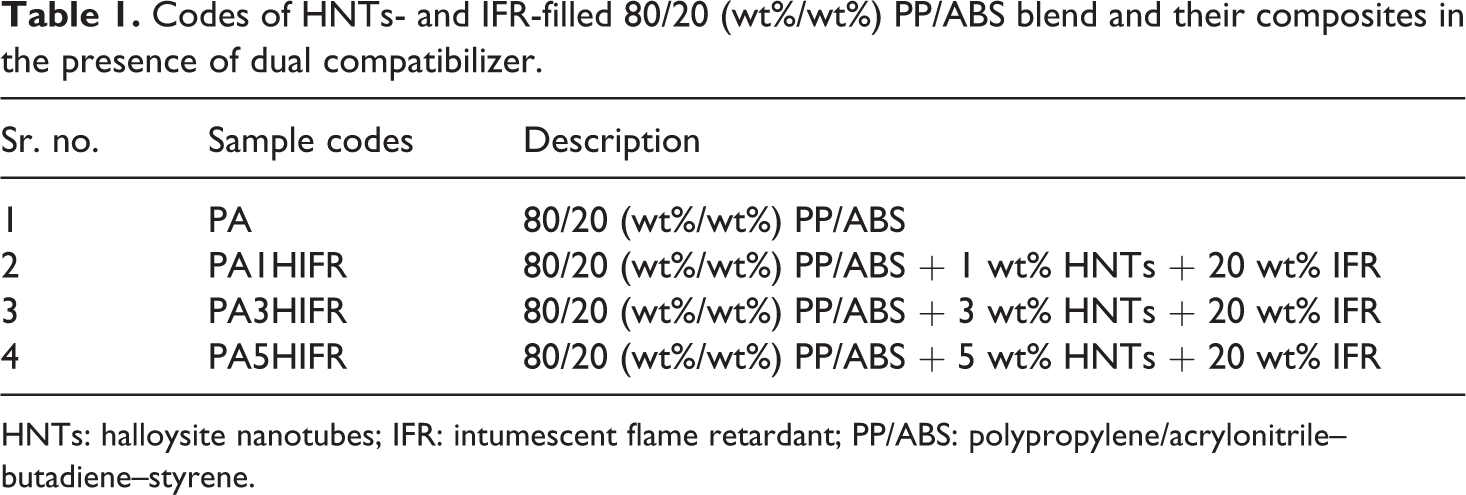
HNTs: halloysite nanotubes; IFR: intumescent flame retardant; PP/ABS: polypropylene/acrylonitrile–butadiene–styrene.
Kβ values of HNTs- and IFR-filled 80/20 (wt%/wt%) PP/ABS blend and their composites in the presence of dual compatibilizer.
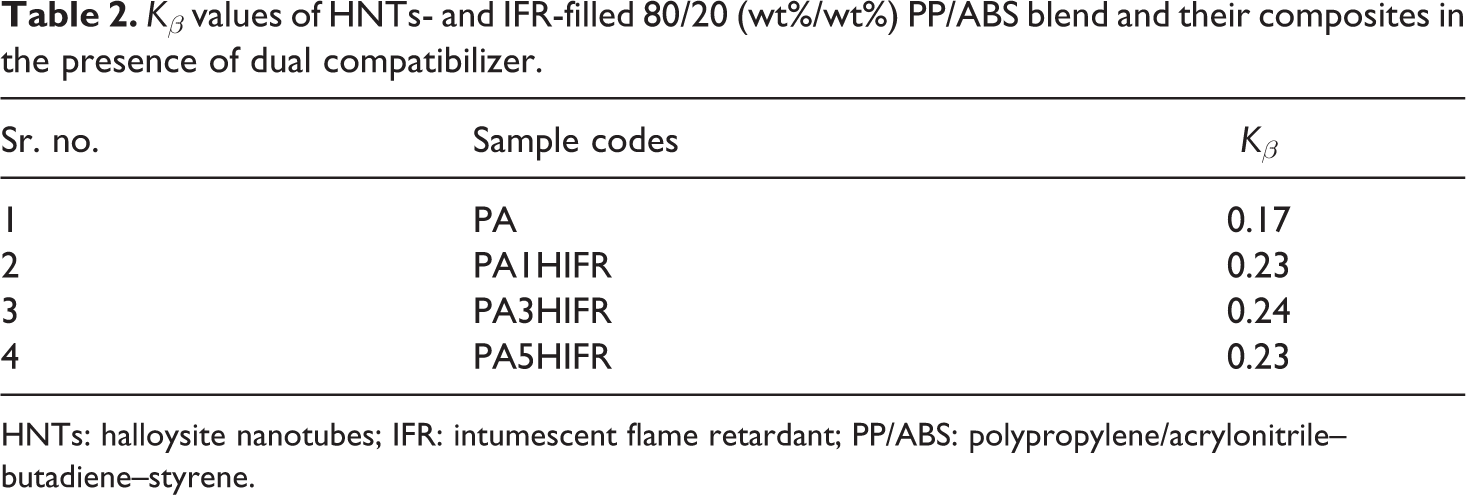
HNTs: halloysite nanotubes; IFR: intumescent flame retardant; PP/ABS: polypropylene/acrylonitrile–butadiene–styrene.
