
Abstract
Poly(butylene terephthalate)/polycarbonate (PBT/PC) binary blend was reprocessed by repeated injection moulding process to explore whether recycling is possible for this polymer blend. In the current study, PBT/PC blends were reprocessed until five processing cycles and the mechanical, chemical, thermal, and rheological properties of recycled PBT/PC blends were evaluated after each reprocessing cycle. The recycling of the glass-fibre-reinforced PBT/PC composites was also investigated in this study. From the experimental results, it was concluded that recycled glass-fibre-reinforced PBT/PC (PBT/PC-GF) composites showed better mechanical properties in comparison to virgin PBT/PC binary blends and fifth recycled PBT/PC-GF composite could be used instead of virgin PBT/PC. It was also found that PBT/PC binary blend was a suitable material for the recycling process and this polymer blend did not suffer any significant deterioration.
Introduction
Poly(butylene terephthalate) (PBT) and polycarbonate (PC) are important commercial polymers and each of them has superior properties in different applications. PBT is a semi-crystalline polymer that has excellent electronic properties, chemical and thermal stability, low water absorption, 1 and short cycle times in injection moulding 2 and it is widely used in the automotive and electronic industries. 3 However, moulded products of PBT show low notched Izod impact strength as expected for all rigid semi-crystalline polymers. 1 Therefore, PBT can be blended with PC to solve this problem. The enhancement of impact strength of PBT by blending PC 4 has received considerable attention in academic and industrial circles. PC is a widely used amorphous thermoplastic due to its high hardness and toughness properties. It is utilized especially in computer monitors and printers. PC has also some properties such as transparency, flame resistance, dimensional stability, high impact strength and a wide range of service temperature. 3 However, PC has some drawbacks as well, such as poor solvent resistance, low fatigue strength and high melt viscosity. 3 High melt viscosity of PC can be a problem in injection moulding of thin-walled parts.
It is known that every polymer has some drawbacks and to alleviate this adverse effect of polymer, polymers are mixed with each other. Polymer blend is a mixture of at least two macromolecular substances, polymers or copolymers in order to meet the performance requirements that cannot be satisfied by the currently available commercial polymers. Polymer blending is one of the cheapest methods to design new materials. The enhancement of mechanical properties through blending has been the subject of the many investigations and the mechanical properties of PBT/PC 5 –9 blends were investigated in the literature. PBT/PC binary blends find an important application area in the industry and these blends are utilized especially in the cable industry and moulded automobile parts.
In recent years, the total consumption of plastics has increased all over the world and consequently a great amount of plastic waste generates, which is causing biological and environmental problems. Recycling may be a reasonable solution for overcoming plastic waste problems and recycling of polymers was presented in the literature. 10 Therefore, the recycling of PBT/PC binary blend with and without glass-fibre content was investigated in this study.
The aim of this study was to investigate the effect of multiple recycling processes of PBT/PC blends with and without glass-fibre content on the mechanical, chemical, thermal and rheological properties. In general, glass-fibre is added to a polymer or polymer blends in order to improve strength and glass-fibre can also diminish the cost of product. Although the recycling possibility of PBT/PC blend was investigated for only one recycling of the virgin blend, 6 it is obvious that only one recycling is not enough for understanding the recycling behaviour of PBT/PC binary blend. Therefore, PBT/PC blends were recycled five times in this study. In addition, this study reported the effect of the reprocessing cycle on the properties of PBT/PC with glass-fibre for the first time.
Experimental details
Materials and process conditions
PBT and PC were purchased from SABIC Company (Turkey). The provided polymers were extruded prior to injection moulding process at the screw speed of 350 r min−1 and the die temperature of 230–260°C. The compositions of PBT/PC blends were 47.5/47.5 (wt%/wt%) and 5 wt% maleic anhydride compatilibizer (Arkema, France) was added to PBT/PC blends. 10 wt% glass-fibre-reinforced PBT/PC composite was also used in this study and 10 wt% glass-fibre-reinforced PBT/PC composite was coded as PBT/PC-GF through the study. PBT/PC-GF composite was composed of PBT and PC with a content of 42.5/42.5 (wt%/wt%) and glass-fibre with a content of 10 wt%; 5 wt% maleic anhydride compatilibizer was added to PBT/PC-GF composite. Glass-fibres with an average diameter of 14 µm and length of 4 mm were used for PBT/PC-GF composite.
Prior to injection moulding, PBT/PC and PBT/PC-GF were dried at 120°C for 2 h and 130°C for 4 h, respectively. After the drying process, the prepared binary blends and composites were moulded by a plastic injection machine (YIZUMI-UN90A2, China). Injection parameters were kept constant for all binary blends and composites during the experiments. Melt temperature, mould temperature, injection pressure, holding pressure, injection speed, holding time and cooling time were selected as 280°C, 55°C, 100–125 bar, 75 bar, 65–80 mm s−1, 2.5 s and 30 s, respectively. Mechanical test parts were manufactured by using a four-cavity mould (double cavity for tensile specimens, one cavity for impact specimens and one cavity for flexural specimens). Tensile, impact and flexural specimens were manufactured according to ISO 527, 11 ISO 180, 12 and ISO 178 13 standards, respectively.
PBT/PC and PBT/PC-GF were recycled five times: zero, first, second, third, fourth and fifth. Here, zero refers to virgin binary blend and composite. A lot of tensile, impact and flexural samples were manufactured and five samples produced in the injection moulding machine were used for the mechanical tests of the virgin blend and composite. The remaining plastic was shredded into small pieces and the reground plastic was moulded again to manufacture first recycled samples. These procedures were repeated for second, third, fourth and fifth recycled samples.
