
Abstract
In this study, the effect of reinforcements’ shape and type on the mechanical, thermal, and morphological properties of polyvinyl chloride (PVC) foam composites is investigated. For this purpose, three different fillers, longitudinal structure glass fiber, flaky structure mica, and spherical structure fly ash, were selected to prepare PVC foam composites with 0–20 wt% loading. The tensile strength in both 10 wt% reinforced mica and glass fiber composites improved slightly, while it decreased with the addition of 10 wt% fly ash. Flexural strength reached its maximum in mica and fly ash-filled composites at 10 wt% loading. Meanwhile, flexural strength exhibited higher saturation levels of longitudinal glass fibers due to their penetration within the foam cells. Charpy impact strength measurements showed a decreasing trend with increasing the filler content; however, the rate of reduction was the lowest in PVC/glass fiber foam composites. The effect of filler type and geometry on thermal and dynamic mechanical properties of PVC foam composites was studied using thermogravimetric analyzer and dynamic mechanical analysis, respectively. First decomposition temperature of PVC composites dropped slightly with the addition of fillers, where glass fiber-reinforced foam composites exhibited the lowest rate of reduction. The second decomposition step of PVC foam composites shifted toward higher temperatures with increasing the filler content. Fly ash was found to be more effective in improving the second decomposition temperature. The dynamic modulus of mica and glass fiber-reinforced composites showed an increasing trend below and above glass transition temperature, up to 10 wt% loading, while the storage modulus in fly ash-reinforced composites increased with increasing the filler content at a constant rate. Morphological studies revealed that mica flakes with a paralleled structure within cell walls and glass fibers with a penetrated structure within the cell bubbles exhibited higher agglomeration compared to fly ash composites.
Introduction
Polymer composites received significant attention during the past few decades due to their enhanced properties and wide applications. Polymer matrices reinforced with mineral fillers exhibit improved mechanical, morphological, thermal, and processing properties. 1 –9 Polyvinyl chloride (PVC) foam is one of the most commonly used polymers in building industry due to its low cost, low density, fire retardancy, high insulation, and damping properties. 10 –13 Fillers such as mica, calcium carbonate, talc, glass fibers, carbon fibers, and wood fibers have been used to improve the properties of PVC composites. 14 –16
Mica is a flaky-like crystalline alumino-silicate with a high aspect ratio. It has excellent chemical and corrosion resistance, good electric properties, and low thermal expansion, and it causes low wear and abrasion to the processing equipment. The high aspect ratio of the platy particles provides an excellent balance of mechanical, thermal, and dimensional properties when used as functional fillers in plastics, thus providing increased stiffness, superior high temperature performance, improved scratch resistance, lower coefficient of linear thermal expansion, and improved acoustic damping properties and dimensional stability. 17 Glass fibers are among the most versatile fillers and, by far, the most predominant class of fibers used in reinforced polymers. They are made from virgin glass, which is alkali-free and produces a uniform diameter, and contain oxides of silicon, calcium, aluminum, magnesium, and boron, fused in an amorphous hyaline phase. 18,19 Glass fibers are strong, lightweight, and robust materials and their bulk strength and weight properties are favorable when compared to metals. 20,21 On the other hand, fly ash, a by-product of coal combustion in power-generating plants, is a spherical filler and is mostly used in cement industries. It mainly contains quartz (SiO2), mullite (3Al2O3·2SiO2), hematite (Fe2O3), magnetite (Fe3O4), lime (CaO), and gypsum (CaSO4·2H2O). 22,23 Fly ash is a viable candidate for use as an additive in polymer composites for reducing the overall cost of raw materials and effective disposal of the by-product.
Different properties of PVC composites reinforced with mica, glass fiber, and fly ash have been studied by a number of researchers. Jiang and Kamdem 15 reviewed the effect of adding mica and glass fibers to PVC–wood composites and reported that the mechanical properties of PVC–wood composites can be improved by combining mica or glass fiber with wood fibers to make hybrid reinforcements. Deshmukh et al. 17 studied the effect of various parameters, such as particle size, concentration, and silane surface treatment on the mechanical properties of mica-reinforced PVC composites. They reported that Young’s modulus, stiffness, hardness, and dielectric properties improved with increasing mica content, while tensile strength and elongation at break decreased with increasing mica concentration. Their results also showed that mechanical and electrical properties were enhanced slightly with the use of silane-treated mica. Deshmukh and Rao 24 also studied the dielectric properties of silane-treated and untreated water ground PVC/mica composites. They reported that the dielectric strength and surface resistance of PVC composites increases more in silane-treated mica-filled composites with an optimum mica loading of 30 wt%. Wang et al. 25 studied the effect of dioctyl phthalate and mica loading (0–50 wt%) on the sound insulation properties of PVC composites. Their results showed that the stiffness and surface density are the main influencing factors in improving sound transmission loss (STL) and the addition of mica results in more significant improvement in the acoustic insulation ability. It was reported that the average STL value increases in stiffness-controlled region up to 40 wt% mica loading in PVC, while further increasing of mica content results in decreasing uniformity of mica dispersion and consequently decreases STL. However, the maximum average STL increase in the mass-controlled region was only 12.8%, due to small improvement in surface densities of composites with increasing the mica content.
Jiang et al. 26 studied the influence of glass fiber length on the impact strength of PVC/wood flour/glass fiber hybrid composites. They reported an improvement of 66% in notched impact strength and 36% in unnotched impact strength using 5% long-type glass fiber at 55% PVC content, whereas no significant improvement was reported in the impact strength of short glass fiber-filled composites. Tungjitpornkull and Sombatsompop 27 prepared glass fiber/wood/PVC composites using a twin-screw extruder and compression molding methods to study the effect of fiber forms and orientation angle. They claimed that compression molding is the most effective method in producing glass fiber/wood/PVC composites. They also reported that the orientation angle of glass fibers has more effect on impact properties. In a similar work, Tungjitpornkull et al. 28 prepared PVC/wood/glass fiber composites at different glass fiber loadings (10, 20, and 30 phr) and lengths (3, 6, and 12 mm). They concluded that at 10 and 20 phr glass fiber loadings, tensile and flexural properties are strongly dependent on the carbonyl content on the fiber surface, whereas at 30 phr glassfiber content, the average length of glass fibers mainly affects these properties. Matuana et al. 29 studied the effect of surface treatment on the mechanical properties of foamed PVC/wood-fiber composites. They reported that tensile and impact properties of the composites are strongly related to the cell morphology and surface treatment of glass fibers. They also observed a reduction in tensile properties of the composites at higher glass fiber loading, which was attributed to higher void fraction in the composites structure and weak interaction between the matrix and glass fiber.
Jin-hu et al. 30 studied the effect of fly ash surface modifier types, loading, and fly ash content on different properties of PVC/fly ash composites. They reported that among all surface modifiers, only using silane coupling agent KH550 could result in an improvement of tensile and impact strengths. They also reported that the optimum amount of KH550 and fly ash particles in the PVC composite were 1.5% and 10%, respectively. Yu-sheng et al. 31 focused on studying the rheological and mechanical properties of fly ash-filled and modified PVC. They reported impact and tensile strengths of PVC composites with maximum values of 46 kJ m−2 and 42.7 MPa, respectively, in the presence of 5 phr fly ash. Sushma and Kumar 32 prepared PVC/fly ash composites using injection molding to evaluate the effect of fly ash loading on hardness and tensile properties. Their results showed that 10 wt% and 20 wt% are the maximum amounts of fly ash that can be used to reach the highest hardness and tensile properties, respectively, while further fly ash addition caused a reduction in these properties. They also claimed that the solubility of fly ash in PVC is the highest in the range of 15–25 wt% and it can be improved by better mixing of composites.
In our recent publications, 33 –37 the individual effect of glass fibers, mica, and fly ash contents on the performance of PVC foam composite was reported. However, the effect of particle geometry and shape of filler on the properties of the foam composites was not investigated. Therefore, this study is an attempt to consider the effect of reinforcement type and geometry on the mechanical, thermal, and microstructural properties of rigid PVC foams at three different loadings. Three different types of fillers, namely glass fibers, mica, and fly ash, were added separately to the PVC foam compound at 0, 10, and 20 wt% to compare the effect of these particles due to their different geometry on the properties of the foam composites.
