
Abstract
To enhance biodegradability of plastics and to utilize Centella spent (CTS) gainfully, green composites were prepared using high-density polyethylene (HDPE) and CTS. The green composites were fabricated by extrusion, followed by injection molding. HDPE/CTS composites were fabricated with 10, 20, and 30 wt% of CTS using maleic anhydride-grafted-polyethylene (MA-g-PE) as compatibilizer. The fabricated composites were tested for physicomechanical and tribological properties, which included water absorption, density, tensile properties, and three-body abrasive wear test. Tensile modulus of composites increased from 579 MPa to 950 MPa (64% improvement) with increase in filler addition from 0% to 30%. The experimentally obtained tensile property values including tensile strength, tensile modulus, and tensile elongation at break were compared with theoretical model values. The effects of 150, 300, 450, and 600 m abrading distances and 23.5 and 33.5 N normal loads at 200 r/min on the abrasive wear characteristics were studied using dry sand/rubber wheel abrasive test rig. Incorporation of CTS filler lowered the abrasion resistance of HDPE/CTS composites. The surface morphology of tensile-fractured specimens and worn surface features of composite specimens were examined by scanning electron microscopy.
Introduction
Increasing environmental concern has influenced the governments across the globe to discourage production of waste and encourage recycling and to import longer lifetimes for products. The challenge faced by the present-day material scientists is to develop new products and processes that can achieve all the benefits of sustainable development. This involves proactive system of waste management where minimal usage of nonrenewable raw materials and recycling of waste are prime factors.
Agricultural residues and/or by-products of agroindustrial sector are rich sources of lignocellulosic materials. Among different natural resources, lignocellulosic materials alone contribute about 2.5 billion tons. 1 Some of the common agricultural lignocellulosic materials include date palm, sugarcane bagasse, wheat stalk, corn straw, corncobs, and rice husk. 2–4 However, these agricultural residues are also used as animal feed and for production of energy apart from using it as a fuel. 5 Use of such agro by-products as filler material in composites may deprive the food chain and as raw material for energy production. However, nutraceutical spents which are the by-products of nutraceutical industry are available in abundance. These spents neither have manurial value nor they can be used as animal feed due to their industrial chemical processing. The only alternative for the disposal of nutraceutical spents is incineration/burning in the furnace as fuel, which augments the problem of environmental pollution in the form of greenhouse gases. Utilization of these nutraceutical spents as useful industrial products leads to creation of more jobs and ecologically alleviates waste disposal problems. This needs to be done as per the global trend with maximum utilization of renewable resources through new processes and products. This, in turn will help in overcoming environmental pollution, resulting in disposing these spents in the open without proper use. A more viable solution to dispose these spents would be to incorporate them in nonbiodegradable petroleum-based thermoplastics to generate newer green composites and at the same time reducing consumption of plastics and lowering the carbon footprints (CFPs) of plastics.
‘CFP’ is defined as the total amount of carbon dioxide (CO2) and other greenhouse gases emitted over the full life cycle of a process or product. 6 However, the ‘carbon neutral’ process is one where the CO2 released during the burning/decay process gets neutralized by, which is being absorbed by plants during their growth. 6 Instead of the inorganic materials and synthetic fibers which are being added to plastics as fillers, lignocellulosic materials offer many environmental friendly benefits when added as reinforcing fillers to plastics and these include making the final product lightweight, decreasing erosion of the manufacturing machinery, low cost, biodegradability, and absence of production of residue or toxic by-products when burnt. 7
Many synthetic polymeric materials are produced by combining with various reinforcing fillers to improve their mechanical properties and to obtain the desired properties. Among the different reinforcing fillers, and as substitute for synthetic materials, active research is under way regarding the use of lignocellulosic materials, which are environmentally friendly materials. 8 Also the cost involved in producing composites by the use of natural products such as lignocellulosic materials as reinforcing filler and thermoplastic polymer as the matrix polymer will be substantially lower. Furthermore, lignocellulosic materials can be easily collected from waste products and have a minimal effect on the environment due to their biodegradable properties. Thus, in recent years, the emphasis has increasingly been placed on this type of composites, which may well play a major role in resolving some of the pressing environmental issues with which we are going to get confronted in the future. 8,9
Centella spent (CTS) is a by-product from the nutraceutical industry obtained after the extraction of active components from the plant Centella asiatica L. also known as gotu kola and pegapa. There are more than 70 constituents, such as triterpenoidsaponins, polyacetylenes, flavone, sterols, and lipids, which are reported from the plant C. asiatica. 10 The plant is widely distributed in India and has medicinal properties such as anti-inflammatory and treatment for leprosy and syphilis. 11 It is included in Thai traditional recipes as a poultice for wound healing 12 and is commonly used as a vegetable and tonic. 13
In this study, the quantum of CTS as filler was studied as a function of physicomechanical and tribological properties to be mixed with the matrix polymer high-density polyethylene (HDPE); these results will be used as basic data for the development of biocomposites incorporating the underutilized CTS as the reinforcing filler.
Experimental
Materials
C. asiatica L. spent (cellulose 37.0%, hemicellulose 24.3% and lignin 30.8%) was obtained from M/s. Sami Labs. Injection grade HDPE (Halene M5025 L) was procured from M/s. Haldia Petrochemicals Ltd, Haldia, West Bengal, India. The density and melt flow index (MFI) of HDPE were 0.945 g/cm3 and 30 g/10 min, respectively. Maleic anhydride-grafted-polyethylene (MA-g-PE) with saponification value (mg potassium hydroxide/g) of 30–40 mg/g was used as compatibilizer, which was procured from Sigma–Aldrich Pvt. Ltd, Bengaluru, Karnataka, India.
