
Abstract
Composites were prepared from recycled polypropylene (RPP), oil palm empty fruit bunch (EFB) and/or glass fibre (GF) using extrusion and injection moulding techniques. Two types of maleic anhydride-grafted polypropylene such as Polybond 3200 and Fusabond P 613 were used to improve the interfacial adhesion between fibres and matrix. The EFB: GF ratio was fixed as 70:30 and fibre loading was considered as 40 wt%. Microwave was used to treat the EFB fibre, which was soaked in a fixed mass concentration (12.5%) of alkali solution at different temperatures (70, 80 and 90°C) for a fixed period of time (60 min) and for different times (60, 90 and 120 min) at a fixed temperature (90°C). A magnetron controller was developed to control the time and temperature accurately for the treatment of fibre. Various characterization techniques such as density, melt flow index, tensile, Izod impact, flexural, field-emission scanning electron microscopy and water uptake testing were performed for the composites. Besides, thermogravimetric analysis and differential scanning calorimetry were also used to evaluate the thermal and crystalline properties of the composites, respectively. Result analyses revealed that microwave-treated fibre-based composites showed improved mechanical and thermal properties. EFB fibres treated at 90°C for 90 min were found to be suitable for better reinforcement into the composite in terms of mechanical, thermal and crystalline properties. Moreover, onset degradation temperature and water absorption properties were also found to be changed apparently due to treatment.
Introduction
As reinforcing agents, synthetic fibres play important role in improving the properties of polymer composite. Different types of synthetic fibres, such as glass, aramid, carbon and so on have been used as reinforcing agents for polymer-based composite materials. 1 –3 Instead of using synthetic fibres natural fibres have been used for the preparation of polymeric composites. The common natural fibres such as kenaf, sisal, jute, silk, flax, and so on have been used in previous works for different types of polymer matrices. 4 –7 Although synthetic fibre-based polymer composite shows good mechanical and thermal properties, few drawbacks are summarized, such as, they are non-biodegradable, hazardous, costly and high-density materials. 8 In contrast, the reason behind using natural fibres is due to their low-density, environmental friendly nature, low cost, renewability and biodegradability. 9 On the other hand, the problems associated with the natural fibres are their poor compatibility with the polymer matrices and high-moisture absorption tendency from the environment, which leads to poor mechanical and thermal properties of the formulated composites. 10 Since synthetic and natural fibres have advantages and disadvantages, using them together with the polymer matrix to prepare hybrid composite may contribute a combination of the properties to the material. For example, synthetic fibres improve the mechanical properties and natural fibres control the density of the hybrid composite. Moreover, the use of natural fibres may reduce the utilization of synthetic fibres and polymers to prepare the hybrid composite without compromising the strength.
Natural fibres are hydrophilic and polymers are hydrophobic in nature. Therefore, the compatibility and interfacial adhesion between them are weak, which may lead to poor properties of the composites. To improve the interfacial adhesion between fibres and polymer matrix, a number of techniques of surface modification of fibres have been reported elsewhere. 10 Among the treatments, microwave is found to be new and effective. Treatment through microwave can be used for the surface modification of the natural fibres as a faster and impressive process. It involves the radiation energy of the heat source, which affects the biological substances by heating the environment. In the treatment process, it may help to remove or degrade wax, lignin, pectin and other surface impurities to expose the cellulosic fibre in an efficient manner. Generally, treatment of fibres improves the mechanical properties of composites. 10 In addition, different types of coupling agent such as maleic anhydride-grafted polypropylene and silane were used to improve the interfacial bonding between fibres and matrix. 11,12 The moisture absorption was also reduced due to treatment and use of coupling agent. However, incorporation of synthetic fibre also enhances the performance and reduces moisture absorption of the composite as well. For example, glass fibre (GF) was used to improve the mechanical and thermal properties of hemp fibre-based polypropylene composite. Additionally, the incorporation of GF reduced the water absorption of the composites. 13 The limitation of the composites produced from synthetic fibre is their higher density. Moreover, manufacturing cost of synthetic fibre is high, and the source is not renewable. Nowadays, low cost with renewable source is much motivational to the industrialists and manufacturers. Sometimes to reduce the weight of the fabricated composite, using natural fibre is found to be an alternative option, which meets the entire requirement. Using natural fibre makes the composite lighter by weight, and the cost of the product becomes lower.
Petroleum, a limited natural resource, is abundantly being consumed in the synthesis of polymers due to their increasing demand in our everyday life. The recycling and reuse of these polymers are important for sustainability. The utilization of recycled-based material can reduce the consumption of petroleum and mitigate the disposal problem. Polypropylene is one of the extensively used thermoplastics, which can be recycled for the production of composites. 14 In this respect, a number of research works have been conducted recently to add value on these materials. Interestingly, the properties of composites made from recycled-based plastic showed comparable properties to those prepared from virgin one. 15 Thus, considering the limited reservation of petroleum, it is essential to increase the recycling rate of polymers. Since oil palm empty fruit bunch (EFB) is amply produced in Malaysia and available at low price, its usage as reinforcing agent in the preparation of composites with recycled-based polymer may add extra value to the formulated materials.
The objective of this work is to find the effect of microwave treatment on the EFB fibre and its reinforcement with GF into recycled polypropylene (RPP) in terms of physical, mechanical, morphological and thermal properties of the composites. Since microwave treatment only has power and time setting, it has limitation of controlling temperature with time during the treatment of fibre. Moreover, application of this technology experiences difficulty of achieving steady and controlled heating, especially for relatively large amount of sample. Therefore, microwave was studied for the precise measurement of heating and treatment period by modifying the controls of the microwave machine. In this study, this problem was eliminated with a detailed discussion in the following section. To avoid this problem special device was developed to manage treatment time and temperature during the treatment. A mercury thermostat and electronic timer, connected with the magnetron power source of microwave, was used to maintain the preset temperature during the treatment.
Experimental
Materials
RPP with density of 0.91 g cm−3 and melt flow index of 5.58 g/10 min (230°C, 2.16 kg) and GF (E-type, chopped and short length = 3–5 mm, diameter = 0.04 mm) with density of 2.56 g cm−3 were purchased from Alva Suplayer Sdn. Bhd. (Kuantan, Malaysia). EFB fibres were kindly supplied by Lepar hilir palm oil (Pahang, Malaysia). Polybond 3200 (density = 0.91 g cm−3, melt flow index = 115 g/10 min, molecular weight = 42,000 and maleic anhydride level = 1.0%) and Fusabond P 613 (density = 0.903 kg m−3, melt flow index = 120 g/10 min, molecular weight = 95,000 and maleic anhydride level = 0.5%) were purchased from Eastman polymer (PETRONAS, Malaysia) and DuPont (Wilmington, Delaware, United States), respectively. Sodium hydroxide (NaOH) was purchased from Merck, Germany.
