
Abstract
The present investigation reports about the solid particle erosion behavior of randomly oriented short date palm leaf (DPL) fiber-reinforced polyvinyl pyrrolidone composites. The erosion rates of these composites have been evaluated at different impingement angles (15–90°) and impact velocities (48–109 m/s). The neat polyvinyl pyrrolidone shows maximum erosion rate at 30° impingement angle, whereas, PVA/DPL composites exhibit maximum erosion rate at 45° impingement angle irrespective of fiber loading showing semi-ductile behavior. Erosion efficiency (η) values (2.83–15.29%) indicate micro-ploughing and micro-cutting as dominant wear mechanisms. The morphology of eroded surfaces was examined by scanning electron microscopy. Possible erosion mechanisms are discussed.
Keywords
Introduction
Recently, fiber-reinforced polymer (FRP) composites find ever-increasing applications in various fields like transportation, military applications, building and construction industries, packaging, consumer products, and so on. Most of the commercially available FRP composites use synthetic fibers such as glass, carbon or mineral-fiber materials as reinforcements either in thermoset or in thermoplastic polymer matrices because of their specific strength and stiffness. However, due to the issue of safety and health, these materials when exposed to human can interfere human health mainly lungs and eyes. These issues explore an opportunity to look for alternative materials from organic fibers having several benefits, for example, renewable, nonabrasive, cheaper, abundance, and above all less potential to health risks and safety concern during handling and processing. In this context, research is going on for development and use of FRP composite materials reinforcing natural fibers embedded in polymer matrices.
Recently, characterization and properties of several natural fibers such as hemp, flax, jute, linen, kenaf, oil palm, and bamboo 1 –9 have been explored in order to find their potential in numerous applications ranging from household appliances to space craft. There are certain situations where these composite materials may encounter impacts of lot of abrasions from dust, sand, splinters of materials, and slurry of solid particles, and consequently the materials fail due to erosive wear. Hence, the study of the erosion characteristics of these composites is of high relevance.
Solid particle erosion is a dynamic process that causes material removal from the target surface from the impact zone due to repeated impacts of fast moving solid particles by a micromechanical deformation/fracture process. This causes thinning of components, surface roughening, surface degradation, macroscopic scooping appearance, and consequently, reduces the functional life of the structure. It has been already reported that the polymers and their composites are extensively used in situations where solid particle erosion occurs. 10 –13 Many investigators 14 –17 have studied the solid particle erosion behavior of synthetic FRP composites. Harsha et al. 18 have summarised the work done by the previous investigators on solid particle erosion of polymer composites. However, the works towards the study of erosive wear of natural FRP composites 19 –21 are scanty in literature.
Generally, reinforcing fibers used in FRP composites are derived from natural resources. Most of it comes from the forest and agriculture. Date palm (Phoenix dactylifera) leaf (DPL) is one such natural resource the potential of which as fiber reinforcement in thermoplastic polymers has not been explored till date. A few investigators 22 –26 have focused attention to fabricate composites using date palm fibers as reinforcement, particularly, in thermosetting polymers to characterize the mechanical and thermomechanical properties. However, almost no works have been done on DPL fiber-reinforced thermoplastic polymer to characterize the tribological properties. Therefore, the current research work has been devoted to study the solid particle erosion behavior of DPL fiber-reinforced polyvinyl pyrrolidone composite.
Materials and method
Materials
Date palm branches were collected from rural areas of Odisha, India. The polyvinyl pyrrolidone (PVP) having average molecular weight of 40,000 was obtained from Merck (Merck, Mumbai, India), and it was used as such. The chemicals such as sodium hydroxide, benzoyl peroxide, and acrilic acid of analytical grade were used without any further purification. All the solutions were made in double distilled water.
Fabrication of composite specimen
The DPL fibers were prepared by tearing out the strips of DPLs of 1.5 cm length and 1 mm width. The raw fibers were washed in distilled water, followed by drying at a temperature of 70°C for 24 h to remove the moisture completely. It has been observed from earlier work 27 that out of different surface modifications given to DPL fibers, acrylic acid treatment gives optimum mechanical properties. Hence, before fabrication of composite specimens for erosive wear test, DPL fibers were given acrylic acid treatment to achieve proper interfacial adhesion with PVP matrix. Square type composite specimens of dimension 20 × 20 × 3.5 mm3 were fabricated by reinforcing randomly oriented DPL fibers of different weight percentages (i.e. 0, 10, 20, 26, 30, and 40 wt%) with PVP matrix by injection molding. It is worthwhile to mention here that 26 wt% of DPL fiber in PVP matrix gives maximum mechanical properties as observed earlier. 28 Therefore, 26 wt% of DPL fiber (i.e. optimum fiber percentage) has been chosen for erosive wear test along with other percentages in order to study its behavior to solid particle erosion.