Filler preparation
The CTS was thoroughly washed with water to remove sand and other foreign impurities adhering on to filler surface, dried in sunlight and ground to fine powder. The particles were sieved through ASTM 80 mesh to obtain particle sizes of ≤177 µm. This fine powder was dried again in an oven with air circulation for 16 h at 50°C to lower moisture content and stored in a desiccator in sealed PE cover until further use.
Compounding and preparation of composites
The oven dried CTS was mixed with HDPE granules before blending. HDPE granules along with 10, 20, and 30 wt% of CTS and 5% of MA-g-PE were melt blended by directly adding into feeding zone of twin screw corotating extruder (HAAKE Rheocord 9000, Germany) having 17.5 mm diameter and length/diameter ratio of 1:18. Extruder temperatures from feeding zone to die were set at 170, 175, 180, and 185°C with the screw speed of 50 r/min. The extrudate strands were cut into pellets. The test specimens were prepared as per ASTM standard using SP-130 automatic injection molding machine (R.H. Windsor, Thane, Maharashtra, India) with 100 ton clamping pressure at 190°C temperature and with the injection pressure of 1200 psi.
Techniques
Tensile test was carried out as per ASTM D 638 method at room temperature using universal testing machine (UTM) (model LR 100 K, Lloyd, UK) with crosshead speed of 50 mm/min. Five samples were used for each test, and the average values are reported. Density was measured as per ASTM D792 specifications using Metler PM 200 balance (Germany) with an accuracy of ±0.0001 g. Specimen samples were tested for water absorption according to ASTM D 570 standard. For this test, specimens in the form of 50 mm disk with 3 mm thickness and minimum of two samples were immersed in distilled water for 24 h at room temperature and change in weight was recorded.
Abrasive wear test
Three-body abrasive wear test of neat HDPE and its composites were measured using rubber wheel abrasion test rig as per ASTM G65 standard. The abrasive particles of AFS 60-grade silica sand were used for the test. The abrasive test in brief, consisted of silica sand particles being gravity fed between the rotating rubber wheel and static specimen. The chlorobutyl rubber wheel was rotated at a speed of 200 r/min. Static force of 23.5 and 33.5 N was applied on test specimen (75 × 25 × 5 mm3) using dead load on the load arm. Specimens of composites were abraded at varying distances (range 150–600 m) varying in steps of 150 m. Weight loss measurements were made for each test. Wear volumes were computed from the weight loss measurements. Specific wear rate (K s) was calculated from the weight loss measurements.
Morphological study
Morphological studies of tensile fractured surface and worn surface features of the composites were carried out using a scanning electron microscope (SEM; model Leo 435 VP, Leo Electron Microscopy Ltd, London) with 10 kV of voltage acceleration. The abraded specimens (cut into 1 cm2) and fracture ends of the tensile specimens were mounted on aluminum stubs and sputter coated with a thin layer of gold to avoid electrostatic charging during examination.
Theoretical calculation of tensile properties
A series of values for the parameters B in Turcsanyi model for calculation of tensile strength and ξ in Sato and Furukawa model for calculation of tensile modulus were obtained based on a program written in MATLAB software (version 7.2). All these values were substituted in the respective equations sequentially and the resulting values nearest to the experimental results were chosen.
Results and discussion
The fabricated HDPE/CTS composites were tested for their mechanical and wear characteristics. The measured physicomechanical parameters are presented in Table 1.
Tensile properties, water absorption, and density of HDPE/CTS green composites.
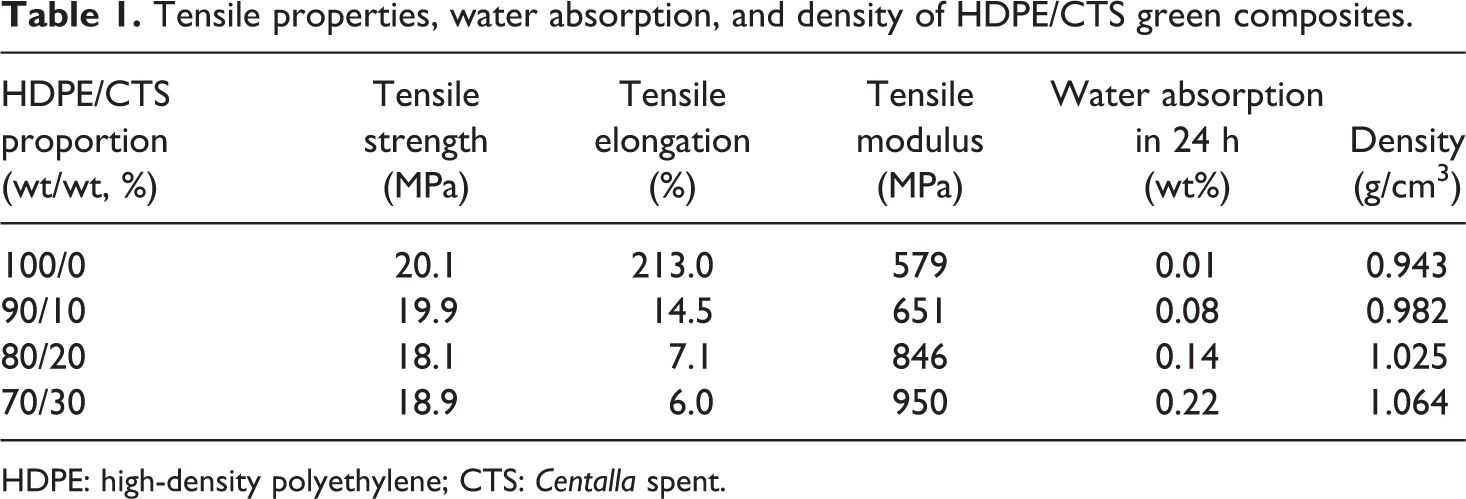
HDPE: high-density polyethylene; CTS: Centalla spent.