Crystallization behavior of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer
It is well known that the mechanical properties of thermoplastics depend on its crystallinity. Thus, it is important to know the crystalline behavior of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. DSC was used to characterize HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. Figure 4 shows the crystalline exotherms of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. Crystallization temperature (Tc ) of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer is shown in Table 3. Tc of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer marginally increases as compared to 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer. The increase in Tc value is due to heterogeneous nucleating effect of HNTs and IFR. Kubade et al. 45 observed that HNTs act as heterogeneous nucleating agent for PP crystallization.
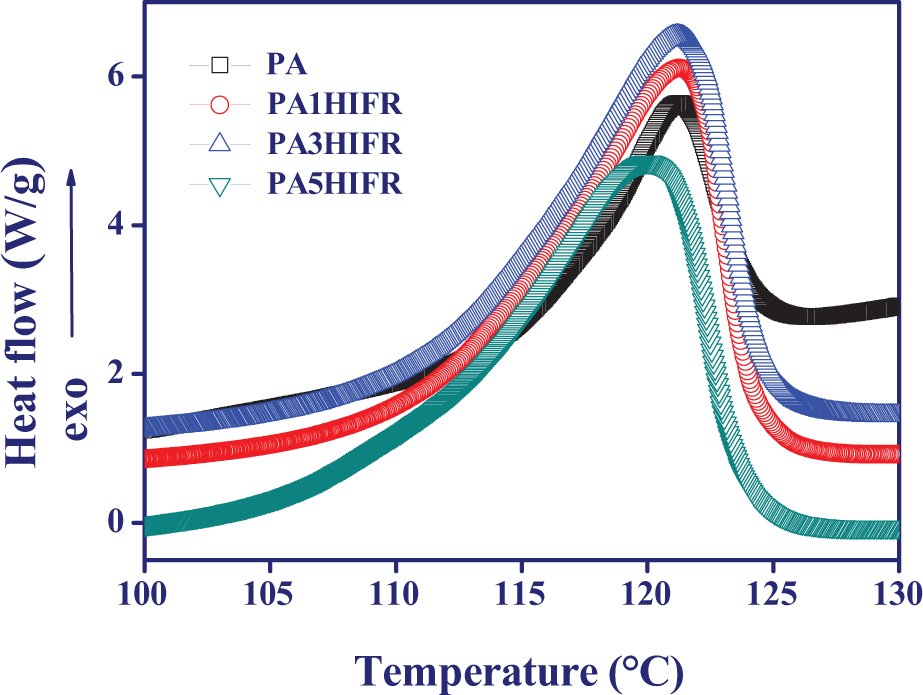
DSC crystallization exotherms of HNTs- and IFR-reinforced 80/20 (wt/wt) PP/ABS blend and their composites in the presence of PP-g-MA and SEBS-g-MA. DSC: differential scanning calorimetry; HNTs: halloysite nanotubes; IFR: intumescent flame retardant; PP/ABS: polypropylene/acrylonitrile–butadiene–styrene; PP-g-MA: polypropylene grafted with maleic anhydride; SEBS-g-MA: butylene–styrene triblock copolymer grafted with maleic anhydride.
Melting and crystallization parameters of HNTs- and IFR-filled 80/20 (wt%/wt%) PP/ABS blend and their composites in the presence of dual compatibilizer.
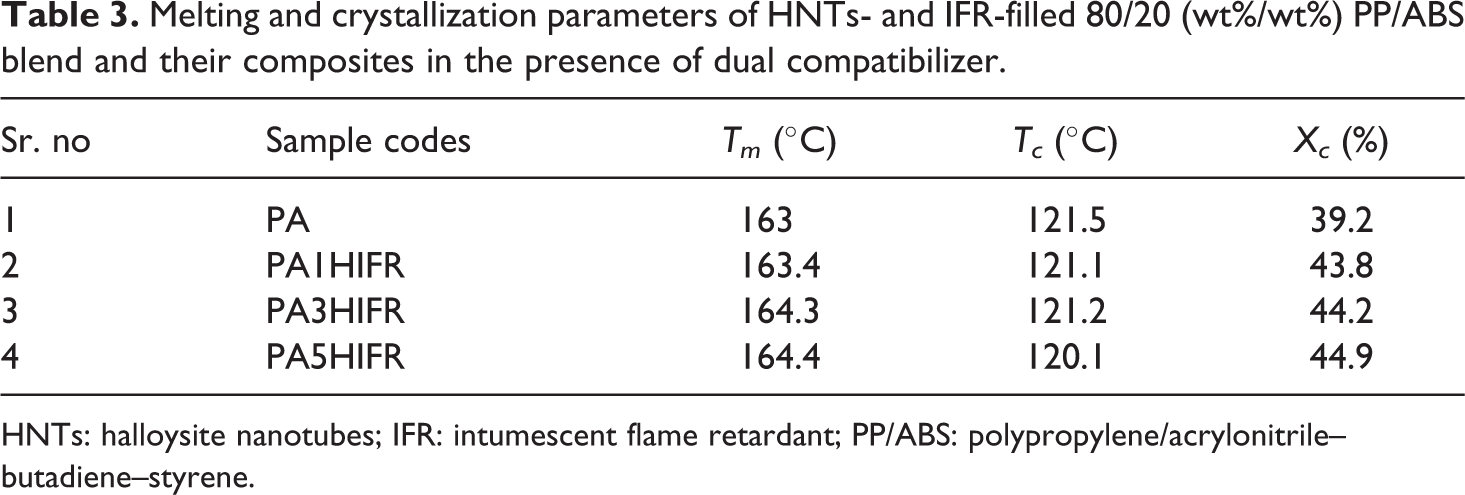
HNTs: halloysite nanotubes; IFR: intumescent flame retardant; PP/ABS: polypropylene/acrylonitrile–butadiene–styrene.
