
Abstract
An important material for making composites is the scrap of multilayer films. Using plant fibers in these composites can further contribute to reduce their environmental impact. We prepared, by extrusion and injection molding, composites of this scrap reinforced with 20 wt% of curauá fibers. These were characterized using scanning electron microscopy (SEM); optical microscopy; tensile, flexural, and notched impact strength tests; differential scanning calorimetry; carbonyl index (CI) by Fourier transform infrared spectroscopy; reflectance ultraviolet–visible spectroscopy; and water absorption measurements. The fiber promoted an increase in the flexural and tensile moduli strengths. SEM showed good fiber/matrix adhesion, dispersion of the fibers in the matrix and their fibrillation. Weathering of the surface of the composite during environmental aging was evidenced by CI, degree of crystallinity, melting temperature, and the formation of cracks caused by chemi-crystallization. Despite the environmental degradation of the exposed composite surface, the mechanical properties and interfacial adhesion did not change significantly.
Keywords
Introduction
Lignocellulosic fiber-reinforced polymers (LFRPs) are increasingly replacing traditional composite materials due to their advantages, such as high strength, low weight, corrosion resistance, and low maintenance costs. Additionally, municipal solid waste has a large amount of waste polymer with potential for use as matrix in LFRP, providing environmental and economic gains. 1,2
Multilayer films are used on a large scale for food packaging applications because of their barrier properties, lightweight, and appearance. Their production generates a large amount of scrap, which is not recycled by traditional methods. This scrap, known under the name of “polynylon” (PN) in the Brazilian postconsumer market, is sold for US$0.5 per kg and is not contaminated with other polymers. This PN scrap is composed of five layers: linear low-density polyethylene (LLDPE)/Surlyn®/nylon 6/Surlyn®/LLDPE. The use of this material as matrix for composites is an interesting alternative to traditional disposal with the potential to add value and to provide new applications for commercial scraps.
Lignocellulosic fibers are renewable raw materials largely used as dispersed phases in composites due to the following properties: low cost, biodegradability, low density, and their low abrasion to the processing equipment in comparison with glass fibers. 3 Curauá fibers (CF) were previously used in composites due to its mechanical properties and potential contribution in LFRP. 3 –5 CF are extracted from the leaves of the curauá plant (Ananas erectifolius L. B. Smith) cultivated in the region of Santarém, Pará, Brazil. 3 The use of lignocellulosic fibers in composites necessitates a better understanding of the following issues: biodegradability, flammability, interfacial adhesion, low thermodegradation temperature, and moisture absorption. A recent review 1 showed a steady increase over the last 10 years in the number of published articles on the degradation of LFRP due to moisture, heat, fire, and ultraviolet light. Understanding the degradation behavior of LFRP is essential for many applications; thus, research in this area is of critical importance.
The use of PN for composites reinforced with CF aims to minimize the disposal of scrap material in landfills and promote its reuse. Moreover, for commercial applications, it is important to study the behavior of composites subjected to environmental weathering.
Previous works with polyolefin composites showed that the use of 20 wt% CF provided the best mechanical properties improvement. Thus, this composition was used in this work. 3 –5
We prepared composites of PN containing 20 wt% of CF by extrusion and injection molding. They were characterized pre- and post-environmental weathering by determining the mechanical, thermal, morphological, and hydrothermal properties, in addition to the carbonyl index (CI) and visible reflectance spectral variations.
Materials and methods
Materials
PN scrap (Figure 1(a)) is a multilayer film composed of 80 wt% LLDPE, 10 wt% nylon 6, and/or nylon 66 and 10 wt% of adhesive (Surlyn). PN scrap was extruded to produce the pellets used in this work. The strands were cut, and the pellets were dried for 6 h at 80°C in a vacuum oven (Cole-Parmer model 5053-10, operating at 3.6 kPa) before the composites extrusion. Embrapa-PA (Belém, Brazil) supplied the CF. The size of the fibers was reduced in a three-knife rotary mill (Rone, model NFA 1533) with a 7 mm sieve. The distribution of fiber length was analyzed using the Image-Pro Plus software® 3.0 to approximately 800 fibers (Figure 1(b)).
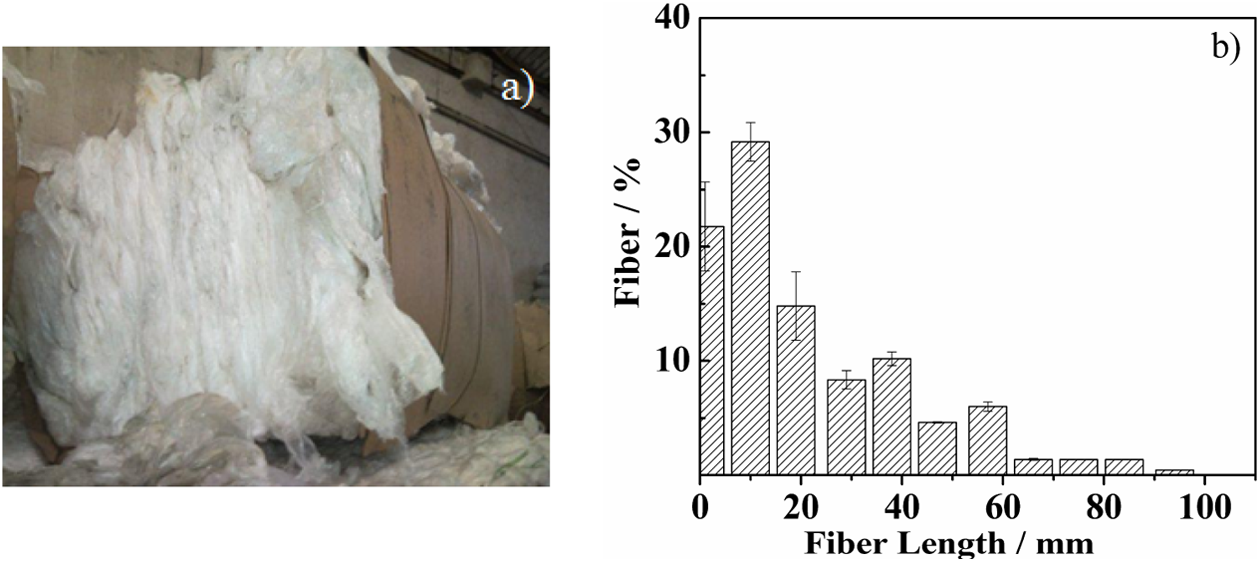
(a) Crude PN scrap, (b) distribution of CF length.