Measurements
Fourier transform infrared (FTIR) spectra of the samples obtained from the moulded tensile specimens were taken on a Perkin-Elmer Spectrum 100 spectrophotometer (Waltham, Massachusetts, USA) with an attenuated total reflectance objective. The melting and crystallinity behaviour were investigated by using differential scanning calorimetry (DSC) with a Mettler-Toledo DSC 822 calorimeter. The degree of the crystallinity (χ
c) was computed using the following equation:
where w is weight fraction of the matrix, ΔH m is the experimental heat of fusion of composites during the heating cycle and ΔH 100% is the heat of fusion of perfect PBT crystals, for which a value of 142 J g−1 was utilized. 14
The impact fracture surfaces of binary blends and composites were observed using a scanning electron microscope (SEM, Philips XL30 SFEG, The Netherlands). For tensile tests, binary blends and composites were moulded in the form of dumbbell shaped (dog bone) specimens by using the injection moulding machine. The dimensions for dog bone-shaped tensile test specimens are 175 mm length, 20 mm width and 4 mm thickness in accordance with ISO 527. The tensile test was carried out using Instron 5569 testing device (Norwood, Massachusetts, USA). In this study, the tensile test speeds were used as 50 mm min−1 for binary blends and composites. The dimensions of impact specimens are 80 mm × 10 mm × 4 mm according to ISO 180. The Izod impact specimens were moulded in accordance with these dimensions and then notch was produced at test samples. However, unnotched samples were used for PBT/PC binary blend. The impact test was conducted using Instron Ceast 9050 testing device. For impact tests 5.5 J of the impact hammer was utilized. The dimension of flexural specimens is determined in accordance with ISO 178 standard. Three-point flexural test was conducted using INSTRON 5569 testing device and at the speed of 10 mm min−1 for binary blends and composites. Melt flow index (MFI) test was conducted according to ISO 1133 standard 15 by using a Devotrans-EA3 testing device. Samples of MFI were obtained by crushing the moulded materials. The blends and composites were preheated at 250°C and standard 5 kg weight was applied onto the piston.
Results and discussions
Physical and chemical structures
FTIR was used to determine whether chemical structural changes occurred or functional groups formed else than present in virgin binary blend and composite during the reprocessing cycles. Figure 1 shows the FTIR spectra of binary blends and composites. From this figure, it was concluded that the characteristic bands of the polymer blends and composites (the peaks in the range of 2800–3200 cm−1 are assigned to the aliphatic and aromatic CH stretching bands of the compounds and the peaks at 1717 and 1774 show the C=O stretch of PBT and PC, respectively) showed no significant change even after five recycling processes and this meant that the chemical nature of binary blends and composites remained unchanged after five recycling processes; indicating that the recycled samples did not suffer from any significant degradation. No different trend of characteristic bands with increasing recycling number was also observed for other type of recycled polymers in the literature. 16 –19
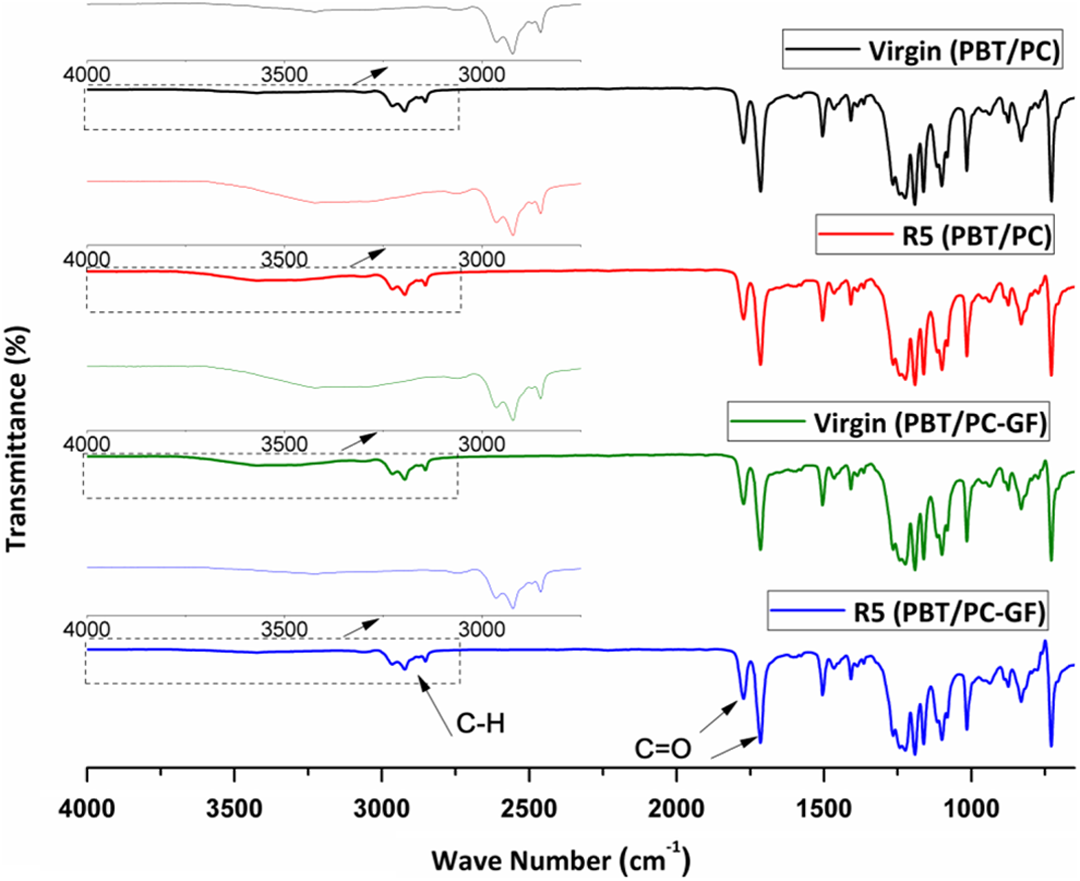
FTIR spectra of PBT/PC binary blends and PBT/PC-GF composites. FTIR: Fourier transform infrared spectroscopy; PBT: poly(butylene terephthalate); PC: polycarbonate; PBT/PC-GF: glass-fibre-reinforced poly(butylene terephthalate)/polycarbonate.