Experimental
Materials
Rigid PVC resin was purchased from Shintech (Freeport, Texas, USA), with an inherent viscosity of 0.74 (ASTM D1243), bulk density of 0.58 g cm−3 (ASTM D 1895), and maximum volatiles of 0.12% (ASTM D3030). Commercially available thermal stabilizer and processing aid were acquired from Arkema (Alsip, Illinois, USA), lubricants from Oleochemicals (Chicago, Illinois, USA), paraffin wax from Ferro Corp. (Mayfield Heights, Ohio, USA); calcium stearate from Norac Corp. (Helena, Arkansas, USA), chemical blowing agents azodicarbonamide (AZO) from Seacon Corp. (Charlotte, North Carolina, USA) and sodium hydrogen bicarbonate from Hughes Polymer Additives Corp. (Acworth, Georgia, USA) were also used in the compound formulation. Phlogopite mica PW80 was used as received from LKAB Minerals, Inc., (Cincinnati, Ohio, USA). It has a plate-like structure with a size distribution ranging from 45 µm to 250 µm and an average measured density of 0.25 g cm−3. It mainly consists of SiO2, magnesium oxide, potassium oxide, and alumina. Milled and saline-treated E-glass fibers, with a mean length of 1.6 mm, an average diameter of 16 µm, and a measured density of 0.3 g cm−3 were used as received from Fiber Glast Developments Corporation (Brookville, Ohio, USA). Fly ash particles were collected from WE Energies power plant in Oak Creek, Wisconsin, USA. Fly ash is a fine powder with a spherical structure and a wide particle size distribution ranging from 0.1 µM to 1000 µm with a measured density of 2.5 g cm−3. Based on chemical characterizations of fly ash reported in our previous work, 31,32 fly ash mainly contains SiO2, 3Al2O3·2SiO2, Fe2O3, Fe3O4, and CaO. Scanning electron microscopy (SEM) micrographs of reinforcements are shown in Figure 1.
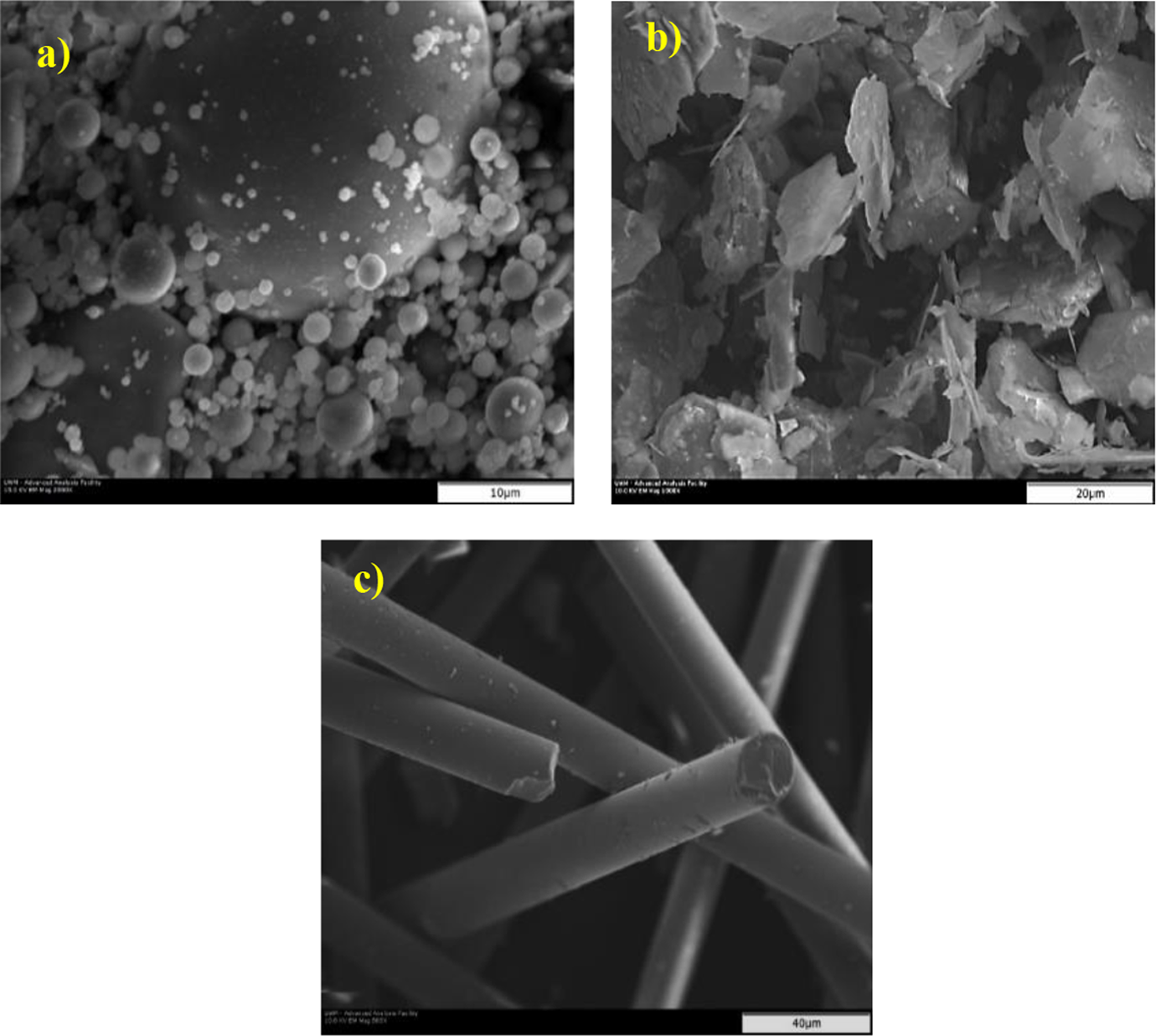
SEM micrographs of (a) fly ash, (b) mica, and (c) glass fibers. SEM: scanning electron microscopy.
Preparation of PVC/fly ash foam composites
PVC foam compound was prepared using a high shear mixer (Gunther Pepenmeier, Type: TSHK). The stabilizer was added at 52°C, reinforcing fillers and processing aids were added to the PVC resin at 52°C and 58°C, respectively. Finally, the lubricants and the blowing agents were added at 66°C. PVC foam compounds containing 0, 10, and 20 wt% reinforcement were prepared by using single-screw extruder (Thermoplas New England Wire Machinery Co. Inc.) with L/D ratio of 20:1 and a screw speed of 60 r/min. The temperature profile in the extruder barrel was maintained in the range of 158–175°C. The extrudate was air-cooled and cut using an automated cutter. The composite formulations and sample codes, based on the reinforcement content and type, are listed in Table 1. In the sample code, FA, M, and GF correspond to the samples containing fly ash, mica, and glass fiber, respectively.
PVC foam composites formulation.
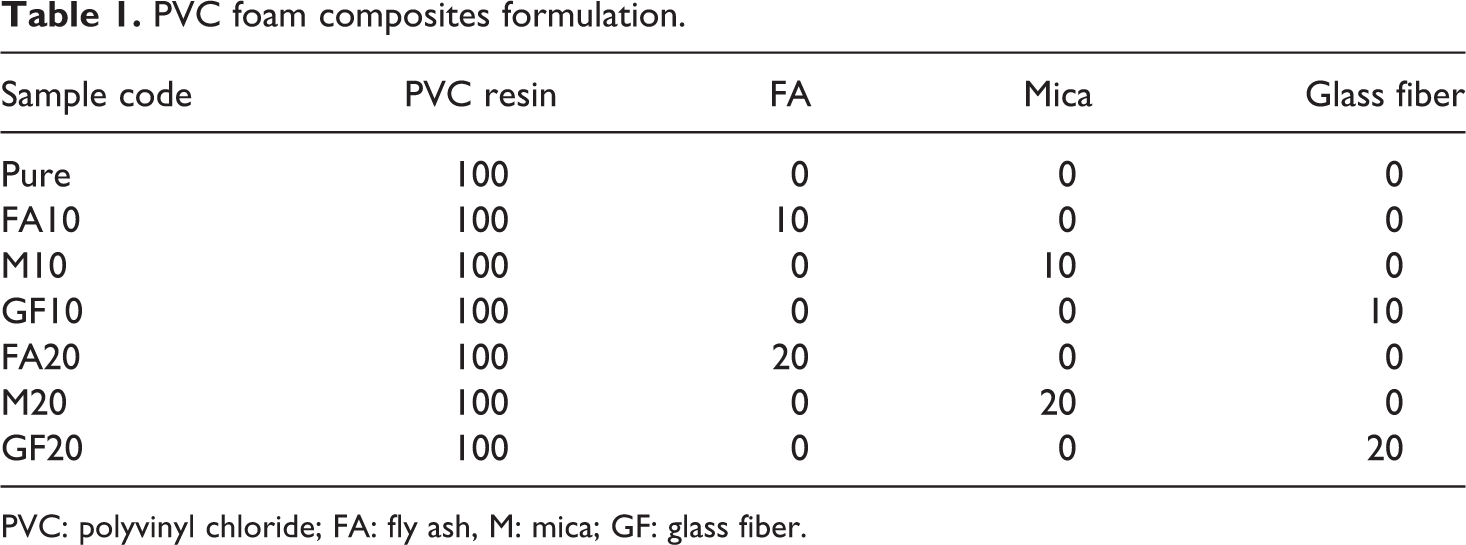
PVC: polyvinyl chloride; FA: fly ash, M: mica; GF: glass fiber.