Compounding and injection molding of the composite
PN pellets were compounded with 20 wt% of CF using 1 wt% of EBS WAX® lubricant in a corotating intermeshing twin-screw extruder (ZSK 26 Mc, Coperion Werner & Pfleiderer, Germany, length/diameter = 44) with a screw rotation of 300 r min−1 and vacuum degassing. The temperature profile used (from feed to die) was 160, 160, 160, 170, 170, 170, 170, 170, 170, 170, 170°C, and the strands were cooled in water. The feed of the PN pellets was 66.6 g min−1 at the main hopper. The CF was fed by the side feeder at 16.6 g min−1. The granulated composites (polynylon composites (PNC)) were dried in a conventional oven at 100°C for 6 h and injection molded (Arburg All Rounder M-250) into test specimens according to ASTM D 638-02, D 790-02, and D 256-02 for tensile, flexural, and notched impact strength (NIS) tests, respectively.
Environmental weathering
PNC injection-molded tensile, flexural, and NIS samples were fixed on an aluminum rack at an angle of 23° facing north, according to ASTM D1435-99 standard. The exposures were done in Campinas, Brazil (22°50′S, 47°5′W) for 383 days (started in June 2010). We collected samples for testing after 0, 66, 137, 164, 197, 228, 258, 291, 319, 361, and 383 days. Prior to testing, specimens were carefully cleaned with cotton soaked in distilled water and dried. A group of control samples was stored in the dark at temperature of 25 (±2)°C and 50 (±5)% ambient humidity for the same time.
Characterization
Melt flow index (MFI) of the PN and PNC samples was measured according to ASTM D1238 standard (temperature 190°C, weight of 10 kg) using a DSM plastometer.
Mechanical properties
Before mechanical tests, the specimens were conditioned for 48 h at 25 (±2)°C and 50 (±5)% ambient humidity. Five dumbbell-shaped samples were tested after each exposure period. The tensile tests were performed according to ASTM D638-02 standard, type I in a universal testing machine (EMIC, DL 2000), with a cell load of 5 kN at a crosshead speed of 5 mm min−1 and a gauge length of 50 mm. An extensometer with gauge length of 50 mm was used in the tensile tests.
Flexural tests (EMIC, DL 2000) were done according to ASTM D790-02 standard, with 50.0 mm of separation between the supports, displacement speed of 13.65 mm min−1, and load cell of 5 kN. For tensile and flexural strength measurements, five samples were tested, and the average value and deviation were reported.
The NIS of the PN and PNC samples were measured (ASTM D 256, method A) with an EMIC Model AIC instrument. Ten composite specimens were tested for each sample set.
The PNC specimens with mechanical properties closer to the average values of the tensile strength test were used for scanning electron microscopy (SEM), Fourier transform infrared spectroscopy (FTIR), ultraviolet–visible (UV-Vis) spectroscopy, and fiber extraction characterization.
Scanning electron microscopy
SEM (JSM-6360LV, Jeol, Japan) was performed on cryogenically fractured samples to examine the composite phases. The PNC were maintained for 30 min in liquid nitrogen before fracturing. The fractured surfaces were coated with platinum/gold (80:20) by sputtering (Mult MED020 Coating System, BalTec, Los Angeles, California, USA).
Extraction of CF from the PNC samples
We isolated the CF from the LLDPE phase by extraction using boiling xylene for 1 h, filtration, and subsequent evaporation at 100°C. Afterward, the fibers were isolated from the polyamide phase using an 85% formic acid solution at 25°C for 24 h.
Differential scanning calorimetry
Measurements were done with samples obtained by removing a 0.2 mm thick surface layer from the exposed and unexposed faces of the test samples. The DSC (TA Instruments 2100, New Castle, Delaware, USA) analyses were performed by scanning from −50°C to 200°C at a rate of 10°C min−1 under an argon atmosphere.
FTIR-ATR spectroscopy
We measured the spectra of the PNC samples using a PerkinElmer Frontier FTIR spectrophotometer (waltham, Massachusetts, USA), set for 16 scans from 4000 cm−1 to 750 cm−1 with a resolution of 4 cm−1. For the CI determination, sample material was obtained by scraping the exposed surface of the test samples and using the collected powder to obtain the spectra in the attenuated total reflectance ATR mode. The CI was calculated as the ratio between the height of the C=O stretching peak at 1714 cm−1 and the C–H reference peak height at 1463 cm−1 because the C–H peak is not affected by photodegradation of LLDPE. 6
Reflectance UV-Vis spectroscopy
We measured the spectra of the exposed face of PNC samples in the visible region (400–800 nm) using a Cary 5G UV-Vis-near infrared double-beam spectrophotometer with a diffuse reflectance accessory.
Water absorption
The water uptake tests were done in triplicate according to ASTM D570 standard. PNC samples (injection-molded standard dumbbell-shaped) were previously dried in a conventional oven at 105 ± 1°C until a constant weight 7 and immersed in a thermostatic bath of distilled water at 23 ± 1°C. Specimens were regularly removed from the bath, carefully blotted with a dry tissue, weighed, and finally submerged back into the water bath. The water absorption (w) is the percentage of water absorbed during the time period (t) and was calculated using equation (1), where w0 is the weight of the dry sample and wt is the sample weight after immersion in water for an interval t.

Results and discussion
Polynylon/CF composites
The values of the MFI of the PN and PNC samples were 3.39 and 0.94 g/10 min, respectively. The decrease of approximately 70% in the MFI upon addition of the fiber is expected because the presence of the fibers hinders mobility of the polymer matrix.
Mechanical properties
The results for the PN and PNC samples tensile strength (σt), flexural strength (σf), tensile modulus (Et), flexural modulus (Ef), elongation at break (εb), and NIS average values and standard deviations are shown in Table 1.
Mechanical properties (σt, σf, Et, Ef, εb, and NIS) for the PN and PNC samples.
σt: Tensile strength; σf: flexural strength; Et: tensile modulus; Ef: flexural modulus; εt: elongation at break; PN: polynylon; PNC: polynylon composites; NIS: notched impact strength.
The addition of CF (20 wt%) causes an increase of approximately 15% in the σt, 65% in the Et, and 116% in the Ef, and a decrease of ∼8% in the σf, 95% in the εb, and 62% in the NIS, respectively. The increase of σt indicates an improvement in the interfacial adhesion between CF and PN, which can be related to hydrolysis and thermomechanical degradation of nylon components of PN during the extrusion process, generating carboxylic acid end groups. These are more compatible with the hydroxyl groups of cellulose from CF or may react with these groups forming ester bonds. 5 The increase of Et and Ef occurs due to the rigidity of the CF.