Tensile strength
The tensile properties of CTS filled HDPE bio-composites at different filler loading are shown in Table 1. The CTS filled composites showed marginal reduction in tensile strength, with the increase in filler content the interfacial area between the filler and matrix also increased, which consequently affected the tensile properties of the composite. Coupling agents (CAs) such as maleated polyolefins have been widely studied as they influence the mechanical and physical properties of biocomposites. These copolymers chemically react with the lignocellulosic filler and interact with the thermoplastic matrix through chain entanglement. The use of MA-g-PE as compatibilizer to reduce the hydrophilic nature of lignocellulosic filler has helped in retaining the tensile strength of the composite 14–16 (Table 1). These results suggest that stress gets transferred from the matrix to the filler particles thereby adhesion taking place between constituents of the composite.
The experimentally obtained tensile properties of composites were compared with various theoretical models. Tensile strength of composites was compared with theoretically calculated values using Nicolais and Narkis model
17
which is given below.
where
The theoretically calculated tensile strength values are presented in Figure 1. The calculated tensile strength values are not matching with the experimental results thereby indicating that this model does not represent adhesion between filler and matrix. Another model that could be used to compare the experimental tensile strength is that of Turcsanyi,
18
which is given as: Variation in tensile strength with CTS content. CTS: Centalla spent.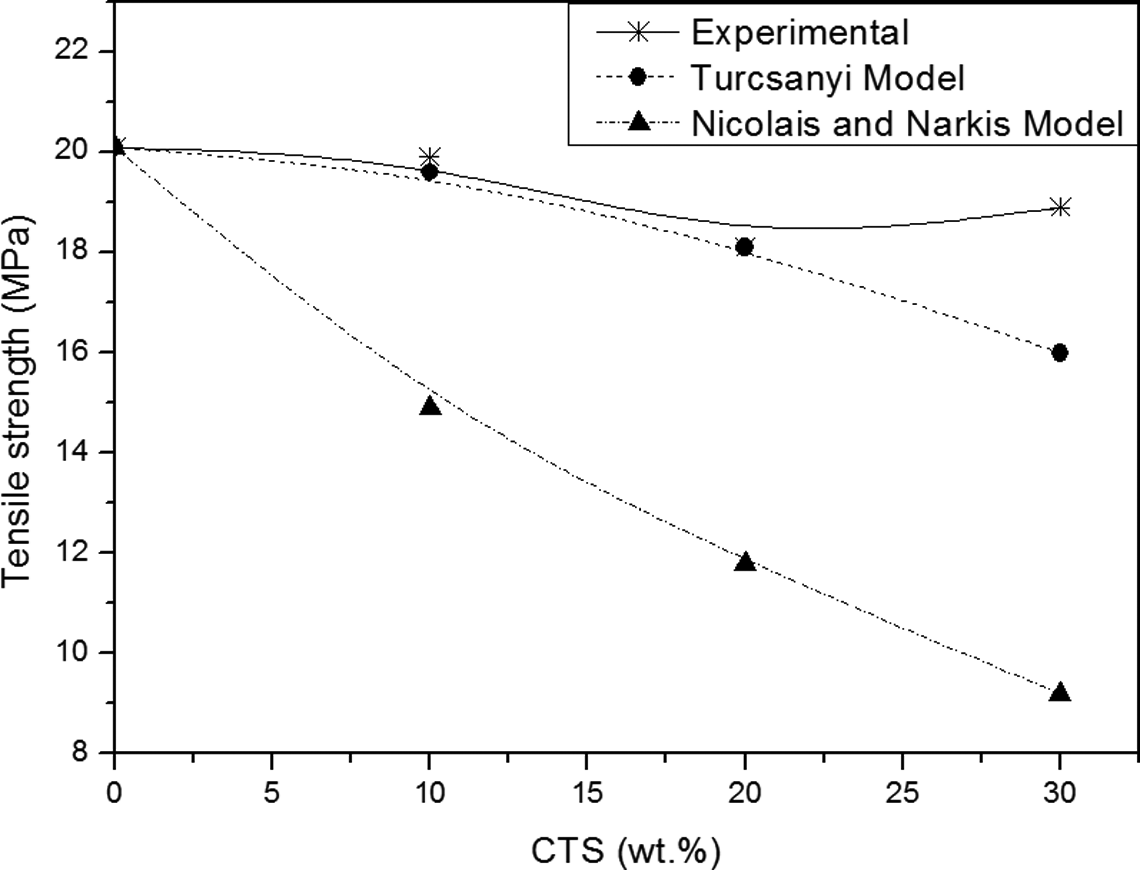

Composites without adhesion have B value of 0.25 and as the value increases, the interfacial adhesion improves as an exponential function. 19 In the present case, parameter B is found to be 0.83. The theoretically predicted tensile values using Turcsanyi model are closer to the experimentally obtained results as shown in Figure 1.
Tensile modulus
The tensile modulus of the composites increased from 579 MPa to 950 MPa with increase in CTS content from 0 wt% to 30 wt% (Table 1). Addition of CTS restricted the mobility of HDPE chains, and hence, the tensile modulus increased with increase in filler loading.