Erosion wear test
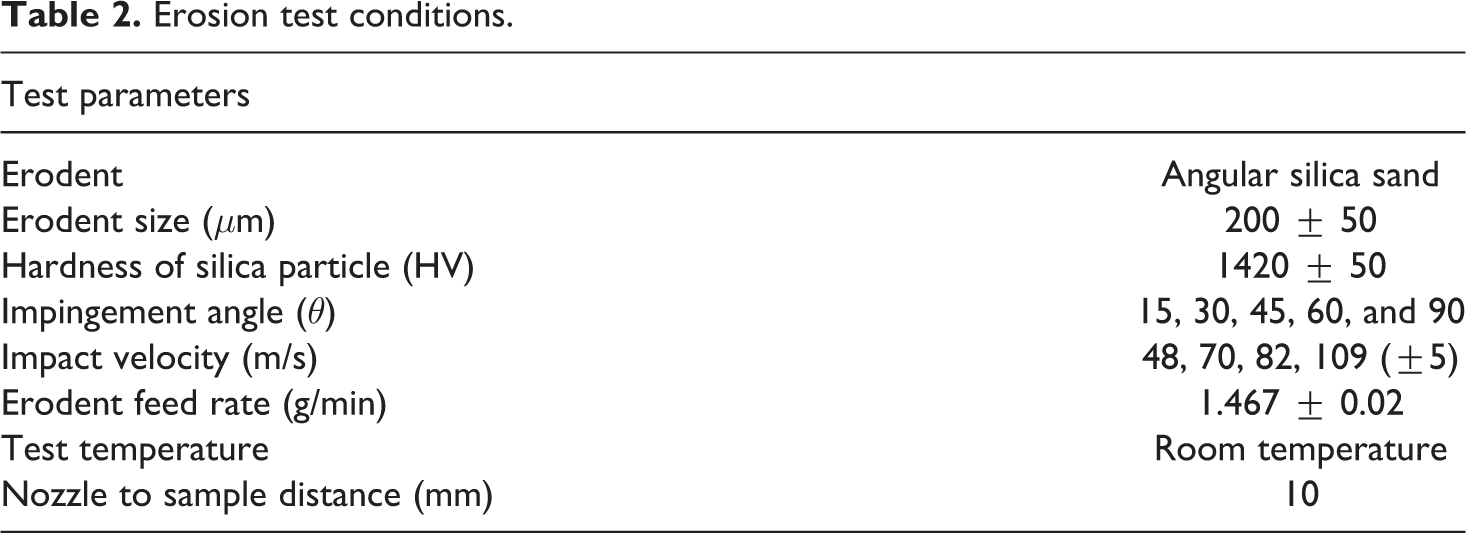
The solid particle erosion experiments were conducted as per ASTM G76 standard on the erosion test rig given elsewhere. 29 The rig consists of an air compressor, a particle feeder, and an air particle mixing and accelerating chamber. The dried and compressed air was mixed with silica sand (200 ± 50 μm), which was fed constantly from a conveyor belt feeder into the mixing chamber. The silica particles were accelerated by passing through a tungsten carbide converging nozzle of 4 mm diameter to bombard the target. The composite specimens were held at selected angles (15°, 30°, 45°, 60°, and 90°) with respect to the flow of the impacting sand particles and eroded.
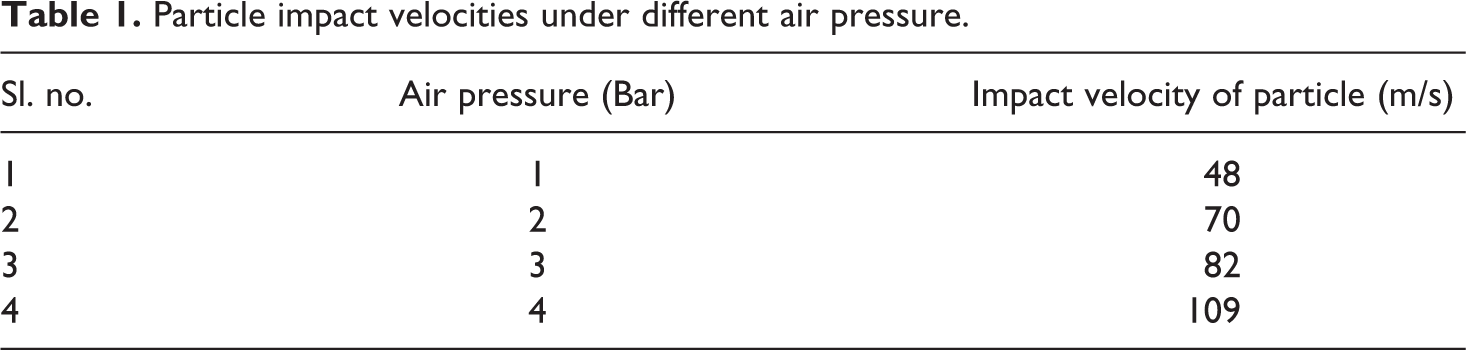
The feed rate of the particles was controlled by monitoring the distance between the particle feeding hopper and belt drive carrying the particles to mixing chamber. The impact velocity of the particles was varied by varying the pressure of the compressed air. The impact velocity of the eroding particles was determined using a rotating disc method developed and explained by Ives and Ruff. 30 The impact velocities obtained by this method for various pressure settings are given in Table 1. The conditions under which erosion tests were carried out are listed in Table 2.
Particle impact velocities under different air pressure.
Erosion test conditions.
The samples were cleaned in acetone, dried, and weighed to an accuracy of 0.1 mg using an electronic balance, prior and after each test. The test samples after loading in the test rig were eroded for 3 min at a given impingement angle and then weighed again to determine weight loss (Δw). The erosion rate (E) was then calculated using the following equation:

where, Δw is the mass loss of test sample in gram and w e is the mass of eroding particles (i.e. testing time × particle feed rate). This procedure was repeated until the erosion rate attains a constant steady-state value.