The degree of crystallinity of PP phase was calculated from the melting endotherm of second heating of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer and is shown in Table 3. The percent crystallinity of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer increases as compared to 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer. The increase is due to the presence of HNTs and IFR in PP phase. The presence of HNTs and IFR refines the morphology of blends, which facilitates more nucleating sites for crystallization. Similar observation was reported earlier in case of polymer blend and their composites. 10–11 Melting temperature (Tm ) of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer increases as compared to 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer. The increase is due to the presence of HNTs and IFR in PP phase.
Mechanical behavior of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer
It is expected that the increase in percent crystallinity of PP phase and formation of more β-form of PP crystals shall significantly influence the tensile and impact properties of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. Figure 5 shows the tensile modulus of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. The tensile modulus increases in case of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer increases as compared to 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer. The increase in tensile modulus is maximum for 5 wt% HNTs- and 20 wt% IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. Similarly, tensile strength is maximum for 5 wt% HNTs- and 20 wt% IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer (Figure 6), but there is a slight increase as compared to pure blend. The impact properties of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer are shown in Figure 7. Impact properties of 1 wt% HNTs- and 20 wt% IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer decreases as compared to 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer. While at higher concentration of HNTs and IFR in case of 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer, impact properties increases. The increase in impact properties is maximum for 3 wt% HNTs- and 20 wt% IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer.
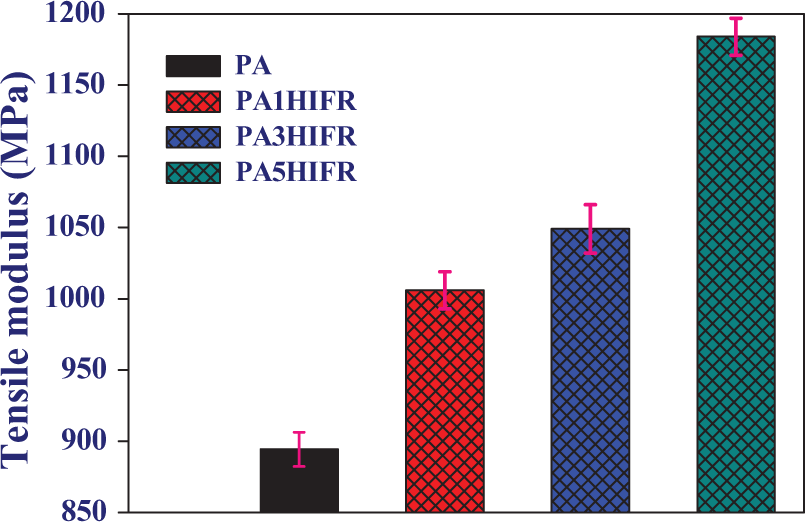
Tensile modulus of HNTs- and IFR-reinforced 80/20 (wt/wt) PP/ABS blend and their composites in the presence of PP-g-MA and SEBS-g-MA. HNTs: halloysite nanotubes; IFR: intumescent flame retardant; PP/ABS: polypropylene/acrylonitrile–butadiene–styrene; PP-g-MA: polypropylene grafted with maleic anhydride; SEBS-g-MA: butylene–styrene triblock copolymer grafted with maleic anhydride.