Fibre processing and treatment through microwave
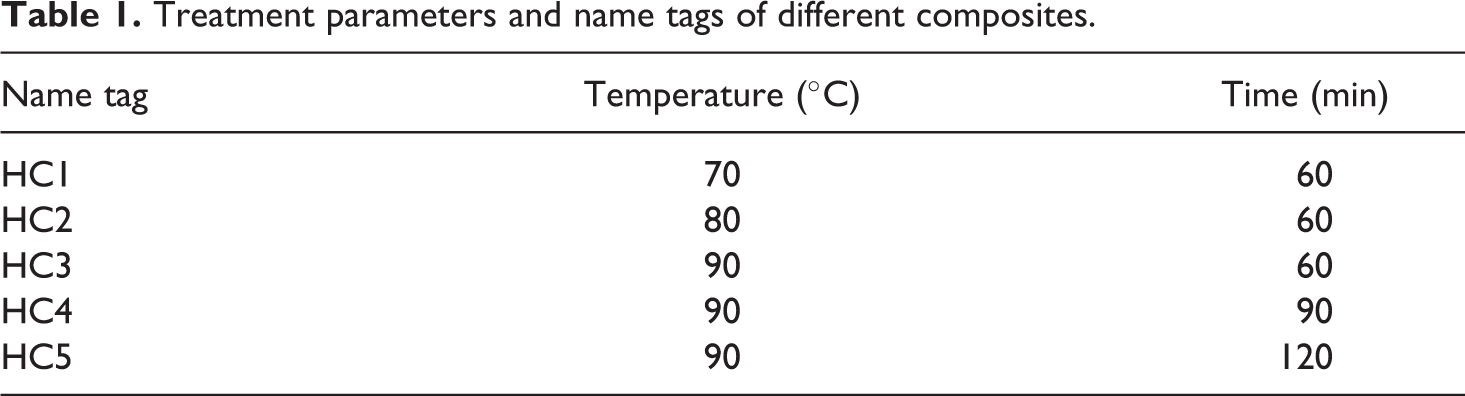
The EFB fibres were sufficiently washed with normal water to remove the surface impurities and dried in sunlight for 2 days. The fibres were then soaked in 12.5% alkaline solution in a beaker. Table 1 shows the treatment parameters for five different conditions to prepare five different types of fibre for different composites. After the treatment, the treated fibres were washed with distilled water to remove the solution of NaOH. The complete removal of NaOH was checked by the pH paper, which confirmed the value 7 as same as for water. The treated fibres were oven dried at 80°C for 12 h. The fibres were then cut to a uniform size of length 3–5 mm using a crusher machine. The moisture content of the fibres was found to be 0.12%. GFs were heated for 2 h at 450°C to remove the sizing agents.
Treatment parameters and name tags of different composites.
A microwave machine (model Samsung TDS MW71E/800 W) was used for this experiment. Traditional microwave machine has power and time setting but cannot control temperature. Thus, treatment time at particular range of temperature is not accounted precisely by this machine. To avoid this problem, a special device was developed to manage treatment time and temperature during microwave processing. Hence, mercury thermostat and electronic timer were connected with the magnetron power source of microwave to maintain the preset temperature during treatment period. A schematic diagram has been drawn to understand the controlling process, as shown in Figure 1. The magnetron controller device consists of six components. The temperature controller was used to give input temperature limit to the equipment, and the two ON–OFF contactors were used to connect and cut magnetron power source. A timer was set as input timer setting off device, and a restart button was used as utility equipment to reset time to zero. A light indicator was set to indicate the time of desired temperature setting condition. A thermocouple sensor was used in the microwave to give a signal to the temperature controller, when the temperature is reached its setting point. Subsequently the temperature controller sends a signal to contactor 1 and contactor 1 cuts magnetron power source. After that, it connects the timer and light indicator with the power source. When the time in the timer reaches to the setting point, the timer gives signal off to magnetron by contactor 2. During the treatment, the magnetron power source experienced off signal once only. The repetition of off–on signal was absent during the treatment. Therefore, stability of the temperature is thought to be undisturbed during the period of treatment. The modified microwave machine with treatment arrangement is shown in Figure 2.
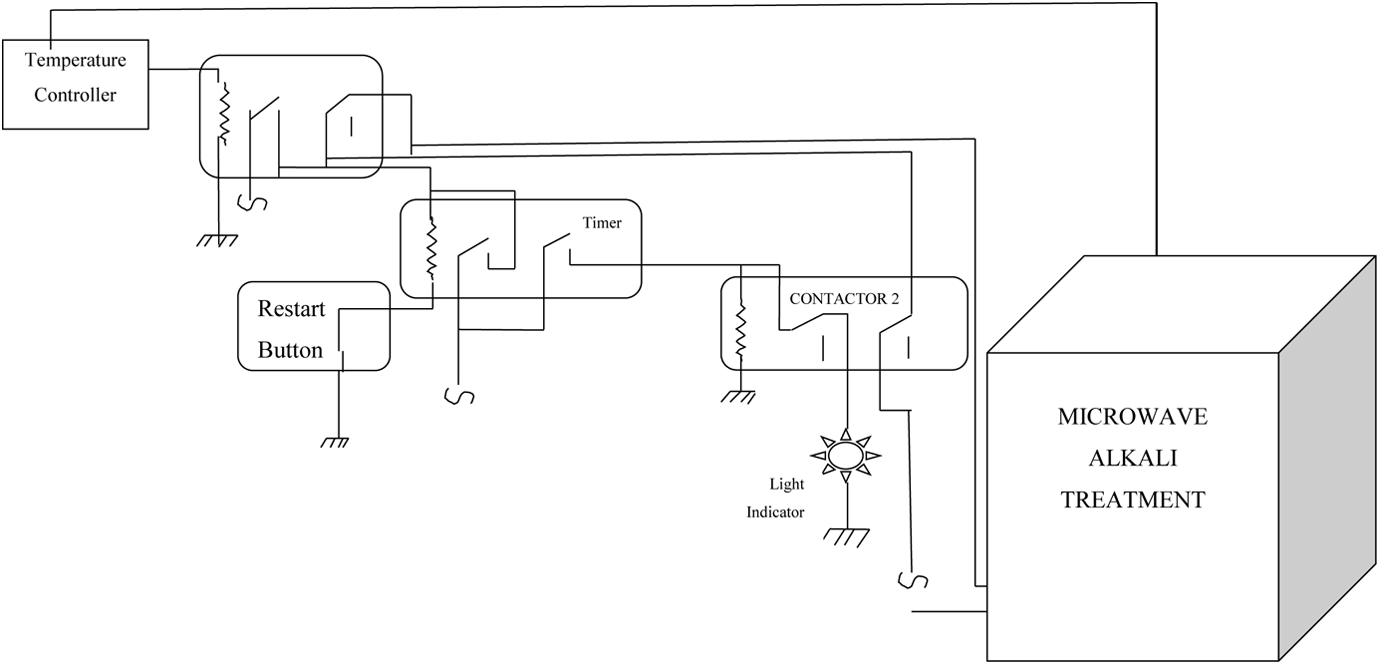
Schematic diagram of magnetron controller for microwave treatment of EFB fibre.