Mechanical properties
Tensile properties were determined using an Instron 3365 universal testing machine (Norwood, Massachusetts, USA) according to ASTM D638. Flexural properties were determined with a three-point bending test setup on rectangular samples measuring 20 × 2.5 × 0.7 cm3 at a crosshead speed of 1.2 cm min−1. The span length was kept at 10 cm. The flexural stress, strains, and modulus were calculated using:
where, σf, εf, and Ef are the flexural stress, strain, and modulus, respectively, and P, L, b, d, D, m are the load, span length, sample width, sample thickness, maximum deflection, and the slope of the initial straight-line portion of the load deflection curve, respectively. The flexural strength was determined using the maximum stress value recorded before sample fracture.
Charpy impact properties were determined using a Tinus Olsen impact testing machine (model IT 504) according to ASTM D6110 standard.
Thermal characterization
Thermal properties of the foam composites were analyzed using a TA Instrument SDT 2960 thermo gravimetric analyzer (TGA; New Castle, Delaware, USA) in the temperature range of 30–800°C at a heating rate of 10°C min−1 in an inert argon atmosphere. Dynamic mechanical analysis was performed using a TA Instrument Q800 to evaluate the viscoelastic properties (storage modulus, loss modulus, and tan ) of the composites in a solid state. A three-point bending mode was used at a test temperature range of 25–120°C at a constant heating rate of 3°C min−1 and a frequency of dynamic force of 1 Hz.
Fourier transform infrared spectroscopy
The PVC foam samples were characterized using a BRUKER vector 22 FTIR (Billerica, Massachusetts, USA). The foam samples were cut into strips of 7 × 3 × 0.5 cm3. The infrared spectrum was measured from 500 cm−1 to 4000 cm−1.
Scanning electron microscopy
SEM images of the fractured surface of tensile test samples were carried out on a Topcon SM-300 SEM (Japan). The samples were sputter-coated to increase the surface conductivity and decrease the charging effect.
Results and discussion
Mechanical properties
Tensile properties of PVC foam composites are presented in Figure 2(a). It can be observed that by adding 10 wt% fly ash, tensile strength decreases, while it improves slightly with the addition of glass fibers or mica. This indicates that in M10 and GF10 composites, fillers carry their share of the load. At higher glass fiber and mica loadings, tensile strength drops by the rate of 8.26% and 16.12%, respectively. In fact, counterbalance phenomenon can affect tensile strength of a polymer composite; increasing the filler content results in an increase in the effective surface fracture energy, size of voids, and filler particles’ agglomeration. Crack propagation path in a composite with a dispersed filler is longer, which results in partial energy absorption and consequently plastic deformation enhancement. Therefore, the surface fracture energy and the strength of the composites increase with increasing the volume percentage of the fillers. However, with increasing the filler content, the void fraction, caused by the polymer matrix detaching from the filler particles, becomes critically large to initiate the main crack. In addition, agglomeration of the dispersed filler particles increases with increasing the filler content, which results in decreasing the mechanical strength due to the lower strength of the agglomerates themselves. 7,8 A comparison between the trends of variation in tensile strength of the reinforced composites shows that the tensile strength in fly ash-loaded composites increases with increasing fly ash content from 10 wt% to 20 wt%. In other words, PVC chain movements in 20 wt% fly ash-loaded composite are less restricted than M20 and GF20. This can be attributed to the spherical shape of fly ash particles, which provides less possibility of filler–polymer bonding as compared to longitudinal glass fibers or flaky mica fillers.
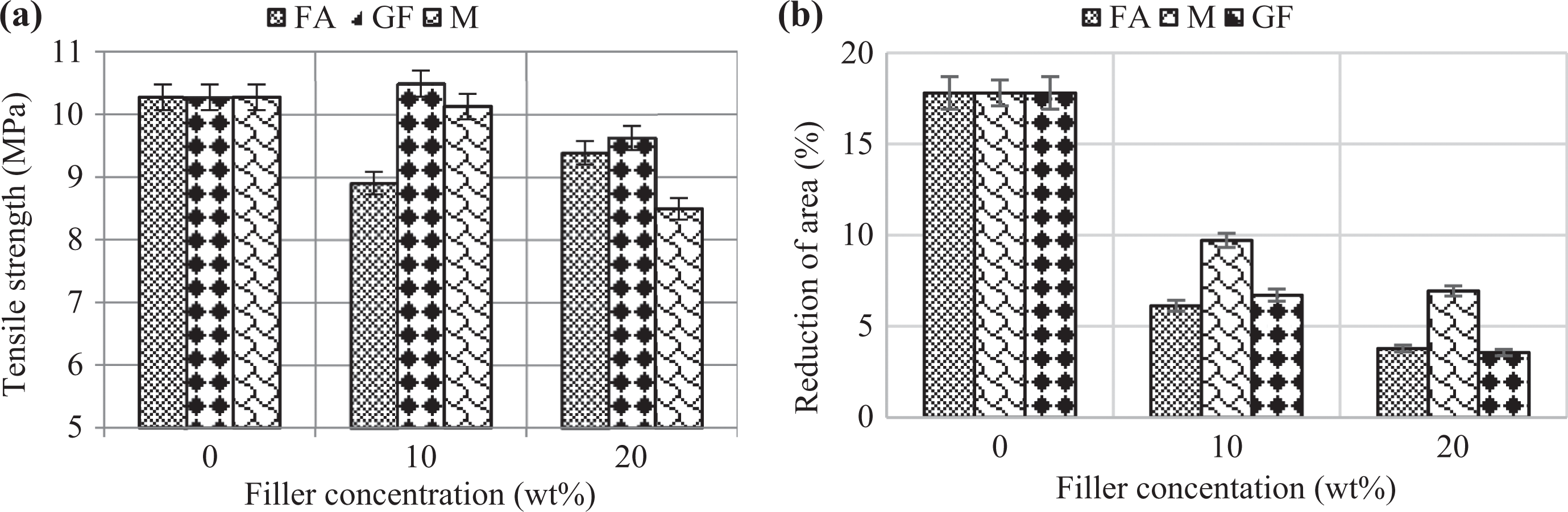
(a) Tensile modulus and (b) tensile strength versus filler concentration.
The reduction of area in PVC foam composites was also measured to show the ductility variation in the samples. As shown in Figure 2(b), the ductility of the composites decreases with the addition and increasing the amount of filler, which indicates that brittleness increases in the PVC foam composites. The rate of reduction of area in PVC/mica composites is lower than glass fiber and fly ash composites, which represents higher toughness in these composites.
The flexural modulus exhibits an increasing trend in all PVC-foam-reinforced composites, as shown in Figure 3(a). Since the modulus of the composites depends on the individual properties of the matrix components, that is, filler and polymer, and since the modulus of fillers is generally higher than the polymer itself, the flexural modulus of the filled composites is higher than the pure samples. 38 The trend of variation in the flexural strength of different filler composites, with varying concentrations, is presented in Figure 3(b). Flexural strength of PVC/glass fiber foam composites increases continuously with increasing the concentration of glass fibers, while in the case of mica and fly ash, the flexural strength increases up to 10 wt%, but thereafter decreases. This phenomenon indicates that the saturation level of the filler matrix composition is determined by the filler agglomeration. 9 As it was reported in previous work, 34,35 mica plates orientation is mostly parallel within the cell walls and their agglomeration in the foam walls starts at 20 wt% mica content, whereas long glass fibers penetrate and interlock mainly across multiple cell walls along the length of the fibers; therefore, it may have lower agglomeration tendency compared to other filled composites. SEM results of fly ash-filled composites show that the fly ash particles can be in both foam walls and foam cells. 36,37 It has lower possibility of agglomeration than the flaky-shaped mica fillers due to its low surface energy. Therefore, mica and glass fibers have the lowest and the highest saturation level of filler matrix composition, respectively, whereas fly ash has a level that falls between those two due to its wide particle size range.