A decrease in the elongation at break is expected because lignocellulosic fibers have a low elongation at break and restrict polymer molecular flow. 4 Despite the decrease of the NIS in Table 1, the value for PNC (186 J m−1) is higher than for composites of high-density polyethylene (HDPE) matrix with 20 wt% of CF. 8
Morphological properties
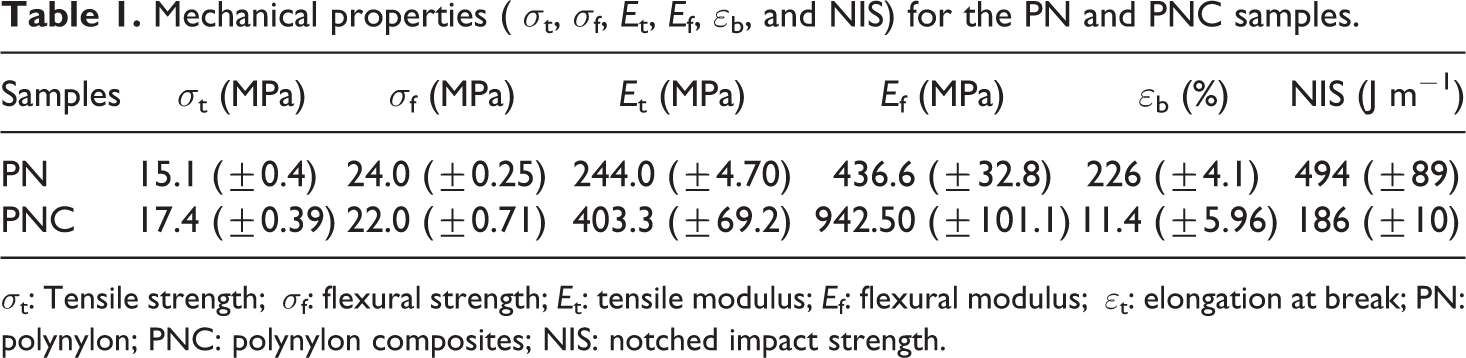
Fracture micrographs of the composites (Figure 2(a)) show that the fibrillation of the fibers occurred during the extrusion–injection processes, with fibrils that are well dispersed in the matrix. Evidence of a good fiber–matrix adhesion is apparent in these micrographs for both freshly prepared and aged PNC samples; however, some pull out occurrences upon fracture were observed. Solvent extraction of the fiber from the composite resulted in an insoluble residue. This residue contains fiber and polymeric material (Figure 2(b)). This result indicates that chemical interactions may have occurred between some component of the PN matrix and CF. A good adhesion between CF and PN is possible to observe, before (Figure 2(c)) and after 383 days of aging (Figure 2(d)), indicating that interfacial adhesion was maintained, even after the long period of exposure. Additionally, spherical domains of polyamide (<3 μm) dispersed in the LLDPE matrix were observed. These domains were formed during PN extrusion due to their immiscible nature.
SEM micrographs of: (a) PNC (scale bar: 50 μm), (b) CF extracted from the PNC (scale bar: 50 μm) and PNC with: (c) 0 and (d) 383 days of aging (scale bar: 5 μm).
Environmental weathering of the PNC samples
Mechanical properties
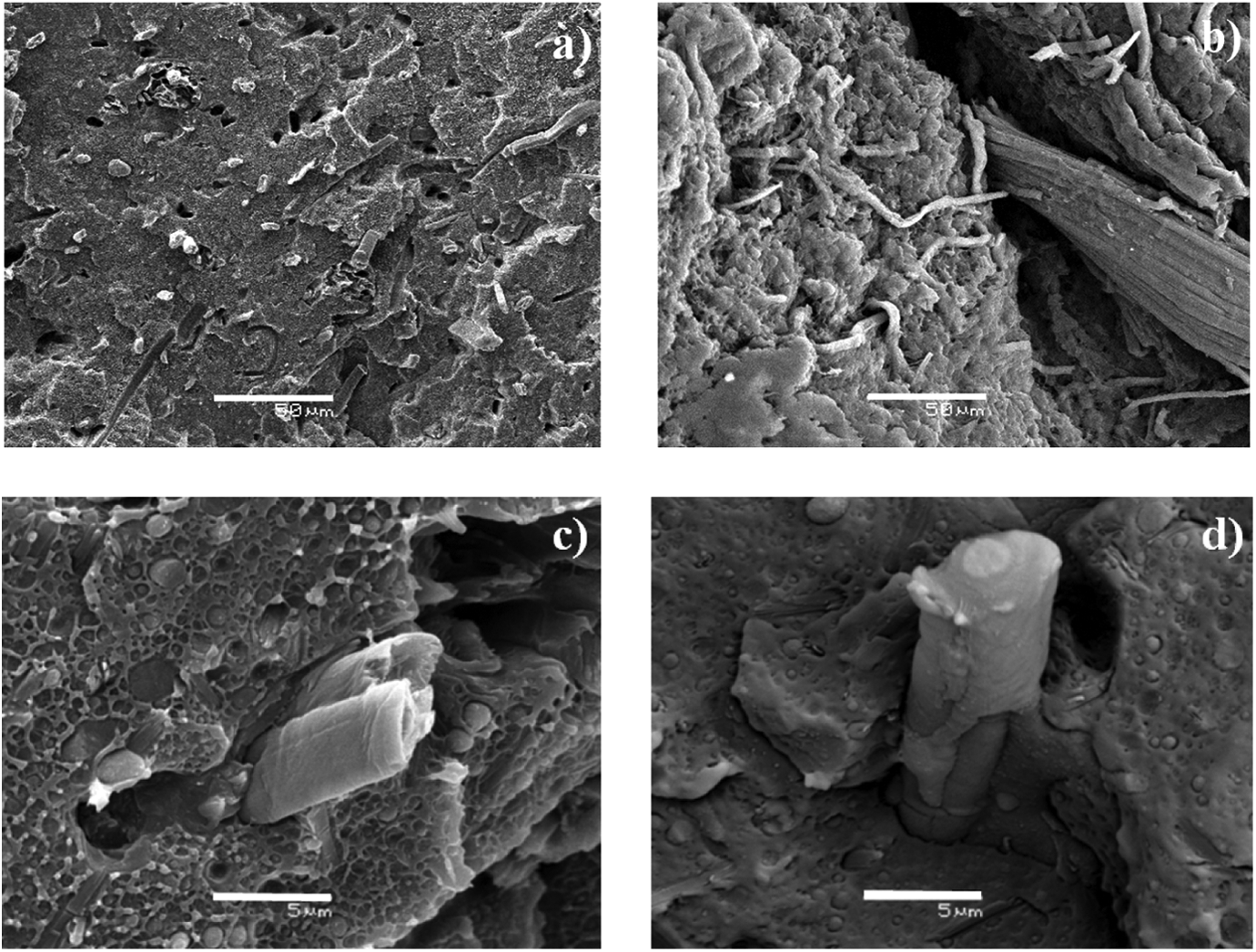
Figure 3 presents the values of tensile strength (σt), flexural strength (σf), tensile modulus (Et), and flexural modulus (Ef) for the PNC samples as a function of exposure time. The mechanical properties (σt and σf) exhibit a small decrease over the period of environmental exposure. However, an increase in σt and σf occurred in the first 66 days of exposure. This is related to recombination of free radicals generated in the degradation process of LLDPE, resulting in cross-linking. 9 After 383 days of exposure, the value of σt increased by approximately 3% and σf decreased by approximately 18% in comparison with the unexposed PNC (Figure 3(a)). The values of Et and Ef increased by approximately 11% and 13%, respectively (Figure 3(b)).