In the DSC test, each sample was heated from room temperature to 300°C at a rate of 10°C min−1 and Figure 2 shows the DSC curves of the samples in the second heating. The glass transition temperature (T g) values of PC and PBT are 150 and 55°C, respectively. 20 T g values of virgin PBT/PC and PBT/PC-GF were found to be about 125 and 100°C, respectively. T g value of both fifth recycled PBT/PC and PBT/PC-GF was approximately 80°C. For virgin samples, T g value shifted to lower temperatures with the presence of glass-fibre. For recycled samples, T g was unaffected by the presence of glass-fibre. It was also concluded that the recycling process induced the decrement in T g values. The DSC measurements revealed the similar results for both the virgin and recycled binary blends. The clear melting point (T m) of PBT crystals was observed between 218 and 224°C. The range of T m for PBT/PC was in agreement with the range of values reported by Bai et al. 5 The PC component of the blends did not show any definable T m due to its amorphous structure and the T g values could not be observed from the process due to the fast cooling rate. PBT phase showed two melting peaks (main melting peak at higher temperature and small melting peak at lower temperature). The small peak was explained by the partial melting of a small fraction of less perfect crystals and the main peak was attributed to the melting of original and recrystallized crystallites. 3
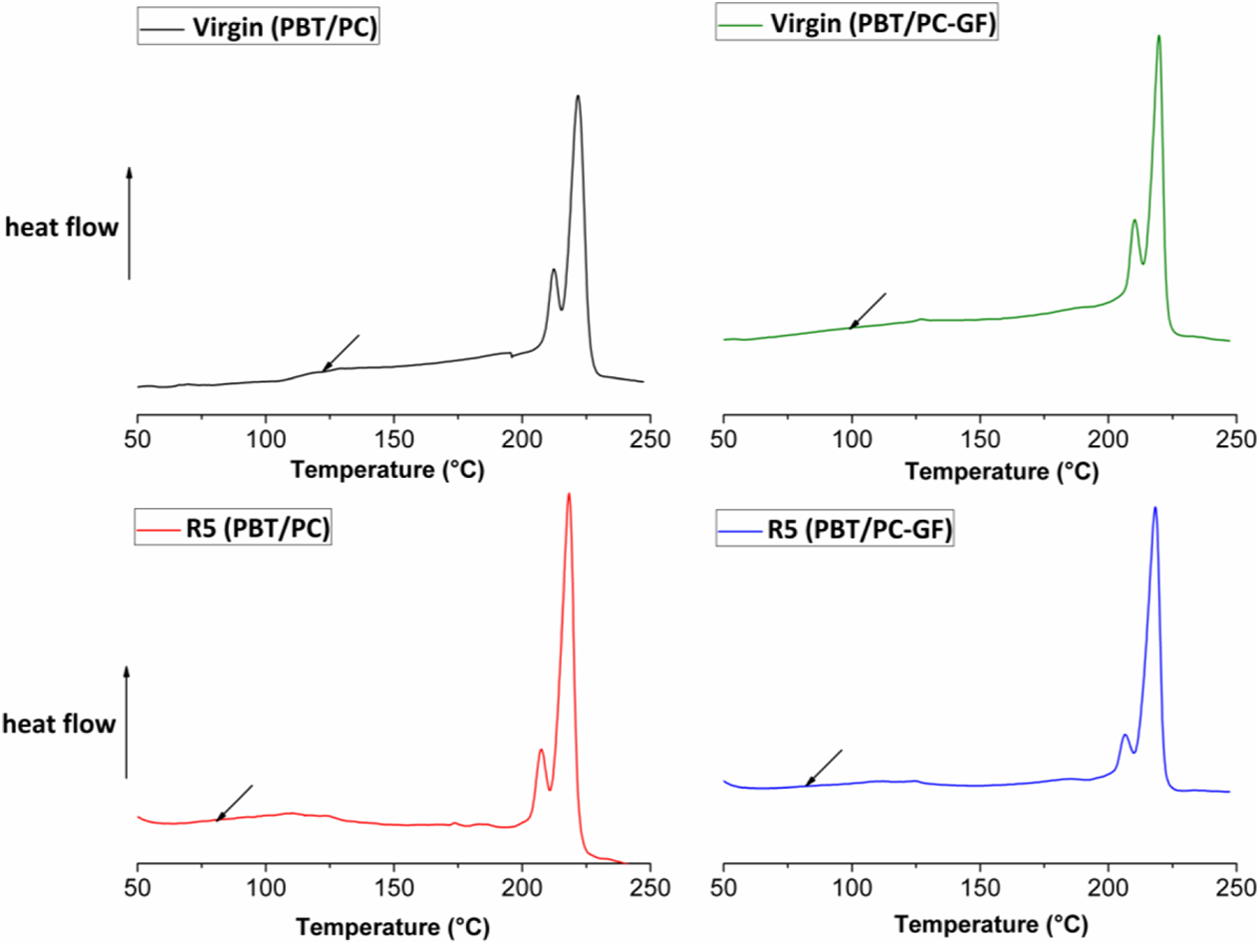
DSC curves for PBT/PC binary blends and PBT/PC-GF composites. DSC: differential scanning calorimetry; PBT: poly(butylene terephthalate); PC: polycarbonate; PBT/PC-GF: glass-fibre-reinforced poly(butylene terephthalate)/polycarbonate.