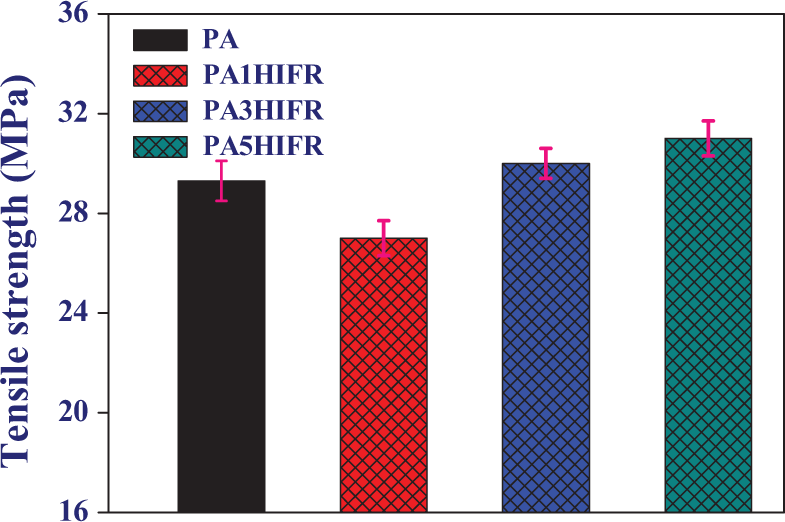
Tensile strength of HNTs- and IFR-reinforced 80/20 (wt/wt) PP/ABS blend and their composites in the presence of PP-g-MA and SEBS-g-MA. HNTs: halloysite nanotubes; IFR: intumescent flame retardant; PP/ABS: polypropylene/acrylonitrile–butadiene–styrene; PP-g-MA: polypropylene grafted with maleic anhydride; SEBS-g-MA: butylene–styrene triblock copolymer grafted with maleic anhydride.
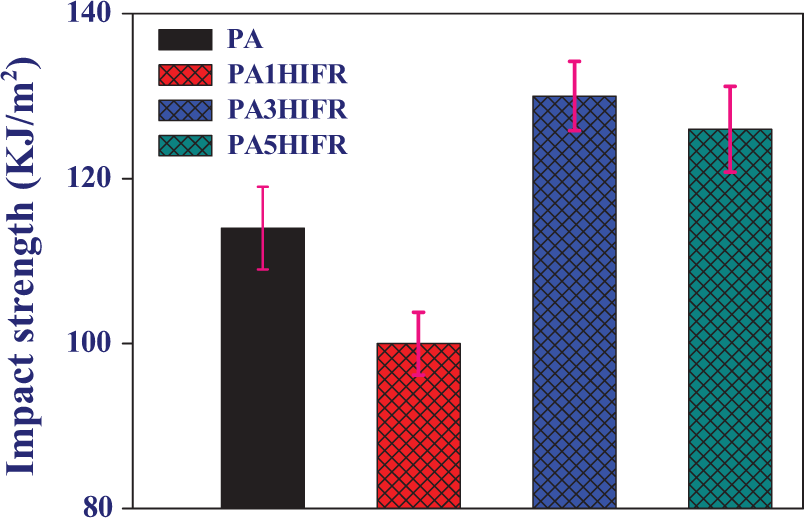
Impact strength of HNTs- and IFR-reinforced 80/20 (wt/wt) PP/ABS blend and their composites in the presence of PP-g-MA and SEBS-g-MA. HNTs: halloysite nanotubes; IFR: intumescent flame retardant; PP/ABS: polypropylene/acrylonitrile–butadiene–styrene; PP-g-MA: polypropylene grafted with maleic anhydride; SEBS-g-MA: butylene–styrene triblock copolymer grafted with maleic anhydride.
The reason for maximum increase in tensile modulus and tensile strength at 5 wt% HNTs- and 20 wt% IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer is due to the dispersion of HNTs in PP phase. The percent crystallinity of PP phase is highest for 5 wt% HNTs- and 20 wt% IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. In addition, 5 wt% HNTs- and 20 wt% IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer show more refined morphology as compared to pure blend. Thus, the increase in tensile modulus is due to refinement in morphology, dispersion of HNTs and IFR, and increase in percent crystallinity of PP phase.
The maximum increase in impact strength for 3 wt% HNTs- and 20 wt% IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer is due to the formation of matrix-droplet morphology as shown in Figure 8. The impact fractured SEM images do not show the formation of fibrils, depicting the brittle fracture of samples. Figure 8 shows some of the ABS droplets are not pull out during the impact fracture of specimen. It may be due to the interaction between nitrile group of ABS and maleic anhydride group of SEBS-g-MA. 35 During impact fracture, the load is transferred to ABS droplets and under the applied load, ABS droplets pull out occur due to void growth at interface or cavitation of ABS may results in more energy absorption.
SEM of HNTs- and IFR-reinforced 80/20 (wt/wt) PP/ABS blend and their composites in the presence of PP-g-MA and SEBS-g-MA. SEM: scanning electron microscopy; HNTs: halloysite nanotubes; IFR: intumescent flame retardant; PP/ABS: polypropylene/acrylonitrile–butadiene–styrene; PP-g-MA: polypropylene grafted with maleic anhydride; SEBS-g-MA: butylene–styrene triblock copolymer grafted with maleic anhydride.
Thermal stability of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer
TGA has been carried out to study the influence of HNTs and IFR on thermal stability of 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. Figure 9 shows the TG and DTG curves of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. Figure 9(a) and (b) shows the degradation of 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer occurred in one step. It shows that 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer was completely converted into volatile product with no residue. Addition of HNTs and IFR in 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer shows the two-step degradation. The 10% weight loss and maximum degradation loss temperature are shown in Table 4. Table 4 shows 10% weight loss and maximum degradation loss temperature in case of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer increases as compared to 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer. The main decomposition of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer is approximately 18–24°C higher as compared to 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer. This observation depicts the enhanced thermal stability by an addition of HNTs and IFR in 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer. The thermal stability is maximum for the 5 wt% HNTs- and 20 wt% IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer.