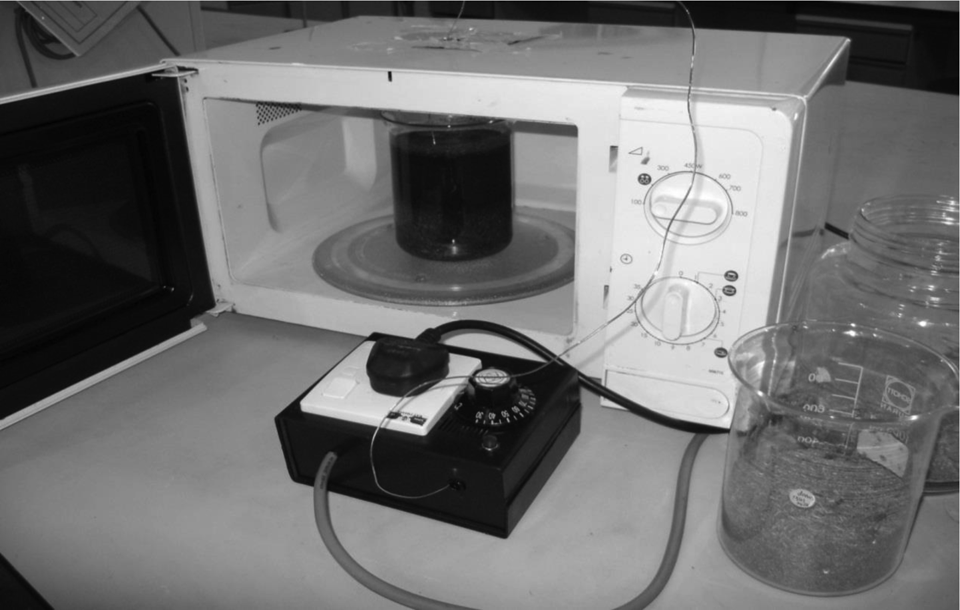
Arrangement of microwave alkali treatment of EFB fibre.
Composite preparation
Five different types of composites were prepared by means of a twin-screw extruder (Prism Eurolab 16, thermo scientific, USA) followed by injection moulding machine (NESSEI, model-PNX60) at 190°C. Fibre content was considered 40 wt%, whereas EFB: GF ratio was maintained as 70:30 to prepare various types of test specimens. RPP-based composites were prepared individually with various types of treated fibres. The coupling agents, Polybond and Fusabond, were mixed prior to extrusion at a fixed weight% of 2.5 each. The name tags of the composites prepared with treated fibres are listed in Table 1. Other than that composite, prepared with 100% RPP, untreated EFB fibre and untreated EFB and GF will be named as RPP, NFC, and HC, respectively.
Characterization
Density
A gas pycnometer (AccuPyc II 1340, Micrometrics; Norcross, Gwinnett, USA) was used to determine the density of the composites. The equipment was operated by inert helium gas. Five replicates of analysis were considered for each category of sample and an average value was taken for data analysis.
Melt flow index
Melt flow index (MFI) of each sample was determined using Dynisco melt flow indexer (LMI 4000 series; Franklin, Massachusetts, USA) according to ASTM D1238 (heating temperature = 230°C, applied load = 2.16 kg). An average of three runs was taken for each sample.
Tensile test
The tensile tests were conducted according to ASTM D638-03: standard test method. The specimens were tested using Shimadzu universal testing machine (model AG-1; Japan) with load cell of 5 kN. The crosshead speed was maintained at 5 mm min−1 and the gauge length was considered as 50 mm. Testing was performed until tensile failure occurred. These tests were carried out at 25°C. The maximum (peak) load (F max, N) was read from the instrument. The tensile strength (TS; σ t, Pa) was calculated using equation (1). 15

where, A is cross-sectional area (m2) of the specimen. Five specimens were tested for each batch and their average was taken for analysis. Tensile modulus (TS) was calculated using equation (2):

where, E is tensile modulus, F is applied force, L 0 is the original length of the sample, and ΔL is the increment of the length of the sample due to applied force.
Flexural test
The flexural test was conducted according to ASTM D790-97 using universal testing machine (AG-1, Shimadzu; Japan) with static load cell of 1 kN. The support was set at 20 mm and the crosshead speed was fixed at 10 mm min−1. Five specimens were tested and the average value was taken for data analysis.
Izod impact test
The Izod impact test was performed according to ASTM D256 with the help of universal pendulum impact system (Ray-Ran, UK) at 3.5 m s−1 swing speed, with a hammer load of 0.163 kg. Ray-Ran motorized notching cutter was used to notch the specimen. The notch depth was fixed at 2 ± 0.02 mm with an angle of 45°. Five specimens were tested and an average of them was taken for further analysis.
Thermogravimetric analysis
Thermogravimetric measurements were carried out using a thermogravimetric analyser TGA Q500 (TA instruments; Lukens Drive, New Castle, Delaware). Each sample was weighed nearly 5 mg and heated in a temperature range of 25–600°C with a heating rate of 20°C min−1. Thermogravimetric analysis (TGA) was conducted in a platinum crucible under nitrogen atmosphere at a flow rate of 40 ml min−1 to ensure inert atmosphere.
Differential scanning calorimetry
A TA instrument (Q-1000) was used to perform differential scanning calorimetry (DSC) of the samples in an aluminium pan with a heating rate of 10°C min−1. A heat/cool/heat method was applied in a temperature range of 25−220°C. The percentage of crystallinity (χ dsc) was obtained using equation (3):

where, ΔH is the heat of fusion of sample, ΔH m represents the heat of fusion (209 J g−1) for 100% crystalline polypropylene 16 and W is the mass fraction of the matrix.
Field-emission scanning electron microscopy
A field-emission scanning electron microscope (Model-JEOL, JSM-7800F; Japan) was used to observe the surface of the fractured samples after rupture, fibre dispersion and bonding with the matrix. Air-dried samples were fixed to a metal-based specimen holder using double-sided sticky carbon tape, and then coated with gold using a vacuum sputter-coater to make them conductive prior to observation.
Water uptake
Tensile specimens were immersed in distilled water at room temperatures for 180 days. Water uptake (WU) was measured by the weight gain due to water absorption by the samples and recorded for the analysis. The percentage of WU was calculated using equation (4):

where, w i and w f is the initial and final weight of the sample before immersing in water and after taking out of water, respectively.
Result and discussion
Density
The density of the composites is presented in Table 2. The densities increased due the incorporation of fibres. The values were found to be 1.04, 1.07, 1.09, 1.10, 1.12, 1.13 and 1.11 g cm−3 for the composite NFC, HC1, HC2, HC3, HC4 and HC5, respectively. Hybridization increased the density from 1.04 to 1.07 and microwave-treated fibre-based composite showed the maximum (1.13 g cm−3). In addition, higher density of GF is also responsible for higher density of the hybrid composites. Moreover, due to treatment, it is clear that the fibres are more compactly incorporated in the composites because of enhanced interfacial bonding between fibre and matrix. Besides, using two types of coupling agent probably boosted up the adhesion, which may result in higher density of the hybrid samples.