Characterization of eroded surfaces
The characterization of eroded surfaces was done using a JEOL (JSM 840; Tokyo) scanning electron microscope. Before taking the scanning electron microscopy (SEM) image, the samples were gold sputtered in order to reduce charging of the surface.
Results and discussions
Influence of cumulative weight of the impinging particle on erosion rate
The typical variation of incremental erosion rate of PVP/DPL composites as a function of cumulative mass of erodent at different fiber loadings and impact angles at impact velocity of 70 m/s is shown in Figure 1. From the graphs, it is observed that there is no incubation period whereas, acceleration, deceleration, and stabilization are exhibited at all fiber loadings of PVP/DPL composites almost similar to the work done by Harsha and Thakre 29 for erosive wear of polyetherimide and its composites. Further, it is found that erosion rates of PVP and its composites reach nearer to steady-state value by the time 40–72 g of silica sand particles impact the target surfaces. As depicted in the graphs, the steady-state erosion rate of PVP/DPL composites increases with increase in impingement angles from 15° and 45°, and then it decreases at higher impact angles (i.e. 60° and 90°). The similar observations were made for the other impact velocities and hence it is not shown here.
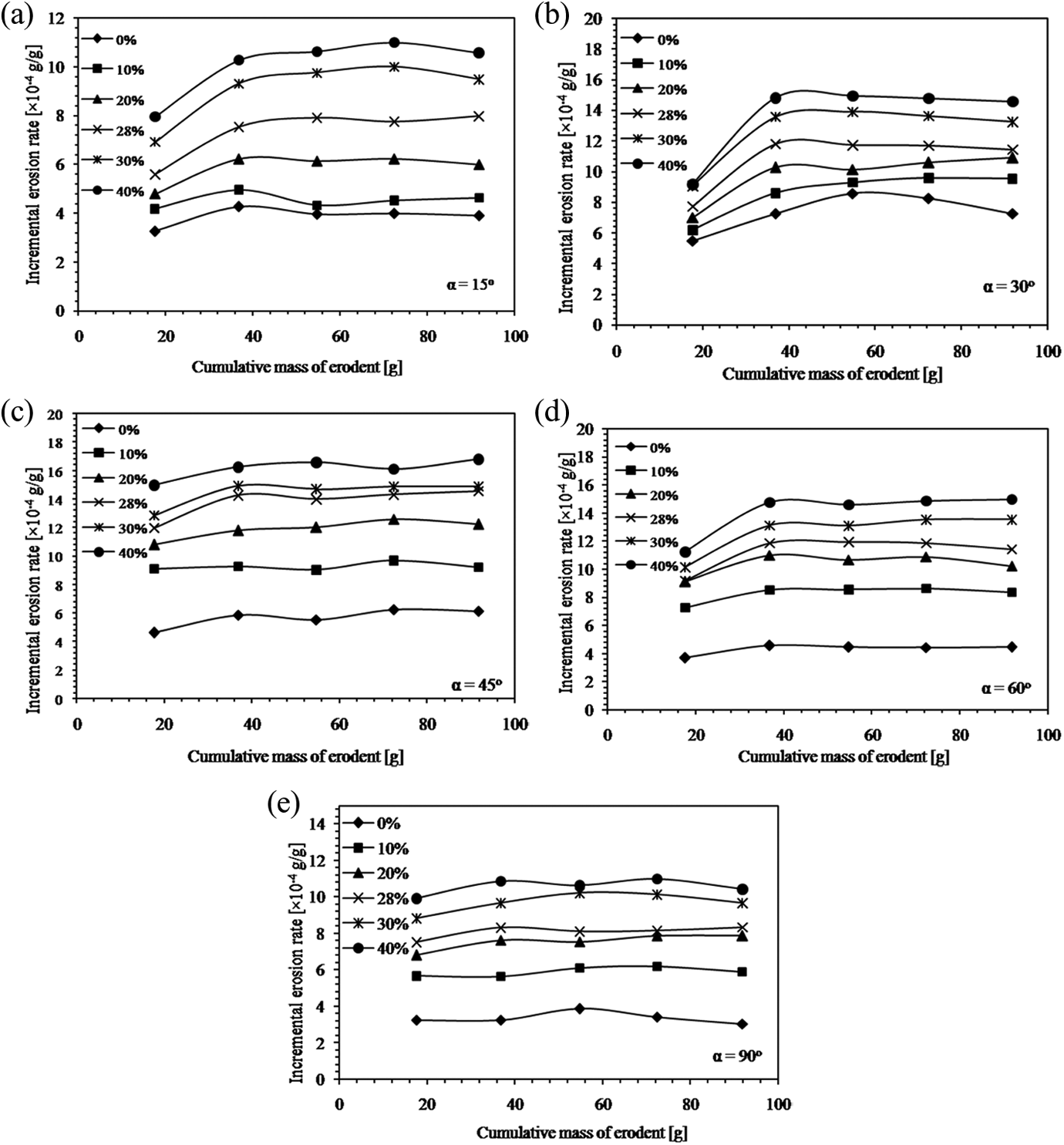
Variation of erosion rate of PVP/DPL composites as a function of cumulative weight of impinging particle at different impingement angles (15–90°).