T m, ΔH m, and χ c were also obtained from DSC thermograms. The change in T m with respect to the recycling number was found to be insignificant for both PBT/PC and PBT/PC-GF. Insignificant change in T m with recycling process was also reported in other studies. 21,22 However, ΔH m and χ c altered with the recycling process and the presence of glass-fiber in PBT/PC. The values of the crystallinity for PBT/PC were found to be increasing tendency with recycling process and the values were in the range of 35%–50%. The crystallinity of PBT/PC-GF increased with recycling and was found to be in the range of 33%–51%. The increment in the crystallinity of both PBT/PC and PBT/PC-GF with the number of recycling could be attributed to the chain scission during the recycling process. Lower molecular weight allowed the chains to fold and consequently crystallinity increased with recycling. Ayadi et al. 23 explained that the lower molecular weight of recycled polymer was responsible for the increase in the crystallinity.
SEM micrographs of the impact-fractured surfaces of the virgin, first and fifth recycled PBT/PC and PBT/PC-GF are shown in Figure 3(a) and (b). The morphology of PBT/PC binary blend showed very homogeneous phase, indicating the strong interaction between PBT and PC due to the presence of the compatibilizer. The fracture surface of PBT/PC-GF composite was rougher than that of PBT/PC binary blend. Some holes, owing to the pulled-out glass-fibres, were also seen for PBT/PC-GF composite. Debonding of fibre-matrix was seen at the fracture surface of the fifth recycled PBT/PC-GF sample. Some voids in the matrix were also observed on the fracture surface of the first recycled PBT/PC-GF composite causing the weak interfacial shear strength between the glass-fibre and matrix and these voids increased with recycling number.
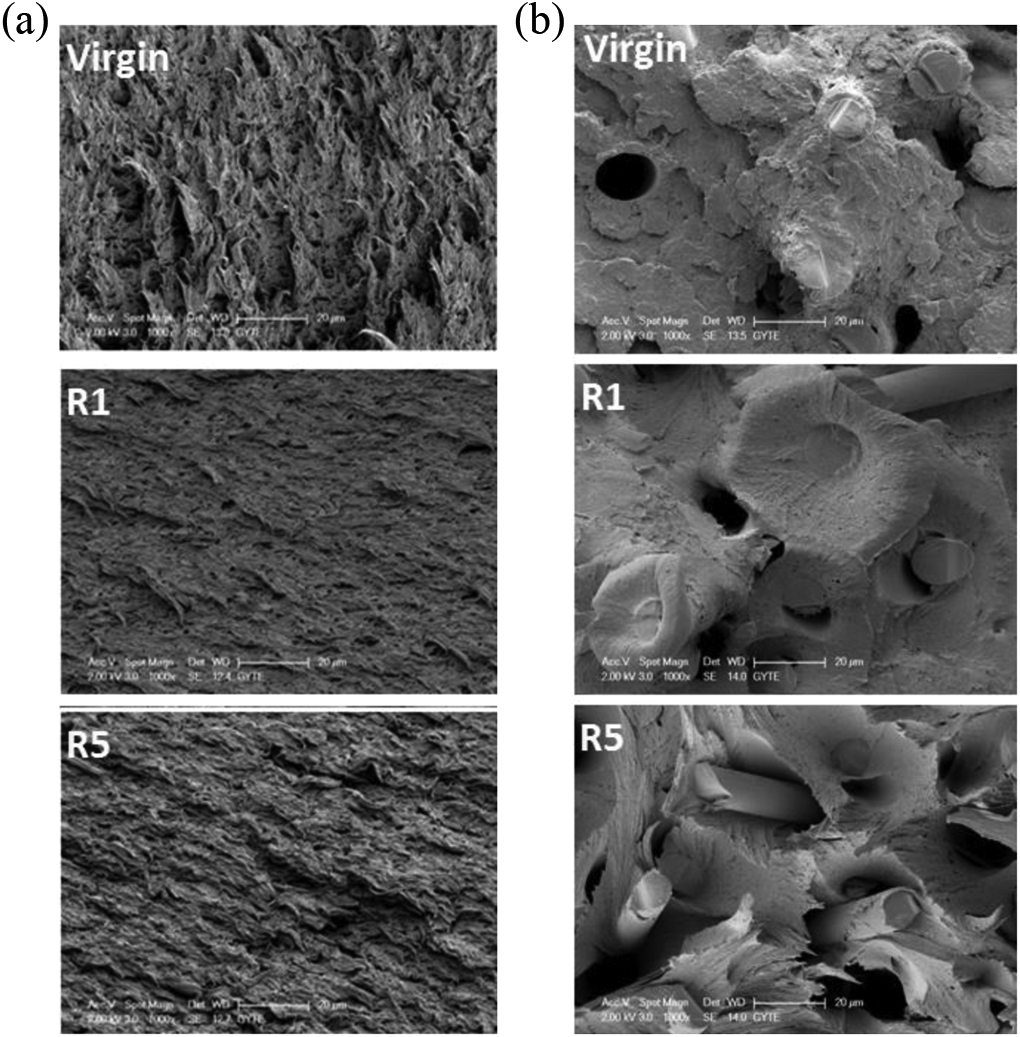
SEM images of impact fracture surfaces of (a) PBT/PC binary blends and (b) PBT/PC-GF (at 1000× magnifications). SEM: Scanning electron microscopy; PBT: poly(butylene terephthalate); PC: polycarbonate; PBT/PC-GF: glass-fibre-reinforced poly(butylene terephthalate)/polycarbonate.