Density, MFI and IS of the composites.
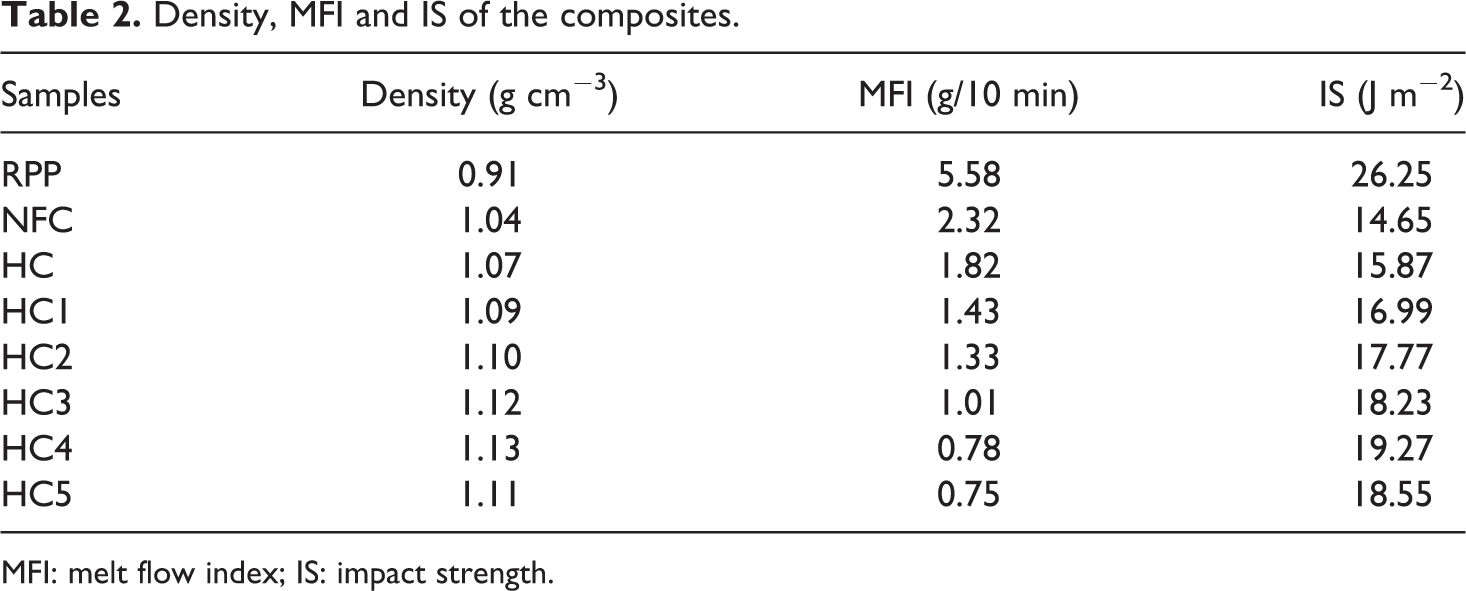
MFI: melt flow index; IS: impact strength.
Melt flow index
The MFI of various composites is presented in Table 2. The MFI of RPP was found to be 5.58 g/10 min, whereas that of HFC, HC, HC1, HC2, HC3, HC4 and HC5 was found to be 2.32, 1.82, 1.43, 1.33, 1.01, 0.78 and 0.75 g/10 min, respectively. The decrease of MFI is probably due to treatment and enhanced interaction between fibres and matrix. Removal of lignin and other surface impurities may expose the hydroxyl groups of the EFB fibres, which build the interaction with matrix in the present of two types of coupling agents. Moreover, incorporation of GF is another reason behind the lower MFI value of the hybrid composites. The flow behaviour depends on the interaction among the fibres, between fibres and matrix and on the friction between materials and the wall of the flow path. Although the interaction between fibres and matrix was improved due to treatment, difficult process ability due to that was encountered as well.
Tensile properties
The tensile strength (TS) and TM of the composites are illustrated in Figure 3. The TS and TM of RPP was found to be 25.4 and 1072 MPa, respectively. For the case of NFC, the values were found to be 28.3 and 1312 MPa. The incorporation of natural fibre increased TS by 11% and TM by 22%. Improvement of the properties was apparent due to hybridization with GF and the values reached 31.1 and 1395 MPa for the case of HC. This is may be due to the incorporation of stronger (compared to EFB) GF into the polymer. 17,18 Moreover, the interactions between the fibres and matrix were improved due to the presence of Polybond and Fusabond. Furthermore, microwave–alkali treatment was helpful to enhance those values gradually with treatment temperature (Figure 3). Composite incorporated with treated (treatment time = 60 min, 70°C) fibres showed better tensile properties (TS = 34.4 MPa and 1472 = MPa) than that of untreated one. However, the best values (TS = 38.6 MPa and TM = 1623 MPa) of tensile properties were shown by the composite incorporated with the fibres treated at 90°C for the same period of treatment. A further improvement in tensile properties (TS = 39.5 and TM = 1832 MPa) was noticed for the case of HC4, indicating the effectiveness of simultaneous effect of temperature (90°C) and treatment period (90 min). Finally, the values (TS = 37.2 and TM = 1743 MPa) deteriorated due to extreme treatment conditions (90°C and 120 min) for the case of composite HC5. This is may be due to the degradation of cellulose fibre for over treatment.
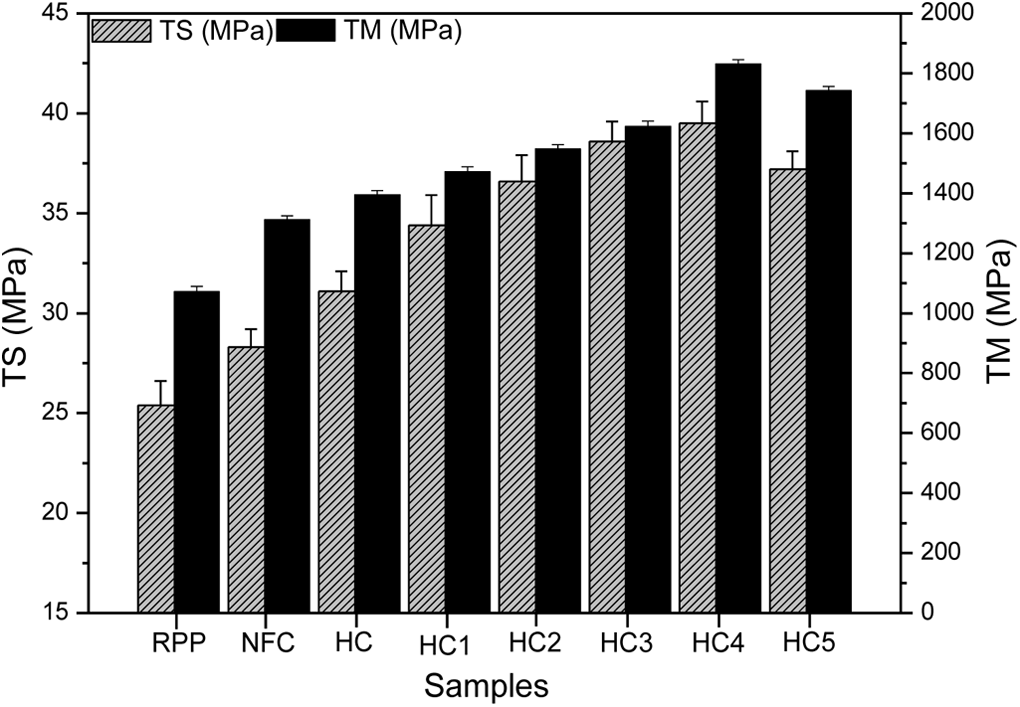
Tensile strength (MPa) and tensile modulus (MPa) of various composites.