Influence of impingement angle (α) on erosion rate
The erosion behavior of materials can be broadly classified as ductile and brittle depending on the variation of the erosion rate with impingement angle. 31 Ductile behavior is characterized by maximum erosion rate at low impingement angle, typically between 15° and 30°. On the other hand, if the maximum erosion rate occurs at normal impact (i.e. at 90°), the behavior of the material is brittle. Reinforced composites have been found to exhibit semi-ductile behavior with the maximum erosion rate at intermediate angles, i.e. between 45° and 60°. To study the influences of impingement angle on the wear behavior of PVP/DPL composites, the steady-state erosion rate has been correlated with impingement angle for different weight percentages of DPL fibers in Figure 2.
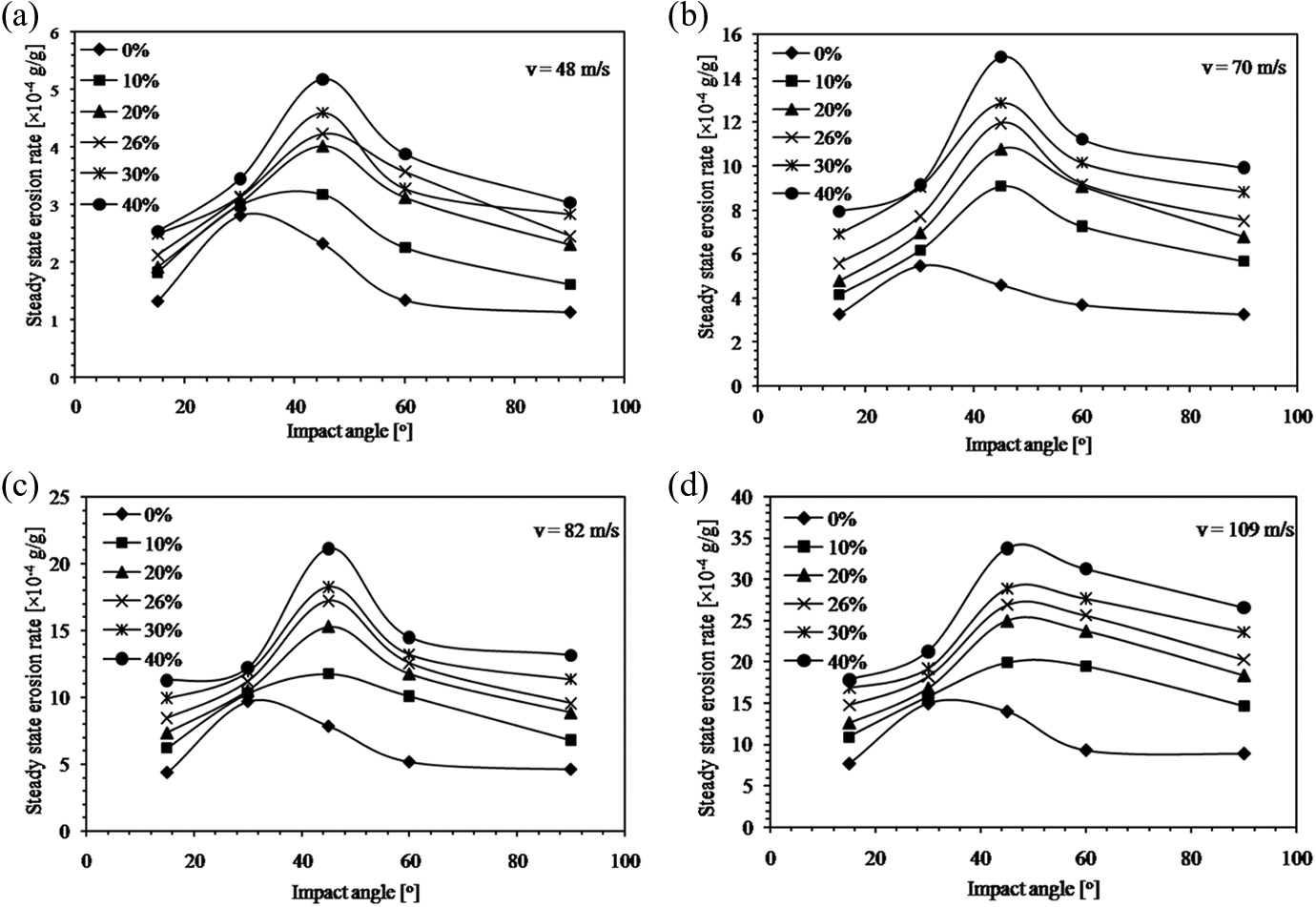
Influence of impingement angle (α) on steady-state erosion rate of PVP/DPL composites.
It is observed that the steady-state erosion rate is maximum at 30° impingement angle for neat PVP (i.e. 0 wt%) whereas, others show peak erosion rate at 45° impingement angle at all impact velocities. Therefore, it can be concluded that DPL fiber-reinforced PVP composites exhibit semi-ductile behavior with maximum erosion rate at 45° impingement angle.