Mechanical properties
Tensile properties
Sample stress–strain curves for binary blends and composites are given in Figure 4. Typical stress–strain curve of PBT/PC binary blend showed necking and cold drawing as illustrated in Figure 4(a). At maximum stress, the initiation of necking was observed and this was followed by a stress drop. Then, neck propagated under almost constant stress. From this figure, it was also concluded that virgin PBT/PC binary blend had higher stress and lower elongation at break than that of first and second recycled samples. However, when PBT/PC binary blend was further recycled, the elongation at break had a significant decrease. For PBT/PC-GF composite (Figure 4(b)), increasing recycling number induced a decrement of elastic modulus (greater flexibility) and strength (both yield and tensile) however, an increment in ductility (determined by elongation at break) and toughness (determined by the area under the stress–strain curve).
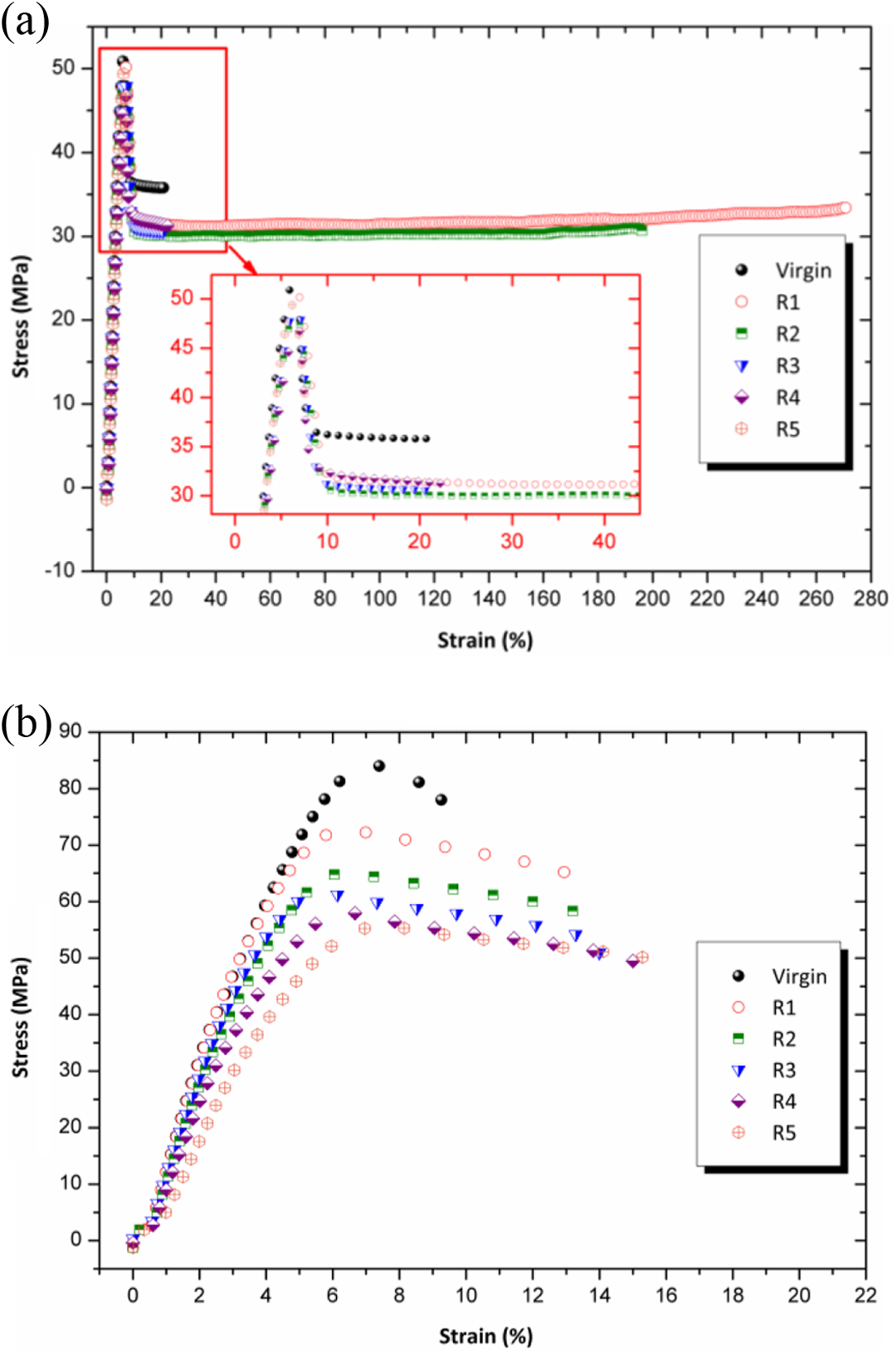
Sample stress–strain curves for (a) PBT/PC binary blends and (b) PBT/PC-GF composites. PBT: poly(butylene terephthalate); PC: polycarbonate; PBT/PC-GF: glass-fibre-reinforced poly(butylene terephthalate)/polycarbonate.
The presence of glass-fibre affected typical stress–strain curve of PBT/PC blend. PBT/PC blend was more ductile than that of PBT/PC-GF. From this result, it was concluded that the ductility of binary blend reduced significantly with the incorporation of glass-fibre. The strain at break values of PBT/PC-GF composites was very low as compared to PBT/PC blends. This result was due to the increment in stress concentration at the fibre ends due to the applied load. Furthermore, the brittleness of glass-fibre is well known and this brittleness induced significant reduction at the strain at break of the polymer blends with glass-fibre.