Flexural properties
The flexural strength (FS) and flexural modulus (FM) of the composites are shown in Figure 4. The FS of RPP, NFC and HC was found to be 14.3, 23.5 and 27.9 MPa, whereas their FM was found to be 133, 634 and 935 MPa, respectively. For comparison, HC4 and HC5 were considered, and HC4 was better than HC5 in terms of flexural properties. HC4 showed FS and FM values of 33.3 and 1248 MPa, whereas HC5 showed 31.7 and 1172 MPa, respectively. Thus optimum treatment parameters were found to be 90°C (treatment temperature) and 90 min (treatment duration) in terms of flexural properties. This is thought to be happened due to removal of lignin and other surface impurities from the treated fibres. Additionally, incorporation of GF improved the flexural properties of the hybrid composites, which was also documented elsewhere. 18,19 However, lower flexural properties were noticed due to adverse effect of treatment condition (90°C and 120 min) for the case of HC5. This is may be due to extreme treatment, which weakens the cellulose fibre.
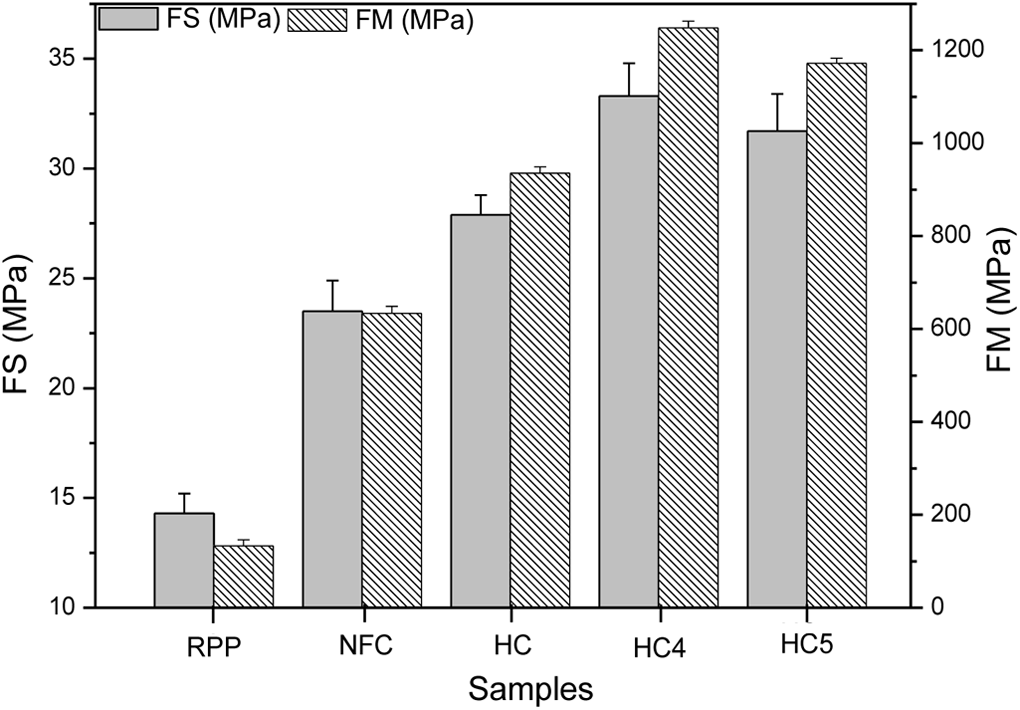
Flexural strength (MPa) and flexural modulus (MPa) of various composites.
Izod impact properties
The Izod impact strength (IS) of the composites is shown in Table 2. The IS of the RPP was found to be 26 J m−2, whereas EFB-loaded and hybrid composites showed a decreased IS value of 14.65 and 15.87 J m−2, respectively. For the case of treated fibre-based hybrid composites, the value was increasing (from 16.99 J m−2 to 19.27 J m−2) up to that of HC4. After that, the value decreased to 18.55 J m−2 for the case of HC5. The treatment effect was found to be same as that of other mechanical properties in a reverse manner. Usually incorporation of fibre into the polymer matrix decreases the IS, which is a reverse trend compared to other mechanical properties. The homogeneity of the materials is important for higher IS. In that case, the application of these materials may be suitable for those whose requirement is high tensile and flexural property with acceptable IS.