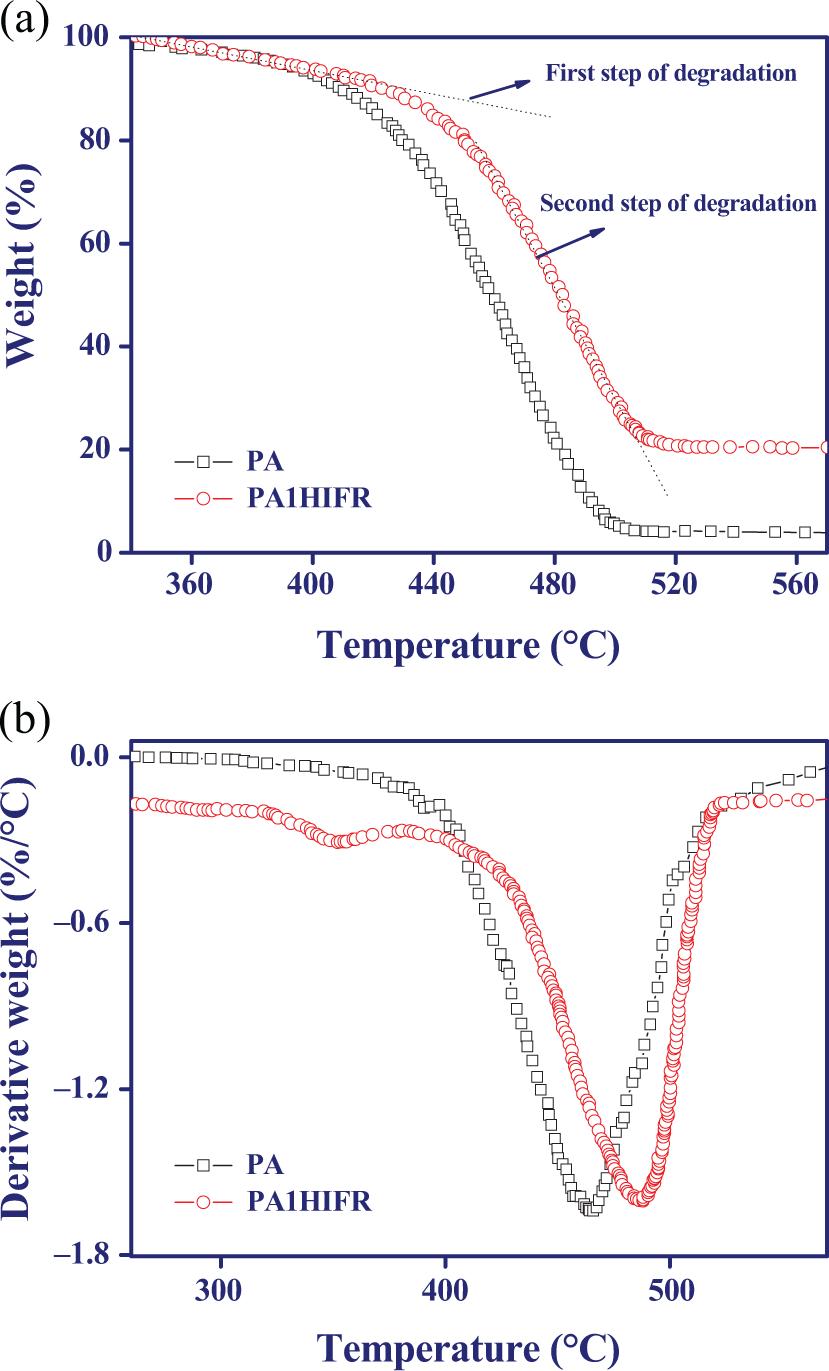
(a) TGA and (b) DTG curves of HNTs- and IFR-reinforced 80/20 (wt/wt) PP/ABS blend and their composites in the presence of PP-g-MA and SEBS-g-MA. TGA: thermogravimetric analysis; DTG: differential thermogravimetric; HNTs: halloysite nanotubes; IFR: intumescent flame retardant; PP/ABS: polypropylene/acrylonitrile–butadiene–styrene; PP-g-MA: polypropylene grafted with maleic anhydride; SEBS-g-MA: butylene–styrene triblock copolymer grafted with maleic anhydride.
Degradation temperature of HNTs- and IFR-filled 80/20 (wt%/wt%) PP/ABS blend and their composites in the presence of dual compatibilizer.