It was found that the strain at break of PBT/PC-GF composite increased with recycling process. The increase in the strain at break for PBT/PC-GF was probably owing to the decrease in the glass-fibre length induced by recycling process. Bourmaud and Baley 24 stated that in short fibre-reinforced composites there was a critical fibre length that was essential for the fibre to develop its fully stressed condition in the matrix. If the fibre is shorter than that of critical length, it will easily debond from the matrix. Debonding of fibre from the matrix induced the increase in the elongation at break. 24 To this end, we could explain the increase in the strain at break of PBT/PC-GF with recycling by the poor adhesion between fibres and matrix after five reprocessing cycles and by enhancing the mobility of fibres due to the easier debonding.
From Figure 4, it was clearly seen that the presence of glass-fibre content led to an increase in stress values for binary blends.
Tensile strength
The tensile strength of binary blends and composites versus the number of processing cycles is presented in Table 1. For PBT/PC binary blend, the maximum tensile strength value was achieved for virgin sample. The minimum tensile strength value was obtained as 47 MPa for fourth recycling process. For PBT/PC binary blend, 9.4% decrement was observed after four reprocessing cycles. Recycling of PBT/PC gave a slight decrease in the tensile strength.
Mechanical properties of virgin and recycled materials.
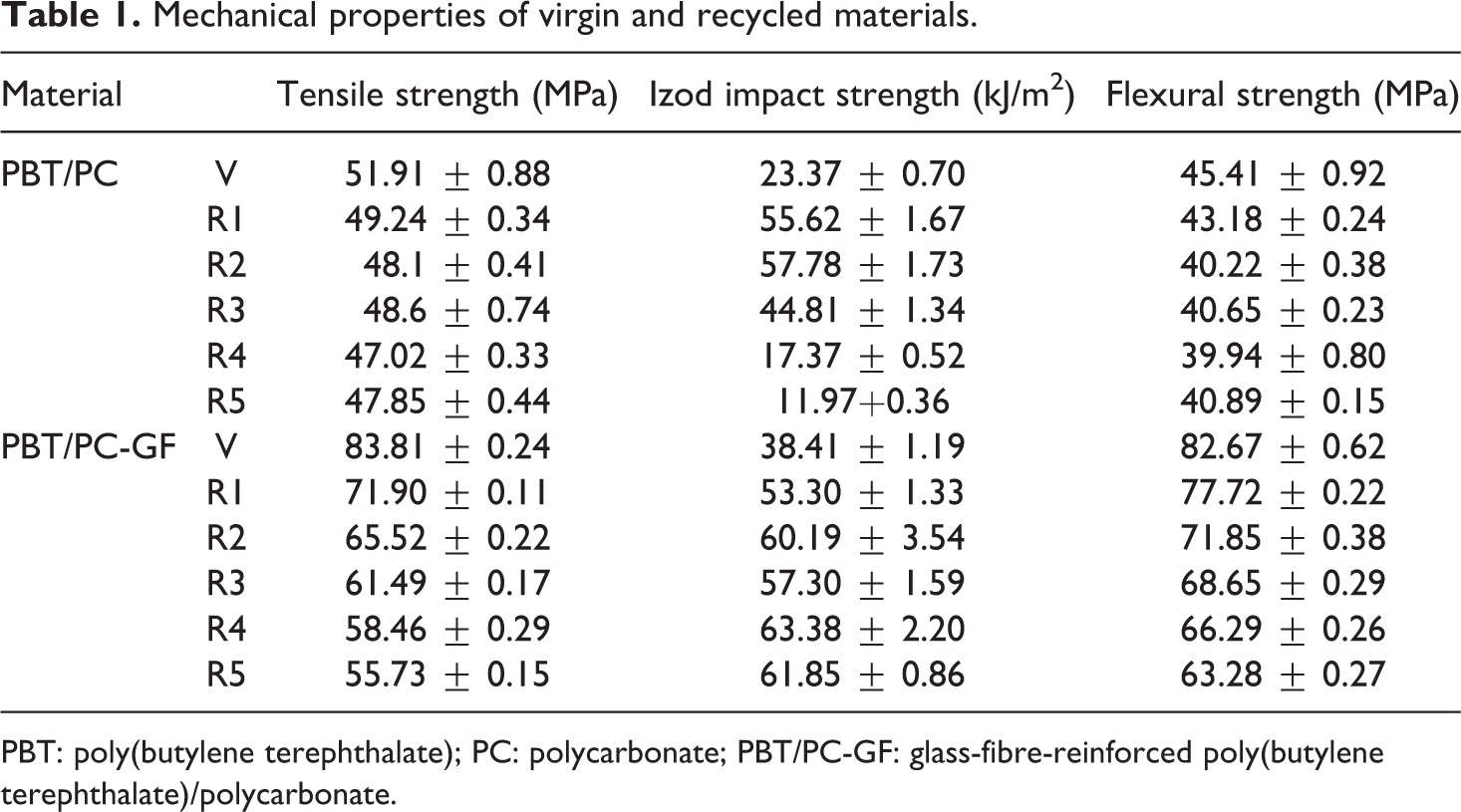
PBT: poly(butylene terephthalate); PC: polycarbonate; PBT/PC-GF: glass-fibre-reinforced poly(butylene terephthalate)/polycarbonate.