(a) Graph showing σt and σf, (b) Et and Ef, and (c) εt for the PNC samples as a function of exposure.
When studying polymer degradation, one of the most important mechanical properties is εb because it can provide an early indication of mechanical failure. Moreover, εb is more sensitive to the degradation process than the ultimate tensile strength. 10 Experimental results indicate that the average value of εb decreased by approximately 28% for PNC after 383 days of exposure (Figure 3(c)). This variation was not significant when considering the standard deviation measured for unexposed PNC (time 0). Results of variation in the tensile and flexural tests indicate that this composite demonstrates a good retention of its mechanical properties after 383 days of aging (Figure 3). By contrast, a rapid loss of strain at rupture of polypropylene, high-density polyethylene and LLDPE films was observed by Ojeda et al. 11 and a decrease of approximately 41% in σt after 1 year of weathering for pure LLDPE was shown by Ting et al. 12
Morphological properties
No significant changes are observed in the morphology of the composite’s fractures after exposure to environmental degradation (Figure 4). This is a strong indication that degradation processes are occurring only on the exposed surface and not in the bulk phase of the samples.
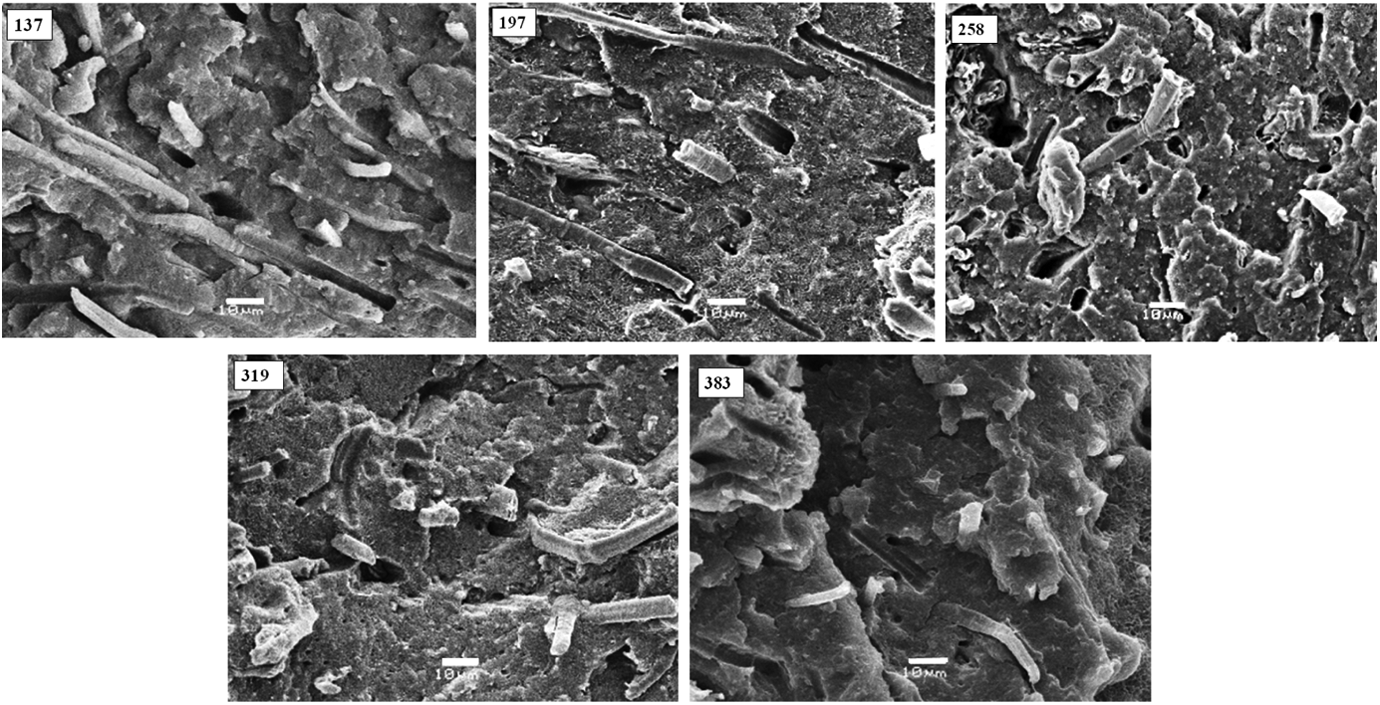
SEM micrographs of PNC at 137, 197, 258, 319, and 383 days of weathering (scale bar: 10 μm).
DSC analyses
Figure 5 shows the DSC curves of the exposed face of the PNC samples. No changes were observed in the unexposed face, that is, both the melting temperature (Tm) of 122°C and crystallization temperature (Tc) of 106°C were unchanged. For the exposed side of the PNC samples during weathering, both the endothermic and exothermic peaks in the heating and cooling curves shifted to lower temperatures. The endothermic peak shifted from 122°C to 108°C, while the exothermic peak went from 106°C to 100°C (Figure 5). These transitions are assigned to the Tm and Tc of LLDPE, which is the main component of PNC; moreover, the phase transitions of nylon 6 and nylon 66 are above the measured temperatures. These shifts in Tm and Tc occur after 66 days of exposure and are attributed to chain scission and secondary crystallization of the LLDPE phase. 9,10 These chain scissions are related only to the material extracted from the specimen’s exposed surface (depth of 0.2 mm), but these processes did not affect the mechanical properties of the PNC sample postexposure.