Morphological properties
The surface morphology of the fractured tensile samples is shown in Figure 5. Figure 5(a) shows the surface of RPP, whereas Figure 5(b) and (c) shows the same for NFC and HC. It is clear from Figure 5(b) and (c) that few holes and long-length fibre pull-out are apparent, and this is probably due to the weak interfacial adhesion between untreated fibres and matrix. On the other hand, in the Figure 5(d) (HC1), (e) (HC4) and (f) (HC5), relatively little amount of fibre pull-out with short-length fibres are evidenced. This is may be due to the treatment effect that may result in better interfacial adhesion between fibres and matrix. Among the three composites (HC1, HC4 and HC5), HC4 (treatment temperature = 90°C, treatment time = 90 min) shows strong adhesion than the others, which might be a reason of showing the highest mechanical properties shown by it. From the figures of hybrid composites, it is noteworthy to mention that the dispersion of GF into the matrix is good. Thus the mechanical properties of them are competitive to each other. 18 Moreover, the use of two types of coupling agent is another reason for improved adhesion due to extra maleic anhydride grafting percentage that build strong adhesion between hydroxyl groups of fibre and maleic anhydride groups. 20,21
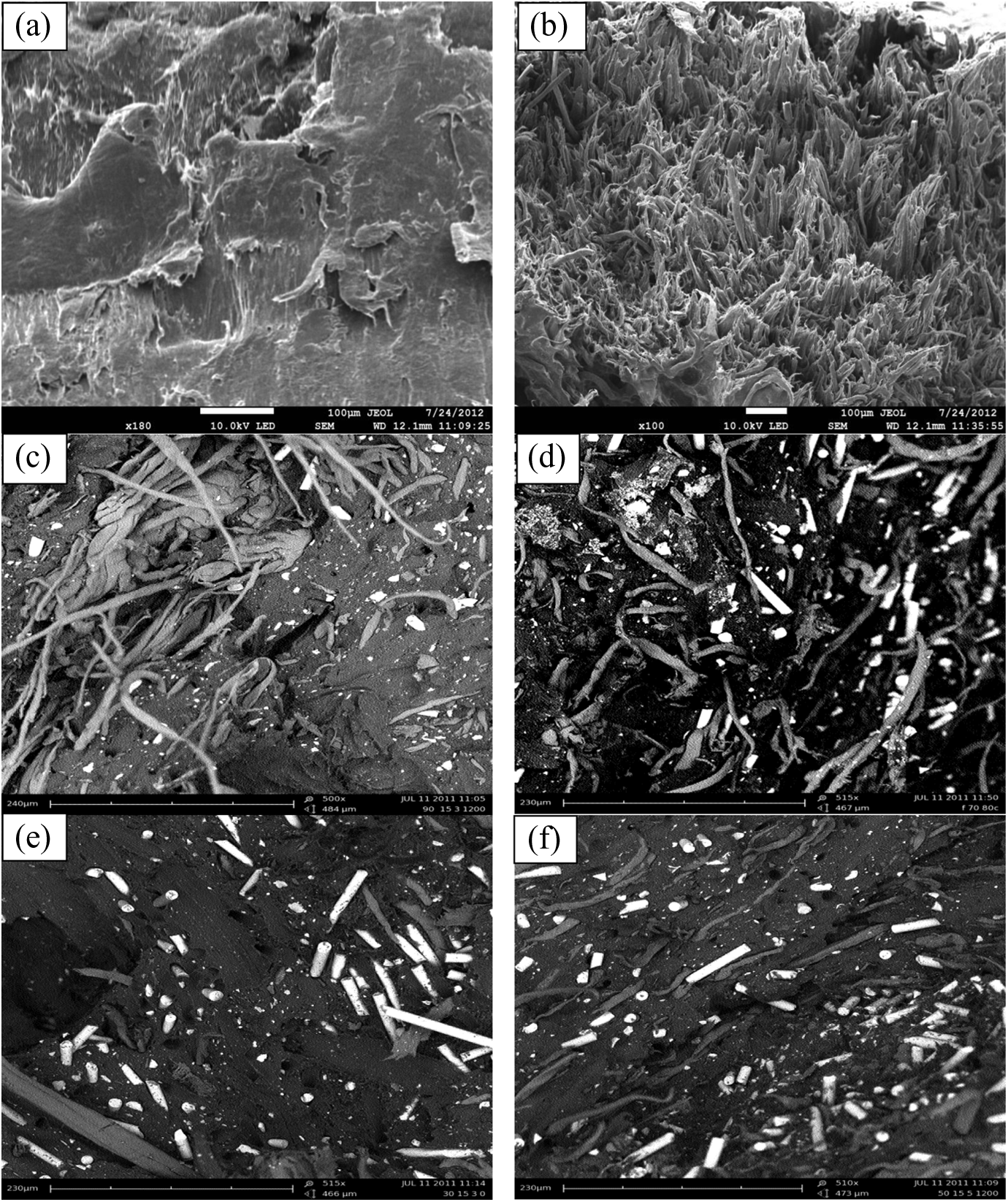
FE-SEM micrographs of the fractured samples (a) RPP, (b) NFC, (c) HC, (d) HC3, (e) HC4 and (f) HC5.
Thermal properties
Figure 6 represents the weight vs. temperature (Figure 6(a)) and derivative weight vs. temperature (Figure 6(b)) plot of TGA. It is seen from Figure 6(a) that the onset degradation for RPP starts at around 426°C due to chain disintegration and formation of free radicals (Figure 6(a)). 22 The weight loss occurs due to the formation of volatile oligomers. From Figure 6(b), it is clear that RPP degrades in one stage, whereas composites degrade in two stages due to incorporation of fibres. Table 3 presents the thermal properties of the composites. The onset degradation temperature of NFC is found to be the lowest (270°C) among the composites in the first stage. This is because of the presence of lignocellulose-based natural fibres that decompose at early stage. On the other hand, HC composite shows a bit higher value of around 282°C temperature in the presence of GFs. GF is a strong fibre with high thermal stability and due to that the final decomposition temperature of the HCs are higher than NFC. From Figure 6(b), the T max1 (the peak temperature of the first stage of derivative weight vs. temperature curve) of NFC, HC, HC4 and HC5 is found to be 344, 352, 370 and 365, respectively, whereas their T max2 (the peak temperature of the 2nd stage of derivative weight vs. temperature curve) is found to be 473, 413, 411 and 414°C, respectively. Analyses revealed that incorporation of natural fibre prolonged the degradation (in the second stage) at relatively higher temperature (439°C) than the polymer matrix. Significant amount of residues remained after completion of the degradation. EFB fibre-based composites show residue percentages of about 15%, whereas, HC, HC4 and HC5 composites show a range between 19% and 22%.
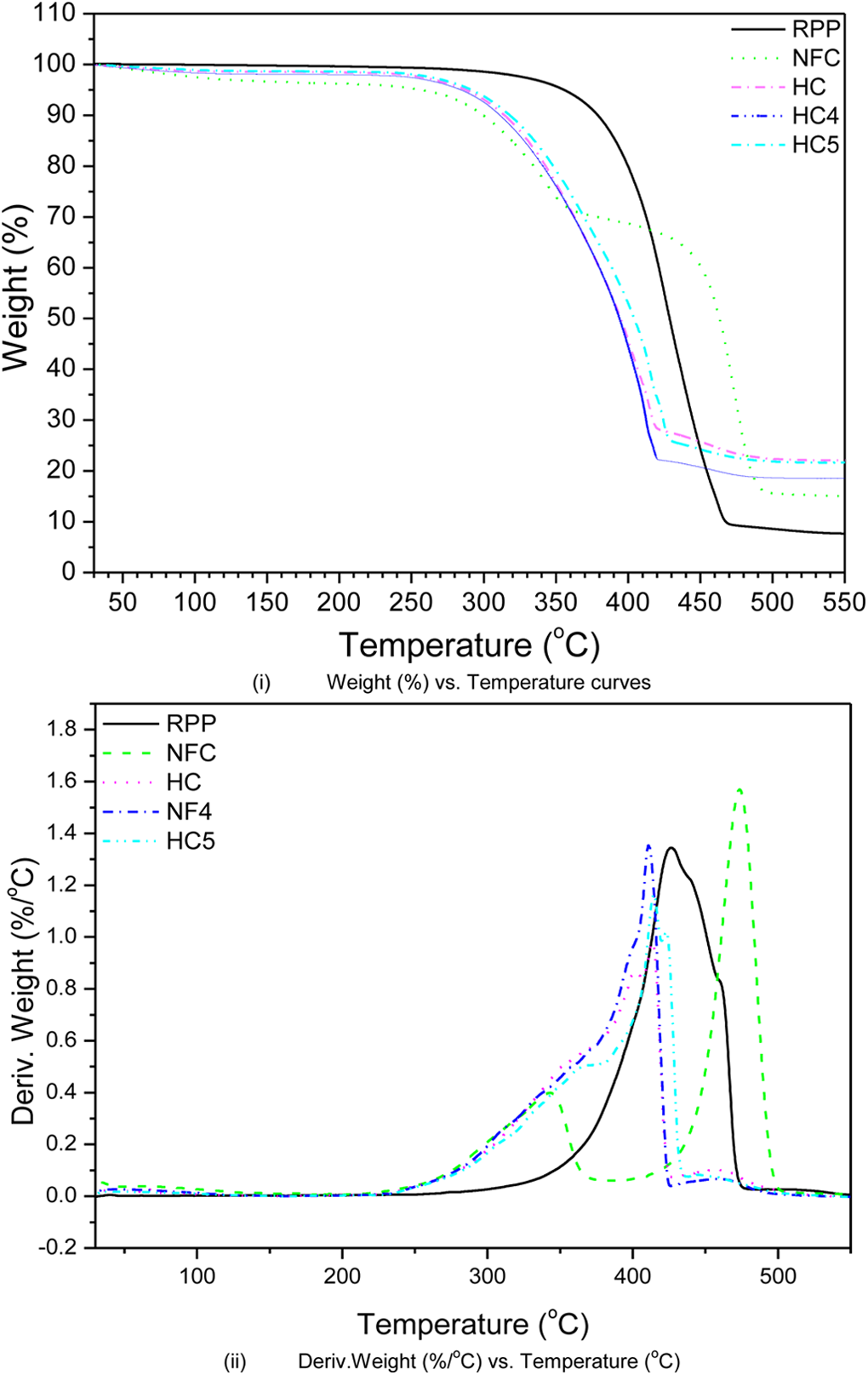
TGA curves of the composites (a) weight (%) vs. temperature (°C) and (b) derivative weight (%/°C) vs. temperature (°C). TGA: thermogravimetric analysis.