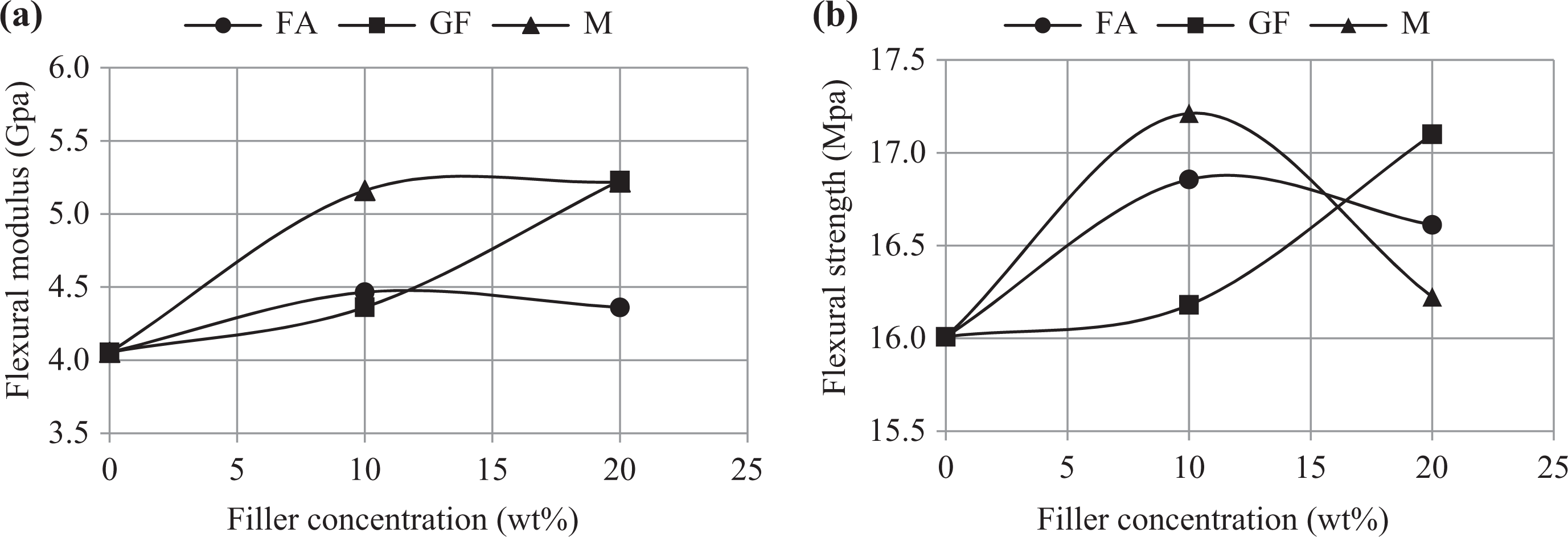
(a) Flexural modulus and (b) flexural strength versus filler concentration.
In Figure 3(b), it can also be observed that flexural strength increases and attains its maximum level at 10 wt% mica content as compared to fly ash and glass fiber-filled composites. The increase in flexural strength of M10 composites is attributed to the high aspect ratio of mica due to its platy shape, which results in a better interaction between the polymer chains and the filler surface. 35 In addition, mica contains SiO2 functional group, which can react with polymer chains through covalent bonds and make a high interfacial bonding with the PVC matrix. By incorporating 20 wt% mica, flexural strength drops significantly due to the higher tendency of agglomeration at higher loadings due to its high aspect ratio and surface area.
Charpy impact test measures the energy to break the test sample under banding condition. 7 The measured notched Charpy impact strength versus filler concentration of PVC foam composites with different types of filler is shown in Figure 4. In general, adding fillers to PVC foam decreases the impact strength, which may be attributed to the higher brittleness of the composites compared to the pure foam due to the higher reinforcement rigidity. Moreover, immobilization of polymer chains by fillers inhibits the growth of plastic deformation, which absorbs fracture energy. 17 Therefore, in the composite samples, crack propagation tendency increases and hence causes lower impact strength than pure foams. 7,39 –41 A comparison between 10 wt% filled composites show that FA10 and GF10 have the lowest and highest impact strength, respectively, which can be attributed to the low load transfer ability of spherical shape fly ash particles 37 and high load transfer ability of longitudinal shape of glass fibers. 35
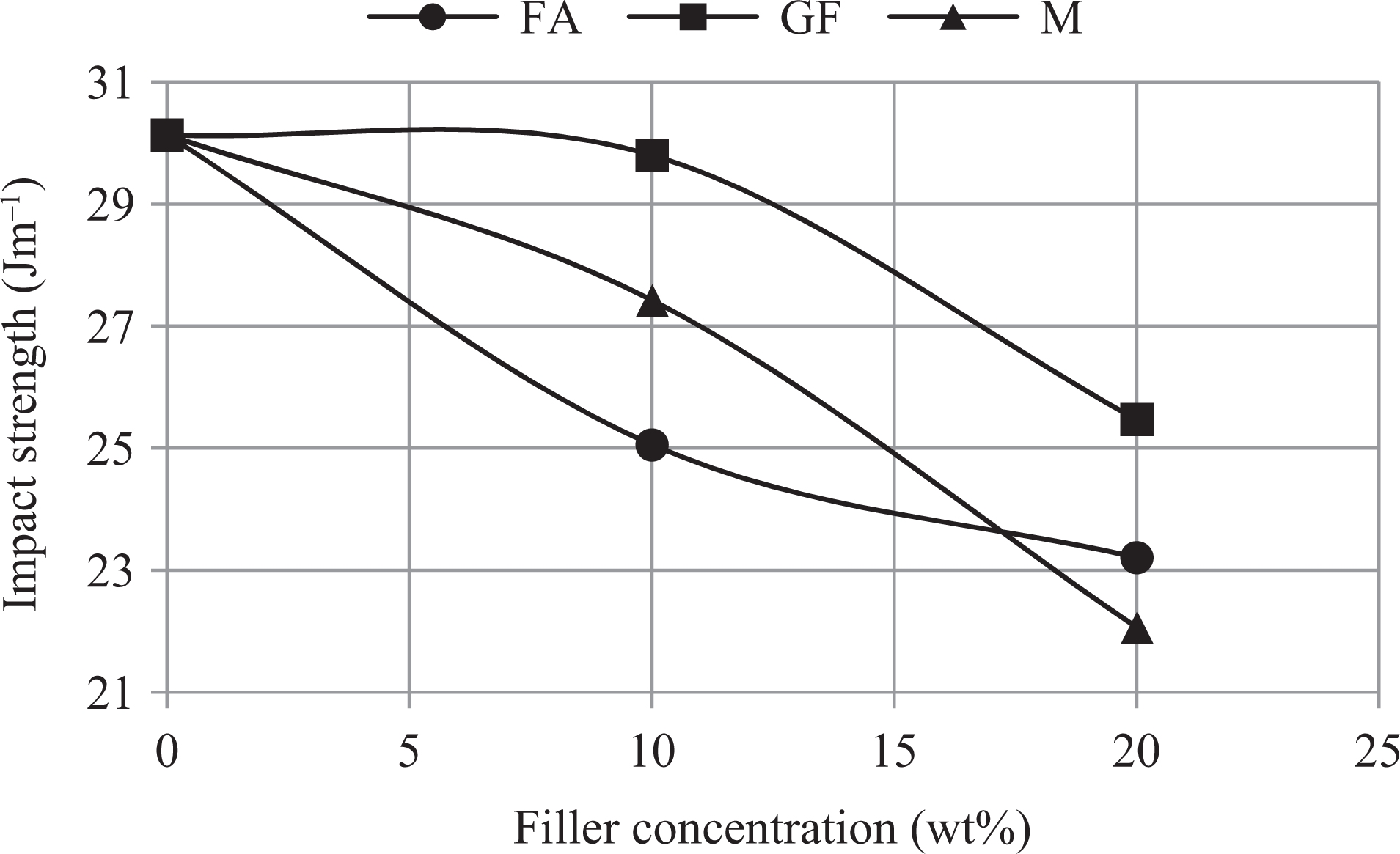
Charpy impact energy variation in PVC foam composites versus filler concentration. PVC: polyvinyl chloride.