Influence of impact velocity on erosion rate
In order to study the effect of particle velocity on erosion rate, erosion tests were conducted by varying the particle velocity from 48 m/s to 109 m/s for various impingement angles (15°–90°). The variations of erosion rates with different fiber loadings of PVP/DPL composites at impact angle of 45° have been presented in Figure 3 in the form of bar chart. From the chart it is found that erosion rates increase with incorporation of DPL fibers at all impact velocities. Similar types of trend are also observed at other impact angles.
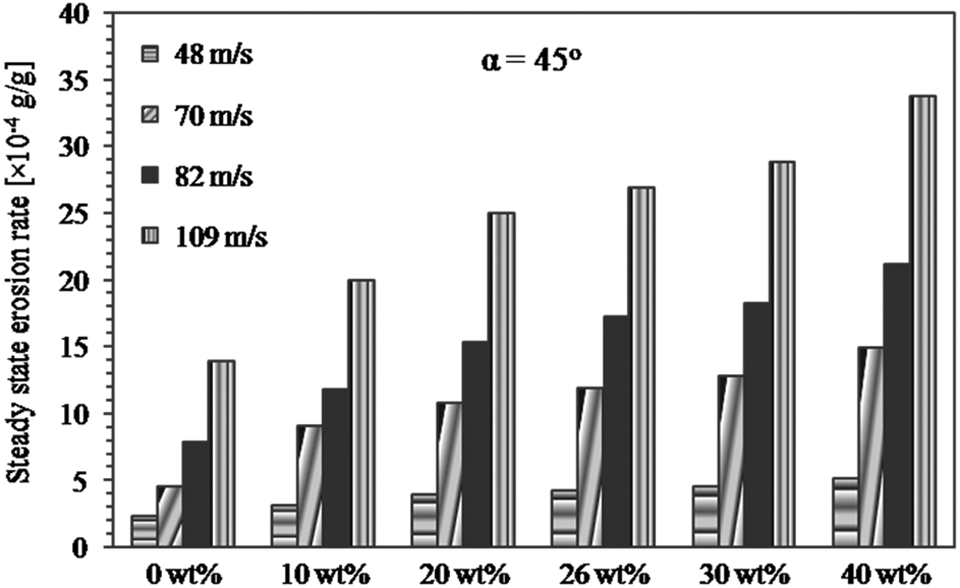
Variations of erosion rates of PVP/DPL composites with different fiber loadings.
The variations of steady-state erosion rates with different impact velocities have been given in Figure 4 at two impingement angles (i.e. at 45° and 90°) only as similar trends are observed at other angles. It is observed that the steady-state erosion rates of PVP and its composites increase with increase in impact velocities for the tested impingement angles.
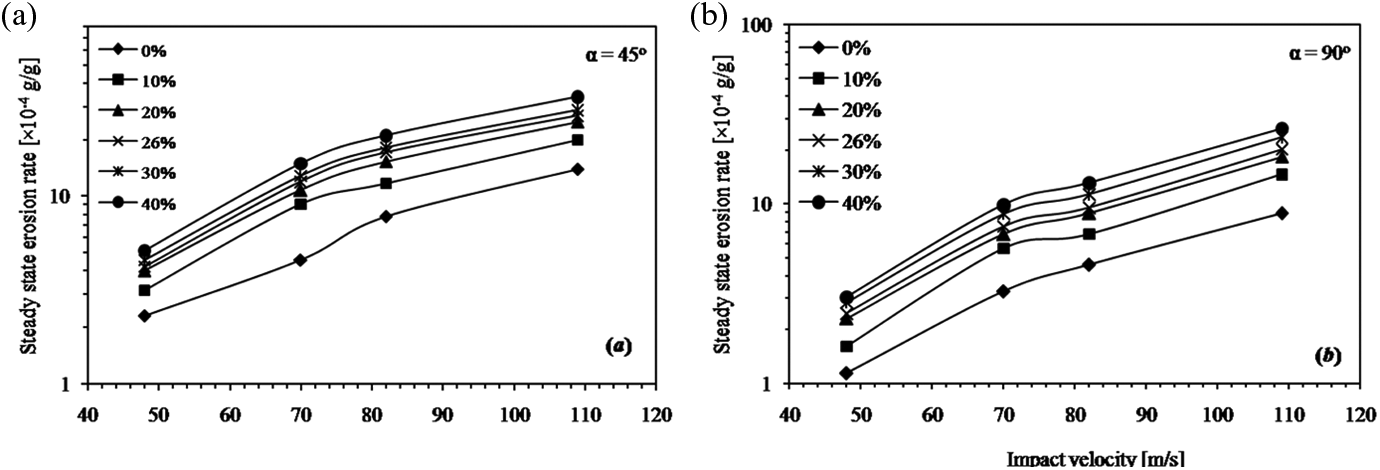
Variation of steady-state erosion rate of PVP/DPL composites as a function of impact velocity (45–109 m/s).
The impact velocity has a very strong effect on erosion rate that is expressed using a power law equation 31 as follows:

where, E is the steady-state erosion rate, v is the impact velocity of particles, n is the velocity exponent, and k is a constant. The least squares fits to the data points have been obtained using the above power law (Figure 4) equation and the fitting parameters at different impingement angles are summarized in Table 3.
Parameters characterizing the velocity dependence of erosion rate of PVA/DPL composites.