Melting point, residue, crystallization temperature, enthalpy and crystallinity (%) of the composites.
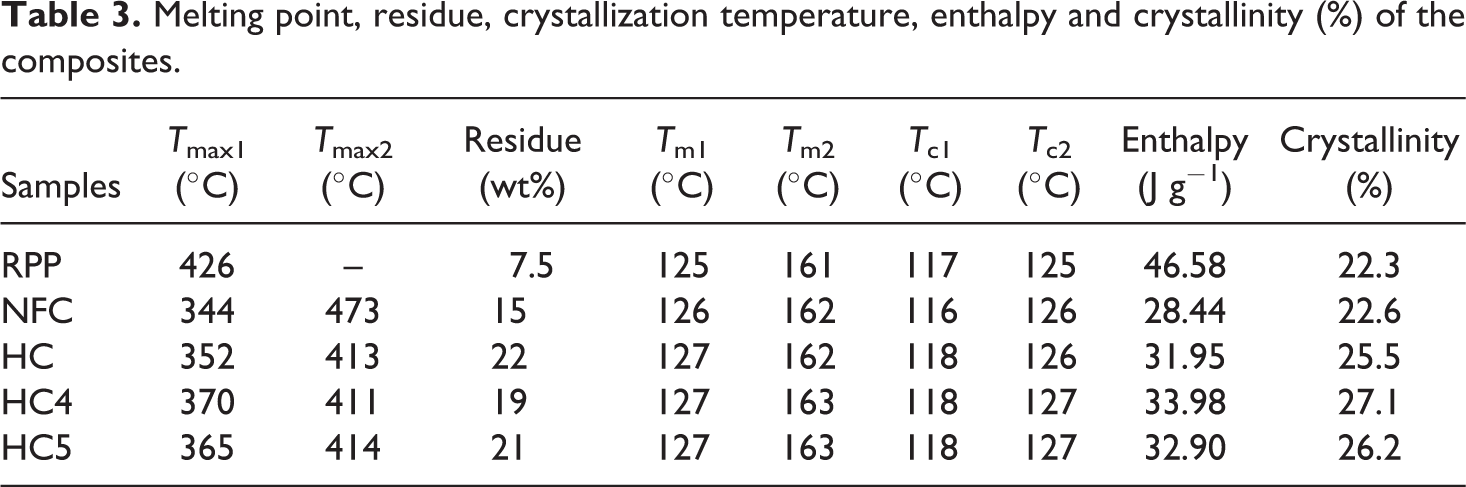
The DSC thermograms show the first heating and cooling cycle of the composites in Figure 7(a) and (b), respectively. From Figure 7(a) the melting points of polypropylene-copolymer and isotactic polypropylene are found to be 125 and 161°C. 10,23 Incorporation of EFB fibres enhanced the melting point for both types of polymer by 1°C, whereas treatment of fibre increased the melting point by 2°C. From Figure 7(b), the crystallization temperature for composites changed by 1 and 2°C due to incorporation of fibre and treatment, respectively. The heating enthalpies of the samples are presented in Table 3. The crystallinity percentages were calculated considering 209 J g−1 for 100% crystalline polypropylene and using equation (1). 16 RPP shows a crystallinity of about 22.3%, whereas NFC, HC, HC4 and HC5 show crystallinity of about 22.6, 25.5, 27.1 and 26.2%, respectively. Natural fibre acted as a nucleating agent to increase the crystallinity, whereas GF incorporation enhanced it more and treated fibre boosted it up to a higher value. 24 It was also noticed that the treatment parameter did not show significant effect on crystallinity.