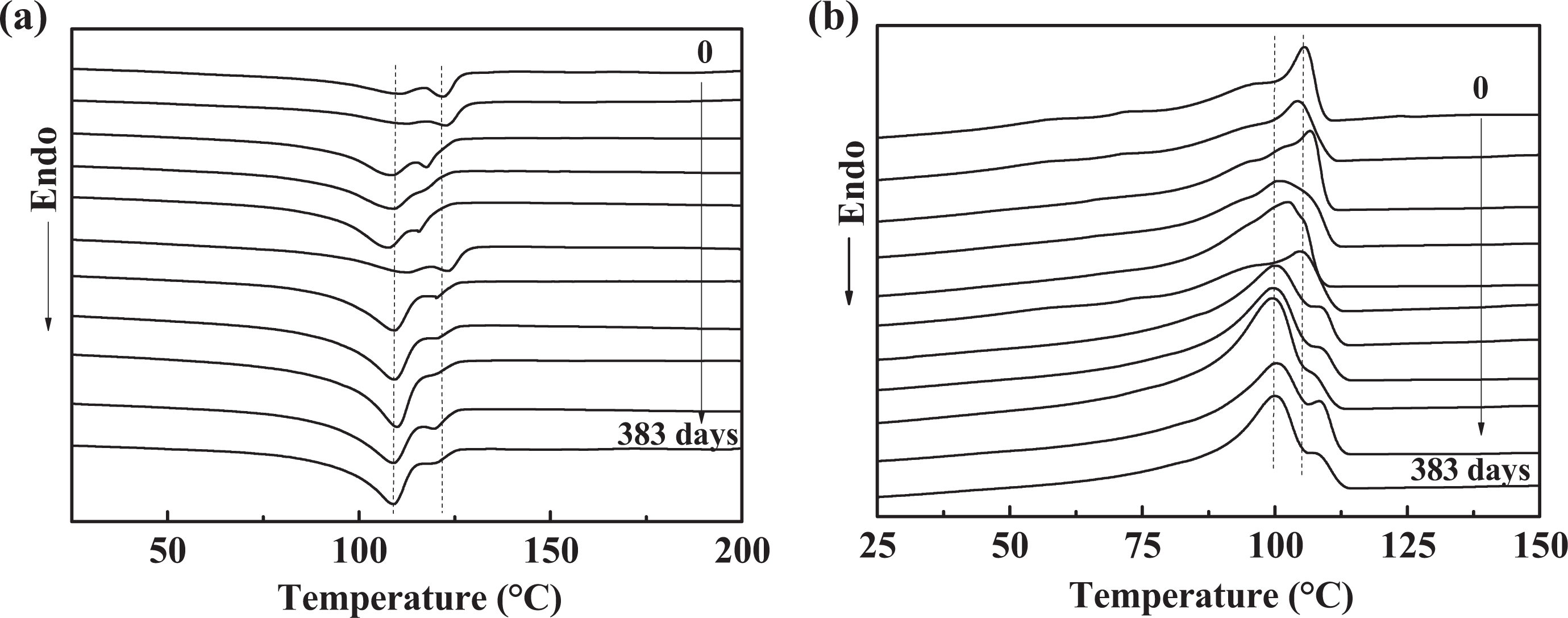
DSC (a) heating and (b) cooling curves of the exposed face of the PNC samples.
From the DSC data, we calculated a melting enthalpy (▵Hm) of 79.8 and 124.3 J g−1 at 0 and 383 days of exposure, respectively, for the exposed surface of the PNC sample. After 291 days, the sample had a higher value of ▵Hm (140.8 J g−1). This can be related to the loss of degraded material from the surface before the end of the exposure time.
For the unexposed surface, the value of ▵Hm was 80.7 J g−1, unaltered after 383 days of aging. The melting enthalpy difference between the exposed and unexposed surfaces evidences an increase in crystallinity, indicating that chain scission is occurring for the material extracted from the exposed surfaces (0.2 mm thick). This result can explain the retention of the mechanical properties.
FTIR analysis
ATR-FTIR spectra of the CF, PN, and PNC samples are shown in Figure 6. CF absorptions observed at 3400, 2900, and 1735 cm−1 are related to OH stretching and hydrogen bonding, CH stretching of saturated hydrocarbons, and C=O stretching of esters, respectively. 3 The strong peak at 3440 cm−1 is attributed to the stretching of –OH groups, while the peak at 2900 cm−1 is attributed to C–H n asymmetric stretching both of which are present in cellulose, the major component of the lignocellulosic fibers. 13,14 The peaks near 1735 cm−1 were assigned to the unconjugated stretching vibrations of the C=O unit of the carbonyl and acetyl groups found in the xylan components of hemicellulose. 15 –18 The bands in the region from 1000 cm−1 to 1500 cm−1 are assigned to the lignin aromatic region, while the bands at 1460, 1425, and 1220 cm−1 are characteristic of the C–H and C–O deformation, bending, or stretching vibrations of many groups found in lignin and other carbohydrates. 16,17
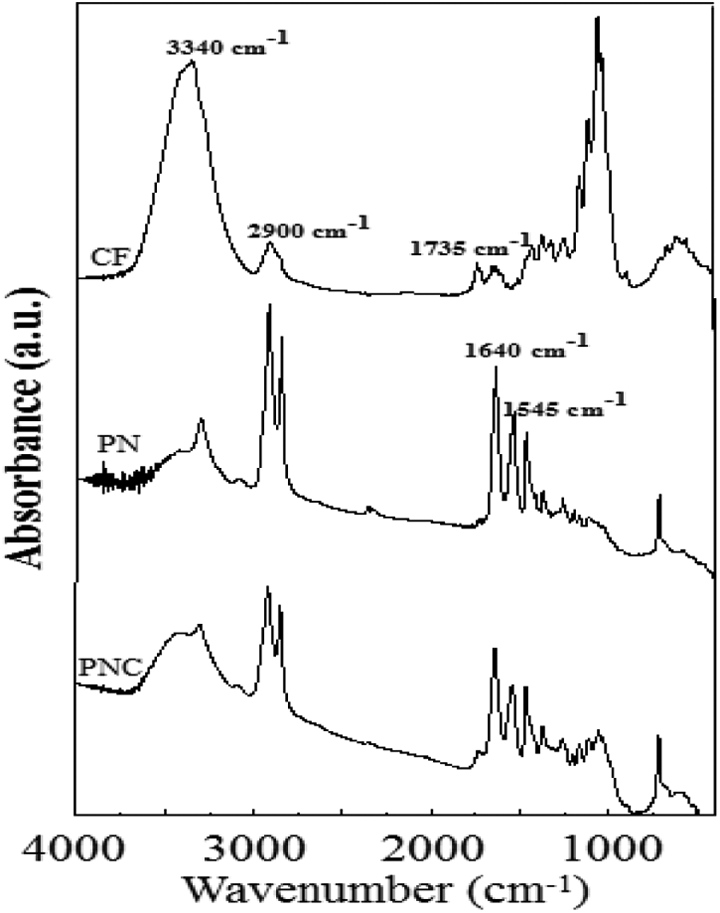
ATR-FTIR spectra of CF, PN, and PNC.
The C–O–C symmetric glycoside stretching or ring stretching mode at 1100 cm−1 and the C–OH stretching vibration of the cellulose backbone at 1060–1050 cm−1 (C–O secondary alcohol) arise from the polysaccharide components (that are, largely cellulose). The spectral region between 1050 cm−1 and 1023 cm−1 has been assigned to C–O stretching groups. 3,19 FTIR spectrum of PN exhibits absorption peaks characteristic of PA6 at 1640 and 1546 cm−1 that correspond to carbonyl stretching and N–H bending, respectively. 20 FTIR spectrum of PNC exhibits absorptions bands related to CF and PN with no detectable shifts.
The absorption band at 1717 cm−1 in the spectrum of the aged composite (Figure 7a) is related to carboxylic acid formation. At the beginning of the aging process (from 0 days to 66 days) peaks at 1640 and 1542 cm−1 are observed and attributed to PA6. Peak intensity decreases with time because the degradation process starts in the PA6 phase. 21 After 66 days, degradation occurs mainly in the LLDPE phase.