The tensile modulus of fabricated composites was evaluated using Kerner’s model which is given below
17
:
where E comp and E HDPE represent the Young’s modulus of the composite and neat HDPE, respectively. ʊ is the Poisons ratio of HDPE and it was taken to be 0.46. 20 The tensile modulus obtained using Kerner’s model is plotted in Figure 2. The experimental results do not match with the theoretically calculated values as the model assumes no interaction between filler and matrix. Similar observation was also reported for rigid filler–polyethylene composites wherein, the filler modulus value was higher than the matrix modulus. 15
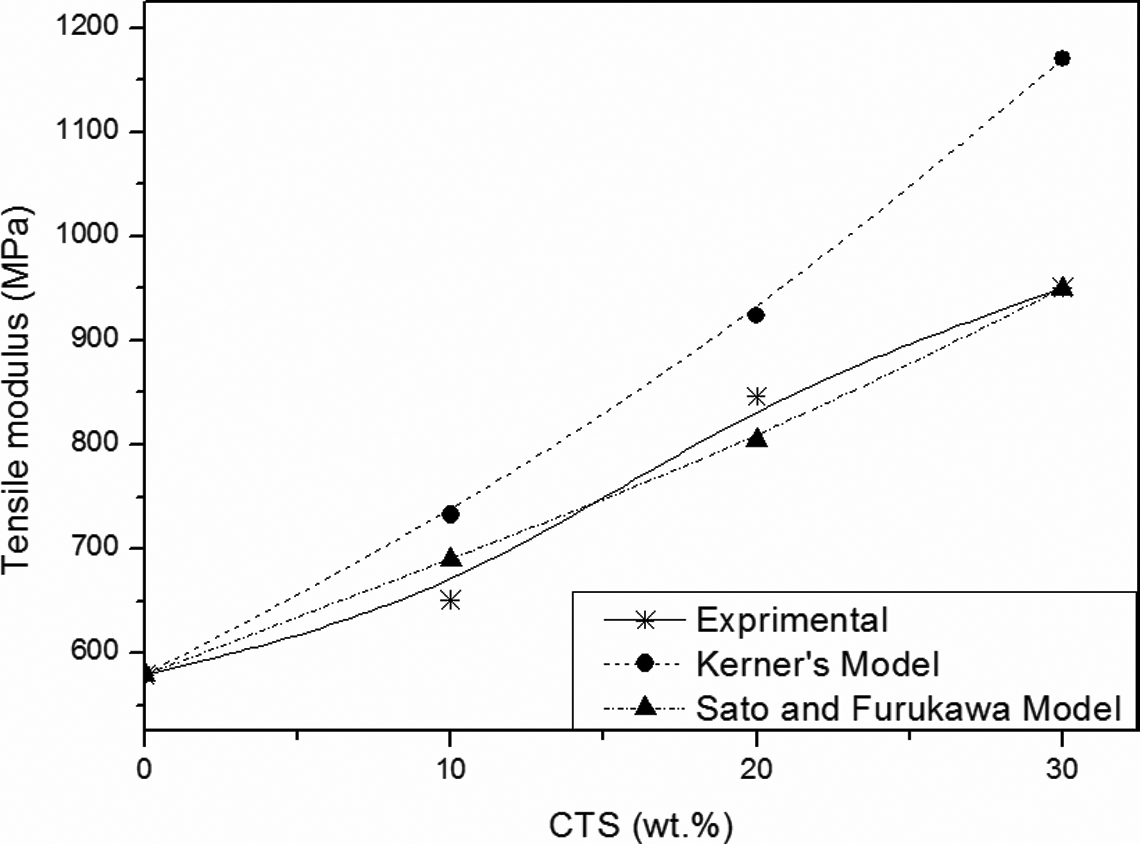
Variation in tensile modulus with CTS content. CTS: Centalla spent.
Another model used was the one formulated by Sato and Furukawa, which incorporates an adhesion parameter, ξ as given below:
where,
In equation (4), scale of adhesion parameter, ξ varies from 0 to 1 for perfect adhesion to no adhesion. In the present case, value of ξ is found to be 0.14, which indicates improved tensile modulus of the composites. The increase in modulus with filler content has also been reported. 21,22 During tensile loading, partially separated microspaces are created, which obstruct stress propagation between the filler and matrix. 9 As the filler content increases, the extent of obstruction offered increases, which consequently increases the stiffness. Also the experimentally obtained results are in good agreement with those of Sato and Furukawa model.
Tensile elongation at break
The tensile elongation of the composites decreased drastically from 14.5% to 6.0% with higher filler loading from 10 wt% to 30 wt% (Table 1). The sudden drop in elongation on incorporation of filler may be because the lignocellulosic fillers have low elongation at break and restrict the movements of polymer chains. The reduction in elongation behavior is in agreement with earlier reported studies. 23
Nielsen
24
model has been used to determine theoretical values of elongation at break of the composite using the following equation:
where ε comp and ε HDPE are tensile elongation at break values for the composite and neat HDPE, respectively; k is an adjustable parameter which depends on filler geometry. The value of k determined by trial and error was found to be 1.4 and the calculated elongation at break is plotted in Figure 3. The experimental values are found to be lower than those predicted by the model as evident from Figure 3.