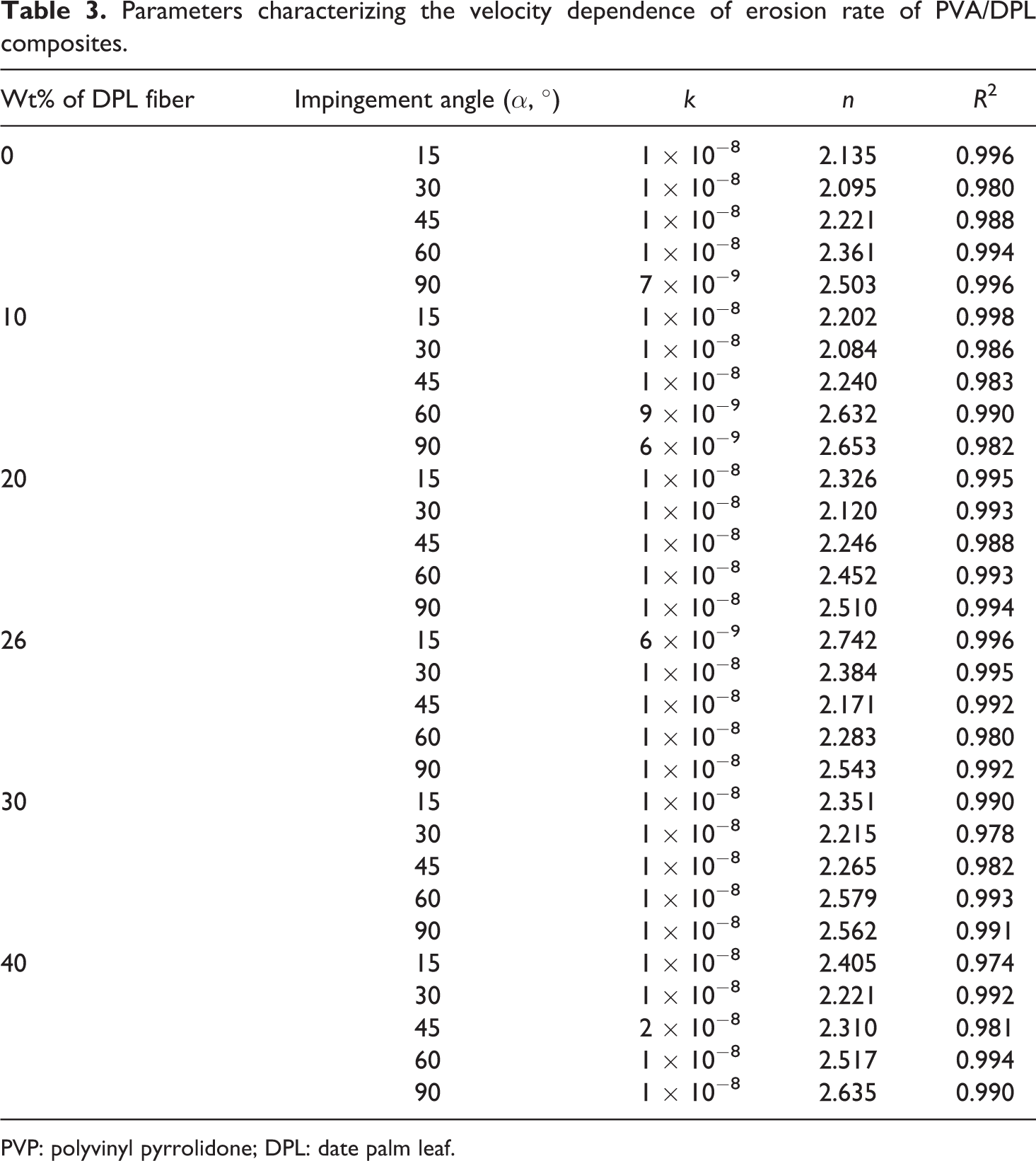
PVP: polyvinyl pyrrolidone; DPL: date palm leaf.
From the presented data, it is observed that the velocity exponents are in the range of 2.084–2.742 for the synthesized composites at different impingement angles. Generally, there is hardly any variation in the value of n at different impingement angles and higher values of n are associated with steeper impingement angles. Erosion behavior of materials is broadly classified as ductile and brittle based on impingement angle. However, the above classification is not absolute as the erosion behavior has a strong dependence on erosion conditions such as impact angle, impact velocity, and erodent properties such as shape, hardness, size, and so on. It has been observed that the erosion behavior of polymers and their composites is also characterized by the value of the velocity exponent n. 32 For polymeric materials behaving in a ductile manner the value of n is in the rage of 2–3 while for polymer composites behaving in a brittle fashion the range is 3–5. In the present study, since the velocity exponents are in the range of 2.0–2.88, the PVP/DPL composites exhibit semi-ductile behavior.
Influence of erosion efficiency on erosion rate
The erosion efficiency, which is one of the important parameters, is generally used to identify the erosion mechanism of various materials in solid particle erosion. It is calculated using the following equation: 33

where, E is erosion rate (kg/kg), H is hardness of eroding material (Pa), ρ is density of eroding material (kg/m3), and v is velocity of impact (m/s).