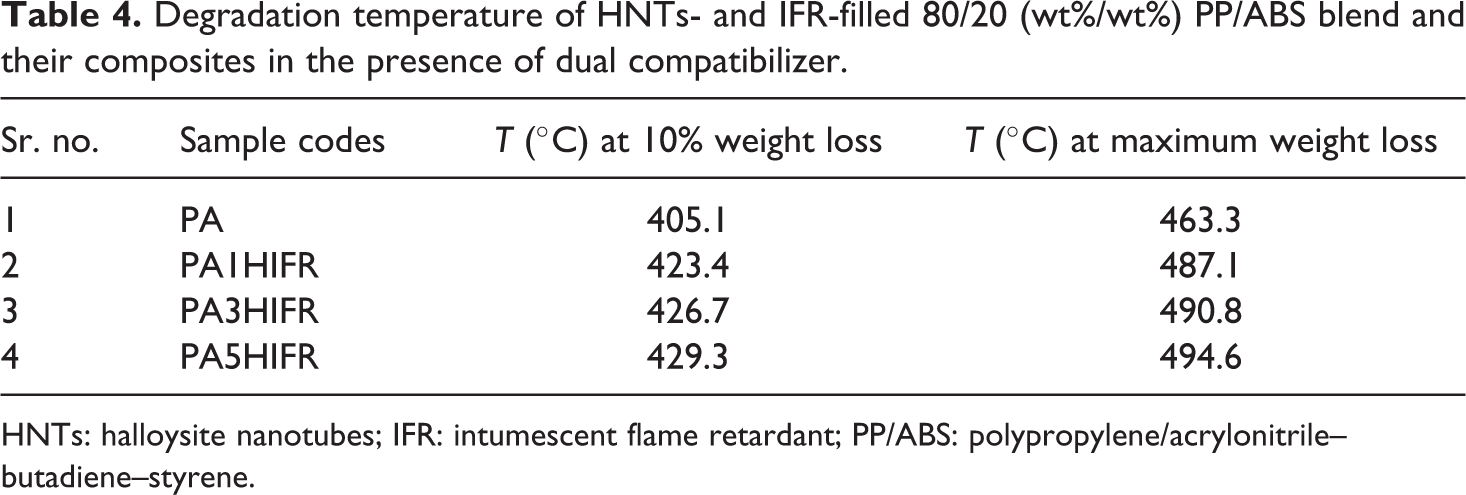
HNTs: halloysite nanotubes; IFR: intumescent flame retardant; PP/ABS: polypropylene/acrylonitrile–butadiene–styrene.
The enhancement in thermal stability is due to the chemical reaction between HNTs and IFR. The possible reaction occurred during degradation of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer is shown in Figure 10. It is important to note that HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer degradation occurs in two steps. In the first step of degradation, APP and PER undergo reaction. This reaction was established by Pani et al. 53 ; APP is converted into phosphoric acid and ammonia during the first stage of degradation. In addition, phosphoric acid reacts with HNTs and forms silicoaluminophosphate (SAPO). Then, phosphoric acid and PER get hydrolyzed and form carbonaceous char. SAPO acts as a catalyst for the improvement of phosphoric acid source. This has resulted in oxidative dehydration crosslinking charring process. 54 Ammonia swells the carbonaceous residue and led toward the formation of intumescent char. 54 These reactions are confirmed by taking Fourier transform infrared spectroscopy (FTIR) of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer heated in the muffle furnace at 400°C for half an hour. Figure 11 shows the FTIR spectra of the charred layers of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. FTIR spectra depict the absorption peak at 2918.3 cm−1 and 2951.1 cm−1 representing CH3 or CH2 symmetric and asymmetric vibrations of char of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. 24 Whereas the intensity peak absorption at 1454.3 cm−1 and 1375.2 cm−1 depicts the CH3 or CH2 deformation vibration of aliphatic groups. 24 The absorption peak at 1165.0 cm−1 depicts the stretching mode of P–O–C in the phosphocarboneous complex. 24 The peak at 997.2 cm−1 is related to the P–O vibration of P–O–P group. 24 In addition, there is a small absorption peak at 1082 cm−1, which confirms the formation of SAPO. 54 From the FTIR spectra, it can be understood that HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer charred layers containing P–O–P and P–O–C complex structure. Because of the formation of intumescent carbonaceous char, thermal stability of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer increases.