The mechanical properties of the PVC foam composites are summarized in Table 2.
Mechanical properties of PVC foam composites.
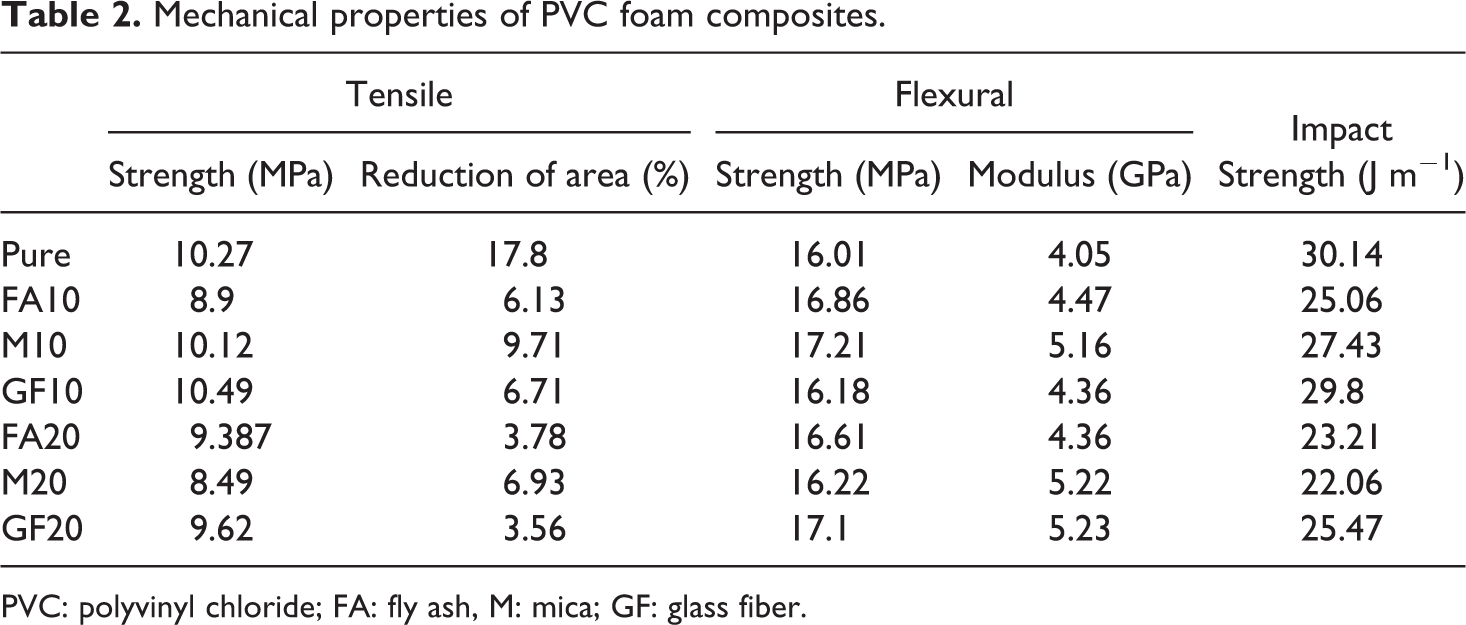
PVC: polyvinyl chloride; FA: fly ash, M: mica; GF: glass fiber.
Thermal properties
Figure 5 shows thermal gravimetric thermograms of the PVC foam composites, where two major weight losses can be observed in all cases. Pure PVC foam is stable at low temperatures, while at about 270°C, its weight loss percentage suddenly drops to 50% and gradually decreases before 400°C. The second drastic drop occurs at around 450°C. The weight loss percentage remains constant at about 20% until the temperature reaches 800°C. The amount of the final ash shows an increasing trend with increasing the filler content, which is related to the undecomposed inorganic fillers and ash.
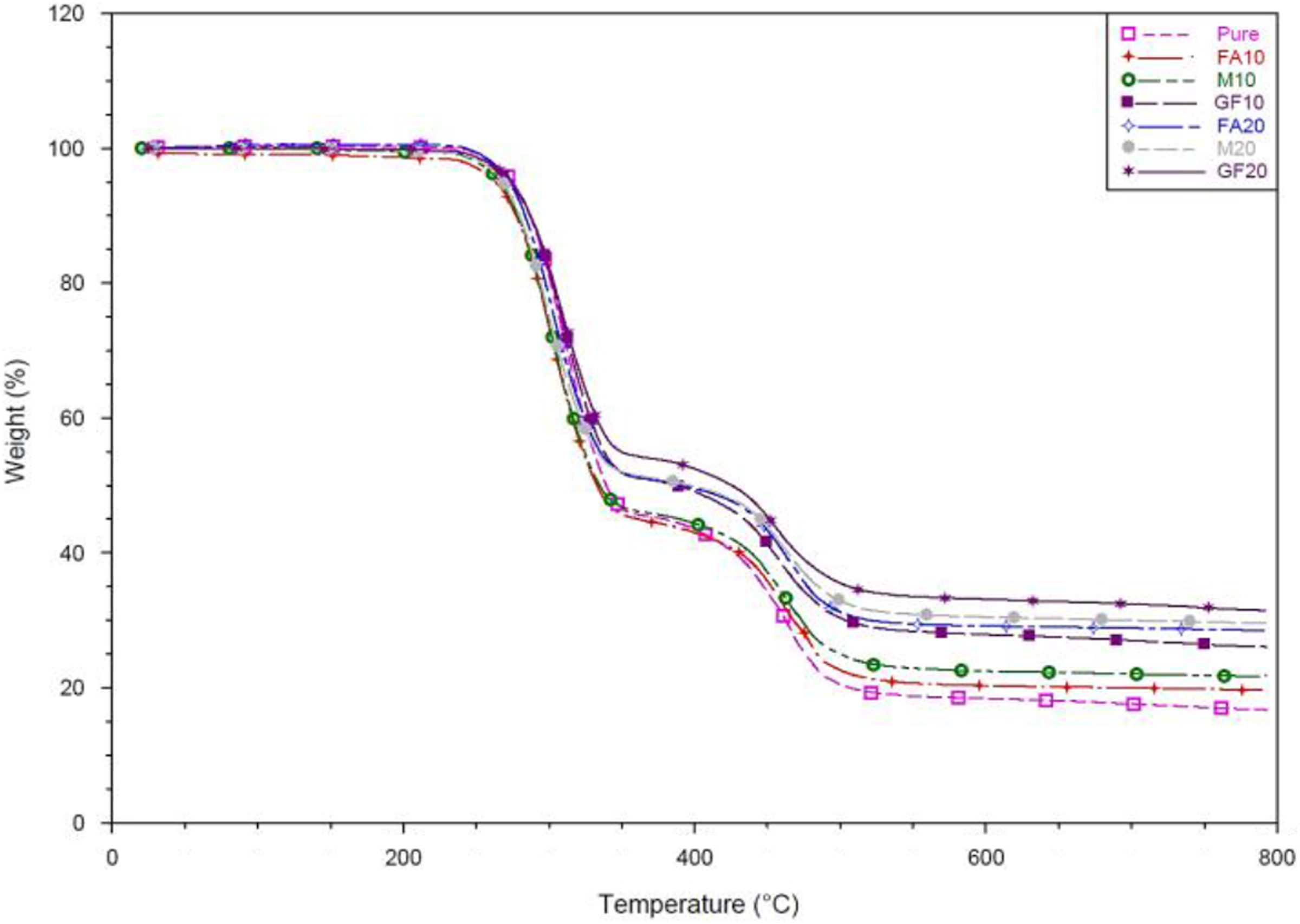
Thermal gravimetric results of PVC composites. PVC: polyvinyl chloride.