The values of the erosion efficiencies of PVP and its composites calculated using equation (3) for different impact velocities have been shown in Figure 5. Since the steady-state erosion rate (E) of PVP and its composites increases with increase in impact velocity v, which is proportional to v2, hence, erosion efficiency is expected to increase with the increase of v. The calculated results have been manifested in graphs (Figure 5) for different weight percentages of DPL fiber-reinforced PVP composites. It has been observed from the graph that the erosion efficiencies of PVP/DPL composite vary from 2.83% to 15.29% for different impact velocities studied whereas, it is in the range of 0.54–3.07% for neat PVP. Thus, from the observed data, it can be assumed that erosion in case of PVP/DPL composite takes place by micro-ploughing and micro-cutting. Further, it is observed that as fiber content increases erosion efficiency increases. A 40 wt% DPL fiber reinforcement to neat PVP matrix leads to a significant increase in erosion efficiency thereby decreasing erosion resistance.
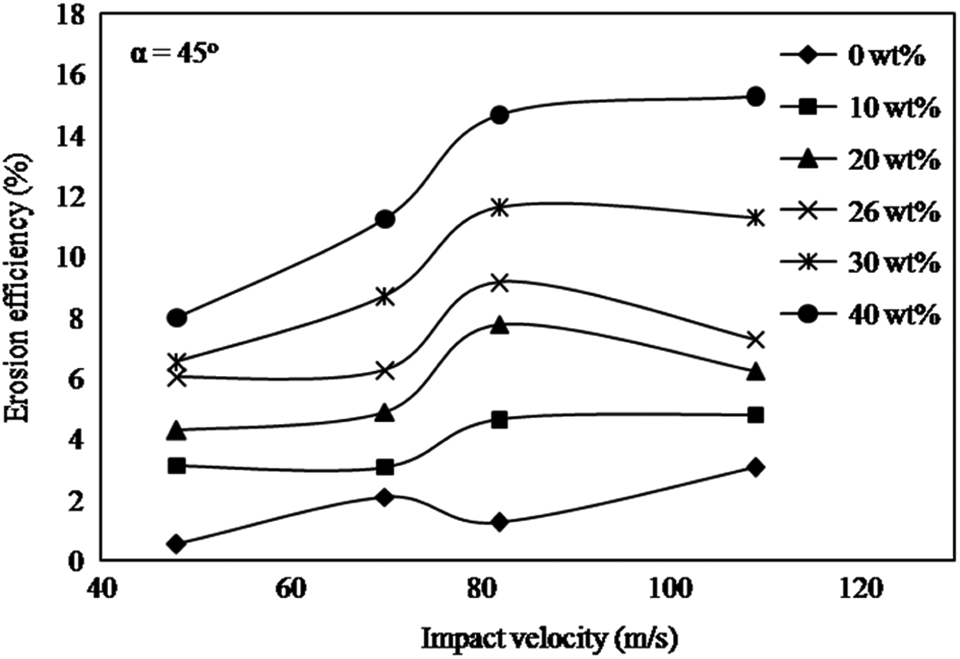
Erosion efficiency as a function of impact velocity for PVP/DPL composites.
Surface morphology of eroded surface
The failure criteria of fiber-reinforced composite is complex in nature and depend strongly on the experimental conditions and the composition of the target material. The erosion behavior of thermoplastic composites is ductile in nature (plastic deformation, ploughing, and ductile tearing) whereas, thermosetting composites exhibit brittle erosive wear (generation and propagation of surface lateral cracks). It has been observed that 34 at low impingement angles, the impact force is divided into two parts: one parallel (F p) to the surface of the material and the other vertical (F v). The parallel component of the force controls, the abrasive and vertical component, is responsible for the impact phenomenon. As the impingement angle shifts towards 90°, i.e. at normal erosion, the effects of F p become marginal. In this case all the available energy is dissipated by impact and micro-cracking while at oblique angles the damage occurs by micro-cutting and micro-ploughing 35,36 because of the decisive role of F p.
In the present investigation, the surface morphology of 26 wt% (optimum) PVP/DPL composites was conducted by scanning electron microscopy for 30°, 45°, 60°, and 90° impingement angles at constant impact velocity of 70 m/s (Figure 6). It is observed from Figure 6(a) that at low impact angle (i.e. 30°), there is formation of craters due to penetration of hard erodent particles onto the surface of the sample, thereby causing material loss from the matrix regime. The material removal in the composite is mostly dominated by micro-ploughing and plastic deformation. The plastically deformed material subsequently removed from the surface by micro-cutting leads to maximum erosion at 45° impingement angle. The matrix covering the fibers seems to be chipped off and the fibers are normally exposed to erosive environment. The formation of micro-cracks and embedment of fragments of sand particles are also evident from the micrograph (Figure 6(b)). Figure 6(c) shows micrograph of surface eroded at an impingement angle of 60°, which reveals that the material removal occurs due to excessive plastic deformation. There is also the formation of micro-cracks and craters. Figure 6(d) shows the surface morphology of the sample at 90° impact angle. From the figure, it is found that the failure mechanism does not reflect any ductility, instead, a brittle failure appearance is reflected in the micrograph.