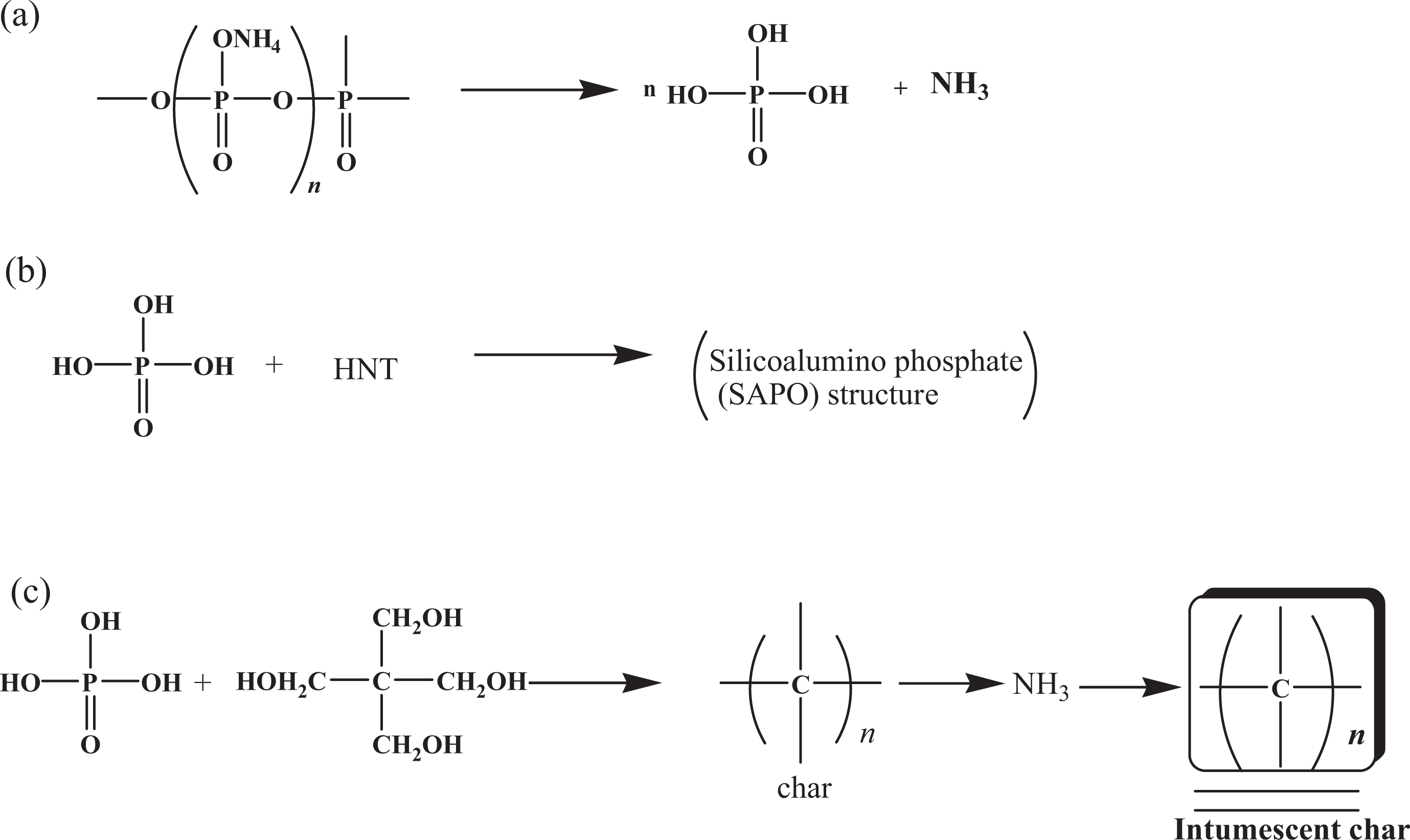
Schematic of reactions occurred during thermal degradation.
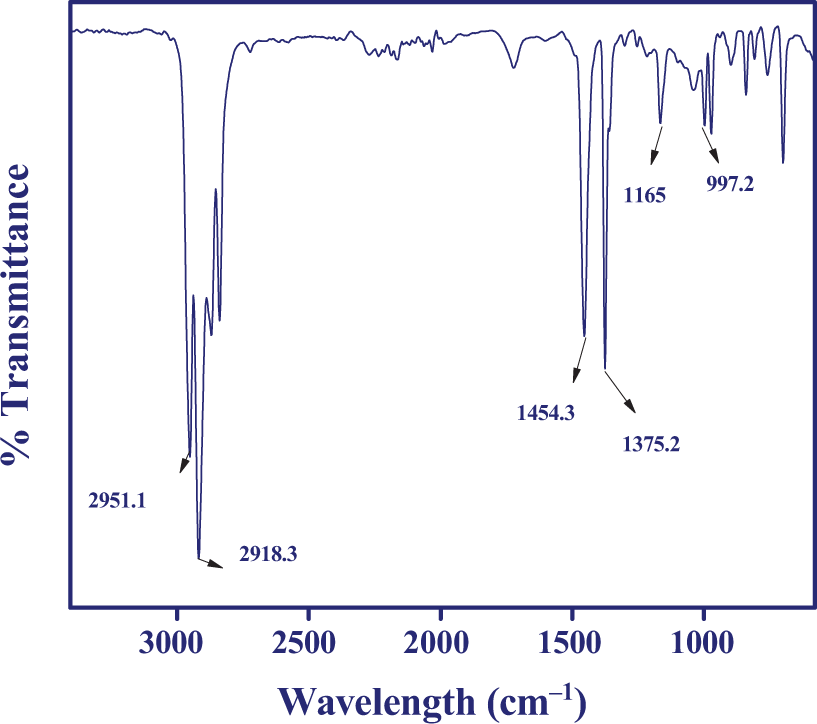
FTIR of char. FTIR: Fourier transform infrared spectroscopy.