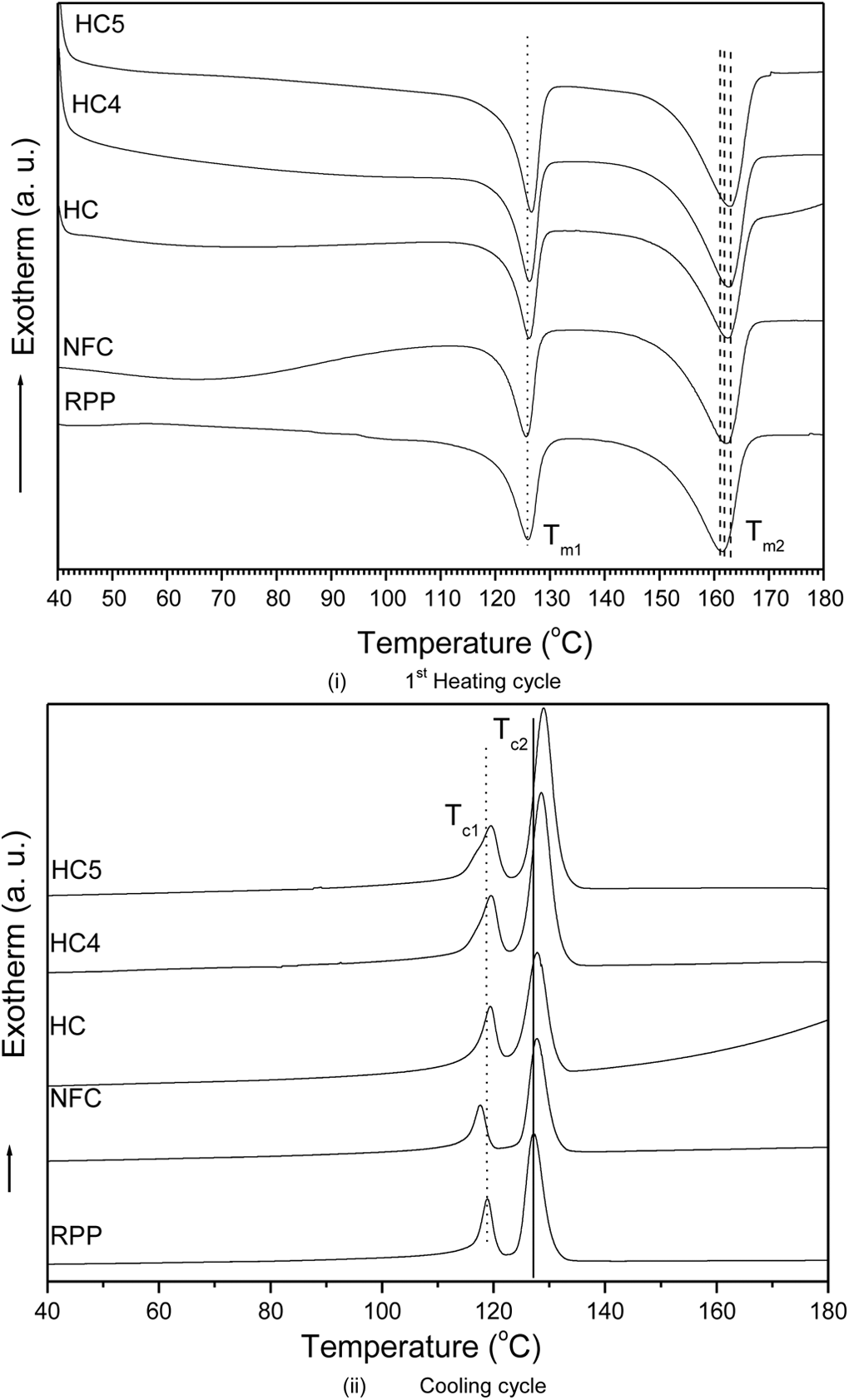
DSC thermograms of various composites (a) heating and (b) cooling cycles. DSC: differential scanning calorimetry.
Water uptake properties
Figure 8 represents the water uptake percentage of various composites at different soaking periods. From the figure it is clear that RPP absorbs the minimum and fixed amount (0.2%) of water throughout the period of 180 days, whereas NFC absorbs the highest amount (7.7%) of water during the same period. The absorbance of water molecule inside the composites may be happened through penetration. The penetration behaviours are described through three different behaviours: Fickian, non-Fickian or anomalous, and an intermediate behaviour between Fickian and non-Fickian, considering the relative mobility of the penetrant and the polymer segments. 19 Result analyses revealed that the hybrid composite absorbed 6.7% of water during this period, whereas, treatment of fibre reduced the water absorption from 6.7% to 4.4% for HC4 and to 5.7 for HC5 after 180 days of soaking period. It was found that the absorption behaviour follows the Fickian mood of diffusion, and the curves were found almost flat and WU reached its equilibrium condition quickly. 25 Water absorption reduced due to incorporation of hydrophobic GF, while optimum treatment condition made the composite more compact as a result of least void inside the materials.
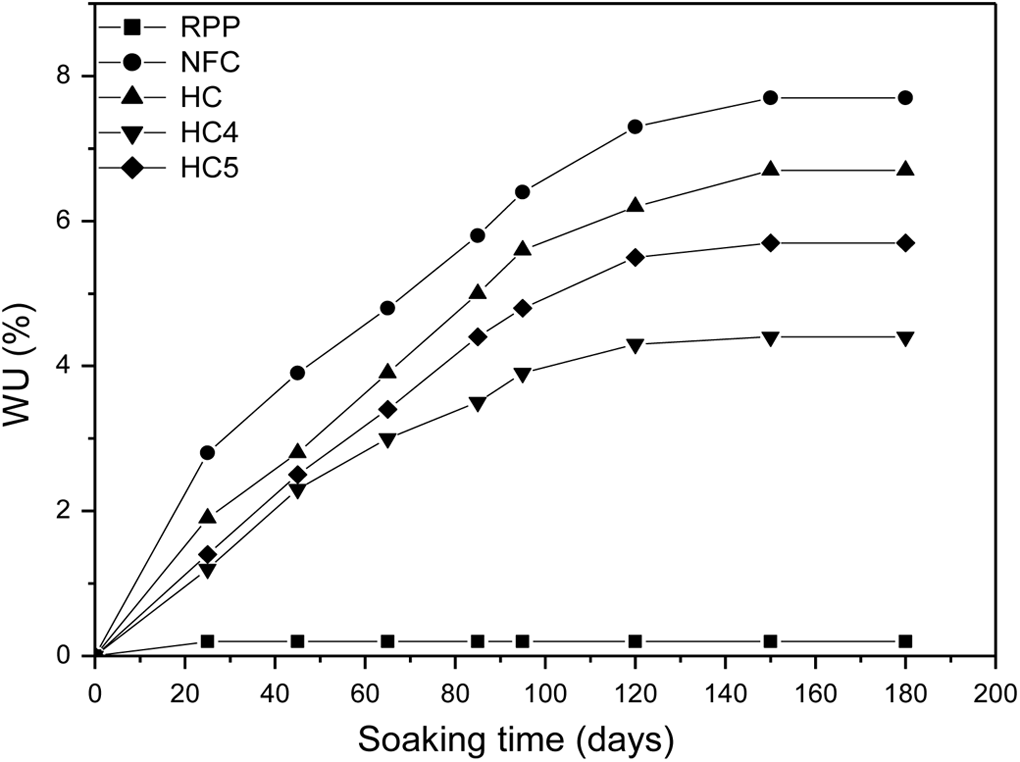
Water uptake (%) by various composites at different soaking periods.
Conclusion
Microwave treatment was used to treat EFB fibre in the preparation of GF and RPP-based hybrid composites in the presence of two types of maleic anhydride-grafted polypropylene coupling agent such as Polybond and Fusabond. A technique was introduced to measure the treatment conditions (temperature and time) precisely through microwave operation. Fibre loading was considered as 40 wt%. The amount of coupling agent used was 2.5 wt% each. However, microwave treatment was motivational to improve the mechanical properties of the composites and the optimum treatment condition was found to be 90°C (treatment temperature) and 90 min (treatment time). The maximum TS, TM, FS, FM and IS was found to be 39.5 MPa, 1832 MPa, 33.3 MPa, 1248 MPa and 19.27 J m−2 for the case of HC4, respectively. Thermal properties changed due to hybridization as well as treatment of fibres. Crystallinity improved and water absorption reduced due to treatment.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.