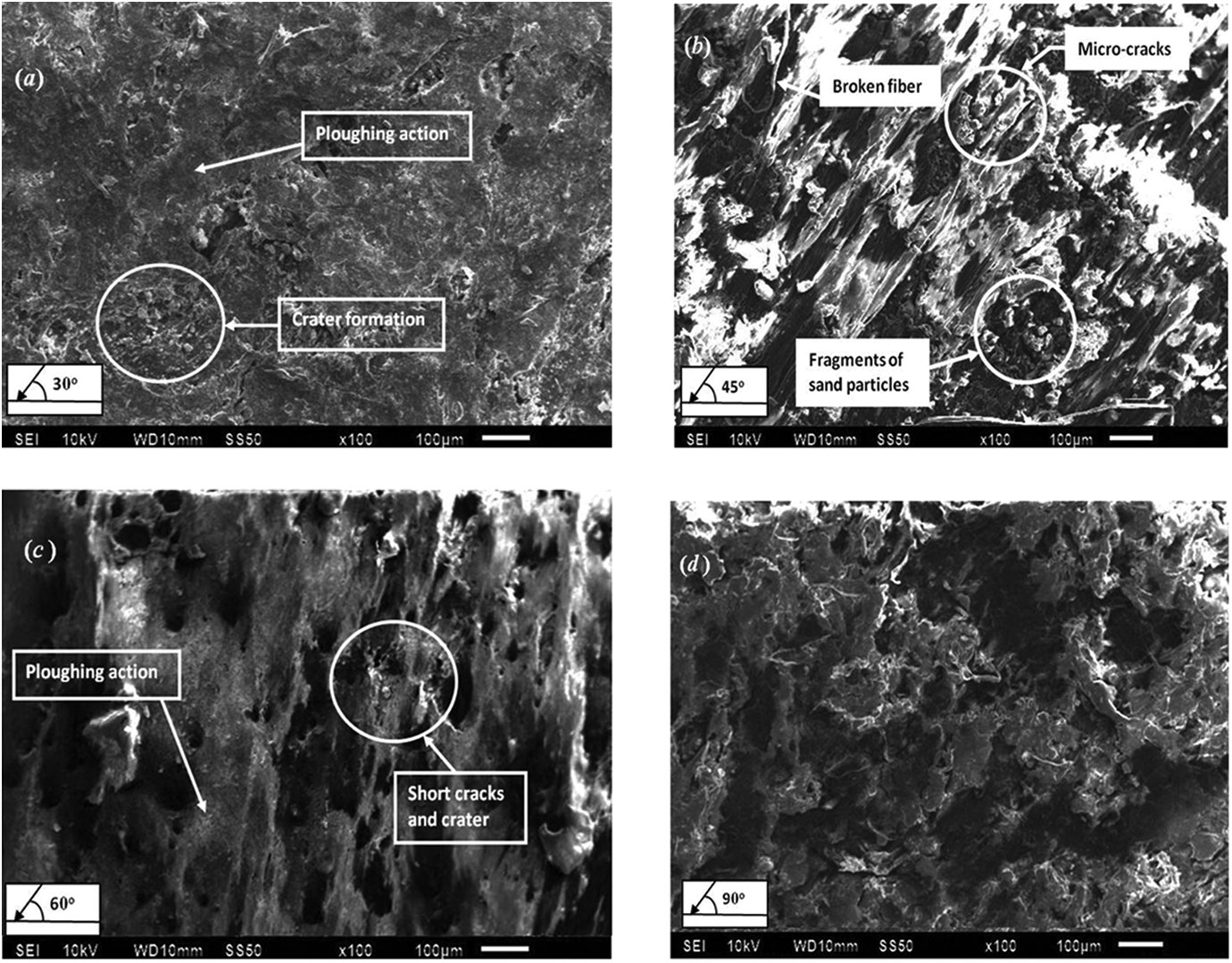
SEM micrographs of the eroded surfaces of 26 wt% of PVP/DPL composites.
Conclusions
Based on the solid particle erosion studies of PVP and its composites, following conclusions are drawn: The experimental parameters such as cumulative weight of impinging particles, impingement angle, and impact velocity have strong effect on erosive wear performance of PVP and its composites. From erosion response of PVP and its composites with cumulative weight of the impinging particle, it is concluded that in general acceleration, deceleration, and stabilization are observed. Initial mass gain and incubation period are not observed under various experimental conditions. The erosion wear behavior depends strongly on impingement angle. The neat PVP shows peak erosion at 30° impingement angle whereas, its composites show peak erosion at 45° impingement angle for all impact velocities (48–109 m/s). It is also confirmed that PVP and its composites show semi-ductile erosion behavior under the present experimental conditions. The impact velocity has a pronounced effect on the erosive wear of PVP and its composites. The steady state erosion rate (E) is related to particle velocity (v) as E = Kvn. The velocity exponents are in the range of 2.084–2.742 for different impingement angles (15–90°) and impact velocities (48–109 m/s). The erosion efficiency of PVP and its composites varies from 0.54% to 15.29% for different impact velocities studied. Thus, it can be concluded that erosion takes place by micro-ploughing and micro-cutting. SEM studies of worn surfaces support the involved mechanisms and indicated micro-ploughing, micro-cutting, plastic deformation, matrix removal, and exposure of fibers. It is concluded that if DPL fiber-reinforced PVP composites have to be used in erosive situations it is always preferable to have lower amount of DPL fiber reinforcement to the PVP matrix.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.