Flammability properties of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer
LOI and UL-94 test were carried out on HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer. These results are summarized in Table 5. The 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer exhibit LOI value of 22.0%. The addition of 1 wt% HNTs and 20 wt% IFR in 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer increases the LOI value to 24.6%, indicating a significant influence of HNT on LOI. Further addition of 3 and 5 wt% HNTs and 20 wt% IFR in 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer increases the LOI value to 26.4% and 26.7%. The 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer completely burned in UL-94 test and have no rating due to its flaming time longer than 30 s and dripping behavior. The addition of 1 wt% HNTs and 20 wt% IFR in 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer increases the burning time in UL-94 test and observed moderate dripping behavior. Further addition of 3 and 5 wt% HNTs and 20 wt% IFR in 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer passed the V-2 test of UL-94, and less dripping was observed. Nevertheless, additional research is required to investigate the effect of ratio of APP:PER on flame retardancy of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer to achieve a V-0 rating.
LOI and UL-94 values of HNTs- and IFR-filled 80/20 (wt%/wt%) PP/ABS blend and their composites in the presence of dual compatibilizer.
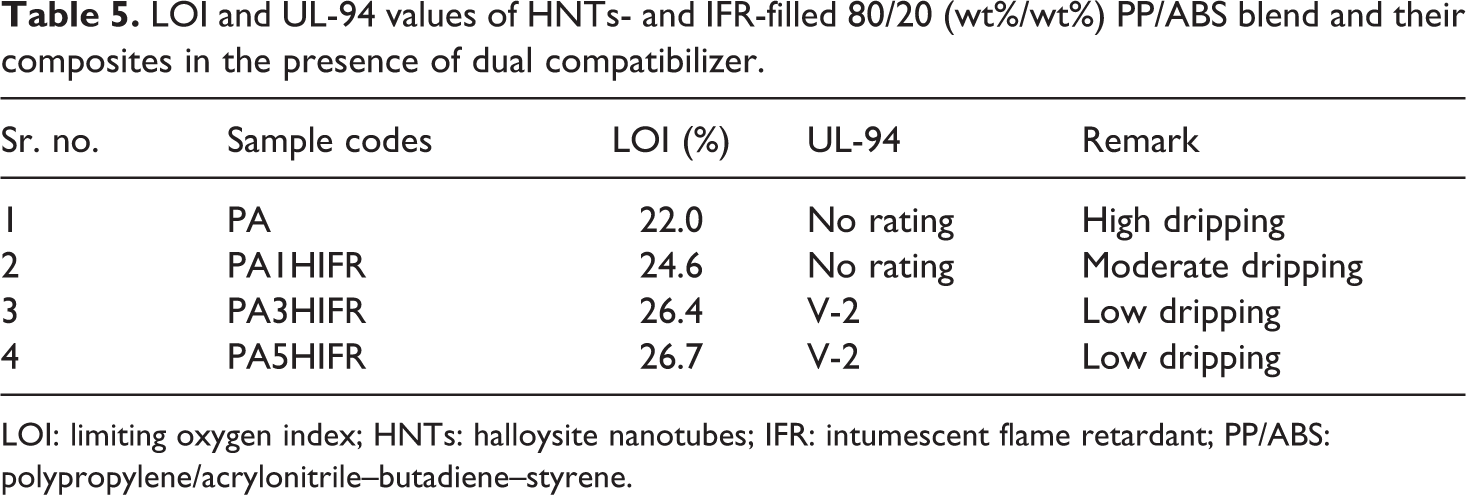
LOI: limiting oxygen index; HNTs: halloysite nanotubes; IFR: intumescent flame retardant; PP/ABS: polypropylene/acrylonitrile–butadiene–styrene.
Summary and conclusion
HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer have been prepared using twin-screw extruder followed by injection molding. ABS and SEBS-g-MA act as a β nucleating agent for the formation of trigonal β-form of PP crystals. The β-form of PP crystals is more in case of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer as compared to 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer. The addition of HNTs and IFR in 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer enhances the PP crystal phase formation. SEM micrograph of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blend and their composites in the presence of dual compatibilizer reveals the matrix-droplet morphology. Tensile and impact properties of HNTs and IFR in 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer increase with an addition of 3 and 5 wt% of HNTs and IFR. The reason for increase in tensile and impact properties of HNTs and IFR in 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer is due to well-dispersed HNTs in PP phase and refinement in morphology. Thermal stability of HNTs and IFR in 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer increases. It is due to formation of intumescent char. The addition of 3 and 5 wt% HNTs and 20 wt% IFR in 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer passed the V-2 test of UL-94, and less dripping was observed. Additional research needs to be carried out to optimize the ratio of APP:PER on flame retardancy of HNTs- and IFR-filled 80/20 (wt/wt) PP/ABS blends in the presence of dual compatibilizer to achieve a V-0 rating.
Footnotes
Acknowledgements
The authors would like to acknowledge Dr Suryasarathi Bose, Department of Materials Engineering, IISc Bangalore, India for allowing to use impact testing facility. The authors also would like to acknowledge Imerys Tableware, New Zealand for supplying halloysite nanotubes.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors gratefully acknowledge the Department of Science and Technology, Government of India for providing fund under DST-FIST grant to establish Instron tensile tester (8801) facility at VIT University. One of the authors (Dr Pankaj Tambe) also acknowledges SERB DST for startup grant of Young Scientist (SERC-ET-032/2012).