The tensile strength of PBT/PC-GF composite decreased with increasing reprocessing cycles as given in Table 1. This result may be attributed to a decrement of the molecular weights with recycling processes, causing a lower cohesion in the blend. 25 The drop in tensile strength for PBT/PC-GF composite was also due to the change of crysallinity. 26 From SEM image (Figure 3(b)), it could be observed that some voids were also visible on the fracture surface of the composite materials suggesting weak interfacial shear strength between the fibre and the matrix 27 and these voids increased with recycling number. It was considered that the lack of interfacial interactions between the fibre and the matrix was the one of the reasons for the decrease in the tensile strength. Another reason for the decrease in the tensile strength was due to the shortening of the length of the fibres after injection moulding processes. 28 –30 The recycling process resulted in a decrement of 33.5% in the tensile strength of PBT/PC-GF composite after 5th recycling. However, for PBT/PC polymer blends, a very slight decrease in the tensile strength was found with the reprocessing cycle as compared to PBT/PC-GF composite. The higher reduction in the tensile strength of PBT/PC-GF composite with recycling process as compared to PBT/PC polymer blends could be due to the lack of the interfacial interaction as was observed by SEM (Figure 3(b)).
The incorporation of glass-fibre into the PBT/PC binary blend was found to be a very effective way for improving the tensile strength. When glass-fibre was added to virgin PBT/PC binary blend, the tensile strength increased from 52 to 84 MPa. Improvement in the tensile strength of the polymer blends was due to the higher strength of glass-fiber than that of polymers used in this study. Although recycling of PBT/PC-GF composite resulted in a decrement in the tensile strength, both virgin and recycled PBT/PC-GF composite gave higher tensile strength value than that of PBT/PC binary blend due to the presence of glass-fiber. For PBT/PC-GF composite, the lowest tensile strength value was achieved at fifth recycling as 56 MPa; however, even this value was 7.7% higher than that of virgin PBT/PC binary blend.
Impact properties
The effect of the number of processing on Izod impact strength is given in Table 1. Initially, the Izod impact strength of PBT/PC binary blend increased with recycling. For PBT/PC binary blend, increasing the number of recycling up to two to four times resulted in a faster deterioration rate in the Izod impact strength. In general, it was observed that the Izod impact strength of PBT/PC-GF composite increased with recycling process. Liu et al. 31 observed that the impact strength of PC increased in the first four injection cycles, whilst decreased thereafter and this increment was explained with the glassy, amorphous structure of PC polymer. These researchers stated that the key parameters controlling the mechanical properties of amorphous polymers were the molecular weight, the free volume, the chemical nature and the molecular orientation. They said that when one of the mechanisms dominated, the mechanical properties varied accordingly. The increase in the impact strength was attributed to the enhanced mobility of the macromolecules owing to the increment of the free volume and it was said that free volume mechanism was dominant for the first four cycles. The other mechanism was the increasing loss of capacity for energy absorption as the molecular scission progresses and it was said that this mechanism induced the decrease in the impact strength after fourth recycling. 31 Therefore, for PBT/PC blend, it could be said that the first mechanism might be dominant in the first two cycles and the second mechanism might be dominant thereafter. However, for PBT/PC-GF composite, only the first mechanism might be dominant.
An increase of the impact strength between first and second recycling process may be attributed to an improvement of the intimate contact between the two polymers in the blend. The further decrease may be associated with degradation.
Flexural properties
Table 1 presents the flexural strength of binary blends and composites as a function of the number of processing cycles. For PBT/PC binary blend, the maximum flexural strength value was achieved for the virgin sample. The minimum flexural strength value was obtained as 40 MPa for the fourth recycling process. For PBT/PC binary blend, 12% decrement was found after the fourth recycling process.
The recycling process resulted in a significant decrement in the flexural strength of PBT/PC-GF composite after fifth recycling, showing 23.5% decrement.
The incorporation of glass-fibre into the PBT/PC binary blend was found to be a very effective way for increasing the flexural strength. A similar result was reported for PBT polymer and this improvement in the flexural strength was explained by the reinforcement of glass-fibre with a high aspect ratio. 32 When glass-fibre was added to virgin PBT/PC binary blend, the flexural strength improved from 45 to 83 MPa. Despite the fact that the recycling of PBT/PC-GF composite resulted in a drop in the flexural strength, both virgin and recycled PBT/PC-GF composite gave higher flexural strength value than that of PBT/PC binary blend owing to the presence of glass-fiber. For PBT/PC-GF composite, the lowest flexural strength value was achieved as 63 MPa for fifth recycling; however, even this value was 40% higher than that of virgin PBT/PC binary blend. The flexural strength of ABS polymer decreased with reprocessing cycles in the literature 33 and we found similar decreasing trend for PBT/PC-GF composites.
Rheological properties
MFI values for binary blends and composites are given as a function of the number of processing cycles in Figure 5. MFI decreased after the first recycling process, and then increased with reprocessing for PBT/PC binary blend. A possible reason of this behaviour was explained with the simultaneous occurrence of two competitive degradation mechanisms. One of the degradation mechanisms led to an increment in MFI value (breakage of molecular chains) and the other caused a decrease in MFI (cross-linking). 34 The decrement in MFI for PBT/PC was also attributed to an improvement of the intimate contact between two polymers in the blend. MFI of PBT/PC binary blend increased by 48.2% until the fifth recycling process.