At the first decomposition step, separation of chlorine occurs. 36,37 Adding a filler to PVC foam decreases the value of the first decomposition temperature (Figure 6(a)) and its rate varies with varying the filler type and concentration. AZO is a known chemical blowing agent, which decomposes at 195–216°C during PVC foaming process to make a large volume of gases. The decomposition temperature decreases with adding finely dispersed filler additives by activating the blowing agent and providing nucleation sites for gas evolution. 42 As shown in Figure 6(a), the rate of reduction at the first decomposition temperature in GF10 is about 0.45% and this value increases to 0.91% by adding 20 wt% glass fiber to PVC foam. Therefore, the first decomposition temperature of PVC foam is relatively stable by adding up to 20 wt% glass fiber. However, the first decomposition temperature drops to approximately 7°C and 8°C in the presence of 10 wt% fly ash and mica, respectively. Increasing fly ash content to 20 wt% results in increasing the first decomposition temperature by about 1°C, while it remains constant in the case of mica-filled composites. A comparison between the first decomposition temperatures of the composites show that hydrogen chloride gas formation is more delayed in PVC/glass fiber composites, due to their highest temperature of the first decomposition.
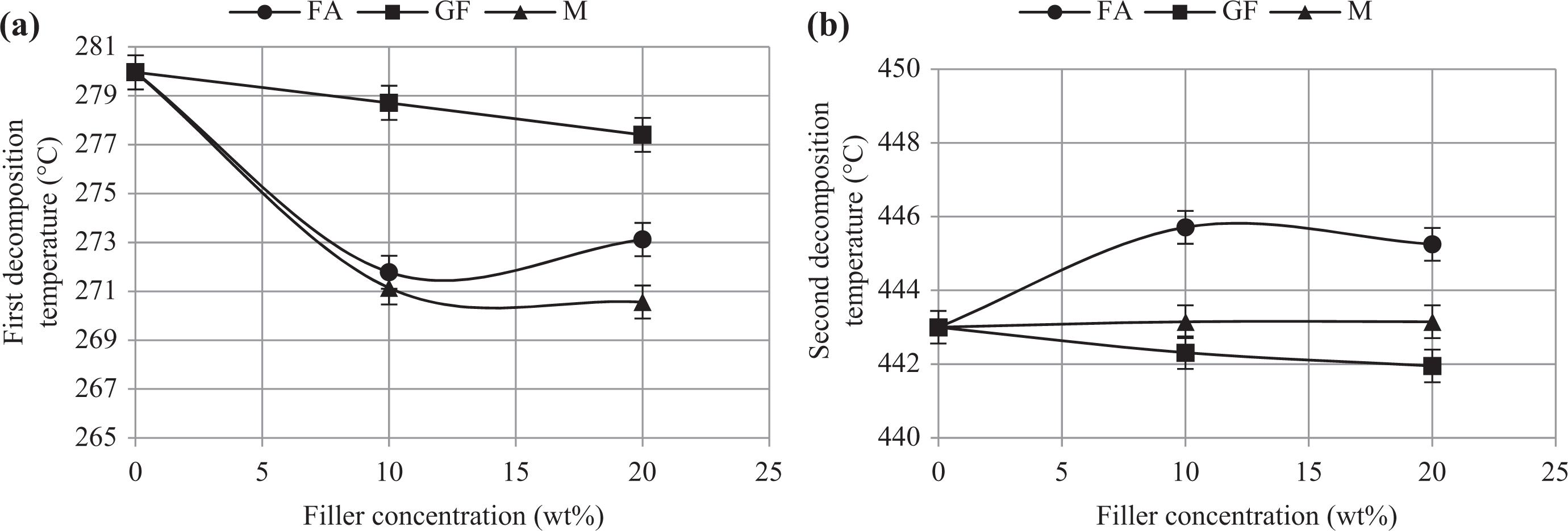
(a) First decomposition temperature and (b) second decomposition temperature variation versus filler concentration. PVC: polyvinyl chloride.
The second decomposition temperature of PVC foam composites follows an increasing trend, as shown in Figure 6(b). Thermal degradation of the polyene backbone occurs at this step, resulting in the formation of volatile aromatic compounds and a stable carbonaceous residue. 19,36,37 In FA10, the second decomposition temperature improves by about 3°C from 443°C to 446°C and remains constant even after adding 20 wt% fly ash, which shows the highest second decomposition temperature value compared to other PVC foam composites. Fly ash particles are distributed in both cell walls and cell bubbles, while glass fibers are mainly dispersed through cell bubbles and mica flakes are dispersed in cell walls. Therefore, it is expected to have more interfacial interaction between fly ash and the matrix backbone in the case of fly ash-filled composites. This can be the reason of higher thermal stability in fly ash-reinforced composites compared to other composites, whereas the second decomposition temperature of GF10 is almost the same as pure samples, that is, 443°C, which is the lowest temperature among PVC foam composites. The rate of hydrocarbon backbone cracking is the lowest in fly ash-filled PVC composites due to their highest temperature of the second decomposition.
Figure 7(a) presents the effect of filler type and concentration on the storage modulus (E′) of the PVC foam composites, over a temperature range of 30–120°C. As shown in Figure 7(a), in both the glassy and rubbery regions, E′ of the PVC foam composites is higher than the pure samples. According to the loss modulus presented in Figure 7(b), the glass transition temperature is negligibly affected by the filler type and content.

Dynamic mechanical behavior of PVC foam composites (a) E′ and (b) E″. PVC: polyvinyl chloride; E′: storage modulus; E″: loss modulus.
Figure 8 represents storage modulus of PVC foam composites below (a) and above (b) glass transition temperature. At 50°C, well below the glass transition temperature, PVC foam composites reinforced with 10 wt% glass fiber show the highest storage modulus of 499 MPa. This improvement may be due to the longitudinal form of glass fibers with multiple cell walls interlocked structure, whereas the incorporation of 20 wt% glass fiber in the PVC foam results in a reduction of storage modulus value to 448 MPa, which may be due to an increasing tendency of agglomeration at higher glass fiber content. The incorporation of 10 wt% mica in the PVC foam increases storage modulus and it drops thereafter, which may be due to low critical volume fraction in the flaky shape fillers, whereas the storage modulus of fly ash-filled composites increases with increasing the fly ash content at nearly a constant rate. This can be attributed to the higher saturation level of the spherical-shaped fillers, due to their lower surface area than platy and longitudinal fillers.
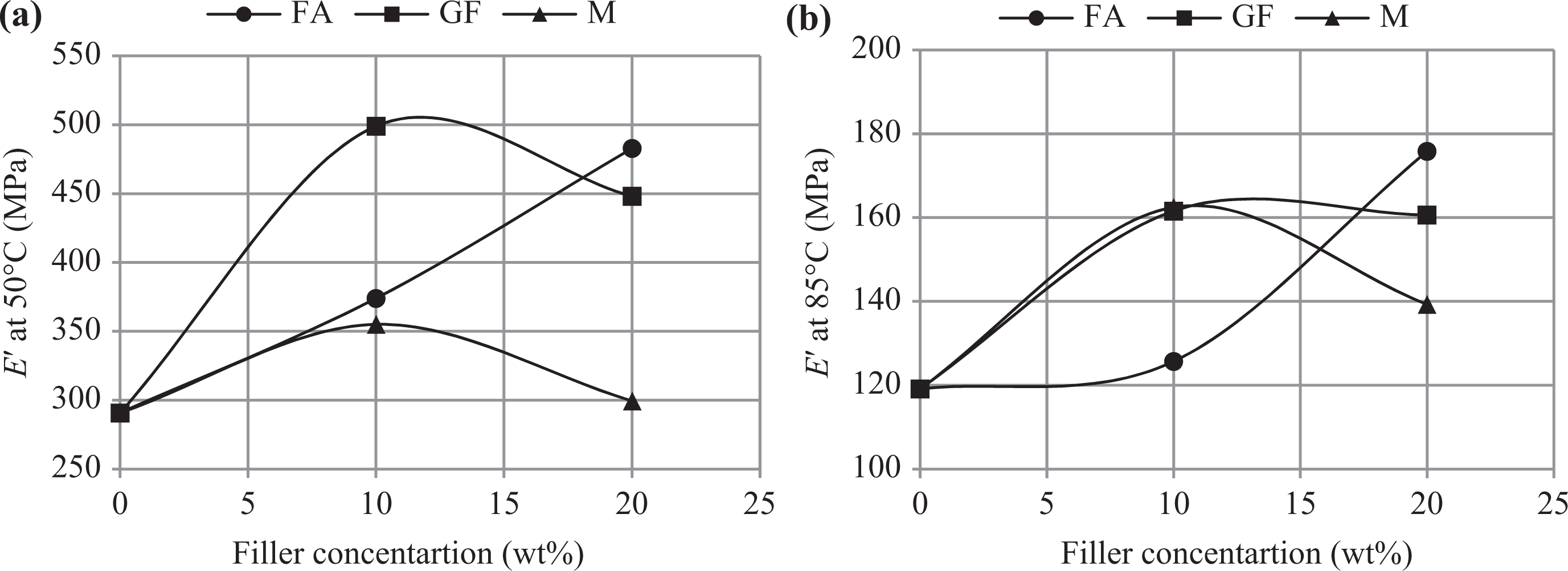
Storage modulus (E’) of PVC foam composites (a) below Tg at 50C and (b) above Tg at 85C versus filler concentration. PVC: polyvinyl chloride; Tg: glass transition temperature.