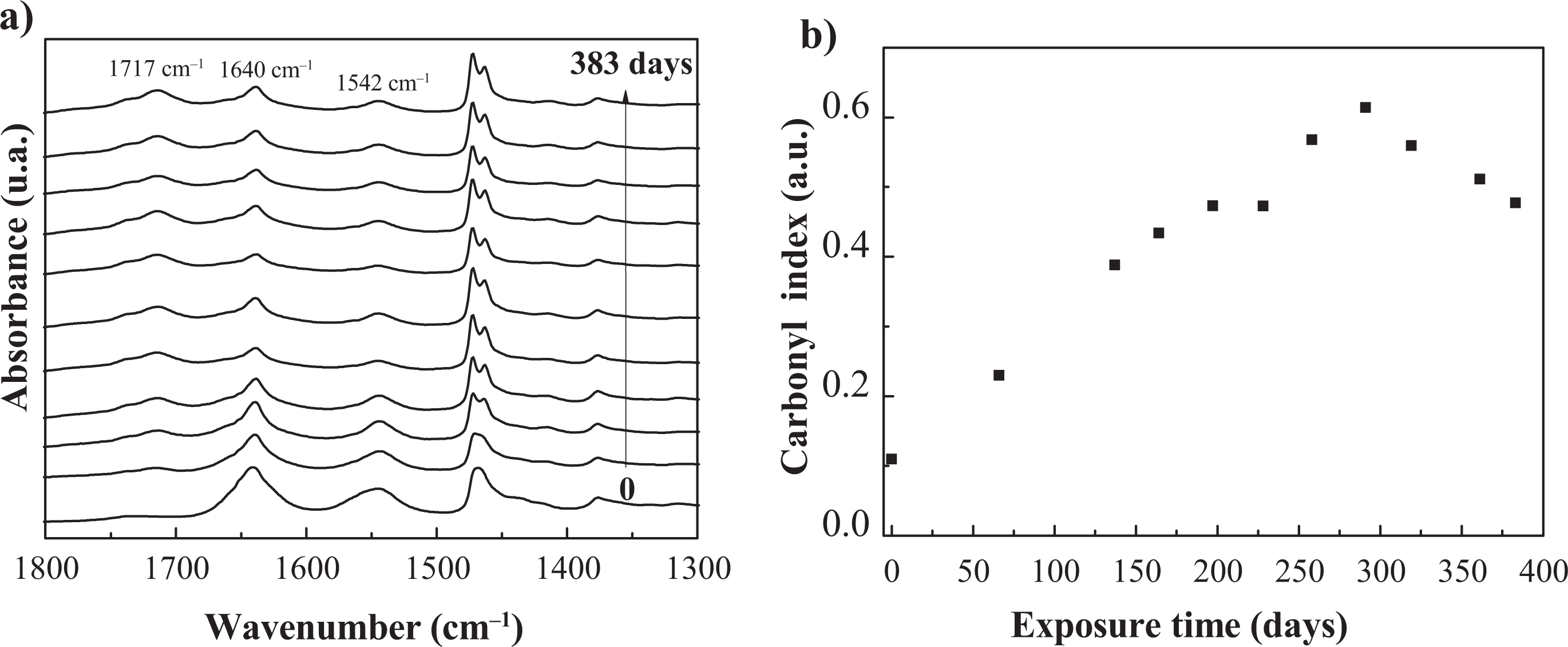
(a) ATR-FTIR spectra (1800–1300 cm−1) measured of the composites (the exposure time corresponds to the points in curve b, (b) variation in CI for PNC samples as a function of exposure time.
The FTIR-ATR spectra of PNC samples aged from 0 days to 383 days are shown in Figure 7(a). The CI of the LLDPE phase (Figure 7(b)) does not exhibit an induction period and increases in the first stage from 0.11 (time 0) to 0.61 (291 days), after which a decrease to 0.47 occurs at 383 days of weathering. This result is in accordance with ΔHm value of the surface and is related to the loss of degraded material during weathering.
Reflectance spectra analysis
According to Nocilla and La Mantia, 21 the photooxidation of LDPE/Nylon 6 blends starts in the polyamide phase. Oxygen radicals reacting with polyethylene chains cause this photooxidation process. Carbonyl groups formed during the photooxidation of LLDPE can then react with amine groups of polyamide, resulting in a copolymer that acts as a coupling agent for the composite. A previous article demonstrated the coupling effect of oxidized polyethylene on polyamide 6 (PA6). 22,23
Figure 8(a) and (b) shows the variation observed in the relative visible light reflectance spectra of the composites exposed to weathering. An increase in visible light reflectance up until 137 days is observed, indicating a whitening of the samples surface. After this time, the white color fades and the reflectance decreases. The reflectance of light in the visible region occurs because the exposed samples surface roughens, scattering more light, and resulting in whitening effect. 24 The reduction of reflectance means lower light scattering and lower surface rugosity. The formation of this smoother surface after long exposure times can be attributed to degradation of the PA6 phase and chain relaxation. Moreover, the cleaning process used on the exposed surface may cause a decrease in reflectance (Figure 8(c)).