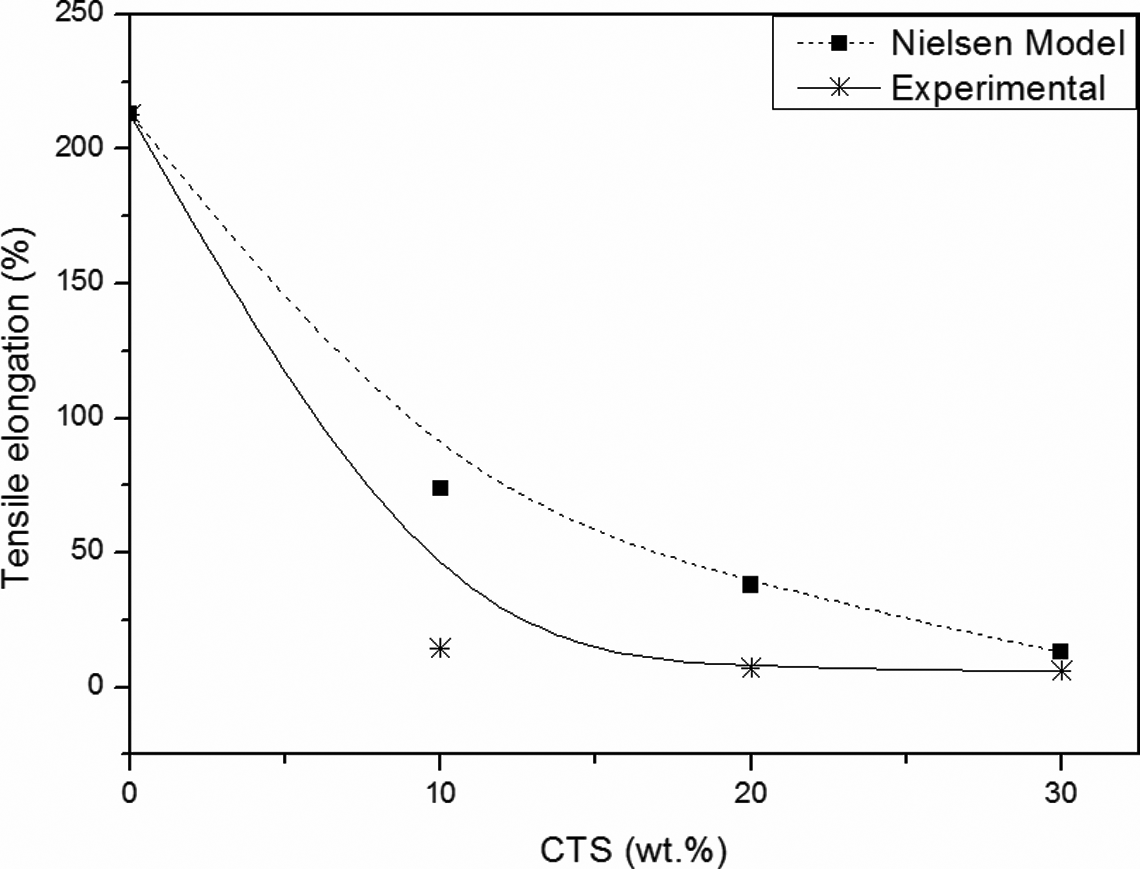
Variation in tensile elongation at break with CTS content. CTS: Centalla spent.
Water absorption
The relation between increasing filler content and the percentage of water absorbed by the composite samples is shown in Table 1. Lignocellulosic fillers are composed of hydrophilic natural polymeric material possessing many –OH groups, which are able to interact with water molecules. When a composite containing lignocellulosic material is allowed in moist areas it absorbs the moisture. However, no significant change occurs in the microstructure of the composite because the reinforcing filler is encapsulated in the hydrophobic matrix polymer. It was noticed that as the filler content increased, the water absorption increased slowly. This phenomenon can be elucidated as follows: the thermoplastic represents the continuous phase whereas CTS is in dispersion phase therefore, at lower filler loading, CTS filler domains are completely encapsulated by thermoplastic phase and the quantum of water absorption is less. As the filler loading increases, more filler particles are exposed to the surface and hence, water absorption also increases gradually.
Wear studies
The three-body abrasive wear behavior of neat HDPE and CTS filled HDPE composites have been studied. Abrasive wear volume data as a function of abrading distance for 23.5 and 33.5 N loads are shown in Figure 4(a) and (b), respectively. It is evident from the figures that the wear volume increased linearly with increase in abrading distance. However, at longer abrading distance (600 m), the wear volume decreased. This may be attributed to the fact that during abrasion filler particles get exposed to abrasion process. Because of their nonabrasive nature, natural fillers and fibers provide better resistance against abrasion unlike synthetic reinforced fibers, 25,26 and in turn, abrasive particles have to work more to abrade these filler particles.
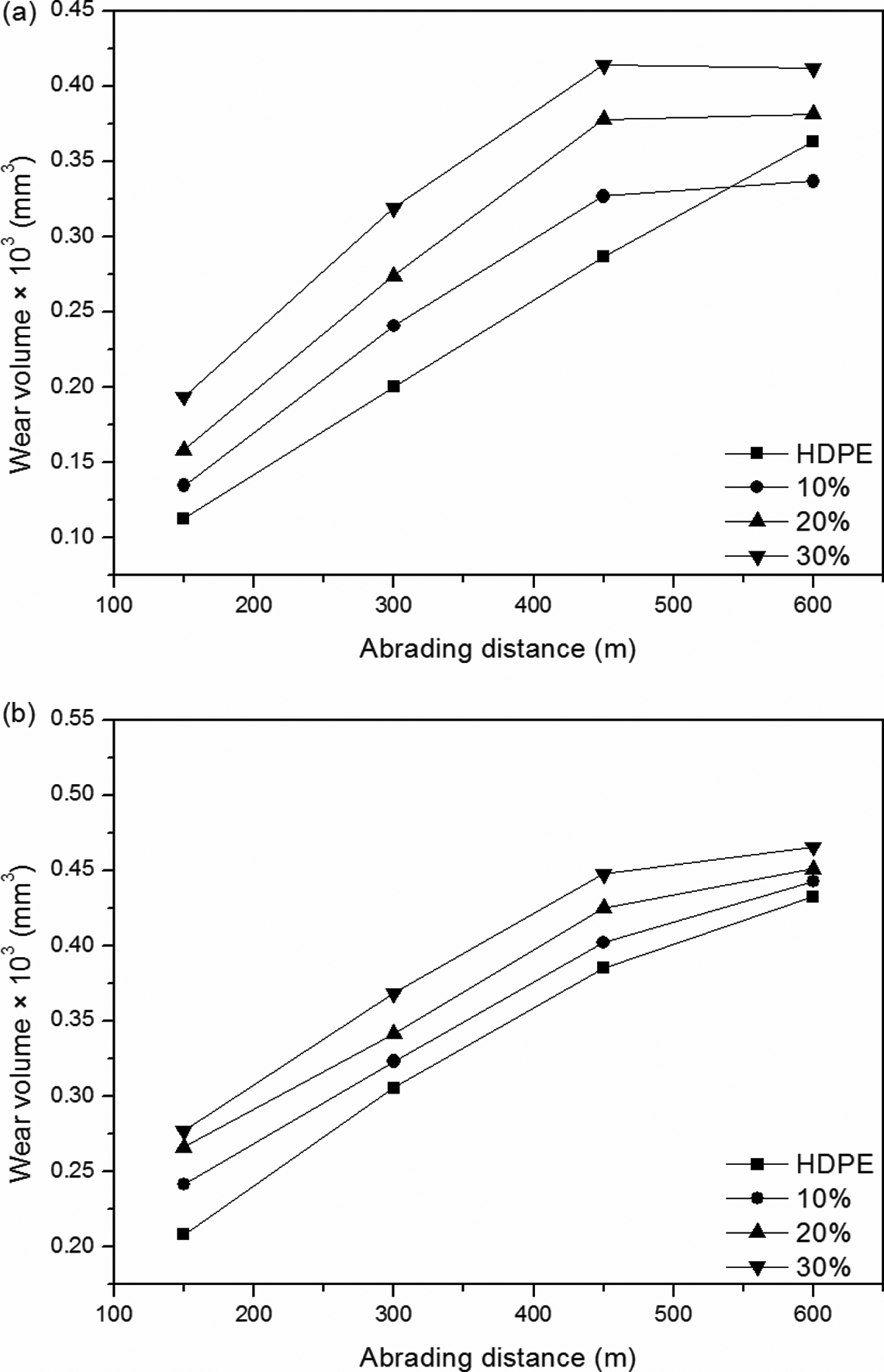
Wear volume of neat HDPE and CTS filled HDPE composites at (a) 23.5 N and (b) 33.5 N, loads. HDPE: high-density polyethylene; CTS: Centalla spent.