The storage modulus of the PVC foam composites at 85°C is also affected by the content and type of the filler. In 10 wt% glass fiber and mica-filled composites, the storage modulus is about 162 MPa, an increase of about 35% when compared to pure PVC foams. Adding 20 wt% glass fiber and mica to the matrix results in a reduction in the storage modulus above glass transition temperature. In the case of fly ash-reinforced composites, incorporating 10 wt% fly ash does not alter the storage modulus, significantly. Meanwhile, adding 20 wt% fly ash increases the storage modulus by 41% and 48% compared to FA10 and pure foam, respectively.
The thermal properties of the PVC foam composites are summarized in Table 3.
Thermal properties of PVC foam composites.
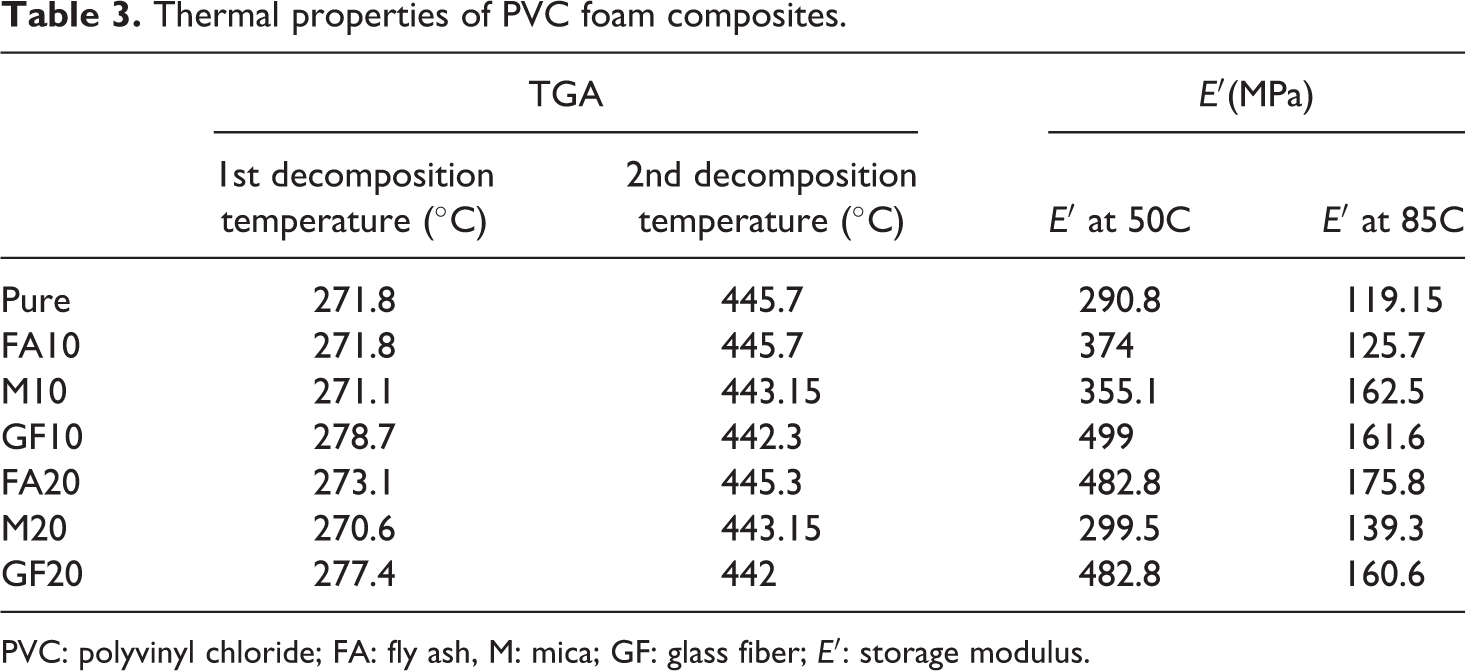
PVC: polyvinyl chloride; FA: fly ash, M: mica; GF: glass fiber; E′: storage modulus.
FTIR spectroscopy
Figure 9 shows the Fourier transform infrared (FTIR) spectra of PVC foam composites containing 0 wt% and 10 wt% of reinforcements. Peaks set in the range of 2800–3000 cm−1 correspond to C–H stretch bonds. The peak at higher wave number is the asymmetric stretch bond of C–H and the lower peak is the symmetric stretch bond of C–H. The peaks around 1400 cm−1 are assigned to C–H aliphatic bending bond. The peak at 1250 cm−1 is attributed to the bending bond of C–H near chlorine (Cl). The C–C stretch bond of the PVC backbone chain occurs in a range of 1000–1100 cm−1. Finally, peaks in the range of 600–650 cm−1 correspond to C–Cl gauche bonds. 43,44
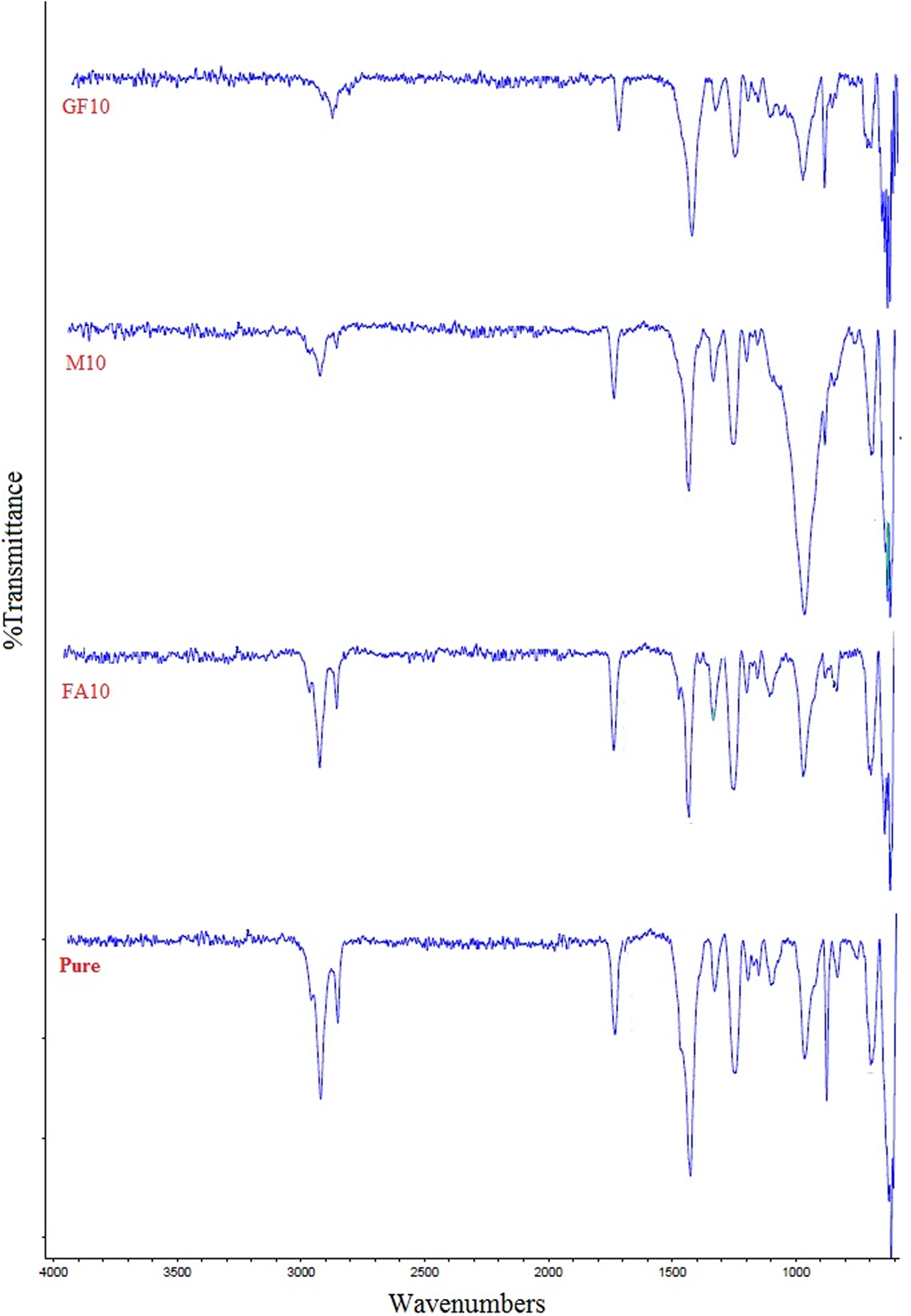
FTIR spectrum of pure, FA10, M10, and GF10 samples. FTIR: Fourier transform infrared; FA: fly ash, M: mica; GF: glass fiberFTIR spectrum of pure, FA10, M10, and GF10 samples. FTIR: Fourier transform infrared; FA: fly ash, M: mica; GF: glass fiber.