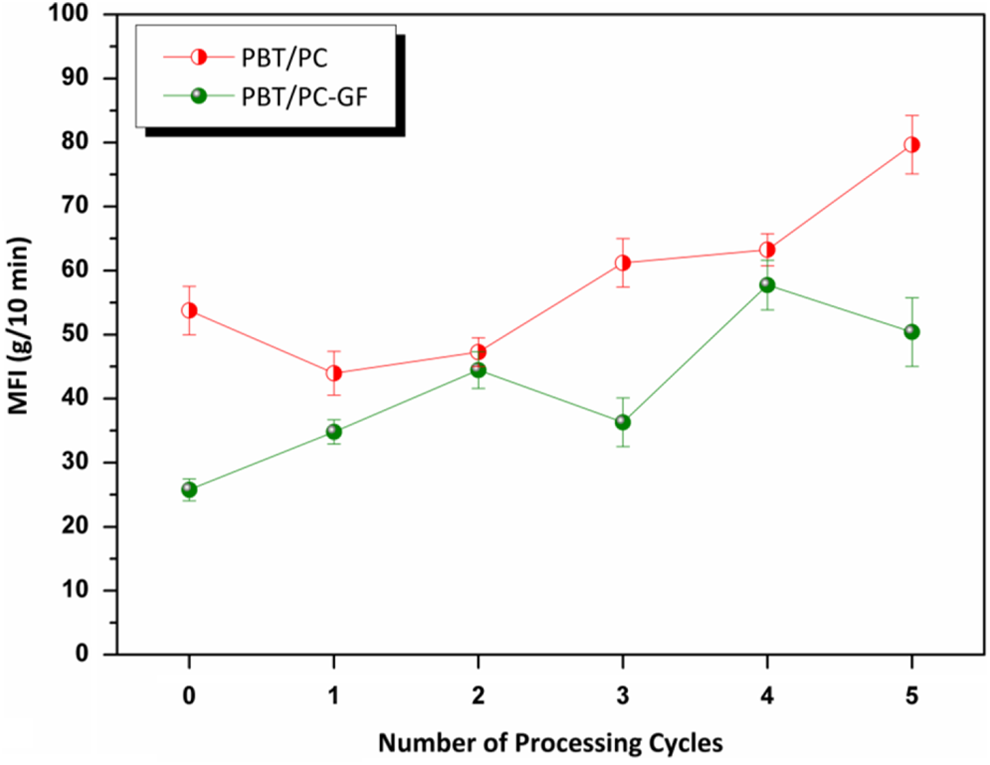
MFI versus the number of processing cycles for binary blends and composites. MFI: melt flow index.
For PBT/PC-GF composite, the lowest MFI value was achieved at virgin sample and the highest value was obtained with the fourth recycled sample. The decrease of MFI in PBT/PC-GF composite between second and third recycling, and between fourth and fifth recycling could be related to fibre break that implied an increased surface area. By increasing the number of recycling from virgin to fifth cycle, MFI for PBT/PC-GF increased from 26 to 50 g 10 min−1, showing an increment of 92.3%. From above results, it could be said that MFI values of both PBT/PC binary blends and PBT/PC-GF composite were very sensitive to recycling process. However, by incorporating glass-fibre into PBT/PC binary blend, MFI values showed higher variation than PBT/PC binary blend with the recycling process. In general, we found that the mechanical properties especially tensile strength (see Section 3.2) of PBT/PC-GF composite were more sensitive to recycling process than that of PBT/PC binary blend and this result may be attributed to higher increment of MFI value of PBT/PC-GF with recycling. It was reported that MFI of the glass-fibre-reinforced polymer increased much more rapidly with the recycling process 34 and this result was similar to our observation. This result was explained with the macromolecules scission and the degradation of the glass-fiber length. It was said that the glass-fibers made a contribution to the scission of the macromolecules, owing to the more extensive viscous heating. 34
The increase in the MFI values meant the reduction in the melt viscosity. MFI of binary blends increased with the increasing reprocessing cycles, indicating that the melt viscosity of the binary blends decreased as a result of a reduction in the molecular weight, arising from the decrement in polymeric chain lengths. A decrement in molecular weight, melt viscosity or an increment in MFI was due to the thermal, oxidative and mechanical degradation during melt processing. It could be also said that the increment of MFI values of glass-fibre-reinforced composites was due to the less fiber constrain to flow as a consequence of the fiber length shortening with recycling.
Sanchez 6 stated that MFI of virgin PC/PBT blend was above 14 g/10 min and there was an increase in MFI to above 16 g 10 min−1 after the first recycling process. The result of our study was similar to literature. 6 Sanchez 6 explained higher MFI value of the recycled polymer with short-chain molecules. Increment of MFI with reprocessing was reported for ABS polymer in the literature and this phenomenon was attributed to the consumption of antioxidants and stabilizers during recycling. 33 Increment of MFI value with the recycling number was also explained with thermomechanical degradation mechanisms by chain scission for polypropylene polymer. 35
Conclusions
This study was carried out to understand the recycling possibility of PBT/PC binary blend with and without glass-fibre content. To determine the recycling performance of these binary blends and composites, virgin binary polymer blend and composite was reprocessed five times and the effect of the number of recycling on the mechanical, chemical, thermal and rheological properties was examined. FTIR results showed that the chemical nature of these binary blends and composites did not change as a consequence of multiple recycling.
It was found that in general, the impact strength and flexural strength of PBT/PC binary blend decreased with the reprocessing cycles. In general, higher impact strength, and MFI values were obtained for recycled PBT/PC-GF composites than that of virgin PBT/PC-GF composites. Recycled PBT/PC-GF composites showed lower tensile strength and flexural strength than virgin composites. The incorporation of glass-fibre into the PBT/PC binary blend was found to be a very effective way for improving the tensile strength, impact strength and flexural strength. Furthermore, the presence of glass-fibre decreased the MFI values of PBT/PC binary blends.
Recycled PBT/PC-GF composites showed competitive mechanical properties in comparison to virgin PBT/PC binary blends and fifth recycled PBT/PC-GF composite could be used instead of virgin PBT/PC binary blend. Thus, the use of recycled PBT/PC-GF composite can reduce both negative environment impact and cost of material.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors thank to TUBITAK for supporting of this study (project no. 110M245).