The plot of specific wear rate as a function of abrading distance for all composites is shown in Figure 5(a) and (b), for 23.5 and 33.5 N loads. Although, the wear volume of the composite increased with increase in abrading distance, but reverse trend was observed when plotted for specific wear rate. The decrease in specific wear rate is due to the increase in sliding distance as the detached filler particles form a smoother layer on the abrasion wheel and on the composite surface, which mitigates the abrading effect of hard silica abrasive particles. Thus, in the initial stage of abrasion when there is no debris, abrasive particles are directly in contact with the matrix, which has less hardness as compared to angular silica sand (abrasive) particles. At that specific moment the ratio hardness of the abrasive particle (H a)/hardness of the surface (H s) is much more than unity, which results in severe matrix damage and the rate of material removal is very high.
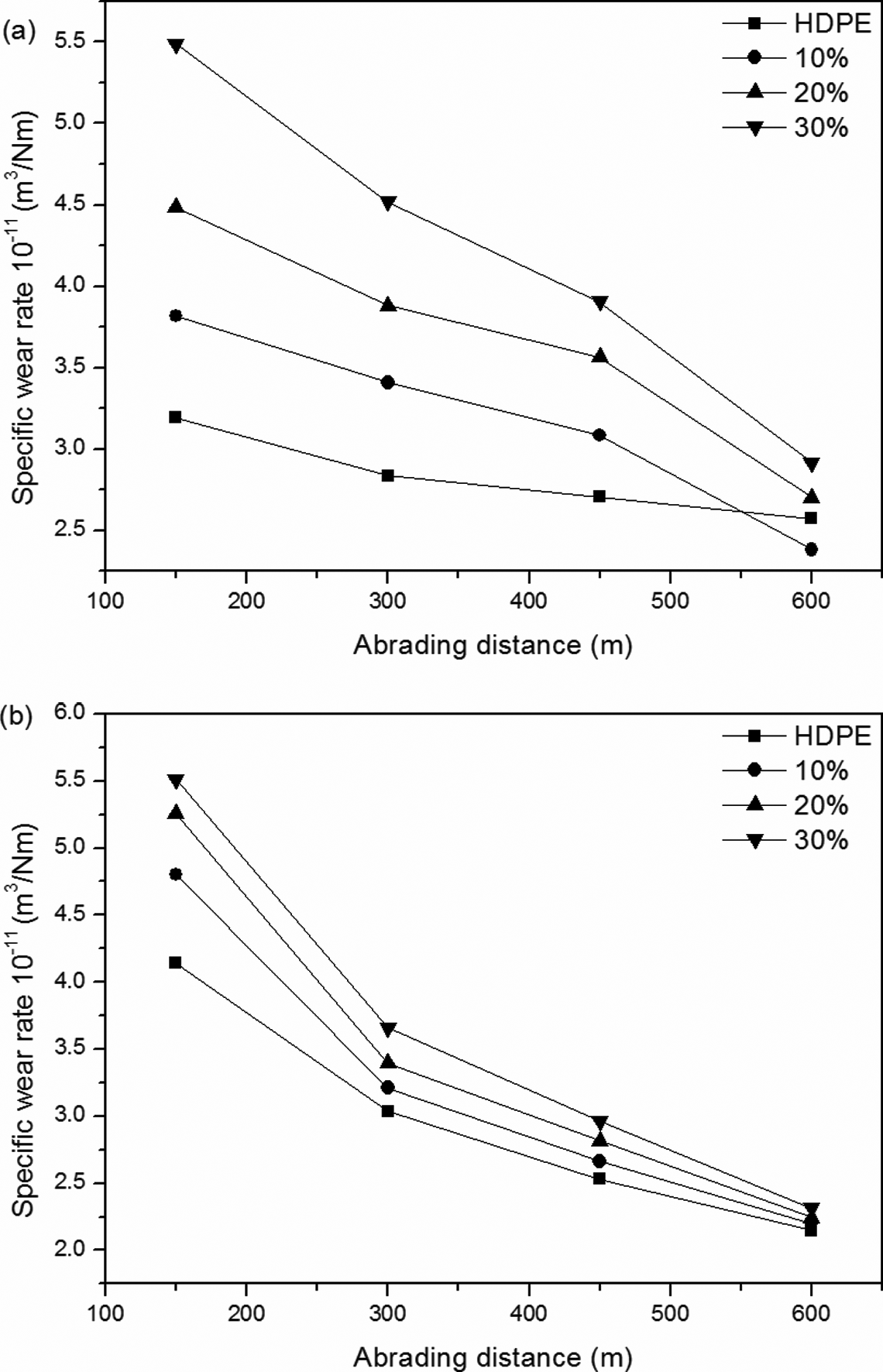
Specific wear rate of neat HDPE and CTS filled HDPE composites at (a) 23.5 N and (b) 33.5 N. HDPE: high-density polyethylene; CTS: Centalla spent.