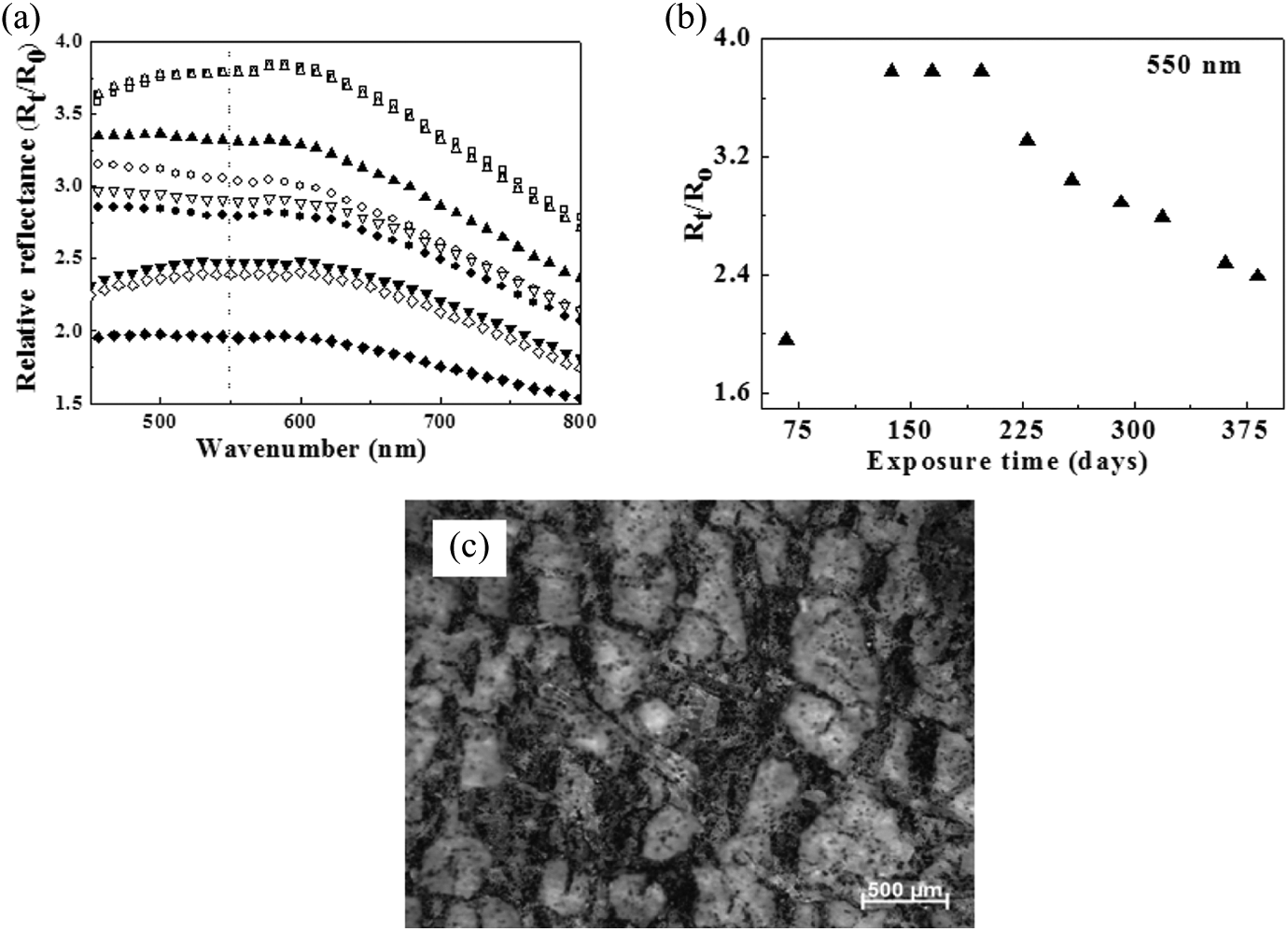
Relative reflectance (Rf/R0) of PNC samples after 66 (♦), 137 ( □ ), 164 (▪), 197 (Δ), 228 (▴), 258 (^), 291 (•), 319 (∇), 361 (▾), and 383 days (◊), (b) Rf/R0 as a function of the exposure time’s (days) effect on the wave number at 550 nm and c0 optical microscopy image, with a polarixed filter, of PNC after 383 days of weathering (scale bar: 500 μm).
Optical microscopy
The cracks on the surface of the composites (Figure 9) are a consequence of chemi-crystallization. 24 During UV radiation exposure, the semicrystalline LLDPE phase is oxidized, resulting in chain scission. Owing to the presence of oxygen, these reactions occur near the surface and preferentially in the amorphous region, where the permeability of oxygen is higher. Short-chain segments, resulting from chain scission, have sufficient mobility to rearrange into a crystalline phase, causing crack formation. This phenomenon is called chemi-crystallization. 25 –27 The increase of the composite’s surface roughness as a function of weathering is seen in the optical microscopy images (Figure 9).
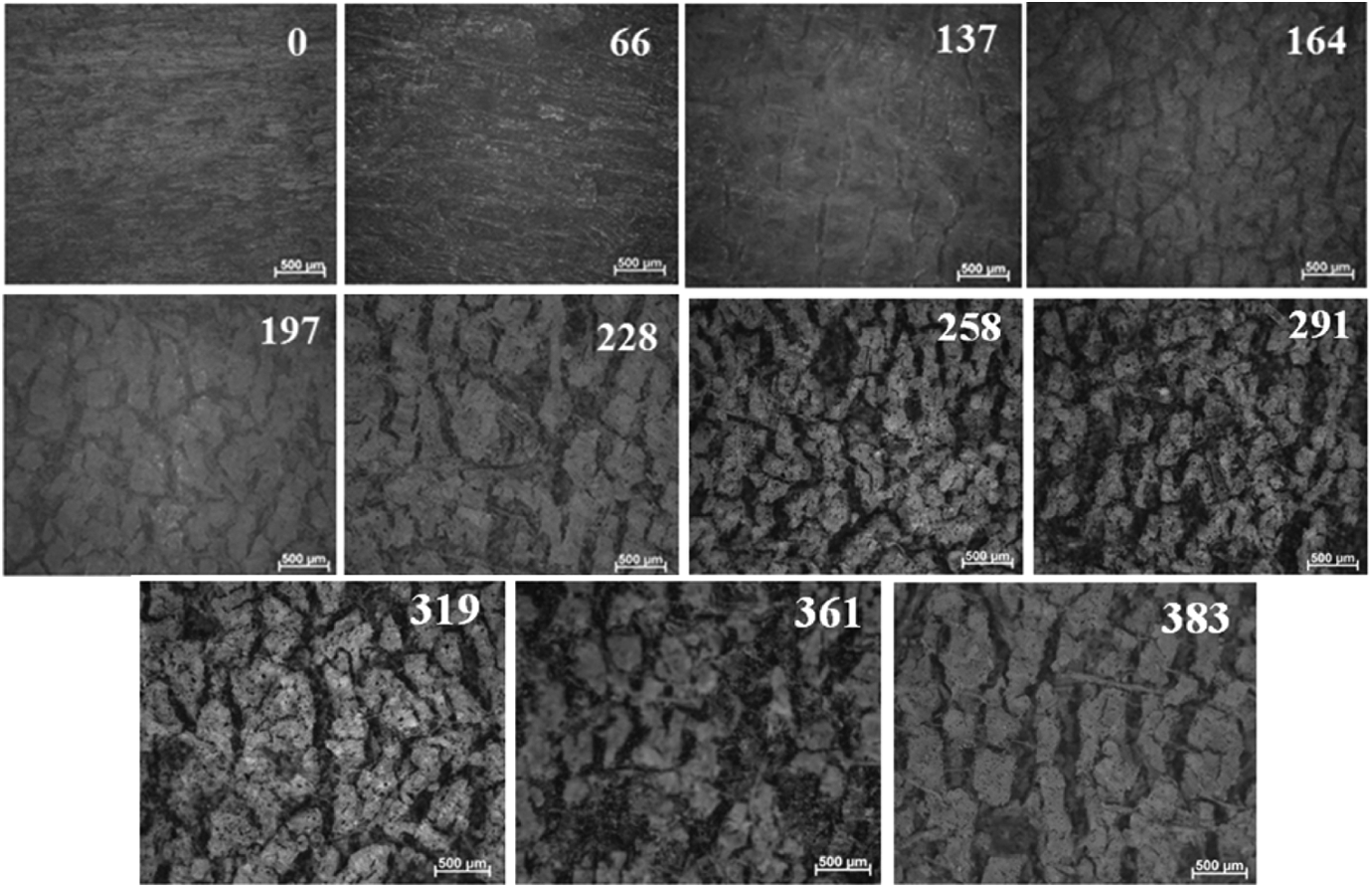
Optical microscopy images of the PNC as a function of the weathering period (scale bar: 500 μm).