A comparison between the FTIR spectra of the reinforced foam composites with the pure samples, as a reference, shows that the C–H stretching and CH2 bending peaks in the pure samples with wave numbers of approximately 2800–3000 cm−1 and 1400 cm−1, respectively, are maximum and the peak intensity decreases by adding reinforcements. Another significant difference is the existence of a very wide and sharp peak in M10 samples with a wave number of approximately 1000 cm−1, which can be attributed to an overlapping of the main characteristic peak of mica 45 and C–C stretch bond of the main backbone.
Microstructural properties
Figure 10 presents SEM micrographs of the fractured surfaces of PVC foam tensile samples with various fillers. As shown in Figure 9(a), glass fibers have a good interaction with the polymer matrix. They penetrate through foam cells and interlock them, which can be one of the main reasons of good mechanical strength of PVC/glass fiber composites. Increasing glass fiber content increases agglomeration tendency due to their high aspect ratio and low surface energy, which is shown in Figure 9(b). Mica flakes are mainly dispersed through cell walls and since the cell wall thickness is small, the possibility of agglomeration increases in mica-reinforced PVC foam composites at high loading (Figure 10(c)). Therefore, it is expected to see a low saturation level of mica-filled composites to reach the maximum mechanical strength, which is confirmed by mechanical results. SEM micrograph of fly ash-filled composites, presented in Figure 10(d), show that fly ash particles are dispersed in both cell walls and cell voids, which exhibit less particle agglomerate formation compared to glass fibers and mica composites at the same loading levels.
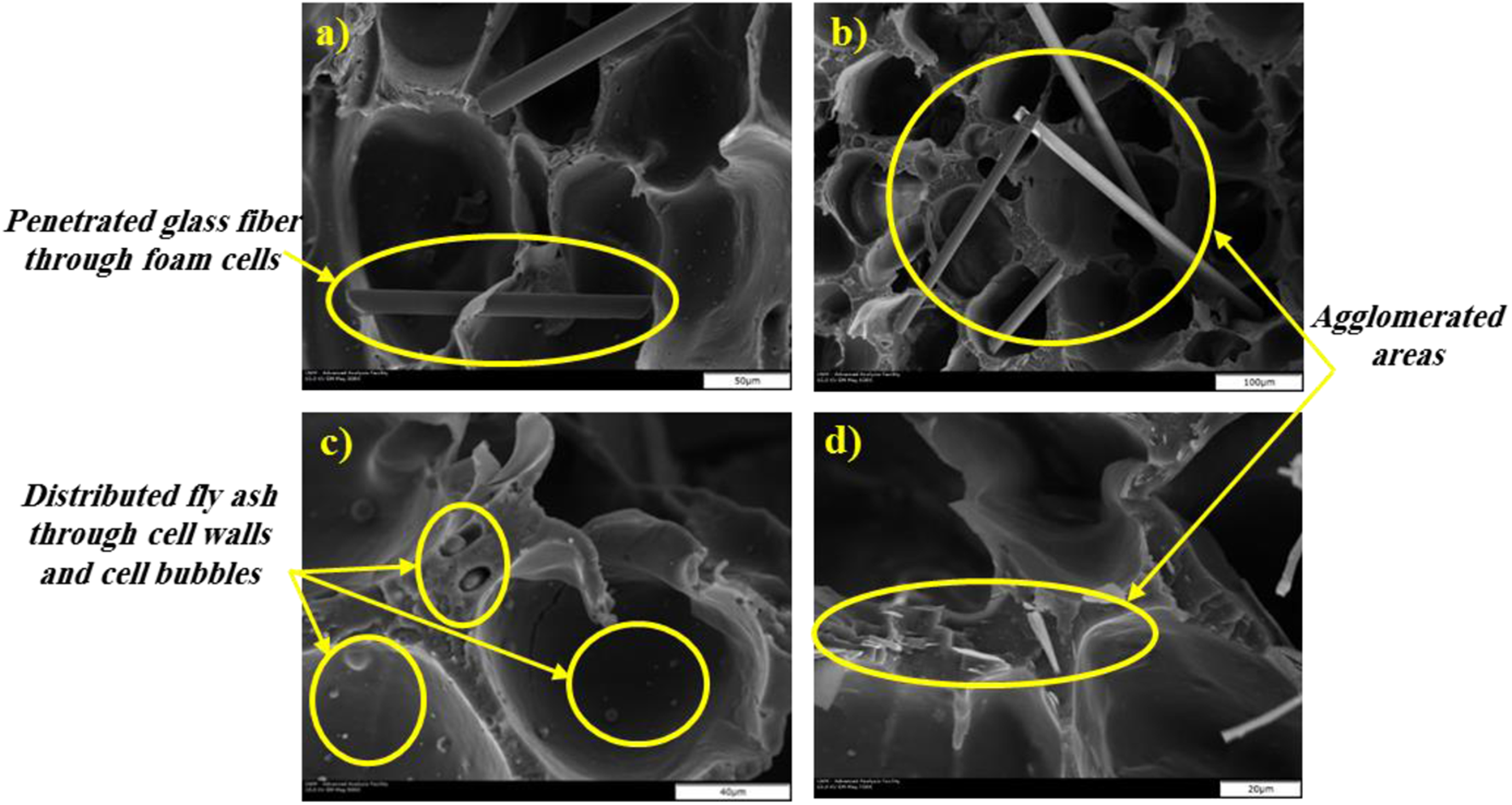
SEM micrographs of (a) GF10, (b) GF20, (c) FA20, and (d) M20. SEM: scanning electron microscopy; FA: fly ash, M: mica; GF: glass fiber.
Conclusion
PVC foam composites reinforced with different fillers, that is, glass fibers, mica, and fly ash, were prepared to investigate the effect of longitudinal, flaky, and spherical filler shapes on their mechanical, thermal, and microstructural properties. The tensile strength of PVC foam composites decreased at 10 wt% fly ash content, while in mica and glass fiber composites it increased slightly. Mica and fly ash-reinforced PVC foam composites exhibit greater flexural strength than glass fiber at 10 wt% loading, whereas at 20 wt% glass fiber-reinforced composites show higher flexural strength than both mica and fly ash-reinforced composites. Charpy impact strength decreased with the addition of fillers in accordance with the higher rigidity of the reinforcements and this reduction was lower in glass fiber-reinforced composites. TGA characterization of the composites showed that the increase of thermal stability in spherical fly ash composites, due to the good particles distribution, is more pronounced than mica and glass fiber foam composites. Dynamic mechanical studies indicated that storage modulus of mica and glass fiber-reinforced composites have an increasing trend below and above glass transition temperature up to 10 wt% loading, while in fly ash-reinforced composites it increases with increasing filler content up to 20 wt%. SEM images show fly ash particles to be uniformly distributed in the foam composites, while the mica flakes and glass fibers are mainly dispersed through cell walls and cell bubbles, respectively. Owing to the narrower distribution areas of mica flakes and glass fibers compared to fly ash particles, the agglomeration possibility in mica and glass fiber-reinforced composites is higher in comparison with PVC/fly ash foam composites.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.