The lignocellulosic filler particles have higher modulus than the neat polymer matrix, which imparts stiffness to the resulting composites. 27 Thus, with increase in abrading distance the abraded matrix and detached filler particles form debris over the bulk of the matrix and abrasion rubber wheel in turn reduces the specific wear rate with increase in sliding distance. The debris formed during the process of abrasion is in contact with abrasive particles, and as a result the detached particles provide better resistance to abrasion.
Surface morphology
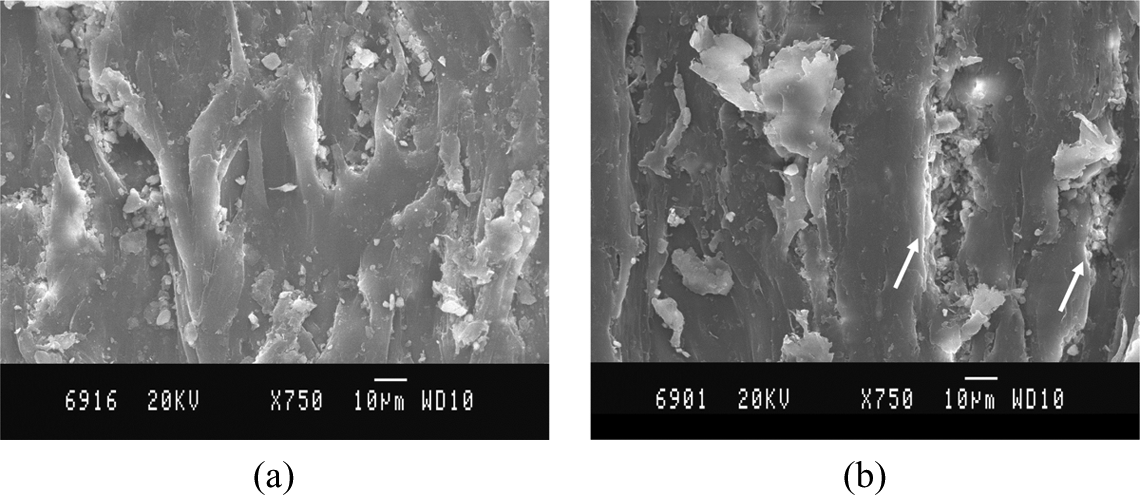
Morphology of tensile fractured specimen is shown in Figures 6 and 7. Adhesion of filler particles to the polymer matrix is evident from Figure 6. The overview of micrograph of the CTS-filled composite with MA-g-PE CA shows that the filler particles are covered by matrix to a large extent. There are no signs of voids in the matrix. Moreover, at low filler content composite the filler particles and the polymer matrix are closely associated, and dispersion of filler particles in the matrix is uniform. From Figure 7 it is observed that wettability of filler particles with matrix was good. Also filler particles are embedded in the matrix and there are no large agglomerates of filler particles on the fracture surface. This is a good proof for interfacial adhesion between CTS filler and HDPE matrix. However, in more filler-loaded composites, it is observed that domain size increased with increase in filler content. Which can be attributed to filler–filler interaction.
Adhesion of CTS particles with polymer matrix. CTS: Centalla spent.
Dispersion CTS particles in polymer matrix. CTS: Centalla spent.
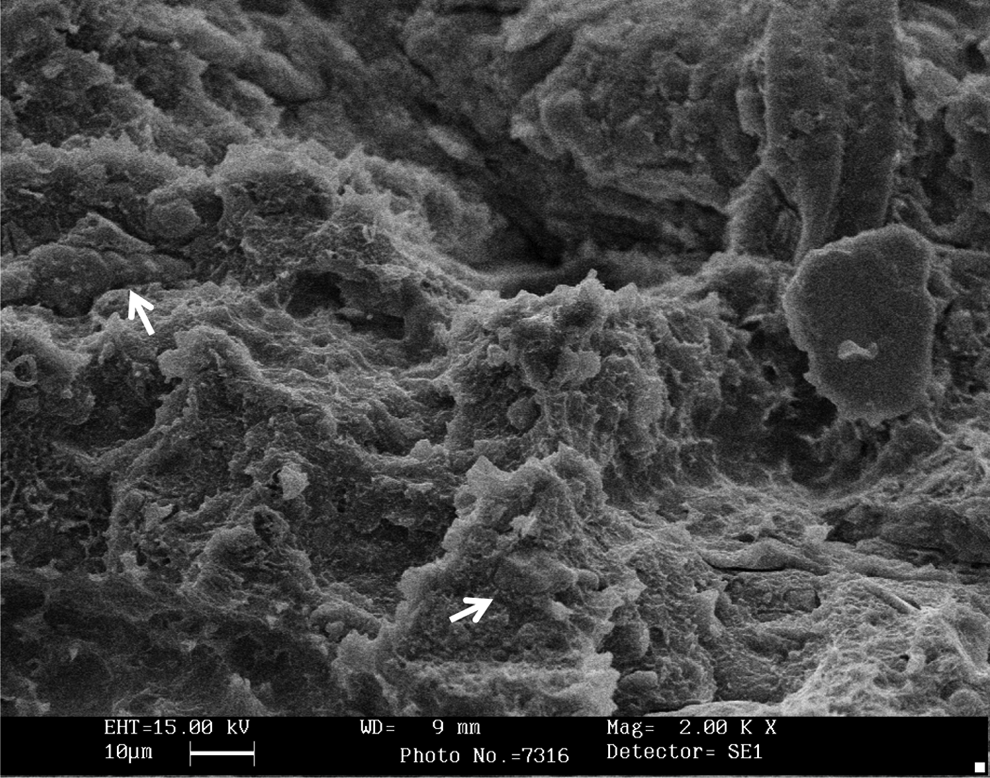
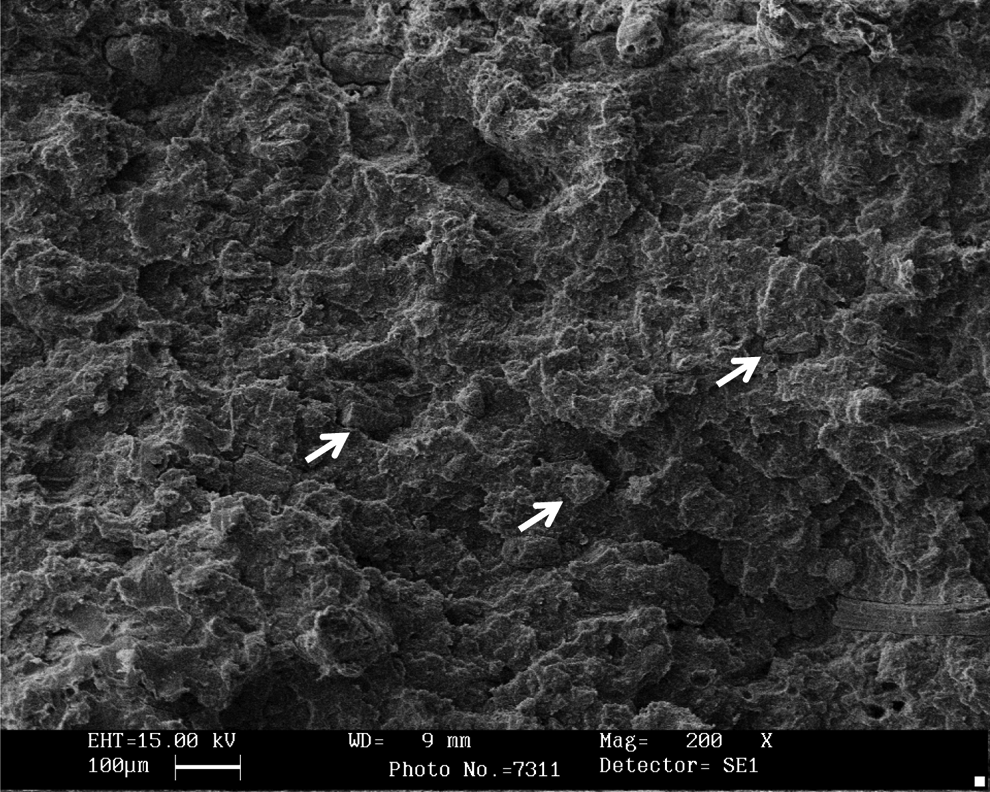
The worn surfaces of composite samples abraded with different load conditions are shown in Figure 8. It was noticed that at higher abrading distance (600 m) the low modulus polymer matrix is damaged more severely as compared to lower abrading distance (150 m) and the composite samples subjected to higher load (Figure 8(a)) are very severely damaged compared with the samples at lower load (23.5 N; Figure 8(b)). SEM images indicate micro-ploughing by sand abrasive particles in the softer polymer matrix and long furrows are observed in the abrading direction. The deeper furrows on the matrix as a result of severe plastic deformation are seen at higher load. Further, the filler detachment leads to