Water absorption
LFRP absorb moisture in a humid atmosphere or when immersed in water. In these composites, moisture absorbed by lignocellulosic fibers affects their physical, mechanical, and thermal properties. LFRP fail in wet conditions due to surface roughening caused by fiber swelling or delamination. 1 Owing to the hydrophilic character of lignocellulosic fibers, there is an increased ability to absorb water in PNC compared to pure PN.
The moisture absorption in composites occurs by three different mechanisms, which act together during exposure of the composite to moisture, the total effect can be considered as a diffusion mechanism. 28,29 Figure 10 shows the water absorption (w) of the PN and PNC samples as a function of the square root of immersion time. The samples were monitored over a period of 143 days (3432 h). The PN sample absorbed 1.46% water after 143 days, indicating that this blend is hygroscopic in comparison with pure polyolefins. The PNC sample absorbed approximately two times more water (2.99%) after 143 days. The amount of water absorbed by this composite is comparable to other lignocellulosic fibers/polyolefin composites. 27,29 Saturation for the PA6/CF composite (12% water) occurs after 40 days. 30
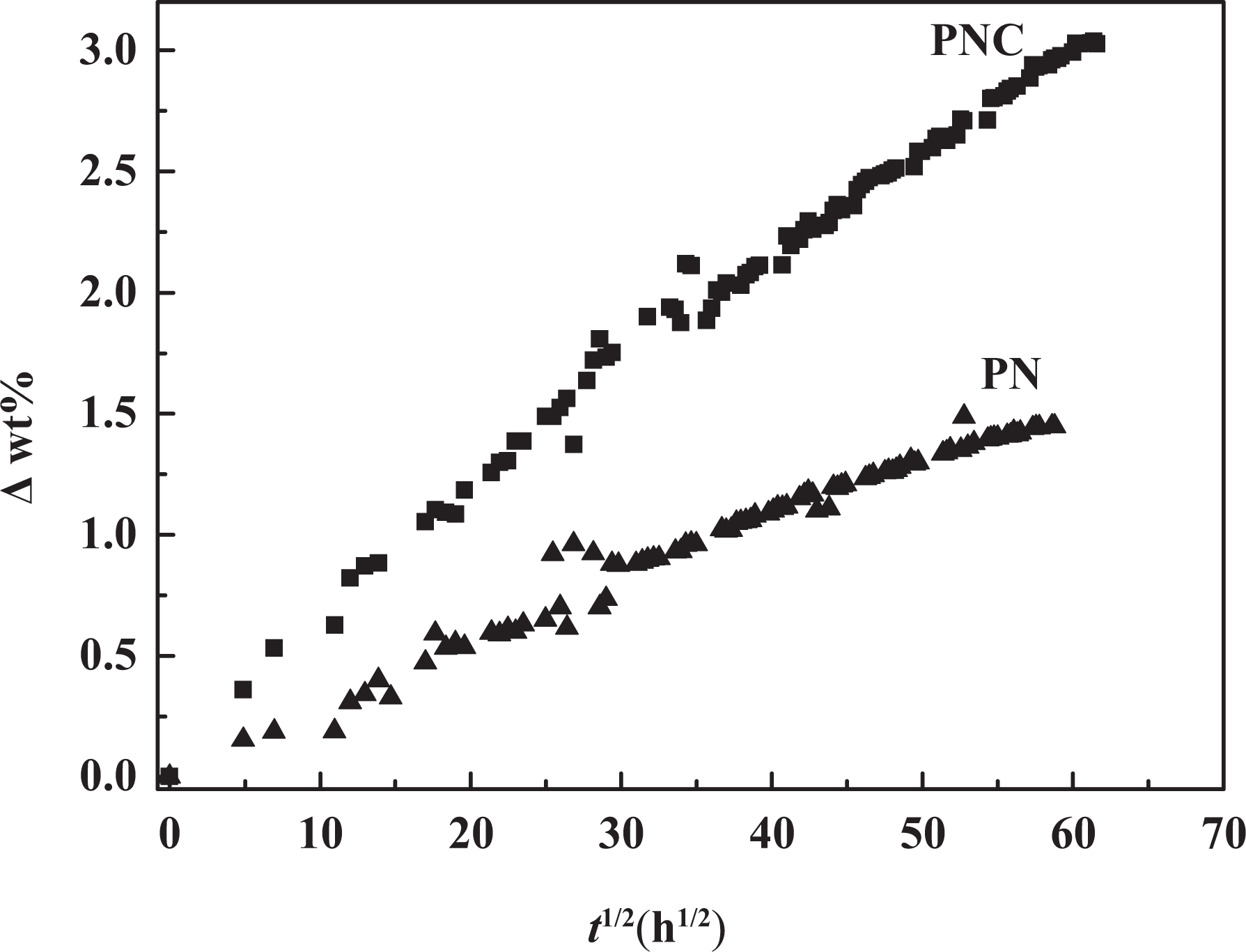
Water absorption behavior for PN and PNC as a function of square root of time of immersion in water.
The strong fiber–matrix adhesion for PNC samples can be responsible for the low water absorption, compared to other polyolefin/lignocellulosic fibers composites. The adhesion strongly influences the diffusion of water molecules into the microspaces formed by the polymer chains and reduce the transport of water molecules by the matrix microcracks formed during processing. The initial water uptake process is linear changing afterward for a Fickian behavior. This initial linearity is most likely due to the presence of fibers at or near the surface of the composite. Fickian diffusion refers to the spreading of water from the area of highest to lowest concentration gradient in the bulk. 1
Conclusions
PNC composite presents useful mechanical properties with an NIS value higher than those reported for HDPE composites. After aging no significant changes in the mechanical properties and interfacial adhesion are observed for the injection-molded samples. These results can be attributed to good fiber dispersion and adhesion to the matrix. FTIR, UV-Vis, and thermal analyses were used to prove that degradation only occurs on the exposed sample surface and has no measurable effect on the mechanical properties. The degradation processes starts in the PA6 phase. The water absorption pattern at room temperature follows Fickian behavior and the amount of water absorbed is comparable to lignocellulosic fibers/polyolefin composites and lower than PA6/CF composites. This work proves that it is possible to reinforce multilayer films scrap with CF, producing a material with good mechanical properties, providing alternative uses for this material while minimizing its disposal in landfills.
Footnotes
Acknowledgment
We wish to thank Embrapa Amazônia Oriental, Belém, PA, Brazil, for providing the curauá fibers.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors are grateful for the financial support provided by FAPESP (grant No. 2010/17804-7 and 2011/00156-5) and CNPq (310410/2010-0).