filler separation from the matrix due to the ploughing action. This indicates that at higher filler loading (30 wt%), due to filler–filler interaction adhesion of filler to the matrix is poor, and it results in filler detachment from the matrix. In CTS filled composites, a general and dominant feature observed on the surfaces was the generation of cracks in the direction normal to the abrading direction and also cracks on the matrix.
Effect of load on 30% CTS filled composites at 600 m distance (a) 23.5 N and (b) 33.5 N load. CTS: Centalla spent.
Conclusions
In order to give value addition to CTS, which is a nutraceutical industrial waste, attempt was made to fabricate and evaluate the properties of HDPE/CTS composites. Tensile modulus of the composites was increased by 64%, whereas tensile strength was reduced by 6% with the addition of CTS from 0 wt% to 30 wt%. Water absorption of composites increased gradually with increase in filler content due to hydrophilic nature of lignocellulosic filler. The prepared composites along with neat HDPE were subjected to three-body abrasive wear test. The wear volume loss of the composite increased with increase in abrading distance, load, and filler content. The specific wear rate of the composite decreased with increase in abrading distance. The mechanism of wear loss was micro-ploughing and deeper furrows caused by abrasive particles. SEM of tensile fractured specimens revealed that 10% CTS-filled composites had homogeneous dispersion of filler particles in the matrix with good wettability and also the particles were embedded well in the matrix. However, with higher amount of filler filling domain size of the second phase increased because of filler–filler interaction which resulted in deterioration of wear properties.
There is a need to develop newer technologies and products to make use of underutilized nutraceutical industrial wastes for wood-substituted products. This will not only help in preventing environmental pollution, caused by incineration/burning and by throwing these nutraceutical wastes in the environment without proper use but also generate employment. Ultimately contributing to the improvement of people’s living and development of national economy.
Footnotes
Acknowledgment
Authors thank Ministry of Environment and Forests, New Delhi, India, for award of the research project.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was sponsored by Ministry of Environment and Forests, New Delhi, India.